Embed Size (px)
Citation preview

UNIVERSIDAD DE ALMERÍA
ÁREA DE INGENIERÍA MECÁNICA
TECNOLOGÍA MECÁNICA Ingeniería Técnica Industrial en Mecánica (Plan 2005)
TECNOLOGÍA DE LA FABRICACIÓN Grado en Ingeniería Electrónica Industrial (Plan 2010)
Grado en Ingeniería Mecánica (Plan 2010) Grado en Ingeniería Química Industrial (Plan 2010)
COMPLEMENTOS TEÓRICOS
Alejandro López Martínez
Almería, octubre 2008 Actualizado, octubre 2011

INDICE Tema 2: Conformado por deformación plástica ...............................................................1 1. Fundamentos.......................................................................................................1 1.1. Clasificación..............................................................................................2 1.2. Conformado en frío vs caliente .................................................................4 1.3. Ensayos para determinar el comportamiento plástico ..............................5 1.3.1. Unidimensionales ..........................................................................5 1.3.2. Bidimensionales.............................................................................5 2. Laminación ..........................................................................................................7 2.1. Introducción ..............................................................................................7 2.2. Equipos de laminación..............................................................................8 2.2.1. Disposición de los cilindros............................................................9 2.2.2. Clasificación según el producto obtenido ....................................11 3. Laminación de tubos..........................................................................................12 3.1. Procedimiento Ehrhard ...........................................................................12 3.2. Mediante soldadura por resistencia I ......................................................12 3.3. Mediante soldadura por resistencia II .....................................................13 4. La forja ...............................................................................................................14 4.1. Clasificación............................................................................................14 4.2. Herramientas ..........................................................................................15 4.3. Defectos de forja.....................................................................................17 5. Extrusión............................................................................................................18 5.1. Herramientas ..........................................................................................18 5.2. Clasificación de los procesos de extrusión .............................................20 5.2.1. En continuo..................................................................................20 5.2.2. En discontinuo .............................................................................20 5.3. Ventajas e inconvenientes de la extrusión..............................................20 6. Estirado y trefilado .............................................................................................21 6.1. Operaciones en estirado.........................................................................21 6.1.1. Operaciones preparatorias ..........................................................21 6.1.2. Estirado........................................................................................22 6.1.3. Operaciones de acabado.............................................................23 6.2. Operaciones en trefilado.........................................................................23 6.2.1. Operaciones preparatorias ..........................................................23 6.2.2. Estirado........................................................................................23 6.2.3. Operaciones de acabado.............................................................24 Tema 3: Conformado de chapa .....................................................................................25 1. Introducción .......................................................................................................25 2. Punzonado y troquelado....................................................................................26 2.1. Ángulo de escape ...................................................................................26

2.1. Fuerza de punzonado.............................................................................27 2.3. Espesor máximo de corte en función del diámetros ...............................27 2.4. Trabajo de corte......................................................................................28 2.5. Disposición de figuras.............................................................................28 2.6. Características del punzón y de la placa matriz......................................28 3. Doblado y curvado.............................................................................................30 3.1. Esfuerzos desarrollados en el doblado...................................................30 4. Embutición .........................................................................................................31 4.1. Determinación del diámetro de la chapa ................................................32 4.2. Recipientes cilíndrico..............................................................................33 4.3. Relación de embutición...........................................................................34 4.4. Fuerza necesaria para la embutición......................................................35 Tema 4: Mecanizado mediante arranque de viruta........................................................37 1. Introducción .......................................................................................................37 2. Movimientos de corte, avance y penetración.....................................................39 3. Propiedades generales de la viruta ...................................................................43 4. La herramienta de mecanizado .........................................................................43 4.1. La herramienta elemental .......................................................................43 4.2. Formación del filo de recrecido...............................................................45 4.3. La herramienta real monofilo ..................................................................46 4.4. Enlace del filo principal y el filo secundario.............................................47 5. Vida útil de la herramienta .................................................................................48 5.1. Mecanismos de desgaste .......................................................................48 5.2. Zonas de desgaste .................................................................................48 5.3. Duración o vida útil de la herramienta ....................................................49 5.3.1. Medida del desgaste de la herramienta.......................................49 5.3.2. Criterios de desgaste...................................................................50 5.3.3. Vida de la herramienta.................................................................51 5.3.4. Ecuación de Taylor ......................................................................51 6. Maquinabilidad...................................................................................................52 7. El torno ..............................................................................................................53 8. La fresadora.......................................................................................................57 Bibliografía.....................................................................................................................60

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 1
2 TEMA 2: CONFORMADO POR DEFORMACIÓN PLÁSTICA
1. Fundamentos Partimos de la idea de que la fundición es el más antiguo de los procesos de fabricación que se conocen. Presenta un problema de partida, las propiedades mecánicas que confiere a los elementos fundidos no suelen ser muy buenas. Para mejorar estas propiedades se recurren a los procesos de conformado por deformación plástica. Objetivos de la deformación plástica:
- Dar forma.
- Mejorar el comportamiento mecánico (aumenta límite elástico, varía la ductibilidad, dureza…). También suele producir el alargamiento de los granos metálicos, creando una dirección preferente.
- Reducciones de espesor de hasta el 95%.
• Inconveniente: requiere grandes esfuerzos (encarecimiento).
• Posibilidades de realización: Frío o Caliente. Importancia, ¿por qué se usa cada vez más, sobre to do en frío?
- Mejora las propiedades mecánicas: se obtiene una estructura de grano más fina y adapta las líneas de flujo o fibras del material a la forma de la pieza.
- Exactitud de forma y calidad superficial: algunos procesos ofrecen muy buenas
tolerancias y acabados, incluso para obtener piezas listas para montaje.
- Costes de material: sólo se usa el material necesario. De forma que, en algunos casos sólo es necesario realizar un mecanizado mínimo.
- Cadencia de fabricación: al requerir un mecanizado posterior mínimo, se reduce
el tiempo de trabajo consumido por pieza.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 2
1.1. Clasificación
Fuerza aplicada perpendicular al flujo de material
FORJA PRENSA
LAMINACIÓN
COMPRESIÓN DIRECTA
Fuerzas de compresión generadas por la reacción entre la pieza y la matriz
EXTRUSIÓN
EMBUTICIÓN PROFUNDA
COMPRESIÓN INDIRECTA
Material se adapta a una matriz por esfuerzo tracción
ESTIRADO
TREFILADO hilos
TRACCIÓN
Aplicación de momentos de flexión sobre chapas
DOBLADO PLEGADO
CONFORMACIÓN POR ESTIRADO
PLEGADO O FLEXIÓN

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 3
Implica fuerzas cizallantes que provocan el corte del metal
CIZALLADO

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 4
1.2. Conformado en frío vs caliente Conformado en caliente: la pieza se calienta a una determinada temperatura antes de someterla al proceso de conformado. No produce aumento de resistencia por deformación. Conformado en frío: se suele realizar a temperatura ambiente. Requiere mayores esfuerzos. Más indicado para grandes producciones. Se puede elevar algo la temperatura para favorecer la ductibilidad. Es un proceso que se encuentra en pleno desarrollo.
FRIO CALIENTE
Sin calentar Calentar pieza (energía)
Requiere más esfuerzo y energía Mayor facilidad (menos esfuerzo y energía)
Maquinaria menos costosa --
Máquinas más potentes y pesadas --
Conformado por etapas Posibilidad conformado 1 paso
(posibilidad grandes cambios de forma)
-- Rompe la estructura cristalina para formar otra más refinada de granos
pequeños.
Requiere limpieza previa Las impurezas se deshacen y distribuyen uniformemente
-- Los poros o huecos desaparecen
Facilidad de reproducción --
Mayor calidad superficial Peor calidad superficial
Mejores tolerancias -- Mejores propiedades mecánicas
(aumento del límite elástico) Mejora algo las propiedades
mecánicas por la estructura refinada Aumenta la resistencia por
deformación --
Favorece anisot ropía de la pieza -- Generación de tensiones
residuales
Menos defectos Más defectos internos y externos
Mayor intercambiabilidad de pieza --
Menor contaminación --
Menor Oxidación Rápida oxidación

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 5
1.3. Ensayos para determinar el comportamiento plás tico
1.3.1. Unidimensionales
Tracción Simple: consiste en someter una probeta a un esfuerzo de tracción hasta su rotura (en una única dirección). Para cada instante se mide el esfuerzo o carga aplicada y la deformación producida. Se puede determinar el límite elástico, límite de fluencia y la carga de rotura.
Compresión: se aplica la probeta a compresión uniaxial entre dos plataformas lisas. Entre la pieza y la prensa se genera rozamiento, que da lugar a un cierto abarrilamiento. Esto se puede evitar con el uso de lubricantes. Se hacen ensayos para distintas relaciones diámetro/altura probeta.
1.3.2. Bidimensionales Compresión con deformación plana (Ensayo de Ford): una chapa de espesor h se comprime entre plataformas de anchura b y que sobrepasan la chapa. Debe haber una relación adecuada entre b y h para que no se produzca la mordida del material. Se obtiene la tensión de fluencia por deformación plana que se puede relacionar con la tensión de fluencia por tracción uniaxial.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 6
Ensayo de torsión: consiste en aplicar un par torsor a una probeta y medir el ángulo de deformación provocado.
Se obtiene la tensión de fluencia por esfuerzo cortante puro que se puede relacionar con la tensión de fluencia por tracción uniaxial. Ensayo de dureza: mide la resistencia de un material a ser marcado por otro. Se aplica a materiales duros cuando éstos deben resistir el roce con otros elementos. El ensayo es realizado con indentadores en forma de esferas, pirámides o conos. Estos elementos se cargan contra el material y se procede a medir el tamaño de la huella que dejan. Es un ensayo fácil y no destructivo. La clasificación y los métodos varían con cada material, dando origen a los números de dureza: HBN (Hardness Brinell Number), HRA, HRB, HRC (Hardness Rockwell series A, B, C...) y HVN (Hardness Vickers Number).

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 7
2. Laminación 2.1. Introducción La laminación es el proceso más habitual después de la fundición, pudiendo ser incluido en el propio proceso de colada continua. Es un proceso de deformación plástica, de alta productividad y fácilmente controlable. Su principal objetivo es reducir el espesor del material haciéndolo pasar entre dos cilindros que lo comprimen y estiran. Se pueden obtener distintos perfiles comerciales (L, H, Redondos, Redondos huecos, U…) Se puede hacer en frío o caliente. En el primer caso las fibras se orientan bien en el sentido de trabajo. A pesar de requerir mayores cargas, el laminado en frío se utiliza para mejorar las propiedades mecánicas y el acabado superficial de láminas preconformadas en caliente.
Normalmente requiere varias pasadas hasta obtener el perfil deseado, denominando a todo el conjunto “trenes de laminación ”.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 8
2.2. Equipos de laminación La unidad básica de este proceso es el cilindro de laminación . El conjunto se denomina CAJA y está formado por un par de rodillos, situados en un bastidor, que pueden girar, presionar y modificar la distancia entre sus ejes. Un cilindro se mueve por accionamiento y el otro por fricción.
Los cilindros de laminación se componen de:
- Cuerpo o tabla: puede ser liso para chapa o acanalado para la obtención de distintos perfiles.
- Cuellos: situados a ambos lados de la tabla.
- Muñones o trefles: se asientan en los cojinetes.
El material del cuerpo de los cilindros de laminación varía según el proceso se haga en frío o en caliente.
- Laminación en frío: cilindros de acero forjado, con un tratamiento térmico que les confiere mayor dureza superficial.
- Laminación en caliente: cilindros de fundición.
Estos cilindros se desbastan en tornos apropiados, se templan y posteriormente se rectifican en máquinas de gran precisión para conseguir un fino acabado. Se debe usar lubricación durante la laminación.
accionamiento
Cojinete o rodamiento
cilindro
cuerpo
liso ranurado
cuello muñón

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 9
2.2.1. Disposición de los cilindros
Las cajas de laminación más sencillas son las de dos cilindros, también existen cajas de tres o más cilindros, se denominan cajas compuestas. Dúo: caja de dos cilindros de ejes horizontales. Reversibles o no. En los reversibles para laminar en ambos sentidos hay que parar e invertir el giro, con la pérdida de tiempo que conlleva.
Trío: permite laminar en ambos sentidos sin necesidad de parar.
Dobles Dúos: se componen de dos parejas de cilindros, con sus ejes paralelos.
Cajas Universales: permiten controlar el aumento de dimensión en dirección transversal al avance de la lámina. Por un lado controlamos el ancho de la chapa o perfil, y además, se aumenta la tolerancia y disminuye la pérdida de material. Está formado por cuatro cilindros: dos horizontales y dos verticales.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 10
Laminadores para pequeños espesores: cada vez que disminuye el espesor, se dificultan las operaciones sucesivas de reducción de espesor. En cada pasada se crean tensiones residuales que provocan acritud. Para evitarlo se puede: aumentar la lubricación, recocer el material o reducir el diámetro de los rodillos. Los cilindros de menor diámetro presentan menor superficie de contacto, por lo que el esfuerzo necesario para conseguir la deformación es menor. Como inconveniente presentan que son más susceptibles de flexarse, por lo que requieren otros cilindros de mayor diámetro sobre los que apoyarse.
Trenes de laminación: sucesión de cajas laminadoras sincronizadas, que realizan sucesivas pasadas para obtener el perfil deseado.
- Abiertos o en línea: todos accionados por el mismo motor. Facilita la salida del material en cualquier pasada.
- Continuos: cajas dispuestas una a continuación de otra pasando el material de una
o en otra sin interrupción. Pueden estar accionadas por el mismo motor o no.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 11
- Semicontinuos: como los continuos, pero dejando más espacio entre cajas, para poder recoger el material en cualquier pasada.
- En zig-zag: mixto entre continuo y en línea.
2.2.2. Clasificación según el producto Obtenido Trenes desbastadores: parten de lingotes de fundición.
- Blooming: obtención de tochos. - Slabbing: obtención de petacas.
Trenes palanquilla: obtención de palanquillas. Trenes para fermachines: obtención de redondo de acero entre 5-8 mm Trenes estructurales: obtención de perfiles (U, T, doble T…) Trenes comerciales: obtención de perfiles de tamaño mediano y pequeño. Trenes para chapa:
- Para chapa gruesa: a partir de petacas. - Trenes continuos de laminación en caliente (partiendo de espesores entre 100 y
200 mm � obtenemos chapas entre 1.5 y 4.75 mm). - Trenes continuos de laminación en frío (partiendo de espesores entre 1.25 –
5 mm � obtenemos chapas de hasta 0.2 mm).

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 12
3. Laminación de tubos 3.1. Procedimiento Ehrhard Se introduce un tocho incandescente de sección cuadrada en una matriz de sección circular. Mediante un mandril punzonador se perfora un orificio previo, sin llegar a atravesar el tocho, para continuar la conformación se utilizan las cajas de cilindros laminadores con saliente estirador (a), un banco empujador (b) y, por último, las cajas de cilindros laminadores de reducción por estirado (c).
3.2. Mediante soldadura por resistencia I
a) desbobinadora b) máquina de soldeo a tope (trabajo continuo) c) cizalla para el biselado de bordes d) h) rodillos perfiladores i) soldadura j) m) rodillos calibradores n) guillotina
TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 13
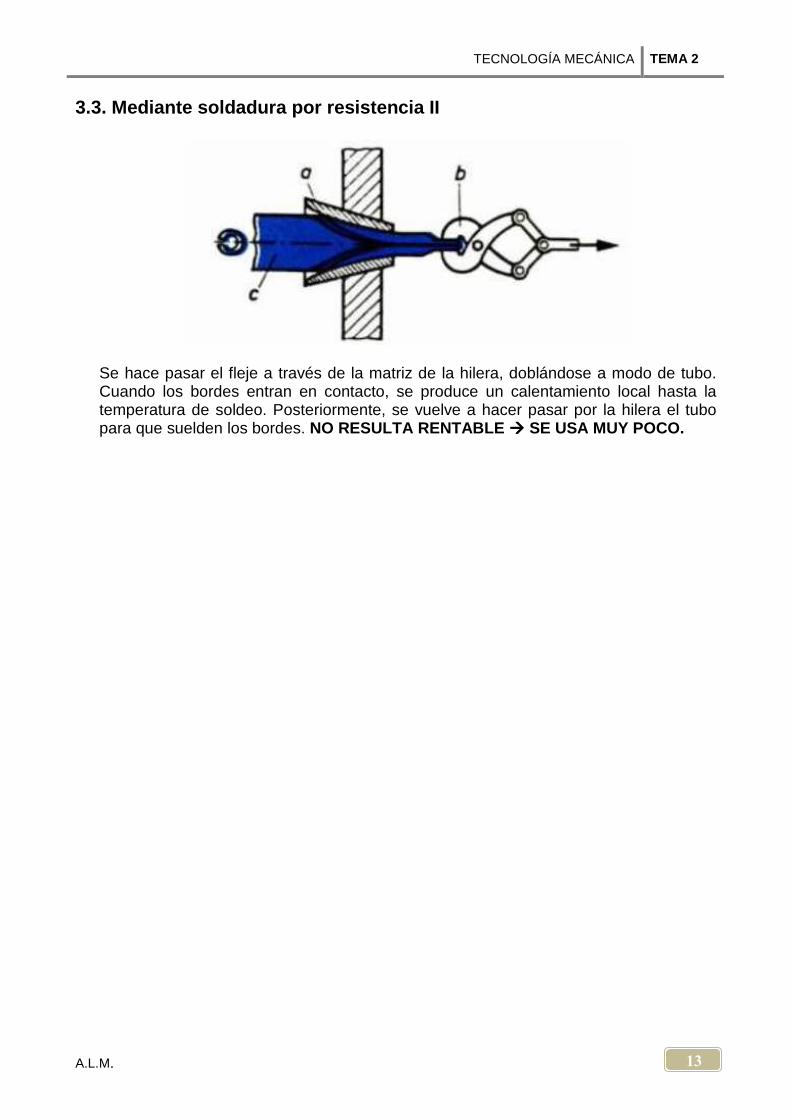
3.3. Mediante soldadura por resistencia II
Se hace pasar el fleje a través de la matriz de la hilera, doblándose a modo de tubo. Cuando los bordes entran en contacto, se produce un calentamiento local hasta la temperatura de soldeo. Posteriormente, se vuelve a hacer pasar por la hilera el tubo para que suelden los bordes. NO RESULTA RENTABLE ���� SE USA MUY POCO.
TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 14
4. La forja La forja es uno de los procedimientos de fabricación más antiguos. La forja es un procedimiento de conformación de los metales que se realiza sometiéndolos a esfuerzos violentos de compresión repetidos (forja) o continuos (prensa), generalmente en caliente. Se consigue:
- Mejorar la constitución del grano.
- Adaptar la forma del grano a la forma de la pieza deseada.
- Eliminar defectos (grietas y poros).
- Conformar superficialmente la pieza. A elevadas temperaturas se permite someter a los materiales a grandes esfuerzos y deformaciones sin que aparezca acritud. Podemos obtener:
- Piezas acabadas
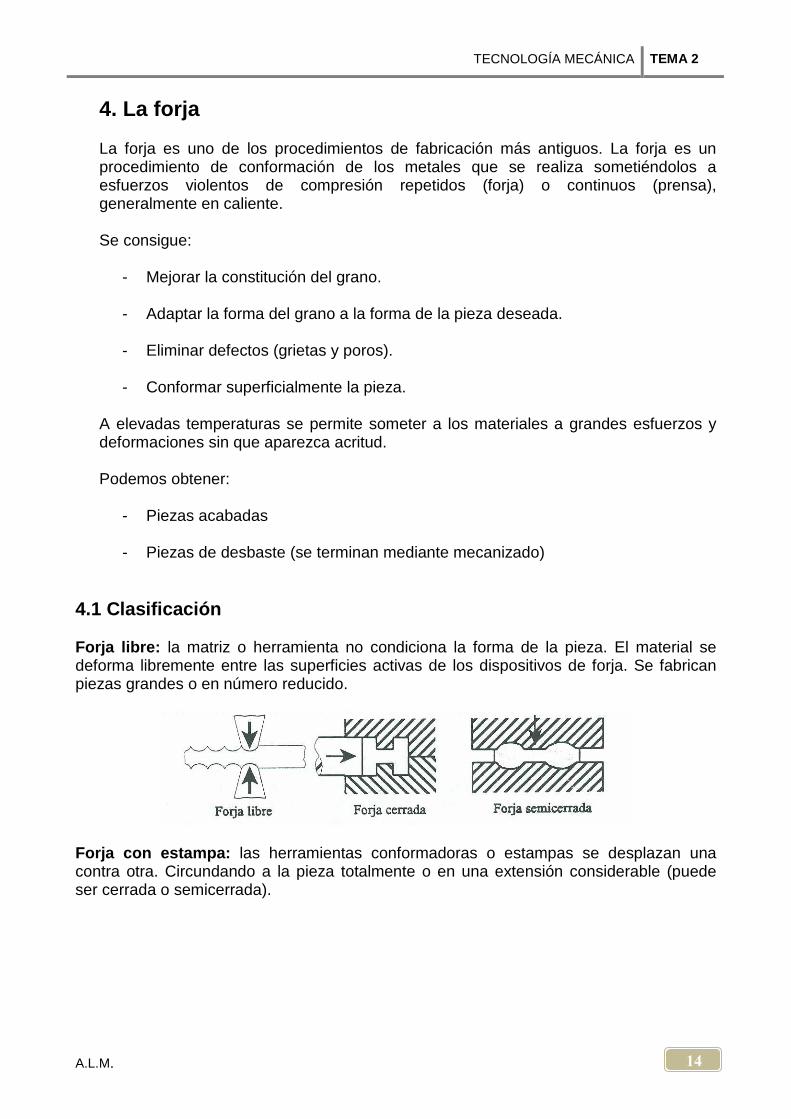
- Piezas de desbaste (se terminan mediante mecanizado) 4.1 Clasificación Forja libre: la matriz o herramienta no condiciona la forma de la pieza. El material se deforma libremente entre las superficies activas de los dispositivos de forja. Se fabrican piezas grandes o en número reducido.
Forja con estampa: las herramientas conformadoras o estampas se desplazan una contra otra. Circundando a la pieza totalmente o en una extensión considerable (puede ser cerrada o semicerrada).

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 15
4.2. Herramientas Forja a mano: yunques, bloques de acero templado, martillos, tenazas y herramientas auxiliares (punzones…) Martillos o martinetes: realizan la compresión necesaria mediante golpes sucesivos. Los golpes deben tener la suficiente fuerza como para trabajar la zona más interna del material de partida (siendo un defecto muy común el trabajo sólo superfi cial ). Tipos de martillos: DE CAÍDA LIBRE se eleva una maza y se deja caer. DE DOBLE EFECTO caída libre de la maza incrementada por el impulso de algún
sistema accionado por aire o vapor de agua. DE CONTRAGOLPE mientras la maza cae, la mesa sube.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 16
Prensas: la compresión del metal se produce por presión progresiva. La fuerza necesaria se transmite a la pieza a una velocidad baja. Están caracterizadas por ser silenciosas y con pocas vibraciones. Si se ajusta bien hay menos problemas de trabajos superficiales. PRENSAS DE HUSILLO se basan en el principio de tornillo-tuerca (normalmente
siendo la tuerca el elemento fijo) PRENSAS MECÁNICAS se basan en el principio biela-cigüeñal. El giro del
cigüeñal arrastra la biela, a la que se une la maza, que en una vuelta del cigüeñal realiza un ciclo de subida y bajada.
AMBAS PRESENTAN UN VOLANTE DE INERCIA ACUMULADOR DE ENERGÍA PRENSAS HIDRÁULICAS de cilindro-pistón. Por lo general son las que presentan
mayor capacidad de trabajo.
Prensas horizontales: para cualquiera de las anteriores.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 17
4.3. Defectos de forja Los más importantes:
- Grietas y plegado: se da en piezas excesivamente trabajadas, materiales frágiles en caliente, en situaciones con temperatura demasiado baja o en zonas de difícil llenado.
- Exceso de tensiones residuales: se eliminan con tratamientos térmicos.
- Falta de penetración.
- Pandeo: no se debe superar una relación diámetro/longitud > 3.
- Abarrilamiento: se produce por rozamiento entre la pieza y la matriz o maza. Puede dar lugar a grietas internas.
- Estructura de fibra: cuando se deforma más una dirección que otra (similar a lo que ocurre en laminación). A veces interesa y otras no, depende de la finalidad de la pieza.
TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 18
5. Extrusión
Proceso de conformado plástico. Mediante un émbolo o punzón se presiona el material de partida, colocado en el cuerpo de extrusión, obligándolo a pasar por una matriz de forma determinada. Al necesitar elevadas presiones, lo normal es que sea un proceso en caliente. En casos excepcionales se puede realizar en frío, obteniendo muy buenas propiedades mecánicas. Según la forma de la matriz se pueden obtener barras, tubos, perfiles complejos… Este proceso favorece la no aparición de grietas. En materiales frágiles se suele usar la extrusión en vez de estirado. 5.1. Herramientas Prensas Mecánicas (biela-cigüeñal) PROBLEMAS DE GUIADO Prensas Hidráulicas (las más comunes) HORIZONTALES
- Más indicadas para piezas largas.
- Inconveniente: el material de partida reposa en la parte inferior del contenedor, al estar en contacto se enfría más rápidamente, dando lugar a un enfriamiento menos uniforme. Esto puede dar lugar a deformaciones no uniformes (por ejemplo, alabeo en barras), pudiendo ser necesario utilizar máquinas rectificadoras al final del proceso.
VERTICALES - Capacidad de hasta 1000 T.
- Mayor facilidad de alineación del vástago.
- Mayor velocidad.
- Menor espacio.
- Inconveniente: requerimiento de altura.
- Inconveniente: fosos para piezas largas.
- Mayor calidad de acabado y enfriamiento uniforme del tocho.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 19
Matrices: suelen ser simétricas para homogeneizar las tensiones. Se emplean aceros de alta calidad y dureza. También se usan matrices de carburo de wolframio para grandes series. Ej. Acero aleado 0.35 % carbono, 3 % cromo y 9 % wolframio.
Partes más importantes:
- Matriz propiamente dicha, con la boquilla de sección adecuada.
- Contra-matriz: ayuda a la matriz a soportas las presiones (se renueva con menor frecuencia, ya que sufre menos desgaste).
- Porta-matriz: facilita la fijación entre la matriz y el contra-matriz.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 20
5.2. Clasificación de los procesos de extrusión 5.2.1. En continuo Extrusión directa: el pistón es el único elemento que se mueve. Transmite la presión al material que fluye, por el otro extremo, en el mismo sentido de avance del pistón. Extrusión indirecta: el cuerpo está completamente cerrado. El orificio de salida se encuentra en el propio pistón. El pistón avanza, la presión se transmite al material por todo el cuerpo. El material fluye en sentido contrario al del pistón. (El pistón admite menos presiones). Extrusión Hidrostática: el material está sumergido en el seno de un fluido (aceite). La presión es transmitida al material a través de dicho fluido. 5.2.2. En discontinuo Extrusión por Impacto: cada bajada del pistón corresponde a una pieza. El material de partida es una pastilla o disco.
5.3. Ventajas e inconvenientes de la extrusión
- Se obtienen piezas casi acabada - Se aumenta la resistencia en un 60% - Automatizable - Producción rápida - Se obtienen grandes reducciones
- Instalación costosa - Requiere un estudio muy profundo de la matriz

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 21
6. Estirado y trefilado Procesos de conformado plástico donde la solicitación predominante es la tracción . Consiste en hacer pasar el material por un orificio calibrado, consiguiendo así su alargamiento. Generalmente se trabaja en frío, aumentando la dureza y la resistencia de la pieza y mejorando el acabado superficial; también mejora las tolerancias dimensionales. Recordemos que en los procesos de forja, laminación y extrusión la solicitación predominante era de compresión. Los procesos de estirado y trefilado son muy similares, refiriéndose el trefilado a la obtención de alambre:
ESTIRADO TREFILADO Barras de 4 a 6 m Diámetro > 10 mm Perfiles con espesor 3 mm aprox
Materia prima
Tubos
Redondos de diámetro de 5-8 mm
Objetivo Calibrar, endurecer Dar forma
Adelgazar el material
Realización 1 pasada (40% reducción máx)
Varias pasadas (hasta 1000/1 de reducción)
6.1. Operaciones en estirado Estirado: hacer pasar el material a través de una o varias matrices, hasta conseguir la forma deseada. 6.1.1. Operaciones preparatorias
- Afilado: permite introducir el extremo de la barra en el orificio de la hilera y poder sujetarlo con la mordaza para estirar. Procedimientos:
o Forja: en caliente y con martillo.
o Forja rotativa: martillo de 2 o 4 mazos,
ayudados por la fuerza centrífuga al girar, son proyectados hacia el centro al pasar por los rodillos fijos situados en la periferia. La barra a afilar se sitúa en el centro (2000 golpes/min).
o Laminación.
o Torno.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 22
o En los bancos modernos no es necesario realizar el afilado, ya que disponen de dispositivos que obligan a la barra a introducirse en la hilera lo suficiente para ser atrapado por la mordaza.
- Decapado: Objeto: eliminar el óxido. Se suele realizar una limpieza superficial
mediante solución de ácido sulfúrico al 20%. Elimina el óxido de la superficie. Posteriormente se baña en óxido de cal, lo que detiene el ataque del ácido y sirve de lubricante.
6.1.2. Estirado Se realiza en los bancos de estirar formados por una bancada con una cabeza portahilera, un carro de tracción provisto de una mordaza para sujetar la barra y aplicar el esfuerzo de tracción, y un dispositivo para desplazar el carro (cremallera, cadena sin fin, cilindro y pistón…)
La pieza fundamental es la HILERA, su perfil longitudinal se puede dividir en:
- Embocadura: ángulos redondeados que facilitan el acceso de la barra.
- Sección de reducción (tronco-cónica): donde se consigue la reducción y estirado del material.
- Sección de calibrado (cilíndrica): se ajusta el diámetro final de la barra.
- Cono de salida: tronco-cónico de 30º normalmente.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 23
6.1.3. Operaciones de acabado
- Corte de los extremos. - Recocido: para eliminar acritud si se desea. - Enderezado - Pulido
6.2. Operaciones en trefilado Caso particular del estirado, donde se persigue la consecución de alambre de diámetro reducido. Para ello se realizan varias pasadas del material. Las operaciones son muy similares. 6.2.1. Operaciones preparatorias
- Afilado: permite introducir el extremo de la barra en el orificio de la hilera y poder sujetarlo con la mordaza para su trefilado. Procedimientos:
o Martillo o Laminación.
- Soldado: permite proceso en continuo sin tener que realizar el afilado repetidas
veces.
- Decapado: Objeto: eliminar el óxido. Por medios mecánicos o químicos. Siempre se debe evitar los óxidos en operaciones de conformado plástico en frío, ya que el óxido es muy duro y poco plástico.
6.2.2. Trefilado Se realiza en máquinas de trefilar:
- Devanadora: se coloca el rollo del redondo. - Hilera: de acero al cromo o metal duro. Similar a la de estirado. - Bobina de arrastre o tambor: tira y recoge el alambre.
Velocidad máx 1500 m/min.
- Máquinas simples: una sola hilera - Máquinas múltiples: varias hileras de boquilla decreciente.

TECNOLOGÍA MECÁNICA TEMA 2
A.L.M. 24
6.2.3. Operaciones de acabado
- Corte de los extremos. - Recocido: para eliminar acritud si se desea. - Rectificado (elimina óxido superficial), Galvanizado con cinc, Esmaltado con
barnices o Pulido, niquelado o cromado.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 25
3 TEMA 3: CONFORMADO DE CHAPA
1. Introducción El conformado de chapa fina ha adquirido un notable desarrollo en los últimos años, principalmente debido a la extensa variedad de aplicaciones en la fabricación de piezas (carrocerías de automóviles, aviones, aparatos electrodomésticos…). Principales causas del desarrollo:
- Economía de la fabricación de las piezas de chapa por estampación (para
grandes series).
- Uniformidad de las características mecánicas (no existe transformación térmica).
- Excelente acabado superficial.
Las condiciones, previas al conformado, que deben cumplir las chapas metálicas, para obtener los mejores resultados son:
- Superficies sin defectos.
- Espesor uniforme.
- Características uniformes del material. Las chapas más usadas son de acero, aluminio y latón. La operación más importante es la estampación , que a su vez se puede descomponer en las siguientes operaciones básicas:
- Punzonado y Troquelado.
- Doblado y curvado.
- Embutido. Otras operaciones, que no están incluidas en el estampado, pero que pueden tener su importancia en algún momento del proceso de fabricación, son el entallado o repujado y el cizallado. En este tema complementario se van a estudiar, más detalladamente, las operaciones básicas en las que se descompone el estampado.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 26
2. Punzonado y troquelado El punzonado o perforación de chapa consiste en una operación que, con los útiles adecuados, permite obtener figuras geométricas, en una superficie plana, más o menos complejas y de forma instantánea.
Fig. 1. Punzón y matriz (Izq.). Agujero punzonado ( dcha.) Son operaciones de cizallado. Las cuchillas tienen forma de líneas cerradas, siguiendo el borde del punzón y la matriz. El punzonado y troquelado son operaciones prácticamente iguales, sólo se diferencian en que, en el punzonado el trozo recortado es el desperdicio, mientras que en el troquelado , el trozo recortado, es la pieza a producir o troquel. Existe una relación mínima entre el diámetro de la pieza cortada y el espesor para que no rompa el punzón. Ésta para aceros es de e/D=1.2. Si se emplean materiales de menor resistencia puede aumentarse este límite. 2.1. Ángulo de escape Cuando el punzón recorta la pieza, ésta al recuperarse elásticamente puede quedar energéticamente atrapada en el agujero de la placa matriz. Para evitarlo, el contorno de la matriz aumenta progresivamente, de esta forma se facilita la expulsión del material recortado. Éste aumento se denomina ángulo de escape, y oscila entre 1º y 6º.
Fig. 2. Ángulos de Escape

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 27
2.2. Fuerza de punzonado El punzón durante su avance debe enfrentarse a tres resistencias:
- Resistencia opuesta por la estructura molecular del material.
- Tensiones elásticas del material.
- Resistencia a la expulsión de la pieza por rozamiento. La fuerza de corte va a ser función del perímetro de la pieza, del espesor y de la resistencia al cizallado:
sKesF = donde: s, desarrollo de la periferia de la pieza a cortar, en mm. e, espesor, en mm. Ks, resistencia a la cizalladura, en kg/mm2. La tensión o resistencia de cizalladura puede relacionarse con la de tracción mediante la siguiente expresión:
utsK σ5.0= Para chapas de acero suave se puede considerar Ks = 200 N/mm2. 2.3. Espesor máximo de corte en función del diámetr o Los punzones suelen construirse de acero rápido o fundido y tratado, con una resistencia a la tracción de aproximadamente de 2000 N/mm2. Se fija una tensión máxima de trabajo de compresión de σp = 500 N/mm2, manteniendo un coeficiente de seguridad sobre el límite elástico del punzón. Para el caso de un corte circular, de diámetro d, la fuerza de cizalladura es:
sc KedF π= Por otro lado, la fuerza de compresión (Rpunzón) que es capaz de soportar el punzón debe ser superior a la fuerza de cizalladura que debemos aplicar:
cp Fd ≥= σπ4
R2
Punzón
De donde se obtiene que el diámetro del punzón debe cumplir lo siguiente:
p
s
punzón
Ked
σ4
≥

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 28
Reemplazando por los valores numéricos de resistencia anteriores (Ks = 200 N/mm2 y σp = 500 N/mm2), se obtienen la siguiente relación entre el espesor de chapa y el diámetro del punzón:
6.1
punzónde ≤
Es decir, e/D ≤ 0.625, mucho más restrictivo que la recomendación anterior. 2.4. Trabajo de corte Si suponemos que la fuerza es constante durante todo el punzonado, el trabajo de corte será el producto de la fuerza por la carrera de corte, en general el espesor de la chapa. Se suele multiplicar por un factor X, entre 0.5 y 0.8, pues en realidad la fuerza de corte no es constante.
eFXA = 2.5. Disposición de figuras , Este procedimiento suele estar ligado a la producción de grandes cantidades de piezas en chapas de grandes dimensiones. Para minimizar el coste unitario por pieza, es necesario optimizar la cantidad de material útil de la chapa. Para ello, en cada caso, habrá que realizar un estudio exhaustivo de la disposición de las piezas en la chapa.
Fig. 3. Ejemplo disposición figuras 2.6. Características del punzón y de la placa matri z Los punzones son órganos móviles de corte en las matrices, estos adoptan la forma de la figura total o parcialmente. Están sujetos a una placa portapunzones. Trabajan contra la placa matriz. Están sujetos al carro de la prensa mediante el macho y son guiados por la placa mediante unas guías.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 29
Fig. 4. Matriz Típica
Fig. 5. Ejemplos de punzones y matrices
La placa matriz es aquella en la que se encuentra tallada, de forma exacta, la figura de la pieza a obtener. Es el elemento que más esfuerzo soporta. En el caso de máquinas CNC, que permiten trabajar a una velocidad de 200 agujeros/min, las punzonadoras constan de:
- Mesa, sobre la que se desliza la chapa. - Carro portamordazas que sujeta la chapa. Permite el movimiento longitudinal y
transversal. - Bastidor, estructura rígida de la máquina. - Centro de punzonado. Portaherramientas fijo montado sobre una torre circular
giratoria. Unos cilindros neumáticos oprimen la chapa contra la mesa antes del punzonado.
Fig. 6. Punzones con extractor (Izq.) y matriz con placa guía de punzones (dcha.)

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 30
3. Doblado y curvado El doblado y curvado son dos operaciones que las que no se modifica el espesor de la chapa una vez conformada. Se puede producir mediante:
- Flexión: con fuerzas de compresión y tracción aplicadas desde fuera. - Mediante Torsión.
Algunos procedimientos de doblado son:
- Doblado sin estampa. - Doblado o curvado en redondo. - Doblado con estampa. - …
Los radios de unión que se recomiendan son:
- 1 a 2 veces el espesor de la chapa para materiales dulces. - 3 a 4 veces el espesor de la chapa para materiales duros.
Hay que tener en cuenta, que como los metales son elásticos, al cesar la acción de doblado o curvado tienden a recuperar su forma primitiva. Esta tendencia es mayor cuanto más duro sea el material. Debido a esto, habrá que proyectar un ángulo de doblado algo más agudo al deseado, de forma que una vez se recupere el material quede el ángulo deseado. 3.1. Esfuerzos desarrollados en el doblado Cuando una lámina se coloca sobre la matriz de plegado, se comporta, en muchos casos, como un sólido apoyado en sus extremos. En el caso más simple, se puede usar la siguiente fórmula:
l
sbF d
3
2 2σ=
donde: F = esfuerzo en kg. σd = solicitación a la flexión en kg/mm2. (σd=3 σr) b = longitud de doblado, en mm. s = espesor de la chapa, en mm. l = distancia entre los apoyos de la plancha.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 31
4. Embutición Operación cuya finalidad es convertir una chapa plana en un cuerpo hueco. Se realiza mediante una estampa de embutición, compuesta de:
- Matriz , forma el hueco al que debe adaptarse la chapa.
- Punzón , empuja la chapa, adaptándola al hueco.
- Pisador o sujeta chapas , presiona el borde de la chapa contra la matriz, evita que se formen arrugas, pero sin sujetarla. La chapa debe fluir conforme baja el punzón.
Fig. 7. Distintos tipos de prensa para embutición Durante el proceso se produce un complejo sistema de fuerzas de tracción y compresión que componen el flujo o corrimiento del material. Para embutir piezas muy profundas deben usarse punzones de sección muy pequeña en relación con las dimensiones iniciales de la chapa. Cuanto mayor sea esta diferencia mayor será el esfuerzo necesario. No se recomienda embutir en una operación profundidades superiores a un radio de la pieza. Para piezas más profundas se debe hacer en varias operaciones, siendo n el número de operaciones (d, diámetro del punzón; h, profundidad o altura de embutición):
- d
hn 2= , para piezas de pequeño diámetro.
- d
hn 3= , para piezas de gran tamaño.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 32
4.1. Determinación del diámetro de la chapa Existen varios métodos para determinar el diámetro original de la chapa a embutir:
- Determinación Gráfica: se descompone el contorno en longitudes fáciles de calcular.
- Determinación analítica. - Tablas de áreas más comunes.
Fig. 8. Corte a medida de diversas piezas embutidas

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 33
4.2. Recipientes cilíndricos En general, se suele relacionar el área del disco de partida con la superficie exterior de la pieza a obtener. Para cilindros de diámetro interior d y altura exterior h, el diámetro del corte es aproximadamente:
( )dhD += 1.1 La determinación gráfica se puede realizar mediante las siguientes figuras:
Fig. 9. Determinación del corte a medida de piezas cilíndricas
Para cuerpos no simétricos, se determina subdividiendo el cuerpo en partes sencillas.

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 34
4.3. Relación de embutición La máxima relación de estirado depende de:
- Resistencia del material. - Dimensiones y espesor de la chapa. - Presión, fricción.
Cuando el trabajo exige un elevado grado de deformación de la chapa, superando la máxima deformación admisible, será necesario realizarlo en varias etapas, con distintas relaciones de embutición (usando diámetros de punzón distintos). Tendremos:
- D = diámetro del disco. - d1…dn = diámetros del punzón en cada caso. - β0 = D/d = Relación de embutición de estirado único. - m0 = d/D = Factor de embutición mínimo (1/ β0).
En cada paso debe cumplirse lo siguiente:
d0 = D/β0 o d0 = m0 D d1 = d0/β1 o d1 = m1 d0
… … dn = dn-1/βn o dn = mn dn-1
Para determinar la relación de embutición límite o máxima, y/o el factor de embutición mínimo en chapa de acero estándar se puede recurrir al siguiente gráfico.
Fig. 10. Relación límite de embutición en estirado único

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 35
4.4. Fuerza necesaria para la embutición El cálculo es muy complicado, sobre todo para piezas de formas irregulares. Para el caso más sencillo, recipiente cilíndrico de fondo plano, se tiene que:
rnerF σ= donde: σr = carga de rotura del material. n = coeficiente en función de Ddisco y dpunzón. r = radio del punzón + e/2. e = espesor de la chapa. Otros autores recomiendan usar la siguiente ecuación:
utsdnF σπ= donde: σut = resistencia a tracción del material. d = diámetro del punzón s = espesor de la chapa. πd = perímetro del punzón (mm). n = relación entre la resistencia a tracción y a la deformación por embutición (σe/σut)
βη
σ lnF
fn
e
K=
donde: Kfn = resistencia media a la deformación en el máximo de fuerzas. ηF = rendimiento de embutición. El cálculo analítico de n o de la resistencia a la deformación por embutición es muy complicado. Para solucionarlo, se recurre a simplificaciones numéricas o a la resolución gráfica: En general es válida la expresión:
1
12.1
max
0
−−
=ββ
n
O bien, se puede usar el siguiente gráfico:

TECNOLOGÍA MECÁNICA TEMA 3
A.L.M. 36
Fig. 11. Fuerza de embutición para piezas cilíndric as en estirado único.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 37
4 TEMA 4: MECANIZADO MEDIANTE ARRANQUE DE VIRUTA
1. Introducción El mecanizado o conformado por arranque de viruta es un procedimiento que permite modificar formas, dimensiones y/o el grado de acabado superficial de piezas obtenidas con otros procesos de fabricación. Esta transformación o modificación se realiza arrancando capas de metal (o creces de mecanizado) que se transforman en viruta. Este tipo de operaciones suelen realizarse en piezas fabricadas mediante fundición, deformación plástica… para perfeccionar las cotas y el acabado superficial. El mecanizado no se debe entender como la solución única para obtener una determinada geometría, debido al elevado coste que supone el arranque excesivo del material. El mecanizado debe combinarse con otros procesos de fabricación. Otro aspecto importante a tener en cuenta es que las propiedades mecánicas que se consiguen mediante mecanizado son muy inferiores a las que se consiguen con la deformación plástica, sobretodo por la orientación de los granos según la geometría externa que se consigue con el conformado plástico, frente a su corte.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 38

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 39
2. Movimientos de corte, avance y penetración Movimiento de Corte : es el responsable del proceso de eliminación del material. Lo puede realizar la pieza o la herramienta. Este movimiento consume la mayor parte de la potencia necesaria para realizar el trabajo. Movimiento de Avance : permite que en la zona de corte haya nuevas partes de la pieza a mecanizar hasta que se completa la operación o la pasada correspondiente. Lo puede realizar la pieza o la herramienta. Pueden existir varios movimientos de avance simultáneos. Movimiento de Penetración : asegura la interferencia entre la pieza y la herramienta, para que pueda existir la eliminación del material, y asegura que la pieza tenga la dimensión adecuada después de cada pasada. Suele ser un movimiento intermitente, que se efectúa cuando no se está produciendo el arranque de material, es decir, antes de comenzar una operación elemental de mecanizado.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 40

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 41

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 42

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 43
3. Propiedades generales de la viruta Viruta : se define viruta como el exceso de material eliminado en los procesos de mecanizado. Propiedades :
- Es siempre de material más duro y frágil que la pieza.
- Puede distinguirse a simple vista la zona de la viruta que ha estado en contacto con la cara de desprendimiento (brillante y pulida) de la zona opuesta (rugosa).
- El espesor de la viruta es siempre mayor que el espesor teórico de la viruta o
espesor de “viruta indeformada”. Al mecanizar materiales frágiles (o materiales dúctiles a bajas velocidades) se obtiene una viruta discontinua (fragmentos de material de corta longitud). La viruta está poco tiempo en contacto con la cara de desprendimiento, la longitud de contacto es baja. Esto permite seleccionar ángulos de desprendimiento muy bajos. Al mecanizar materiales tenaces con altas velocidades de mecanizado la viruta formada es continua o plástica. Por tanto, la longitud de contacto con la cara de desprendimiento es elevada, siendo necesario operar con ángulos de desprendimiento elevados para disminuir el rozamiento y desgaste de la herramienta. En materiales dúctiles, trabajados a velocidades intermedias, puede aparecer el denominado Filo de Recrecido o Aportado . El material de la pieza se adhiere a la herramienta, actuando como prolongación del filo de corte. Se obtiene una viruta menos discontinua, pero con ondulaciones en la cara mecanizada. Se debe evitar , pues también va a afectar a la vida útil de la herramienta y a las fuerzas de mecanizado.
4. La herramienta de mecanizado 4.1. La herramienta elemental La herramienta de corte más sencilla es la cuchilla recta, formada por una barra de sección cuadrada, con un extremo afilado en forma de cuña.
Fig. 1. Herramienta Elemental

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 44
Cara de desprendimiento : cara sobre la que desliza la viruta separada de la pieza. Cara de incidencia : cada de la herramienta que queda enfrentada a la superficie ya mecanizada de la pieza. Ángulo de desprendimiento ( γ): ángulo formado entre la cara de desprendimiento y la normal a la superficie mecanizada. Parámetro muy importante en la formación de la viruta, pues el arranque de la viruta se provoca por la acción combinada del filo de corte y la cara de desprendimiento. La cara de desprendimiento es la que determina la deformación plástica del material, provocando la separación de la viruta. La elección de este ángulo depende del tipo de viruta que se forma:
- Viruta continua (en forma de hélice). Típicas de materiales tenaces (aceros dulces, aluminios, aleaciones ligeras…). Existe mayor rozamiento con la cara de desprendimiento, se produce mayor calor. Para reducir este efecto se suele trabajar con ángulos grandes (10º - 40º).
- Viruta discontinua . Típicas de materiales duros y/o frágiles. Generan menos
rozamiento (0º-10º) A mayor ángulo, menor ángulo de herramienta, por lo que ésta se debilita. Para materiales duros no se puede trabajar con ángulos excesivos de desprendimiento. A veces da buenos resultados trabajar con ángulos negativos. Ángulo de incidencia ( α): ángulo formado entre la cara de incidencia y la superficie de la pieza mecanizada. Evita el roce del talón de la herramienta con la cara mecanizada. Después del arranque del material, la parte de la pieza liberada de la presión de la herramienta tiende a dilatarse por su propia elasticidad. Si este ángulo fuese nulo, la herramienta rozaría con la superficie de la pieza, provocando el calentamiento de la herramienta y empeorando la calidad superficial. Siempre debe existir un ángulo de incidencia positivo . Debe de ser lo menor posible para no debilitar la herramienta. Una vez que se ha conseguido que la herramienta no contacte con la cara mecanizada, no tiene sentido seguir aumentando éste ángulo. Valores habituales, para acero rápido entre 6º-14º y para metal duro 5-12º. Ángulo de la herramienta ( β): éste ángulo depende de los anteriores, y no debe ser demasiado pequeño para asegurar la integridad de la herramienta:
)(º90 γαβ +−=

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 45
4.2. Formación del filo de recrecido Es un problema importante, pues afecta a las fuerzas de corte, al acabado superficial y a la duración de la herramienta. Para la gran mayoría de los materiales se puede dibujar la curva “acabado superficial o rugosidad /Velocidad de corte:
Fig. 2. Rugosidad – Velocidad Corte Nakayama (1957) estudió las causas de la formación del filo de recrecido y concluyó que está relacionado con la temperatura y la velocidad de corte. El filo de recrecido desaparece cuando se alcanzan temperaturas superiores a las de recristalización del material a mecanizar. Estudios posteriores han mostrado tres fenómenos relacionados con la formación del filo de recrecido:
- Aumenta:
o ángulo de desprendimiento efectivo (γ) o ángulo de cizalladura (Φ). o espesor de la viruta indeformada (h i).
- Recalcado superficie mecanizada.
NOTA: la formación del filo de recrecido es periódico, a intervalos de tiempo irregulares se desprende el filo formado iniciándose un nuevo ciclo.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 46
4.3. La herramienta real monofilo Hasta ahora se ha considerado el corte ortogonal o corte plano . La mayoría de los procesos se realizan en situación de corte oblicuo o tridimensional , donde el filo de corte forma cierto ángulo de inclinación con respecto al ortogonal, pues resulta más efectivo.
Fig. 3. Corte ortogonal (Izq.) Corte oblicuo (dcha. ) Esta situación tampoco suele ser la real. Normalmente el filo de corte no está contenido en el mismo plano de la superficie mecanizada, sino en el relativo a la superficie en curso de mecanización.
Fig. 4. Corte real (Izq.) Sección del corte en un p lano perpendicular al filo de corte (dcha.)

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 47
4.4. Enlace del filo principal y el filo secundario Puede realizarse con arco de círculo o con un chaflán del ángulo de unión. Enlace con un arco de círculo : puede ser tangente a los dos filos o estar desplazado para disminuir la presión sobre la superficie trabajada. Depende de:
- El material de la cuchilla: cuanto menor sea el radio, mayor será la concentración de temperatura en la punta. Según la resistencia a la temperatura del material menor o mayor deberá ser el radio.
- El avance por vuelta: el radio suele ser igual a cuatro veces el avance por
vuelta.
- La profundidad de corte: se recomienda el radio sea igual a la cuarta parte de la profundidad.
Fig. 5. Enlace con arco de círculo
Inconvenientes: produce viruta de espesor no uniforme, más delgado hacia la punta. Esto genera vibraciones si el radio es muy grande. Enlace con chaflán : sistema más adecuado. Consiste en achaflanar la punta con un ángulo de unos 5º, para metales blandos, y 10º, para metales duros. Este chaflán adelgaza la viruta de forma uniforme. En realidad se forma un tercer filo.
Fig. 6. Enlace con chaflán
Ventajas:
- Menor fuerza de corte al generar viruta más delgada. - No vibraciones. - Menor potencia consumida

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 48
5. Vida útil de la herramienta 5.1. Mecanismos de desgaste La duración de la herramienta es un factor clave desde el punto de vista económico. La pérdida en la capacidad de corte puede producirse de dos maneras:
- Progresivamente, por desgaste . Tres mecanismos:
o Desgaste por adhesión : se produce al romperse las microsoldaduras existentes entre el material de la viruta y el de la herramienta, en la cara de desprendimiento. Al fracturarse estas soldaduras se desprenden pequeños fragmentos del material de la herramienta. Si existe rozamiento entre la cara de incidencia y la superficie mecanizada de la herramienta, se produce este desgaste, pasando fragmentos de material de la herramienta a la cara mecanizada.
o Desgaste por abrasión : partículas endurecidas de la viruta deslizan por
la cara de desprendimiento de la herramienta, eliminando pequeñas cantidades de material de la herramienta.
o Desgaste por difusión : átomos de una red cristalina de una región de
alta concentración, se desplazan, siempre a altas temperaturas, a otra región de concentración atómica menor.
- Instantáneamente, por desmoronamiento o fallo catastrófico : rápido deterioro
de la arista de corte después de un periodo de corte bien ejecutado. Suele deberse a la combinación de los esfuerzos de corte y elevadas temperaturas (importancia de la lubricación y refrigeración). No debe confundirse con la rotura prematura de la herramienta debido a algún defecto de ésta o por causas externas.
5.2. Zonas de desgaste Desgaste en incidencia : ocasionado por el rozamiento entre la superficie mecanizada y la cara de incidencia de la herramienta. Se genera una franja de desgaste. Desgaste en desprendimiento : en la zona de contacto de la viruta y la cara de desprendimiento de la herramienta. Suele ajustarse a la forma de la viruta, forma el denominado cráter.
Fig. 7. Zonas de desgaste

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 49
5.3. Duración o vida útil de la herramienta La duración o vida útil de la herramienta es vital desde un punto de vista económico. Los estudios e investigaciones en este ámbito se han dirigido tanto al fenómeno de formación de la viruta, como a la elección de las condiciones adecuadas para asegurar una larga vida útil a la herramienta. Definiciones según la norma UNE 16-148-85, correspondiente a la ISO 3685-1977:
- Desgaste de la Herramienta: modificación de la geometría de corte de la herramienta, con relación a su geometría original, que tiene lugar durante el corte y que es debida a la pérdida progresiva del material de la herramienta.
- Medida del Desgaste de la Herramienta: dimensión medible que permite
cuantificar el valor de desgaste.
- Criterio de Duración de la Herramienta: valor límite preestablecido en la medida del desgaste de la herramienta, o la aparición de un determinado fenómeno o circunstancia. Suele denominarse también criterio de desgaste.
- Duración o Vida de la Herramienta: tiempo de corte, para unas condiciones de
mecanizado dadas, necesario para alcanzar un criterio de duración de la herramienta.
5.3.1. Medida del desgaste de la herramienta Desgaste de Incidencia (a medir en la zona media del filo de corte):
� Ancho medio de la zona de desgaste VB � Ancho máximo de la zona de desgaste VBmax
Desgaste en desprendimiento: � Profundidad del cráter KT � Cotas KB y KM

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 50
Fig. 8. Medidas del Desgaste
Con criterios económicos, el desgaste en incidencia es el principal factor a tener en cuenta. Sólo a muy altas velocidades de corte cobra importancia el desgaste en la cara de desprendimiento. 5.3.2. Criterios de desgaste La evolución del desgaste es progresiva, en la cara de incidencia suele seguir la siguiente evolución.
Fig. 9. Evolución Desgaste de Incidencia ZONA A: desgaste inicial rápido de la herramienta. ZONA B: desgaste más lento, casi lineal. ZONA C: aumenta la velocidad de desgaste, hasta inutilizar la herramienta. Debe de fijarse un criterio de desgaste que evite entrar en la zona C. Para el ejemplo dado, se podría establecer VB medio <=0.3 mm. Los principales criterios suelen establecerse para:
- VB - VBmáx - KT - Fallo catastrófico - Rugosidad de la cara mecanizada - Grietas en la arista de corte - Peso o volumen de la herramienta - Empeoramiento de las características geométricas de la pieza - Incremento de las fuerzas de corte (potencia)
Ejemplo UNE 16-143 para herramientas de acero rápido:
- Desmoronamiento o fallo catastrófico. - VB = 0.3 mm, si el desgaste es uniforme.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 51
- VBmáx = 0.6 mm, si el desgaste es irregular. 5.3.3. Vida de la herramienta A veces interesa expresarlo en unidades diferentes al tiempo. Las unidades más empleadas son:
- Tiempo de corte. - Tiempo total por componente, de interés para la Unidad de Mantenimiento. - Volumen de material arrancado, interés científico. - Cantidad de piezas producidas, interés para el operario y costes. - Velocidad de corte equivalente, para catálogos y comparación de herramientas.
5.3.4. Ecuación de Taylor F.W. Taylor (1906) efectuó largas series de ensayos sistemáticos, variando la velocidad de corte y manteniendo constante todos los demás parámetros del proceso. Consideró como criterio de duración el desmoronamiento del filo de la herramienta. Obtuvo una ecuación de vida de la herramienta que se usa aún en la actualidad.
CTv n =
CTnv logloglog =+ donde: v, velocidad de corte (m/min) T, duración de la herramienta (min) C, constante que expresa la velocidad de corte para una duración unitaria de la
herramienta, indicador de la maquinabilidad del material de la pieza. n, factor que depende del material
Fig. 10. Ecuación Taylor El factor n expresa la pendiente de la recta logarítmica, conociendo dos pares de valores (v, T) se puede determinar:
21
12
loglog
loglog
TT
vvtgn
−−
== α

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 52
Valores normales del exponente n: acero rápido 0.15, metal duro 0.30 y cerámica de corte 0.70. Investigaciones posteriores han mostrado válida estas ecuaciones para el mecanizado de aceros suaves y aleaciones de buena maquinabilidad, en condiciones de vida de la herramienta entre 10 y 50 minutos. Para piezas de elevada resistencia, sobretodo con herramientas de elevada vida, no se ajustan bien.
6. Maquinabilidad La mayoría de los metales y sus aleaciones pueden conformarse por arranque de viruta, sin embargo en algunas ocasiones es necesario aplicarle a estos un tratamiento térmico previo, debido a que no todos los materiales se dejan trabajar con igual facilidad, o sea que no tienen la misma maquinabilidad. La maquinabilidad se define como la aptitud de los materiales para ser conformados por mecanizado mediante arranque de material o viruta. Se evalúa mediante la realización de una serie de ensayos en los que se determina las siguientes características:
- La duración del afilado de la herramienta. - La velocidad de corte para una determinada duración de la herramienta. - La fuerza de corte en la herramienta / potencia. - El trabajo de corte. - La temperatura de corte. - La producción de viruta. - Acabado superficial.
Experimentalmente se ha comprobado, para acero, que la maquinabilidad depende de los siguientes factores:
- Composición química del material. - Tipo de microestructura (constitución). - Inclusiones que contengan (partículas de ≠ material dentro de la estructura). - Dureza y resistencia (materiales blandos se mecanizan a mayor velocidad). - Ductilidad y acritud (los materiales se mecanizan mejor cuanto más elevada sea
la relación: Límite elasticidad/Resistencia Mecánica). - Tamaño del grano (el aumento del tamaño del grano facilita el mecanizado). - Conductividad térmica. - Presencia de aditivos libres.
Ej. Aceros: gran variedad de maquinabilidad, disminuyendo con forme aumenta el porcentaje de carbono (aumenta la dureza, y el filo de la herramienta dura menos).

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 53
7. El torno
El torneado genera formas cilíndricas con herramientas de un solo filo de corte. Movimiento de corte : rotativo – la pieza. Movimiento de avance : lineal – la herramienta. Movimiento de penetración : lineal – la herramienta. El cabezal proporciona el par necesario para hacer girar la pieza y producir el corte, consume la mayor parte de la potencia del proceso. El carro portaherramientas es el responsable del movimiento de avance y de presentación de la herramienta. El carro portaherramientas se divide a su vez en el carro longitudinal, que apoya sobre la bancada. y el carro transversal, que apoya sobre el anterior. Partes del torno tradicional:

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 54
Existen tres tipos de herramientas:
- Herramientas enterizas - Herramientas de plaquita soldada - Herramientas de plaquita
intercabiable.
Sujeción de la herramienta : torreta portaherramientas Se distingue entre dos clases de trabajo:
- Operaciones de desbaste : arrancar un volumen de metal tan eficientemente como sea posible. El mayor requerimiento es la resistencia del filo de corte.
- Operaciones de acabado : el volumen de metal arrancado es menor. Tiene por
objetivo obtener unas superficies que cumplan con unas exigencias de rugosidad y de tolerancias impuestas.
Principales operaciones en torno:

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 55
Sujeción de la pieza : se realiza mediante los denominados platos de garras.
Tipos de sujeción:
1. Sujeción al aire : la pieza se sujeta por uno de sus extremos, el plato de garra es el responsable de transmitir el movimiento de giro a la pieza. Es válido para piezas poco esbeltas. La pieza se puede asimilar a una viga empotrada.
2. Sujeción entre plato y punto : la pieza se sujeta por unos de sus extremos
mediante el plato de garras, el otro extremo queda apoyado en un punto (contrapunto ). El plato de garras transmite el movimiento de giro a la pieza. Admite piezas semi-esbeltas. La pieza se puede asimilar a una viga empotrada y apoyada.
3. Sujeción entre puntos : la pieza queda apoyada en contrapuntos en sus dos
extremos. El movimiento de giro se transmite a la pieza mediante una mordaza en un punto intermedio. Admite piezas semi-esbeltas. La pieza se puede asimilar a una viga doblemente apoyada.
Contra puntos ����

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 56
Tipos de platos de Garras:
Tipos de cuchillas según operación:

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 57
8. La fresadora
FRESADO: movimiento coordinado entre una herramienta rotativa con varias puntas y un avance recto de la pieza. El fresado es una operación de corte ininterrumpido: los dientes de la fresa entran y salen del trabajo durante una revolución. Los dientes se ven sometidos a fuerzas de impacto y choque térmico en cada rotación. El material de la herramienta y la geometría del cortador deben diseñarse para soportar estas condiciones. Movimiento de corte : rotativo y por parte de la herramienta. Movimiento de avance : rectilíneo y por parte de la pieza y/o la herramienta. Movimiento de penetración : rectilíneo y por parte de la herramienta. Ventajas :
- Alta eficiencia del mecanizado. - Buen acabado superficial. - Precisión y flexibilidad en la producción de formas.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 58
TIPOS DE FRESAS
1. Según tipo dentado:
a. Dientes Fresados : de perfil casi triangular. b. Dientes destalonados : de perfil casi rectangular. c. Dientes Postizos : soldados o atornillados.
2. Según el número de cortes:
a. Fresas de un corte : sólo tienen una cara activa, bien por la periferia o por un lateral. Ej. Fresa Cilíndrica.
b. Fresas de dos cortes : tienen dos caras activas.
c. Fresas de tres caras : tienen tres superficies cortantes. Las más corrientes
son las cilíndricas y las de disco con dientes tanto en la periferia como en las dos superficies laterales.
3. Según su forma:
a. Cilíndricas : pueden tener el dentado recto o helicoidal. Para mejorar la
eficiencia del trabajo se diseñan con dos hélices de sentido contrario.
b. Disco : son fresas cilíndricas de espesor pequeño.
c. Cónicas : la superficie periférica tiene forma de tronco cónico.
d. De forma : tienen su superficie periférica adaptada a un perfil especial, que resulta ser el negativo del perfil de la pieza mecanizada.
e. Compuestas : formadas por la unión de dos o tres fresas sencillas para
realizar una operación más complicada.
f. Madre : especiales para la obtención de engranajes.

TECNOLOGÍA MECÁNICA TEMA 4
A.L.M. 59
4. Según su aplicación:
a. Fresas de planear : cilíndricas o frontales.
b. Fresas de ranurar : Numerosos tipos: i. Ranuras rectas. ii. Ranuras en T.
iii. Ranuras con cola de milano. iv. Ranuras para chavetas o chavetero.
c. Fresas de cortar : como las de ranurar pero el diámetro es mucho mayor
que el espesor de la fresa.
d. Fresas de perfilar : corresponde a las fresas de forma.
e. Fresas para tallar engranajes : i. Fresas módulo : su sección cortante es idéntica al intradiente del
engranaje. ii. Fresas Madre : tornillo sin fin, cuya sección normal a la hélice tiene la
forma de la cremallera.
TECNOLOGÍA MECÁNICA
A.L.M. 60
BIBLIOGRAFÍA 1 Espinosa, M.M. 2000. Introducción a los procesos de fabricación. Universidad Nacional de Educación a Distancia, Madrid. 2 Milán, S. 2006. Procedimientos de mecanizado. Ed. Thomson Paraninfo, Madrid. 3 Migueléz, M.H., Cantero, J.L., Canteli, J.A. y Filippone, J.G. 2005. Problemas resueltos de tecnología de fabricación. Ed. Thomson Paraninfo, Madrid. 4 Larburu, N. 2004. Acero laminado: prontuario: construcciones metálicas. Ed. Thomson Paraninfo, Madrid. 5 Ferier, J.L. y Lindbeck, J.R. 2000. Metal: tecnología y proceso. Ed. Thomson Paraninfo, Madrid. 6 Ginjaume, A. 2005. Ejecución de procesos de mecanizado, conformado y montaje. Ed. Thomson Paraninfo, Madrid. 7 Sevilla, L., Martín, M.J. Metrología Dimensional SPICUM Universidad de Málaga, 2008. 8 Apuntes de “Mecanizado y Fabricación Asistida por ordenador” 2000. Universidad de Málaga. Escuela Técnica Superior.