Embed Size (px)
Citation preview

…………..Continued
Recap• Machine tool• Lathe machine• Basic components• Functions

Unit 4Unit 4Machine Tools Machine Tools
Machine Tools (Basic Elements, Working principle
and Types of Operations)
Lathe Machine – Centre Lathe
Drilling Machine – Radial Drilling Machine
Grinding Machine -Surface grinding, cylindrical grinding, centerless grinding, All operations

Operations performed on the Centre Lathe Machine
1. Turning – a. Straight Turning b. Taper Turning2. Facing3. Parting off4. Chamfering5. Knurling6. Grooving7. Thread Cutting8. Drilling9. Reaming10. Boring

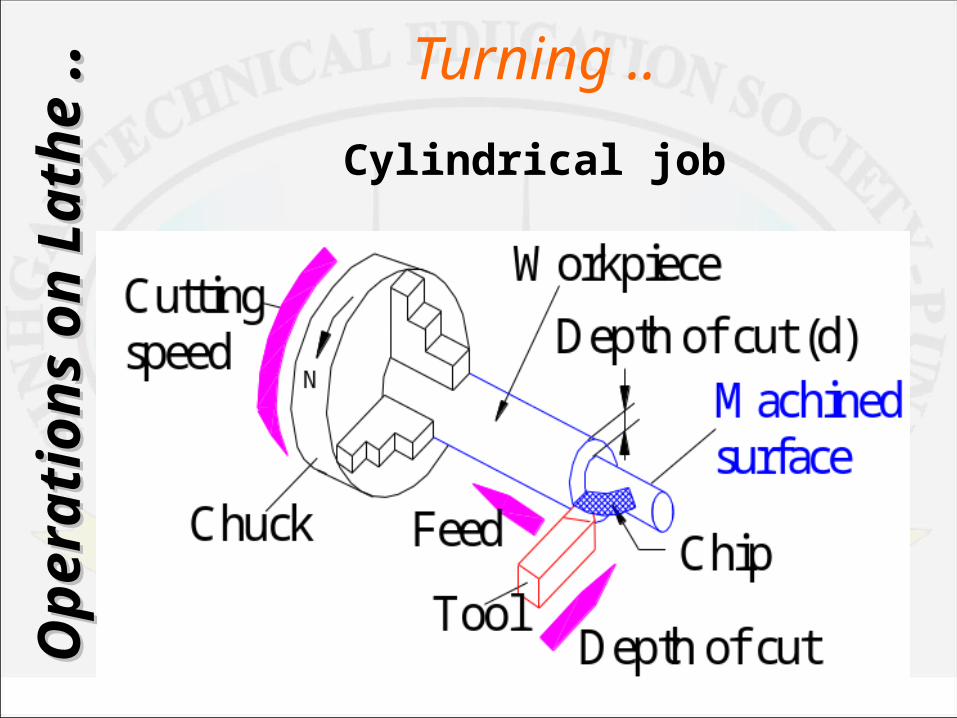
• machine length of job to reduce diameter of Job
• Cutting Tool: Turning Tool• Feed: in direction parallel to work piece axis• Depth of Cut: in direction perpendicular to work- piece
axis
Op
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.Turning ..
Turning ..
Cylindrical job
Op
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

TurningTurning

Turning ..
Cylindrical job
Op
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

Facing ..
• machine end of job Flat surfaceor to Reduce Length of Job
• Cutting Tool: Turning Tool• Feed: in direction perpendicular to
workpiece axis–Length of Tool Travel = radius of
workpiece• Depth of Cut: in direction parallel to
workpiece axisOp
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

FacingFlat Surface/Reduce length
Op
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

FacingFacing

FacingFacing

Taper Turning

Taper Turning

KnurlingO
pera
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

KnurlingKnurling

KnurlingKnurling

Grooving
• Produces a Groove on workpiece
• Shape of tool shape of groove
• Carried out using Grooving Tool
Op
era
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.

Grooving ..O
pera
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.


Parting Off/cutting off ..O
pera
tion
s o
n
Op
era
tion
s o
n
Lath
eLath
e .
. .
.


Operations performed on the Centre Lathe Machine
1.TURNING OPERATION:2. FACING OPERATION:• In this operation a flat surface is produced at the either
end of the work piece. Thus by facing operation the length of the work piece gets reduced.
• The tool used for this operation is known as Facing Tool or regular Turning Tool, which is clamped in the tool post. The tool moves crosswise perpendicular to the centre line of the lathe machine with the help of Cross Slide. The feed rate is provided to the tool with the help of Carriage. During this operation the work piece may be rotated at higher speeds.
3. PARTING OFF / CUTOFFOPERATION:• In this operation, specific part of the work piece is
removed (detached) from the total length of the work piece. The tool used for this operation is known as Parting Off Tool. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed.

Operations performed on the Centre Lathe Machine
4. CHAMFERING OPERATION:• Basic of this operation is to remove sharp edges on
the work piece by required angle. The tool used for this operation is known as Chamfering Tool and having the tip angle of 45o or 60o. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece may be rotated at higher speeds.
5. KNURLING OPERATION:• In this operation, diamond shape pattern is embossed
over the surface of the work piece. Knurling is useful to grip the work piece or the part of the work piece firmly. The tool used for this operation is known as Knurling Tool, which consists of set of hardened steel rollers. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed.

Operations performed on the Centre Lathe Machine
6. GROOVING OPERATION:• In this operation, the diameter of the
work piece is reduced over a small narrow surface for particular length of the work piece. The tool used for this operation is known as Grooving Tool. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed.

Operations performed on the Centre Lathe Machine –
7. THREAD CUTTING OPERATION:• In this operation, helical grooves are
produced over the cylindrical surface of the work piece. For thread cutting operation definite relationship between the rotation of the work piece in the Spindle and longitudinal travel of the Carriage is required. This is done with the help of engagement of the lead screw. After engagement of lead screw the whole Carriage unit moves forwards (from tailstock towards headstock) and backwards (from headstock towards tailstock) by controlling the levers that are provided on the apron unit. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at very lower speed.

Operations performed on the Centre Lathe Machine –
8. DRILLING OPERATION:• In this operation, a cylindrical hole is produced in a work piece, by cutting
edge of a cutter known as the drill. The drill bit is fitted into the barrel of the tailstock (drill is stationary). First the drill is bringing in contact to the work piece. In this position the tailstock is locked on to the bed with the help of lever provided on the tailstock, so as to avoid the backward movement of the tailstock. The feed is given to the drill with the help of hand wheel which is provided on the tailstock. Before drilling operation, centre is marked on the either face of the work piece with the help of centre drill. This is required so as to avoid the eccentricity or taper of the hole into the work piece. During the operation the drill moves in longitudinal direction which is parallel to the centre line of the lathe machine. During this operation the work piece is rotated at lower speed.

Operations performed on the Centre Lathe Machine –
9. BORING OPERATION:• In this operation, the hole is enlarged,
which has been produced previously by drilling, casting or forging. Boring cannot originate a hole like drilling. Boring is used to correct error in concentricity and alignment in the previously drilled hole. The operation of boring is same as drilling operation.
10. REAMING OPERATION:• It provides sizing and finishing to the
already drilled hole. Operation of tool and movement of tool is same like drilling operation. The tool used for reaming operation is known as reamer, which has multiple cutting edges. Reamer cannot originate a hole. It simply follows the path which has been previously drilled and removes a very small amount of material.

Operations performed on the Centre Lathe Machine –
11. Contour Turning• A typical shape / curve is by using a
single point tool.
12. Form Turning • The shape of the tool is replicated on
the workpiece.

Lathe operations• Turning, Facing, Parting, Thread
cutting, Grooving, Reaming & drilling, Boring, Knurling
• Milling, Grinding, Tapping, Spinning etc.

Form Turning
BORING OPERATION:DRILLING OPERATION:

Lathe operations

Thread Cutting Mechanism


34
























