-
7/28/2019 Compound Slide
1/4
Compound
D r i l l i n g a n d M i l l i n g T a b l eSpace drilled holes
accurately, and do milling,
grinding, and keyway-cutting on your drill
press with this compound table attachment
By WILLIAM H. GRUBB
ITH no power tool except your drillpress, you can make this
compoundtable at a cost of less than $15.00, and
with it do the work of compound attachmentscosting much
more.
For instance, suppose you want to drill twoholes in a piece of
work exactly 2 in. center-
to-center. Secure the compound base plateto the drill press
table, clamp the work piecein the vise, and line up and drill the
first hole.Then traverse the compound in the properdirection with
one of the lead screws (40turns for 2 in.), and drill the second
hole. Itwill be 2000 thousandths-of-an-inch from thefirst, if your
compound attachment is care-fully made. This is accuracy you can't
get byordinary measuring means. You can also dokey-seating, as
shown in the photo, and otherlight milling operations in your drill
press
with this attachment, providing the run-outof your drill press
spindle is not excessive.The design takes advantage of the
precisedimensions to which cold rolled steel is man-ufactured,
eliminating the need for any ma-chine work other than drilling.
Get the steel parts (see Materials List)
36
w
sawn to correct length,if possible, when youbuy them from
yourlocal steel supplyhouse. This will leaveonly hand filing of
theends to finish thepieces. Note that onlythe two 3-in. long
car-riage plates (Figs. 3and 5) require exact
squareness of the ends,as only the ends ofthese two parts
areused as mating sur-faces with other parts.Use a machinist's
try-square to check thetrueness of the ends,and take care to
getthese pieces exactlythe same length aswell as square.
Squareness andmatching length ismore important thanthat they be
exactly3 in. longthey could
be slightly longer or shorter than this withoutharm. Elsewhere
in the structure, the endsof the cold rolled parts are in the open
andneed to be trued up only to the extent of pro-ducing a neat,
workmanlike appearance.(The ends of the ways, although they are
ad-
jacent to the end plates, are not attached to
them.)File the ends of all the cold rolled pieces,
then lay out the drilling pattern on two of theend plates (Fig.
3) and mark them for iden-tification. Stack together one of these
markedplates with two 4-in. carriage plates and anunmarked end
plate, in the same relation toeach other they will bear in the
completedstructure (Figs. 4A and 1). Line up theiredges with a
try-square, using the 3/8 x -in.gib stock to establish the -in.
inset of thecarriage plate edges from the end plate edges
(Fig. 4).Clamp the four pieces solidly together,
then drill the guide rod holes through all fourplates, first
with a small drill (about .188 in.),following up with a larger
drill and finishingwith the correct size drill. In drilling
theseholes, greater accuracy will be had if one of
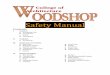
Cutting a keyway in apiece of cold-rolled shaft-ing is easy with
the com-pound table. In this set-up,depth of the cut is con-trolled
with the left handlead-screw, while the workis advanced with the
right
hand lead-screw.
-
7/28/2019 Compound Slide
2/4
the guide rod holes isfinished through allfour plates, and
thenplugged with a pieceof the -in. guide rodstock while the
nexthole is being drilled.Drill the lead screwhole through
threeplates, but only half-
way through thefourth, to -20 tapdrill size (.453 in.).Then
unclamp anddrill this hole to in.in the first, second, andfourth
plates. Tap the.453-in. hole -20 inthe third plate (thesecond
carriage plate),then lay out, drill, andtap the gib screw holes
in the other carriageplate. Stack, clampup, and drill the
sec-ond set of end platesand carriage plates inthe same manner
asthe first set (Fig. 4B).Next, lay out, drill, andtap the guide
rod setscrew holes in the fourend plates (Fig. 3).
Smooth up the edges of the base plate and
clamp one of the ways to it, spacing it fromthe edges according
to Fig. 2. Lay out thesix screw holes on the way, and drill
throughthe way and base plate to tap drill size (#8).Then remove
the way and drill and counter-bore the holes to finished size, to
receive the-in. sh (socket head) capscrews. Be sureto recess these
screw heads fully into the wayso the carriage plates will not touch
themwhen the table is traversed. Tap the screwholes in the base
plate, then attach the wayto it with six capscrews.
Make the top plate next (Figs. 2 and 2A),noting the hole layout
in its surface whichprovides for the attachment of the fixed
andmoveable vise jaws and other work-holdingdevices. Drill and tap
these holes first, thenclamp the way to the top plate and drill
andtap the six screw holes for the attachingholes, following the
same procedure as forthe lower way.
Next, clamp up the four plates comprisingthe carriage, taking
care to get the -in. off-
set of the plates exact (Fig. 5) and the platesat 90 to each
other. Insert the -in. guiderods to aid in holding opposite plates
in line.If you got the ends of the 3-in. carriage platesperfectly
square when you filed them, youwill have no trouble with this
line-up; if not,it will be necessary now to true them up.Then drill
and tap for the eight -20 sh, cap-
MATE RIAL S LISTCOMPOUND TABLE
No .Req. Size and De scr ipti on Use
STEEL
1 x 4 x 12" long CRS (co ld rolled steel) top plate2 x 2 x 11"
long CR S wa ys4 x 2 x 4" long CR S end plates2 x 2 x 4" long CR S
carriage plates2 x 2 x 3" long CRS ca rria ge plates3 x x 4" long
CR S vis e2 3/8 x 14 x 4" long CR S gibs4 " dia. x 12" long CR S
guid e rods2 " dia. x 12" long CR S lead scr ews21.937"dia. x 1
long CRS handwheels2 3/8" dia. x 2" long CR S spinn ing hand les2 "
dia. x 2" long CR S vis e2 " I.D. x " long col lars lead sc rew s1
x 12 x12" HR S (hot rolle d steel) base plat e
FASTENINGS
23 1/4 - 20 x " sh (soc ket head) capscrew s carriage,
ways,vise
12 - 20 x 1" fh (flat head) machine sc rews end plates14 - 20 x
" sh sets crew s guide rods, (j ibs,
handles2 6 - 32 x " sh sets crew s spinning handles1 - 20 x 2"
sh se tsc rews v i se
HOME-BUILT POWER TOOLS 37
screws, counterboring to recess the screw
heads.Note that the two gibs (Figs. 5A and 1)
offset the carriage with respect to the upperand lower ways.
Install the lower gib andset the carriage and one end plate on
oneend of the lower way, orienting it properly,then insert the
guide rods to hold the partsin alignment and clamp the assembly
to-gether. Drill, tap, and countersink the threescrew holes in the
underside of the base plate
BASE PLATE
LOWER WAY
SCREW
GIB
NOTE: LEAD SCREWHOLES HALF DEPTHIN THESE TWOEND PLATES.
TOPPLATE
VISE (OPTIONAL) TAPPED HOLES FORHOLD - DOWN DEVIC ES
UPPER WAY
GIB
-
7/28/2019 Compound Slide
3/4
NOTE: LOWER WAY SHOWN
IN DOTTED OUTLINE
SOC. HD. CAPSCREWS - 6 HOLES
DRILL & C'BORE FOR
WAY
C.R.S.- 2REQ.
(HOLE PATTERN SAME.
BOTH CORNERS)
DRILL & C'SINK FOR
F.H. SCREWS - 6 HOLE5
BASE PLATE
H.R.S.
DRILL & C'SINK FOR
F.H.SCREWS
6 HOLES
DRILL &TAP
20 HOLES IN 1" SQ.
GRID PATTERN
TOP PLATE
C.R.S.DRILL & TAP
AT ASSEMBLY
3 HOLES
A
UPPER WAY
INSET
VISE END
TOP PLATE, UNDERNEATH VIEW
(NOTE RELATION OF WAY TOVISE END OF TOP PLATE.)
DRILL & TAP
2 HOLES EA. PLATE
DRILL 3HOLES ON
CLAMP-UP (SEE FIG. 4)
END PLATE
C.R.S - 4 REQ.DRILL 3 HOLES ON
CLAMP-UP (SEE FIG. 4)
NOTE: THIS SPACING
IS IMPORTANT, TO AVOID
INTERFERENCE WITH
GUIDE ROD HOLES IN
3" CARRIAGE PLATES.
DRILL DRILL & TAP
DRILL & TAP 20 - 2 HOLES
(ONE PLATE ONLY)4" CARRIAGE PLATE
C.R.S - 2 REQ.
3 HOLES ON
CLAMP-UP
(SEE FIG. 4)
3" CARRIAGE PLATE
C.R.S.- 2 REQ.
2 HOLES (ONE
PLATE ONLY)
DRILL & TAP 2 HOLESEA. END AT ASSEMBLY
and insert the screws. Slide the carriage tothe opposite end of
the way and repeat theprocedure to secure the other end plate.
Then install the end plates on the top plate,following this same
method. As the ends ofthe ways are not attached to the end
plates,
squareness of these ends is not a factor incontrolling the
trueness of these assemblies.After all four end plates are
installed, slidethe carriage back and forth on the lower way,and
slide the top plate back and forth on thecarriage. If there is any
binding, correct itby bringing the out-of-square parts into
true
with paper or brass shims (Fig. 5), or if thebinding is very
slight, by applying fine auto-motive valve-grinding compound to the
guiderods and sliding the parts back and forth.
Make the handwheels next (Fig. 6). Turnthese on a lathe if you
have one, but if not
you can make them on the drill press if thepieces have been sawn
fairly square. Drillthe -in. center hole and the -20 set screwhole
in the handwheel blanks first (Fig. 6).Then chuck a piece of -in.
cold-rolled rodin the drill press, put a handwheel blank onit, and
use a file to form the chamfer and fin-
38
-
7/28/2019 Compound Slide
4/4
ish the ends. The spinning handles (Fig. 6)can be machined as
shown, or can be leftstraight with the ends filed round in the
drillpress. Secure the handles solidly in the hand-wheels with 8-32
set screws (Fig. 6).
To calibrate the handwheels, measure theirexact circumference
(this will be 6.087-in. if
the blank is 1.938-in. diameter) w ith a stripof paper and make
a drawing with this di-mension divided into fifty equal parts by
lay-ing out fifty eighths-of-an-inch (6 in.) be-tween two lines
drawn 90 to the handwheelcircumference line (Fig. 8). Transfer
the
eighth-inch marks across, then cut a stripout of the layout, and
wrap this around thehandwheel, holding it with scotch tape. Witha
sharp cold-chisel, cut .125-in. long graduationmarks into the edge
of the handw heel. Makeevery 5th and 10th graduation -in. long,and
identify every 10th graduation with the
proper number stamp (0, 10, 20, etc.). Eachgraduation will
represent l/1000th-in.Complete the assembly of your compound
table by installing the lead screws, with theirhandwheels and
retaining collars, and by at-taching the vise parts on the top
plate.
38HOME-BUILT POWER TOOLS
MARKEDEND PLATE
GUIDE ROD HOLES,DR ILL THROUGH
ALL 4 PLATES
INSET
UNMARKEDEND PLATE
LEAD SCREW MOLE,DRILL TO TAP DRILL SIZE
THROUGH 3 PLATESTHEN UNCLAMP (SEE TEXT)
4 CARRIAGE
PLATES
CLAMP-UP"A"
OFF5ET
LEAD S CREW HOLE,TAPPED IN THESETWO PLATS ONLY
SHIM, IFNECESSARYTO MAKE TRUE
GIB SCREWHOLES INTHESE TWOPLATES ONLY
20S.H.CAP SCREWS6REQ.
OFFSET
NOTE- OPPOSITE PLATES MUST BE PARALLEL,ADJACENT PLATES 90' TO
EACH OTHER.
CARRIAGE ASSEMBLY
TOP PLATE UPPER WAY
SETSCREW
GIB
A
CARRIAGE
NOTE OFFSET OF WAY& CARRIAGE.OFFSET OF LOWER WAY
SIMILAR.
SHAPE TO SUIT OR LEAVE STRAIGHTD I A .
DIA.
HANDLE
C.R.S.- 2 REQ.(50 EIGHTHS)
90
TRANSFERMARKS
A( ROSSFIXED JAW
M O V A B L EJAWS
CUT STRIP OUT TOTRANSFER MARKSTO HANDWHEEL
VISE, SUGGESTED DESIGN
DIA. x 2" LG. R ODS
HOLES
DIA.
FIT SETSCREW2 HOLES
DRILL DEEP TO
DIA.
FOLLOW NOTES FORCLA MP- UP "A" & TEXT
IN DRILLINGTHESE HOLES.
END PLATES
3 CARRIAGEPLATES
INSET, 3 SIDES
CLAMP-UP "B"
DRILL & TAP #8-32FOR SETSCREW
PRILLDEEP
DRILL i TAPFORSETSCREW
BOREDEEP
HANDWHEEL
C.R.S. - 2 REQ.
GIB
C.R.S. - 2 REQ.
LEAP SCREW
C.R.S. - 2 REQ.
GUIDE ROD
C.R.S. - 4 REQ.