Embed Size (px)
Citation preview

The electronic pdf version of this document, available free of chargefrom http://www.dnvgl.com, is the officially binding version.
DNV GL AS
CLASS PROGRAMME
Type approval
DNVGL-CP-0084 Edition March 2016
Sandwich core materials

FOREWORD
DNV GL class programmes contain procedural and technical requirements including acceptancecriteria for obtaining and retaining certificates for objects and organisations related toclassification.
© DNV GL AS March 2016
Any comments may be sent by e-mail to [email protected]
This service document has been prepared based on available knowledge, technology and/or information at the time of issuance of thisdocument. The use of this document by others than DNV GL is at the user's sole risk. DNV GL does not accept any liability or responsibilityfor loss or damages resulting from any use of this document.

Cha
nges
- c
urre
nt
Class programme — DNVGL-CP-0084. Edition March 2016 Page 3Sandwich core materials
DNV GL AS
CHANGES - CURRENT
This is a new document.

Con
tent
s
Class programme — DNVGL-CP-0084. Edition March 2016 Page 4Sandwich core materials
DNV GL AS
CONTENTS
Changes - current...................................................................................................3
Section 1 General....................................................................................................51 Introduction.........................................................................................52 References........................................................................................... 63 Documentation.....................................................................................6
Section 2 General requirements..............................................................................81 Design requirements............................................................................82 Requirements to production and quality control arrangement............. 83 Requirements to material.................................................................... 94 General requirements........................................................................ 105 Slamming grade requirements...........................................................156 Fatigue grade requirements...............................................................157 Requirements to marking of product................................................. 16
Appendix A For entry of type test results............................................................. 17
Changes – historic................................................................................................21

Sec
tion
1
Class programme — DNVGL-CP-0084. Edition March 2016 Page 5Sandwich core materials
DNV GL AS
SECTION 1 GENERAL
1 Introduction
1.1 ObjectiveThe objective of this class programme (CP) is to give a description of the type approval (TA) scheme forsandwich core materials.The general requirements for obtaining type approval certificate is given in class programme DNVGL CP 0338- DNV GL type approval scheme.The procedures and requirements described in this CP are applicable for obtaining TA certificate based onrequirements in:
— DNV GL rules, RU SHIP Pt.2 Ch.3.— DNVGL ST 0189, Lifeboats and Rescue Boats— DNVGL ST 0342, Craft.
Guidance note:This Class Programme is not applicable for obtaining EU Marine Equipment Directive (MED) certificates. Visit www.dnvgl.com forinformation on MED certification.
---e-n-d---o-f---g-u-i-d-a-n-c-e---n-o-t-e---
1.2 ScopeThis CP gives a description of the procedures and requirements related to documentation, design and typetesting applicable for TA of sandwich core materials.This CP does not set the design requirements to the sandwich core materials. TA is based on compliancewith design requirements given in the DNV GL rules and standards. The CP describes how to documentcompliance with the requirements in order to obtain a TA certificate for the equipment. This includes, whererelevant, technical requirements for how the type tests shall be performed.The Society's type approval certificate will cover one grade of the actual product with the possibility toinclude variants.Grade: Sandwich core materials with different chemical composition.Variants: Different densities with the same chemical composition.The Society's type approval certificate is normally limited to one manufacturer at one production site,however, other arrangements may be agreed upon with the Society.Type tests as specified in Sec.2 [3], shall be carried out and verified in one of the following ways:
— at a DNV GL laboratory— at a recognized and independent laboratory or a laboratory recognised by the Society— at the manufacturer’s premises in the presence of a surveyor.
1.3 ApplicationDNV GL rules RU SHIP Pt.2 Ch.3 requires that sandwich core materials are type approved in accordance withthis CP for equipment to be installed on classed vessels.A TA certificate in accordance with this CP will confirm compliance with the requirements in the DNV GL rulesas specified in [1.1]. The TA certificate will not confirm compliance with requirements in other parts of therules. In case additional requirements in other parts of the rules shall be covered by the TA certificate, thisshall be specified in the application for TA and will be stated in the TA certificate.

Sec
tion
1
Class programme — DNVGL-CP-0084. Edition March 2016 Page 6Sandwich core materials
DNV GL AS
Elastomer core materials intended for use in Sandwich Plate Systems (SPS) are not covered by thisprogramme but are covered by DNVGL CP 0097.
1.4 RenewalProvided an approval of manufacturer certificate (see DNVGL CP 0426 Manufacturer of Fibre Reinforcements)which is still valid for at least one year is available, an exemption from the obligation concerning retentionand renewal surveys listed in the class programme DNVGL CP 0338 Type Approval scheme will typicallyapply.
2 ReferencesStandards referred to in this document:
— ISO 9001:2008, Quality management systems - Requirements— ISO 844; Rigid cellular plastics -- Determination of compression properties— ISO 845; Cellular plastics and rubbers -- Determination of apparent density— ISO 1922; Rigid cellular plastics -- Determination of shear strength— ISO 2896; Rigid cellular plastics -- Determination of water absorption— ASTM C297/C297M; Standard Test Method for Flatwise Tensile Strength of Sandwich Constructions— ASTM C393/C393M; Standard Test Method for Core Shear Properties of Sandwich Constructions by Beam
Flexure— DIN 50905-4; Corrosion of metals; corrosion testing; corrosion testing in liquids under laboratory
conditions without mechanical stress.
3 DocumentationFor TA of Sandwich core materials the following additional documentation shall be submitted by themanufacturer at initial type approval, and updated at renewal (general documentation requirements aregiven in DNVGL CP 0338). The documentation shall, to the extent possible, be submitted as electronicfiles. The manufacturer shall keep one (1) copy of type approval documentation in their own file. Thedocumentation that forms the basis for the TA shall be easily available for the Society's surveyors at theTA applicant’s premises. When documentation is submitted in paper format, normally two copies of thedocumentation shall be submitted to the Society. No documentation will be returned to the company applyingfor TA.Please number documentation according to below list to facilitate review:
1) type designation, i.e. product name (grade) with list of variants to be included in and stated on the typeapproval certificate
2) basis for approval. A reference to applicable rules and standards, see Sec.2 [4.1], which the productshall comply with
3) product description (type of material, cell structure, etc.)4) field of application and special limitations of the product (Application procedure and required surface
treatment prior to lamination, compatibility/non-compatibility with other materials, etc.)5) product specification, including data sheets (TDS and MSDS) for all variants6) description of production processes, including standard operating procedures (SOP) 1
7) description of quality assurance system or copy of ISO 9001 certificate8) quality plan for material intended to be installed on board ships 1
9) test results (from tests already carried out) with references to standards, methods etc.10) information regarding marking of the product or packaging 1
1 Will be verified by initial assessment prior to issuance of type approval certificate.

Sec
tion
1
Class programme — DNVGL-CP-0084. Edition March 2016 Page 7Sandwich core materials
DNV GL AS
11) any relevant certificates with their issue number and/or date (e.g. quality management systemcertificate)
12) list of test and measuring equipment, including calibration certificates 2
13) in-service experience, if available14) witnessed type test results and the surveyors initial assessment report shall be submitted when
completed.
2 Will be verified by surveyor during type testing.
Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 8Sandwich core materials
DNV GL AS
SECTION 2 GENERAL REQUIREMENTS
1 Design requirementsThe sandwich core materials shall comply with the relevant requirements given in Sec.1 [1.1].
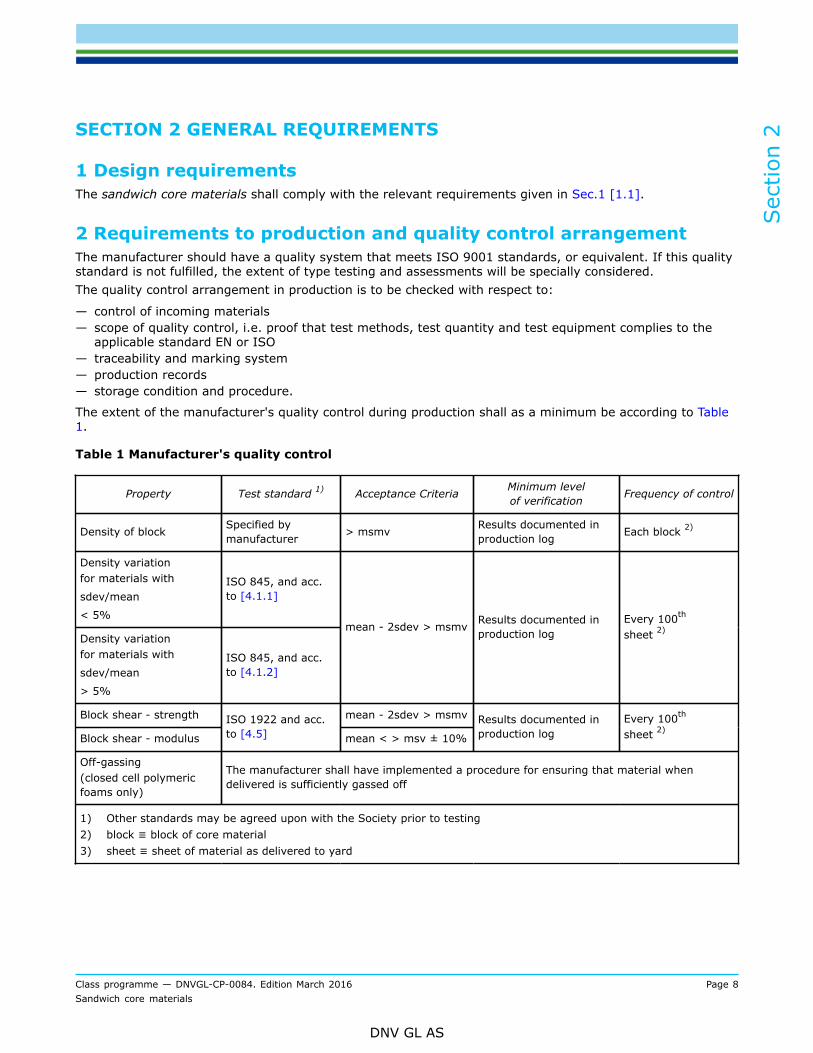
2 Requirements to production and quality control arrangementThe manufacturer should have a quality system that meets ISO 9001 standards, or equivalent. If this qualitystandard is not fulfilled, the extent of type testing and assessments will be specially considered.The quality control arrangement in production is to be checked with respect to:
— control of incoming materials— scope of quality control, i.e. proof that test methods, test quantity and test equipment complies to the
applicable standard EN or ISO— traceability and marking system— production records— storage condition and procedure.
The extent of the manufacturer's quality control during production shall as a minimum be according to Table1.
Table 1 Manufacturer's quality control
Property Test standard 1) Acceptance Criteria Minimum levelof verification Frequency of control
Density of block Specified bymanufacturer > msmv Results documented in
production log Each block 2)
Density variationfor materials with
sdev/mean
< 5%
ISO 845, and acc.to [4.1.1]
Density variationfor materials with
sdev/mean
> 5%
ISO 845, and acc.to [4.1.2]
mean - 2sdev > msmv Results documented inproduction log
Every 100th
sheet 2)
Block shear - strength mean - 2sdev > msmv
Block shear - modulus
ISO 1922 and acc.to [4.5] mean < > msv ± 10%
Results documented inproduction log
Every 100th
sheet 2)
Off-gassing(closed cell polymericfoams only)
The manufacturer shall have implemented a procedure for ensuring that material whendelivered is sufficiently gassed off
1) Other standards may be agreed upon with the Society prior to testing2) block ≡ block of core material3) sheet ≡ sheet of material as delivered to yard

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 9Sandwich core materials
DNV GL AS
Definitionsmean = arithmetic mean of type test resultssdev = standard deviation of type test resultsm-2sdev = mean - 2 x sdev of type test resultsmsv = manufacturer’s specified valuemsmv = manufacturer’s specified minimum valuenum = number of parallelsinitial = initial assessmentretention = periodical assessment, carried out after two (2) yearsrenewal = periodical assessment, carried out after five (5) years.
3 Requirements to material
3.1 GeneralCore material shall have stable long term properties. Continuous chemical processes, diffusion, etc. shallnot affect the physical properties of the core or the core laminate interface. If considered necessary,documentation of long term properties may be required.On delivery the surface of the material shall normally be such that no further machining or grinding isrequired to obtain proper bonding of the material. If however surface treatment is required, this shall bestated in the application for type approval, and it will be stated on the type approval certificate.The test methods described in this type approval programme consider most grades of closed cell polymericfoams and end grain balsa core. For core materials of particular composition or structure, e.g. honeycombs,other/additional requirements may be introduced.Core materials shall normally be compatible with resins based on polyester, vinylester and epoxy. Corematerial with a limited compatibility may be accepted upon special considerations. Limitations will bespecified in the certificate.
3.1.1 Requirements to cross-cut balsa woodPlease refer to DNV GL RU SHIP Pt.2 Ch.3 Sec.2 [8.5].The manufacturer shall propose a test programme with basis in this CP and the requirements given in theDNV GL rules, which is to be accepted by the Society prior to testing.
3.2 Levels of approvalThe requirements applicable to all core material and to testing/documentation of these requirements arelisted in:
— [4] General requirementsIn addition to the above obligatory testing, the manufacturer may choose to test the sandwich corematerial with respect to one or more of the following parameters:
— [5] Slamming grade requirements— [6] Fatigue grade requirements.
It will be stated in the type approval certificate whether the material properties w.r.t. slamming and/orfatigue have been determined or not.

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 10Sandwich core materials
DNV GL AS
4 General requirementsSee Table 2 below for test method, number and selection of parallels, acceptance criteria, and frequency ofverification.All tests shall be witnessed by a surveyor.Test results and manufacturer's specified values shall be given using the form given in App.A. The table isavailable in electronic format in order to facilitate data reporting.
4.1 Density4.1.1 For materials with sdev/mean density < 5%The procedure for selection of test specimens shall be agreed with the surveyor.The selection shall ensure that density variations through the thickness and across the area of the corematerial are represented in the selection of test specimens. The selection of test specimens shall be onrandom basis from the sheets of core material.The test specimens shall be cubes with edges of 50 ± 0.5 mm. If the material is not supplied in a thicknessof 50 mm, the thickness may be reduced, but this shall be stated in the test report.The density of 9 test specimens selected from 3 batches (3 specimens from each batch) shall be determined,and the individual values, mean, standard deviation and number of parallels is to be reported.The manufacturer shall specify a “Manufacturer's Specified Min. Value” (msmv) which is confirmed by the testresults, i.e. all values shall be above the msmv.If the standard deviation of the thus measured densities is found to be more than ± 5% of the mean densitythe procedure described in [4.1.2] shall be followed.
4.1.2 For materials with sdev/mean density > 5%If the standard deviation is more than ± 5% of the mean density special procedures shall be used to obtainthe minimum performance properties of the core.The objective of the procedure is to establish the density variation of the core material, which can be used asinput when estimating the variation in other parameters, e.g. strength, which vary as a function of density.The procedure for selection of test specimens shall be discussed with the surveyor. The selection shall insurethat density variations through the thickness and across the area of the core material are represented in theselection of test specimens.The selection of test specimens shall be on a random basis from the sheets of core material.The test specimens shall be cubes with edges of 50 ± 0.5 mm. If the material is not supplied in a thicknessof 50 mm, the thickness may be reduced, but this shall be stated in the test report.The density of 48 test specimens selected from 3 batches (16 specimens from each batch) shall bedetermined, and the individual values mean, standard deviation, and number of parallels is to be reported.The individual values shall be plotted in a histogram.The manufacturer shall specify a “Manufacturer's Specified Min. Value” (msmv) which is confirmed by the testresults, i.e. the mean – 2 sdev. shall be above the msmv.
4.2 Water absorptionThe test specimens shall be cubes with edges of 50 ± 0.5 mm. If the material is not supplied in a thicknessof 50 mm, the thickness may be reduced, but this shall be stated in the test report.The two sides of the cube which face the laminate skins shall be sealed with resin.The water absorption of 6 test specimens selected from 2 batches (3 specimens from each batch) shall bedetermined, and the individual values and mean is to be reported. The results shall be reported in units ofabsorbed water/square area (kg/m2).

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 11Sandwich core materials
DNV GL AS
The manufacturer shall specify a “Manufacturer's Specified Min. Value” (msmv) which is confirmed by the testresults, i.e. all values shall be above the msmv.
4.3 Tensile propertiesThe tensile tests shall be performed in the through thickness direction of the core. For very anisotropicmaterials the Society may require additional test in other directions.The core material shall be laminated with:
— a standard ortho polyester, and/or— a resin with better adhesion properties In such cases, the approval will be limited to the resin type used
and resins with better adhesion properties. If the selected resin is temperature sensitive, e.g. rubberisedthe society may require testing at +50ºC and -10ºC.
The resin type used shall be stated in the test report, and will be printed on the type approval certificate.The laminated core may then be glued or laminated to the test fixtures.Testing rate: maximum speed of deformation, in mm/min shall be 10% of the value of the measured initialthickness.The tensile properties shall be taken as the measured value irrespective of if the failure is in the core or inthe core resin interface. Elongation shall be measured with extensometer on the core and secant modulus tobe established.The manufacturer shall specify a “Manufacturer's Specified Min. Value“ (msmv) which is confirmed by the testresults.
4.3.1 For materials with sdev/mean density < 5%Five parallels selected from the lowest and highest density variant shall be tested. For the intermediatedensities, the msmv shall confirm the interpolated values based on test results from the lowest and highestdensity variants.The density of each test sample shall be measured and reported.
4.3.2 For materials with sdev/mean density > 5%Five parallels of each density variant shall be tested.The density of each test sample shall be measured and reported.
4.4 Compression testingThe compression tests shall be performed in the through thickness direction of the core. For very anisotropicmaterials the Society may require additional test in other directions.The cell walls at the loaded surfaces shall be stabilised with a suitable resin. Testing rate: Maximum speed ofdeformation, in mm/min, shall be 10% of the value of the measured initial thickness. Compression shall bemeasured with extensometer and secant modulus to be established.The manufacturer shall specify a “Manufacturer's Specified Min. Value” (msmv) which is confirmed by the testresults.
4.4.1 For materials with sdev/mean density < 5%Five parallels selected from the lowest and highest density variant shall be tested. For the intermediatedensities, the msmv shall confirm the interpolated values based on test results from the lowest and highestdensity variants.The density of each test sample shall be measured and reported.
4.4.2 For materials with sdev/mean density > 5%Five parallels of each density variant shall be tested.The density of each test sample shall be measured and reported.

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 12Sandwich core materials
DNV GL AS
4.5 Block shear testingThe shear strength, modulus and elongation shall be determined by block shear testing according to ISO1922. It is however recommended that thicker steel fixtures are used for high density foams.Five parallels of each density shall be tested at room temperature.The shear strength, modulus and elongation is to be determined by the following method:
The shear strength of each specimen, τfail (i), is defined as the maximum shear stress measured and is to bedetermined for each specimen.
— the manufacturer's specified minimum shear strength, τmsmv, is to be specified by the manufacturer, andis to be below the calculated value: mean – 2 standard deviations of the individual values of the τfail (i)
— the design shear strength, τdesign, is defined as 0.3 · τmsmv— the “0.3 shear elongation”, γ0.3τdesign(i), is defined as the elongation corresponding to the τdesign, and is to
be taken from the measured stress-strain curve for each specimen— the “average 0.3 shear elongation”, γ0.3τdesign (average), is defined as the mean of the individual γ0.3τdesign
(i) values— the design modulus is defined as Gdesign = τdesign / γ0.3τdesign average.For each density variant the following data shall be submitted:
a) stress-strain curve for each specimenb) shear strength of each specimen, τfail (i)c) manufacturer's specified minimum shear strength for each density variant, τmsmvd) design shear strength for each density variant, τdesigne) the “0.3 shear elongation”, γ0.3τdesign (i), for each specimenf) the average “0.3 shear elongation”, γ0.3τdesign(average), for each density variantg) the Design modulus, Gdesign, for each density variant, andh) the density of each specimen.
4.6 Four bend shear testingIn order to ensure that the tensile strength of the core and of the core/skin interface is proportionate to theshear strength, the core variant with the highest density within each grade shall be tested in four point bendaccording to ASTM C393.Scored core material of the highest density variant and greatest thickness delivered, shall be laminated withthe following lay-up:
— 200 g/m2 CSM at the core skin interface— subsequent layers of 800/100 g/m2 WR/CSM combimat or 200 g/m2 CSM.
The total thickness of each skin laminate shall not exceed 10% of the core thickness. The fibre weightfraction shall be 50 ±5%.The manufacturer may elect to use:
— a standard ortho polyester, and/or— a resin with better adhesion properties In such cases, the approval will be limited to the resin type used
and resins with better adhesion properties. If the selected resin is temperature sensitive, e.g. rubberisedthe society may require testing at +50ºC and –10°C.
The resin type used shall be stated in the test report, and will be printed on the type approval certificate.

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 13Sandwich core materials
DNV GL AS
It is recommended to use tabs (GRP or aluminium) between the rollers and the skins of the test apparatus toprevent crushing of the skin. The tabs should have a thickness of 1 to 2 times the skin thickness. The lengthof the tabs should be about 50 mm.The manufacturer may elect to fill the scores with resin, or a sandwich adhesive, in this case this will bestated on the type approval as a condition of use.The shear strength obtained from the four point bend test, calculated according to [4.5] Block shear testing,shall confirm the data from the block shear testing.If the shear strength value obtained from the four point bend test is lower than the value obtained from theblock shear testing, the manufacturer may elect to:
— retest with another resin, or— the obtained value will be used as the basis of approval, and the value will be printed on the type approval
certificate. The shear modulus calculated according to [4.5] Block shear testing shall be based on thenew shear strength. In such case, the core variant with the next lower density shall be tested in the samemanner.
The shear modulus obtained from the four point bend test shall be calculated since the result will be used asa basis in [4.7] Heat resistant temperature and [4.8] Water Resistance.
4.7 Heat resistance temperatureThe heat resistance temperature is defined as the temperature at which either:
— shear strength, or— shear modulus
has decreased by 20%.The heat resistance temperature shall be specified by the manufacturer, and shall be greater than +45ºC.The heat resistance temperature shall be confirmed by four point bend testing the highest density core at thespecified temperature according to [4.6] above, where the shear strength and modulus shall be > 80% of theresults obtained in [4.6].
4.8 Water resistanceThe water resistance is defined as the loss of shear strength and stiffness after conditioning in salt water(DIN 50905) at 40°C for four (4) weeks.The loss of water resistance shall be confirmed by four point bend testing the highest and lowest densityvariant according to [4.6] above, where the shear strength and modulus shall be > 80% of the resultsobtained in [4.6].
Table 2 General requirements for all Core Materials
Property Test method Number andselection of parallels
Acceptance criteria/data format and unit
Frequency ofverification
[4.1.1]To belisted onT.A. cert.
DensityFor materialswith sdev/mean < 5%
9 parallels from 3 batches(3 from each batch) of eachdensity variant
[4.1.2]To belisted onT.A. cert.
DensityFor materialswith sdev/mean
> 5%
ISO 845
48 parallels from 3 batches(16 from each batch) of eachdensity variant
msmv, in kg/m3, andindividual values/mean/ sdev/ number ofparallels
InitialRetentionRenewal

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 14Sandwich core materials
DNV GL AS
Property Test method Number andselection of parallels
Acceptance criteria/data format and unit
Frequency ofverification
[4.2] Waterabsorption
ISO 2896Duration: 1week in saltwater (DIN50905) at 40°C
6 parallels from 2 batches(3 from each batch) of eachdensity variant
1.5 kg/m2 and individualvalues /mean/ sdev/number of parallels
Initial
Tensile -strength ASTM C297
m-2sdev > 1.6 × msmvshear strength in MPaand individual values/mean/ sdev/ number ofparallels
[4.3]
Tensile -modulus
For materials with sdev/meandensity < 5%:5 parallels of the lowest andhighest density variant
For materials with sdev/meanDensity > 5%:
5 parallels of each densityvariant
mean > 1.7 × msvshear modulus in MPaand individual values/mean/ sdev/ number ofparallels
Initial
Compressive -strength ISO 844
m-2sdev > 1.0 × msmvshear strength in MPaand individual values/mean/ sdev/ number ofparallels
[4.4]
Compressive –modulus
For materials with sdev/meandensity < 5%:5 parallels of the lowest andhighest density variant
For materials with sdev/meanDensity > 5%:
5 parallels of each densityvariant
mean > 2.5 × msvshear modulus in MPaand individual values/mean/ sdev/ number ofparallels
Initial
Block shear -strength
msmv > 0.4 MPa andindividual values/mean/ sdev/ number ofparallels
Block shear –modulus
msv > 9 MPa individualvalues/ mean/ sdev/number of parallels
[4.5]To belisted onT.A. cert.
Block shear –elongation
ISO 1922 5 parallels of each densityvariant
msv of γ0.3τ(average)
InitialRenewal
[4.6]Four pointbend shear –strength
ASTM C393 3 parallels of highest densityvariant
± 10% of msmv shearstrength Initial
Heat resistance– strength
all values > 80% ofmsmv shear strength
[4.7]To belisted onT.A. cert.
Heat resistance– modulus
Conditioned toheat resistancetemperature,then ASTM C393
3 parallels of the highestdensity variant mean > 80% of msv
shear modulus
Initial

Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 15Sandwich core materials
DNV GL AS
Property Test method Number andselection of parallels
Acceptance criteria/data format and unit
Frequency ofverification
Waterresistance –strength
all values > 80% ofmsmv shear strength
[4.8]Waterresistance –modulus
Conditioning:4 weeks in saltwater (DIN50905) at 40°C,then ASTM C393
3 parallels of the highestdensity variant
mean > 80% of msvshear modulus
Initial
5 Slamming grade requirementsThis sub-section covers requirements to sandwich core materials, which are to be approved for areasexposed to slamming.Scored core material of the lowest and highest density variant and greatest thickness delivered shall betested in four point bend according to ASTM C393, at a high loading (i.e. slamming) rate. The testing isrequired for the initial approval, and shall be witnessed by a surveyor.The sandwich beam shall include a longitudinal adhesive joint between two core material planks. Theapproval is valid for the adhesive used, and for adhesives with greater shear elongation at 0ºC. The adhesivetype used shall be stated in the test report, and will be printed on the type approval certificate.The core, shall be laminated with the following lay-up:
— 200 g/m2 CSM at the core skin interface— subsequent layers of 800/100 g/m2 WR/CSM combimat or 200 g/m2 CSM,
The total thickness of each skin laminate shall not exceed 10% of the core thickness. The fibre weightfraction shall be 50 ± 5%.The manufacturer may elect to use:
— a standard ortho polyester, and/or— a resin with better adhesion properties In such cases, the approval will be limited to the resin type used
and resins with better adhesion properties. If the selected resin is temperature sensitive, e.g. rubberisedthe society may require testing at +50ºC and –10°C.
The resin type used shall be stated in the test report, and will be printed on the type approval certificate.It is recommended to use tabs (GRP or aluminium) between the rollers and the skins of the test apparatus toprevent crushing of the skin. The tabs should have a thickness of 1 to 2 times the skin thickness. The lengthof the tabs should be about 50 mm.The manufacturer may elect to fill the scores with resin, or a sandwich adhesive, in this case this will bestated on the Type Approval as a condition of use.Three parallels shall be tested, and they shall be conditioned to 0°C when tested.
The beam shall be loaded at a rate of dτ/dt = 65 MPa s-1.The shear strength obtained from the four point bend test, calculated according to [4.5] Block shear testing,shall confirm the data from the block shear testing.If the shear strength value obtained from the four point bend test is lower than the value obtained from theblock shear testing, the manufacturer may elect to:
a) retest with another resin, orb) the obtained value will be used as the basis of approval, and the value will be printed on the type
approval certificate. The shear modulus calculated according to [4.5] Block shear testing shall be basedon the new shear strength. In such case, the core variant with the next lower density shall be tested inthe same manner.
Sec
tion
2
Class programme — DNVGL-CP-0084. Edition March 2016 Page 16Sandwich core materials
DNV GL AS
6 Fatigue grade requirementsThis sub-section covers requirements to sandwich core materials, which are to be approved for areasexposed to slamming fatigue.Scored core material of the lowest and highest density variant and greatest thickness delivered shall befatigue tested in four point bend according to ASTM C393. The testing is required for the initial approval, andshall be witnessed by a surveyor.The sandwich beam shall include a longitudinal adhesive joint between two core material planks. Theapproval is valid for the adhesive use, and for adhesives with greater shear elongation at 0ºC. The adhesivetype used shall be stated in the test report, and will be printed on the type approval certificate.The core material shall be laminated with the following lay-up:
— 200 g/m2 CSM at the core skin interface— subsequent layers of 800/100 g/m2 WR/CSM combimat or 200 g/m2 CSM.
The total thickness of each skin laminate shall not exceed 10% of the core thickness. The fibre weightfraction shall be 50 ± 5%.The manufacturer may elect to:
— a standard ortho polyester, and/or— a resin with better adhesion properties In such cases, the approval will be limited to the resin type used
and resins with better adhesion properties. If the selected resin is temperature sensitive, e.g. rubberisedthe society may require testing at +50ºC and –10°C.
The resin type used shall be stated in the test report, and will be printed on the type approval certificate.It is recommended to use tabs (GRP or aluminium) between the rollers and the skins of the test apparatus toprevent crushing of the skin. The tabs should have a thickness of 1 to 2 times the skin thickness. The lengthof the tabs should be about 50 mm.The manufacturer may elect to fill the scores with resin, or a sandwich adhesive, in this case this will bestated on the type approval as a condition of use.The beam shall be load cycled between 5% and 50% of the manufacturer's specified minimum shear strengthfor each density variant, τmsmv, for 105 cycles. The test machine shall be run in load control.
The loading/deloading rate shall be dτ/dt = 65 MPa s-1, but a cooling period between loadings, up to aperiod of 0.1 sec., will be allowed.Three parallels shall be tested.After fatigue testing, the samples shall be visually inspected. If there is doubt if any damage has occurred,the residual strength of the beams shall be determined by testing according to [4.6] above. The shearstrength and modulus shall be > 80% of the results obtained in [4.6].
7 Requirements to marking of productThe product or package shall be marked. The marking shall at least include the following information:
— manufacturer’s name and address or trade mark— production plant— product name (grade)— storage instruction— production date/batch number— quality guarantee period, if any
The marking shall be carried out in such a way that it is visible, legible and indelible. The marking of productshall enable traceability to the type approval certificate.

App
endi
x A
Class programme — DNVGL-CP-0084. Edition March 2016 Page 17Sandwich core materials
DNV GL AS
APPENDIX A FOR ENTRY OF TYPE TEST RESULTSGrade: _______________ Density variant: _______________ Rev.: ____ Sign.: ________________
Property Testmethod
Batch Parallel Test result Densityof test
specimen(kg/m3)
mean - 2x st.dev
msmv ormsv (seebelow)
unit
1 1 -
1 2 -
1 3 -
2 4 -
2 5 -
2 6 -
3 7 -
3 8 -
3 9 -
msvm: kg/m3
mean: - - -
standard deviation: - - -
[4.1] Density ISO 845-88
no. of parallels: - - -
1 1
1 2
1 3
2 4
2 5
2 6
-
kg/m3
mean: - -
standard deviation: - -
[4.2] Waterabsorption
Conditioning:1 weekin saltwater (DIN50905)at 40oC,then ISO2894-87
no. of parallels: - -

App
endi
x A
Class programme — DNVGL-CP-0084. Edition March 2016 Page 18Sandwich core materials
DNV GL AS
Property Testmethod
Batch Parallel Test result Densityof test
specimen(kg/m3)
mean - 2x st.dev
msmv ormsv (seebelow)
unit
1
2
3
4
5
msmv: MPa
mean: - -
standard deviation: - -
Tensile -strength
ASTM C297-94
no. of parallels: - -
1
2
3
4
5
msmv: MPa
mean: - -
[4.3]
Tensile -modulus
ASTM C297-94
standard deviation: - -
1
2
3
4
5
msv: MPa
mean: - -
standard deviation: - -
Compressive- strength
ISO 844-78
no. of parallels: - -
1
2
3
4
5
msv: MPa
mean: - -
[4.4]
Compressive- modulus
ISO 844-78
standard deviation: - -

App
endi
x A
Class programme — DNVGL-CP-0084. Edition March 2016 Page 19Sandwich core materials
DNV GL AS
Property Testmethod
Batch Parallel Test result Densityof test
specimen(kg/m3)
mean - 2x st.dev
msmv ormsv (seebelow)
unit
1
2
3
4
5
msmv: MPa
mean: - -
standard deviation: - -
Block shear- strength
ISO1922-81
no. of parallels: - -
1
2
3
4
5
msv: MPa
mean: - -
[4.5]
Block shear- modulus
ISO1922-81
standard deviation: - -
1
2
3
4
5
-
MPa
mean: - -
[4.6] Four pointbend shear -strength
ASTM C393-88
standard deviation: - -

App
endi
x A
Class programme — DNVGL-CP-0084. Edition March 2016 Page 20Sandwich core materials
DNV GL AS
Property Testmethod
Batch Parallel Test result Densityof test
specimen(kg/m3)
mean - 2x st.dev
msmv ormsv (seebelow)
unit
1
2
3
4
5
-
MPa
mean: - -
standard deviation: - -
Heatresistance -strength
ASTM C393-88
no. of parallels: - -
1
2
3
4
5
-
MPa
mean: - -
[4.7]
Heatresistance -modulus
ASTM C393-88
standard deviation: - -
1
2
3
4
5
-
MPa
mean: - -
standard deviation: - -
Waterresistance -strength
ASTM C393-88
no. of parallels: - -
1
2
3
4
5
-
MPa
mean: - -
[4.8]
Waterresistance -modulus
ASTM C393-88
standard deviation: - -

Cha
nges
– h
isto
ric
Class programme — DNVGL-CP-0084. Edition March 2016 Page 21Sandwich core materials
DNV GL AS
CHANGES – HISTORICThere are currently no historical changes for this document.
DNV GLDriven by our purpose of safeguarding life, property and the environment, DNV GL enablesorganizations to advance the safety and sustainability of their business. We provide classification andtechnical assurance along with software and independent expert advisory services to the maritime,oil and gas, and energy industries. We also provide certification services to customers across a widerange of industries. Operating in more than 100 countries, our 16 000 professionals are dedicated tohelping our customers make the world safer, smarter and greener.
SAFER, SMARTER, GREENER





























