Embed Size (px)
DESCRIPTION
INFLUENCE OF PULSED CURRENT AND NON-PULSED CURRENT ON MECHANICAL PROPERTIES OF BUTT WELDING AND MICROSTRUCTURE SS410 USING GTAW PROCESS
Citation preview

INFLUENCE OF PULSED CURRENT AND NON-PULSED CURRENT ON MECHANICAL PROPERTIES OF BUTT WELDING AND
MICROSTRUCTURE SS410 USING GTAW PROCESS
S.Arun
A.Shiek DavoodaUG Scholar, Department of Mechanical Engineering, Chandy College of Engineering, Tuticorin, Tamil Nadu, India
bUG Scholar, Department of Mechanical Engineering, Chandy College of Engineering, Tuticorin, Tamil Nadu, India
Abstract
Tungston inert gas welding is one of the widely used techniques for joining ferrous and non ferrous metals.Tig welding process offers several advantages like joining of unlike metals,low heat affected zone.The accuracy and quality of welded joints largely depends upon type of power supply,welding speed,type of inert gas used for shielding and gas flow rate. The Mechanical properties of weeldments of SS410 during the Gas Tungston Arc Welding (GTAW)/Tungston Inert Gas (TIG) welding
with non-pulsed and pulsed welding.The microstructure and mechanical properties of the weldments have been examined and compared with non-pulsed and pulsed current welding.The Mechanical properties like tensile strength,breaking load,hardness of SS410.No defects were found in the weldments of SS410and Tensile strength of the joints was move in the case of pulsed current welding.
Keywords: Pulsed current welding ,non-pulsed current welding, tensile strength ,Hardness and Microstructure
Introduction
The demand is increasing for aluminum alloy and stainless steel weld structures and products where high quality is required such as aerospace applications. stainless steel can be
welded easily by conventional arc welding methods like metal inert gas (MIG) and Tungsten Inert Gas(TIG).Among the two methods ,the gas tungsten arc welding(GTAW)process has proved for many years to be suitable for welding alloy steels and stainless steels, since gives best quality welds. The AC and DCSP GTAW process is used in this study for SS410.
Further development has been pulsed current TIG welding. Pulsed current welding (pcw) was introduced in the late 1960’s as a variant of constant current welding(ccw). pcw process has many advantages over ccw, including enhanced arc stability, increased weld depth/width ratio, narrower HAZ range, reduced hot cracking sensitivity, refined grain size, reduced porosity, low heat input, lower distortion of gas by weld pool and better control of the fusion zone [1-8]. Pulsed current welding technology has been widely used in fabrication of high pressure air bottles, high pressure gas storage tanks, rocket motors, structures in aerospace applications. All these factors will help in improving mechanical properties. Current pulsing has been used by several investigators to obtain refined grains in weld fusion zones and improvement in weld mechanical properties.
Process In the pulsed-current mode, the welding current rapidly alternates between two

levels. The higher current state is known as the pulse current, while the lower current level is called as back ground current. During the period of pulse current, the weld area is heated and fusion occurs. Upon dropping to the background current, the weld area is allowed to cool and solidifies. Pulsed - current TIG welding has a number of advantages, including lower heat input and consequently reduces distortion and warpage in thin work pieces . In addition, it allows for greater control of the weld pool, and can increase weld penetration, welding speed, and quality. During the impulses where high current is present in the pulse arc process, a large amount of heat is generated in the welding area. The impulse frequency is usually between 0.5 Hz and 6 HZ. The weld heat input can be considerably changed by the choice of times and current values. The important four parameters in the TIG welding process are : Pulse current (Ip), Background current (Ig), Pulse current time (tp) and Back current time (tg) Pulse frequency (fp) = 1/ tc, where tc is duration of period.
Is-Starting current, IE-End current, tup-Up slope, tdown-Down slope, F-P-Pulse frequency, 1/(F-P)-Time interval between two pulses, Dcy-Duty cycle, IG-Back ground current, I-Main current.
Experimental procedure
The work pieces were made of SS304 of thickness 5mm. The test specimens were machined in the size of 250 mm X 250 mm welded with pulsed and non-pulsed current GTAW process.
Table 1:Chemical Composition Of SS410
COMPOSITION WEIGHT%CARBON 0.0980%CHROMIUM 12.6800%MANGANESE 0.6870%NICKEL 0.2500%PHOSPHOROUS 0.0173%SULPHUR 0.0132%SILICON 0.5650%
Edge preparation of weld specimens
Table 2. Welding parameters for non-pulsed current welding for SS410Material Thickness
Weld Layer
Filler Wire Dia(mm)
I(amps)
V(volts)
ARCSpeed (cm/min)
5mm Root1st
Layer
1.6 100-140
12.5 7.0
Table 3. Welding parameters for pulsed current welding of SS410
Tensile TestingThe ultimate tensile strength of the machined specimens is measured in a calibrated Universaltensile testing machine which has a capacity of 60 tons. Tensile test was carried out according to
Thick Weld Layer
Filler Dia(mm)
Pulse/sec(Hz)
V Ip Ib ARC Speed(cm/min)
5mm Root 1.6 3 14 100
70 7.0
1st
Layer1.6 5 14 14
070 7.0

the ASTM standards. Figure shows the test specimen.
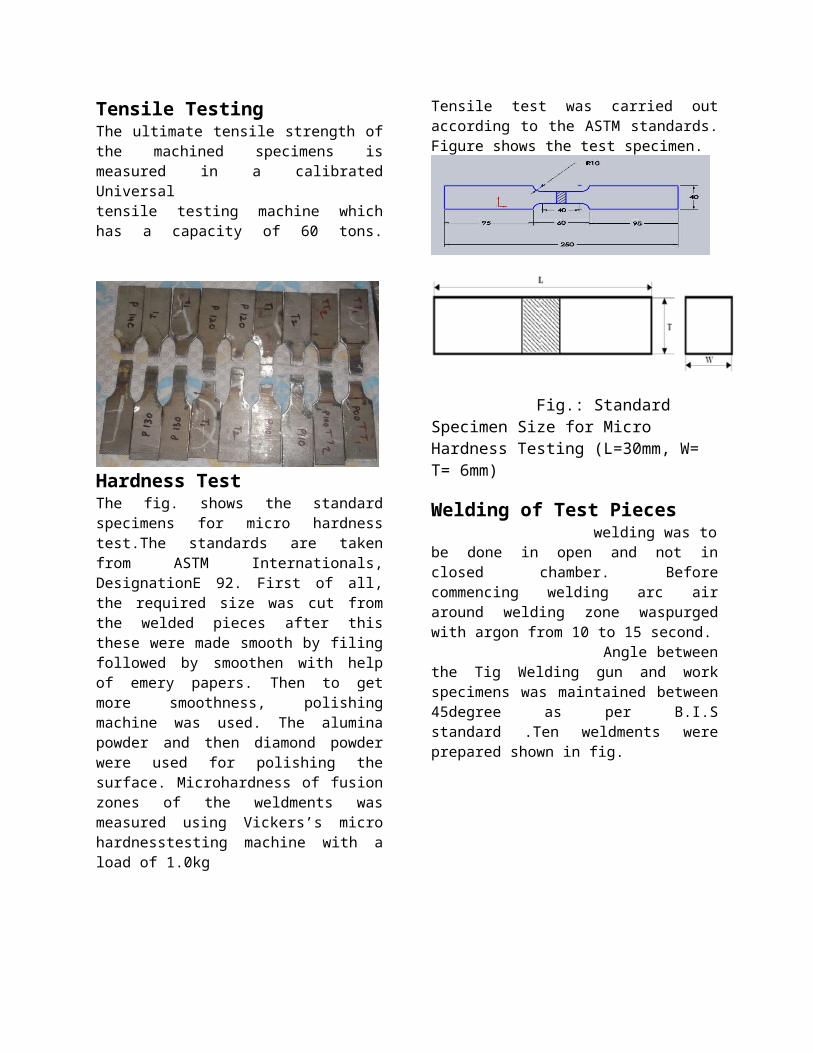
Hardness TestThe fig. shows the standard specimens for micro hardness test.The standards are taken from ASTM Internationals, DesignationE 92. First of all, the required size was cut from the welded pieces after this these were made smooth by filing followed by smoothen with help of emery papers. Then to get more smoothness, polishing machine was used. The alumina powder and then diamond powder were used for polishing the surface. Microhardness of fusion zones of the weldments was measured using Vickers’s micro hardnesstesting machine with a load of 1.0kg
Fig.: Standard Specimen Size for Micro Hardness Testing (L=30mm, W= T= 6mm)
Welding of Test Pieces welding was to be done in open and not in closed chamber. Before commencing welding arc air around welding zone waspurged with argon from 10 to 15 second.
Angle between the Tig Welding gun and work specimens was maintained between 45degree as per B.I.S standard .Ten weldments were prepared shown in fig.
Keeping the gas flow rate was 20LPM and Welding speed 0.6mm/sec
Metallography The microstructural changes that take place during weld area, HAZ and parent heat material. The specimen were suitably selected in transverse direction of the welding polishing according to the standard metallographic procedures.
Results and DiscussionEffect of Current on Micro hardnessPulsed currentCurrent(amps) Weld
AreaHAZ Area
Parent Heat
100 79.66 74.33 82110 80 69.66 80120 81.33 71.33 80130 80.66 74.33 79.66140 79.66 74.66 79.33Non-pulsed currentCurrent(amps) Weld
AreaHAZ Area
Parent Heat
100 79.66 74.33 80
110 79.33 77.33 79.33120 81.33 77.33 79.33130 81 7 79140 79.33 74.66 79
Effect Of Current On Tensile StrengthPulsed CurrentCurrent(amps)
Breaking Load(KN)
Tensile Strength(Mpa)
100 46.25 486.84110 45.875 481.39120 45.75 487.46130 44 462.65140 43 452.63
Non-Pulsed CurrentCurrent(amps)
Breaking Load(KN)
Tensile Strength(Mpa)
100 41.125 432.89110 45.375 477.625120 40.50 426.31130 43.538 427.63140 45 473.68
GraphHardness TestPulsed Current
100120
14060
65
70
75
80
85
HAZWELD AREAPARENT AREA
Non-Pulsed Current
100120
14070727476788082
HAZWELD AREAPARENT AREA
Comparison Between Pulsed Current and Non-Pulsed Current On Tensile Strength

90 100110120130140150380400420440460480500 AMPS Vs TENSILE
STRENGTH
amps
Ten
sile
str
engt
h
Effects Of Pulsed Current On Microstructures Microstructures of weld metal 120 amps weld specimen were viewed and captured with an optical microscope. Optical microscopes showing the microstructure of weld zone ,HAz and Parent material.the HT-HAZ microstructure from the fusion line considered of a coarse grained region and the region were both ferrite carbides, pearlite and ferrite matrix.It is observed from these optical microscope that heat increases the dendrites size and interspacing of the weld metal also increases.
Weld area microstructures
HAZ microstructures
Parent material microstructures
Conclusion1.Comparatively the Pulsed current is better than the non-pulsed current influences in mechanical properties,microstructure,weld quality.2.Maximum Tensile Strength of 487.46Mpa was observed at welding pulsed current 120 amps and welding speed 0.6mm/sec,gas flow rate 20LPM and 60degree bevel.

3.Maximum micro hardness occurs in pulsed 120amps like weld area,HAZ and Parent material.4.Microstructure of the weld specimen 120 amps due to pulsed current ,fine grains and a uniform ferrite distribution.
References1.R.D. Stout, “Weldability of Steels”, Welding Research Council, 1987, pp 34.2.DIN EN 439, “Shielding gases for arc welding and cutting”, May 19953. DIN EN 10431,“Hardness test on arc welded joints”, May 19954. Welding characteristics of Aluminium alloy (6082) and Stainless steel(304) weldments, using pulsed and non-pulsed current GTAW . A.Raveendra, Dr.B.V.R.Ravi Kumar.5. Senthilkumar, V. Balasubramanian and M. Y. S. Babu, “Effect of Pulsed Current GTAW Parameters on Fusion Zone Microstructure of AA6061,” International Journal of Metals & Materials, Vol. 13, No. 4, 2007, pp. 345-351.6.D.Carrouge,Pr.H.K.D.H.Bbadesbia,Dr.P.Woolin”Microstructural change in high temperature heat-affected zone of low carbon weldable”13%Cr”martensitic stainless steels.
![Welcome [tc18.tableau.com] · + mapbox 0 00 ableau 'conference" ableau 'conference" ableau 'conference" tableau conference . o poli tableau conference . ableau 'conference" tableau](https://img.dokumen.tips/doc/110x75/603c384c36ee9629d81b13a8/welcome-tc18-mapbox-0-00-ableau-conference-ableau-conference.jpg)




























