Embed Size (px)
Citation preview
Indian Journal of Engineering & Materials Sciences
Vol. 25, April 2018, pp. 113-121
Comprehensive study of effect of process parameters in equal channel
angular pressing
Atul Dayal, Ankit Sahai, K Hans Raj & Rahul Swarup Sharma*
Department of Mechanical Engineering, Faculty of Engineering, Dayalbagh Educational Institute, Agra 282 005, India
Received 23 February 2017; accepted 5 February 2018
In present work, comprehensive study of equal channel angular pressing (ECAP) process is attempted for analyzing the
influence of process parameters, viz., channel angle (Φ), the angle of curvature (Ψ), plunger velocity (v), processing routes
(R), shear friction (m) at die and billet interface and the number of ECAP passes (N). This study will help to understand
ECAP process with a better insight into influence of multiple process parameters and develop improved ECAP process with
two objectives, i.e., (i) high and uniform distribution of equivalent strain in ECAPed billet and (ii) minimum pressing
requirement during the process along with selection of best process parameters without committing to expensive tooling and
machinery. ECAP study is performed on the AA6061 aluminum alloy. ECAPed billet is mechanically tested. The usefulness
of experimental and FEM analysis in developing practical ECAP process is demonstrated in this paper. The outcome of this
work certainly provides momentum in the commercialization of ECAP process.
Keywords: Equal channel angular pressing, Finite element method, Severe Plastic Deformation
Ultrafine grain materials/bulk nano materials are among the interest areas of research today to meet
present engineering challenges. Traditionally bulk
nano materials are made by nano scale synthesis, i.e.,
self-assembly, non-traditional lithography, template
growth and biomimetics. In these processes,
nanoparticles, delivered in the form of nanotubes,
nano powders, quantum-dots, and biomaterials are
staked into final product in a designed way. These
processes are quite expensive, time consuming and
chemically unstable1. Recently, a top down grain
refinement approach known as severe plastic
deformation (SPD)2 has been adopted to produce bulk
nano material at a commercial level. Among different
SPD approaches, one approach known as equal
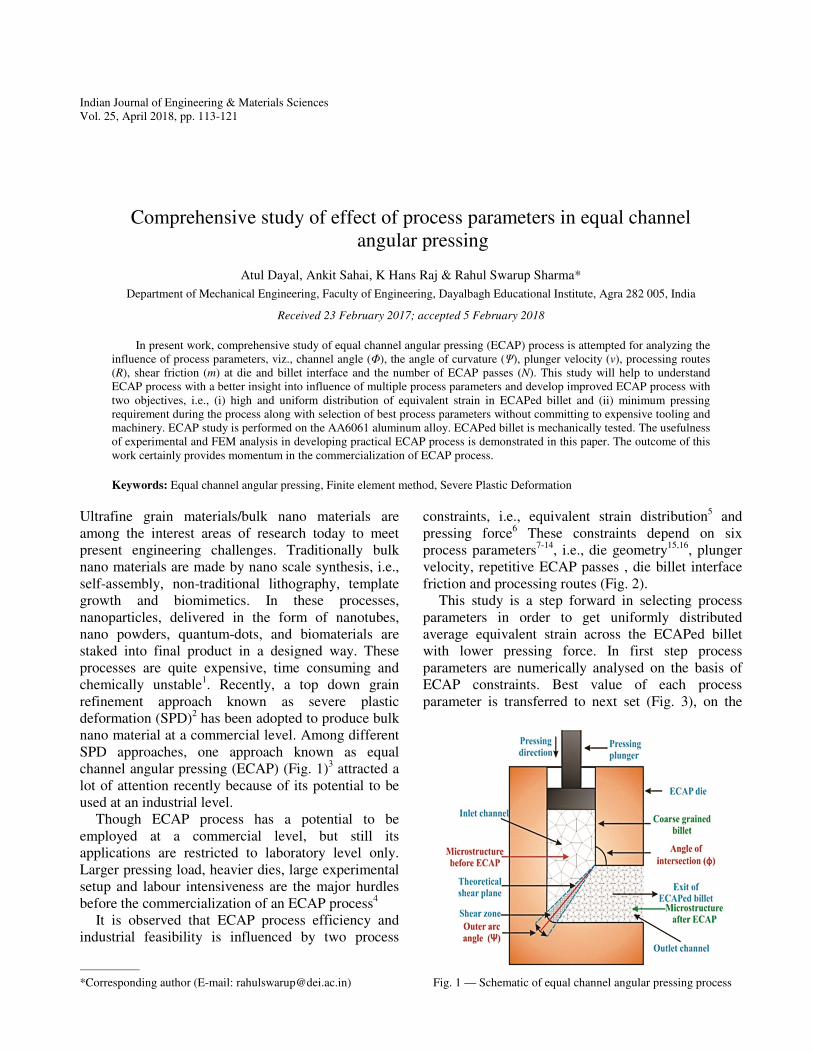
channel angular pressing (ECAP) (Fig. 1)3 attracted a
lot of attention recently because of its potential to be
used at an industrial level.
Though ECAP process has a potential to be
employed at a commercial level, but still its
applications are restricted to laboratory level only.
Larger pressing load, heavier dies, large experimental
setup and labour intensiveness are the major hurdles
before the commercialization of an ECAP process4
It is observed that ECAP process efficiency and
industrial feasibility is influenced by two process
constraints, i.e., equivalent strain distribution5 and
pressing force6 These constraints depend on six
process parameters7-14
, i.e., die geometry15,16
, plunger
velocity, repetitive ECAP passes , die billet interface
friction and processing routes (Fig. 2).
This study is a step forward in selecting process
parameters in order to get uniformly distributed
average equivalent strain across the ECAPed billet
with lower pressing force. In first step process
parameters are numerically analysed on the basis of
ECAP constraints. Best value of each process
parameter is transferred to next set (Fig. 3), on the
—————
*Corresponding author (E-mail: [email protected])
Fig. 1 — Schematic of equal channel angular pressing process

INDIAN J. ENG. MATER. SCI., APRIL 2018
114
basis of best process parameters experimental ECAP
dies are designed and tested.
Further, result validation and mechanical testing
are performed. It is confirmed by the experimental
results that yield strength and ultimate tensile strength
of AA6061 aluminium alloy processed with best
process parameters increased up to 49% after 4
repetitive ECAP passes at an average pressing load of
8 tonnes.
Finite element modelling
An industrial version of FE modelling software
“FORGE2013” is used for FEM analysis. Five
intersection angles (i.e., 90°,105°,120°,135° and
150°), four outer arc angles (Ψ = 0°, 20°, 30°, 40°),
three plunger velocities (i.e., 1 mm/s, 5 mm/s, 10
mm/s), two shear frictions (i.e., medium (m = 0.1) and
high (m = 0.4)), four processing routes were
numerically modelled and analysed in this work.
FEA predictions give useful information regarding
pressing load and equivalent strain; these results will
be used further for experimental setup and die
designing.
Experimental Procedure
Billet fabrications for experimental analysis
Circular cross-section billets with 10 mm diameter
and 100 mm length are used for analysis. Tolerance
between plunger and ECAP channel kept very low to
prevent material flow through the joint cavity. To
avoid cup formation at top portion of the billet, top
and bottom portion is grinded into a conical shape.
Experimental setup
Split ECAP dies are used for the experimentation.
Since AA6061 is ductile in nature, all forming
experiments are carried out at room temperature.
Plunger speed kept low (2 mm/s), to avoid heating up
the material, which could lead to the grain growth. A
computerized hydraulic press with a pressing capacity
up to 100 tonnes is used for experimentation analysis.
A 80 kg weight cast iron fixture is used for holding
the vertically split ECAP die, This fixture had added
Fig. 2 — ECAP process parameters
Fig. 3 — Process parameters data flow during ECAP process

DAYAL et al.: EFFECT OF PROCESS PARAMETERS IN EQUAL CHANNEL ANGULAR PRESSING
115
extra strength to the ECAP die for hard material to
processed. The fixture also facilitates the rapid
engagement and disengagement of an ECAP die for
multiple passes. All experiments are carried out a room
temperature with or without molybdenum disulfide
(MoS2) lubricant.
Results and Discussion Equivalent strain distribution along the length of billet based
on intersection angle (Φ) and repetitive passes
Equivalent strain distribution in ECAPed billet
processed through different ECAP dies with
intersection angle 90°, 105°, 120°, 135°, 150° and
constant outer arc angle (Ψ) = 0° at medium shear
friction coefficient (m = 0.1), 5 mm/s plunger velocity
and ambient temperature is shown in Fig. 4, graphs
revealed that for smaller intersection angle (i.e., 90°
and 105°) higher variation in equivalent strain
distribution is achieved. With an increase in
intersection angle Φ=120°, 135° and 150° variation in
equivalent strain distribution reduces and strain gets
more uniformly distributed along the length of the
billet. Plots revealed that with repetitive ECAP pass
better uniformity in equivalent strain distribution has
been achieved for higher intersection angles (i.e.,
Φ=120°, 135° and 150°) ECAP dies. FE results
(Fig. 5) indicated that first two intersection angles
(Φ = 90°, 105°) poses a non-uniform distribution of
equivalent strain across the top middle and bottom
sections. However, billet processed through dies with
intersection angle 120° or greater shows more
Fig. 4 — Equivalent strain distribution along the length of billet based on intersection angle (Φ)
Fig. 5 — Equivalent strain distribution at top, middle and bottom
layer with increasing intersection angle (Φ = 90°, 105°, 120°) and
constant outer arc angle (Ψ=0°) at shear friction coefficient m =
0.1, after first pass

INDIAN J. ENG. MATER. SCI., APRIL 2018
116
uniform distribution of equivalent strain throughout
the cross-section.
Dead zone formation at the bottom surface of ECAP
die is the main reason behind this non uniformity in
equivalent strain distribution. Larger strains get
accumulated near the dead zone at the bottom segment
of the billet and thus cause the uneven distribution of
equivalent strain across the cross section.
The dead zone formation is associated with an
occurrence of corner gap at the junction of inlet and exit
channel (Fig. 6). From FE results it can be observed that
occurrences of this corner gap formation reduces with an
increase in intersection angle (for Φ > 105°), thus leads
to the uniform distribution of equivalent strain.
From FEM results it is evident that corner gap
depends on outer arc angle (Ψ), with an increase in outer
arc angle formation of corner gap reduces (Fig. 7). Billet
processed with four outer arc angles (i.e., 0°, 10°, 20°
and 30°) are presented; it can be observed because of
large curvature at corner, billet can easily slide and
chances of corner gap formation reduces. At outer arc
angle Ψ = 30° equivalent strain is more uniformly
distributed across the cross-section of the billet at top
middle and bottom layers.
Experimental Procedure Average equivalent strain value for five intersection
angles (i.e., Φ = 90°, 105°, 120°, 135°, 150°) at shear
friction m=0.1 and at three plunger velocities (i.e., 1, 5
and 10 mm/s) are given in Table 1.
Variation of pressing force distribution along the length of billet
based on intersection angle (Φ) and repetitive ECAP passes
The pressing force flow direction and variation at
different intersection angle dies are shown in Figs 8 and
9, respectively. It is depicted that initially large pressing
force is required as the plunger tries to push the billet
towards a different channel. With continued pressing,
shear deformation occurs as billet slides along the length
of exit cannel, and value of pressing force decreases
continuously as the end of the process is reached.
Nearly, same trend is observed for all the channel angles
(Table 2). The numerical result of variations of pressing
force for multiple ECAP passes are shown in (Fig. 10).
It was observed that with repetitive ECAP passes peak
pressing load increases because of strain hardening.
During experimentation, contradictory results have
Fig. 7 — Effect of outer arc angle (Ψ) on corner gap formation
Fig. 6 — Dead zone and corner gap formation
Table 1 — Average equivalent strain obtained for different
intersection angles (i.e., Φ: 90°, 105°, 120°, 135°, 150°), at
3 plunger velocities and shear friction (m) = 0.1
Angle(Φ) Ram velocity mm/s Ist IInd IIIrd IVth
90° 1 1.3 2.32 3.3 4.1
5 1.4 2.5 3.4 4.2
10 1.42 2.6 3.52 4.34
105° 1 0.9 1.85 2.62 3.7
5 0.98 1.92 2.8 3.72
10 0.98 2 3 3.78
120° 1 0.72 1.6 2.5 3.55
5 0.8 1.77 2.62 3.63
10 0.87 1.85 2.9 3.7
135° 1 0.42 1.75 2.1 3.1
5 0.63 1.75 2.3 3.23
10 0.71 1.8 2.72 3.4
150° 1 0.24 0.7 1.6 2.5
5 0.32 0.82 1.72 2.62
10 0.5 1.2 2.2 2.91

DAYAL et al.: EFFECT OF PROCESS PARAMETERS IN EQUAL CHANNEL ANGULAR PRESSING
117
been observed. It was observed that with repetitive
ECAP passes pressing load has decreased, it happened
because pressing force required for extruding the
material billet depends on billet length, with larger
length more pressing load is required to extrude the
billet, but with continued passes the length of billet has
been decreased (because of material removal and flash
generation) thus peak pressing load also reduced.
Effect of plunger velocity and die billet interface friction
Effect of friction on the deformation behaviour of the
processed material is studied by many researchers17,18
.
Many of the reported results are contradicting. Yang et
al.19
have reported that strain is independent of friction.
Domlin et al.20
and Suo et al.21
have reported that strain
homogeneity increases with friction. Prangnellet et al.22
has reported that strain concentration and
inhomogeneous deformation increases with friction. In
present work a shear friction (m) model is adopted for
FE analysis. FE results concluded that for medium die
billet interface friction (m = 0.1) at die angles (Φ = 90°
and Ψ = 0°), after fourth ECAP pass, average equivalent
strain obtained is 4.2 at pressing load of 8 tonnes. FEM
iso-contours of the same combination also indicate the
dead zone formation with the accumulation of strain at
the bottom layer. Alloy processed with ECAP die with
angles (Φ = 90° and Ψ = 30°) at die billet interface
friction (m = 0.1) gives approximately similar average
equivalent strain (ε = 4) at pressing load of 7.2 tonnes,
but with this combination uniformity in equivalent strain
distribution has considerably improved. FE results
indicated that at higher plunger velocity (v = 10 mm/s)
slightly higher value of average equivalent strain is
obtained, but experimentally plunger velocity v = 10
mm/s is more prone to plunger and die failure. For
safety and economic point of view 1-5 mm/s plunger
velocity is preferable.
Effect of multiple passes
AA6061 billet is numerically simulated for 8
repetitive ECAP passes through ECAP die with Φ = 90°
and Ψ = 30° with processing route (BC) at medium shear
friction coefficient (m) and 1 mm/s plunger velocity. It is
Fig. 8 — Pressing force flow direction along the length of billet
Fig. 9 — Pressing force distribution along the length of the billet
at different intersection angle (Φ)
Fig. 10 — Pressing force distribution along the length of billet
based on 4 repetitive ECAP passes
Table 2 — Pressing load (tonnes) obtained at different
intersection angles (i.e., Φ: 90°, 105°, 120°, 135°, 150°) at three
plunger velocities and shear friction (m) = 0.1
Angle (Φ) Ram velocitymm/s Ist IInd IIIrd IVth
90° 1 6.8 7 7.4 7.81
5 6.78 7.1 7.42 7.9
10 6.82 7.23 7.5 8
105° 1 5.1 5.61 6 6.23
5 5.23 5.7 6.21 6.42
10 5.3 5.81 6.4 6.7
120° 1 4.23 5.1 5.61 5.9
5 4.4 5.23 5.7 6
10 4.48 5.4 5.8 6.12
135° 1 2.6 3.1 3.41 3.81
5 2.78 3.23 3.57 4.12
10 3 3.4 3.72 4.2
150° 1 0.9 1.31 1.81 2.41
5 1.2 1.4 2.11 2.6
10 1.21 1.48 2.3 2.62

INDIAN J. ENG. MATER. SCI., APRIL 2018
118
observed that average equivalent strain induced in the
billet increases with each pass until it reached to the
saturation limit (for this case saturation point obtained at
7th pass (strain =7.2). Further increase in ECAP passes
after saturation point, results no further increase in
equivalent strain rather gives incorrect hypothetical
values. This phenomenon is also experimentally
analysed with similar experimental conditions,
experimentally it was noticed that billet after 4th pass
losses its strength and during 6th ECAP pass it get
fractured. It is apparent that FEM and experimental
results are in agreement and both results show an
excellent agreement with Hall-Petch relationship24
Processing routes
ECAP process has four basic routes (Fig. 11); these
routes induced different slip system in the ECAPed
billet. In route ‘A’, sample is processed between two
consecutive passes without rotation. In route ‘BA’ the
sample is rotated 90° in alternate directions between
consecutive passes. In route ‘BC’ the sample is rotated
by 90°
in the same direction (clockwise or
anticlockwise) between each passes. In route ‘C’ sample
is rotated 180° between the consecutive passes in the
same direction. Numerically, no significant effect of
pressing route have been observed, but microstructural
and mechanical testing results indicate that processing
route ‘BC’ helps in getting equiaxed grain with high
angle grain boundaries and also helps in retaining the
ductility.
Experimental results
Commercially available AA6061 aluminum alloy is
used for numerical and experimental analysis. Circular
cross-section billets with 10 mm diameter and 100 mm
length are used for analysis. Raw specimen billet has
been grinded up to 0.5-1.0 mm in diameter to permit
loose fit in the die channel. It facilitates billet to slide
properly into the tightly closed ECAP die. Before
placing the processed billet into die for next pass,
processed billet needs to be finished properly and extra
flash is removed by filing, as shown in (Fig. 12 (a)),
removal of the flash is necessary because this flash gets
inserted into the die’s joint cavities , and tightly sticks
with the die and leads to plunger failure.
Extrusion process has been carried out using a tool
steel plunger guided by a hydraulic press. Tolerance
between plunger and ECAP channel kept very low to
prevent material flow through the joint cavity and cup
formation at top portion of the billet. To avoid cup
formation at top portion of a billet, top and bottom
portion of billet is grinded into a conical shape as shown
in Fig. 12 (b).
Mechanical testing
The engineering stress-strain curves of AA6061
alloy before ECAP and after ECAP are presented
(Fig. 13). Ductility and strength are measured by
Fig. 12 — Billet fabrications for experimental analysis
Fig. 13 — Engineering stress-strain curve for AA6061 aluminium
alloy, extruded Rod, ECAPed billet after 2 passes with route (BC) and
route (A), ECAPed billet after 4 passes with route (BC) and (A)
Fig. 11— ECAP processing routes

DAYAL et al.: EFFECT OF PROCESS PARAMETERS IN EQUAL CHANNEL ANGULAR PRESSING
119
uniaxial tensile test. As illustrated in stress-strain curve,
yield strength increases after two ECAP passes but
ductility decreases. However, alloy processed with
route (BC) shows slight retention in ductility in
comparison with route (A). There is no further
reduction in ductility with addition ECAP passes but
strength and ductility both increases. This satisfies the
effect called “Paradox of Strength and Ductility in SPD
processed material”23,24
. It is also observed that
pressing route also helps in retaining ductility; route
(BC) shows greater retention of ductility than route (A).
Microstructural analysis
Scanning electron microscope is employed to study
the microstructure produced in the processed billet.
For microstructural analysis, a segment is cut from the
processed billet and properly electro-polished.
Microstructural results of unprocessed billet before
ECAP and ECAPed billet after 4 passes with route
‘BC’ are presented in Fig. 14. Results showed that the
Fig. 14 — Microstructural images of (a) unprocessed billet and
(b) processed billet
Fig. 15 — Micro-hardness of ECAPed billet after 4th pass with
processing route ‘BC’
Fig. 16 — Schematic illustration of top middle and bottom surface
for taking micro-hardness measurements after ECAP
Fig. 17 — Surface roughness profile for AA6061 specimen

INDIAN J. ENG. MATER. SCI., APRIL 2018
120
unprocessed billet (extruded rod) contains grain with size
of 10 to 15 µm and after four passes with processing route
‘BC’, the average grain size reduces to 0.4 to 0.5 µm.
Hardness measurements
In this work evolution of hardness measurement in
AA6061 aluminium alloy after 4 repetitive ECAP
passes with route BC are presented. The Vickers
microhardness (Hv) recorded at top, middle and
bottom layers of processed billet along longitudinal
direction (Fig. 16). In every traverse there was
approximately 25 readings taken along 50 mm billet
length for top, middle and bottom surface.
The dash line in each plot represents the
microhardness of the unprocessed billet. The plot
Fig. 18 — Selected process parameters chart

DAYAL et al.: EFFECT OF PROCESS PARAMETERS IN EQUAL CHANNEL ANGULAR PRESSING
121
indicate that hardness increases from an initial value
80 Hv to 135 Hv after four repetitive ECAP passes
with processing route BC, an increase of
approximately 68% (Fig. 15).
Surface profile analysis
The surface finish of a processed billet is important
not only for dimensional correctness, but also for other
physical properties such as corrosion resistance and
fatigue life. In present work, the surface roughness (Ra)
was measured up to 3 mm length for the billet
subjected to different ECAP pass and route (BC). The
surface profiles of unprocessed and processed billet are
shown in Fig.17. Result indicates that with increase in
ECAP passes surface roughness decreases.
Conclusions In this paper ECAP process is modeled and
analyzed for five intersection angles (Φ), four outer
arc angles (Ψ), three plunger velocities, two shear
frictions for producing ultra-fined grained materials.
FE results obtained are experimentally validated.
Each process parameter is tested by making other
process parameters constant and the optimal value at
which better objective parameter are achieved, is
transferred to next set of simulation (Fig.18). The
research outcomes are summarized as follows:
Numerical and experimental analysis performed in
this work indicates that for attempting ECAP on
AA6061 aluminum alloy the best shortlisted
parameters are: Ф = 90°, Ψ = 30°, plunger velocity (v)
= 2 mm/s, friction = medium (m = 0.1) , processing
route = ‘BC’ and number of passes is = 4. With these
parameters the average equivalent strain induced in
the billet is 4.2 at pressing load of 8 tonnes.
Tensile test results indicate that the yield strength
and ultimate tensile strength of ECAPed AA6061
alloy has increased to 470 and 550 MPa respectively
after 4th ECAP pass. It was an increase of 49%. It was
also observed that processing route BC shows better
retention of ductility (15% elongation) as compared to
route A (12.5% elongation) and with microstructural
analysis, it was also observed that route ‘BC’ shows
the presence of equiaxed grain with high angle grain
boundaries.
Micro-hardness measurements and surface profile
analysis indicates that after 4 ECAP passes with
processing route ‘BC’ the hardness (Vickers hardness)
is improved from initial value of 80 Hv to 135 Hv,
and also smoothness in surface profile after 4th pass is
considerably improved.
Acknowledgements
Support for this research from the MHRD,
Government of India under National Mission on
Education through Information and Communication
Technology – Virtual Labs and Department of Science
& Technology (DST), Government of India under
grant No. SR/S3/MERC/104/2008 is deeply
appreciated.
References 1 Olejnik L & Rosochowski A, Bull Polish Acad Sci, 53
(2005) 1-11.
2 Zhu Y T, Scr Mater, 51 (2004) 825-830.
3 Valiev R. Z, Prog Mater Sci, 45 (2005) 103-189.
4 Parshikov R A, Rudskoy A I, Zolotov A M, Rev Adv Mater
Sci, 34 (2013) 26-368.
5 Djavanroodi F, Prog Natural Sci: Mater Int, 22 (2012)
452-460.
6 Khan Z A, J Mater Process Technol, 135 (2003) 59-67.
7 Kocich R & Kursa M, Acta Physica Polonica A, 122 (2012)
581-587.
8 Djavanroodi F & Ebrahimi M, Mater Sci Eng A, 527 (2010)
7593-7599.
9 Balasundar I, Sudhakara Rao M & Raghu T , Mater Des, 30
(2009) 1050-1059.
10 Karpuz P et al, Mater Sci Eng A, 503 (2009) 148-151.
11 Luis Pérez C J, Scr Mater, 50 (2004) 387-393.
12 Sharma R S, Lambert Academic Publishing, 978 (2016)
3-659-92966-3.
13 Hans Raj K, Sahai A, Sharma R S & Gupta N K, Adv Mater
Res, 585 (2012) 392-396.
14 Hans Raj K, Sahai A, Sharma R S & Gupta N K, Proc Indian
Nat Sci Acad, Part A, 79 (4) (2013) 829-836.
15 Sharma R S, Pal R K, Sahai A, Dayal A, Gupta S, Anand
Harshit & Hans Raj K, Int J Adv Manuf Syst, 15 (2014) 111.
16 Hans Raj K, Sharma R S & Sahai A, Mater Sci Forum, 762
(2013) 283-288.
17 Oh S J & Kang S B, Mater Sci Eng A, 343 (2003) 107-115
18 Shubo Xu, Zhao G, Ma Xinwu & Guocheng R, J Mater
Process Technol, 184 (2007) 209-216
19 Yang Yi-Lang & Lee Shyong, J Mater Process Technon,
140 (2003) 583-587
20 Dumoulin S, Roven H J, Werenskoid J C & Valberg H S,
Mater Sci Eng A, 410-411 (2005) 248-251.
21 Suo T, Li Yulong & Li Yuangyong, Mater Sci Eng A, 432
(2006) 269-274.
22 Prangnell P B, Harris H S & Roberts S M , Scr Mater, 37
(1997) 983-989.
23 Valiev R Z & Langdon T G, Prog Mater Sci, 51 (2006)
881-981
24 Valiev R Z, Alexandrov I V, Lowe T C & Zhu Y T, J
Mater Res, 17 (2002) 5.





























