Embed Size (px)
Citation preview

CONTROLE DE MANUTENÇÃO APLICADO À INDÚSTRIA VIDREIRA
VINICIUS OLIVEIRA FERNANDES
Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Armando Carlos de Pina Filho
RIO DE JANEIRO, RJ – BRASIL Setembro de 2017
ii
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
CONTROLE DE MANUTENÇÃO APLICADO À INDÚSTRIA VIDREIRA
VINICIUS OLIVEIRA FERNANDES
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO
RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A
OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Armando Carlos de Pina Filho, D.Sc. (Orientador)
________________________________________________
Prof. Fernando Pereira Duda, D.Sc.
________________________________________________
Prof. Fábio Luiz Zamberlan, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
Setembro DE 2017

iii
Oliveira Fernandes, Vinicius
Estratégias de Manutenção aplicadas à Industria Vidreira / Vinicius Oliveira Fernandes. – Rio de Janeiro: UFRJ/ Escola Politécnica, 2017.
VIII, 93 p.: il.; 29,7 cm.
Orientador: Armando Carlos de Pina Filho
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de Engenharia Mecânica, 2017.
Referencias Bibliográficas: p. 70.
1. Manutenção 2. Gestão 3. Controle I. Armando Carlos de Pina Filho. II. Universidade Federal do Rio de Janeiro, Escola Politécnica, Curso de Engenharia Mecânica. III. Estratégias de Manutenção aplicadas à Industria Vidreira.

iv
AGRADECIMENTOS À minha Mãe, Ana Maria, pelo amor incondicional sem o qual nada seria possível. Ao meu Pai, Vivaldo Fernandes, que me inspirou e garantiu que tudo me fosse proporcionado para que eu pudesse me tornar um homem de caráter e atingisse meu objetivo de me tornar engenheiro. Ao meu irmão, Bruno Fernandes, pelo exemplo de liderança e caráter. Á minha cunhada Karina Badona, por toda a animação, companheirismo e incentivo. Ao meu sobrinho Daniel que trouxe tanta alegria para o meu coração e pelo prazer imenso que me concedeu em ser seu padrinho de batismo. Aos meus avós, por todo o amor, carinho e dedicação sempre oferecidos durante toda a minha vida. Aos meu orientador Armando Pina, por toda dedicação e empenho durante o projeto e todos os ensinamentos ao longo da graduação que me permitiram realizar um estudo como este. Aos professores da UFRJ, que me prepararam para o mercado de trabalho e estão sempre empenhados em tornar seus alunos em melhores pessoas e profissionais, apesar de todas as dificuldades. Aos amigos de infância, Alex Rodrigo, Ricardo Moreira, Rodrigo Vianna e Gabriel Dias, que trilharam este caminho ao meu lado, sempre dispostos a ajudar e alegrar durante tempos difíceis. Aos amigos de intercâmbio, com os quais vivi o melhor ano de minha vida. Aos colegas de trabalho, pela receptividade, pelo desenvolvimento que me proporcionaram e pela disposição com que me ajudaram durante a execução deste projeto. À Universidade Federal do Rio de Janeiro por me proporcionar a realização deste sonho de me tornar engenheiro. Ao meu país, por ser esse lugar incrível, de beleza e riqueza única. Apesar dos problemas que nos intimidam em nosso dia a dia, foi aqui que aprendi sobre simplicidade, humildade, perseverança e dignidade. Espero poder retribuir ao Brasil tudo o que foi investido em mim ao longo dos anos. A Deus, que sempre me deu forças e coragem para seguir em frente. A todos que fizeram parte dessa caminhada, muito obrigado.

v
"Seja a mudança que quer ver no mundo."
Mahatma Gandhi

vi
Resumo do Projeto de Graduação apresentado à Escola politécnica/ UFRJ como parte dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
CONTROLE DE MANUTENÇÃO APLICADO À INDÚSTRIA VIDREIRA
VINICIUS OLIVEIRA FERNANDES
Setembro/2017
Orientador: Armando Carlos de Pina Filho
Curso: Engenharia Mecânica
O objetivo deste trabalho é apresentar o processo de produção de garrafas de vidro e identificar as causas fundamentais de indisponibilidade dos equipamentos através das ferramentas de controle de manutenção. Desta forma, o estudo visa inserir e aplicar os conceitos de indicadores de manutenção, metodologia de gestão PDCA e técnicas de manutenção com o propósito de reduzir custos associados às lacunas de confiabilidade e evitar perdas de produção. Medidas de controle e planos de ação são apresentados para eliminar lacunas de desempenho e aumentar o ciclo de vida dos componentes. Palavras-chave: Controle, manutenção, gestão, confiabilidade.

vii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the requirements for the degree of Engineer.
MAINTENANCE CONTROL APPLIED TO GLASS INDUSTRY
Vinicius Oliveira Fernandes
September/2017 Advisor: Armando Carlos de Pina Filho Course: Mechanical Engineering The project main objective is to present glass bottle production process and to identify equipment unavailability fundamental causes through maintenance control tools. Therefore, the study aims to introduce and apply the concepts of maintenance indicators, PDCA management methodology and maintenance techniques with the purpose of reducing associated costs to reliability gaps and avoiding production losses. Control measures and action plans are presented to eliminate performance gaps and to increase components life cycle. Keywords: Control, maintenance, management, reliability.

viii
SUMÁRIO
1. INTRODUÇÃO .............................................................................................................................. 1
1.1 JUSTIFICATIVA ..................................................................................................................... 1
1.2 MOTIVAÇÃO .......................................................................................................................... 2
1.3 OBJETIVOS DO PROJETO ................................................................................................ 2
1.4 ESTRUTURA DO TRABALHO ............................................................................................ 3
2. HISTÓRIA DO VIDRO ................................................................................................................. 4
2.1 RECICLAGEM - UMA QUESTÃO AMBIENTAL ............................................................... 5
2.2 PROPRIEDADES DO VIDRO ............................................................................................. 8
2.3 FORMULAÇÃO DO VIDRO ................................................................................................. 9
3. PROCESSO DE FABRICAÇÃO DO VIDRO .......................................................................... 13
3.1 BENEFICIAMENTO DE MATÉRIA PRIMA ................................................................. 13
3.2 FORNO DE FUSÃO ............................................................................................................ 15
3.3 CONFORMAÇÃO - MÁQUINA IS ..................................................................................... 17
3.3.1 PROCESSO SOPRADO-SOPRADO (BB) ............................................................. 18
3.3.2 PROCESSO PRENSADO-SOPRADO (NNPB) ..................................................... 19
3.4 TRATAMENTO A QUENTE ............................................................................................... 20
3.5 RECOZIMENTO .................................................................................................................. 20
3.6 TRATAMENTO A FRIO ...................................................................................................... 22
3.7 INSPEÇÃO DE GARRAFAS ............................................................................................. 22
3.7.1 CONTROLE DE QUALIDADE .................................................................................. 24
3.8 EMBALAGEM ...................................................................................................................... 25
3.9 UTILIZADES E MEIO AMBIENTE .................................................................................... 26
4. ESTRATÉGIAS DE MANUTENÇÃO ....................................................................................... 28
4.1 INDICADORES DE MANUTENÇÃO ................................................................................ 28
4.1.1 MTBF ............................................................................................................................ 29
4.1.2 MTTR ............................................................................................................................ 29
4.1.3 EFICIÊNCIA DE PLANEJAMENTO ......................................................................... 30
4.1.4 PRODUTIVIDADE DE MÃO DE OBRA .................................................................. 30
4.1.5 RAZÃO DE MANUTENÇÃO PREVENTIVA ........................................................... 31
4.1.6 TEMPO MÉDIO DE SOLUÇÃO DE ANOMALIAS ................................................ 31
4.1.7 TEMPO DE ESPERA ................................................................................................. 31
4.1.8 ITEM DE CONTROLE E ITEM DE VERIFICAÇÃO .............................................. 33
4.2 MANUTENÇÃO CORRETIVA ........................................................................................... 33
4.3 MANUTENÇÃO PREVENTIVA ......................................................................................... 34
4.3.1 MANUTENÇÃO PERIÓDICA ................................................................................... 34

ix
4.3.2 INSPEÇÃO DE ROTA ............................................................................................... 35
4.3.3 MANUTENÇÃO AUTÔNOMA .................................................................................. 36
4.3.4 CALIBRAÇÃO ............................................................................................................. 39
4.4 MANUTENÇÃO PREDITIVA ............................................................................................. 39
4.4.1 ANÁLISE DE ÓLEO ................................................................................................... 40
4.4.2 ANÁLISE DE VIBRAÇÃO .......................................................................................... 40
4.4.3 ANÁLISE TERMOGRÁFICA ..................................................................................... 42
4.4.4 ANÁLISE DE ULTRASSOM ..................................................................................... 43
4.5 SISTEMA DE ETIQUETAGEM ......................................................................................... 44
4.6 PADRONIZAÇÃO ................................................................................................................ 45
4.6.1 LIÇÃO DE UM PONTO .............................................................................................. 46
4.7 ANÁLISE DE CRITICIDADE .............................................................................................. 47
4.8 GERENCIAMENTO DE PEÇAS EM ESTOQUE ............................................................ 49
5. IDENTIFICAÇÃO DO PROBLEMA .......................................................................................... 50
5.1 ANÁLISE DE DADOS ......................................................................................................... 51
5.2 DIAGRAMA DE PARETO .................................................................................................. 52
5.3 DIAGRAMA DE CAUSA E EFEITO .................................................................................. 53
5.4 CARTA DE CONTROLE .................................................................................................... 54
5.5 RELATO DE ANOMALIA ................................................................................................... 56
5.6 DIAGNÓSTICO DE TRABALHO OPERACIONAL ......................................................... 57
5.7 PLANO DE AÇÃO ............................................................................................................... 57
6. APLICAÇÃO DO MÉTODO E RECOMENDAÇÕES ............................................................ 59
7. CONCLUSÃO ............................................................................................................................. 67
8. REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................................ 70
ANEXO A ............................................................................................................................................. 72
A.1 BOCA TRINCADA ............................................................................................................... 73
A.2 MARCA NA BOCA .............................................................................................................. 74
ANEXO B - FLUXOGRAMAS E TABELAS .................................................................................... 75

x
ÍNDICE DE FIGURAS
Figura 1 - Ciclo de reciclagem do vidro. (Fonte: Autor, 2017) ................................................ 7 Figura 2 - Matérias primas para fabricação do vidro. (Fonte: Autor, 2017) ............................. 9 Figura 3 - Comparativo entre a forma cristalina e vítrea. (Fonte: US Glass Industry, 2002) . 10 Figura 4 - Fluxograma do processo de produção do vidro. (Fonte: Autor, 2017) .................. 13 Figura 5 - Desenho esquemático de uma industria vidreira. (Fonte: Mansano, 2007) .......... 13 Figura 6 - Esquema ilustrativo de uma casa de mistura. (Fonte: Mansano, 2007) ............... 14 Figura 7 - Componentes de fabricação do vidro. (Fonte: All About Glass, 2015) ................. 14 Figura 8 - Corte ilustrativo do forno de fusão de vidro. (Fonte: Mansano, 2007) .................. 16 Figura 9 - Fotografia de uma Máquina IS NNPB. (Fonte: Heye, 2017) ................................. 17 Figura 10 - Processo de conformação Soprado-Soprado. (Fonte: APEGG, 2017) ............... 19 Figura 11 - Processo de conformação NNPB. (Fonte: APEGG, 2017) ................................. 19 Figura 12 - Equipamento do tratamento à quente. (Fonte: Arkema, 2017) ........................... 20 Figura 13 - Imagem ilustrativa de um forno de recozimento. (Fonte: Antonini, 2017) ........... 21 Figura 14 - Layout de etiquetagem do Lehr (Fonte: Autor, 2017) ......................................... 22 Figura 15 - Inspetores eletrônicos da área fria. (Fonte: Tiama, 2017) .................................. 23 Figura 16 - Gerenciamento e garantia de qualidade. (Fonte: Falconi, 1994) ........................ 25 Figura 17 - Paletizadora de Garrafas. (Fonte: MSK, 2017) .................................................. 26 Figura 18 - Estratégias de Manutenção. (Fonte: Autor, 2017) .............................................. 28 Figura 19 - Modelo de checklist de inspeção. (Fonte: Autor, 2017) ...................................... 35 Figura 20 - Etiquetas de manutenção. (TPM Citisystems, 2017) .......................................... 36 Figura 21 - Organização no armário de ferramentas. (Fonte: Gedore) ................................. 38 Figura 22 - Instrumentos de Calibração. (Fonte: Manutenção em Foco, 2017) .................... 39 Figura 23 - Exemplo de análise de óleo. (Fonte: Multierri, 2017) ......................................... 40 Figura 24 - Exemplo de análise de vibração. (Fonte: Multierri, 2017) ................................... 42 Figura 25 - Exemplos de análises termográficas. (Fonte: Multierri, 2017) ............................ 43 Figura 26 - Exemplo de análise de ultrassom. (Fonte: Multierri, 2017) ................................. 43 Figura 27 - Níveis de etiquetagem. (Fonte: Autor, 2017) ...................................................... 44 Figura 28 - Exemplo de etiqueta. (Fonte: CDG Solutions, 2017) .......................................... 44 Figura 29 - Layout de linha para etiquetagem dos equipamentos. (Fonte: Autor, 2017) ....... 45 Figura 30 - Exemplo de LUP. (Fonte: Autor, 2017) .............................................................. 46 Figura 31 - Hierarquia para utilização do método. (Fonte: QUEIROZ SANTOS, 2015) ........ 48 Figura 32 - Ciclo do PDCA. (Fonte: Falconi, 1994) .............................................................. 50 Figura 33 - Modelo de diagrama de causa e efeito. (Fonte: PDCA Tools)............................ 54 Figura 34 - Carta de Controle. (Fonte: Autor 2017) .............................................................. 55 Figura 35 - Modelo de relato de anomalia. (Fonte: Autor, 2017) .......................................... 56 Figura 36 - Exemplo de DTO. (Fonte: Falconi, 1994) ........................................................... 57 Figura 37 - Método Ishikawa para folga e fixação deficiênte. (Fonte: Autor, 2017) .............. 60 Figura 38 - Método Ishikawa para lubrificação deficiente. (Fonte: Autor, 2017) ................... 61 Figura 39 - Método Ishikawa sobre condição de limpeza precária. (Fonte: Autor, 2017) ..... 62 Figura 40 - Etiqueta de Lubrificação. (Fonte: Autor, 2017) ................................................... 66 Figura 41 - Lista técnica do equipamento. (Fonte: Autor, 2017) ........................................... 66 Figura 42 - Armário de parafusos, porcas e arruelas. (Fonte: Ferramentas Kennedy, 2017) 66 Figura 44 - Nomenclatura de regiões da garrafa e defeitos. (Fonte: Emhart Glass, 2010) ... 72 Figura 45 - Fluxograma com visão geral de 5S. (Fonte: Falconi, 1994) ............................... 75 Figura 46 - Fluxograma de garantia da qualidade do processo. (Fonte: Falconi, 1994) ....... 75 Figura 47 - Fluxograma de garantia da qualidade. (Fonte: Falconi, 1994) ........................... 76 Figura 48 - Responsabilidade Gerencial Total. (Fonte Nepomuceno, 1989) ........................ 76 Figura 49 - Técnica das três fontes de perda. (Fonte: Falconi, 1994) .................................. 77 Figura 50 - Necessidades básicas pré condicionadas à motivação. (Fonte: Falconi: 1994) . 77 Figura 51 - Fluxograma do PDCA. (Fonte: PDCA Tools, 2016) ........................................... 78 Figura 52 - Detalhamento do PDCA em melhorias. ............................................................. 78 Figura 53 - Modelo de Relato de anomalia. (Fonte: Falconi, 1994) ...................................... 79

xi
ÍNDICE DE GRÁFICOS
Gráfico 1 - Programas de coleta seletiva no Brasil por estado. (Fonte: ABRAVIDRO, 2004) . 5 Gráfico 2 - Destinos do lixo no Brasil segundo o CEMPRE. (Fonte: Autor, 2017) .................. 6 Gráfico 3 - Volume e viscosidade x temperatura em vidros. (Fonte: Callister, 2007) .............. 8 Gráfico 4 - Curva de Recozimento para garrafas Long Neck. (Fonte: Autor, 2017) .............. 21 Gráfico 5 - Curva da banheira indicando a taxa de falha no tempo. (Fonte: Xenos, 1998) ... 30 Gráfico 6 - Indisponibilidade ao longo de seis meses na fábrica. (Fonte: Autor, 2017) ......... 51 Gráfico 7 - Diagrama de Pareto por Indisponibilidade (Autor, 2017) .................................... 52 Gráfico 8 - Pareto Máquina IS e Embalagem por linha. (Fonte: Autor 2017) ........................ 52 Gráfico 9 - Pareto Enfornador e Hot Coating por linha. ( Fonte: Autor, 2017) ...................... 53 Gráfico 10 - Pareto sobre causas fundamentais de Indisponibilidade. (Fonte: Autor, 2017) . 59 Gráfico 11 - Acompanhamento sobre anomalias de lubrificação. (Fonte: Autor, 2017) ........ 67 Gráfico 12- Acompanhamento sobre análises de vibração. (Fonte: Autor, 2017) ................. 68 Gráfico 13 - Execução de manutenções preventivas e preditivas. (Fonte: Autor, 2017) ....... 68

xii
ÍNDICE DE TABELAS
Tabela 1- Impactos gerados no período analisado. (Fonte: Autor 2017) ................................ 2 Tabela 2 - Tempo de decomposição dos materiais na natureza. (Fonte: Autor, 2017) ........... 7 Tabela 3 - Propriedades do Vidro. (Fonte: Autor, 2017) ......................................................... 9 Tabela 4 - Principais benefícios do 5S. (Fonte: Haroldo Ribeiro, 1994) ............................... 38 Tabela 5 - Exemplo de cronograma de análise preditiva. (Fonte: Autor, 2017) .................... 40 Tabela 6 - Diagnóstico para identificação de vibrações. (Fonte: UNESP, 2016) .................. 41 Tabela 7 - Cenário Atual x Proposto em preditivas de vibração. (Fonte: Autor, 2017).......... 42 Tabela 8 - Tabela de Planos x Criticidade. (Fonte: Autor, 2017) .......................................... 48 Tabela 9 - Critério de Impacto. (Fonte: Autor, 2017) ............................................................ 54 Tabela 10 - Causas prováveis para priorização. (Fonte: Autor, 2017) .................................. 54 Tabela 11 - Exemplo de plano de ação a ser executado. (Fonte: Autor, 2017) .................... 58 Tabela 12 - Matriz de Criticidade sobre folga e fixação deficiente. (Fonte: Autor, 2017) ...... 61 Tabela 13 - Matriz de criticidade para lubrificação deficiente. (Fonte: Autor, 2017) .............. 62 Tabela 14 - Matriz de criticidade sobre condição de limpeza. (Fonte: Autor, 2017) .............. 63 Tabela 15 - Recomendações para alavancar a confiabilidade do processo. (Fonte: Autor, 2017) ................................................................................................................................... 64 Tabela 16 - Plano de Ação para as lacunas identificadas. (Fonte: Autor, 2017) ................... 65 Tabela 17 - Dez maiores perdas de qualidade em seis meses. (Fonte: Autor, 2017) ........... 72

xiii
LISTA DE SIGLAS
AF – Análise de Falha
BB - Soprado-Soprado (Blow Blow)
CC - Carta de Controle
DTO - Diagnóstico de Trabalho Operacional
EP - Eficiência de Planejamento
FMEA - Análise dos Modos de Falha e seus Efeitos (Failure Mode and Effect Analysis)
HH - Homem Hora
IS - Seção Individual (Individual Section)
KPI - Indicador de Performance (Key Performance Indicator)
LIR - Limpeza Inspeção e Reaperto
LLR - Limpeza, Lubrificação e Reaperto
LUP – Lição de Um Ponto
MA – Manutenção Autônoma
MP – Manutenção Planejada
MTBF – Tempo Médio Entre Falhas (Mean Time Between Failures)
MTTR - Tempo Médio de Reparo (Mean Time to Repair)
NNPB - Prensado Soprado Gargalo Estreito (Narrow Neck Press and Blow)
PA - Plano de Ação
PCM – Planejamento e Controle da Manutenção
PMO - Produtividade de Mão de Hora
RA - Relato de Anomalia
RMP - Razão de Manutenção Preventiva
SAP - Sistema de Gerenciamento de Manutenção (Systems Applications and Product)
TMSA - Tempo Médio de Solução de Anomalias
TPM – Manutenção Produtiva Total (Total Productive Maintenance)

1. INTRODUÇÃO
Com a evolução da tecnologia, a manutenção industrial começa a adquirir um grau
de importância diferenciado no mercado de trabalho, garantindo vantagens competitivas
relevantes quando administrada da forma correta. Fatores fundamentais das atividades
industriais, relacionados com produção, qualidade e custos, passam a depender diretamente
das condições de manutenção. Neste cenário, as grandes potências industrializadas
começam a implementar planos de manutenção objetivando a garantia da competitividade.
Segundo a ABRAMAN (2015), a complexidade dos processos industriais e a
globalização determinam novos parâmetros de concorrência e para acompanhar o ritmo
destas mudanças são necessárias medidas que interferem diretamente na estrutura das
organizações, devendo ter um grau de abrangência em todos os setores da empresa para
ser efetiva. O objetivo é a apresentação das fases que demonstraram ser essenciais para o
sucesso de acordo com as perspectivas de gestão de melhoria constante. Dentre as
metodologias abordadas, pode-se destacar a importância do envolvimento dos operadores
nas tarefas diárias de manutenção e o treinamento permanente para a melhoria de
desempenho, além do fortalecimento da prevenção, bem como as ferramentas de gestão
explicitadas no Capítulo 5.
Neste conteúdo será realizado um estudo sobre as etapas de fabricação de garrafas
de vidro seguida de uma apresentação das estratégias de manutenção, visando identificar
os problemas principais encontrados através gestão de dados no período analisado,
encontrar maneiras de melhorar a captação de informações para criar soluções inteligentes
de manutenção e impactar as economias financeiras.
1.1 JUSTIFICATIVA
A demanda do estudo surge através da oportunidade de melhoria e lacunas
apresentadas em um dos blocos fundamentais da empresa analisada. Além de otimizar a
disponibilidade e confiabilidade dos equipamentos, tem a finalidade de garantir um histórico
de dados coerente para um ciclo de análise contínua. Ao longo de seis meses de produção
foram gerados por volta de 243.660 minutos de indisponibilidade de produção, considerando
uma confiabilidade de dados na faixa 75% pela falta de treinamento dos funcionários no
lançamento de dados de máquina parada no sistema, e, ainda assim, convertendo este
número, obtém-se o valor de 73.097.550 garrafas desperdiçadas.

2
Aproximadamente 32 dias de produção perdidos e um prejuízo de R$18.274.390,
fora impactos de perda diretamente relacionados com a qualidade do produto que não foram
considerados neste cálculo. Devido a este motivo, foi crucial pensar em uma estratégia
melhor relacionada à redução da indisponibilidade e criar meios para seguir fiel à
metodologia, desde a operação até a diretoria. Nesta análise, foram avaliados as
indisponibilidades dos 21 equipamentos principais existentes em cada uma das seis linhas
de produção existentes na indústria. A Tabela 1 mostra o resumo das informações de
cálculo.
Tabela 1- Impactos gerados no período analisado. (Fonte: Autor 2017)
1.2 MOTIVAÇÃO
Este tema tem como inspiração a admiração pelo processo de produção de garrafas
de vidro adquirida durante o estágio obrigatório realizado no curso de Engenharia Mecânica,
o entusiasmo pela conscientização dos benefícios econômicos e ecológicos conduzidos pela
reutilização da embalagem de vidro na sociedade, a paixão nacional por cerveja e o prazer
da confraternização garantida por ela nos bares de nossa cidade, sendo a garrafa o primeiro
contato com o produto.
1.3 OBJETIVOS DO PROJETO
Nesta etapa, definem-se os procedimentos e as formas de realização e execução
deste projeto, apresentam-se as maneiras possíveis de manutenção existentes na literatura,
bem sucedidas quando aplicadas à indústria. Elabora-se uma apresentação sobre a
utilização da metodologia de gestão PDCA e suas ferramentas para identificar os pontos
principais de perda de produção, realizando uma abordagem geral sobre indicadores de
performance e padronização de atividades para reduzir tempo de atuação.
O projeto tem como objetivos ajudar a prever e criar novos meios de registros bem
descritos de parada de máquina, inserindo as respectivas localizações de forma detalhada,
a fim de melhorar e padronizar os equipamentos com histórico alocado de forma segura e
confiável no sistema, além de uma abordagem teórica aplicada para sanar este histórico
caótico de quebra.
3
1.4 ESTRUTURA DO TRABALHO
O trabalho será dividido em 7 capítulos. No capítulo 1 é realizada uma introdução
breve sobre os objetivos do trabalho, inserindo as considerações iniciais e justificativas para
o estudo do tema. No capítulo 2 é introduzida história do vidro, abordando a importância da
reciclagem no país e conhecimentos sobre as matérias primas necessárias para realizar a
fusão no forno. No capítulo 3 é explicado todo o processo de fabricação, desde a chegada
da matéria prima até o produto final embalado, comenta-se os principais pontos para a
fabricação. No capítulo 4 apresenta-se uma revisão sobre os diferentes tipos de
manutenção suas principais características e insere o conceito de indicadores de
manutenção.
No capítulo 5 introduz-se algumas das principais ferramentas de gestão e qualidade
que são utilizadas em projetos de manutenção. No capítulo 6 apresenta-se a escolha de um
equipamento e aplica-se dos conceitos anteriormente inseridos, fornecendo recomendações
para obtenção de melhorias. O capítulo 7 consiste na conclusão do projeto.

4
2. HISTÓRIA DO VIDRO
O vidro foi feito pela primeira vez no mundo antigo, mas pouco sabe-se sobre os
primeiros esforços do homem para fabrica-lo. Segundo o livro Glass: A World History (2002),
o vidro foi descoberto ocasionalmente há quatro mil anos quando um grupo de navegadores
fenícios desembarcou numa praia, fez uma fogueira para cozinhar a comida e usou algumas
pedras, hoje chamadas tronas, para apoiar os potes de comida. O aquecimento da trona
(minério de carbonato de sódio) em contato com a areia e o calcário das conchas fez
escorrer um líquido estranho e dessa maneira fez-se a descoberta do vidro.
A civilização fenícia desenvolveu-se na Fenícia, território do atual Líbano. Por
habitarem uma região montanhosa e com poucas terras férteis, os fenícios dedicaram-se à
pesca e ao comércio marítimo. O solo montanhoso da Fenícia não era favorável ao
desenvolvimento agrícola e pastoril e por isso o povo fenício percebeu a necessidade de se
lançar ao mar e desenvolver ,o comércio pelas cidades do Mediterrâneo. A principal
atividade econômica dos fenícios era o comércio e em razão desta necessidade dos
negócios comerciais, os fenícios desenvolveram técnicas de navegação marítima, tornando-
se os maiores navegadores de Antiguidade. Desse modo, comerciavam com grande número
de povos e em vários lugares do Mediterrâneo, difundindo assim a cultura de utilização do
vidro para um grande número de pessoas.
No mundo contemporâneo, utiliza-se o vidro para uma ampla lista de aplicabilidade,
tais como, embalagens para bebidas e produtos alimentícios, vidro plano, fibra de vidro, lã
de vidro, fibra ótica, tijolo de vidro, cristal, frascos de medicamentos, de perfumes, de
cosméticos e uma gama de outros artigos que fazem parte do nosso dia a dia. Garrafas,
potes e frascos superam a metade da produção de vidro do Brasil.
A metade dos recipientes de vidro fabricados no país é retornável e, além disso, o
material é de fácil reciclagem, podendo ser retornado à produção de novas embalagens e
substituindo totalmente o produto virgem sem perda de qualidade. Manipulando em sua
formulação areia, calcário, barrilha e feldspato, o vidro é durável, inerte e tem alta taxa de
reaproveitamento. A inclusão de caco de vidro no processo normal de fabricação reduz em
4,0% o gasto com energia e 9,5% de água do processo para cada 10% de caco de vidro
incluído na mistura

5
2.1 RECICLAGEM - UMA QUESTÃO AMBIENTAL
Apesar do rápido desenvolvimento da indústria vidreira, a coleta seletiva com o
objetivo de reciclagem apenas começou na década de setenta. Isto prejudicou o retorno da
matéria prima às industrias, refletindo-se um nível intermediário quando comparado com
outros países atualmente. Através da conscientização população acerca dos benefícios da
reciclagem do vidro e informações sobre o reaproveitamento total das embalagens no ciclo
produtivo, garante-se uma captação maior de recursos e consequente economia na
quantidade de energia e água gasta no processo de produção, barateando o valor do
produto final. A reutilização do vidro para a produção de novas embalagens emite resíduos
menos particulados de , contribuindo também para a preservação do meio ambiente,
impactando positivamente sobre o efeito estufa.
Através da utilização deste tipo de embalagem garante-se um menor volume de
descarte de lixo, impactando diretamente nos custos de coleta urbana e aumentando a vida
útil de nossos aterros sanitários. O vidro é 100% reciclável e pode ser reciclado inúmeras
vezes, devido à sua formulação composta por minerais como, areia, barrilha, calcário e
feldspato. Ao agregarmos o caco na fusão reduz-se a retirada de matéria-prima da natureza,
preservando suas respectivas reservas naturais.
Com o incentivo da coleta seletiva e reciclagem de vidro mais ativa nas cidades de
nosso país, gera-se empregos que demandam, em sua maioria, um nível baixo de
especialização, beneficiando assim, as camadas mais carentes da população.
A reciclagem do vidro é uma atividade economicamente viável, porém, pode-se
observar pelo Gráfico 1 que no Brasil ainda é tratada como uma atividade marginal e, como
tal, carece de uma mentalidade empresarial. Dentro deste ponto de vista, a reciclagem é um
nicho de mercado inexplorado no nosso país, com grande potencial de lucratividade,
entretanto com a necessidade conjunta de desenvolvimento da industria para absorver a
matéria prima coletada.
Gráfico 1 - Programas de coleta seletiva no Brasil por estado. (Fonte: ABRAVIDRO, 2004)

6
Nota-se pelo Gráfico 1, ainda existem oportunidades no que diz respeito a
reciclagem, principalmente nas regiões norte e nordeste do país. Segundo a Abividro,
apenas cerca de 45% das embalagens de vidro são recicladas no Brasil. Segundo a folha de
São Paulo (2012), a indústria do vidro propôs um acordo para fazer o Brasil ser uma
potência verde, capaz de reciclar de 95% a 100% das embalagens de vidro consumidas no
país, porém devido à uma resistência das envasadoras devido ao aumento do custo e
interesses políticos, arquivou-se o projeto.
Segundo o IBGE (2014), o Brasil produz, em média, 78 milhões de toneladas de lixo
por ano. De 2004 para 2014 o número de municípios que implantaram programas de
reciclagem subiu de 81 para mais de 900, mas o número representa apenas 17% das
cidades brasileiras. O aumento excessivo da quantidade de lixo deve-se ao aumento do
poder aquisitivo e ao perfil de consumo de uma população. Além disso, quanto maior a
quantidade de produtos industrializados, mais lixo é produzido. No Gráfico 2 enxerga-se a
proporção do destino que é dado ao lixo produzido pelos cidadãos brasileiros.
Gráfico 2 - Destinos do lixo no Brasil segundo o CEMPRE. (Fonte: Autor, 2017)
Todo material de vidro reunido através da reciclagem precisa passar por um
beneficiamento, onde ocorre a retirada de tampas, rótulos e as embalagens passam por um
processo de lavagem para que todo material residual seja removido. São consideradas
como impurezas os produtos inorgânicos estranhos à formulação do vidro, difíceis de serem
fundidos nas temperaturas do forno de fusão e que, consequentemente, podem gerar falhas
ou defeitos no produto final, como pedras, cerâmicas, concreto, louças e cristal. Materiais
orgânicos como plástico, papel e terra volatizam à altas temperaturas, porém em excesso
também alteram a atmosfera do forno, resultando em reações químicas que modificam a cor
e criam bolhas, por isso é igualmente necessária sua retirada. Uma curiosidade que sinaliza
a gama de aplicações da reciclagem do vidro é que outro destino possível além de voltar à
produção de embalagens, é o seu uso na composição de asfalto e pavimentação de
estradas, construção de sistemas de drenagem contra enchentes, produção de espuma,
fibra de vidro, bijuterias e tintas reflexivas.

7
Tabela 2 - Tempo de decomposição dos materiais na natureza. (Fonte: Autor, 2017)
Na Tabela 2, percebe-se que a absorção destes resíduos pela natureza ocorre de
forma lenta e nos mostra o quão importante é destinar o lixo de maneira correta para
preservar o meio ambiente. Quando um vasilhame de vidro é despejado em local
inadequado, esse resíduo pode acumular água criando um local propício a proliferação
mosquitos transmissores de doenças, pode entupir o curso natural da água causando
inundações nas comunidades, gerar acidentes e mortandade de animais. E, ainda será a
herança para próximas gerações devido ao tempo de decomposição indeterminado do vidro.
Por isso, para alcançar o desenvolvimento sustentável, é necessário potencializar a
eficiência produtiva, mudar padrões de consumo, otimizar o uso dos recursos e minimizar a
geração de resíduos. Na Figura 1, vemos o ciclo de reciclagem do vidro.
É necessário buscar alternativas de melhorias de ordem operacional dos sistemas de
coleta, criar fluxos que otimizem a triagem dos materiais e desenvolver campanhas de
conscientização que estimulem a responsabilidade individual em relação ao
reaproveitamento e destino do lixo.
Figura 1 - Ciclo de reciclagem do vidro. (Fonte: Autor, 2017)
Tipo de Material Composição Tempo de Decomposição
Madeira Lignina e Celulose Um fosfóro - cerca de seis meses
PapelCelulose e aditivos
químicosTrês meses em local úmido
Plástico Derivados do Petróleo Depende do tipo, pode ser 100 anos ou mais
Vidro Areia, cal e sódioIndeterminado, mais de 4000 mil anos - dura para
sempre
Metal Rochas minerais
Depende do tipo de metal. O Alumínio é indeterminado -
dura para sempre; As latas feitas de aço enferrujam e
se desintegram em cerca de 10 anos
Pneus Borracha Indeterminado - dura para sempre
Orgânicos Matéria orgânica Cerca de 6 meses

8
2.2 PROPRIEDADES DO VIDRO
Segundo Callister (2007), as propriedades são únicas para cada composição química
de vidro e podem ser variadas pela mudança de composição e técnicas de produção.
Entretanto, ao alterarmos uma propriedade, afeta-se também as outras propriedades. Ao
selecionar um vidro específico para um produto, busca-se a melhor combinação de
propriedades mecânicas, químicas, térmicas, ópticas de acordo com a aplicação.
O vidro pode ser definido como o produto amorfo resultante da fusão e posterior
solidificação de uma mistura de materiais inorgânicos. Uma substância amorfa não tem
estrutura cristalina definida, possuindo arranjos atômicos aleatórios sem ordenação de longo
alcance. No Gráfico 3, mostra-se como as propriedades de volume e viscosidade variam de
acordo com a temperatura.
Gráfico 3 - Volume e viscosidade x temperatura em vidros. (Fonte: Callister, 2007)
As propriedades únicas e a relação de custo-benefício do vidro ajudaram a
estabelecer e manter seu uso proeminente em edifícios, transportes, embalagens e produtos
científicos. O vidro também encontrou novos usos nas indústrias de comunicações e
eletrônicos, onde especialistas acreditam que o potencial para criar materiais inovadores
através da manipulação de propriedades do vidro ainda detêm diversas oportunidades.
Destaca-se na tabela C as características mais importantes do vidro. A Tabela 3, aponta
outras propriedades importantes do vidro.
9
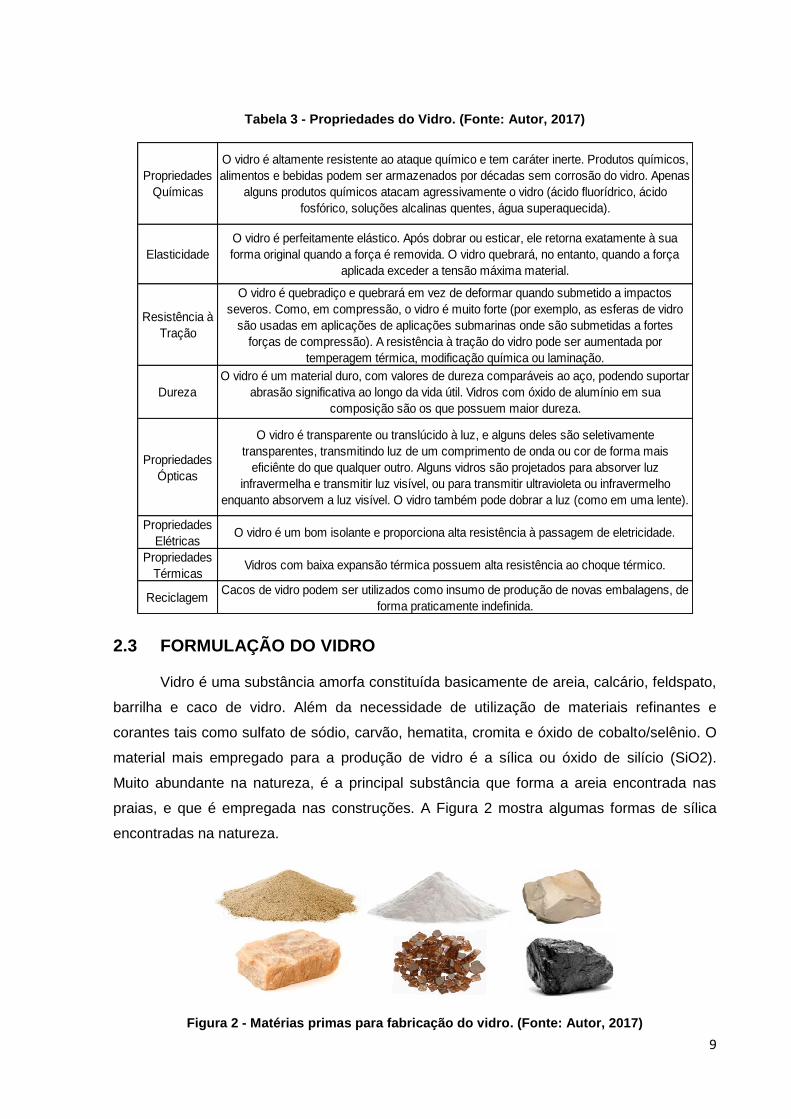
Tabela 3 - Propriedades do Vidro. (Fonte: Autor, 2017)
2.3 FORMULAÇÃO DO VIDRO
Vidro é uma substância amorfa constituída basicamente de areia, calcário, feldspato,
barrilha e caco de vidro. Além da necessidade de utilização de materiais refinantes e
corantes tais como sulfato de sódio, carvão, hematita, cromita e óxido de cobalto/selênio. O
material mais empregado para a produção de vidro é a sílica ou óxido de silício (SiO2).
Muito abundante na natureza, é a principal substância que forma a areia encontrada nas
praias, e que é empregada nas construções. A Figura 2 mostra algumas formas de sílica
encontradas na natureza.
Figura 2 - Matérias primas para fabricação do vidro. (Fonte: Autor, 2017)
Propriedades
Químicas
O vidro é altamente resistente ao ataque químico e tem caráter inerte. Produtos químicos,
alimentos e bebidas podem ser armazenados por décadas sem corrosão do vidro. Apenas
alguns produtos químicos atacam agressivamente o vidro (ácido fluorídrico, ácido
fosfórico, soluções alcalinas quentes, água superaquecida).
Elasticidade
O vidro é perfeitamente elástico. Após dobrar ou esticar, ele retorna exatamente à sua
forma original quando a força é removida. O vidro quebrará, no entanto, quando a força
aplicada exceder a tensão máxima material.
Resistência à
Tração
O vidro é quebradiço e quebrará em vez de deformar quando submetido a impactos
severos. Como, em compressão, o vidro é muito forte (por exemplo, as esferas de vidro
são usadas em aplicações de aplicações submarinas onde são submetidas a fortes
forças de compressão). A resistência à tração do vidro pode ser aumentada por
temperagem térmica, modificação química ou laminação.
Dureza
O vidro é um material duro, com valores de dureza comparáveis ao aço, podendo suportar
abrasão significativa ao longo da vida útil. Vidros com óxido de alumínio em sua
composição são os que possuem maior dureza.
Propriedades
Ópticas
O vidro é transparente ou translúcido à luz, e alguns deles são seletivamente
transparentes, transmitindo luz de um comprimento de onda ou cor de forma mais
eficiênte do que qualquer outro. Alguns vidros são projetados para absorver luz
infravermelha e transmitir luz visível, ou para transmitir ultravioleta ou infravermelho
enquanto absorvem a luz visível. O vidro também pode dobrar a luz (como em uma lente).
Propriedades
ElétricasO vidro é um bom isolante e proporciona alta resistência à passagem de eletricidade.
Propriedades
TérmicasVidros com baixa expansão térmica possuem alta resistência ao choque térmico.
ReciclagemCacos de vidro podem ser utilizados como insumo de produção de novas embalagens, de
forma praticamente indefinida.

10
A sílica sozinha produz um excelente vidro, com ótimas propriedades, porém com um
grave problema: seu ponto de fusão é muito alto, em torno de 1700°C, o que requer fornos
especiais e apresenta consumo de energia e custo de produção muito elevados. A Figura 3
aponta as diferenças no arranjo molecular entre as formas de sílica cristalina e vítrea.
Figura 3 - Comparativo entre a forma cristalina e vítrea. (Fonte: US Glass Industry, 2002)
Por isso, para contornar este problema, a solução é incorporar elementos fundentes
à sílica que diminuem a temperatura de fusão, mas mantêm as características do material
adequadas para os produtos a que se destinam, para isto utilizamos a barrilha. A mistura
pode ainda incluir uma elevada proporção de cacos de vidros, que também contribuem para
reduzir o ponto de fusão, mas requer uma ampla classificação e limpeza antes do
tratamento em lote para remover impurezas. Para atingir estas temperaturas, as industrias
em sua maioria utilizam alto fornos, nos quais o aquecimento é proporcionado pela queima
de combustíveis como gás natural e utilização de eletrodos na base para atingir a
temperatura desejada. O gás natural, de fato, oferece vantagens significativas como a
queima mais uniforme – que permite melhor controle das variáveis de processo – e a
redução considerável na emissão de poluentes quando comparado com outros
combustíveis. Segundo a US Glass Industry (2002), os requisitos de energia variam de 3.7 a
6.0 kJ por tonelada de vidro produzido (kJ / t).
O vidro sem adição de aditivos tem aparência transparente. Para a produção de vidro
colorido, é necessária a adição de alguns compostos à mistura vitrificável antes do processo
de produção. Para obter o vidro vermelho, por exemplo, adicionam-se selênio e cádmio;
para o vidro verde, cromo; para adquirir a cor azul, chumbo; e para obter o âmbar, utiliza-se
uma mistura de enxofre, resina vegetal e grafite.
Barrilha: Também conhecida como carbonato de sódio ( ), é utilizada para reduzir a
temperatura de fusão da silica, auxiliar na remoção de bolhas de ar durante o processo de
fabricação do vidro e contribuir para uma boa dureza e rigidez. É um sal branco e
translúcido produzido sinteticamente em larga escala a partir de sal de
cozinha pelo Processo Solvay ou extraído de minérios de trona.

11
Calcário: Material responsável por fornecer óxido de cálcio à reação. Sua função é a
de estabilizar as reações químicas durante fusão do vidro. Os calcários, na maioria das
vezes, são formados pelo acúmulo de organismos inferiores (por exemplo, cianobactérias)
ou precipitação de carbonato de cálcio na forma de bicarbonato, principalmente em
meio marinho. Também podem ser encontrados em rios, lagos e no subsolo.
Feldspato: É fornecedor de alumínio e álcalis, responsáveis pela resistência mecânica e
brilho do vidro, além de reduzir a temperatura de fusão do quartzo, ajudando a controlar a
viscosidade do vidro. Os feldspatos são um grupo de minerais cuja composição química é
descrita pela fórmula . Eles ocorrem em rochas graníticas e são os
principais minerais dos pegmatitos, associados a diversos outros minerais. Suas reservas
são abundantes no Brasil, medida em aproximadamente de 316 milhões de toneladas.
Caco de Vidro: único material 100% reciclável e, quando incluído na composição inserida
no forno, reduz o ponto de fusão da mistura, diminuindo gastos com energia e água no
processo.
Sulfato de Sódio: é um sal de fórmula química , sendo o refinante para o vidro
incolor e um dos responsáveis por suprir o enxofre na formação da cor do vidro âmbar. A
produção mundial de sulfato de sódio, principalmente na forma de decahidrato, alcança
aproximadamente 5,5 a 6 milhões toneladas por ano, sendo metade advinda da forma
mineral mirabilita, encontrada em fontes naturais no leito de lagos e o restante através da
industria química sendo produzido como subproduto de outros processos.
Óxido de Cálcio: É utilizado na composição do vidro para dificultar a cristalização da sílica,
pois ele não permite que os átomos do óxido de silício reorganizem-se corretamente em
cristais.
Alumina: Também conhecido como ou óxido de alumínio ( ), tem a função de conferir
maior resistência a choques mecânicos.
Carvão: Redutor do ferro com valência para valência proporcionando assim a
formação da cor âmbar. O carvão mineral é uma rocha sedimentar combustível, considerada
metamórfica devida à exposição a temperatura e pressões elevadas. É composto
basicamente por carbono, enxofre, hidrogênio, oxigênio e nitrogênio, além de elementos
vestigiais, sendo mais puro de acordo com o maior teor de carbono na mistura.
Hematita: É o principal produto na formação da cor âmbar. É um mineral de fórmula
química . É um mineral muito comum, sendo o principal constituinte do minério de
ferro. A hematita ocorre em rochas ígneas, metamórficas, sedimentares como granitos,
sienitos, traquitos, adesitos e ambiente hidrotermal.

12
Cromita: Principal produto na formação da cor verde. É um óxido duplo de ferro e cromo
. A cromita é encontrada nos peridotitos, em rochas ultramáficas intrusivas e
também nas metamórficas como as serpentinitos.
Óxido de Magnésio ( ): Proporciona a capacidade de suportar mudanças bruscas na
temperatura. É um pó branco, leve, pouco solúvel em água, inodoro e com leve sabor
alcalino, que ocorre naturalmente como mineral de magnésia.
Óxido de Cobalto : Tem como função a descoloração na formação do vidro incolor.

13
3. PROCESSO DE FABRICAÇÃO DO VIDRO
Neste tópico, aborda-se como é o processo de fabricação do vidro, desde a chegada
da matéria prima até a etapa de embalagem final do produto, como mostrado no fluxograma
da Figura 4.
Figura 4 - Fluxograma do processo de produção do vidro. (Fonte: Autor, 2017)
O processo produtivo é semelhante para todos os tipos de vidro. A variação ocorre
na etapa de conformação dos produtos a partir da massa fundida. Embalagens são
conformados por sopro dentro de moldes, vidros domésticos geralmente são prensados e
vidros planos impressos recebem sua forma final pela laminação entre dois rolos, dos quais
um confere a textura superficial. A Figura 5 exibe um desenho esquemático do processo.
Figura 5 - Desenho esquemático de uma industria vidreira. (Fonte: Mansano, 2007)
3.1 BENEFICIAMENTO DE MATÉRIA PRIMA
As matérias primas empregadas na fabricação de vidro são, de modo geral,
relativamente abundantes na natureza e podem ser obtidas com facilidade. O local para
onde são destinadas todas as matérias primas para realização da composição do vidro é
usualmente conhecido como casa de mistura e é basicamente formada por transportadores,
elevadores, silos de armazenamento, balança de pesagem de matéria prima e misturadores.

14
A casa de mistura, muitas vezes também denominada batch plant, tem a função de
receber, estocar as matérias primas em silos, dosar cada matéria-prima em balanças
conforme a formulação do vidro a ser produzido, homogeneizar a mistura das matérias-
primas previamente dosadas e encaminhar a mistura vitrificável ao forno de fusão, conforme
demonstrado na Figura 6.
Figura 6 - Esquema ilustrativo de uma casa de mistura. (Fonte: Mansano, 2007)
A Figura 7 fornece, de maneira simplificada, os diferentes componentes da massa
vítrea, bem como as proporções estequiométricas aplicadas:
Figura 7 - Componentes de fabricação do vidro. (Fonte: All About Glass, 2015)
As matérias-primas majoritárias (silício, carbonato de sódio e carbonato de cálcio)
são alimentadas por caminhões e as matérias-primas minoritárias (corantes, descorantes e
afinantes) são entregues por fornecedores nacionais em embalagens de 25Kg, em sacos
vedados. As matérias-primas são estocadas em silos, a partir dos quais, será feita a mistura
nas proporções já indicadas pelo supervisório do forno, controladas remotamente por um
sistema automatizado e regulado pelos operadores.

15
Todo o sistema de transporte das matérias primas é automatizado, com esteiras e
elevadores de canecas. A mistura é realizada por um sistema de pesagem, e a alimentação
dos fornos, na estrutura conhecida como enforna, é realizado por gravidade. Isso explica o
porquê da posição sempre elevada dos silos de armazenamentos e do prédio de
composição. Uma sala de controle disponibiliza informações sobre a quantidade de matéria-
prima restante em cada silo, além do peso de cada componente por tonelada de mistura.
Nessa mesma sala é feito o controle da fusão e da performance do forno, a próxima etapa
do processo produtivo.
3.2 FORNO DE FUSÃO
Depois de pronta, a composição é levada ao forno, onde é fundida e transformada
em vidro. O forno pode ser entendido, como um grande recipiente, sempre cheio de vidro
fundido. As paredes são constituídas de pedras refratárias, que recebem tratamento
especial para resistir às elevadas temperaturas de trabalho. De uma extremidade desse
forno vai sendo retirado o vidro para produzir os artigos, enquanto que na é reposta a
mesma quantidade de material através da enforna de matéria prima. O controle da
quantidade enfornada é realizado por um sistema que mede o nível do banho com grande
precisão e informa à enforna quando se deve aumentar ou reduzir o ritmo de operação. O
aquecimento do forno é realizado através de maçaricos e de eletrodos, também chamados
de apoio elétrico.
Os maçaricos fazem o aquecimento lateral do forno, sobre o banho de vidro, através
da combustão do combustível, que pode ser óleo pesado ou gás natural. Duas fileiras de
maçaricos posicionadas ao longo das paredes laterais alternam o período de combustão de
acordo com o comando automático na programação do supervisório. A chama desta
combustão mantém a mistura de vidro aquecida e líquida, fornecendo energia para fundir a
composição que está entrando e que fica boiando sobre o banho, até vir a fazer parte do
material fundido.
O segundo sistema de aquecimento é o apoio elétrico, constituído por eletrodos
dispostos ao longo da base inferior do forno, também conhecida como sola do forno. Esses
eletrodos aplicam uma descarga elétrica na mistura vítrea que, por possuir elementos
metálicos em sua composição, é eletricamente condutora. Portanto, há o fenômeno de arco
elétrico dentro do banho de vidro e a mistura é aquecida por efeito joule
Onde Q é o calor gerado pela passagem de uma corrente i através de uma
resistência R durante um intervalo de tempo t.

16
Este processo é definido nas etapas de fusão, mistura e homogeneização e
afinagem/refino. A Figura 8 oferece uma visão em corte de um forno para embalagens em
vidro para melhor entendimento.
Figura 8 - Corte ilustrativo do forno de fusão de vidro. (Fonte: Mansano, 2007)
A vida útil de um forno é de, em média, 10 anos. O principal limitante da vida é o
desgaste dos refratários. O controle do excesso de temperatura da combustão e as
manutenções preventivas podem prolongar a vida útil do forno, mas certos componentes da
câmara refratária não podem ser trocados sem o esvaziamento e a desmontagem do forno.
Esse fato, aliado ao desgaste das máquinas, contribui para a frequência regular de
reformas.
Os canais que levam o vidro fundido até as máquinas de conformação são
chamados de feeder. Eles são construídos com o mesmo tipo de refratário utilizado nos
fornos e, além da função de transporte, são igualmente responsáveis por condicionar e
regular a temperatura do vidro fundido. A mistura que sai do forno é excessivamente
viscosa, devido à alta temperatura, para realização da moldagem mecânica. O percurso do
vidro fundido dentro do feeder varia de 4 a 10 metros e durante a travessia a mistura deve
manter sua temperatura constante. Assim sendo, são instalados maçaricos na parte inferior
do feeder, de maneira a esquentar o fundo do banho de vidro. Criam-se assim correntes de
convecção (o vidro mais quente é menos denso, e por isso ele sobe para a superfície do
feeder), o que contribui para a homogeneização térmica da mistura. O feeder também é
responsável por uma importante economia de recursos financeiros devido a demanda por
artigos em cores específicas, mas em quantidades insuficientes para colorir todo o vidro
presente no forno. Assim sendo, foi desenvolvido o sistema de coloração no feeder, em que
o corante é adicionado diretamente no local, permitindo que o vidro proveniente de um único
forno produza artigos com cores diferentes.

17
Os feeders estão localizados em um nível acima das máquinas IS, responsáveis pela
conformação em moldes. Ao final do feeder existe o chamado feeder mecânico, que é
constituído por um pino que controla e cadencia a queda das gotas de vidro menos viscoso
dentro das máquinas IS (máquina responsável pela formação das garrafas, que será
explicada em detalhes nas seções a seguir), um tubo rotativo para homogeneizar a mistura
e uma panela refratária mecânica que condiciona o vidro. A chegada do vidro pastoso à
panela refratária, onde ocorre o controle e a formação das gotas, marca o final da fusão e o
início da chamada área quente.
3.3 CONFORMAÇÃO - MÁQUINA IS
A tecnologia de produção de embalagens de vidro é atualmente baseada na
conformação por máquinas IS, mostradas na Figura 9. Este dispositivo eletropneumático é
responsável pelo assopro mecânico do vidro pastoso dentro de moldes, de maneira a formar
as garrafas. Segundo a Emhart Glass (2010), são caracterizadas pelo número de sectores
(6, 8, 10, 12 ou 16), pelo tipo de gota (simples, dupla, tripla ou quádrupla) e pela distância
entre o centro das cavidades, medida em polegadas (4 ¼‘’, 5 ½’’, 6 ¼’’, p. ex.). O espaço
existente para encaixe de um molde chama-se cavidade e o número de cavidades
corresponde ao número de gotas que são direcionadas à seção. Assim, uma máquina dupla
gota têm duas cavidades em cada seção.
Figura 9 - Fotografia de uma Máquina IS NNPB. (Fonte: Heye, 2017)
Ao final do feeder, o vidro passa ao feeder mecânico (composto pela panela, tubo e
pinos refratários). Esse volume de vidro, que se assemelha a um cilindro, cai verticalmente
acima da máquina através de orifícios e é cortado pelo mecanismo de tesouras, formando o
que chamamos de gota. Em seguida, esta gota é guiada por uma guia até o distribuidor de
gotas, que a direciona para uma das seções da Máquina IS através de calhas deflectoras. O
sistema de automação da máquina controla a distribuição das gotas nas diferentes seções.

18
A gota, após passagem pelo distribuidor, passa pelos deflectores e cai dentro dos
moldes no lado de pré moldagem. As variáveis de refrigeração do molde, tempo de
permanência nos moldes, vácuo, peso, temperatura da gota e outros parâmetros têm de ser
controladas para que o produto seja formado no momento correto. A massa de vidro deve
estar viscosa o suficiente para ser conformada, caso contrário o vidro fica rígido e impede a
distribuição uniforme no molde. Esta ultima situação provocaria uma série de defeitos na
formação da embalagem que a impediriam de ser comercializada por potenciais riscos a
saúde do consumidor.
O processo consiste na passagem, primeiro, pelo pré molde, onde as gotas recebem
uma pré-forma do produto e, no fim, pelo molde final que confere ao vidro a forma da
embalagem. A diferença entre processos reside no tipo de tecnologia que origina o que na
industria vidreira chama-se de parison. O processo Soprado-Soprado (BB) usa a tecnologia
pneumática de sopro para formar o parison, enquanto que no Prensado-Soprado (NNPB)
este é formado por um punção que ocupa um determinado volume na massa de vidro. Na
saída das máquinas IS, o vidro encontra-se a uma temperatura aproximada de 500 ºC, como
é indicado pela cor ruborizada, seguindo para os tratamentos superficiais através de um
transporte previamente aquecido chamado de conveyor.
3.3.1 PROCESSO SOPRADO-SOPRADO (BB)
Em particular no soprado-soprado, quando é realizado o corte pelas tesouras, a gota
é encaminhada para o pré-molde, onde é realizado o assentamento por ação pneumática.
Em seguida, é dada a forma do parison através de um contra sopro na direção contrária ao
primeiro. O parison é equivalente à primeira moldagem dada à gota. Esta vai condicionar o
sucesso da modelagem final, uma vez que esta influencia a capacidade de distribuição
homogênea da massa para as zonas pretendidas da embalagem. Como foi visto, a ação é
puramente pneumática, não havendo intervenção mecânica de um punção. Em seguida o
parison é invertido e transferido para o molde final onde, mais uma vez, por ação de um
sopro pneumático recebe a forma final que fica pronta a sair da máquina IS e entrar no
transporte que vai conduzi-la aos tratamentos térmicos. A Figura 10 exibe estas etapas de
maneira a simplificar o entendimento.
19
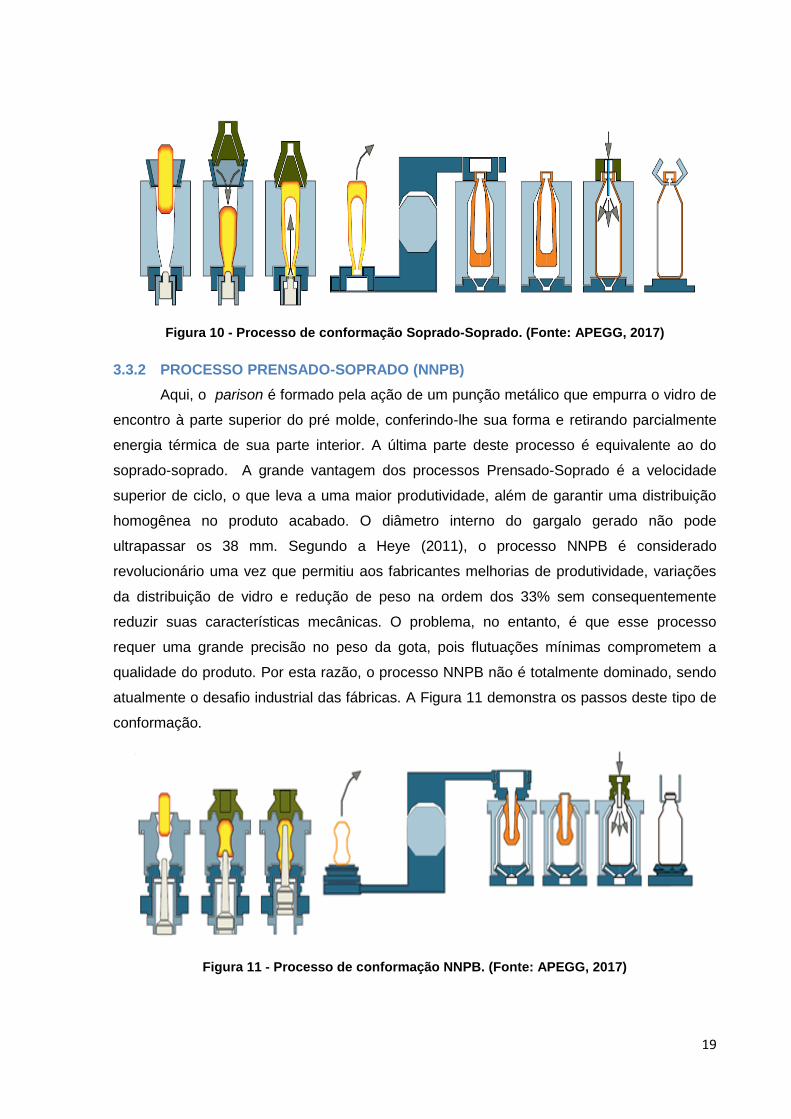
Figura 10 - Processo de conformação Soprado-Soprado. (Fonte: APEGG, 2017)
3.3.2 PROCESSO PRENSADO-SOPRADO (NNPB)
Aqui, o parison é formado pela ação de um punção metálico que empurra o vidro de
encontro à parte superior do pré molde, conferindo-lhe sua forma e retirando parcialmente
energia térmica de sua parte interior. A última parte deste processo é equivalente ao do
soprado-soprado. A grande vantagem dos processos Prensado-Soprado é a velocidade
superior de ciclo, o que leva a uma maior produtividade, além de garantir uma distribuição
homogênea no produto acabado. O diâmetro interno do gargalo gerado não pode
ultrapassar os 38 mm. Segundo a Heye (2011), o processo NNPB é considerado
revolucionário uma vez que permitiu aos fabricantes melhorias de produtividade, variações
da distribuição de vidro e redução de peso na ordem dos 33% sem consequentemente
reduzir suas características mecânicas. O problema, no entanto, é que esse processo
requer uma grande precisão no peso da gota, pois flutuações mínimas comprometem a
qualidade do produto. Por esta razão, o processo NNPB não é totalmente dominado, sendo
atualmente o desafio industrial das fábricas. A Figura 11 demonstra os passos deste tipo de
conformação.
Figura 11 - Processo de conformação NNPB. (Fonte: APEGG, 2017)

20
3.4 TRATAMENTO A QUENTE
Após o final do processo de sopro mecânico, as garrafas são retiradas da máquina e
colocadas sobre o conveyor primário, aonde receberão o tratamento a quente. Este consiste
em um revestimento das embalagens através da pulverização de cloreto de estanho com o
objetivo de conferir uma camada protetora à sua superfície, evitando defeitos por atrito entre
superfícies, comuns durante o processo de transporte, e, possibilitando o aumento da
resistência aos danos superficiais e choque mecânicos. A Figura 12 indica o equipamento
responsável por esta etapa de tratamento.
Figura 12 - Equipamento do tratamento à quente. (Fonte: Arkema, 2017)
O vidro nessa etapa, dada sua estrutura cristalina amorfa, é extremamente frágil.
Para aumentar sua resistência mecânica, ele deve passar por um arco de recozimento,
onde terá sua temperatura aumentada e em seguida progressivamente reduzida. O arco de
recozimento separa fisicamente as áreas quente e fria da fábrica. Na saída do arco, as
garrafas estão aproximadamente à temperatura ambiente, o que origina o nome área fria.
3.5 RECOZIMENTO
Segundo a ABRAVIDRO (2014), é o processo que consiste na passagem das
embalagens de vidro dentro de um forno de recozimento, chamado de Lehr, para que as
mesmas sofram um resfriamento gradual e controlado, reduzindo assim as tensões internas
que o vidro adquiriu após a perda de calor brusca na etapa anterior. A temperatura da
superfície após a Máquina IS sofre um resfriamento maior que seu núcleo, e, após esta
estabilização da temperatura, a parede do núcleo tende a se tracionar e é impossibilitada
pela compressão exercida pela faces da parede, gerando as tensões internas que fragilizam
a garrafa. A espessura da embalagem condiciona a forma como este tratamento é efetuado
e as temperaturas adequadas para equilibrar as tensões. Na Figura 13 observa-se o
equipamento encarregado por esta etapa de recozimento.

21
Figura 13 - Imagem ilustrativa de um forno de recozimento. (Fonte: Antonini, 2017)
Etapa I: Estabilização térmica, na qual o vidro se mantém a uma temperatura constante e
próxima do seu ponto superior de recozimento tempo suficiente para relaxar as tensões.
Etapa II: Uma etapa crítica de lento resfriamento até uma temperatura ligeiramente abaixo
do fundo inferior de recozimento, ao ponto da qual a dissipação térmica deve transcorrer de
maneira uniforme para evitar a criação de novas tensões.
Etapa III: Uma última etapa de resfriamento relativamente rápida até a temperatura
ambiente.
Gráfico 4 - Curva de Recozimento para garrafas Long Neck. (Fonte: Autor, 2017)
O Lehr é composto de queimadores em sua lateral, que fazem a queima de gás
natural para manter a temperatura correta dentro das zonas de recozimento, motores
ventiladores na parte superior com o propósito de ventilar o ar no interior de cada zona e
homogeneizar a temperatura, e, válvulas que acionam dumpers que abrem e fecham a
passagem de ar para o meio externo quando o parâmetro está fora de especificação. O
Gráfico 4 exibe um exemplo de temperaturas de recozimento em cada zona para uma
produção de garrafas Long Neck.
Todo o acionamento é automático e controlado através de sensores e transmissores
de temperatura que fazem a comunicação com o supervisório central da máquina de acordo
com os parâmetros inseridos. O layout de linha com os equipamentos que compõem o Lehr
é mostrado na Figura 14.

22
Figura 14 - Layout de etiquetagem do Lehr (Fonte: Autor, 2017)
3.6 TRATAMENTO A FRIO
O último tratamento efetuado é feito após a saída do forno de recozimento. É
aplicado às embalagens um tratamento que consiste num novo revestimento com
tetracloreto de polietileno, para dar brilho à superfície externa e torna-las mais resistentes à
ocorrência de riscos. Este, é feito à temperatura ambiente com bicos injetores que se
deslocam transversalmente à mesa de saída do Lehr e vão aplicando nas embalagens uma
emulsão baseada em polietileno, água e ar comprimido, tornando-as mais resistentes à
ocorrência de riscos pela diminuição do atrito da sua superfície exterior, o que facilita
deslocamento das garrafas ao longo do transporte da linha.
3.7 INSPEÇÃO DE GARRAFAS
De acordo com EMHART (2010), uma boa embalagem é aquela que vai passar pela
linha de produção do cliente sem causar qualquer dificuldade e vai levar seu produto ao
consumidor. É, portanto, essencial que antes de um recipiente ser liberado para a venda da
fábrica de vidro, ele passe com sucesso pela inspeção de garrafas com as normas
estabelecidas de qualidade para atender às necessidades do cliente. Segundo a Associação
Técnica Brasileira das Industrias Automáticas de Vidro, existem aproximadamente 100
defeitos que podem se desenvolver na garrafa durante o processo de produção, alguns fora
do controle do operador, como por exemplo impurezas e pedras, e outros relacionadas à
defeitos nos equipamentos.
De acordo com dados estatísticos, o maior número normalmente ocorre por
problemas na operação e maquinário. Por este motivo, é importante que todo o pessoal de
produção aprenda a reconhecer os defeitos e entender as ferramentas de solução que
podem usar a fim de eliminá-los.

23
Quando uma garrafa falha em uma linha de enchimento do cliente por causa de um
defeito de fábrica, a reputação do fornecedor sofre, o que resulta em uma perda de
confiança do cliente. O Anexo A, tem o intuito de fornecer um resumo de soluções possíveis
para uma compreensão básica dos defeitos principais e suas causas. Em alguns casos,
várias atuações nos parâmetros de funcionamento e troca de equipamentos podem ser
necessários para corrigir as causas fundamentais.
É primordial que o operador de máquina seja capaz de identificar defeitos
rapidamente e saber corrigi-los de forma minuciosa para dar velocidade à produção. Por
isso, foi verificado que um manual para tal atividade seria interessante, listando os
principais defeitos, com uma descrição detalhada e um esboço indicando a aparência do
defeito, sua posição na garrafa e onde ele é comumente encontrado, listando também suas
causas fundamentais e correções em máquina. O operador deve examinar frequentemente
as garrafas para garantir que nenhuma delas passe para o consumidor final.
Aproximadamente, segundo o padrão técnico de processo, a cada período determinado de
tempo o operador deve separar uma garrafa de cada molde, esperar esfriar e examinar
detalhadamente para detectar defeitos. Verificar a quantidade de defeitos específicos
rejeitados na área fria, verificando a causa fundamental e quais os ajustes podem ser feitos
em máquina para corrigir o problema, procurando tomar a melhor decisão possível.
inspetoras eletrônicas são equipamentos automáticos responsáveis por detectar os defeitos
nas garrafas e rejeitados. Estes inspetores são mostrados na Figura 15.
Figura 15 - Inspetores eletrônicos da área fria. (Fonte: Tiama, 2017)

24
3.7.1 CONTROLE DE QUALIDADE
De acordo com a definição de CAMPOS (1992), “Um produto ou serviço de
qualidade é aquele que atende perfeitamente, de forma confiável, de forma acessível, de
forma segura e no tempo certo às necessidades do cliente.” Desta etapa do processo em
diante, apenas um controle de qualidade de 100% das garrafas na linha permite garantir que
nenhum defeito passe para o cliente. Este controle é efetuado por um conjunto de máquinas
inspetoras que testam diversos parâmetros como altura, choque vertical, diâmetro interno do
gargalo, defeitos físicos, planicidade, verticalidade, peso, volume, resistência a pressão
interna e defeitos críticos que possam vir a causar algum tipo de dano a saúde do
consumidor. Verificada a conformidade da embalagem com todas as especificações
requeridas, ela segue para a paletização. As embalagens defeituosas são retidas ou são
redirecionadas de imediato para o refugo que conduz o vidro para o silo de cacos
responsáveis por levar a matéria de volta ao forno, de forma a ser reaproveitado. Para
identificar possíveis defeitos reincidentes, as garrafas possuem um código de pontos que
caracteriza o molde de origem, chamado de DOT, facilitando assim sua rastreabilidade.
Desta forma é possível, em tempo útil, proceder à identificação de anomalias na produção e
proceder à substituição dos moldes defeituosos.
A espessura influencia num conjunto de fatores como resistência ao choque térmico,
à pressão interna e ao impacto. Tendo em vista esta situação, são feitos um conjunto de
ensaios em laboratório por amostragem para verificar a confiabilidade da produção. Todos
os dados gerados pelas análises e ensaios feitos no produto devem ser lançados
periodicamente no sistema para uma posterior análise de dados e verificação de anomalias.
A retenção de produtos deve sempre ocorrer desde o momento em que encontra-se uma
amostra ruim até a última análise boa realizada, de maneira a não deixar passar nenhum
defeito para o cliente final. A Figura 16 expressa o fluxograma de gestão para obtenção de
um produto com qualidade.

25
Figura 16 - Gerenciamento e garantia de qualidade. (Fonte: Falconi, 1994)
3.8 EMBALAGEM
Após o controle de qualidade na área de inspeção, as garrafas são conduzidas
através dos transportadores até a paletizadora, mostrada na Figura 17, onde são
organizadas em fileiras e gradualmente agrupadas em as camadas, formando assim os
bulks. A primeira camada é composta por um pallet com um plástico filme, onde é inserida a
primeira fileira de garrafas, e, posteriormente é sempre intercalada uma fileira de chapatex e
outra de garrafas alinhadas através de um centralizador automático, de maneira a garantir
que a estrutura esteja alinhada e segura. Ao final do empilhamento de garrafas é colocado
um chapatex e um quadro de topo.
Após esta etapa, o bulk segue para a cintadora vertical, onde é cintado com o
objetivo de garantir uma pressão adequada de no mínimo 80 lbs, segundo o manual da
MSK, para que as garrafas não se desorganizem durante o transporte. Após a cintagem
este bulk segue para uma máquina envolvedora de filme stretch, que realiza a embalagem
de maneira a protege-lo de impurezas do meio externo.

26
Figura 17 - Paletizadora de Garrafas. (Fonte: MSK, 2017)
Após a paletização e embalagem, os bulks seguem para o armazém, onde serão
organizados em endereços e enviados para o cliente de acordo com a demanda. Nesta
parte do processo é importante ter um controle de estoque, administrados através de
bandeiras posicionadas em cada bulk indicando o dia, linha e hora de fabricação, avaliando
e distribuindo sempre aqueles com a menor data de validade.
3.9 UTILIZADES E MEIO AMBIENTE
São áreas de grande importância dentro das indústrias, responsáveis por fornecer o
básico para o funcionamento das máquinas, como ar comprimido, energia, água, matéria
prima e exercer um papel fundamental sobre a preservação ambiental.
3.9.1 TRANSPORTADORES DE CACO
Circuito que permite o retorno dos artigos rejeitados pelas inspetoras na área fria até
o silo de caco que é interligado ao forno de fusão. A grande maioria desses circuitos
localiza-se entre as inspetoras, se estendendo até o subsolo, localizado abaixo da planta de
máquinas IS. Os transportadores de caco compõem uma fábrica em circuito fechado.
Devido à propriedade de reciclagem infinita do vidro, o forno pode continuar a funcionar
mesmo sem a alimentação de matéria-prima, caso toda a produção seja descartada. Essa
situação, em uma análise de situação emergencial, constitui um importante recurso de
segurança no caso de interrupção do fornecimento das matérias primas principais.
3.9.2 ELETRICIDADE
É parte fundamental da fábrica, pois todas as áreas mencionadas utilizam painéis
elétricos e circuitos de alta voltagem, necessitando de energia para o seu funcionamento.
Todo o cabeamento deve ser pensado de maneira a não atrapalhar as operações, facilitar a
manutenção e garantir a segurança dos colaboradores.

27
Operações relacionada à reforma, devem ser realizadas com planejamento prévio
sobre as manobras na parte elétrica (desligamento de máquinas e retirada de cabos) e
executadas utilizando uma mão de obra especializada para evitar acidentes. Além disso,
dada a natureza de produção contínua, é imprescindível a instalação de no-breaks e
geradores para evitar interrupções no processo de fabricação, além de transformadores,
sensores de incêndio, controles de ventilação das máquinas e medidores voltaicos de
alta/baixa tensão.
3.9.3 AR COMPRIMIDO
Existem distintos circuitos de ar comprimido e diferentes pressões de trabalho para
cada um deles. O ar passa por compressores de baixa, alta e através secadores especiais
para retirada a umidade do ar e redução da oxidação nos componentes metálicos.
Além disso, a instalação de balões de ar é necessária, para armazenamento e
reservatórios de segurança. Para alguns artigos, é utilizado o vácuo para melhor adesão ao
formato do molde, e, nesse caso, uma bomba de vácuo se faz necessária. Em todos esses
circuitos são necessárias válvulas reguladoras de pressão, com manômetros indicando os
intervalos adequados de funcionamento. Algumas fábricas utilizam um backup central de
nitrogênio para compensar eventuais quedas de pressão na linha.
3.9.4 GÁS NATURAL
Principal combustível utilizado na combustão para aquecimento dos fornos de fusão,
feeders, recozimento e embalagem. Requer tubulações especiais, além de pontos de
expansão e evaporadores para realizar a mistura gás e ar. No conjunto das instalações de
gás também estão contidos os chamados grupo queimadores como maçaricos, injetores de
gás e reguladores, além de transmissores de temperatura que são comunicados aos
supervisório de máquina para monitoramento.
3.9.5 PRECIPITADOR ELETROSTÁTICO
Precipitador eletrostático é o dispositivo responsável pelo tratamento dos resíduos da
combustão geradas pelo forno de fusão. De maneira clara, removem o material particulado
de uma corrente gasosa através da criação de um alto diferencial de voltagem entre
eletrodos. Através da polarização de placas metálicas, a absorção dos sulfatos presentes
nas fumaças emitidas acontece, liberando assim somente ar filtrado. Assim sendo evita-se a
emissão de óxidos ácidos causadores de chuva ácida. A instalação do filtro eletrostático nas
fábricas é uma das exigências-chave da norma ISO 1400120, que certifica a fábrica em
relação ao impacto ambiental controlado. Durante a operação, os pratos e filtros são limpos
periodicamente para retirar a camada de pó que fica sobreposta.

28
4. ESTRATÉGIAS DE MANUTENÇÃO
O trabalho tem como proposta criar ações de modo a garantir que seja realizada a
manutenção correta no equipamento certo, no momento exato e com os recursos
essenciais. O objetivo é buscar integrar a manutenção ao processo de manufatura para
eliminar desperdícios, reduzindo as perdas e danos nos equipamentos elevando a
disponibilidade, confiabilidade e reduzindo custos com sustentabilidade. Existem diversos
tipos de manutenção, como exibido na Figura 18. Neste trabalho realiza-se uma abordagem
geral sobre cada um deles e posteriormente aplica-se o conceito sobre os equipamentos
considerados críticos para o controle do processo.
O estabelecimento de metas é fundamental para melhorar o desempenho, e, por
isso, antes de abordar o tema sobre a metodologia acima, será feita uma apresentação
geral sobre os indicadores de manutenção.
Figura 18 - Estratégias de Manutenção. (Fonte: Autor, 2017)
4.1 INDICADORES DE MANUTENÇÃO
De acordo com SIQUEIRA I. P (2006), a performance das operações tem ligação
direta com o planejamento, programação e com o controle das atividades de manutenção.
Portanto para conseguir medir, monitorar e gerar ações estratégicas para obter resultados
dentro dos valores desejáveis, deve-se implementar indicadores que orientem os resultados
do planejamento. Sendo assim, para otimizar a execução da rotina, será feita uma
abordagem sobre os indicadores de desempenho que direcionam o cumprimento dos planos
de manutenção, atendendo as corretivas, utilizando todo o recurso disponível e otimizando a
produtividade de mão de obra, a fim de alcançar resultados sustentáveis.

29
4.1.1 MTBF
De acordo com KANNENGIESZER (2015), tempo médio entre falhas, fornece uma
medida de quão confiável é um equipamento. Para a maioria dos componentes, a medida
geralmente é em horas entre falhas. O MTBF pode ser usado como um objetivo
quantificável ao projetar um novo produto, para definir quanto tempo o equipamento deve se
manter operando normalmente sem qualquer tipo de problema. Normalmente, o fabricante
fornece este dado como um índice de confiabilidade, de modo a quantificar quando
devemos fazer a intervenção no mesmo para evitar a falha.
4.1.2 MTTR
Tempo médio de reparo é uma medição do tempo de intervenção necessário para
restaurar o sistema após uma falha. Este pode incluir o tempo que leva para diagnosticar o
problema, o tempo até a chegada do técnico até o local de instalação, demora para obter as
ferramentas e peças necessárias e o tempo para reparar efetivamente o sistema
fisicamente, para que este retorne em condições normais de funcionamento dentro dos
requisitos de segurança e especificações operacionais.
Calcula-se o MTTR utilizando a fórmula abaixo.
Sabe-se que em durante o início de uma instalação temos uma maior probabilidade
de quebra devido a possíveis erros de projeto, tolerâncias de montagem, posicionamento
incorreto de ativos durante instalação, baixo conhecimento específico sobre os
equipamentos por parte da equipe operacional e técnica e um maior número de quebras ao
final da vida útil dos equipamentos. Por isso, é importante ter em mente estes indicadores
para sustentabilidade no funcionamento das máquinas.

30
Gráfico 5 - Curva da banheira indicando a taxa de falha no tempo. (Fonte: Xenos, 1998)
Um longo período de testes de componentes por parte dos fabricantes, execução de
manutenção planejada e substituição proativa de partes desgastadas evitam o tipo de curva
de deterioração rápida no período de desgaste mostrado no Gráfico 5.
4.1.3 EFICIÊNCIA DE PLANEJAMENTO
Conhecida pela sigla EP, é calculada a partir das operações provenientes dos planos
de manutenção inseridos no sistema, considerando a data planejada para a execução.
4.1.4 PRODUTIVIDADE DE MÃO DE OBRA
Este indicador, também conhecido pela sigla PMO, tem como finalidade otimizar a
utilização de recursos sem comprometer a qualidade da execução das atividades de
manutenção. Deve-se considerar para efeito de cálculo as seguintes fórmulas:
Para maximizar este indicador deve-se melhorar cada vez mais a sinergia entre
áreas, fortalecer as habilidades técnicas dos funcionários, otimizar a gestão de materiais
necessários para intervenção, disponibilização de ferramentas individuais, coletivas e
específicas para reduzir o MTTR.
Segundo Xenos (1998), a chave para o dimensionamento correto da mão de obra é a
definição do volume de ações preventivas ao longo do ano, em homens-hora. Existem
variáveis que devem ser consideradas como: nível de degradação e idade dos
equipamentos, volume de produção, qualificação da equipe, nível de automação da
produção e a importância dada à estratégia de manutenção aplicada, dentre outros fatores.

31
4.1.5 RAZÃO DE MANUTENÇÃO PREVENTIVA
RMP é o indicador que nos mostra um equilíbrio entre atividades corretivas e
preventivas realizadas na fábrica. A fórmula de cálculo é a que segue abaixo:
4.1.6 TEMPO MÉDIO DE SOLUÇÃO DE ANOMALIAS
Defini-se este indicador como sendo o tempo médio entre a identificação e a solução
da anomalia registrada no sistema. Com este indicador obtêm-se uma percepção do quanto
demora tempo para resolver uma irregularidade na área.
4.1.7 TEMPO DE ESPERA
Também conhecido como backlog, são consideradas todas as atividades corretivas,
monitoramentos gerados através de inspeções de rota que não realizados e as operações
preventivas com data no passado sem terem sido executadas. Calculada pela fórmula
abaixo.
Com este cálculo, tem-se uma noção de quantos horas são necessárias para realizar
todas as atividades pendentes no sistema de acordo com o nível de serviço disponível
através dos técnicos de manutenção. Estas ordens de serviço podem continuar não
executadas por uma variedade de razões, dentre elas, são citadas algumas abaixo.
Peças de reposição não disponíveis para finalizar o serviço. Todas as ordens
preventivas devem prever com antecedência as peças e materiais que serão
necessários. No caso das emergências corretivas, com base nos históricos de
ordens de serviço anteriores e indicadores de MTBF é possível identificar os
equipamentos que quebram com frequência e as peças que precisam estar
disponíveis para que o trabalho possa ser concluído. É importante acompanhar os
fornecedores primários e buscar fornecedores alternativos para ter opções em caso
de problemas de fornecimento.

32
Os técnicos de manutenção com habilidades necessárias não estão disponíveis para
o serviço. Geralmente ocorre quando o equipamento necessita de habilidades
especializadas para corrigir os problemas, porém os técnicos com essas habilidades
estão com HH totalmente alocado ou não disponíveis por causa de férias, banco de
horas e etc. É importante sempre deixar a escala de trabalho e as qualificações de
cada funcionário atualizadas para que os programadores possam realizar a
programação correta.
Problemas que necessitam de solução de mão de obra especializada terceirizado.
Neste caso é necessário prever estes casos específicos e firmar contratos com
empresas parceiras para solicitar o serviço com atencedência e garantir um rápido
atendimento.
Prioridade das atividades onde é necessário parar um serviço devido a uma tarefa
com maior urgência de execução. Neste caso, é importante organizar uma agenda
para possibilitar o descarte de tarefas de baixa prioridade quando emergências de
maior prioridade acontecerem. Para essas tarefas descartadas é preciso definir uma
reprogramação ou cancelamento informando os motivos pelos quais foi necessário
tomar essa ação.
Ordens preventivas executadas durante uma corretiva não programada, como parte
do serviço, onde o técnico soluciona o problema e executa outras etapas da
verificação de manutenção preventiva, não sendo necessário a execução da
preventiva neste período. É importante que seja informando exatamente o que foi
executado e se isso já estava previsto em algum plano de manutenção para que
possam ser realizados as reprogramações.
Equipamento indisponível para execução em máquina parada ou pelo equipamento
estar inativo. Em tais casos, você precisa cancelar essas ordens desnecessárias e
priorizar um cronograma de parada de máquina.
É indispensável acompanhar essas ordens de serviço pendentes e garantir que elas
sejam executadas ou canceladas com as informações adequadas conforme necessário,
para que o backlog seja controlado corretamente. A longo prazo, este acompanhamento
servirá de base para planejamentos cada vez melhores.

33
4.1.8 ITEM DE CONTROLE E ITEM DE VERIFICAÇÃO
Conforme WERKEMA (1995), os itens de controle são características mensuráveis
por meio das quais um processo é gerenciado. Os itens de controle de um processo são
afetados por várias causas. As principais causas que afetam os itens de controle do
processo, e que podem ser medidas e controladas, são denominadas itens de verificação.
Os itens de controle são estabelecidos sobre o resultado do processo e, portanto definem
responsabilidade. Já os itens de verificação são determinados sobre as causas do processo
e então definem autoridade. Os bons resultados dos itens de controle são garantidos pelo
acompanhamento dos itens de verificação.
Para ter um acompanhamento assertivo, precisa-se definir itens de controle e
verificação no processo, de modo a garantir que os mesmos estejam sendo contidos dentro
do esperado, com supervisão diária.
4.2 MANUTENÇÃO CORRETIVA
VIANA (2006) define manutenção corretiva como as intervenções realizadas
exclusivamente em casos de falha que ocasionem a interrupção imprevista de
funcionamento do equipamento, ocorrência defeitos que provoquem a perda parcial da
função operacional e situações que impõem riscos à segurança do trabalhador ou ao meio
ambiente. Este tipo de estratégia corretiva foi um dos precursores na industria, onde era
realizada apenas quando surgia a demanda pelo reparo, por isso também, muitas vezes
chamadas de manutenção por demanda.
Segundo XENOS (1998), a despesa com o reparo da falha pode ser menor do que
os gastos associados a uma gestão da manutenção mais eficaz. Entretanto, estas falhas
podem gerar altos custos associados à produtividade se a interrupção for demasiadamente
longa, sendo capaz de provocar prejuízos expressivos para a empresa. Para ser feita uma
gestão da manutenção com ações de manutenção corretivas eficazes, é necessário ter os
recursos apropriados – insumos, mão de obra, ferramentas e as principais peças em
estoque para reposição – preparados para serem utilizados de forma rápida, com o objetivo
de reduzir os impactos sobre a produtividade do processo. É de crucial importância que
todas as manutenções executadas nas máquinas e subconjuntos substituídos sejam
registradas para garantir uma análise de periodicidade de troca e impactos de eficiência
gerados pelas intervenções.

34
A estratégia de manutenção proposta neste projeto é uma recomendação, as
frequências sugeridas devem ser definidas de acordo com as condições operacionais e
ajustadas de acordo com o levantamento de dados feito através de uma gestão da base
gerada, de maneira a impactar o mínimo possível em custos. Grandes desvios na
periodicidade de intervenção nas máquinas devem ser investigados para identificar as
possíveis causas que estão influenciando a vida útil dos equipamentos.
Todos os elementos de máquina e subconjuntos removidos devido à alguma falha
devem ser inspecionados, identificados com a descrição do problema e enviados para área
de manutenção para serem analisados. Quando possível, devem ser reparados pelos
técnicos, etiquetados com a data de manutenção, responsável pela atividade de reparo,
nome do equipamento, embalados com plástico filme para evitar contaminações por sujeira
no período em que estiverem armazenados e enviados para o almoxarifado. É importante
que os itens mais críticos sejam enviados para uma prateleira de self service próxima à
máquina para reduzir o tempo de atuação em uma eventual parada de máquina. Caso o
reparo do conjunto não seja possível pela equipe da fábrica, deve ser enviado para reparo
externo em uma empresa parceira ou descartado de acordo com o tipo de material pela
equipe de meio ambiente.
4.3 MANUTENÇÃO PREVENTIVA
De acordo com GOULASH (2008), consiste na intervenção com a finalidade de
reduzir a probabilidade de falha ou degradação da performance de uma máquina, visando
prolongar a vida útil e manter os ativos em condições operacionais satisfatórias,
providenciando inspeções sistemáticas e correção de falhas incipientes.
Esta é feita conforme um cronograma periódico ou nível de desempenho da
máquina, usualmente baseado em históricos ou propostas dos fabricantes. Segundo VIANA
(2006) “Esse tipo de manutenção planejada oferece uma série de vantagens para um
organismo fabril, com relação à corretiva”. Dentre as inúmeras vantagens, pode ser
destacada a contenção de interrupções do processo em intervalos aleatórios, a redução da
mão de obra, melhor gestão da produção com a realização de intervenções em momentos
que afetem minimamente a produção e a redução de peças de reposição em estoque.
4.3.1 MANUTENÇÃO PERIÓDICA
Preventivas por tempo são aquelas em que os serviços são predeterminados através
de uma programação definida por unidades de calendário em horas de funcionamento,
quilômetros rodados, ciclos de funcionamento e etc.

35
Também existe a possibilidade de preventiva por condição de desgastes, ou seja,
executam-se as atividades em função da condição operativa como vida útil dos elementos
de máquina.
4.3.2 INSPEÇÃO DE ROTA
Inspeções de rota são aquelas em que o técnico de manutenção irá utilizar os seus
cinco sensos, de modo a detectar qualquer tipo de anomalia no equipamento como por
exemplo alterações na vibração natural, temperatura acima do normal, excesso de
impurezas, condições inseguras com partes móveis expostas, odores estranhos, ruídos
anormais e também através da utilização de sistemas de medições simples para perceber
anomalias. Estas podem ser executadas com o equipamento parado ou rodando, utilizando
um checklist de apoio para identificar os itens a serem verificados em campo.
Figura 19 - Modelo de checklist de inspeção. (Fonte: Autor, 2017)
Utilizando modelo de checklist indicado pela Figura 19 , o técnico de manutenção
deve realizar sua inspeção de rota com o desenho da máquina em mãos (com a indicação
de todos os pontos designados pela quarta coluna da lista) e através da utilização as
ferramentas de medição para realizar a avaliação de cada um destes locais (indicado pela
cor cinza o que deve ser checado).

36
Ao criar este tipo de abordagem com checklist para todos os equipamentos, garante-
se que todos os pontos importantes irão ser avaliados e será descoberta uma possível falha
antes que a mesma venha a ocorrer e impactar gradualmente o processo. O tempo
recomendado para entre inspeções é de duas semanas no funcionamento do equipamento.
4.3.3 MANUTENÇÃO AUTÔNOMA
Manutenção Autônoma tem como objetivo desenvolver nos operadores o cuidado e o
zelo com suas máquinas, tendo os mesmos a capacidade de inspecioná-las e detectar
eventuais problemas existentes. Nesse pilar, os operadores passam a ter liberdade de ação,
autogerenciamento e controle de seus meios de produção. Segundo Ribeiro (2010), o pilar
Manutenção Autônoma é dividido em sete etapas, como apresentado em sequência.
Limpeza inicial, onde os operadores realizam a limpeza e inspeções com o
propósito de resolver prováveis problemas no curto prazo. Com isso, o operador
passa a conhecer melhor seu equipamento e a cuidar mais do mesmo. Nesta
etapa geralmente também se adota a abertura de etiquetas que tem como
objetivo auxiliar na detecção de anomalias e evidenciar a quantidade de
problemas na área. Para cada anomalia encontrada no processo de limpeza o
operador deve colocar uma etiqueta, como indicado pela Figura 20,
preenchendo-se a data em que foi encontrada, quem a encontrou, e a
identificação do problema. Utiliza-se etiquetas na cor azul para problemas que
pode ser resolvidos pelos próprios operadores e etiquetas vermelhas para os
problemas que exijam um conceito mais técnico.
Figura 20 - Etiquetas de manutenção. (TPM Citisystems, 2017)

37
Eliminar fontes de sujeira em locais de difícil acesso, atacando as fontes geradoras
de sujeiras e que possam contaminar o ambiente de trabalho. Locais de difícil
acesso devem ser eliminados, com o objetivo de facilitar os serviços de operação.
Existem, porém, locais de difícil acesso ou impasses para resolução adequada das
soluções. É quando, então, torna-se imprescindível o apoio e as recomendações dos
superiores e do corpo técnico. Sem estes equipe se sente tecnicamente limitada e
sem o tempo necessário para o tratamento adequado e efetivo dos problemas
pendentes. Este tem sido o fator impeditivo de continuidade da Manutenção
Autônoma em diversas empresas. Há uma boa motivação até a primeira etapa,
quando se solucionam os problemas mais simples que dependem dos operador e
mantenedor e demandam pouco investimento. Nesta segunda etapa, quando é
exigido o comprometimento dos níveis superiores, a implantação desacelera. Todo
cuidado deve ser tomado, para retornar uma resposta rápida e efetiva para estes
problemas, evitando frustrar a equipe e inibir o progresso da prática.
Padrões de limpeza com o objetivo de buscar o estado ideal do local de trabalho,
com a padronização da inspeção e lubrificação, buscando reduzir ao máximo o
tempo necessário de atuação. Neste ponto é importante destacar a importância do
trabalho de equipe, indicando o papel de cada um no grupo.
Inspeção geral, treinando os operadores em manutenções básicas de suas
máquinas e equipamentos, de modo a capacita-los a diagnosticar possíveis falhas
previamente, de modo a controlar os três fatores chaves de prevenção de
deterioração - limpeza, lubrificação e reaperto.
Inspeção autônoma abordando a criação de dos procedimentos e de listas de
verificação definitivas dos equipamentos. Utilizar com eficiência os checklists e
procedimentos, aumentar a disponibilidade operacional e elucidar as condições
anormais.
Organização e ordem, onde o 5S se torna mais evidente e mais usado, pois trata da
organização dos locais ao redor das máquinas, bem como utilização correta dos
recursos, da verificação de layout, do controle de estoque, da verificação da área e
ferramentas. Na Figura 21 indica um armário de ferramentas utilizando a
metodologia de organização adequada.

38
Figura 21 - Organização no armário de ferramentas. (Fonte: Gedore)
Consolidação da Manutenção Autônoma através da criação de um calendário anual
de verificação dos passos, juntamente com a melhoria na habilidade dos operadores
em cuidar de suas responsabilidades.
A manutenção autônoma deve ser implementada de maneira a potencializar as
habilidades técnicas dos operadores na identificação de anomalias, implementações de
melhorias no processo, eliminação dos riscos de segurança e problemas relacionados à
qualidade do produto. A prática do 5S ajuda a criar um ambiente de trabalho mais
agradável, seguro e produtivo, facilitando o entendimento e a prática dos princípios da
metodologia. Conforme Ribeiro (1994), a denominação 5S é devido às cinco atividades
sequenciais de senso de seleção, senso de ordenação, senso de limpeza, senso de
conservação e senso de autodisciplina. Na Tabela 4, vemos os principais benefícios do 5S.
Tabela 4 - Principais benefícios do 5S. (Fonte: Haroldo Ribeiro, 1994)

39
4.3.4 CALIBRAÇÃO
A elaboração do plano de calibração tem o foco de manter a confiabilidade e
rastreabilidade dos instrumentos de medição. A fim de assegurar a qualidade em processos
produtivos, é fundamental garantir que as medições realizadas para tomadas de decisão
sejam confiáveis, para isso é necessário, além de especificar adequadamente tais
instrumentos, a garantia da rastreabilidade de tais medições. No Brasil o órgão responsável
por manter os padrões primários e dar a rastreabilidade as medições no país é o Instituto
Nacional de Metrologia, Normalização e Qualidade Industrial – INMETRO.
O plano de calibração não pode se limitar apenas em definir as datas de calibração
dos instrumentos e padrões, mas também deve contemplar verificações intermediárias entre
as calibrações e outros meios de garantir a manutenção da confiabilidade das medições
realizadas entre calibrações. O intervalo de calibração é, na maioria dos casos, indicado
pelo fabricante, mas deve ser alterado quando identificadas oportunidades para melhoria da
confiabilidade e redução de custos de acordo com a estratégia adotada. Na Figura 22, são
apontados alguns dos principais instrumentos de calibração usados.
Figura 22 - Instrumentos de Calibração. (Fonte: Manutenção em Foco, 2017)
4.4 MANUTENÇÃO PREDITIVA
Segundo Ramesh (2008), são atividades onde uma amostragem periódica ou
medição de parâmetros é realizada com o intuito de fornecer indicadores potenciais de
falha. Este tipo de manutenção indica as condições reais de funcionamento das máquinas
com base em dados que informam o seu desgaste ou processo de degradação, e assim
prediz o tempo de vida útil dos componentes e as condições para que esse tempo de vida
seja bem aproveitado. Existe a possibilidade da realização de uma análise da tendência de
falha que consiste em prever com antecedência a avaria, por meio de aparelhos que
exercem vigilância constante predizendo a necessidade do reparo.

40
Cada uma destas inspeções tem um propósito e uma determinação periódica
adequada. Para uma execução eficaz é importante seguir um cronograma de análises,
como mostrado pela Tabela 5, de maneira a garantir a execução do plano de verificação de
todos os pontos necessários.
Tabela 5 - Exemplo de cronograma de análise preditiva. (Fonte: Autor, 2017)
4.4.1 ANÁLISE DE ÓLEO
É uma importante ferramenta da manutenção preditiva e permite realizar avaliações
laboratoriais rápidas e precisas sobre o lubrificante utilizado nos equipamentos. Com a
análise de óleo, torna-se possível detectar tanto os desgastes das peças móveis dos
equipamentos quanto a presença de substâncias contaminantes. Com um diagnóstico
preciso a partir da análise de óleo, a equipe responsável pela manutenção das máquinas
pode identificar mais rapidamente e até mesmo antecipar possíveis erros, evitando
comprometer o desempenho do serviço ou qualidade do produto. Pode ser feita em óleos
lubrificantes, hidráulicos e diesel, evitando o desgaste prematuro e excesso de troca de
óleo. A Figura 23 nos mostra um exemplo de análise de óleo sendo realizada em
laboratório.
Figura 23 - Exemplo de análise de óleo. (Fonte: Multierri, 2017)
4.4.2 ANÁLISE DE VIBRAÇÃO
É o processo que visa descobrir as falhas em componentes móveis de um
equipamento verificando-se a taxa de variação das forças dinâmicas geradas. Essa técnica
permite definir a origem e a criticidade da vibração nos equipamentos rotativos causadas
pelo desbalanceamento, desalinhamento, folgas, falta de rigidez mecânica, falha em
rolamentos, engrenamentos defeituosos, etc. Todas as máquinas em funcionamento
produzem vibrações que, aos poucos, levam-nas a um processo de deterioração. Esta, é
caracterizada por uma modificação da distribuição de energia vibratória pelo conjunto dos
elementos que constituem a máquina.
Calendário de PredivasJaneiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro Dezembro
Análise de Óleo 01/02/2017 01/02/2017 01/06/2017 01/08/2017 01/10/2017 01/12/2017
Análise de Vibração 10/01/2017 10/04/2017 10/06/2017 10/10/2017
Termografia 05/01/2017 05/06/2017 05/11/2017
Análise MCE 15/02/2017 15/08/2017
Ultrassom 20/01/2017 20/03/2017 20/05/2017 20/07/2017 20/09/2017 20/11/2017

41
Observando a evolução do nível de tais vibrações, é possível obter informações
sobre o estado da máquina. Após as análises dos dados coletados, desenvolve-se o
relatório referente à falha do equipamento e uma ficha de ocorrência, deixando de forma
clara o diagnóstico e a recomendação, como mostrado na Tabela 6. O ensaio de vibrações
é um método de grande validade e aceitação em indústrias de grande porte, pois a
identificação das falhas no monitoramento de máquinas é realizada por medições
eletrônicas das vibrações com sensores especiais para altas e baixas rotações, não
percebidas por nossos ouvidos, eliminando, assim, a subjetividade. Esta análise é feita
mensalmente para ter um acompanhamento da evolução ou agravamento da faixa de
oscilação. É interessante observar que o sucesso desta inspeção não depende
necessariamente de grandes investimentos iniciais em equipamentos sofisticados de
análise. Muitos planejamentos de sucesso começam com medidores e analisadores de
vibração de baixo custo, de funcionamento simplificado, capazes de atender a um elevado
número de equipamentos, dos mais diversos tipos. É necessário apenas que os
equipamentos de coleta de dados sejam confiáveis e robustos, capazes de suportar os
rigores do trabalho diário. Na Figura 24 é exibido um exemplo de análise de vibração e a
Tabela 7 mostra uma comparação do cenário anterior da fábrica com o atual proposto.
Tabela 6 - Diagnóstico para identificação de vibrações. (Fonte: UNESP, 2016)
Causas Plano Dominante Frequência Fase Amplitude Observações
Desbalanceamento Radial - Axial 1 x RPM Marca única EstávelMais importantes
em mais elevadas
Excentricidade Radial 1 x RPM Marca única Estável
Equilibrar conforme
desbalanceamento
ou substituição
Eixo TortoGrande na direção
axial 50% radial1 x RPM Única, dupla ou tripla Estável
2 RPM se o
encurvamento for no
acoplamento
Desalinhamento
Paralelo (Eixo)Radial 1 e 2 x RPM Única, dupla ou tripla Estável
A maioria dos
desalinhamentos de
uma combinação do
paralelo com o
Desalinhamento
Angular (Eixo)Axial 1 e 2 x RPM Única, dupla ou tripla Estável
Sempre se detecta
pelo aparecimento
de uma grande
vibração axial de 1/2
até 1 1/2 da
Desalinhamento
Paralelo e AngularRadial - Axial 1 e 2 x RPM Única, dupla ou tripla Estável -
Rolamento com
DefeitoRadial e Axial Alta Frequência Irregular
Aumenta com a
degradação-
Mal Tensionamento
em correias de
acionamento,
Radial1,2,3 e 4 x RPM da
CorreiaIrregular Irregular pulsátil
Verificar com
estroboscópio
Desalinhamento das
Polias ou CorreiasAxial Grande 1 x RPM Marca única Estável -
Ressonância na
CorreiaRadial
Não há relação
entre FC e FRPMMarca única Estável -
Falta de firmeza
mecânica,
parafusos da base
Radial 2 x RPM
2 Marcas de ref.
Ligeiramente
irregular
Estável
Geralmente
acompanhada de
um mau rendimento

42
Figura 24 - Exemplo de análise de vibração. (Fonte: Multierri, 2017)
Tabela 7 - Cenário Atual x Proposto em preditivas de vibração. (Fonte: Autor, 2017)
4.4.3 ANÁLISE TERMOGRÁFICA
A termografia é definida como a técnica de sensoriamento remoto que permite a
medição de temperatura e a geração de imagens térmicas de um componente, equipamento
ou processo, a partir da radiação infravermelha. Essa radiação é emitida pelas variações
de temperatura dos objetos, formando imagens térmicas que auxiliam na prevenção de
defeitos e interrupções dos processos produtivos, permitindo uma programação de
manutenção, minimizando mão de obra e recursos envolvidos. Através dessa tecnologia é
possível detectar em estágio inicial, processos de falha gerados por anomalias térmicas em
um determinado componente antes que ocorra interrupção de funcionamento, podendo
classificar e quantificar.
A inspeção termográfica em sistemas elétricos identifica problemas causados por
anomalias térmicas devido à relação corrente/resistência dos componentes, geralmente
causadas por deficiências de contato. Quando utilizada em equipamentos mecânicos
permite identificar problemas causados pelo atrito entre peças devido à lubrificação
inadequada e reconhecer o desalinhamento de eixos pelo aquecimento nos dispositivos de
acoplamento. Quando realizada em equipamentos estáticos busca basicamente a
identificação em superfícies de regiões onde exista deficiência de isolamento térmico. A
análise termográfica pode evitar tais despesas e infortúnios através da inspeção periódica,
mantendo sob controle a empresa com inúmeros benefícios já citados anteriormente. Na
Figura 25 apontam-se exemplos de medições de termografia.
Cenário Atual Cenário PropostoContratação de serviços externos Capacitação da equipe interna
Monitoramento em poucos equipamentos Monitoramento em em 100% dos equipamentos necessários
Baixa frequência de inspeções Aumento da frequência de inspeções
Banco de dados inconsistente Histórico de dados consistente e tendências íntegras
Histórico de acompanhamento nulo Acompanhamento e avaliações constantes

43
Figura 25 - Exemplos de análises termográficas. (Fonte: Multierri, 2017)
4.4.4 ANÁLISE DE ULTRASSOM
Emis são acústica foi definida como um fenômeno onde ondas mecânicas geradas
pela rápida liberação de energia mecânica a partir de fontes localizadas em um material
ensaiado (ABNT, 2004). Fontes de emissão acústica incluem os mecanismos de
deformação e fratura, tais como: crescimento de trincas, movimento de discordâncias,
deslocamento de contornos de grão, fratura e decoesão de inclusões (Miller, 1987). A
técnica de emissão acústica consiste em avaliar sinais acústicos coletados através de
sensores piezelétricos instalados na superfície externa do equipamento. Pode ser aplicada
na detecção de anomalias em subestação, linhas de transmissão e distribuição de alta
voltagem, descarga parcial, arco elétrico, corrente de fuga, interferência de áudio e vídeo,
falhas em escovas de motores, painéis de força em plantas industriais, componentes
elétricos de alta tensão. Existem outras aplicações para utilização da análise por
ultrassom, como detecção de vazamentos em tubulações, monitoramento de rolamentos,
controle de lubrificação em mancais, inspeção de purgadores de vapor e linha de ar
comprimido, vazamentos em válvulas, conexões e circuitos hidráulicos, cavitação em
bombas e detecção de mal funcionamento de compressores e mal funcionamento de
engrenagens. A Figura 26 identifica exemplos de análises de ultrassom.
Figura 26 - Exemplo de análise de ultrassom. (Fonte: Multierri, 2017)

44
4.5 SISTEMA DE ETIQUETAGEM
A etiquetagem é uma forma de identificação de um local de instalação e seus
subconjuntos em todos os seus níveis. São colocados em campo para que fique fácil sua
localização, em consultas a históricos tem como identificador para todas as atividades de
manutenção realizadas. O objetivo principal é estabelecer um padrão de identificação para
cada um dos equipamentos, através da definição de uma nomenclatura padronizada, níveis
e sequenciamento.
Esta identificação é a base para uma boa gestão de dados e para fazer um controle
mais apurado de todas as intervenções feitas pelo setor de serviços da manutenção,
planejamento dos serviços, gerando indicadores mais confiáveis. Como objetivo de auxiliar a
definição que interliga uma planta da industria vidreira, adota-se uma filosofia que permite
dividir hierarquicamente todas as partes de uma planta de processos. Esta filosofia chama-
se sistema de etiquetagem, explicando quais são as divisões para definir de forma clara e
objetiva uma dada área produtiva na sua totalidade. Estão listados na Figura 27 os cinco
níveis de localização.
Figura 27 - Níveis de etiquetagem. (Fonte: Autor, 2017)
Quando garante-se uma etiquetagem estruturada, simplifica-se o planejamento e
programação da manutenção, além de possibilitar a extração informações separadas por
localização, como número de quebras, disponibilidade, custos e obsolescência. A
etiquetagem é a base da organização da manutenção, pois será o mapeamento da unidade
fabril, orientando a localização de processos, e também de equipamentos para receber a
manutenção. A Figura 28 exibe o exemplo de etiqueta colocado no equipamento para
identificação e a Figura 29 mostra o layout necessário para identificação da etiquetagem na
área.
Figura 28 - Exemplo de etiqueta. (Fonte: CDG Solutions, 2017)

45
Figura 29 - Layout de linha para etiquetagem dos equipamentos. (Fonte: Autor, 2017)
4.6 PADRONIZAÇÃO
Padronizar significa submeter um processo a uma metodologia pré determinada,
buscando normatizar e organizar processos de trabalho a fim de atingir as expectativas de
maneira compreensível e com a menor variação possível. Quando a padronização é
aplicada, obtêm-se uma maior visibilidade de onde nossos recursos estão aplicados e de
que forma eles podem ser utilizados de maneira mais efetiva, refletindo diretamente na
redução do consumo de materiais, diminuindo assim o desperdício. O ciclo de padronização
compreende a etapa desde a elaboração até a revisão dos mesmos, passando pelos
treinamentos e verificação de execução. Realizar este ciclo compreende cumprir o SDCA. A
finalidade deste regulamento é esclarecer a estrutura de documentos, explicitando as regras
e descrevendo um conjunto de atividades para se avaliar, gerenciando os efeitos sobre os
resultados. Cada tipo de padrão deve cumprir um propósito específico e refletir uma
sequência lógica de conteúdo que permita o alcance deste objetivo.
Segundo Xenos (1998), como uma regra geral, a padronização deve ser iniciada
pelas tarefas mais repetitivas e que estão mais sujeitas ao erro, por isso, é recomendável
iniciar pelas atividades de inspeção. Inspeções são atividades relativamente simples e visam
a detecção de sinais de falhas com a maior antecedência possível, portanto, começando por
elas também temos a oportunidade de treinamento do time de operação para executarem as
atividades como limpeza, inspeções visuais e lubrificação. Os dois principais pontos de
partida para padronização são as recomendações dos fabricantes e a própria experiência
pessoal.

46
4.6.1 LIÇÃO DE UM PONTO
É um método de comunicação muito usado como ferramenta da metodologia TPM
que facilita no entendimento sobre determinado assunto, servindo também como uma
excelente forma de treinamento para o chão de fábrica. A maior vantagem do uso dessa
metodologia é apresentar a informação de forma gradual, ponto a ponto. Para isso é
utilizado um papel no qual são feitos ilustrações e desenhos da situação que se quer
comunicar. A Figura 30 apresenta um exemplo de LUP de lubrificação de redutores.
Figura 30 - Exemplo de LUP. (Fonte: Autor, 2017)
1 2 3
4 5 6
6 7 8
Classificação: Conhecimento Básico Segurança
Problemas Meio Ambiente
Melhorias Manutenção
Ferramentas Necessárias:
Passo a passo:
1. Desenergize o equipamento girando a chave seccionadora para OFF,
de modo a prevenir que o mesmo entre em funcionamento.
2. Espere o motor esfriar para evitar queimaduras.
OBS: O redutor deve estar ainda morno, pois se o redutor estiver frio a
drenagem do óleo será mais difícil devido à maior viscosidade do óleo.
3. Coloque um recipiente para coleta debaixo do dreno.
4. Efetue a limpeza do redutor utilizando o pano.
5. Remova o bujão de nível utilizando a chave allen 6mm.
6. Remova a válvula de respiro com o auxílio de uma Chave Fixa 10 mm.
7. Retire o óleo completamente
8. Aparafuse o bujão de drenagem de óleo
9. Abasteça com óleo novo através do orifício de respiro. Na impossibilidade, abra uma nota de manutenção vermelha
para a equipe de manutenção solucionar o problema.
– Inserir a quantidade 1,5L de óleo mineral CLP de acordo com a placa de identificação utilizando
a almotólia (100 ml/bombada).
– Verifique o nível.
10. Aparafuse o bujão de nível de óleo
11. Aparafuse o bujão/válvula de respiro
12. Efetuar a limpeza externa do redutor.
13. Realizar os descarte do lubrificante e dos panos utilizado de acordo
com a classificação do resíduo.
14. Energizar equipamento e solicitar liberação do mesmo.
Chave fixa 10 mm
Luva Latex Óculos de Segurança
N°: LUB001
Tema: Lubrificação de redutor de engrenagem helicoidal R47 de 3 estágios .
Chave Allen 4 mm
Óleo Omala 220
Recipiente para coleta
Chave Allen 6 mm Chave Allen 8 mm
Pano para limpeza
Área:
Packaging Lição de Um Ponto Data: 01/08/2017

47
As Lições de um ponto (LUP's) foram elaboradas para otimizar o tempo previsto para
atividades simples, impactando também diretamente no indicador de MTTR. É uma
ferramenta de treinamento que é utilizada para agregar conhecimento e habilidade sobre
algumas tarefas entre os membros da equipe em um período muito curto de tempo,
utilizando a exposição visual para gerar conhecimento de forma simples e direta. A LUP
pode ser utilizada pela equipe para destacar informações importantes que ocorreram
durante o turno, com o propósito de gerar indicações sobre as anomalias encontradas, os
passos básicos para corrigir e prevenir a reincidência das mesmas, com base em exemplos
concretos sobre o ocorrido.
4.7 ANÁLISE DE CRITICIDADE
A análise de criticalidade utiliza uma combinação de gravidade e frequência de falhas
nos quesitos segurança, meio ambiente e produção para proporcionar uma classificação
relativa de criticalidade. Este tópico é essencial para o entendimento e priorização de todo o
processo de planejamento de manutenção.
De modo geral, as linhas de produção não possuem backups ou equipamentos
reservas para funcionar alternativamente em uma parada eventual, portanto qualquer falha
em um equipamento crítico resulta em severas consequências na produção com alto risco
de não entrega do produto final.
Aplicando-se a metodologia de equipamentos críticos, será garantido o foco para
oferecer o máximo rendimento e otimização do orçamento, recursos e dos esforços do time
de manutenção. Ao definir um sistema de classificação por criticidade, será possível focar
com precisão as atividades de manutenção, planejadas ou não, seguindo uma ordem de
prioridade. Além disso, também vai ajudar a identificar os métodos de planejamento,
frequências e atribuição de recursos humanos e materiais. Critério de grau, efetivamente,
avaliam e medem o impacto de uma imperfeição, defeito de equipamentos, sistema,
qualidade do produto, capacidade de produção, produtividade de todos os processos e
segurança.
Definindo a criticidade, esta deve ser feita utilizando a Tabela 8 como guia. O
resultado deste preenchimento será a criticidade do equipamento, podendo ser C1, C2, C3,
C4 e C5. Uma vez definida sua classificação, passa-se para a elaboração do plano de
manutenção que consiste em definir as atividades por tipo de manutenção que devem ser
realizadas no equipamento. Todos os equipamentos independente da criticidade devem
contemplar um plano de limpeza, inspeção e reaperto (LIR).
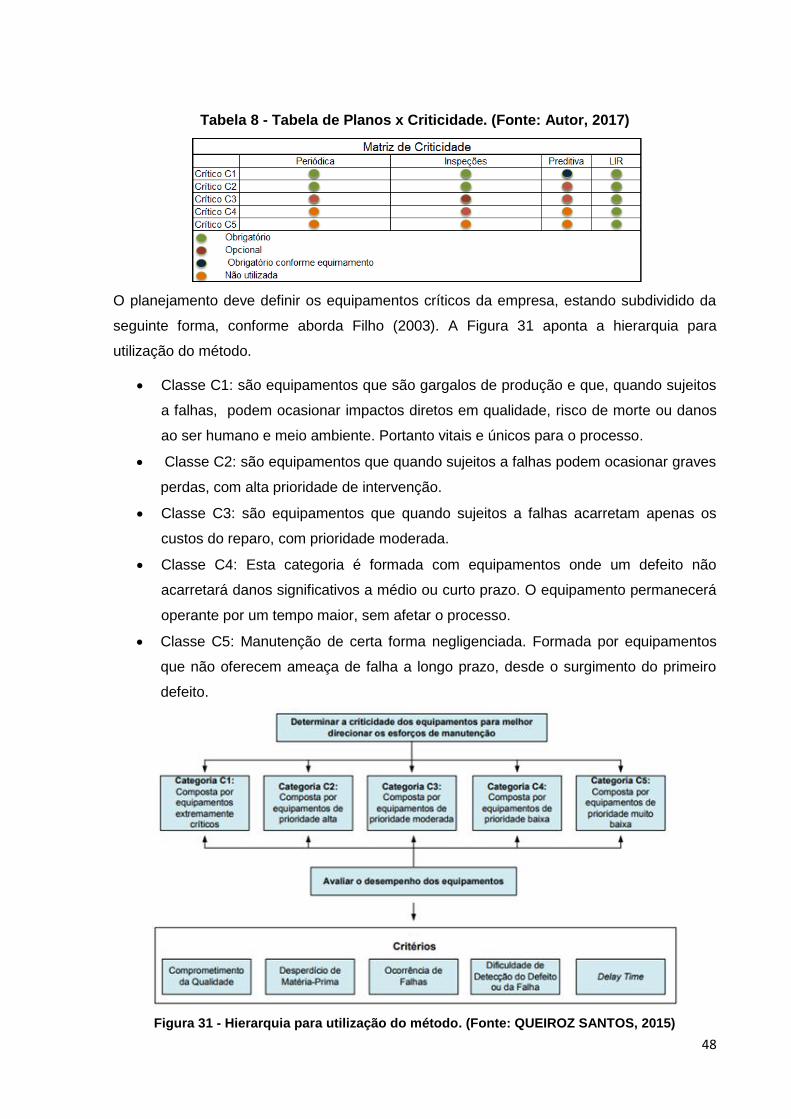
48
Tabela 8 - Tabela de Planos x Criticidade. (Fonte: Autor, 2017)
O planejamento deve definir os equipamentos críticos da empresa, estando subdividido da
seguinte forma, conforme aborda Filho (2003). A Figura 31 aponta a hierarquia para
utilização do método.
Classe C1: são equipamentos que são gargalos de produção e que, quando sujeitos
a falhas, podem ocasionar impactos diretos em qualidade, risco de morte ou danos
ao ser humano e meio ambiente. Portanto vitais e únicos para o processo.
Classe C2: são equipamentos que quando sujeitos a falhas podem ocasionar graves
perdas, com alta prioridade de intervenção.
Classe C3: são equipamentos que quando sujeitos a falhas acarretam apenas os
custos do reparo, com prioridade moderada.
Classe C4: Esta categoria é formada com equipamentos onde um defeito não
acarretará danos significativos a médio ou curto prazo. O equipamento permanecerá
operante por um tempo maior, sem afetar o processo.
Classe C5: Manutenção de certa forma negligenciada. Formada por equipamentos
que não oferecem ameaça de falha a longo prazo, desde o surgimento do primeiro
defeito.
Figura 31 - Hierarquia para utilização do método. (Fonte: QUEIROZ SANTOS, 2015)

49
4.8 GERENCIAMENTO DE PEÇAS EM ESTOQUE
Segundo Xenos (1998), o dimensionamento de peças em estoque influencia
fortemente os custos e a lucratividade da empresa. Por isso, o gerenciamento deste recurso
é uma das tarefas mais críticas do departamento. O dimensionamento incorreto pode causar
grandes prejuízos. Dentro do estoque deve contém basicamente peças adquiridas para
utilização conforme o plano de manutenção, peças para substituição de emergência, peças
para equipamentos críticos cujas falhas afetam vigorosamente a produção, peças
recuperadas que aguardam utilização futura, peças de consumo frequente, ferramentas,
instrumentos e aparelhos utilizados pelo time de engenharia para intervenção.
A gestão e otimização de peças de reposição necessárias auxiliam na redução de
despesas com estoque parado e o risco de indisponibilidade devido a falta de peças. A
disponibilização de um catalogo de peças de reposição, de acordo com o local de instalação
e equipamento, oferecendo uma descrição adequada do mesmo e possibilitando sua
compra em caso de estoque zerado, é primordial para uma redução do tempo de reparo,
avaliação de estoques zerados e obsoletos. Normalmente os estoques trabalham com três
níveis de quantidades (mínimo, máximo e ponto de reposição) e por meio de um sistema
automático onde, quando um item chega em seu ponto de segurança, é imediatamente
gerado uma requisição para reposição desse item para que o mesmo atinja novamente seu
ponto de quantidade máxima. Para este ponte deve-se cadastrar empresas parceiras que
fazem a venda destes itens e firmar contratos nacionais de maneira a reduzir o lead time
dos mesmos. Itens relacionados à equipamentos críticos devem ter ponto mínimo no
almoxarifado e nunca podem ser encontrados zerados. Para equilibrar esses fatores, se faz
necessário o uso dos sistemas de informação dos estoques em geral, no qual se faz o
acompanhamento e verificações constantes através de inventários. A partir dos históricos de
saídas de produtos é possível obter uma estimativa dos estoques mínimos necessários para
atender às demandas.

50
5. IDENTIFICAÇÃO DO PROBLEMA
Utiliza-se a metodologia PDCA para identificar os maiores problemas dentro da
fábrica, num intervalo de seis meses. Ciclo PDCA é uma metodologia de gestão que visa o
controle e melhoria constante dos processos. Representa o caminho a ser seguido para que
possamos atingir as metas previamente estabelecidas. A Figura 32 expõe um diagrama para
melhor entendimento do método.
Figura 32 - Ciclo do PDCA. (Fonte: Falconi, 1994)
A etapa mais detalhada é a do planejamento, na qual o problema de um determinado
processo é identificado e analisado, para que assim se elabore um plano de ação. Depois
deve-se executar o plano, verificar a sua eficácia, tomar medidas caso os resultados forem
negativos e padronizar o procedimento caso os resultados sejam positivos e, por fim
encerrar o processo e apresentar os resultados obtidos. Segundo ISHIKAWA (1989, 1993)
e CAMPOS (1992, 1994) o ciclo PDCA (Plan, Do, Check, ACT) é composto das seguintes
etapas:
Planejamento (P) Essa etapa consiste em estabelecer metas e estabelecer o método
para alcançar as metas propostas.
Execução (D) Executar as tarefas exatamente como foi previsto na etapa de
planejamento e coletar dados que serão utilizados na próxima etapa de verificação
do processo. Na etapa de execução são essenciais educação e treinamento no
trabalho.

51
Verificação (C) A partir dos dados coletados na execução comparar o resultado
alcançado com a meta planejada.
Atuação Corretiva (A) Etapa que consiste em atuar no processo em função dos
resultados obtidos, adotando como padrão o plano proposto, caso a meta tenha sido
atingida ou agindo sobre as causas do não atingimento da meta, caso o plano não
tenha sido efetivo.
5.1 ANÁLISE DE DADOS
Toda gestão descrita acima pelo método é baseada em um levantamento de dados
inseridos no sistema pelos próprios funcionários, de modo a descrever os problemas de
parada de máquina do dia a dia e eventuais paradas programadas. Neste etapa de
levantamento de dados foi encontrada uma série de dificuldades devido a baixa qualidade
descritiva dos problemas, erros de digitação básicos, lacuna de lançamentos e
apontamentos duplicados. Identifica-se a necessidade de implementação de pessoas
responsáveis pela administração destes dados, envolvidas diretamente com a visão do
negócio e preocupadas implantação com qualidade no sistema.
Assim, propõe-se o treinamento de analistas, operadores e técnicos para garantir um
melhor gerenciamento de dados, cada vez mais focado na seleção de informações
relevantes para o negócio, e assim poderem extrair insights mais precisos para a
organização, contribuindo para um uso mais eficiente em análises posteriores.
Gráfico 6 - Indisponibilidade ao longo de seis meses na fábrica. (Fonte: Autor, 2017)
Verifica-se pelo Gráfico 6, um pico de indisponibilidade no mês de março, uma
investigação sobre os maiores impactos se faz necessária e um diagnóstico das ações que
tomamos em janeiro que nos levaram a obter um baixo valor também devem ser levadas em
consideração para manter o resultado sustentável.
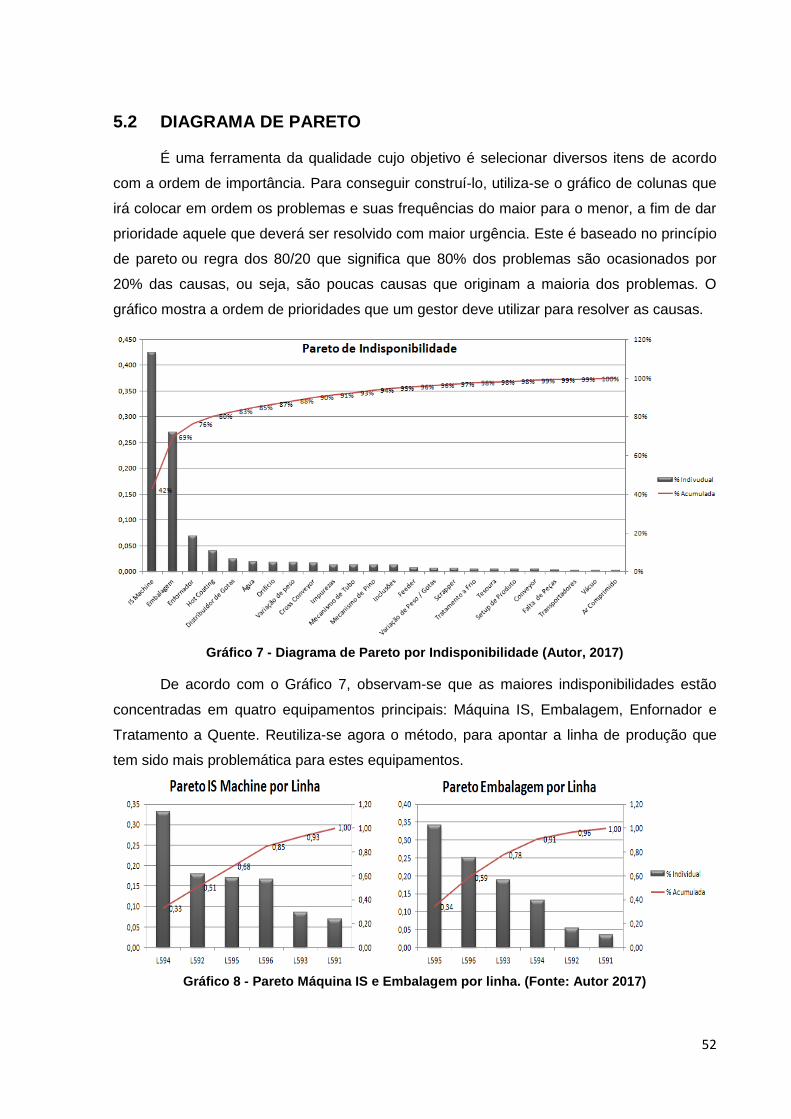
52
5.2 DIAGRAMA DE PARETO
É uma ferramenta da qualidade cujo objetivo é selecionar diversos itens de acordo
com a ordem de importância. Para conseguir construí-lo, utiliza-se o gráfico de colunas que
irá colocar em ordem os problemas e suas frequências do maior para o menor, a fim de dar
prioridade aquele que deverá ser resolvido com maior urgência. Este é baseado no princípio
de pareto ou regra dos 80/20 que significa que 80% dos problemas são ocasionados por
20% das causas, ou seja, são poucas causas que originam a maioria dos problemas. O
gráfico mostra a ordem de prioridades que um gestor deve utilizar para resolver as causas.
Gráfico 7 - Diagrama de Pareto por Indisponibilidade (Autor, 2017)
De acordo com o Gráfico 7, observam-se que as maiores indisponibilidades estão
concentradas em quatro equipamentos principais: Máquina IS, Embalagem, Enfornador e
Tratamento a Quente. Reutiliza-se agora o método, para apontar a linha de produção que
tem sido mais problemática para estes equipamentos.
Gráfico 8 - Pareto Máquina IS e Embalagem por linha. (Fonte: Autor 2017)

53
Pelo Gráfico 8, consegue-se constatar onde deve-se concentrar nossos esforços nas
linhas 594, 592 e 595 de acordo com a regra 80/20, mas prioritariamente sabe-se que o
equipamento foco é a Máquina IS da linha 594. Constata-se que os maiores impactos de
indisponibilidade na embalagem estão concentrados nas linhas 595, 596 e 593, mas
prioritariamente que o equipamento foco é a embalagem da linha 595.
Após definir onde deverão concentrados os esforços, precisa-se criar ações
corretivas para remover os sintomas, registrar e analisar as falhas para identificar as causas
fundamentais, planejar e executar contramedidas para bloquear as causas fundamentais,
analisar periodicamente os registros para estudar as falhas crônicas e prioritárias, de modo
a definir projetos e executa-los através do ciclo PDCA.
Gráfico 9 - Pareto Enfornador e Hot Coating por linha. ( Fonte: Autor, 2017)
Pelo Gráfico 9, as perda de rendimento relacionadas ao enfornador estão
concentrados nas linha 591, 592 e 593. Quando analisa-se as perdas devido ao tratamento
à quente, verifica-se que as prioridades estão concentradas nas linhas 593, 596 e 594.
Define-se aqui quais serão os equipamentos em que serão concentrados um estudo mais
aprofundado sobre as causas fundamentais das anomalias.
5.3 DIAGRAMA DE CAUSA E EFEITO
De acordo com Ishikawa (1993), é uma metodologia utilizada para apresentar a relação
existente entre um resultado (efeito) e os fatores (causas) do processo que, por razões
técnicas, possam afetar o resultado considerado. É empregado em sessões de
brainstorming realizadas em grupo para garantir o maior número de ideias. Sua composição
leva em consideração de que as causas do problemas podem ser classificadas em 6 tipos
diferentes de causas principais que afetam os processos, como mostrado na Figura 33. As
Tabelas 9 e 10 identificam os critérios de impacto e a matriz de impacto para priorização de
ações levantadas durante o método de Ishikawa.

54
Método: É método utilizado para executar o trabalho ou um procedimento.
Material: A matéria prima utilizada no trabalho que pode ser a causa de problemas.
Mão de Obra: A pressa, imprudência ou mesmo a falta de qualificação da mão de
obra podem ser a causa de muitos problemas.
Máquinas: Muito problemas são derivados falhas de máquinas. Isto pode ser
causado por falta de manutenção regular ou mesmo se for operacionalizada de
forma inadequada.
Medida: Qualquer decisão tomada anteriormente pode alterar o processo e ser a
causa do problema.
Meio Ambiente: O ambiente pode favorecer a ocorrências de problemas, está
relacionada neste contexto a poluição, poeira, calor, falta de espaço e etc.
Figura 33 - Modelo de diagrama de causa e efeito. (Fonte: PDCA Tools)
Tabela 9 - Critério de Impacto. (Fonte: Autor, 2017)
Tabela 10 - Causas prováveis para priorização. (Fonte: Autor, 2017)
5.4 CARTA DE CONTROLE
Segundo Werkema (1995), a utilização desta ferramenta no aperfeiçoamento do
processo é um procedimento interativo, em que as fases de coleta, controle e análise são
repetidas periodicamente. Primeiro, os dados são coletados de acordo com um plano e
baseado nesses dados são calculados os limites de controle, indicados pelas zonas
amarelas e vermelhas, que são a base da interpretação estatística.
CAUSAS PROVÁVEIS IMPACTO AUTORIDADE DIFICULDADE CRITÉRIO TOTAL

55
Para implementar melhorias causas comuns e especiais devem ser identificadas e o
processo deve ser alterado para eliminá-las, quando possível, criando ações matadoras
para estas quando os mesmos atingem os gatilhos indicados pelos círculos na Figura 34. O
ciclo, então, se reinicia, visto que mais dados serão coletados, interpretados e usados como
base para a ação. Uma carta de controle é composta por um gráfico cartesiano, onde o eixo
horizontal representa o tempo e, o vertical, o valor da característica. O conjunto de pontos
inseridos devem ser unidos por segmentos de reta para visibilidade de tendências. Quando
chega-se à alguma das zonas vermelhas ou amarelas, deve-se tomar ações para controlar o
processo e retornar a zona verde o mais breve possível
Coleta: dados para a característica em estudo são reunidos e convertidos para uma
maneira em que possam ser marcados numa carta de controle. Esses dados
poderiam ser, por exemplo, valores de dimensão de uma peça, número de falhas em
um produto, horários, variáveis físicas, temperatura, pressão, etc.
Controle: os limites preliminares de controle são calculados baseados nos dados.
Eles são desenhados na carta como um guia para análise. Limites de controle não
são limites de especificação ou objetivos, mas estão baseados na variabilidade
natural do processo e no plano de amostragem.
Análise e Melhoria: depois que todas as causas especiais tenham sido corrigidas e o
processo esteja operando em controle, a carta continua como uma ferramenta de
monitoramento. Se a variação decorrente de causas comuns é excessiva, o processo
pode não ser capaz de produzir resultados que estejam consistentemente em
conformidade com os requisitos do cliente. Nesse caso, ações gerenciais devem ser
tomadas para melhoria do sistema.
Figura 34 - Carta de Controle. (Fonte: Autor 2017)
Esta ferramenta, como exemplificada pela Figura 34, pode ser utilizada para
acompanhar a temperatura de caída no distribuidor de gotas e o peso da gota, de modo a
criar ações matadoras para evitar os entupimentos e atraso de gota que causam
indisponibilidades na Máquina IS. Para isso, deve identificar os parâmetros que causam os
problemas fundamentais, definir uma meta relativamente abaixo desses valores para
conseguir monitorar e administrar o processo dentro do intervalo adequado.

56
5.5 RELATO DE ANOMALIA
Técnica utilizada sempre que é necessário obter um diagnóstico minucioso até chegar
na causa fundamental de um problema. Após a análise de causa e efeito, determinamos os
objetos de estudos a partir dos resultados obtidos nesta outra ferramenta. Uma anomalia é
uma não conformidade, qualquer desvio da condição normal de operação deve ser relatada
e tratada. Ações emergenciais devem ser tomadas para remover os sintomas, sua causa
fundamental deve ser identificada e ações corretivas devem ser executadas para que seja
definitivamente solucionado. A Figura 35 apresenta um modelo para realização do relato.
Causa: São fatores que produzem um efeito específico nos produtos. Quando um
processo fica fora de controle e gera um efeito indesejado, faz-se necessário realizar
um estudo para prever quais causas contribuíram para o desvio da meta e definir um
plano de ação.
Efeito: São resultados dos processos que estão ligados às características dos
produtos. Quando são gerados efeitos indesejados, os itens de controle ficam
vermelhos, indicando que existe probabilidade de não atingimento de metas.
Gatilho: São níveis de desvio de itens de verificação, acima dos quais os problemas
devem ser analisados e tratados através de utilização do modelo abaixo.
Ação Corretiva: Remoção imediata do sintoma, bloqueando o efeito indesejado,
porém sem atuar de fato nas causas fundamentais da ocorrência da irregularidade.
Figura 35 - Modelo de relato de anomalia. (Fonte: Autor, 2017)
EMPRESA XXX ORDEM DE MANUTENÇÃO: HORA
TURNO: TURMA: NÚMERO:
ÁREA: EQUIPAMENTO:
OP ERAÇÃO
QUALI DADE
M ANUTENÇÃO
1° PORQUE
2° PORQUE
3° PORQUE
4° PORQUE
5° PORQUE
PRODUTO
PERDA DE PRODUÇÃO
TEMPO DE PARADA
SUBSTITUIÇÃO DO
EQUIPAMENTO
DATA TÓPICO RESPONSÁVEL
PLANO DE AÇÃO
EFEITO DA ANOMALIA
RELATO DE ANOMALIA
OBSERVAÇÕES
PARTICIPANTESANÁLISE DE CAUSA
DESCRIÇÃO DO PROBLEMA

57
5.6 DIAGNÓSTICO DE TRABALHO OPERACIONAL
O Diagnóstico do Trabalho Operacional objetiva o check da execução das atividades
e tarefas e consiste em avaliar a execução de acordo com os padrões, evidenciando as
necessidades de retreinamento dos operadores e de revisão dos padrões. Este check é de
responsabilidade da liderança do setor de trabalho como supervisores, coordenadores,
staffs e gerentes.
Os padrões e funcionários selecionados para realização da avaliação devem seguir
um motivo relacionado lacunas de resultado, funcionários novos, dificuldade de realização
de atividade e itens que tiveram uma queda de rendimento no período. A Figura 36 mostra
um modelo de DTO.
Figura 36 - Exemplo de DTO. (Fonte: Falconi, 1994)
Depois de garantir a repetibilidade dos processos através do treinamento dos
colaboradores e do diagnóstico do trabalho operacional, é hora do acompanhamento dos
resultados das saídas, cujo objetivo maior é garantir a previsibilidade dos indicadores.
5.7 PLANO DE AÇÃO
Segundo Falconi (1994), é elaborar um bom Plano de Ação é uma das melhores
formas de separar as etapas de elaboração da execução, obtendo um estudo mais
detalhado de todas as atividades necessárias para atingir um determinado objetivo.
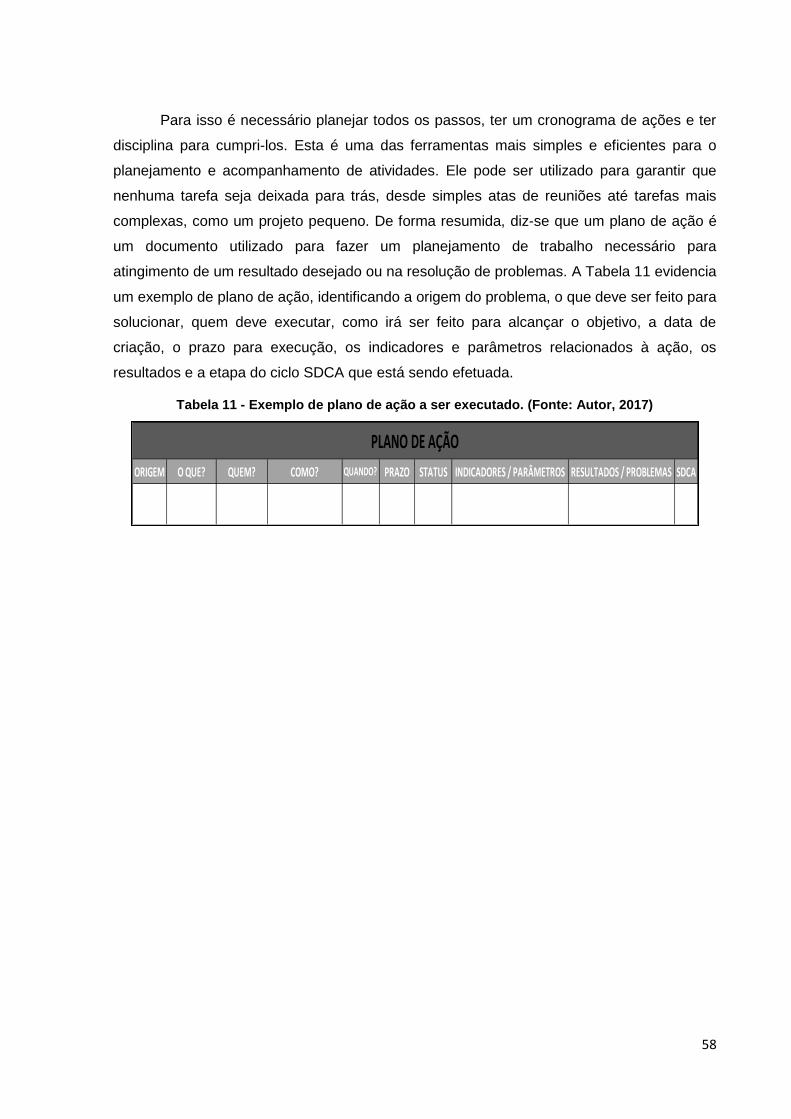
58
Para isso é necessário planejar todos os passos, ter um cronograma de ações e ter
disciplina para cumpri-los. Esta é uma das ferramentas mais simples e eficientes para o
planejamento e acompanhamento de atividades. Ele pode ser utilizado para garantir que
nenhuma tarefa seja deixada para trás, desde simples atas de reuniões até tarefas mais
complexas, como um projeto pequeno. De forma resumida, diz-se que um plano de ação é
um documento utilizado para fazer um planejamento de trabalho necessário para
atingimento de um resultado desejado ou na resolução de problemas. A Tabela 11 evidencia
um exemplo de plano de ação, identificando a origem do problema, o que deve ser feito para
solucionar, quem deve executar, como irá ser feito para alcançar o objetivo, a data de
criação, o prazo para execução, os indicadores e parâmetros relacionados à ação, os
resultados e a etapa do ciclo SDCA que está sendo efetuada.
Tabela 11 - Exemplo de plano de ação a ser executado. (Fonte: Autor, 2017)
ORIGEM O QUE? QUEM? COMO? QUANDO? PRAZO STATUS INDICADORES / PARÂMETROS RESULTADOS / PROBLEMAS SDCA
PLANO DE AÇÃO

59
6. APLICAÇÃO DO MÉTODO E RECOMENDAÇÕES
Esse capítulo será destinado a levantar todas as informações coletadas até o
momento e elaborar, a partir delas, o projeto que será aplicado a empresa utilizando as
ferramentas de gestão. As manutenções corretivas, preventivas e preditivas apresentam um
conjunto de vantagens e desvantagens. Entretanto, é possível aplicar mais de um método
simultaneamente em um mesmo equipamento. Focando no objetivo principal do projeto,
esta combinação deve levar em conta os aspectos econômicos em relação a falha e ao
reparo. De acordo com VIANA (2013), outros fatores também devem ser levados em
consideração, como recomendações do fabricante, recursos econômicos da empresa, base
de dados, segurança e meio ambiente.
Sendo assim, a escolha do tipo de manutenção mais adequada para cada um dos
processos deve representar um investimento com impacto no resultado operacional da
empresa, se realizada de maneira adequada. Segundo XENOS (1998), o objetivo
fundamental da manutenção produtiva não é apenas evitar falhas nos equipamentos, mas
aplicar a melhor combinação dos métodos de manutenção para que a produção não seja
afetada. Para que o planejamento seja bem sucedido, deve-se ter o suporte de toda a
liderança da fábrica, deixando bem clara a responsabilidade de cada colaborador sobre o
resultado final.
Como identificados no capitulo 5.2, os equipamentos focos com maiores índices de
falha são as máquinas IS, os equipamentos de embalagem, hot coating e os enfornadores.
Nosso foco, porém, será a embalagem de garrafas, identificada com um dos gargalos de
produção. Realizando um levantamento através de pareto, identificam-se as causas
fundamentais das indisponibilidades, como observa-se no Gráfico 10.
Gráfico 10 - Pareto sobre causas fundamentais de Indisponibilidade. (Fonte: Autor, 2017)

60
Realizou-se então um diagrama de causa e efeito para cada uma das três principais
causas de falha no equipamento: lubrificação inadequada, folga ou fixação deficiente e
condições de limpeza desfavoráveis. Nesta análise, foi abordada uma estratégia para a
paletizadora de garrafas da linha 595, identificada como o equipamento que impacta
diretamente na entrega do produto final.
Segundo Xenos (1998), folgas são movimentos relativos entre as partes. Estas
devem ser mantidas dentro dos limites aceitáveis para evitar irregularidades. As partes
podem estar fixadas por soldas, rebites, parafusos ou adesivos. Esses elementos podem vir
a se soltar por excesso de vibração, impactos, torque insuficiente ou má fixação durante a
montagem. Para isso existem diversas medidas preventivas, dentre elas, destaca-se o
controle das vibrações dos equipamentos rotativos com acompanhamentos preditivos, uso
de arruela de pressão, contraporcas e contrapinos. Na Figura 37 acompanha-se a utilização
do método de espinha de peixe para identificação das possíveis causas de indisponibilidade.
Na Tabela 12 verifica-se a criticidade para priorização de problemas relacionados a folga e
fixação deficiente.
Figura 37 - Método Ishikawa para folga e fixação deficiênte. (Fonte: Autor, 2017)
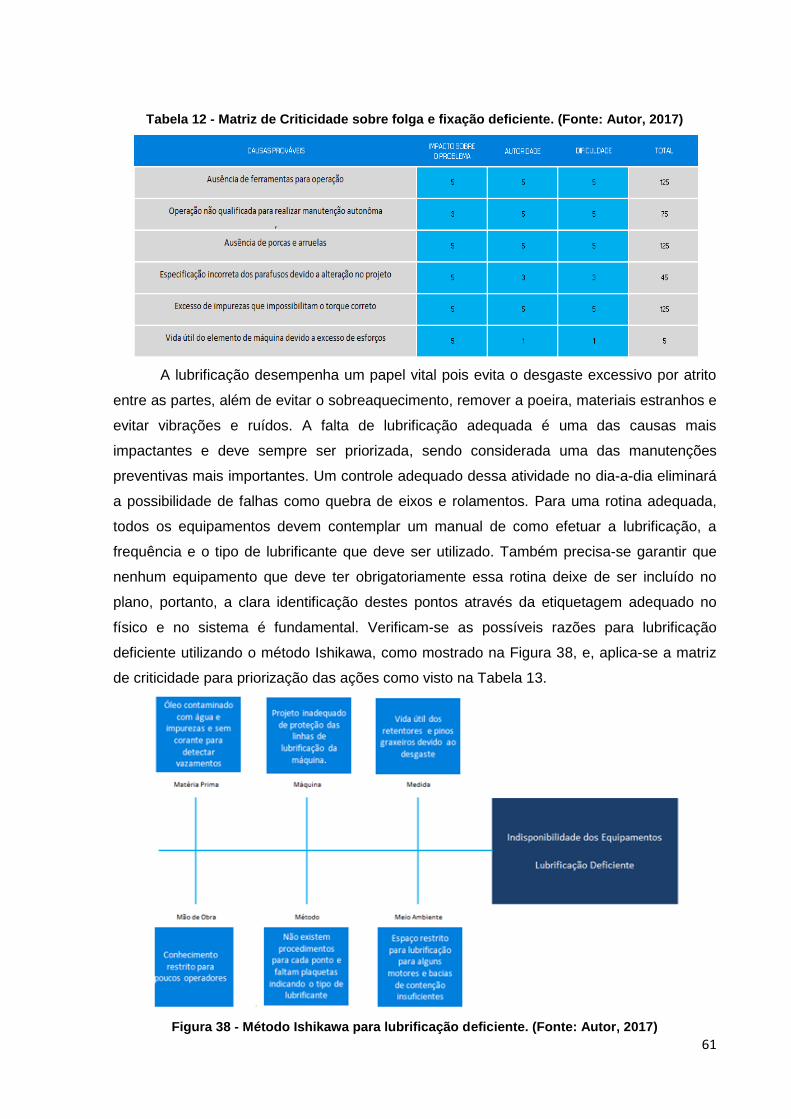
61
Tabela 12 - Matriz de Criticidade sobre folga e fixação deficiente. (Fonte: Autor, 2017)
A lubrificação desempenha um papel vital pois evita o desgaste excessivo por atrito
entre as partes, além de evitar o sobreaquecimento, remover a poeira, materiais estranhos e
evitar vibrações e ruídos. A falta de lubrificação adequada é uma das causas mais
impactantes e deve sempre ser priorizada, sendo considerada uma das manutenções
preventivas mais importantes. Um controle adequado dessa atividade no dia-a-dia eliminará
a possibilidade de falhas como quebra de eixos e rolamentos. Para uma rotina adequada,
todos os equipamentos devem contemplar um manual de como efetuar a lubrificação, a
frequência e o tipo de lubrificante que deve ser utilizado. Também precisa-se garantir que
nenhum equipamento que deve ter obrigatoriamente essa rotina deixe de ser incluído no
plano, portanto, a clara identificação destes pontos através da etiquetagem adequado no
físico e no sistema é fundamental. Verificam-se as possíveis razões para lubrificação
deficiente utilizando o método Ishikawa, como mostrado na Figura 38, e, aplica-se a matriz
de criticidade para priorização das ações como visto na Tabela 13.
Figura 38 - Método Ishikawa para lubrificação deficiente. (Fonte: Autor, 2017)
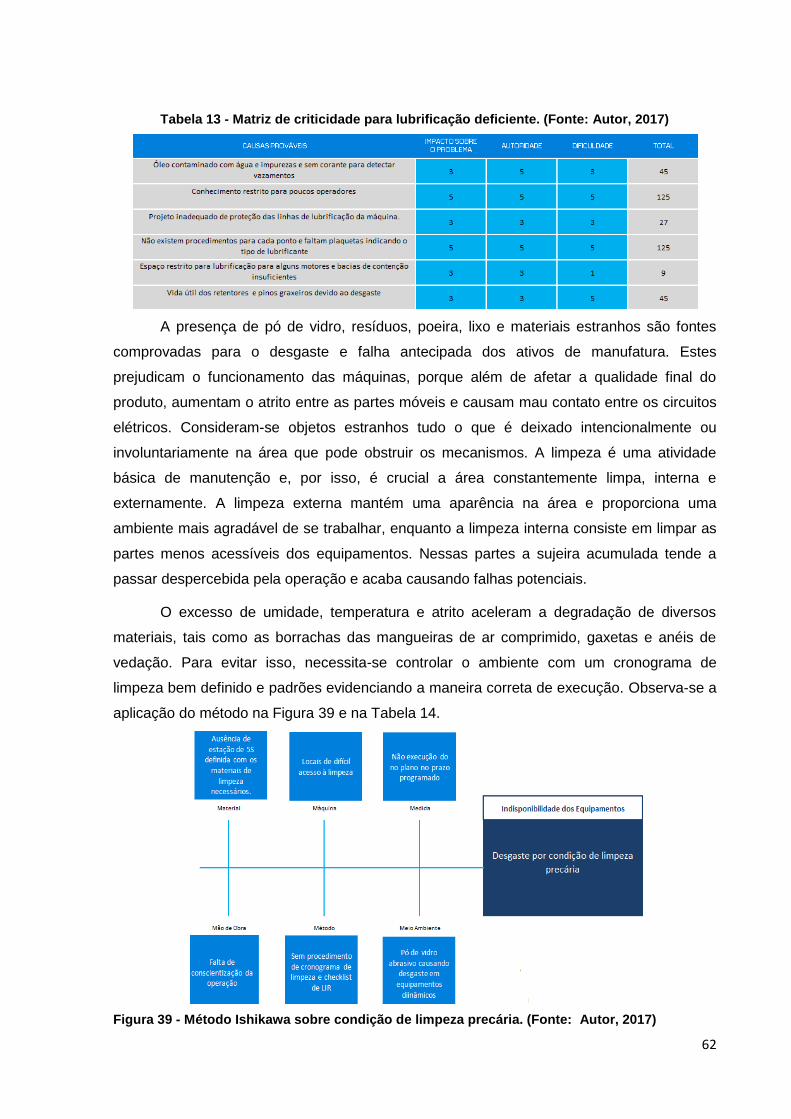
62
Tabela 13 - Matriz de criticidade para lubrificação deficiente. (Fonte: Autor, 2017)
A presença de pó de vidro, resíduos, poeira, lixo e materiais estranhos são fontes
comprovadas para o desgaste e falha antecipada dos ativos de manufatura. Estes
prejudicam o funcionamento das máquinas, porque além de afetar a qualidade final do
produto, aumentam o atrito entre as partes móveis e causam mau contato entre os circuitos
elétricos. Consideram-se objetos estranhos tudo o que é deixado intencionalmente ou
involuntariamente na área que pode obstruir os mecanismos. A limpeza é uma atividade
básica de manutenção e, por isso, é crucial a área constantemente limpa, interna e
externamente. A limpeza externa mantém uma aparência na área e proporciona uma
ambiente mais agradável de se trabalhar, enquanto a limpeza interna consiste em limpar as
partes menos acessíveis dos equipamentos. Nessas partes a sujeira acumulada tende a
passar despercebida pela operação e acaba causando falhas potenciais.
O excesso de umidade, temperatura e atrito aceleram a degradação de diversos
materiais, tais como as borrachas das mangueiras de ar comprimido, gaxetas e anéis de
vedação. Para evitar isso, necessita-se controlar o ambiente com um cronograma de
limpeza bem definido e padrões evidenciando a maneira correta de execução. Observa-se a
aplicação do método na Figura 39 e na Tabela 14.
Figura 39 - Método Ishikawa sobre condição de limpeza precária. (Fonte: Autor, 2017)

63
Tabela 14 - Matriz de criticidade sobre condição de limpeza. (Fonte: Autor, 2017)
Através da utilização desta metodologia, identificam-se que as razões prováveis mais
simples de serem resolvidas são a ausência de ferramentas para a operação, ausência de
porcas e arruelas especificadas para troca, excesso de impurezas que impossibilitam o
torque adequado, conhecimento sobre lubrificação concentrado restrito a poucos
operadores, falta de procedimentos de lubrificação individuais para os equipamentos,
ausência de plaquetas de identificação com o tipo de lubrificante, método de aplicação e
periodicidade, contaminação do óleo utilizado com impurezas, ausência de estação de 5S
definida com os materiais de limpeza necessários, falta de conscientização da operação
relacionada à limpeza e não execução do plano nos prazos programados. Com isso, cria-se
um plano de ação, com a participação de todos os envolvidos na área em conjunto com o
time de engenharia, para resolver de forma permanente os problemas. A Tabela 15 mostra
as recomendações para melhoria de qualidade e confiabilidade, de acordo com o que foi
avaliado anteriormente.
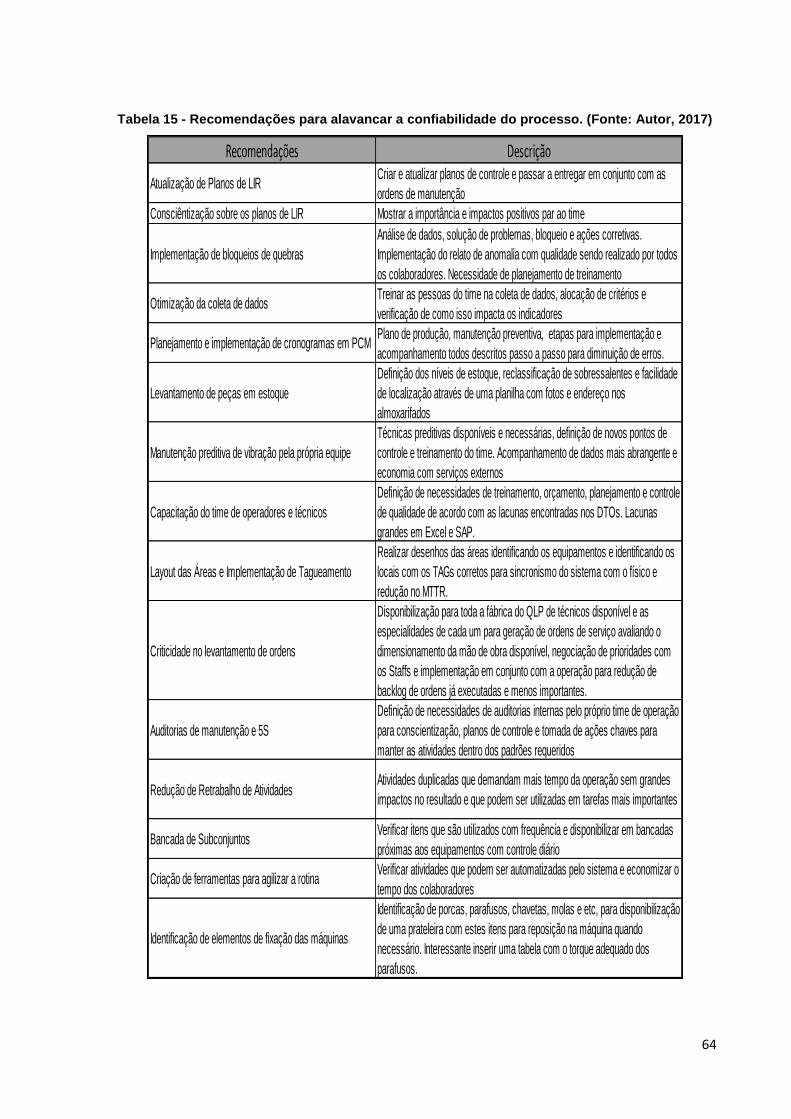
64
Tabela 15 - Recomendações para alavancar a confiabilidade do processo. (Fonte: Autor, 2017)
Recomendações Descrição
Atualização de Planos de LIRCriar e atualizar planos de controle e passar a entregar em conjunto com as
ordens de manutenção
Consciêntização sobre os planos de LIR Mostrar a importância e impactos positivos par ao time
Implementação de bloqueios de quebras
Análise de dados, solução de problemas, bloqueio e ações corretivas.
Implementação do relato de anomalia com qualidade sendo realizado por todos
os colaboradores. Necessidade de planejamento de treinamento
Otimização da coleta de dados Treinar as pessoas do time na coleta de dados, alocação de critérios e
verificação de como isso impacta os indicadores
Planejamento e implementação de cronogramas em PCMPlano de produção, manutenção preventiva, etapas para implementação e
acompanhamento todos descritos passo a passo para diminuição de erros.
Levantamento de peças em estoque
Definição dos níveis de estoque, reclassificação de sobressalentes e facilidade
de localização através de uma planilha com fotos e endereço nos
almoxarifados
Manutenção preditiva de vibração pela própria equipe
Técnicas preditivas disponíveis e necessárias, definição de novos pontos de
controle e treinamento do time. Acompanhamento de dados mais abrangente e
economia com serviços externos
Capacitação do time de operadores e técnicos
Definição de necessidades de treinamento, orçamento, planejamento e controle
de qualidade de acordo com as lacunas encontradas nos DTOs. Lacunas
grandes em Excel e SAP.
Layout das Áreas e Implementação de Tagueamento
Realizar desenhos das áreas identificando os equipamentos e identificando os
locais com os TAGs corretos para sincronismo do sistema com o físico e
redução no MTTR.
Criticidade no levantamento de ordens
Disponibilização para toda a fábrica do QLP de técnicos disponível e as
especialidades de cada um para geração de ordens de serviço avaliando o
dimensionamento da mão de obra disponível, negociação de prioridades com
os Staffs e implementação em conjunto com a operação para redução de
backlog de ordens já executadas e menos importantes.
Auditorias de manutenção e 5S
Definição de necessidades de auditorias internas pelo próprio time de operação
para conscientização, planos de controle e tomada de ações chaves para
manter as atividades dentro dos padrões requeridos
Redução de Retrabalho de AtividadesAtividades duplicadas que demandam mais tempo da operação sem grandes
impactos no resultado e que podem ser utilizadas em tarefas mais importantes
Bancada de SubconjuntosVerificar itens que são utilizados com frequência e disponibilizar em bancadas
próximas aos equipamentos com controle diário
Criação de ferramentas para agilizar a rotinaVerificar atividades que podem ser automatizadas pelo sistema e economizar o
tempo dos colaboradores
Identificação de elementos de fixação das máquinas
Identificação de porcas, parafusos, chavetas, molas e etc, para disponibilização
de uma prateleira com estes itens para reposição na máquina quando
necessário. Interessante inserir uma tabela com o torque adequado dos
parafusos.

65
Tabela 16 - Plano de Ação para as lacunas identificadas. (Fonte: Autor, 2017)
A identificação das principais causas das falhas é essencial para priorização das
ações preventivas. Sendo assim, foi utilizada a análise FMEA buscando analisar, entre as
falhas, quais são foram as mais relevantes, com o objetivo de traçar ações dentro do projeto
que possam evitar a reincidência das mesmas. A análise deve ser realizada em conjunto
com técnicos experientes, avaliada pela equipe de engenharia da empresa e então deve ser
criado o plano de ação acima como mostrado pela Tabela 16, com o intuito de impactar
positivamente na confiabilidade dos equipamentos.
ORIGEM O QUE? QUEM? COMO? QUANDO PRAZO STATUSINDICADORES /
PARÂMETROS
RESULTADOS /
PROBLEMASSDCA
Causa
Fundamental
Realizar levantamento de
ferramentas necessárias e
efetuar a compra para
abastecimento do armário.
Staff
Avaliar ferramentas mais
utilizadas e realizar a
compra através de
suprimentos
1-jan-17 No Prazo ConcluídoMTBF/Indisponibilid
ade
Descumprimento
do LIR de
elementos de
D
Causa
Fundamental
Especificar e comprar
porcas, arruelas e rebites e
disponibilizar em uma
plateleira de self service
PCM
Programar um técnico para
realizar a especificação
junto ao manual da
máquina
6-jul-17 AtrasadaNão
Concluído
MTTR/Indisponibili
dade
Improvisos devido à
falta de elementos
de fixação para
D
Causa
Fundamental
Criar procedimentos de LIR
das máquinas foco nos
pontos de fixação e partes
móveis
Engenharia
Engenheiro junto à equipe
de manutenção definir
pontos cruciais para
limpeza
10-ago-17 AtrasadaNão
Concluído
MTTR/Indisponibili
dade
Torque
inadequando dos
parafusos
S
Análise da
Reunião
Realizar treinamento sobre
lubrificação com todo o
time de operadores na
prática
Supervisão
Montar um curso prático
com os procedimentos de
lubrificação existentes e
treinar o time
10-dez-16 No Prazo ConcluídoPMO e Eficiência de
Planejamento
Conhecimento
concentrado em
poucos operadores
D
Causa
Fundamental
Montar procedimentos de
lubrificação individuais
para cada equipamentoOperação
Treinar o time em
padronizaçã e criação de
procedimentos para
elaborar os planos
5-jan-17 No Prazo ConcluídoPMO e Eficiência de
Planejamento
Padronização não
abrangendo todos
os equipamentos
S
Causa
Fundamental
Elaborar e instalar placas
com tipo de lubrificante,
periodicidade e método de
aplicação
EngenhariaRealizar design de placas
que se prendam nos bicos
graxeiros.
21-jan-17 No Prazo ConcluídoMTBF e Eficiência
de Planejamento
Quantidade e
lubrificantes
incorretos sendo
D
Análise da
Reunião
Realizar compra de bacias
de contenção, bombas de
aplicação de lubrificantePCM
Pegar especificação dos
materiais e realizar
requisição de compra
5-fev-17 No Prazo ConcluídoMTTR e Meio
Ambiente
Falta de
ferramentas
adequadas para
D
Causa
Fundamental
Construir projeto de uma
estação de 5S com todos os
materiais de limpeza
necessários
GerenteDefinir projeto e realizar
modificação da área8-jul-17 Atrasada
Não
Concluído
Cronograma de
Limpeza e LIR
Falta de materiais
básicos de limpeza
para a operação
D
Análise da
Reunião
Realizar treinamento com
todos os operadores sobre
importância de
manutenção autônoma e 5S
SupervisãoMontar um curso prático
sobre manutenção
autônoma
3-abr-17 No Prazo Concluído LIR e MTBFFalta de
consciêntização da
operação sobre o
D
Causa
Fundamental
Garantir o cumprimento do
planejamento de LIR no
prazo corretoSupervisão
Realizar DTOs com a
operação para garantir que
está sendo executado
2-fev-17 No Prazo ConcluídoEficiência de
Planejamento
Não execução do
plano nos prazos
programados.
C

66
A identificação dos lubrificantes é de suma importância para evitar possíveis trocas ou
mistura de lubrificantes, através de cores e etiquetas com códigos alfanuméricos para a
representação dos lubrificantes e suas características (tipo do lubrificante, aplicação,
viscosidade/consistência, tipo de óleo base, classificação do óleo base e características
especiais/aditivos). Etiquetar todos os equipamentos que possuírem pontos de lubrificação
(pino graxeiro, barramentos, correntes, transportes, redutores, bombas e compressores)
conforme a Figura 40.
Figura 40 - Etiqueta de Lubrificação. (Fonte: Autor, 2017)
Identifica-se também a necessidade de consolidar a lista técnica do equipamento com os
materiais essenciais à manutenção em uma base de dados acessível a todos os
funcionários da empresa, identificando o código, local de instalação, fabricante e
localização em estoque para redução do tempo de reparo, como vemos na Figura 41.
Figura 41 - Lista técnica do equipamento. (Fonte: Autor, 2017)
Verifica-se a necessidade de um armário de parafusos, porcas e arruelas, como vemos na
Figura 42 próximas ao equipamento, para facilitar a substituição e reaperto de elementos
de máquinas com o objetivo de evitar a falha por fixação inadequada.
Figura 42 - Armário de parafusos, porcas e arruelas. (Fonte: Ferramentas Kennedy, 2017)

67
7. CONCLUSÃO
No contexto da crise atual, os mercados se tornam cada vez mais competitivos,
portanto é necessário procurar soluções que permitam obter vantagens em relação aos
concorrentes. Neste sentido, o presente estudo procurou abordar a concepção do produto
de forma a alcançar uma maior margem de lucro. Esta margem deve espelhar-se na
satisfação dos clientes que veem o seu produto melhorado, a imagem da empresa com
proveitos acrescidos alcançando ganhos no quesito ambiental e nos custos inerentes à
produção das embalagens, conseguidos pela diminuição na geração de defeitos nas
garrafas, uma maior confiabilidade e disponibilidade dos equipamentos.
O presente trabalho apresenta um panorama da fabricação de vidro com foco
principal na fabricação e comercialização de garrafas. O estudo mostra uma produção
caracterizada por uma complexidade de produção elevada, porém com oportunidade de
crescimento no país e perspectivas favoráveis. No que tange ao tema de reciclagem,
verifica-se a necessidade de conscientização da população sobre os impactos sociais
positivos como a geração de empregos através dos programas de coleta seletiva e redução
de energia no processo de produção impactando diretamente no valor do produto final.
Do ponto de vista sobre a metodologia de gestão, vemos que são ferramentas para
classificação de tarefas essenciais para melhoria e sustentabilidade de indicadores como
mostrado no Capítulo 6. Essa abordagem deve ser utilizada de maneira contínua para
garantir assertividade e evolução constante das atividades de padronização.
No que diz respeito ao ganhos obtidos com a implementação das ações, constata-se
pelo Gráfico 11, uma evolução na redução de problemas relacionados a lubrificação dos
equipamentos.
Gráfico 11 - Acompanhamento sobre anomalias de lubrificação. (Fonte: Autor, 2017)
Para o caso de implementação de inspeções preditivas de vibração interna pelo
técnicos de manutenção obtivemos o resultado mostrado pelo Gráfico 12.

68
A partir de fevereiro nota-se uma evolução de problemas relacionados a vibração
devido à aplicação de planos para um maior número de equipamentos, verificando que
haviam problemas que não estavam sendo mapeados. Com o tempo, verifica-se uma
redução do número de defeitos com a aplicação do método e consequente progresso em
disponibilidade.
Gráfico 12- Acompanhamento sobre análises de vibração. (Fonte: Autor, 2017)
Verifica-se através do Gráfico 13, o que tange ao indicador relacionado à eficiência
de planejamento para a paletizadora de garrafas, uma evolução na porcentagem de
atividades executadas e redução do tempo de espera das atividades através da
conscientização da equipe, porém ainda com oportunidades no que se refere ao tema de
eficiência.
Gráfico 13 - Execução de manutenções preventivas e preditivas. (Fonte: Autor, 2017)

69
Os estudos de gestão demonstraram que os principais impactos sobre
indisponibilidade estão concentrados em fatores ligados à manutenção autônoma
(lubrificação, limpeza e reaperto). Então, necessita-se dar ênfase a este tipo de estratégia
para controlar o processo e reduzir as perdas.
Deverão ser implementados checklists de inspeção, reapertos, cronogramas de
limpeza e lubrificação nas áreas para cada equipamento, em conjunto com a aplicação de
diagnósticos de trabalhos operacionais pela supervisão para verificação de execução das
atividades conforme padrão e identificação de melhorias.
Conclui-se que o controle de indisponibilidade foi efetivo a partir de uma gestão das
ações da manutenção baseadas nas técnicas apresentadas. A manutenção ainda é vista
em muitas empresas como um centro de custo, porém, esse projeto comprova que um
planejamento voltado a otimizar as práticas de controle da manutenção tem o potencial de
reduzir despesas, indisponibilidades e alavancar os resultados financeiros.
70
8. REFERÊNCIAS BIBLIOGRÁFICAS
ABIVIDRO. Página eletrônica: <http://www.abividro.org.br>. Acesso em Julho de 2017
ABRAMAN. Página eletrônica: <http://www.abraman.org.br/>. Acesso em Dezembro de
2016
ANTONINI, <http://www.antoninisrl.com/eng/>, Acesso em 23 de Janeiro de 2017
APEGG, < http://www.apegg.com/>, Acesso em 12 de Fevereiro de 2017
ARKEMA, <http://www.glasscoating-arkema.com/en>, Acesso em 23 de Janeiro de 2017
ARKEMAN, M., "Economia de Baixo Carbono: Avaliação de Impactos de Restrições e
Perspectivas Tecnológicas", 2014
ASSOCIAÇÃO BRASILEIRA DAS INDUSTRIAS DE VIDRO, 2017. Disponível em:
<www.abividro.com.br> Acesso em: 5 de Junho de 2017
CALLISTER W. D., "Ciência e Principio dos Materiais, uma Introdução", 2007
CAMPOS, V. FALCONI, Gerenciamento da Rotina do Trabalho do Dia a Dia, 6ª ed., Belo
Horizonte, Editora de Desenvolvimento Gerencial, 1994.
CARRETEIRO, R. P., Lubrificantes & Lubrificação Industrial, 2006
CDG, < http://www.cdgsolutions.com.br/>, Acesso em 3 de Agosto de 2017
CITISYSTEMS, < www.citisystems.com.br>, Acesso em 14 de Julho de 2017
COSTA, M. A. Gestão Estratégica da Manutenção: Uma Oportunidade Para Melhorar o
Resultado Operacional. Trabalho de Diplomação, UFJF, Juiz de Fora, 2013.
EMHART, <http://www.bucheremhartglass.com/>. Acesso em 19 de Janeiro de 2017
FERNANDES, J. M. R. & REBELATO, M. G. Proposta de um método para integração entre
QFD e FMEA. Gestão & Produção, São Carlos, 2006.
GEDORE, < http://www.gedore.com.br/>, Acesso em 15 de Julho de 2017
HEYE, <https://www.heye-international.com/>. Acesso em 19 de Janeiro de 2017
IBGE, <www.ibge.gov.br/home/estatistica/populacao/condicaodevida/pnsb/lixo_coletado>
Acesso em 14 de março de 2017.
ISHIKAWA, K., Controle de Qualidade Total: à maneira japonesa, Editora Campos, Rio de
Janeiro, 1993.

71
KANNENGIESZER, S, "Understanding Mean Time Between Failure (MTBF) for Process
Instrumentation", 2015
MACFARLANE, M., Glass: A World History, 2002
MANSANO, F. G, " Planejamento de Reformas de Fábricas na Indústria de Vidro para
Embalagem", 2007
MOUBRAY, J., "Manutenção Centrada em Confiabilidade", 2000
MSK, < https://www.mskcovertech.com/solutions/palletizer/>, Acesso em 12 de Fevereiro de
2017
MULTIERRI, < http://www.multierri.com.br/>, Acesso em 3 de Agosto de 2017
RIBEIRO, H., "A Base para a Qualidade Total 5S", 1993
SIQUEIRA, I. P., “Indicadores de Eficiência, Eficácia e Efetividade da Manutenção”. 21º
Congresso Nacional de Manutenção – ABRAMAN, Aracaju, Sergipe, Brasil, 2006.
SILVA, A. L., "A Gestão da Manutenção e Seus Paradigmas". 2015.
SLACK, Nigel. Administração da produção. São Paulo: Atlas, 1999.
TIAMA, <http://www.tiama.com/>. Acesso em 23 de Janeiro de 2017
VIANA, H. R. G. Planejamento e Controle da Manutenção. Ed. QualityMark, 2006.
XENOS, H. G. Gerenciando a Manutenção Produtiva. Rio de Janeiro, 1998.

72
ANEXO A
Tendo em vista a grande perda de qualidade durante a análise de seis meses de
produção, surge a necessidade de uma guia para atuação mais acelerada na intervenção e
correção do problema. Este anexo tem como objetivo mostrar uma lista de ações possíveis
para solucionar anomalias encontradas nas garrafas durante a inspeção. A Tabela 17,
mostra os dez maiores impactos por perda de qualidade avaliado em seis meses. Aqui
constam as possíveis causas fundamentais dos problemas e como o operador da máquina
pode atuar para corrigir estas anomalias.
Tabela 17 - Dez maiores perdas de qualidade em seis meses. (Fonte: Autor, 2017)
Ao todo, a soma destes dez maiores defeitos equivale a 5,23%, totalizando 22364582
garrafas perdidas no período de seis meses. Por isso, é de fato, necessária um
questionamento de como pode-se reduzir estas imperfeições no sistema. Chama-se de
anomalia, as garrafas mal formadas ou fora dos parâmetros corretos que são percebidos
pelo cliente ou podem causar dados à saúde do consumidor ou gerar qualquer tipo de
reclamação. Na Figura 44 é mostrada a nomenclatura das regiões das garrafas.
Figura 43 - Nomenclatura de regiões da garrafa e defeitos. (Fonte: Emhart Glass, 2010)
1 Verticalidade 1,50% 4.426.278
2 Marcas na Boca 0,56% 2.945.486
3 Aspecto 0,56% 2.938.674
4 Trinca na Boca 0,50% 2.609.481
5 Pré Molde Aberto 0,43% 2.279.949
6 Ombro Fino 0,43% 2.268.774
7 Bolhas 0,32% 1.680.490
8 Risco no Corpo 0,31% 1.607.725
9 Estrangulado 0,31% 1.607.725
10 Distribuição Irregular 0,31% 1.607.725
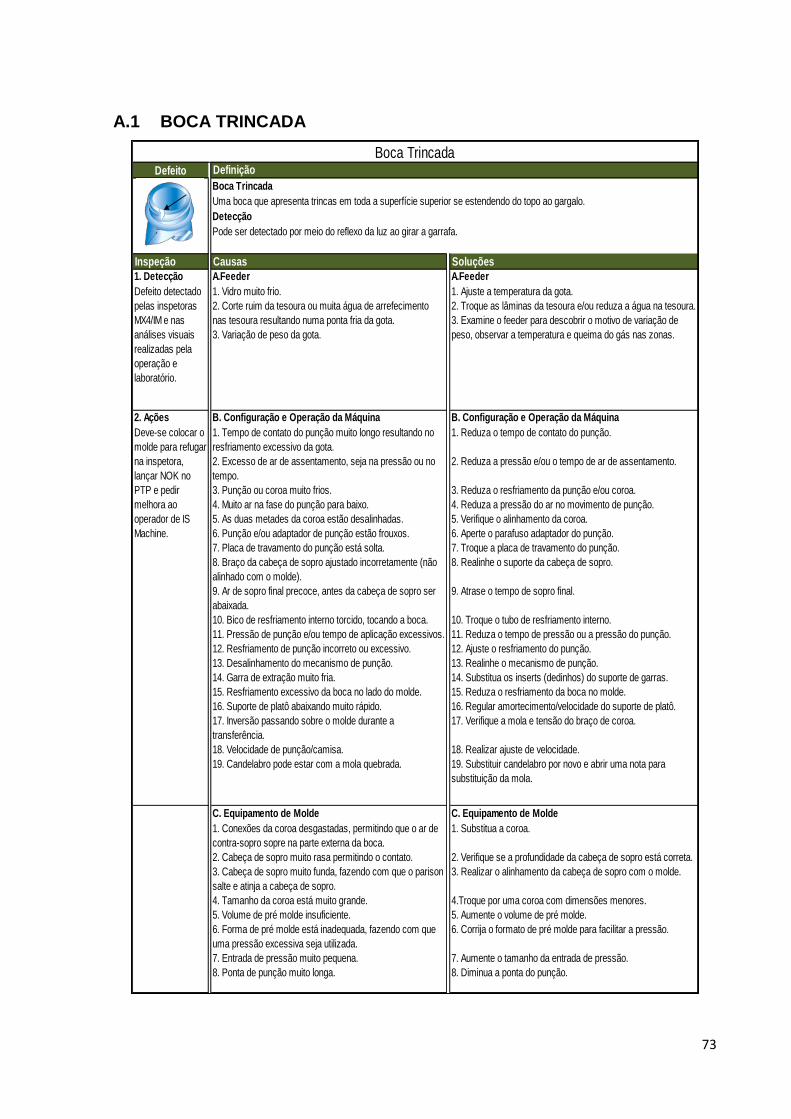
73
A.1 BOCA TRINCADA
Defeito
Inspeção Causas Soluções
1. Detecção A.Feeder A.Feeder
Defeito detectado
pelas inspetoras
MX4/IM e nas
análises visuais
realizadas pela
operação e
laboratório.
1. Vidro muito frio.
2. Corte ruim da tesoura ou muita água de arrefecimento
nas tesoura resultando numa ponta fria da gota.
3. Variação de peso da gota.
1. Ajuste a temperatura da gota.
2. Troque as lâminas da tesoura e/ou reduza a água na tesoura.
3. Examine o feeder para descobrir o motivo de variação de
peso, observar a temperatura e queima do gás nas zonas.
2. Ações B. Configuração e Operação da Máquina B. Configuração e Operação da Máquina
Deve-se colocar o
molde para refugar
na inspetora,
lançar NOK no
PTP e pedir
melhora ao
operador de IS
Machine.
1. Tempo de contato do punção muito longo resultando no
resfriamento excessivo da gota.
2. Excesso de ar de assentamento, seja na pressão ou no
tempo.
3. Punção ou coroa muito frios.
4. Muito ar na fase do punção para baixo.
5. As duas metades da coroa estão desalinhadas.
6. Punção e/ou adaptador de punção estão frouxos.
7. Placa de travamento do punção está solta.
8. Braço da cabeça de sopro ajustado incorretamente (não
alinhado com o molde).
9. Ar de sopro final precoce, antes da cabeça de sopro ser
abaixada.
10. Bico de resfriamento interno torcido, tocando a boca.
11. Pressão de punção e/ou tempo de aplicação excessivos.
12. Resfriamento de punção incorreto ou excessivo.
13. Desalinhamento do mecanismo de punção.
14. Garra de extração muito fria.
15. Resfriamento excessivo da boca no lado do molde.
16. Suporte de platô abaixando muito rápido.
17. Inversão passando sobre o molde durante a
transferência.
18. Velocidade de punção/camisa.
19. Candelabro pode estar com a mola quebrada.
1. Reduza o tempo de contato do punção.
2. Reduza a pressão e/ou o tempo de ar de assentamento.
3. Reduza o resfriamento da punção e/ou coroa.
4. Reduza a pressão do ar no movimento de punção.
5. Verifique o alinhamento da coroa.
6. Aperte o parafuso adaptador do punção.
7. Troque a placa de travamento do punção.
8. Realinhe o suporte da cabeça de sopro.
9. Atrase o tempo de sopro final.
10. Troque o tubo de resfriamento interno.
11. Reduza o tempo de pressão ou a pressão do punção.
12. Ajuste o resfriamento do punção.
13. Realinhe o mecanismo de punção.
14. Substitua os inserts (dedinhos) do suporte de garras.
15. Reduza o resfriamento da boca no molde.
16. Regular amortecimento/velocidade do suporte de platô.
17. Verifique a mola e tensão do braço de coroa.
18. Realizar ajuste de velocidade.
19. Substituir candelabro por novo e abrir uma nota para
substituição da mola.
C. Equipamento de Molde C. Equipamento de Molde
1. Conexões da coroa desgastadas, permitindo que o ar de
contra-sopro sopre na parte externa da boca.
2. Cabeça de sopro muito rasa permitindo o contato.
3. Cabeça de sopro muito funda, fazendo com que o parison
salte e atinja a cabeça de sopro.
4. Tamanho da coroa está muito grande.
5. Volume de pré molde insuficiente.
6. Forma de pré molde está inadequada, fazendo com que
uma pressão excessiva seja utilizada.
7. Entrada de pressão muito pequena.
8. Ponta de punção muito longa.
1. Substitua a coroa.
2. Verifique se a profundidade da cabeça de sopro está correta.
3. Realizar o alinhamento da cabeça de sopro com o molde.
4.Troque por uma coroa com dimensões menores.
5. Aumente o volume de pré molde.
6. Corrija o formato de pré molde para facilitar a pressão.
7. Aumente o tamanho da entrada de pressão.
8. Diminua a ponta do punção.
Definição
Boca Trincada
Uma boca que apresenta trincas em toda a superfície superior se estendendo do topo ao gargalo.
Detecção
Pode ser detectado por meio do reflexo da luz ao girar a garrafa.
Boca Trincada

74
A.2 MARCA NA BOCA
Defeito
Inspeção Causas Soluções
1. Detecção A.Feeder A.Feeder
Defeito detectado
pelas inspetoras
MX4/IM e nas
análises visuais
realizadas pela
operação e
laboratório.
1. Vidro muito frio.
2. Marca de platô ruim
3. Gota muito pontuda.
1. Ajuste na temperatura da gota.
2. Trocar as lâminas da tesoura.
3. Ajuste no formato da gota.
2. Ações B. Configuração e Operação da Máquina B. Configuração e Operação da Máquina
Deve-se colocar o
molde para refugar
na inspetora, lançar
NOK no PTP e pedir
melhora ao
operador de IS
Machine.
1. Configuração da coroa muito baixa, raspando no topo do molde
fazendo com que o anel seja levantado no braço de coroa.
2. Braços de coroa não configurados na mesma altura, causando
tensão quando o pré molde é aberto.
3. Braço de coroa fora do esquadro.
4. Ajuste excessivo de ar de assentamento, pressão e/ou tempo
de aplicação.
5. Coroa ou punção muito frios.
6. Amortecimento inadequado do percurso final do mecanismo de
inversão.
7. Ar de resfriamento em excesso do bico de resfriamento,
principalmente na pressão e sopro.
8. Excesso de óleo e água passando do deflector para a coroa.
9. Excesso de óleo spray na tesoura.
10. Coroa não liberando adequadamente (muito seca ou abertura
com velocidade errada).
11. Ajuste na altura incorreto do mecanismo de punção.
12. Movimento muito brusco no movimento do platô para baixo.
13. Intertravamento entre pré molde e anel estão sujos, fazendo
com que a coroa se abra quando o pré molde é aberto.
14. Tempo de vácuo muito longo, resultando em um resfriamento
no equipamento de molde na boca.
1. Ajuste os braços de coroa na bitola de configuração da coroa.
2. Verifique o alinhamento do mecanismo de inversão com o
mecanismo de coroa com o gabarito.
3. Troque os braços de coroa.
4. Reduza o tempo e/ou pressão de ar de assentamento.
5. Reduza o tempo de resfriamento e/ou pressão do punção.
6. Verifique o amortecimento do mecanismo de inversão.
7. Reduza o ar de resfriamento.
8. Ajuste na bandeja coletora do deflector.
9. Reduza o óleo spray.
10. Ajuste a abertura da coroa.
11. Ajuste a altura do mecanismo de punção.
12. Ajuste a velocidade do mecanismo de platô.
13. Troque o pré molde.
14. Reduza o tempo de vácuo.
C. Equipamento de Molde C. Equipamento de Molde
1. Raio de coroa muito agudo, rosca não liberada.
2. Cavidade de coroa não está polida.
3. Fixação inadequada entre o pré molde e o anel.
4. Sem alívio durante encaixe de pré molde e coroa.
5. Tamanho da coroa muito grande.
1. Alivie a rosca da coroa.
2. Efetue o polimento da cavidade da coroa.
3. Verifique as medidas do molde.
4. Libere adequadamente o pré molde e a coroa.
5. Utilize um molde de coroa com dimensões menores.
Marcas na BocaDefinição
Marcas na Boca
Uma boca que apresenta uma leve fissura na superfície das roscas ou no meio da boca.
Detecção
Uma marca pode ser normalmente vista girando a garrafa para capturar o reflexo da luz.
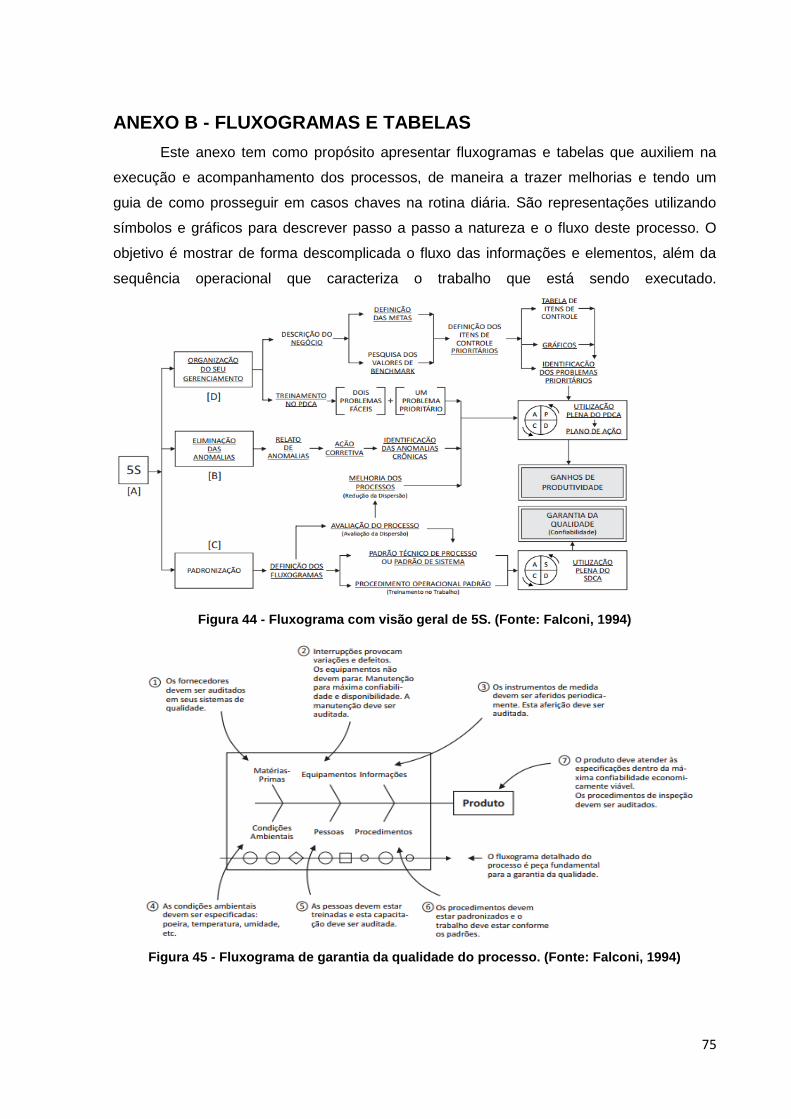
75
ANEXO B - FLUXOGRAMAS E TABELAS
Este anexo tem como propósito apresentar fluxogramas e tabelas que auxiliem na
execução e acompanhamento dos processos, de maneira a trazer melhorias e tendo um
guia de como prosseguir em casos chaves na rotina diária. São representações utilizando
símbolos e gráficos para descrever passo a passo a natureza e o fluxo deste processo. O
objetivo é mostrar de forma descomplicada o fluxo das informações e elementos, além da
sequência operacional que caracteriza o trabalho que está sendo executado.
Figura 44 - Fluxograma com visão geral de 5S. (Fonte: Falconi, 1994)
Figura 45 - Fluxograma de garantia da qualidade do processo. (Fonte: Falconi, 1994)

76
Figura 46 - Fluxograma de garantia da qualidade. (Fonte: Falconi, 1994)
Figura 47 - Responsabilidade Gerencial Total. (Fonte Nepomuceno, 1989)

77
Figura 48 - Técnica das três fontes de perda. (Fonte: Falconi, 1994)
Figura 49 - Necessidades básicas pré condicionadas à motivação. (Fonte: Falconi: 1994)

78
Figura 50 - Fluxograma do PDCA. (Fonte: PDCA Tools, 2016)
Figura 51 - Detalhamento do PDCA em melhorias.

79
Figura 52 - Modelo de Relato de anomalia. (Fonte: Falconi, 1994)

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
DEPARTAMENTO DE ENGENHARIA MECÂNICA
Preenchido o último requisito para obtenção do grau de Engenheiro Mecânico
Vinicius Oliveira Fernandes
(DRE: 110073933)
defenderá seu projeto final, com o título
"CONTROLE DE MANUTENÇÃO APLICADO À INDUSTRIA VIDREIRA"
perante Banca, assim constituída:
Prof. Armando Carlos de Pina Filho, D.Sc. (Orientador)
Prof. Fernando Pereira Duda, D.Sc.
Prof. Fábio Luiz Zamberlan, D.Sc.
Dia: 06/09/2017
Hora: 11:30 h
Local: CT Bloco G Sala 203, Centro de Tecnologia – Cid. Universitária
Aprovado para defesa em 06/09/2017
________________________________
Comissão de Projeto Final








![ESTUDODEALGORITMOSPARAREDESDETRANSPORTE ...monografias.poli.ufrj.br/monografias/monopoli10012695.pdf · Hub-LabelCompression[1,18]eTransitNodesRouting[10]. Diferentemente do modelo](https://img.dokumen.tips/doc/110x75/60431cd2fc83e956285a1a07/estudodealgoritmospararedesdetransporte-hub-labelcompression118etransitnodesrouting10.jpg)




















