Embed Size (px)
Citation preview


Letter of Transmittal
April 28, 2015
Dr. Jonathan Whitlow, Professor
Chemical Engineering Department
College of Engineering
Florida Institute of Technology
150 West University Blvd.
Melbourne, FL 32901
Dear Dr. Whitlow,
We have enclosed our report on the proposed bitumen hydrocarbon extraction and upgrading plant to convert bitumen in Athabasca, Canada to synthetic crude oil. The report details the preliminary design of the new plant including equipment sizes and costs, manufacturing costs, and an economic analysis. A sensitivity analysis is also included on the effect of methane and oil prices on the rate of return on investment.
If you have any questions or concerns, please contact Samantha McCuskey at [email protected], Athela Frandsen at [email protected], or Dennis Hogan at [email protected].
Sincerely,
Samantha McCuskey
Athela Frandsen
Dennis Hogan

2
Contents
Executive Summary ........................................................................................................................ 6
Introduction ..................................................................................................................................... 7
Process Description ......................................................................................................................... 9
Process Design and Simulation ..................................................................................................... 31
Gas Turbine and HRSG............................................................................................................. 32
Well ........................................................................................................................................... 32
Heat Exchangers ........................................................................................................................ 34
Splitters...................................................................................................................................... 34
Distillation Columns ................................................................................................................. 34
Reactors ..................................................................................................................................... 35
Pumps ........................................................................................................................................ 36
3-D Modeling ............................................................................................................................ 36
Capital Costs ................................................................................................................................. 38
Manufacturing Costs ..................................................................................................................... 43
Profitability and Sensitivity Analysis ........................................................................................... 47
Safety & Environmental ............................................................................................................... 54
Process Control ............................................................................................................................. 56
References ..................................................................................................................................... 61
Appendix A: All Equipment Design Methods, Calculations and Assumptions ........................... 70
Injection ..................................................................................................................................... 70
HRSG ........................................................................................................................................ 71
Darcy Theory ......................................................................................................................... 72
Settlers ....................................................................................................................................... 74
Distillation ................................................................................................................................. 75
Hydrocracker ............................................................................................................................. 77
Appendix B: Sample Calculations for Capital Cost ..................................................................... 83
Turbines/Compressors/Pumps/Salt Heaters: ............................................................................. 83
Reactors: .................................................................................................................................... 84
Towers: ...................................................................................................................................... 85
Heat Exchangers:....................................................................................................................... 87
3
Ferric Sulfate Cost ..................................................................................................................... 87
Appendix C: Sample Calculations for Manufacturing Cost ......................................................... 92
Refrigerated Water Cost ............................................................................................................ 92
Appendix D: Profitability Calculations ........................................................................................ 97
Appendix E: Literature Review .................................................................................................. 101
Separation Processes ............................................................................................................... 104
Catalyst Characteristics ........................................................................................................... 105
Reactor .................................................................................................................................... 107
Safety and Environmental Concerns ....................................................................................... 107
Appendix F: Project Timeline ..................................................................................................... 109
4
Figures
Figure 1: Bitumen SCO Production Predictions in Canada ............................................................ 8
Figure 2: PFD Section 1: Injection Fluid Generation and Initial Separation ................................ 13
Figure 3: PFD Section 2: Hydrocracking and Second Separation ................................................ 14
Figure 4: PFD Section 3: Component Hydrotreatment and Final Product Blend......................... 15
Figure 5: General Hydrocracker Equations .................................................................................. 35
Figure 6: SolidWorks 3D Design .................................................................................................. 37
Figure 7: Capitol Costs ................................................................................................................. 38
Figure 8: Manufacturing Costs ..................................................................................................... 43
Figure 9: Profit Distribution.......................................................................................................... 47
Figure 10: Profitability Analysis ................................................................................................... 49
Figure 11: Effect of Varying Methane Price on Cumulative Profit .............................................. 50
Figure 12: Effect of Varying Oil Price on Cumulative Profit ....................................................... 51
Figure 13: Effect of Random Fluctuations in Oil Price on Cumulative Profit ............................. 52
Figure 14: P&ID Section 1: Injection Fluid Generation and Initial Separation ........................... 58
Figure 15: P&ID Section 2: Hydrocracking and Second Separation ............................................ 59
Figure 16: P&ID Section 3: Component Hydrotreatment and Final Product Blend .................... 60
Figure 17: HYSYS Injection Simulation ...................................................................................... 70
Figure 18: HYSYS HRSG Simulation .......................................................................................... 71
Figure 19: Darcy Theory ............................................................................................................... 72
Figure 20: HYSYS Settler Simulation .......................................................................................... 74
Figure 21: 1st Settler Components in HYSYS ............................................................................. 74
Figure 22: HYSYS Vacuum Distillation Column Simulation ...................................................... 75
Figure 23: Distillation Column Exit Stream Composition in HYSYS ......................................... 76
Figure 24: HYSYS Hydrocracker ................................................................................................. 77
Figure 25: Hydrocracker Black Boxing 1 ..................................................................................... 78
Figure 26: Hydrocracker Black Boxing 2 ..................................................................................... 79
Figure 27: HYSYS Hydrotreaters ................................................................................................. 80
Figure 28: Hydrotreaters Black Boxing 1 ..................................................................................... 81
Figure 29: Hydrotreaters Black Boxing 2 ..................................................................................... 81
Figure 30: Hydrotreaters Black Boxing 3 ..................................................................................... 82

5
Tables Table 1: Stream Information 1-24................................................................................................. 16
Table 2: Stream Information 25-48............................................................................................... 17
Table 3: Stream Information 49-68............................................................................................... 18
Table 4: Stream Compositions 1-8 ............................................................................................... 19
Table 5: Stream Compositions 9-16 ............................................................................................. 20
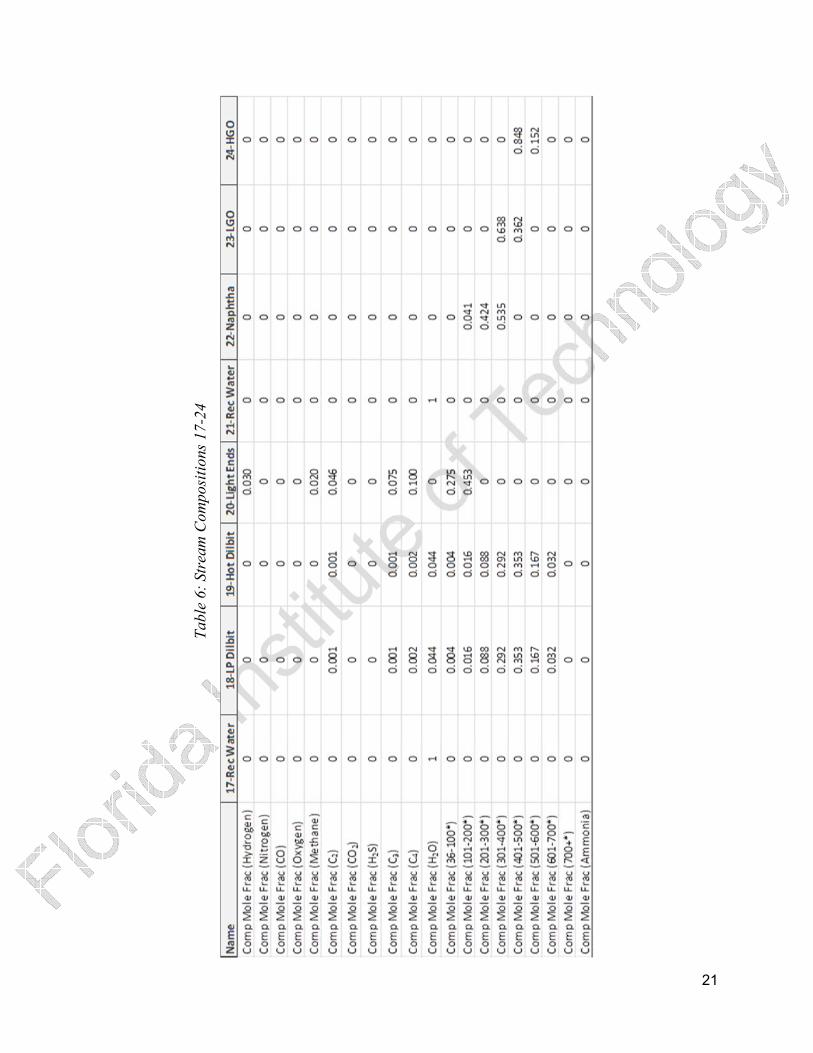
Table 6: Stream Compositions 17-24 ........................................................................................... 21
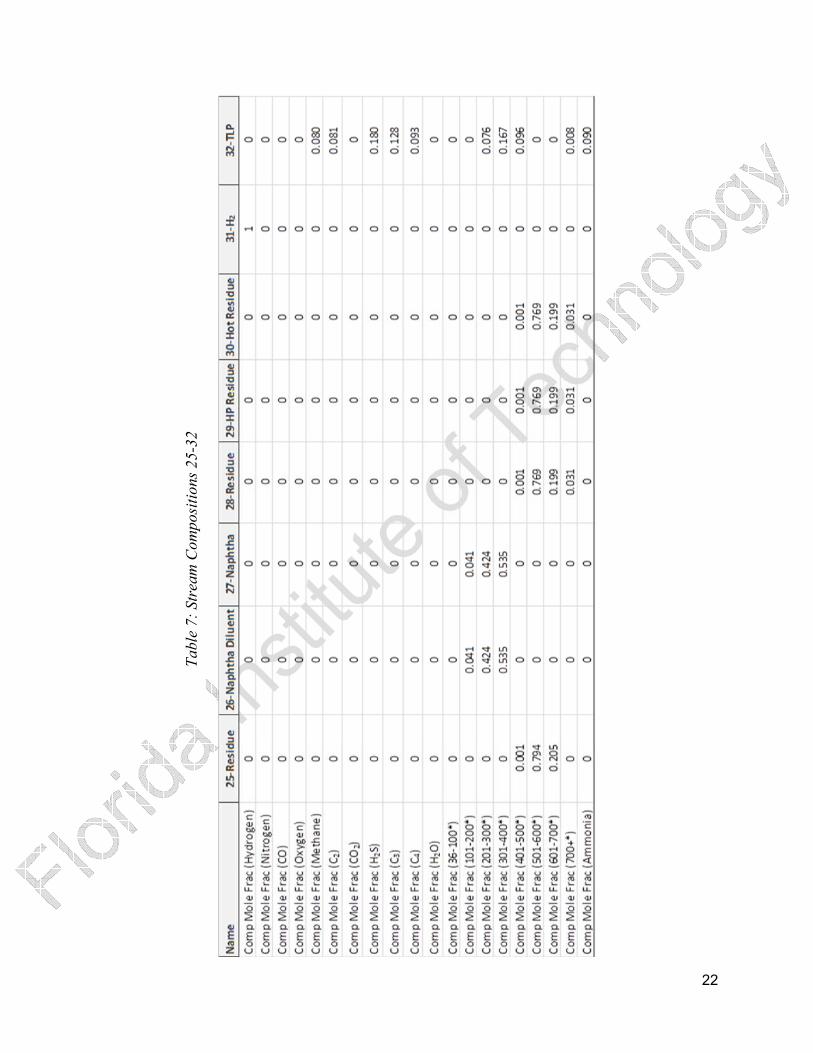
Table 7: Stream Compositions 25-32 ........................................................................................... 22
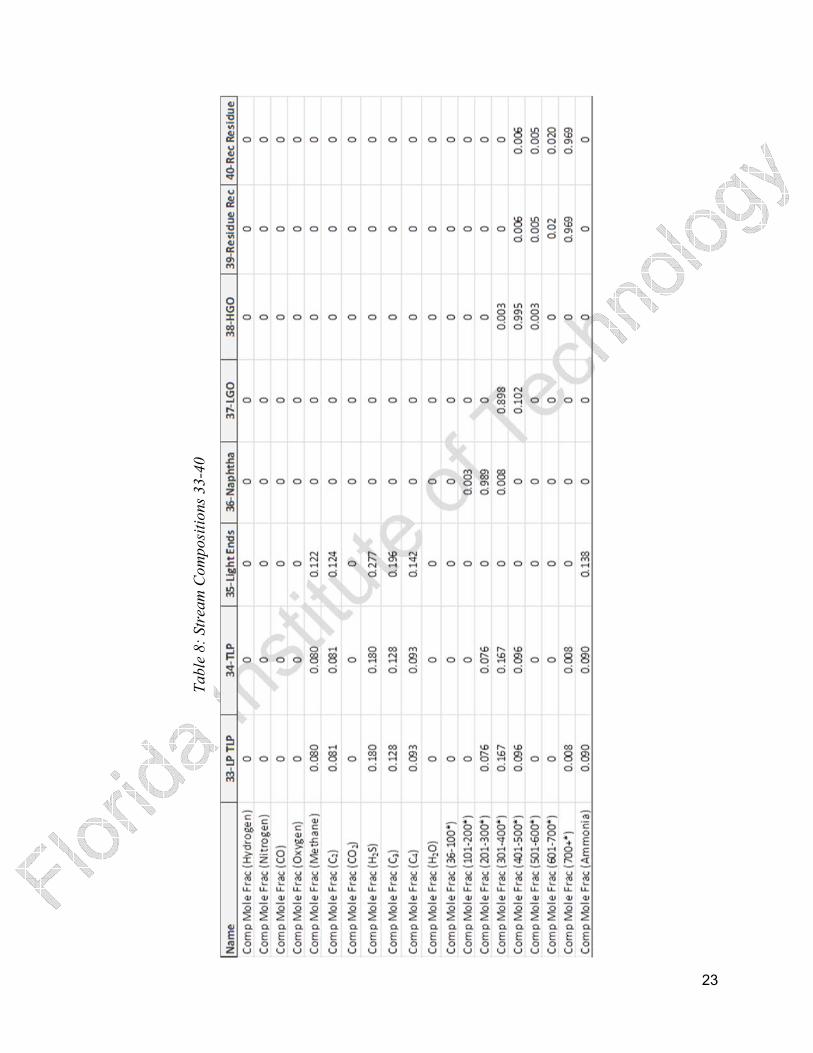
Table 8: Stream Compositions 33-40 ........................................................................................... 23
Table 9: Stream Compositions 41-48 ........................................................................................... 24
Table 10: Stream Compositions 49-56 ......................................................................................... 25
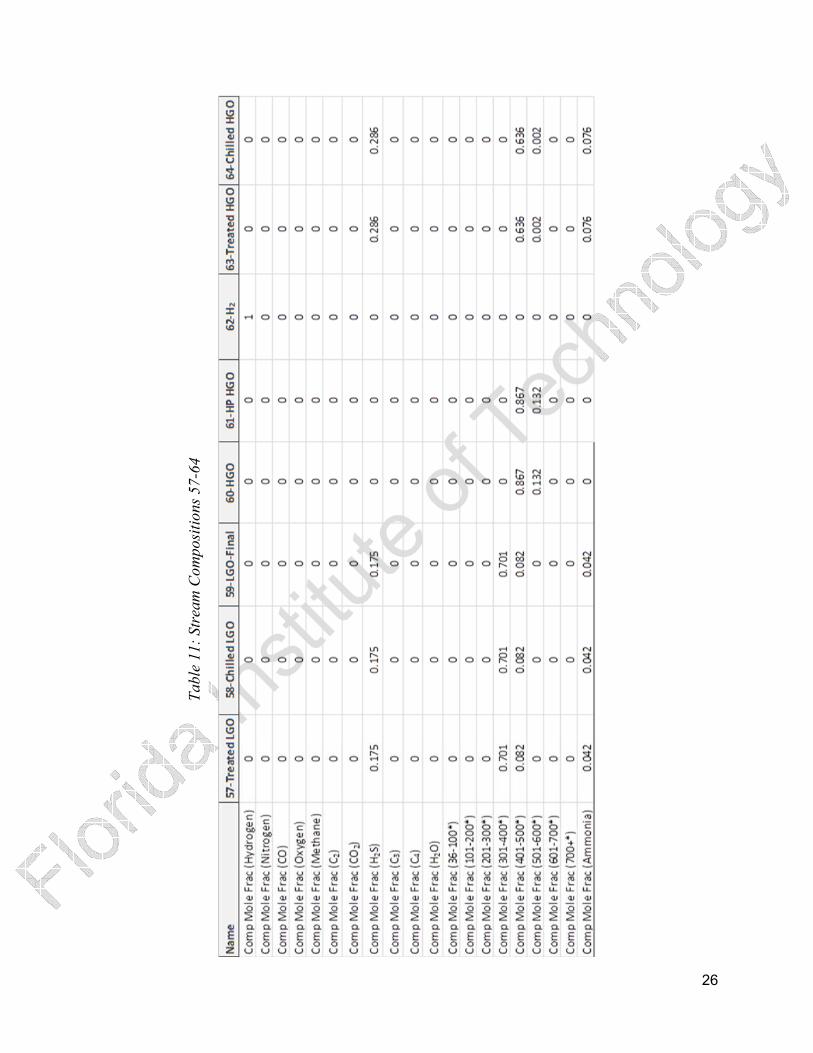
Table 11: Stream Compositions 57-64 ......................................................................................... 26
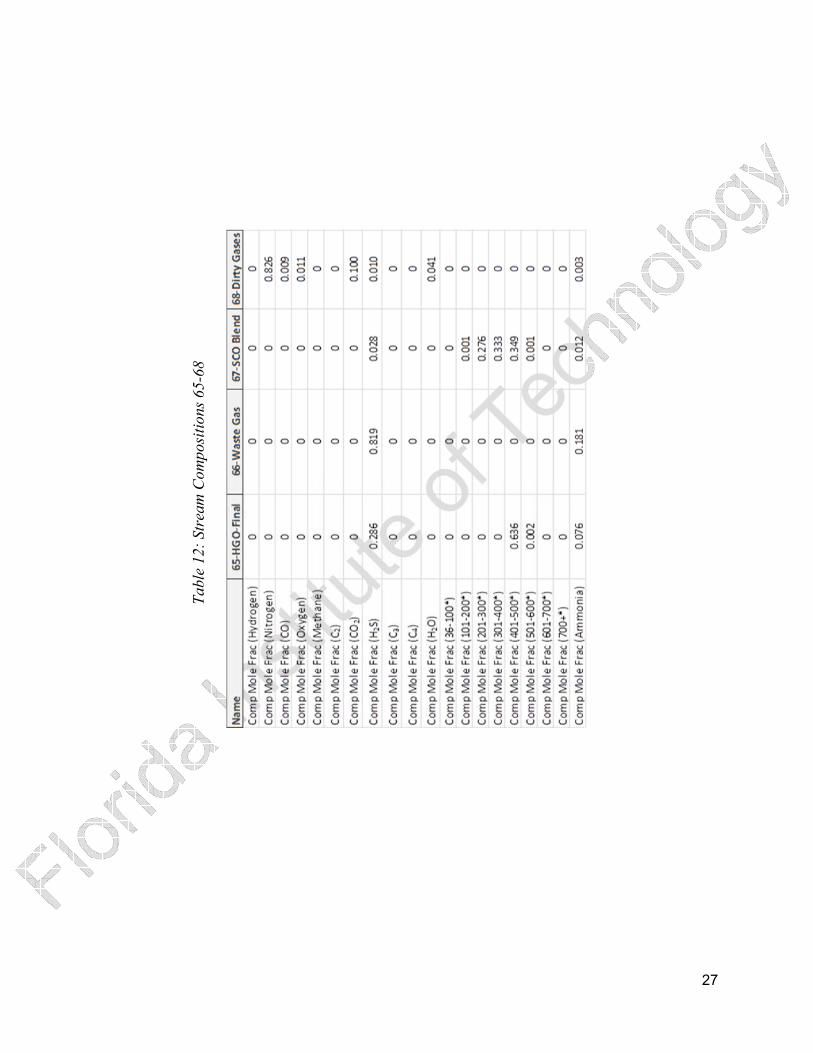
Table 12: Stream Compositions 65-68 ......................................................................................... 27
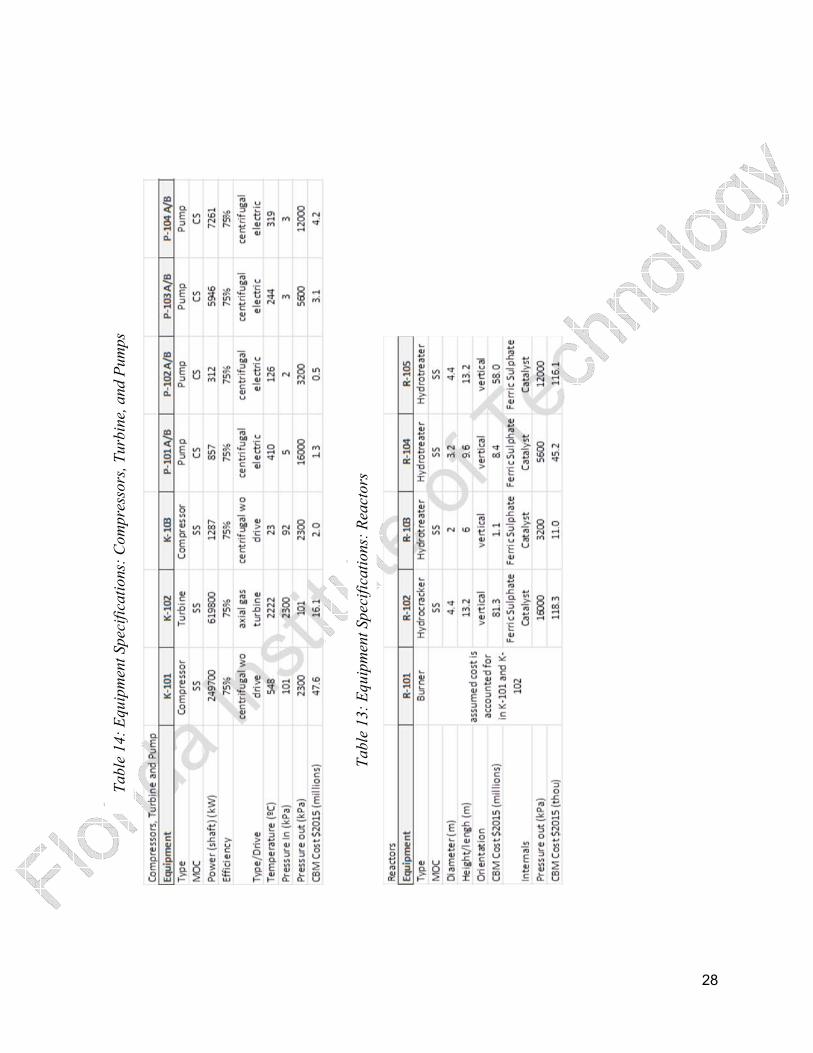
Table 13: Equipment Specifications: Reactors ............................................................................. 28
Table 14: Equipment Specifications: Compressors, Turbine, and Pumps .................................... 28
Table 15: Equipment Specifications: Electric Heaters ................................................................. 29
Table 16: Equipment Specifications: Towers ............................................................................... 29
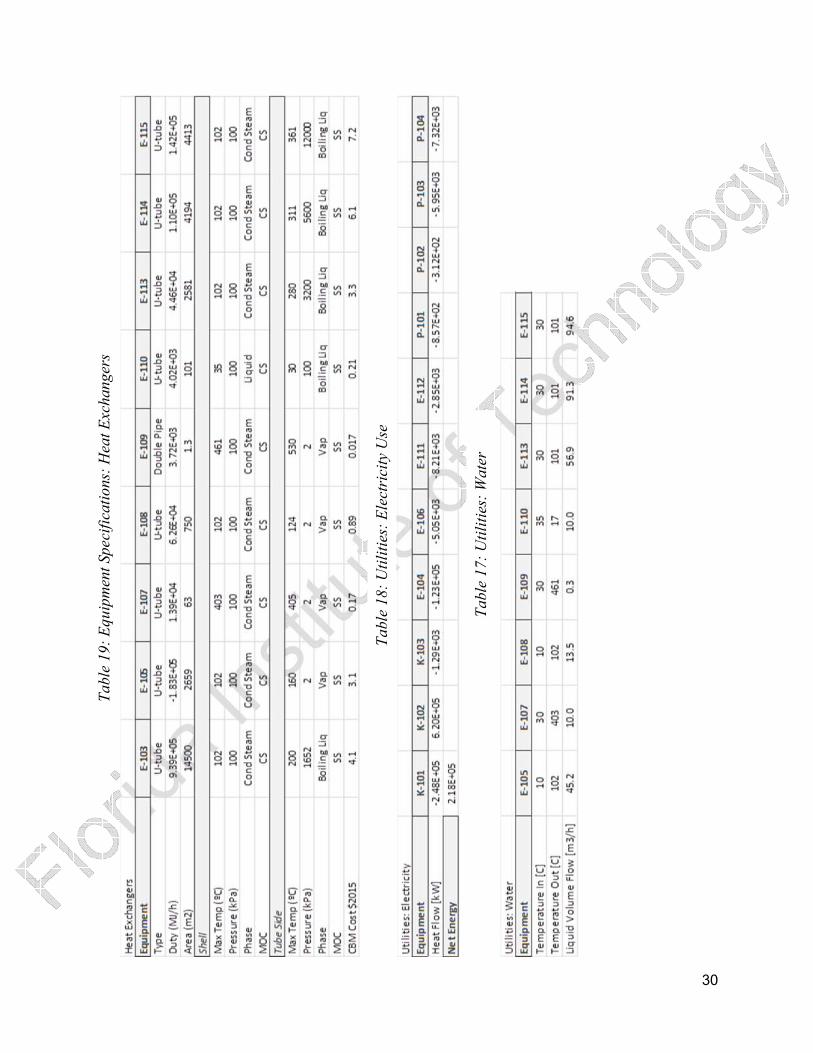
Table 17: Utilities: Water .............................................................................................................. 30
Table 18: Utilities: Electricity Use ............................................................................................... 30
Table 19: Equipment Specifications: Heat Exchangers ................................................................ 30
Table 20: Capital Cost Summary .................................................................................................. 38
Table 21: Summary of Manufacturing Costs ................................................................................ 43
Table 22: Cumulative Profit Change from Change in Methane Price .......................................... 50
Table 23: Compressor Capital Costing ......................................................................................... 83
Table 24: Reactor Costing ............................................................................................................ 84
Table 25: Tower Costing .............................................................................................................. 86
Table 26: Packing Costing ............................................................................................................ 86
Table 27: Capital Costing Spreadsheet 1 ...................................................................................... 88
Table 28: Capital Costing Spreadsheet 2 ...................................................................................... 89
Table 29: Capital Costing Spreadsheet 3 ...................................................................................... 90
Table 30: SRU Costing ................................................................................................................. 91
Table 31: Manufacturing Cost Spreadsheet .................................................................................. 93
Table 32: Raw Materials and Cost of Labor ................................................................................. 94
Table 33: Cost of Utilities ............................................................................................................. 95
Table 34: Plant Sales Calculations ................................................................................................ 96
Table 35: Profitability Calculations 1 ........................................................................................... 97
Table 36: Profitability Calculations 2 ........................................................................................... 98
Table 37: Methane Sensitivity ...................................................................................................... 99
Table 38: Oil Price Sensitivity .................................................................................................... 100
Table 39: Overview of Bitumen Extraction Processes ............................................................... 102

6
Executive Summary
Synthetic crude oil (SCO) is produced after extracting and upgrading bitumen from a
well in Athabasca, Canada. An injection fluid of water is utilized to extract the bitumen from the
ground via Steam Assisted Gravity Drainage (SAGD). The upgrading is then completed in situ,
or on-site, rather than diluting the bitumen and pumping for off-site processing. Cokers have
been used to process bitumen, however with the addition of a catalyst such as ferric sulfate,
reactions can occur at lower temperatures. This reduces the cost of the reactors as well as
increases their safety. In addition, extensive modeling was done to calculate the pressure drop
through the well and to model the reactions in the hydrocracker and hydrotreaters.
The production rate was 71,500 bbl/day for 330 days of operation per year, resulting in
sales of over $1.5 Billion every year and a total cumulative profit of $6.9 billion at the end of the
12 year plant life. The plant was simulated in HYSYS and Aspen Plus V8.6 after an extensive
literature review to assess sizing of equipment. Total capital costs were $415.7 Million and
manufacturing costs were $368.7 million. The plant reached profitable status in approximately
2.3 years. The internal rate of return is 74.3% with an return on investment of 15.64. Profitability
was most impacted by reduction of synthetic crude oil price; however the plant was still
profitable after 12 years even if oil prices decreased 5% per year.
7
Introduction
Bitumen, or “oil sands,” is a mixture of very heavy and extremely viscous semi-solid
carbon chain compounds and asphaltenes embedded in sand, soil, and rocky geological features.
Our process utilizes Steam Assisted Gravity Drainage (SAGD) to extract the bitumen so it can be
upgraded. Bitumen upgrading integrates a series of chemical and physical treatments evaluated
in the literature review (Appendix E) to reduce the density, viscosity, carbon chain length, sulfur,
nitrogen and trace metal contents, and to increase hydrogen content of the bitumen. Bitumen
products include naphtha, light gas oil, diesel, and other hydrocarbon mixtures. These
components are separated by distillation then sent to hydrotreatment, where additional impurities
are removed. The treated products can be blended to produce synthetic crude oil (SCO).
Synthetic crude oil can be processed further to become gasoline, diesel, paints, plastics, and a
variety of other products (Wintershall, 2015).
Raw bitumen sells for $400-$700 per metric ton (Alibaba, 2014) depending on quality
and can be used to tar roofs and produce pavement. The price has stayed steady over the past 10
years. The bitumen for this process, however, is taken directly from under the land provided by
grant of the Canadian government. Hydrogen for the reaction processes will be produced on site
from methane reformation. Historically, the price for synthetic crude has stayed roughly level
with WTI (Oil Price.net, 2014). The price plummeted from highs of over $100 in 2013 to a
current price of $65 per barrel. The projected price of SCO for 2015, however, is $76 per barrel.
Canadian SCO is selling for around $80 a barrel (CAPP, 2014). Future prices, however, are
expected to return to triple digit values sometime in 2017 (Platts, 2015). In addition, the demand
of bitumen derived SCO will increase as other oil sources are depleted and upgrading schemes
become more efficient.

8
Figure 1: Bitumen SCO Production Predictions in Canada
The production of Canadian bitumen is expected to increase significantly, as seen in
Figure 1 (Munteanu, 2012). The daily production rate for our design is 71,500 bbl/day of SCO
with the annual production rate totaling to 23.6 million barrels. The plant upgrades the bitumen
on-site in Athabasca, Canada. One significant benefit of this is to reduce the difficulty of
cleaning up spills during transport. This is a result of SCO’s lower density, allowing for spilled
material to float whereas raw bitumen would sink (Song, 2012). The plant also utilizes newer
hydrocracker technology, reactors which achieve higher conversions of feed with lower
temperatures through the use of a catalyst (see price calculations in Appendix B) versus older
coking methods; which not only require more energy to operate, but also create undesired
byproducts of coke and ash. The plant design also includes consideration for carbon dioxide
sequestration, an installed sulfur recovery unit, and an ammonia scrubber.
0.0
1.0
2.0
3.0
4.0
5.0
6.0
2010 2012 2014 2016 2018 2020 2022 2024 2026 2028 2030 2032
MB
PD
(M
illi
on
Barr
els
Per
Day)
Year
Canadian Bitumen Production Projection

9
Process Description
The overall process includes generation of the injection fluid, initial separation of the
bitumen feed out of the well into components, hydroconversion of the heaviest component,
further separation into parts, hydrotreatment of combined cuts, and finally blending of the SCO
product. Figures 2-4 show the process flow diagram and Tables 1-3 show stream properties
while Tables 4-12 detail compositions. Finally, Tables 13-16 and 19 describe the equipment
sizes and materials of construction. Tables 17 and 18 show utilities.
Figure 2 shows the injection process and initial separation of the well feed. Compressed
air, fuel and recovered hydrocarbons from downstream (streams 1, 3, and 43) are compressed
and sent to a gas turbine. The gas turbine is comprised of compressors (K-101 and K-103), a
burner (R-101), and an expander (K-102). Low pressure combustion gas (stream 5) is sent to a
Heat Recovery Steam Generator, which is approximated as a cooler and heater that work in
tandem. The cooler (E-101) cools the combustion gas and sends it to a tower (T-101) where the
condensate water is separated from the exhaust. Water from the tower and process recycle
streams (stream 9) is turned to steam in the heater (E-102), which receives its energy from the
cooler. The fluid (stream 10) is injected into the well at 240 C and 2500 kPa.
In the well, the steam causes a separation of the bitumen from the geological formations
by reducing its viscosity. The water/bitumen mixture then drains to the production pipe and
transported up to the production facility by the residual pressure in the well.
The well feed (stream 11) is a mixture of bitumen, water and sand at 200 C and 1600 kPa.
The feed is cooled by exchanging heat (E-103) to a recycled water stream (stream 15) that is
being sent back to the injection process. The cooled feed is separated in the first settling tank (T-
102) whose primary purpose is to remove the sand and a majority of water from the stream. The
10
next settler (T-103) is supplied with naphtha diluent (stream 26), which encourages the formation
of two liquid phases to better facilitate the separation of bitumen from the water. This process
requires at least an 8 hour contact time for the diluent to effect the separation. Diluted bitumen
(dilbit) from the settler (stream 16) is sent to the first packed vacuum distillation column.
The dilbit is stepped down in pressure and increased in temperature (V-104, E-104) to 5
kPa and 360 C before entering the column (T-104). The column separates the dilbit using
effective cut points specified into several components. Out of the condenser (E-105) comes the
light ends, condensed water, and naphtha (streams 20, 21, and 22). Part of the naphtha is
recycled to the second settler (stream 26). Side products of light gas oil (LGO) (stream 23) and
heavy gas oil (HGO) (stream 24) exit the column’s rectifying section. A bottoms feed of vacuum
residue (stream 25) exits the column at 413 C and 5 kPa.
The vacuum residue is combined with recycled residue from the second vacuum
distillation column and prepared for the hydrocracker. The stream is pumped and heated to 16
MPa and 470 C using P-101 and E-106. The hydrocracker utilizes hydrogen (stream 31), a ferric
sulfate catalyst, and a LHSV of 0.5/h to achieve a 92% conversion. In the hydrocracker (R-102),
complex, long chain hydrocarbons are broken down and saturated with hydrogen. Also,
heteroatoms are cleaved to form wastes such as hydrogen sulfide, ammonia, and carbon dioxide.
About 2000 scf of hydrogen, dependent on conversion, is required per barrel of hydrocracker
output (El Gemayel, 2012).
The following general reactions take place:
1) Vacuum Residue -> Lighter Hydrocarbons + Gases(C1-C5, COx, H2S, NH3) + Active
Chains
2) Active Chain + Active H2 -> Low Molecular Weight Compound

11
3) Active Chain + Active Chain -> High Molecular Weight Compound
The output of treated liquid product (TLP) (stream 32) is prepared for the second packed
vacuum distillation column via a valve and cooler (V-107, E-107) to 360 C and 5 kPa. This
column (T-105) has similar outputs as the first column. These outputs include light ends,
naphtha, LGO, HGO, and vacuum residue (streams 35-39). The vacuum residue is cooled (E-
109) and recycled to the hydrocracker. The other streams are combined with their respective cuts
from the first distillation column.
The combined light ends (stream 41) are heated (E-110) with low pressure steam before
being scrubbed (T-106). The scrubber splits the hydrocarbons from the wastes of H2S, NH3 and
CO2. The recovered hydrocarbons are recycled back to the injection process (stream 43) where
they are compressed and burned in the gas turbine.
The combined naphtha, LGO and HGO streams are individually heated and pressurized
to prepare them for hydrotreatment. Each hydrotreater uses the ferric sulfate catalyst and
hydrogen to achieve further upgrading of the hydrocarbons by cleaving heteroatoms. The
naphtha (stream 46) is pumped and heated (P-102, E-111) to 280 C and 3200 kPa to prepare it
for hydrotreatment (R-103). Hydrotreatment of the naphtha requires a LHSV of 5/h and about
400 scf of hydrogen per barrel produced.
The LGO (stream 53) is pumped and heated to 310 C and 5600 kPa for hydrotreatment
(R-104). The LGO hydrotreater requires a LHSV of 2.5/h and 800 scf of hydrogen per barrel of
production. The HGO (stream 60) is pumped to 366 C and 12 MPa for hydrotreatment (R-105).
The HGO hydrotreater requires a LHSV of 1/h and 1200 scf of hydrogen per barrel of
production.
12
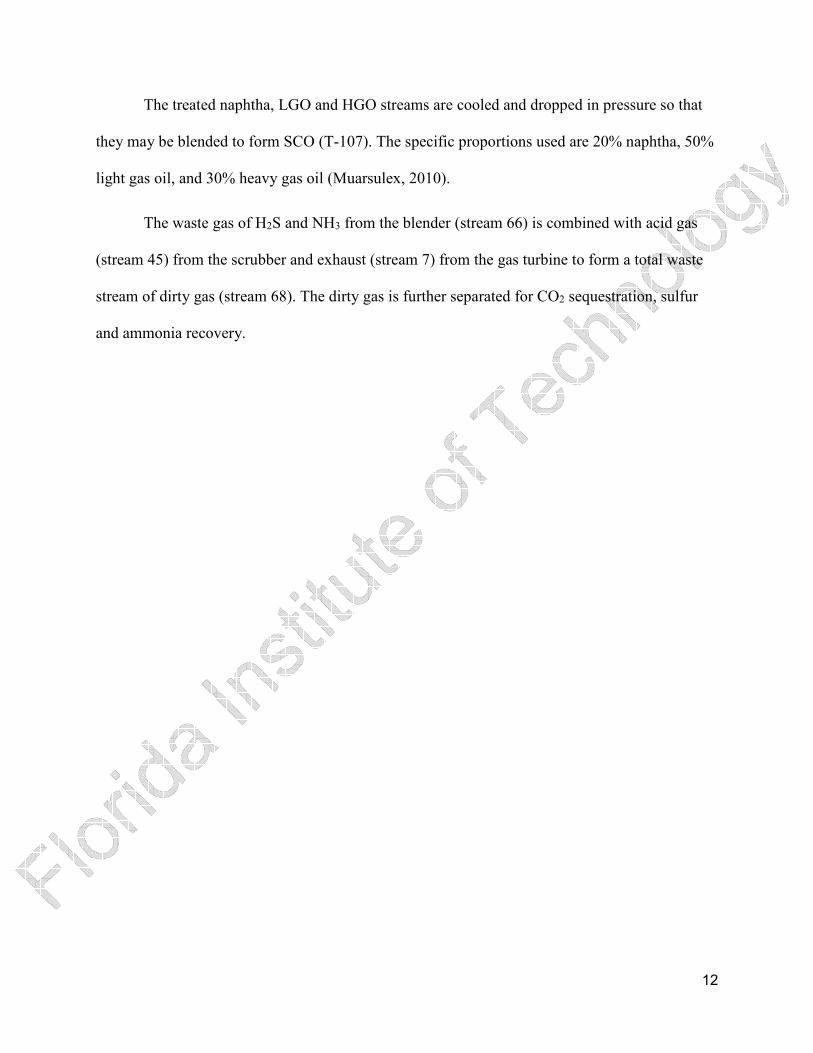
The treated naphtha, LGO and HGO streams are cooled and dropped in pressure so that
they may be blended to form SCO (T-107). The specific proportions used are 20% naphtha, 50%
light gas oil, and 30% heavy gas oil (Muarsulex, 2010).
The waste gas of H2S and NH3 from the blender (stream 66) is combined with acid gas
(stream 45) from the scrubber and exhaust (stream 7) from the gas turbine to form a total waste
stream of dirty gas (stream 68). The dirty gas is further separated for CO2 sequestration, sulfur
and ammonia recovery.

13
Fig
ure
2:
PF
D S
ecti
on 1
: In
ject
ion F
luid
Gen
erati
on a
nd I
nit
ial
Sep
ara
tion
14
Fig
ure
3:
PF
D S
ecti
on 2
: H
ydro
cra
ckin
g a
nd S
econd S
epara
tion

15
Fig
ure
4:
PF
D S
ecti
on 3
: C
om
ponen
t H
ydro
trea
tmen
t and F
inal
Pro
duct
Ble
nd

16
Table
1:
Str
eam
Info
rmati
on 1
-24
17
Table
2:
Str
eam
Info
rmati
on 2
5-4
8
18
Table
3:
Str
eam
Info
rmati
on 4
9-6
8

19
Table
4:
Str
eam
Com
posi
tions
1-8

20
Table
5:
Str
eam
Com
posi
tions
9-1
6
21
Table
6:
Str
eam
Com
posi
tions
17-2
4
22
Table
7:
Str
eam
Com
posi
tions
25-3
2
23
Table
8:
Str
eam
Com
posi
tions
33-4
0

24
Table
9:
Str
eam
Com
posi
tions
41-4
8

25
Table
10:
Str
eam
Com
posi
tions
49-5
6
26
Table
11:
Str
eam
Com
posi
tions
57-6
4
27
Table
12:
Str
eam
Com
posi
tions
65-6
8
28
Table
14:
Equip
men
t Sp
ecif
icati
ons:
Com
pre
ssors
, T
urb
ine,
and P
um
ps
Table
13:
Equip
men
t Sp
ecif
icati
ons:
Rea
ctors

29
Table
16:
Equip
men
t Sp
ecif
icati
ons:
Tow
ers
Table
15:
Equip
men
t Sp
ecif
icati
ons:
Ele
ctri
c H
eate
rs
30
Table
19:
Equip
men
t Sp
ecif
icati
ons:
Hea
t E
xchan
ger
s
Table
18:
Uti
liti
es:
Ele
ctri
city
Use
Table
17:
Uti
liti
es:
Wate
r
31
Process Design and Simulation
Aspentech’s HYSYS v8.6 was chosen for the majority of our process modeling. While
we initially were considering Aspentech’s Aspen Plus v8.6 to conduct our modeling, we
immediately discovered Aspen Plus’ inability to easily address complex mixtures like raw
petroleum, comprised of thousands of components. After initial failures at simplifying the
characterization of bitumen in order to enable Aspen Plus, it was abandoned in favor of HYSYS;
a software package new to us, requiring additional study and training to use effectively.
Several weeks were spent exploring and consuming freely available online training
manuals, particularly those from Colorado School of Mines and the University of Alberta. With
enough background, we began simulation using a petroleum assay preloaded into Aspen
HYSYS’s database, Athabasca 2006. We characterized the assay using the automated assay
characterization function provided by Aspen HYSYS’ “Oil Manager” interface. This
characterized the assay into several dozen hypothetical groups (cuts) separated by their boiling
points, each cut being in a ten degree range. HYSYS treats each cut as an individual molecule
for simulation purposes. While the default is ten degrees, high accuracy of modeling could be
achieved by lowering the cut range. We chose to continue with default settings. The assay was
taken from a bitumen deposit located in the Athabasca region, and using this assay we chose to
locate the plant in Athabasca, Canada.
The Peng-Robinson equation of state was utilized for the HYSYS simulation (Peng &
Robinson, 1976). Not only is Peng-Robinson recommended by Aspentech for use of processing
heavy oils in HYSYS, but Peng-Robinson was also developed for the purpose of correcting the
failings other equations of state have with handling high viscosity fluids of high molecular
weight (AspenTech, 2010). No assumptions were necessary to accomplish this given that our
32
feeds was automatically characterized from a pre-loaded petroleum assay (Athabasca 2006)
found in the HYSYS assay database. Each unit operation required in the plant was simulated in
HYSYS or black boxed in Excel. Further details of these designs are shown in Appendix A and
C.
Gas Turbine and HRSG
The first section of the plant involves a gas turbine and heat recovery steam generator
(HRSG) to generate the injection fluid and electricity to power other unit operations and plant
utilities. These were simulated as multiple blocks. The gas turbine was broken down as a
compressor for the air and fuel intake, a Gibbs reactor to represent the burner, and an expander to
represent the exhaust output. The Gibbs reactor was selected for convenience, as the unit
operation in HYSYS was preloaded with a database of combustion reactions. As such, the Gibbs
reactor can function without specifying reaction stoichiometry.
Next the HRSG is simulated as cooler and heater blocks that operate congruently. The
cooler removes heat from the gas turbine’s combustion gas. The combustion gas is then
separated into water and exhaust. The condensed water as well as recycled process water is
passed through the heater block which derives its power directly from the cooler block. The
heater changes the water to steam for the injection process. With this design, tuning the injection
fluid to the properties necessary would be conducted at the gas turbine, varying mass flow of fuel
and air.
Well
In HYSYS, the well is represented as a Petroleum Feeder block. The feeder effectively
“feeds” results from a characterized petroleum assay into an influent feed stream, such that the
effluent stream carries that assay’s components combined with the influent at a ratio specified by

33
the user. In our case, bitumen, water and sand exit the well. Since HYSYS cannot simulate sand,
and it is easily removed due to its specific gravity, it was neglected in the simulation. With our
injection steam made the influent to the feeder, a volume ratio of 75% water was decided to
represent the output characteristics of a developed well based on data provided by the University
of Alberta (NSERC 2015).
The pressure drop through the well was modeled using Darcy theory (Elliot 2001).
Assuming a Darcy travel time ratio of 0.8 (the ratio of time to travel the maximum vertical
distance in a bed to the time to travel the maximum horizontal distance in a bed by a hypothetical
Darcy particle) to represent a mostly developed well, the pressure drop was calculated to be 850
kPa. Subtracting this from the injection pressure, the pressure of the bitumen/water feed was
needed to exit the well in HYSYS at 1600 kPa. The pressure of the well output could not be
directly specified, so to achieve 1600 kPa, the vapor fraction was assumed to be zero and the
temperature was varied until the correct pressure was reached. This represents heat being
absorbed into the bitumen and the surrounding earth in the well. A “developed” well implies that
sufficient heat and pressure has already been applied such that the substrate of the well has been
broken up and fluidized. Further information regarding the Darcy based modeling and well
development has been included Appendix A.
Traditionally oil refining involves an initial process of desalting where water or other
polar solvents are added to the mixture to extract naturally occurring salts from the petroleum
mixture. As a result of the SAGD process, utilizing water already, salts are automatically
removed as part of the extraction process (El Gemayel, 2012). This was not included in the
model, as treatment of this salt-laden wastewater would necessitate an additional section of the
plant devoted to it and would likely tie into the already neglected brackish water treatment
34
system. This would also have produced salt waste, which was neglected as well. Typically 97-
99% of the produced water and brackish makeup water can be recovered through wastewater
treatment (Ondrey, 2012). However, as stated before, water treatment was outside of the scope of
this project.
Heat Exchangers
E-103 is the only heater simulated as a heat exchanger in HYSYS. Because it exchanges
heat between the hot bitumen/water feed and the recycled process water, it is embedded in the
SAGD process. All other heaters operate using arbitrary energy streams. As we were unable to
gather accurate sizing information from HYSYS for cost purposes, all exchangers were
replicated in Aspen using representative compounds with similar chemical properties at identical
stream conditions.
Splitters
Settler T-102, Settler T-103, and Scrubber T-106 were modeled using splitter blocks for
the convenience of specifying the split of components. This allowed complete separation that
cannot always be achieved under real conditions, as well as mitigating ignorance the team still
had using some of the unit operations offered by HYSYS. The costing of these units was
completed based on residence times determined by literature applied to process flow rates.
Distillation Columns
The two vacuum distillation columns, T-104 and T-105, were simulated using Petroleum
Distillation blocks. The block requires inputs of number of stages, feed stage, side product
stream stages, and effective cut points (ECPs) of the products. The ECPs are temperature cut-offs
that determine the composition range of the product streams from the column. These
temperatures were specified based on information from Leffler’s Petroleum Refining in

35
Nontechnical Language (2008). For sizing, the column was recreated in Aspen using specific
composition fractions mentioned in Appendix B. The packing resulting in the smallest diameter
was chosen, given that most diameter outputs were greater than 12m and therefore unrealistic.
This chosen packing was P90X Super-Pak Raschig metal packing.
Reactors
The hydrocracker was initially simulated in HYSYS using a Hydrocracker block but did
not function because of the wide range of molecular weights in the feed stream. The reactor for
hydroconversion in HYSYS, while capable of simulating cracking reactions, was not
programmed to simulate those reactions over the wide variety of components held by our
vacuum residue. Therefore, the hydrocracker was black boxed in Excel using reaction and
conversion equations from El Gemayel (2012). More detailed calculations are shown in
Appendix A as well as the spreadsheet labeled “Hydrocracker”.
Figure 5: General Hydrocracker Equations
To input the results into HYSYS a Petroleum Shift Reactor block was used. The Shift
Reactor allows arbitrary specification of the conversion of feed into a user specified set of
component streams. In our case these streams included hydrogen sulfide, ammonia, C1 through
C4 volatiles, naphtha, LGO, HGO, and unreacted residue. Since H2S and NH3 streams were
specified, these components needed to be manually removed from the assay to simulate that
heteroatoms were cleaved from the hydrocarbon molecules. This was achieved using a
Manipulator block, which allows for user editing of assay data at that point in the process. All

36
product streams from the petroleum shift reactor block and the assay manipulator block were
then recombined into one stream as the output of the hydrocracker, labeled as Treated Liquid
Product. The hydrotreaters were simulated in a similar way through Excel black boxing and the
Petroleum Shift Reactor block.
The final sulfur content of the SCO was found to be 0.03%, much lower than the
expected 0.13% (Muarsulex, 2010). This was likely due to the simulations being more ideal than
would occur in actual processes. In addition, when the hydrotreaters were being modeled in
Excel the sulfur content of various cuts were taken as averages instead of weighted averages.
This was done since the amount of time it would have taken to do a weighted average of sulfur
content for each cut (having a considerable number of cuts) would have been a prohibitive time
investment in order to ensure deadlines were met.
Pumps
Pumps added to the process were done so to effect necessary pressure changes at their
location. HYSYS was capable of simulating their use and no additional consideration was made
to their design.
3-D Modeling
The structure of the plant was also simulated using SolidWorks 2014 x64 edition.
Reference photos were used for various process equipment including the burner (Indeck, 2013),
HRSG (Kawasaki, 2014), heat exchangers (Bowman, 2015), settlers (White, 2012), pumps
(Kable, 2015), distillation columns (Vega, 2003), hydrocracker & hydrotreaters (Livingston,
2011), etc.

37
Figure 6: SolidWorks 3D Design
38
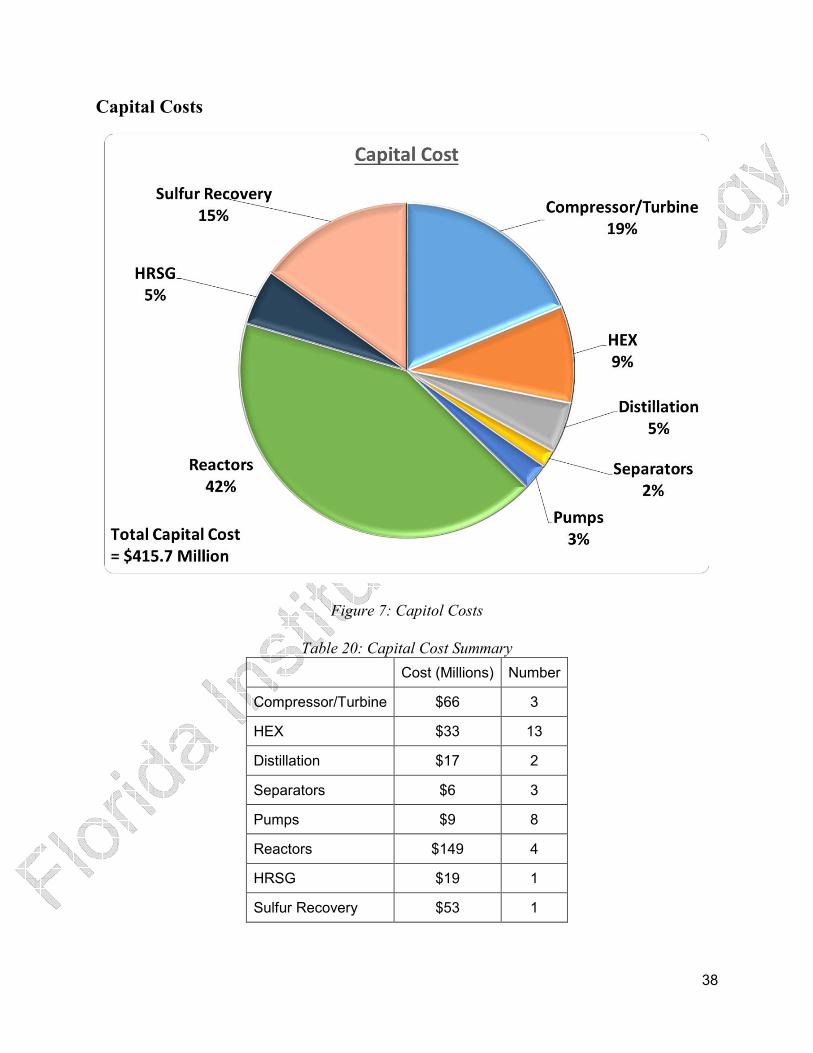
Capital Costs
Figure 7: Capitol Costs
Table 20: Capital Cost Summary
Cost (Millions) Number
Compressor/Turbine $66 3
HEX $33 13
Distillation $17 2
Separators $6 3
Pumps $9 8
Reactors $149 4
HRSG $19 1
Sulfur Recovery $53 1

39
The costing of the plant equipment follows a program set out in Turton’s Appendix A
(2008) based on the module factor approach to costing that was originally introduced by Guthrie
and modified by Ulrich. The costing program outputs equipment costs in 2001 dollars.
Bare Module Cost, CBM, of each piece of equipment is estimated by adding additional
costs associated with the equipment.
��� = ������ = ���( + �����) Additional costs (labor, piping, instrumentation, foundations, electrical, etc.) are tied up
into constants B1 & B2 given in Turton for heat exchangers, pumps & vessels.
Each piece of equipment is sized at standard conditions to determine the approximate
cost, Cp0.
log� ��� = � + �� log� � + ��(log��) 2 where A is the capacity or size parameter for the equipment, K1, K2 and K3 are given in Turton
for various types of equipment. The cost per unit of capacity decreases as the size of the
equipment increases. Each set of K values is only valid if the piece of equipment falls within the
size range given, or else the equipment must be scaled.
The materials factor, FM, is found using figures in Turton with the appropriate
identification number listed in tables. The materials factor is used for heat exchangers, process
vessels and pumps to account for materials of construction different than standard.
The pressure factor, FP, accounts for pressures other than atmospheric.
log� �� = � + �� log� � + ��(log��) 2

40
C1, C2 and C3 are given in Turton for various types of equipment, and P represents the pressure
in barg.
For vessels and towers, FP is calculated using the pressure and diameter, D.
��,������ =(� + 1)�2[850 − 0.6(� + 1)] + 0.00315
0.0063
For equipment operating at pressures less than -0.5 barg, FP,vessel is equal to 1.25.
For equipment that fell outside the capacity range given in Turton, a scaling equation was
used to find the cost of the new equipment. Where C is capacity, A is cost, and n is a cost
exponent.
�'�( = )�'�(*+
The burner R-101 is part of a gas turbine. Its cost is assumed to be included in the cost of
the compressor and turbine K-101 and K-102. The hydrocracker and hydrotreaters were cost as
towers, because of the high pressure and high capacities required. Each reactor volume was
found using the volumetric flow rate in and the LHSV given by El Gemayel (2012) and Speight
(2007).
It is assumed that the cost of drilling and preparing the well is negligible. The time taken
to develop the well is taken during the plant construction period (the first 2 years). Other specific
assumptions for other unit operations are listed in the sample calculations of Appendix B.
The costs were updated from $2001 to $2015 using a ratio of the CEPCI numbers. The
CEPCI from September 2001 is 397 and the CEPCI for 2015 as 610.

41
�,-. 2015 = �,-. 2001 ∗ (��0��1 2015�0��1 2001 )
Affixing a cost to the sulfur recovery module of the plant was done in far less standard
terms. Using SUPERCLAUS® process stoichiometry (Koscielnuk, D. et. al., 2015), it was
found that the sulfur recovery unit should be producing approximately 416 tonnes of elemental
sulfur per day, given hydrogen sulfide production from the reactor outputs. As a preliminary
design, the team saw fit to devise a simple scheme by which to assign this capital cost. Using
estimated module cost data provided by The European IPPC Bureau (Barthe, P., et. al. 2015), a
function was derived to relate sulfur production in tonnes per day, p, to total installed module
cost in millions of EUR, C.
� = 0.88882�.334�
Using the function, this plant’s value of 416 tonnes sulfur per day would effectively price the
sulfur recovery unit at $53M after conversion from 2015 Euros.
The upgrading process uses a catalyst, ferric sulfate, which is periodically regenerated.
The catalyst is considered a capital investment. It is assumed that the volume of catalyst needed
derived from the combined volume of reactors R-102, R-103, R-104, and R-105 minus a
recommended bed void fraction of 0.37 (Munteanu, 2012). Using the known density of the
catalyst, a total mass required was found. The catalyst cost is found from Alibaba of
$0.136/pound (Alibaba, 2015). The final catalyst cost is $290,627.81, negligible when compared
to the final capital cost.
The total module cost, CTM, (also known as the fixed capital investment, FCI) is found
by multiplying the bare module cost by 1.18. The 18% accounts for contingency and fee costs.
42
The total module cost for the Bitumen Extraction and Upgrading Plant is $415.7M. The capital
cost per barrel SCO in the first year produced is $17.61. Further information can be found on the
accompanying spreadsheet on the “Costing” tab.

43
Manufacturing Costs
Figure 8: Manufacturing Costs
Table 21: Summary of Manufacturing Costs
Fixed Capital Investment FCI $415.7M
Cost of Raw Materials CRM $194.9M
Cost of Waste Treatment CWT $41.4M
Cost of Utilities CUT $100
Cost of Labor COL $2.5M
The cost of manufacturing (COM) is based on the fixed capital investment (FCI), cost of
operating labor (COL), cost of utilities (CUT), cost of waste treatment (CWT), and cost of raw
materials (CRM) (Turton, 2008).

44
�56 = 0.18��1 + 2.73�58 + 1.23(�9: + �;: + �<6) The cost of labor (COL) is determined from the number of operators needed per shift and
their estimated salary. The number of operators per shift depends on the number of steps, P,
involving particulate solids handling and the number of steps not involving particulate solids
handling, Nnp. At the settling stage of the plant, sand must be removed from the process, so P=1.
The Nnp for the extraction and upgrading plant is found to be 25 and for the sulfur recovery unit
(SRU) is 6.
=>? = @(6.29 + 31.7�� + 0.23=+B) Labor for the main facility and the SRU has been calculated separately, as they should
have a significantly different set of daily tasks from one another. In the main unit, the number of
operators needed per shift is found to be 7. Assuming 4.5 shirts are required for each operator
needed, and there are no part-timers, a total of 32 operators will work at the main unit, which
operates 7920 hours of the year. Given a median salary for chemical engineers in the region of
Athabasca, Canada of C$69,891 (Payscale, 2015) the cost of labor is $1.8M per year after
conversion to USD. In the SRU, the number of operators needed per shift is found to be 2.8.
Assuming 4 operators are hired for each operator needed, and there are no part-timers, a total of
13 operators will work at the SRU, which also operates 7920 hours of the year. The cost of labor
for the SRU is then found to be $735,952.23 per year after conversion to USD.
The cost of utilities (CUT) is almost zero, but what there is comes from Turton to costs
the refrigerated water used in exchangers E-105 and E-108. The cost of the refrigerated water
totals out at $100.39/year. It is understood this cost does not account for the installation of
refrigeration units, which likely would be negligible against the total capital costs. Additional
45
cooling water is assumed to be drawn from brackish/saline aquifers in the immediate vicinity of
the facility. Canadian (and specifically Alberta) law has no regulations or license requirements
regarding the use of such aquifers, allowing the assumption of zero cost for their use (Griffiths,
2006). Any cost that would be incurred would be related to the purification of this source to
process quality, which has been neglected by the design team. The amount of electricity needed
for plant operation comes from the power generated by the gas turbine running off of recovered
hydrocarbons and natural gas. Electricity not used by the plant is assumed to be sold off to the
local grid at a price of 4 cents/kWh (Just Energy, 2014) and assumed as profit.
The cost of waste treatment (CWT) includes sequestration of carbon dioxide and SRU
operation. The recovery of ammonia to sellable product was assumed as an output from
scrubbing and not accurately modeled. Operation of the SRU was priced from published data
relating operating cost per day of particularly sized SRUs (Koscielnuk, D. et. al.). Knowing the
size of our SRU, a simple relation was made to assign an operating cost of the SRU as $3M/year.
Sequestration of carbon dioxide was priced at $21/tonne. This cost represents the operation of an
appropriately sized sequestration operation (Herzog, H., 2015). Capital costing of such a module
was neglected on the presumption this operation could be contracted out. Given the production
of 230.4 tonnes CO2 per hour, yearly sequestration costs are $38.3M. Combining these costs
brings a total CWT of $41.4M.
The cost of raw materials (CRM) is entirely derived from the price of natural gas. The
cost of natural gas in the region is provided on an energy basis at $4/Gigajoule (Just Energy,
2014). Through simulation it was found the plant would require 111,100 standard cubic meters
of methane directly to the gas turbine per hour to operate. A direct conversion relates one
gigajoule to 26.137 standard cubic meters (British Columbia Ministry of Finance, 2013). This

46
relationship allows for simple calculation of cost for methane consumed. Consumption of
methane by the gas turbine is calculated to cost $134.7M/year. While our process uses both
natural gas (methane) and hydrogen gas, it can be assumed hydrogen gas could be produced by
means of methane reformation, which relates the price of hydrogen to natural gas through
stoichiometry; a 4:10 molar ratio methane to hydrogen gas. Calculating CRM in this manner
neglects the cost of an installed reformation facility, and also neglects the production of
additional CO2. The design team decided this omission was acceptable given the scale of costs in
relation to larger costs.
The total cost of manufacturing is $415.7M in $2015. The breakdown of the costs can be
found in Figure 8 and Table 21. For manufacturing cost, $15.57 was found to be the cost/bbl
SCO produced. In addition, further information can be found on the accompanying spreadsheet
on the “Manufacturing” tab.

47
Profitability and Sensitivity Analysis
Figure 9: Profit Distribution
The products of the overall plant design include synthetic crude oil, elemental sulfur,
ammonia, and electricity. The annual sales for producing 71,530 barrels per day of SCO
assuming a price of $65/bbl is $1.53B. This is 92% of the total annual sales of $1.67B.
The annual sale for the sulfur output of 137,280 tonnes per year, assuming $400 per
tonne (Alibaba 2015), is $54.9M. This represents 3% of the total annual sales.
The ammonia recovered at 23,113 tonnes per year, priced at $400 per tonne assuming a
higher purity industrial grade mixture (Alibaba, 2015), yielded $9.3M annual profit. This
represents a very small fraction of the overall annual sales - only 0.6%.
48
After energy accounting, which can be seen in Appendix C, the plant produces a net 217
MW or 1.72E9 kWh/year. Electricity rates in Canada range from $0.03 to $0.12 per kWh.
Assuming a sell-back price of $0.04/kWh (Just Energy, 2014) results in an annual sale of
$68.8M. This represents 4% of the total annual sales, second after SCO sales.
The plant is sited in Athabasca, Canada, where the land needed is given by a land grant.
Investors are willing to give $200M in initial support. The working capital is 15% of the FCI at
$62.4M. It is assumed that the construction period for the plant is two years and the plant life is
10 years with no salvage. Straight line depreciation occurs at 10% per year. The tax rate is 25%.
It is assumed that both revenue and operating costs increase at a rate of 3% a year with a required
rate of return of 20%.
The annual distributed cash flow is the revenue minus the operating cost minus the taxes.
The present worth discrete cash flow is found using the monthly distributed cash flow, year of
the project, and monthly interest rate. The future worth discrete cash flow is the product of the
present worth and one plus the monthly interest rate raised to the total number of months. Finally
the net present and future worth are compounded to show the breakeven point.
The breakeven point is the time required for cumulative cash flow to equal zero. The
breakeven point of the plant occurs between the second and third year, approximated as 2.3
years. The internal rate of return is 74.3%. The calculations can be seen in Appendix D, and in
greater detail in the accompanying spreadsheet on the “Profitability” tab.

49
Figure 10: Profitability Analysis
A sensitivity analysis was performed on the cost of methane and SCO. The cost of
methane is influential on profitability due to its prominence in the manufacturing costs - about
64%. It can be assumed that the price of methane also affects the price of hydrogen, given that
the hydrogen was cost through methane reformation. Increasing methane costs by 10% every
year results in an overall COM increase of 6.5% a year. Figure 11 shows the new profitability
analysis.
50
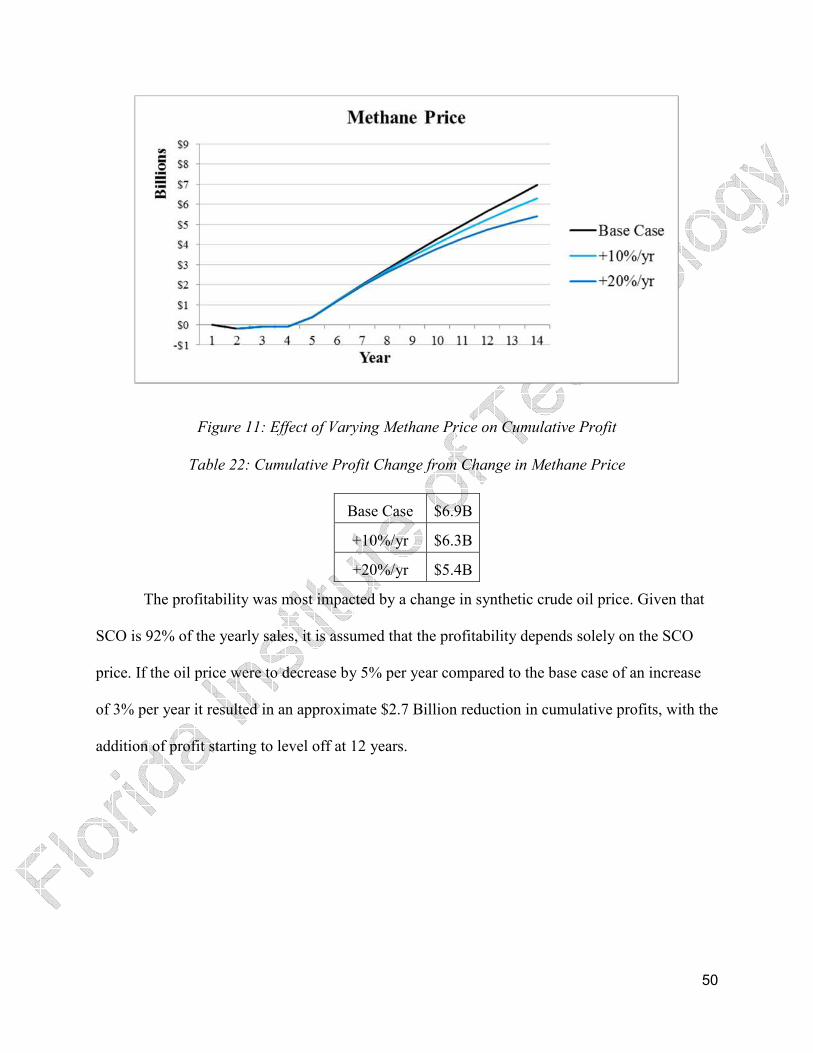
Figure 11: Effect of Varying Methane Price on Cumulative Profit
Table 22: Cumulative Profit Change from Change in Methane Price
Base Case $6.9B
+10%/yr $6.3B
+20%/yr $5.4B
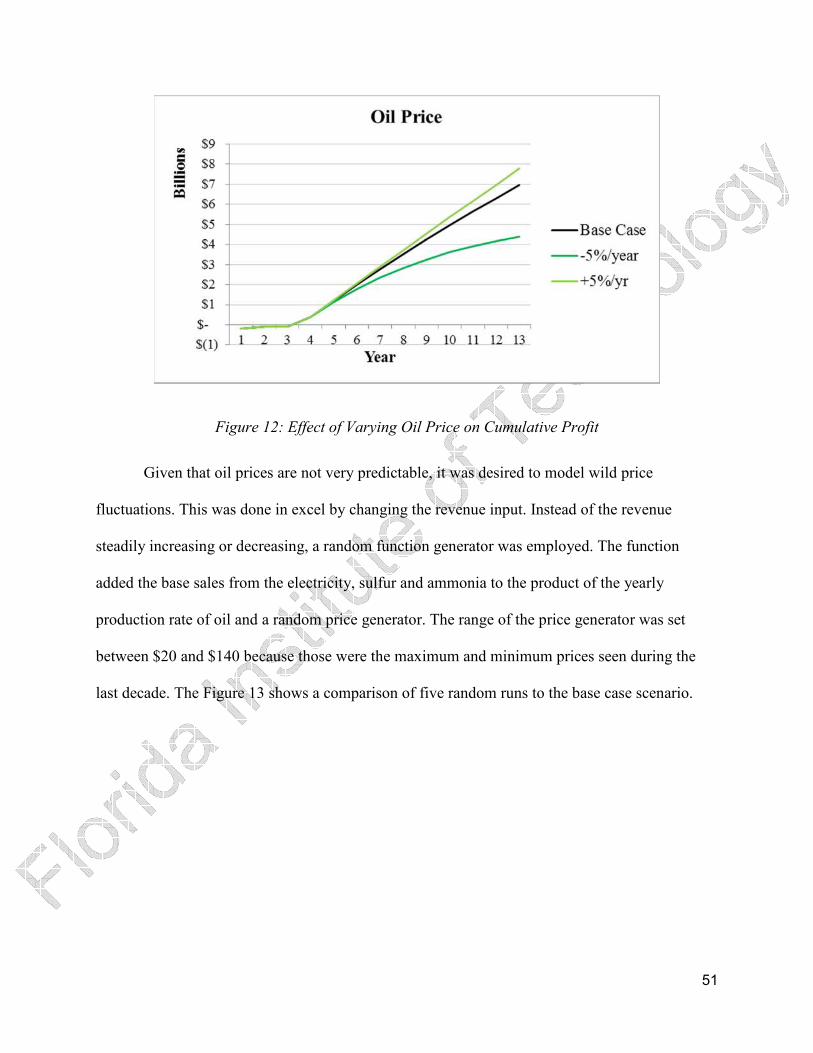
The profitability was most impacted by a change in synthetic crude oil price. Given that
SCO is 92% of the yearly sales, it is assumed that the profitability depends solely on the SCO
price. If the oil price were to decrease by 5% per year compared to the base case of an increase
of 3% per year it resulted in an approximate $2.7 Billion reduction in cumulative profits, with the
addition of profit starting to level off at 12 years.
51
Figure 12: Effect of Varying Oil Price on Cumulative Profit
Given that oil prices are not very predictable, it was desired to model wild price
fluctuations. This was done in excel by changing the revenue input. Instead of the revenue
steadily increasing or decreasing, a random function generator was employed. The function
added the base sales from the electricity, sulfur and ammonia to the product of the yearly
production rate of oil and a random price generator. The range of the price generator was set
between $20 and $140 because those were the maximum and minimum prices seen during the
last decade. The Figure 13 shows a comparison of five random runs to the base case scenario.

52
Figure 13: Effect of Random Fluctuations in Oil Price on Cumulative Profit
Overall, the breakeven point does not change dramatically no matter what parameter is
examined. The breakeven point always occurs between the second and third year. It is only the
12 year cumulative profit that is sensitive to change.
Although this was not included in the analysis, the way the plant functions can also have
a strong effect on profitability. One of the faults in this simulation is that a well does not behave
nearly as simply as it is presented here. Production rate is a factor that changes with time as the
well becomes more developed or as it becomes depleted. As such, to accurately assess a plant’s
cumulative profitability would require the inclusion of these changing factors. In reality, these
factors are calculated and anticipated during operation such that changes to the flow rate to the
upgrading facility are mitigated against.
When a new well is drilled, part of that preparation to connect it to an in situ upgrading
facility including priming. Priming can involve a number of processes performed by field
engineers, such as the introduction of chemical agents as lubricants or corrosives and the direct
53
injection of high temperature and high pressure steam, even higher than that of a well in
production. This is accomplished by drilling teams using machinery, on site boilers, or steam
pipeline drawn out from the upgrading plant, forcing the plant to be unproductive until the well
is tapped (Stone and Bailey 2014). Without an outlet, heat and water is forced into tight
interstitial spaces between rock, soil, and the bitumen itself. After what can sometimes be weeks
to months of preparing a well, it is ready to be connected to production. New wells are less
productive as the well continues to loosen up; which can take upwards of a year (Laricina Energy
Ltd. 2010).
To mitigate this staggered production, wells are drilled and prepared in phases around a
destination production plant. As one particular well (phase 1) begins to deplete or otherwise
become unproductive, another well is in the process of becoming productive (phase 2); allowing
for a relatively seamless transition with little interruption to the facility or cash flow. As
mentioned, mitigating for this requires careful planning and expert knowledge of the geology,
gained from subterranean scanning by sonar, x-ray, or column sampling (Laricina Energy Ltd.
2010). This process has been omitted from this simulation for the sake of providing a simpler
basis from which to both work and present.
It should also be noted that synthetic crude oil is classified by sulfur content. SCO with
low sulfur content is classified as “sweet,” while oil with high sulfur content is considered
“sour”. The produced SCO would classify as sweet, and sweet synthetic crude oil makes up the
majority of the market (Bitumen, 2014).
54
Safety & Environmental
Compared to traditional coking, hydroconversion uses substantially less water, using less than
17% of the water coking uses (Munteanu, 2012). Conversely, the hydroconversion process
produces more CO2 - 77.3 kg CO2/bbl oil in comparison with 60 kg CO2/bbl oil for traditional
coking (Lightbown, 2014). Additional water and energy savings can be found by the use of
SAGD as opposed to other extraction methods. The once-steam generators (heaters) used to
make the steam typically generate 75 % steam and 25% hot water (Lui, 2006). Since SAGD
requires dry steam only, the water can be recovered for use in the heat exchangers. The water
coming out of the hydrotreaters can also be recycled. When the well is drilled for SAGD, the
well pairs are usually spaced 5-8 meters apart, with the lower producer well being of slightly
smaller diameter (Rach, 2004).
However, since there is a significant amount of steam required for any of the steam
extraction techniques the necessary energy input is fairly high. Burning natural gas for steam
heat and electricity generates a lot of CO2, much more than traditional bitumen extraction
methods (Nuwer, 2013). However, it is possible to do CO2 sequestration. This would not affect
the well since sequestration would be done at much greater depths than bitumen extraction.
Bitumen extraction is typically done at depths around 200m, while CO2 sequestration is done at
depths around 2000m (Palmgren 2011). In addition, the water drawn from the aquifer would not
be affected by either of these processes, since it is typically at depths of about double the depth
of the bitumen extraction process (EPA, 2013) (Ko, 2011).
Although this process does not use any solvents in the steam, if they were to be used it
would allow for the possibility of chemical seepage into the water table or atmosphere. In
addition, since SAGD pulls material from the ground, it can create void spaces which can

55
destabilize ground layers. Once a drilling operation ceases for a given reservoir, the mine can be
reclaimed by reintroducing the sand and related materials into the mine (EIS, 2012).
As for safety concerns, hydrogen sulfide gas can be dangerous to breathe if allowed to
reach certain concentrations. It is also highly corrosive. Symptoms include nausea, headaches,
etc., up to death depending on the concentration and length of exposure (OSHA, 2014). It can
also be explosive depending on concentration (2014). Ammonia is also highly corrosive and can
cause lung damage if inhaled in sufficient concentrations. Air concentration monitors will be
installed along with alarms at appropriate places within the plant.
As the SAGD gas will be highly pressurized and at high temperatures, precautions must
be taken and PPE must be worn. This is true for many if not all of the other processes, including
near the reactors. The bitumen itself is a skin irritant and studies differ on whether it is
carcinogenic (Wess, 2005). Since the reactors deal in high pressures and temperatures, properly
sized relief and rupture valves will need to be fitted.

56
Process Control
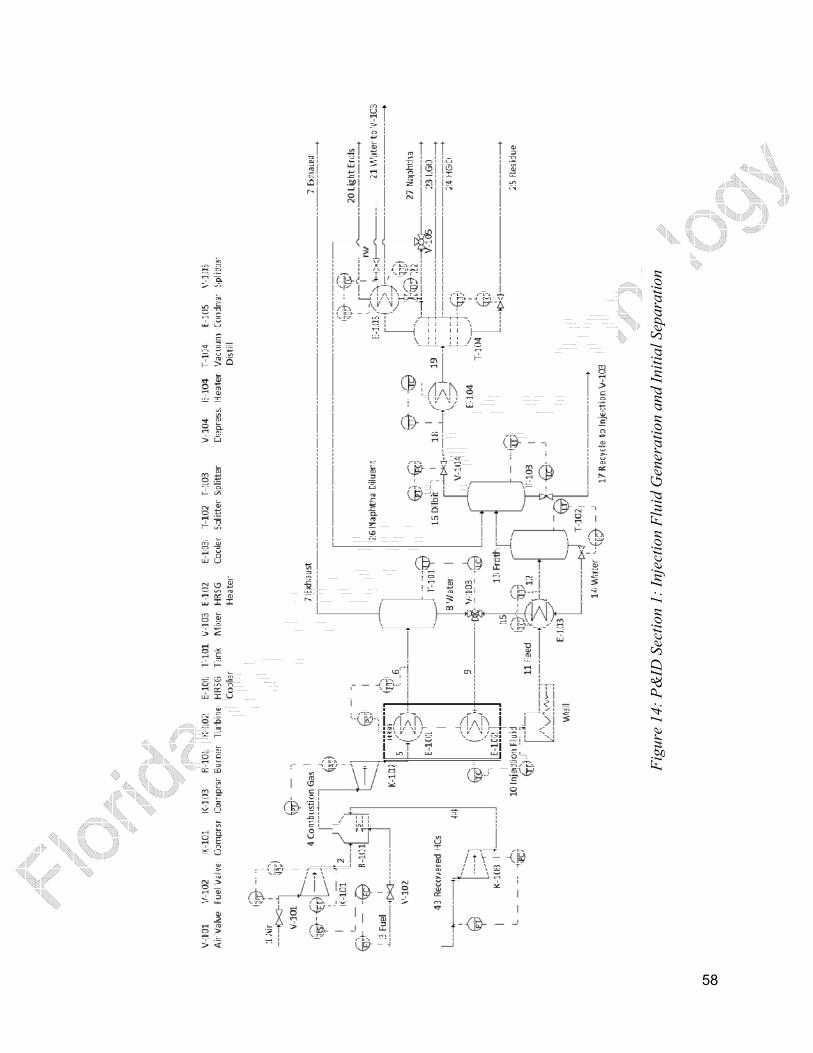
The P&ID can be found in Figures 14, 15, and 16 following this section. There is an air-
to-open valve prior to the compressor purely for safety shutdown purposes. The pressure of the
first compressor is controlled to ensure the appropriate pressure into the burner. The fuel is also
controlled by flow, but ratio control is imposed with an additional flow transmitter after the
compressor, to ensure the appropriate ratio of air to fuel into the burner. These valves are also
air-to-open. The other compressor (K-103) is also controlled to ensure proper pressure of
recovered hydrocarbons into the burner. The pressure exiting the compressor leading into the
HRSG is also controlled.
The pressure of the gases exiting the HRSG is controlled so as to not overtax the vessel
separating the exhaust gas from the exhaust water. The temperature of the steam exiting the
HRSG into the well is also controlled, as the heat diffusing into the surrounding sand/rock is the
primary mechanism which reduces the viscosity of the bitumen so that it can be pumped to the
surface. The pressure of the steam is also important and correlations can be made at a later date
between the control of the pressure of the exhaust gases exiting the HRSG and the temperature of
the steam.
The temperatures of various salt heat exchangers are controlled via electronic means. The
pressure exiting the pumps is also controlled electronically. For electronic controls, lines are
shown to enter directly into process equipment. Level controls are present on all separation
vessels, distillation columns, condensers, and reactors. Heat exchangers (or condensers) which
require cooling or refrigerated water or low pressure steam are temperature controlled based on
the exit temperature of the condenser. Compositions exiting each of the four reactors are
controlled based on the manipulation of flow rate of the hydrogen gas entering into the reactors.
57
However, it is important to bear in mind that hydrogen is usually supplied in excess. Note that
prior to most of the reactors, a molten salt heat exchanger’s outlet temperature is controlled
thereby ensuring the reactor temperature is appropriate.
Several valves are used to step-down pressure, and pressure controls are inserted to
facilitate this. The composition of the recovered hydrocarbons is controlled at the scrubber T-
106. The level control of the first vacuum distillation column is controlled by manipulating the
flow of the residue stream, since this is the largest stream exiting the column. Similarly, the level
control of the second vacuum distillation column is controlled by manipulating the flow of the
exiting light gas oil (Stream 38), as this is the stream with the largest fluid flow. The level
control of the mixing tank for the final SCO mixture is controlled by manipulating the exit flow
of the mixing tank. Finally, the pressure of the final dirty gas mixture stream is controlled for
downstream equipment.
The main control strategy is feedback control; however for further iterations it would be
advisable to include cascade control to reject disturbances in reactor temperature. In addition,
ratio control is applied to the fuel and air feed streams, however, there is a third stream
consisting of hydrocarbons recycled from further down the system. This is controlled only for
composition and pressure, however ideally a more advanced control which may utilize some
combination of ratio and/or cascade control should be implemented in future iterations. All
cooling water streams with valves are air-to-close to ensure that upon emergency conditions heat
flow is properly regulated. Similarly, streams with low pressure stream are controlled to be fail-
closed. Level controls on non-reactor equipment are air-to-open to reduce effect on downstream
equipment. Reactor controls are fail-open (air-to-close) so as to prevent reactions continuing to
occur in emergency situations. Compositional controls on hydrogen streams are also fail-closed.
58
Fig
ure
14:
P&
ID S
ecti
on 1
: In
ject
ion F
luid
Gen
erati
on a
nd I
nit
ial
Sep
ara
tion

59
Fig
ure
15:
P&
ID S
ecti
on 2
: H
ydro
cra
ckin
g a
nd S
econd S
epara
tion

60
Fig
ure
16:
P&
ID S
ecti
on 3
: C
om
ponen
t H
ydro
trea
tmen
t and F
inal
Pro
duct
Ble
nd
61
References
1. Alberta, Government of. (2014). Heavy Oil 101 - Upgrading and Refining. AERI.
AlbertaCanada.com. Retrieved from
http://www.albertacanada.com/mexico/documents/P7_Processing_Upgrading_and_Refini
ng_HOLA2013_KCY.pdf
2. Alibaba. (2014). Bitumen Pricing. Retrieved from
http://www.alibaba.com/Bitumen_pid100105
3. Alibaba. (2015). Ferric Sulfate Pricing. Retrieved from http://www.alibaba.com/product-
detail/ferric-sulphate_933493316.html
4. Alibaba. (2015). Industrial Ammonia Pricing. Retrieved from
http://www.alibaba.com/product-detail/industrial-liquid-ammonia-
price_1952696157.html
5. Alibaba. (2015). Yellow Sulphur Pricing. Retrieved from
http://www.alibaba.com/product-detail/sulphur_707085756.html
6. Aspentech. (2010). “Modeling Heavy Oil FAQ.”
7. Baker Hughes. (2013). SAGD Solutions. Retrieved from
https://www.youtube.com/watch?v=som4c1MIzAo
8. Barthe, P., et. al. (2015). Best Available Techniques (BAT) Reference Document for the
Refining of Mineral Oil and Gas. JCR Science and Policy Reports. Retrieved from
http://eippcb.jrc.ec.europa.eu/reference/BREF/REF_BREF_2015.pdf
9. Bhattacharjee, Subir. (2010). Oil Sands: A Bridge between Conventional Oil and a
Sustainable Energy Future. University of Alberta, Canada.
62
10. Bitumen Engineering. (2014). Synthetic Crude Oil Manufacturing by Upgrading Tar
Sand Bitumen. Retrieved from http://www.bitumenengineering.com/library/materials/41-
library/modifiedbituminousmaterials/115-synthetic-crude-oil-manufacturing
11. Bioage Group, LLC. (2013). AER Reports Recovery of 337,000 Gallons of Bitumen
from Surface Seeps at CNRL Primrose site; Earlier Event in 2009. Green Car Congress.
Retrieved from http://www.greencarcongress.com/2013/08/20130818-primrose.html
12. Bowman. (2015). Exhaust Gas Heat Exchangers. Retrieved from
http://www.ejbowman.co.uk/products/ExhaustGasHeatExchangers.htm
13. British Columbia Ministry of Finance. (2013). Tax Information Sheet. Retrieved from
http://www.sbr.gov.bc.ca/documents_library/shared_documents/Conversion_factors.pdf
14. Butler, R.M., McNab, G.S., and Lo, H.Y. (1981). Theoretical Studies on the Gravity
Drainage of Heavy Oil During In-Situ Steam Heating. The Canadian Journal of
Chemical Engineering 59 (4): 455-460. http://dx.doi.org/10.1002/cjce.5450590407
15. Calgary, University of. (2014). Unlocking the oil sands: The late Dr. Roger Butler,
Schulich School of Engineering. Calgary, Alberta. Retrieved from
http://www.ucalgary.ca/community/research/dr_roger_butlers
16. CAPP. (2014). CAPP Crude Oil Forecast, Markets & Transportation. Canadian
Association of Petroleum Producers.
17. EIS Information Center. (2012). Tar Sands Basics. 2012 Oil Shale & Tar Sands
Programmatic EIS. Information Center. Retrieved from
http://ostseis.anl.gov/guide/tarsands

63
18. El Gemayel, Gemayel. (2012). Integration and Simulation of a Bitumen Upgrading
Facility and an IGCC Process with Carbon Capture. Department of Chemical and
Biological Engineering. University of Ottowa.
19. Elliot, K., and Kovscek A. (2001). "A Numerical Analysis of the Single-Well Steam
Assisted Gravity Drainage Process (SW-SAGD)" Department of Petroleum Engineering,
Stanford University—U.S.A.
20. EPA. (2013). Carbon Dioxide Capture and Sequestration. Retrieved from
http://www.epa.gov/climatechange/ccs/
21. Eurobitume. (2014). Bitumen Production. Brussels, Belgium. Retrieved from
http://www.eurobitume.eu/bitumen/production-process
22. Glacier Media Inc. (2002). Cyclic Steam Outperforms SAGD at Cold Lake. New
Technology Magazine. Retrieved from
http://www.newtechmagazine.com/index.php/daily-news/archived-news/2974-cyclic-
steam-outperforms-sagd-at-cold-lake
23. Griffiths, Mary, Amy Taylor, and Dan Woynillowicz. (2006). Troubled Waters,
Troubling Trends - Technology and Policy Options to Reduce Water Use in Oil and Oil
Sands Development in Alberta. Pembina Institute. Retrieved from
https://www.pembina.org/reports/TroubledW_Full.pdf
24. Hart, A; Leeke, G; Greaves, M; Wood, J. (2014) Downhole heavy crude oil upgrading
using CAPRI: effect of steam upon upgrading and coke formation. American Chemical
Society. 28, 1811-1819.

64
25. Herzog, H. (2015) The Economics of CO2 Separation and Capture. MIT Energy
Laboratory. Retrieved from
http://sequestration.mit.edu/pdf/economics_in_technology.pdf
26. Indeck Keystone Energy, LLC. (2013). Indeck Keystone Energy - Waste Heat Recovery
Boilers. Retrieved from http://www.indeck-
keystone.com/waste_heat_recovery_boilers.htm
27. Jechura, John. (2014). Hydroprocessing: Hydrotreating and Hydrocracking. Colorado
School of Mines. Lecture.
28. Just Energy. (2014). Electricity and Natural Gas Rates for Athabasca, in Athabasca
Canada. American Dollars. Quote from Peter, 2/09/2014.
29. Kable Intelligence Limited. (2015). N2EG 32-16 Close-Coupled End-Suction Centrifugal
Pump. Varisco Solid Pumping Solutions. Hydrocarbons Technology. Retrieved from
http://www.hydrocarbons-technology.com/contractors/pumps/varisco/varisco4.html
30. Kawasaki Heavy Industries, Ltd. (2014). Plant and Infrastructure Company. Retrieved
from http://www.khi.co.jp/english/kplant/business/04_1.gif
31. Ko, Julia, and William Donahue. (2011). Drilling Down; Groundwater Risks Imposed by
In Situ Oil Sands Development. Water Matters Society of Alberta. Retrieved from
http://www.dirtyoilsands.org/wp-content/uploads/2014/06/drilling-down-july2011.pdf
32. Koscielnuk, D., et. al. Low Cost and Reliable Sulfur Recovery, J.C.S. Solutions and
MECS, Editors.
http://www.mecsglobal.com/Low%20Cost%20Reliable%20Sulfur%20Recovery.pdf

65
33. Ko, Julia, and William Donahue. (2011). Drilling Down; Groundwater Risks Imposed by
In Situ Oil Sands Development. Water Matters Society of Alberta. Retrieved from
http://www.dirtyoilsands.org/wp-content/uploads/2014/06/drilling-down-july2011.pdf
34. Laricina Energy Ltd. (2010). Breaking Through: West Athabasca Grand Rapids
Formation, Northeast Alberta, Canada. Presentation. Retrieved from
http://www.laricinaenergy.com/uploads/news/eage_06_10.pdf
35. Leffler, William. (2008). Petroleum Refining in Nontechnical Language. PennWell
Corporation. Google Book.
36. Lightbown, Vicki. (2014). New SAGD Technologies Show Promise in Reducing
Environmental Impact of Oil Sand Production. Oil and Gas Mining. Volume 1, Issue 2.
Retrieved from
http://albertainnovates.ca/media/20420/sagd_technologies_ogm_lightbown.pdf
37. Livingston, David. (2011). The Viability of Keystone XL: Of Politics, Profits, and
Pipelines. Athabasca Oil Sands Project. Retrieved from
http://leadenergy.org/2011/02/an-analysis-of-keystone-xl-of-politics-profits-and-
pipelines/
38. Lui, E.L. (Eddie). (2006). Imperial Oil – A Leader in Thermal In-situ Production.
Edmonton CFA Society Conference Investing in Alberta’s Oil Sands. Esso Imperial Oil.
Retrieved from http://www.imperialoil.ca/Canada-
English/files/News/N_S_Speech060608.pdf
39. Machine Mart. (2015). Clark Industrial Air Compressor - SE16C150. Retrieved from
https://www.machinemart.co.uk/shop/product/details/se16c150-air-
compressor/path/professionalindustrial-air-compressors-elect

66
40. Muarsulex. (2010). Sulfur & Petroleum Coke Markets. Calgary. SulfurUnit.com.
Coking.com. Retrieved from
http://www.sulfurunit.com/SeminarCanada/Presentations2010/Marsulex_DonBoonstra_S
ulphur&PetroleumCokeMarkets_Coking-SulfurUnitCom_Sep2010.pdf
41. Munteanu, Catalin Mugurel, and Jinwen Chen. (2012). Optimizing Bitumen Upgrading
Scheme – Modeling and Simulation Approach. Canmet Energy. Canada. 2012 AIChE
Spring Meeting, Houston, TX.
42. Noaman, Amed. (2013). Enhanced Oil Recovery Using Steam. COMSATS Institute of
Information Technology, Lahore. SlideShare. Retrieved from
http://www.slideshare.net/NomanAhmed1/enhanced-oil-recovery-steam-recovery
43. NSERC. (2015). Water Quality - NSERC Industrial Research Chair Website. Water
Quality Management for Oil Sands Extraction. Retrieved from
http://www.oilsands.ualberta.ca/wqm/?page_id=19
44. Nuwer, Rachel. (2013). Oil Sands Mining Uses Up Almost as Much Energy as it
Produces. Inside Climate News. Retrieved from
http://insideclimatenews.org/news/20130219/oil-sands-mining-tar-sands-alberta-canada-
energy-return-on-investment-eroi-natural-gas-in-situ-dilbit-bitumen
45. Oil-Price.net. (2014). Crude Oil and Commodity Prices. Retrieved from http://www.oil-
price.net/index.php?lang=en
46. Oil Review Africa. (2010). Optimizing Heavy Oil Steam Drainage Scenarios. Issue One,
pg 93. Alain Charles Publishing Ltd.
47. Ondrey, Gerald. (2012). Athabasca Oil selects GE’s water-treatment technologies for
SAGD project. Chemical Engineering Online. Retrieved from

67
http://www.chemengonline.com/athabasca-oil-selects-ges-water-treatment-technologies-
for-sagd-project
48. OSHA. (2014). Hydrogen Sulfide. Safety and Health Topics. United States Department
of Labor. https://www.osha.gov/SLTC/hydrogensulfide/hazards.html
49. Palmgren, C., I. Walker; M. Carlson, M. Uwiera, and M. Torlak. (2011). Reservoir
Design of a Shallow LP-SAGD Project for In Situ Extraction of Athabasca Bitumen.
World Heavy Oil Congress. Edmonton, Alberta. Retrieved from
http://www.aboilsands.ca/_pdfs/Technical-Presentations/Papers/Shallow-LP-SAGD-
Extraction-Bitumen.pdf
50. Payscale. (2015). Process Engineer Salary. Median Salary. Canada. Retrieved from
http://www.payscale.com/research/CA/Job=Process_Engineer/Salary
51. Peck, E. (1941). Regeneration of Spent Catalysts. U.S. Patent. March 1, 1941.
52. Pembina Institute. (2010). Water Impacts. Oil Sands 101. Retrieved from
http://www.pembina.org/oil-sands/os101/water
53. Peng, D. Y., and Robinson, D. B. (1976). "A New Two-Constant Equation of State".
Industrial and Engineering Chemistry: Fundamentals 15: 59–64.
54. Platts, Sydney. (2015). Oil Sector Faces ‘Toughest Year in a Generation’ but Prices Will
Recover: Bernstein. McGraw Hill Financial. Retrieved from
http://www.platts.com/latest-news/oil/sydney/oil-sector-faces-toughest-year-in-a-
generation-27996525
55. Rach, Nina M. (2004). SAGD drilling parameters evolve for oil sands. Oil & Gas
Journal; 102, 21; Proquest. Pg 53.

68
56. Shell. (2011). Redeveloping Schoonebeek Oilfield with New Technologies. Retrieved
from https://www.youtube.com/watch?v=6IFHzCmbwqU
57. Song, Lisa. (2012). A Dilbit Primer: How It's Different from Conventional Oil.
InsideClimate News. Retrieved from http://insideclimatenews.org/news/20120626/dilbit-
primer-diluted-bitumen-conventional-oil-tar-sands-Alberta-Kalamazoo-Keystone-XL-
Enbridge
58. Speight, James. (2007). Hydroprocessing of Heavy Oils and Residua. Pg 134.
59. Stone, T. and Bailey, W. (2014). Optimization of Subcool in SAGD Bitumen Processes.
World Heavy Oil Congress 2014. Conference proceedings. Retrieved from
http://www.slb.com/~/media/Files/technical_papers/whoc/WHOC14-271.pdf
60. Sundram, et al. (2013). Systems and Methods for Creating a Model of Composition for a
Composite Formed by Combining a Plurality of Hydrocarbon Streams. Patent. Retrieved
from http://www.google.com/patents/WO2013181078A1?cl=en
61. Surmont Energy. (2011). (SAGD) Steam Assisted Gravity Drainage - Oil Sands
Extraction. Retrieved from https://www.youtube.com/watch?v=uucXaKK-EnY
62. Tomadakis, Manolis. (2014) Separations Notes Part 1. CHE 4131. Florida Institute of
Technology.
63. Turton, Richard, Richard Bailie, Wallace Whiting, and Joseph Shaeiwitz. (2008).
Analysis, Synthesis, and Design of Chemical Processes. 3rd Edition. Appendix A. Cost
Equations and Curves for the CAPCOST Program.
64. Turton, Richard, Richard Bailie, Wallace Whiting, and Joseph Shaeiwitz. (2008).
Analysis, Synthesis, and Design of Chemical Processes. 3rd Edition. Chapter 9
Heuristics Tables.

69
65. Vega. (2003). Level Measuring System for Hydrofluoric Acid - Contactless and
Extremely Resistant. Distillation Column. Retrieved from
http://www.vega.com/en/Application-newsletter_40026.htm
66. Wess, Joann, A., and Dr. Larry Olsen. (2005). Asphalt (Bitumen). World Health
Organization. Retrieved from
http://www.who.int/ipcs/publications/cicad/cicad59_rev_1.pdf
67. White, John, et al. (2012). RF heating to reduce the use of supplemental water added in
the recovery of unconventional oil. Patents. Retrieved from
http://www.google.com.ar/patents/US8128786
68. Wintershall. (2015). Oil Can Do More - Crude Oil is the Most Important Material of the
Industrialized Nations. Wintershall Holding GmbH. Retrieved from
http://www.wintershall.com/en/company/oil-and-gas/oil-can-do-more.html
69. Vacuum Distillation of Atmospheric Residues. (2009). Encyclopedia of Hydrocarbons.
Volume II Refining and Petrochemicals. Distillation Processes. Pgs 108-112.

70
Appendix A: All Equipment Design Methods, Calculations and Assumptions
Injection
Figure 17: HYSYS Injection Simulation
Air was assumed to be compressed from ambient conditions and concentrations before
being added to the burner. Methane fuel was assumed to be delivered from a compressed source
at 2500 kPa, whether that was from storage or a pipeline was not pertinent to the simulation. The
source fuel is mixed with recycled hydrocarbons compressed to equal pressure before being
added to the burner. It was decided the packaged Gibb’s equations were sufficient for
combustion simulation. Expander turbine K-102 generates the electricity used by the plant and
the excess sold off, Q-101.

71
HRSG
Figure 18: HYSYS HRSG Simulation
Shown in energy stream Q-103 is the direct enthalpy connection between the two units to
simulate the behavior of an HRSG unit. R-102 is the HYSYS feeder block, which provides
characterized petroleum assay components to the influent stream. This means that mass is
effectively added to the system at the feeder block, which does the job of representing mass
added to the system by the bitumen well.

72
Darcy Theory
The well is also modeled using Darcy theory:
Darcy Travel Time Ratio Derivation
9 = −�CD
9� = −�� EFEG 9H = −�H EFEI
9� = ��∆KL 9H = −�H E�EI
�� = MNMOPQP �H = MRMOPQP
9� = MNMOPQP ∆KL 9H = − MRMOPQPE�EI
.� = HSN .H = ?SR
HTN = MNMOPQP ∆KL ?TR = − MRMOPQP
E�EI
.� = QPMNMOPH∆UV .H = − QPMRMOP
?W(�XYZ[�\O]^)
.�.H = _8� `H`�(�a+b − �BcdE)∆KL
Figure 19: Darcy Theory
U Darcy velocity
K Overall permeability
Ψ Resistive forces
Xv Denotes property is in vertical dimension
Xh Denotes property is in horizontal dimension
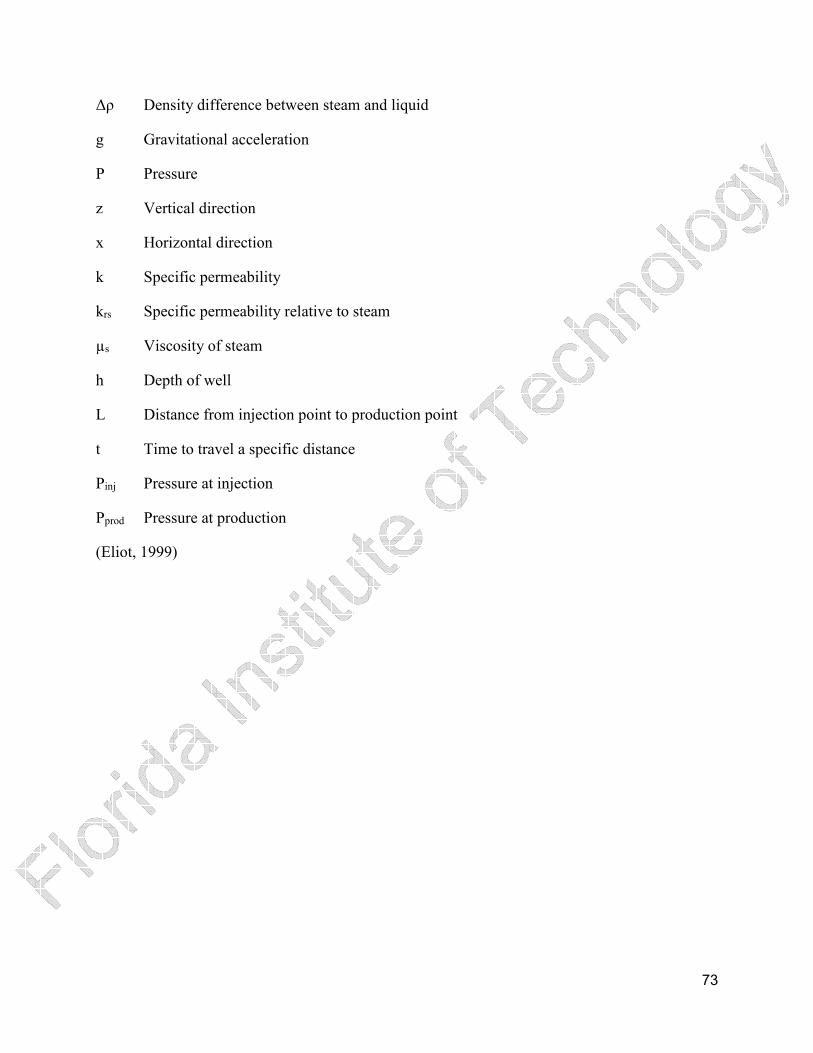
73
Δρ Density difference between steam and liquid
g Gravitational acceleration
P Pressure
z Vertical direction
x Horizontal direction
k Specific permeability
krs Specific permeability relative to steam
µs Viscosity of steam
h Depth of well
L Distance from injection point to production point
t Time to travel a specific distance
Pinj Pressure at injection
Pprod Pressure at production
(Eliot, 1999)

74
Settlers
Figure 20: HYSYS Settler Simulation
Figure 21: 1st Settler Components in HYSYS

75
Shown here are the component splitter blocks used for the settling tanks. The window
shows how a user can set ratios of components to be send to different streams. Here T-102
separated 91% by mole of water to a pure water stream, leaving 9% entrained in bitumen froth
awaiting diluent assisted separation.
Distillation
Figure 22: HYSYS Vacuum Distillation Column Simulation
Shown is a vacuum distillation column, showing the cuts of naphtha, HGO, LGO, and
residue. Notice the recycle of part of the naphtha stream to the beginning of the system, used to
enhance the separation of the water from the bitumen froth in the second settler.
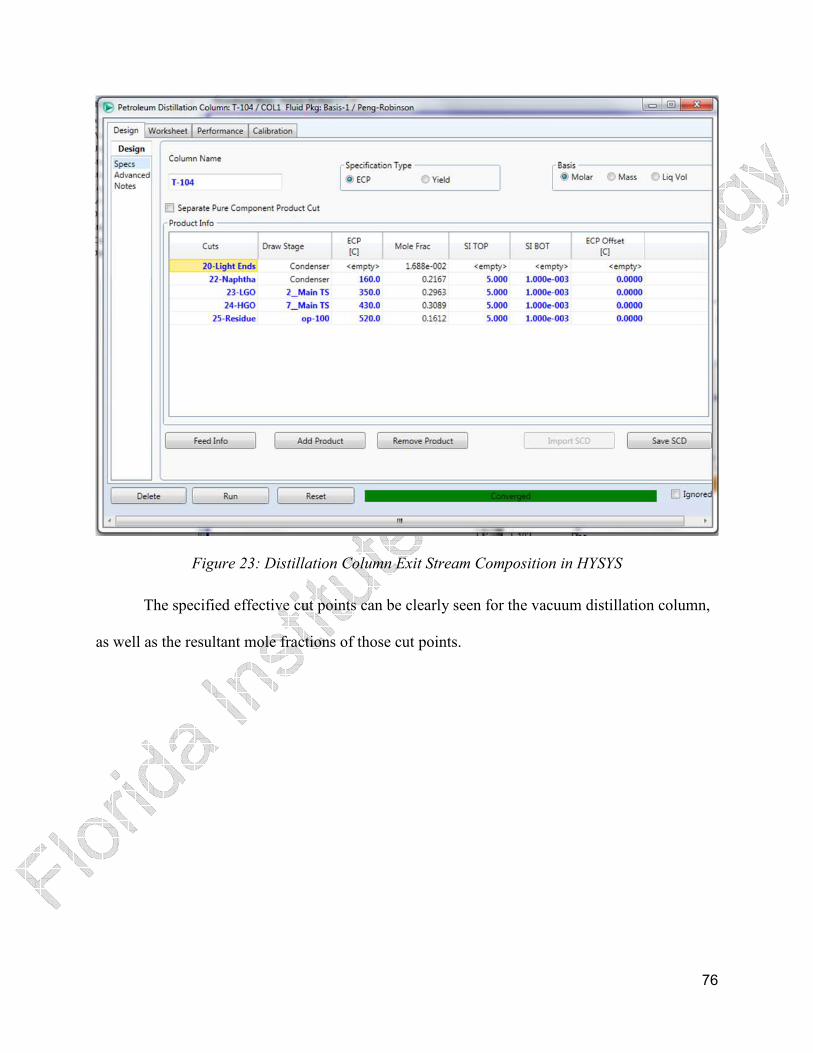
76
Figure 23: Distillation Column Exit Stream Composition in HYSYS
The specified effective cut points can be clearly seen for the vacuum distillation column,
as well as the resultant mole fractions of those cut points.

77
Hydrocracker
Figure 24: HYSYS Hydrocracker
Shown here is the HYSYS block arrangement which was used to apply Excel black box
values to the process.
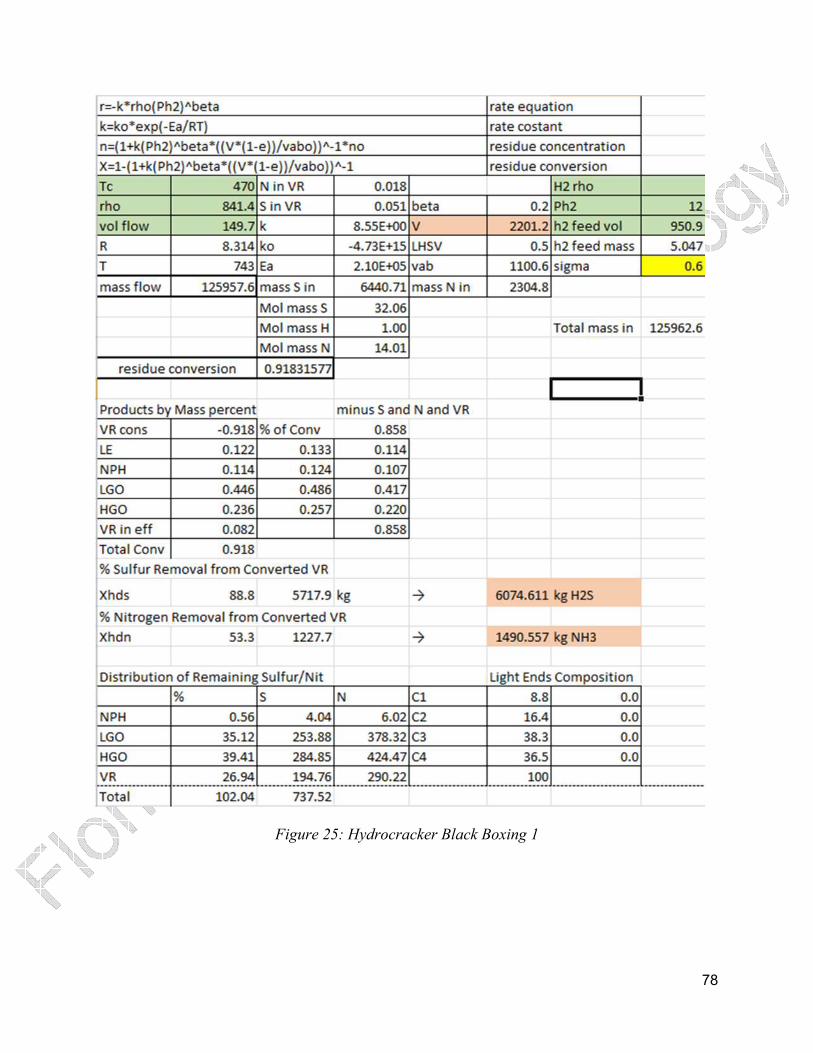
78
Figure 25: Hydrocracker Black Boxing 1
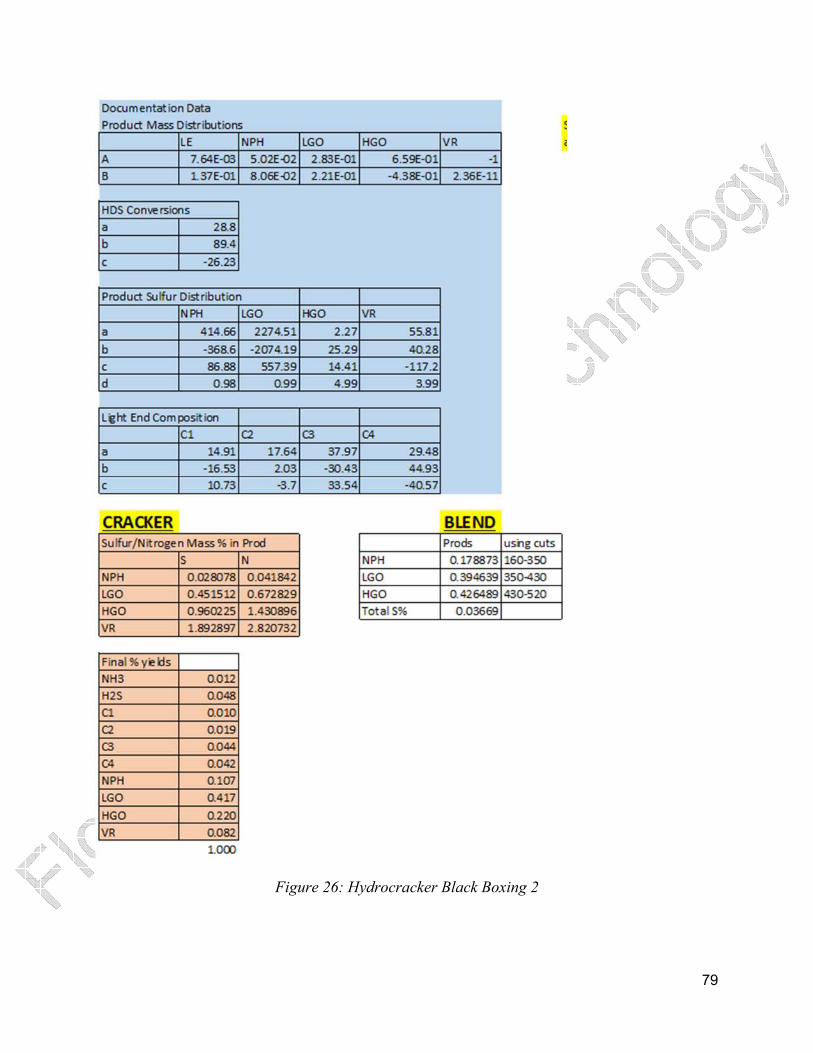
79
Figure 26: Hydrocracker Black Boxing 2

80
Figures 25 and 26, as seen above, show the black boxing done in Excel.
Figure 27: HYSYS Hydrotreaters
Similarly to the hydrocracker, a petroleum shift reactor was used to input the appropriate
exit stream conditions into the simulation for the three hydrotreaters.

81
Figure 28: Hydrotreaters Black Boxing 1
Figure 29: Hydrotreaters Black Boxing 2

82
Figure 30: Hydrotreaters Black Boxing 3
As seen in Figures 28, 29 and 30, the black boxing was done in Excel for each of the
three hydrotreaters.
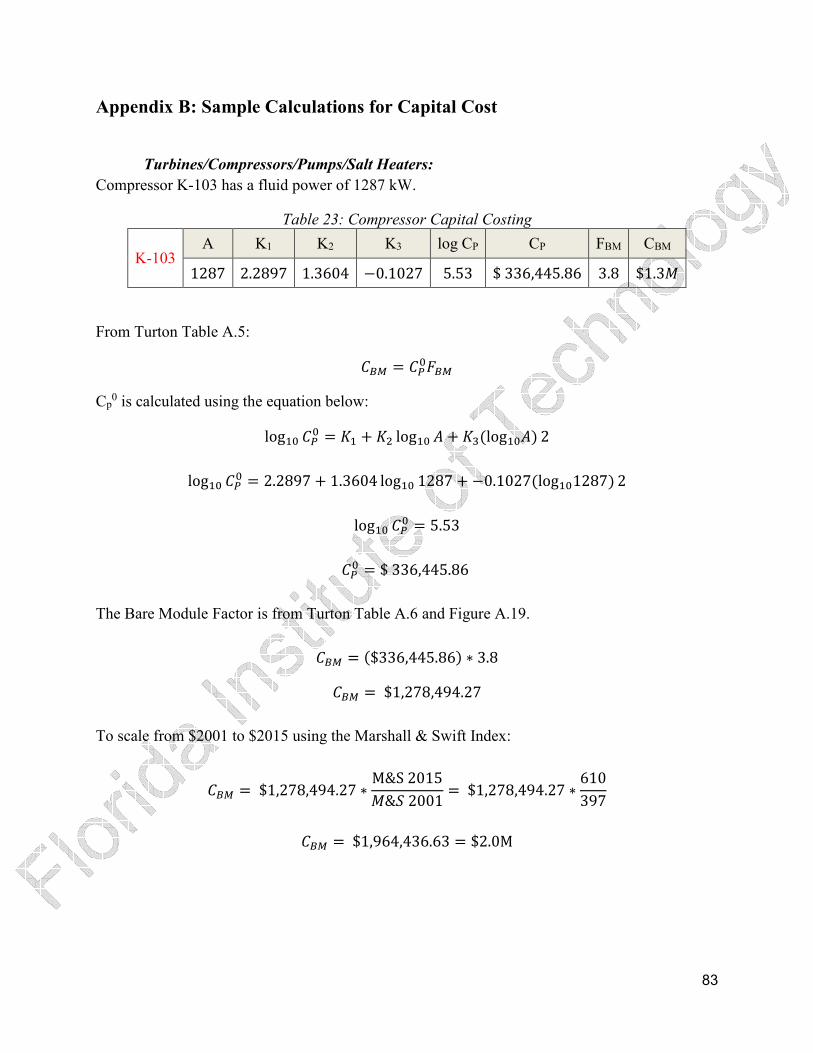
83
Appendix B: Sample Calculations for Capital Cost
Turbines/Compressors/Pumps/Salt Heaters:
Compressor K-103 has a fluid power of 1287 kW.
Table 23: Compressor Capital Costing
K-103 A K1 K2 K3 log CP CP FBM CBM
1287 2.2897 1.3604 −0.1027 5.53 $ 336,445.86 3.8 $1.36
From Turton Table A.5:
��� = ������
Cp0 is calculated using the equation below:
log� ��� = � + �� log� � + ��(log��) 2
log� ��� = 2.2897 + 1.3604 log� 1287 + −0.1027(log�1287) 2
log� ��� = 5.53
��� = $ 336,445.86 The Bare Module Factor is from Turton Table A.6 and Figure A.19.
��� = ($336,445.86) ∗ 3.8
��� = $1,278,494.27
To scale from $2001 to $2015 using the Marshall & Swift Index:
��� = $1,278,494.27 ∗ M&S 20156&j 2001 = $1,278,494.27 ∗ 610397
��� = $1,964,436.63 = $2.0M

84
Reactors:
The burner R-101 is part of a gas turbine. Its cost is assumed to be included in the cost of
the compressor and turbine K-101 and K-102.
The hydroconverter and hydrotreaters were cost as towers, because of the high pressure
and high capacities required. Each reactor volume was found using the volumetric flow rate in
and the LHSV given by El Gemayel and Speight.
LGO hydrotreater R-104 has a LHSV of 2.5/h and a volumetric flow rate inlet of 193.2
m3/h. The capacity of the reactor for costing purposed is the volume.
k = la+8mjk = 193.2 n�_2.5/_ = 77.28n�
Table 24: Reactor Costing
R-104
A K1 K2 K3 log CP CP
77.28 3.4974 0.4485 0.1074 4.73 $ 53,340.53 FM FP B1 B2 P (barg) CBM ($2001)
3.1 17.69 2.25 1.82 54.3 $ 5.46 CBM ($2015) $8.46
��� = ������ = ���( + �����) Cp
0 is calculated using the equation below:
log� ��� = � + �� log� � + ��(log��) 2
log� ��� = 3.4974 + 0.4485 log� 77.28 + 0.1074(log�77.28) 2
log� ��� = 7.73
��� = $ 53,340.53 As a tower, FP is calculated using the pressure and diameter, D. The diameter of the
reactor is calculated assuming a reactor length to diameter ratio of 3.
k = pq�8 = p ��4 8 = p ��
4 3� = 3p4 ��

85
� = r4k3ps = r4 ∗ (77.28n�)3ps = 3.2n
��,������ =(� + 1)�2[850 − 0.6(� + 1)] + 0.00315
0.0063 =(54.3tuqL + 1) ∗ (3.2n)2[850 − 0.6(54.3tuqL + 1)] + 0.00315
0.0063
��,������ = 17.69
Then using the material factor and constants B1 and B2:
��� = ���( + �����) = $ 53,340.53 ∗ (2.25 + 1.82 ∗ 3.1 ∗ 17.69)
��� = $ 5,444,992.65 To scale from $2001 to $2015 using the Marshall & Swift Index:
��� = $ 5,444,992.65 ∗ M&S 20156&j 2001 = $ 5,444,992.65 ∗ 610397
��� = $8,366,361.50 = $8.4M Towers:
Some towers were cost as process vessels due to their size. The volumes of the towers
were found by a provided contact time, and if no contact time was found, it was assumed to be a
hold-up of 5 minutes (Turton, 2008). The volume was then used to find the diameter and length
using the same process as above.
In the case of T-102, it needed to be scaled up, because its capacity fell outside of the
range listed for process vessels. The following equation was used, where � is the cost, u refers to
the smaller unit, t is the new unit, � is the capacity, and v is the cost exponent. For T-102, the
662m3 vessel was cost as a 628m3 vessel of $1,239,508.19. A cost exponent of 0.6 from Turton
was used.
�'�( = )�'�(*+

86
$1,239,508.19�( = w628n�662n�x+
�( = $1,279,470.34 Two towers were packed distillation columns. These were cost as towers with packing.
For example, T-104. The capacity of a tower for costing purposes is volume. The volume of the
tower was found using the diameter from Aspen modeling and the calculated height. The height
is based on tray spacing, j, multiplied by the number of stages, v, plus the ceiling and buffer
zone heights (Tomadakis, 2014).
m = vj + � + = 24 ∗ 1.2n + 1.2n + 4.3n = 34.3n
k = p ��4 m = p (11.65n)�
4 (34.3n) = 3656.2n�
This volume is outside the range for towers (maximum 520 m3) so the final bare module
cost will need to be scaled up. The same procedure to cost a vessel is used to cost a tower.
Table 25: Tower Costing
T-104
A K1 K2 K3 log CP CP
520 3.4974 0.4485 0.1074 5.51 $ 321,945.46 FM FP B1 B2 P (barg) CBM ($2001)
3.1 0.78 2.25 1.82 0.002 $ 2.16 CBM ($2001) Scaled CBM ($2015) Scaled
$ 6.86 $10.46
The packing for T-104 is metal grid-packed Raschig P90X. The costing follows the same
basic procedure.
Table 26: Packing Costing
T-104 Packing
A K1 K2 K3 log CP CP
160.7 2.4493 0.9744 0.0055 4.63 $ 42,228.69 FM FP log FP C1 C2 C2
7.1 1 0 0 0 0 CBM ($2001) CBM ($2015)
$ 0.306 $0.466

87
Heat Exchangers:
The areas for the heat exchangers were found via modeling in Aspen Plus V8.6. The process
streams composition, flow rate, temperature, pressure, and calculated duty were taken from
HYSYS. The heavier oil streams were approximated as molar fractions of 0.69 linoleic acid, 0.26
oleic acid and 0.05 stearic acid. This ratio is found in soy bean oil ignoring less common
constituents. This is likely ineffective for naphtha and HGO, but very close to LGO and is a
source of error in costing the heat exchangers. Light ends were substituted with iso-butane,
which accurately follows the average molecular weight of the light ends.
Specific exchangers were set as salt heaters because of the required temperatures. The high
temperatures needed would have required copious amounts of very high pressure and
temperature steam. Given that our injection process generates power, it is more cost effective to
model these exchangers as electric salt heaters.
Ferric Sulfate Cost �y�W(z>{)s = (1 − |�daE) ∗ kc�'}Tdc� ∗ K}'T ∗ �,-.}'T= (1 − 0.37) ∗ 496.76n� ∗ 3100`Ln� ∗ 0.2996 $`L = $290,627.81

88
Table 27: Capital Costing Spreadsheet 1
Did not use correct values, I
used values I assumed, will
need to go back and correct
Maximum
capacity, scaled
up to the far right
pressure out of range in turton
Material Selection Capacity K1 K2
K-101 compr. centrifugal wo drive, ss 3000 2.2897 1.3604
K-102 axial gas turbine 4000 2.7051 1.4398
K-103 compr. centrifugal wo drive, ss 1287 2.2897 1.3604
HRSG (E-101/E/102)
R-101gas turbine burner (assumed cost is accounted for in the compressor and turbine)
R-102 cracker, as tower ss 202.2 3.4974 0.4485
R-103 treater, as tower ss 18.786 3.4974 0.4485
R-104 treater, as tower ss 77.28 3.4974 0.4485
R-105 treater, as tower ss 198.5 3.4974 0.4485
T-101 vertical vessel, ss clad 355.3 3.4974 0.4485
T-102 horizontal vessel, ss clad 628 3.5565 0.3776
T-103 tank API fixed roof 5840 4.8509 -0.3973
T-104
column as tower, assuming 24
stages520 3.4974 0.4485
packing
packing, grid-pack, rashig,
metal, P90X160.7 2.4493 0.9744
T-105 column as tower 520 3.4974 0.4485
packing
packing, grid-pack, rashig,
metal, P90X46.9 2.4493 0.9744
T-106 absorber, verticle vessel 7.365 3.4974 0.4485
E-103 U-tube, Cs/Cs 1000 4.1884 -0.2503
E-104 electric heater, molten salt 10750 1.1979 1.4782
E-105 refrigerated water, u-tube 2659 4.1884 -0.2503
E-106 electric heater, molten salt 5047 1.1979 1.4782
E-107 U-tube, cs shell/ss tube 62.4 4.1884 -0.2503
E-108 refrigerated water, u-tube 749.5 4.1884 -0.2503
E-109 double pipe, SS tube/CS shell 1.3 3.3444 0.2745
E-110 U-tube, cs shell/ss tube 101 4.1884 -0.2503
E-111 electric heater, molten salt 8206 1.1979 1.4782
E-112 electric heater, molten salt 2846 1.1979 1.4782
E-113 U-tube, cs shell/ss tube 2581 4.1884 -0.2503
E-114 U-tube, cs shell/ss tube 4194 4.1884 -0.2503
E-115 U-tube, cs shell/ss tube 4413 4.1884 -0.2503
P-101
centrifugal, *pressure out of
range300 3.3892 0.0536
P-102 centrifugal 300 3.3892 0.0536
P-103 centrifugal 300 3.3892 0.0536
P-104
centrifugal, *pressure out of
range300 3.3892 0.0536

89
Table 28: Capital Costing Spreadsheet 2
This values are
very high?
K3 Log Cp CP CBM Fm or Fbm Fp (or Fq) Log Fp (Fq) B1 B2
-0.1027 5.78 600,197.98$ 2,280,752.32$ 3.8 1 0 - -
-0.1776 5.59 386,380.38$ 533,204.93$ 1.38 1 0 - -
-0.1027 5.53 336,445.86$ 1,278,494.27$ 3.8 1 0 - -
in 2010 $ 12,659,000.00$
0.1074 5.10 126,633.48$ 52,922,128.16$ 3.1 73.67 - 2.25 1.82
0.1074 4.24 17,497.97$ 683,700.03$ 3.1 6.53 - 2.25 1.82
0.1074 4.73 53,340.53$ 5,444,992.65$ 3.1 17.69 - 2.25 1.82
0.1074 5.09 124,447.37$ 37,763,986.00$ 3.1 53.39 - 2.25 1.82
0.1074 5.34 218,794.55$ 1,509,005.63$ 1.7 1.50 - 2.25 1.82
0.0905 5.32 209,650.49$ 1,239,508.19$ 1.7 1.71 - 1.49 1.52
0.1445 5.40 253,724.13$ 1,355,901.76$ 1.7 1.00 0 2.25 1.82
0.1074 5.51 321,945.46$ 2,142,763.95$ 3.1 0.78 - 2.25 1.82
0.0055 4.63 42,228.69$ 299,823.73$ 7.1 1.00 0
0.1074 5.51 321,945.46$ 2,377,473.91$ 3.1 0.91 - 2.25 1.82
0.0055 4.09 12,389.43$ 87,964.95$ 7.1 1.00 0
0.1074 3.97 9,270.23$ 45,707.59$ 1.9 0.78 - 2.25 1.82
0.1974 5.21 163,719.35$ 551,070.06$ 1 1.05 0.019 1.63 1.66
-0.0958 5.60 398,255.74$ 836,337.04$ 2.1 1.00 0.000 - -
0.1974 5.65 443,034.48$ 2,045,933.24$ 1.8 1.00 0.000 1.63 1.66
-0.0958 5.36 228,071.27$ 558,164.03$ 2.1 1.17 0.066 - -
0.1974 4.38 23,725.96$ 109,566.50$ 1.8 1.00 0.000 1.63 1.66
0.1974 5.10 125,956.28$ 581,666.12$ 1.8 1.00 0.000 1.63 1.66
-0.0472 3.38 2,371.73$ 10,743.92$ 1.8 1.00 0.000 1.74 1.55
0.1974 4.48 30,181.04$ 139,376.04$ 1.8 1.00 0.000 1.63 1.66
-0.0958 5.52 328,150.02$ 771,434.92$ 2.1 1.12 0.049 - -
-0.0958 5.16 144,840.31$ 346,121.87$ 2.1 1.14 0.056 - -
0.1974 5.63 428,769.78$ 2,145,371.49$ 1.8 1.13 0.053 1.63 1.66
0.1974 5.87 745,113.64$ 3,956,685.33$ 1.8 1.23 0.090 1.63 1.66
0.1974 5.90 791,410.04$ 4,687,436.52$ 1.8 1.44 0.157 1.63 1.66
0.1538 4.47 29,222.03$ 228,099.41$ 1.5 2.92 0.466 1.89 1.35
0.1538 4.47 29,222.03$ 147,908.10$ 1.5 1.57 0.195 1.89 1.35
0.1538 4.47 29,222.03$ 170,407.23$ 1.5 1.95 0.289 1.89 1.35
0.1538 4.47 29,222.03$ 209,928.51$ 1.5 2.61 0.417 1.89 1.35
TOTAL 194,584,018.07$
New Cost 352,273,627.87$
415,682,880.89$ Total Module Cost
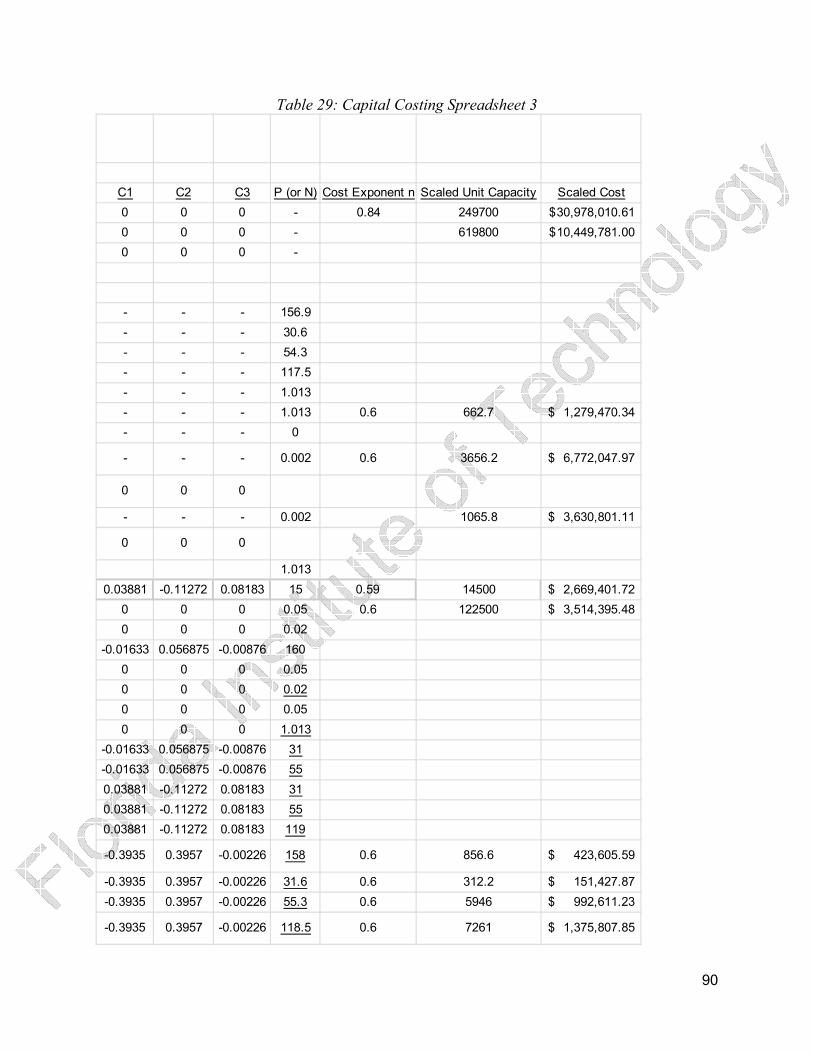
90
Table 29: Capital Costing Spreadsheet 3
C1 C2 C3 P (or N) Cost Exponent n Scaled Unit Capacity Scaled Cost
0 0 0 - 0.84 249700 30,978,010.61$
0 0 0 - 619800 10,449,781.00$
0 0 0 -
- - - 156.9
- - - 30.6
- - - 54.3
- - - 117.5
- - - 1.013
- - - 1.013 0.6 662.7 1,279,470.34$
- - - 0
- - - 0.002 0.6 3656.2 6,772,047.97$
0 0 0
- - - 0.002 1065.8 3,630,801.11$
0 0 0
1.013
0.03881 -0.11272 0.08183 15 0.59 14500 2,669,401.72$
0 0 0 0.05 0.6 122500 3,514,395.48$
0 0 0 0.02
-0.01633 0.056875 -0.00876 160
0 0 0 0.05
0 0 0 0.02
0 0 0 0.05
0 0 0 1.013
-0.01633 0.056875 -0.00876 31
-0.01633 0.056875 -0.00876 55
0.03881 -0.11272 0.08183 31
0.03881 -0.11272 0.08183 55
0.03881 -0.11272 0.08183 119
-0.3935 0.3957 -0.00226 158 0.6 856.6 423,605.59$
-0.3935 0.3957 -0.00226 31.6 0.6 312.2 151,427.87$
-0.3935 0.3957 -0.00226 55.3 0.6 5946 992,611.23$
-0.3935 0.3957 -0.00226 118.5 0.6 7261 1,375,807.85$
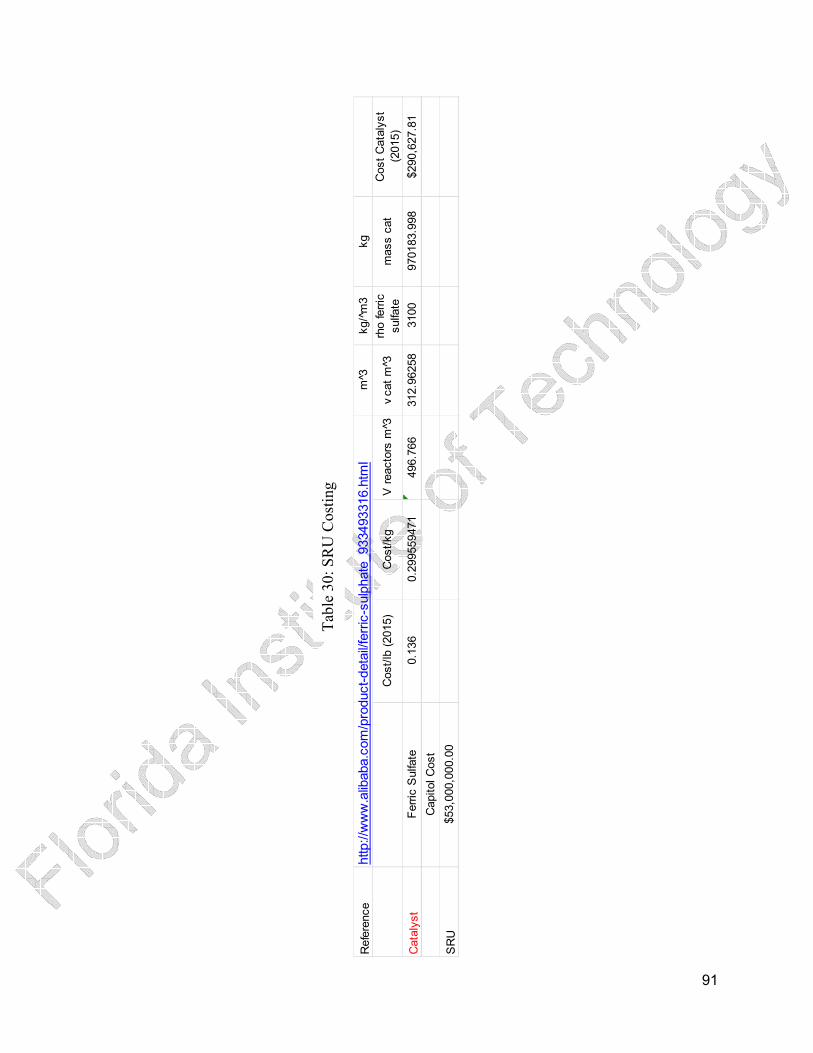
91
Refe
rence
http://w
ww
.alib
aba.c
om
/pro
duct-
deta
il/fe
rric
-sulp
hate
_933493316.h
tml
m^3
kg/^
m3
kg
Cost/
lb (
2015)
Cost/
kg
V r
eacto
rs m
^3v
cat
m^3
rho ferr
ic
sulfa
tem
ass c
at
Cost
Cata
lyst
(2015)
Cata
lyst
Ferr
ic S
ulfa
te0.1
36
0.2
99559471
496.7
66
312.9
6258
3100
970183.9
98
$290,6
27.8
1
Capitol C
ost
SR
U$53,0
00,0
00.0
0
Tab
le 3
0:
SR
U C
ost
ing

92
Appendix C: Sample Calculations for Manufacturing Cost
Refrigerated Water Cost
�c~ = 3288 `n,�_q ∗ 0.018 `L`n,� ∗ 24 _q�u� ∗ 330 �u��q ∗ 0.00018 $`L ∗ 578.4 2015 �0��1499.6 2006 �0��1 = $100.39

93
Table 31: Manufacturing Cost Spreadsheet
Bitumen McCuskey, Frandsen, Hogan
Direct Fixed Generalcost f(production) independent or loose loose
raw materials taxes & insurance sales/marketing
utilities depreciation R&D
labor plant overhead ->cost of running facilitiesAdmin
waste treatment
supplies
maintenance
lab charges
patents & royalties
For Direct (DMC), we need: 2015
From Capitol Cost Asmt FCI $415,682,880.89
Raw materials cost CRM 194,918,590.91$
Waste Treatment CWT 41,393,088.00$
Utilities CUT 100.39$
Operating Labor COL 2,547,526.95$
Direct Supervisory/Clerical Labor (0.18)*COL $458,554.85
Maintenance and Repairs (0.06)*FCI $24,940,972.85
Operating Supplies (0.009)*FCI $3,741,145.93
Lab Charges (0.15)*COL $382,129.04
Patents and Royalties (0.3)*COM 0
Total DMC = CRM + CWT + CUT +(1.33)*COL + (0.03)*COM + (0.069)*FCI $268,382,108.93
Fixed Manufacturing Cost (FMC)
Depreciation (0.1)*FCI $41,568,288.09
Local Taxes and Insurance (0.032)*FCI $133,018,521.88
Plant Overhead Costs (0.708)*COL+(0.036)*FCI $16,768,232.79
Total FMC = 0.708*COL + 0.068*FCI $30,070,084.98
General Manufacturing Expenses
Administration costs (0.177)*COL+(0.009)*FCI $4,192,058.20
Distribution and Selling costs (0.11)*COM $40,968,527.12
Research and Development (0.05)*COM $18,622,057.78
Total GMC=0.177*COL+0.009*FCI+0.16*COM $4,192,058.20
Total Costs = CRM + CWT +CUT +(2.215)*COL + (0.190)*COM + (0.146)*FCI $373,408,071.69
Sales
COM = 0.18FCI + 2.73COL + 1.23(CUT + CWT + CRM) = 372,441,155.68$ $1,667,328,055.20
Cost of Manufacturing (COM)

94
CR
M
Vo
lum
e m
3/h
rG
J/hr
Cost/
hr
Cost/
year
(2015)
$m
eth
ane/G
J
Meth
ane (
for
burn
er)
111100
4251.8
17834
$17,0
07.2
7$134,6
97,5
88.9
84
Hydro
gen
BB
L o
il/day
H2 n
eeded s
cf/bbl
H2 s
cf used/d
ay
H2 s
cf used/y
ear
Price $
/1000 s
cf
Cost/
year
(2015)
R-1
03 (
Hydro
gra
cker)
**
21570
1836
39602520
13068831600
$1.7
3$22,6
35,2
16.3
3
R-1
04 (
NP
H H
ydro
treate
r)14440
400
5776000
1906080000
$1.7
3$3,3
01,3
30.5
6
R-1
05 (
NP
H H
ydro
treate
r)29410
800
23528000
7764240000
$1.7
3$13,4
47,6
63.6
8
R-1
06 (
NP
H H
ydro
treate
r)30380
1200
36456000
12030480000
$1.7
3$20,8
36,7
91.3
6
Tota
l$60,2
21,0
01.9
3
CR
M (
2015)
$194,9
18,5
90.9
1
CO
L
P=
1 b
ecause t
he first
sett
ler
dis
poses o
f sand fro
m t
he w
ell
Sulfu
r R
ecove
ry U
nit
Nnp -
add e
ach e
quip
ment
25
Nnp
6
NO
L =
sqrt
(6.2
9+
37.1
P2̂+
0.2
3N
np)
7.0
09992867
NO
L =
sqrt
(6.2
9+
37.1
P2̂+
0.2
3N
np)
2.7
69476485
Multip
ly t
his
# b
y 4
.5 s
hift
s31.5
449679
Multip
ly t
his
# b
y 4
.5 s
hift
s12.4
6264418
Roundin
g u
p32
Roundin
g u
p13
Pay p
er
Year
C$
$69,8
91.0
0S
lide 1
5 h
as e
xam
ple
Pay p
er
Year
C$
$69,8
91.0
0
In U
SD
$56,6
11.7
1In
US
D$56,6
11.7
1
Bitum
en p
lant
CO
L$1,8
11,5
74.7
2C
OL
$735,9
52.2
3
CO
L A
CTU
AL (
2015)
$2,5
47,5
26.9
5
Table
32:
Raw
Mate
rials
and C
ost
of
Labor

95
CU
T
Equpim
ent
ID (
condensers
)R
efrig
. W
ate
r (k
mol/hr)
Refrig
. W
ate
r (k
g/h
r)kg/y
rP
rice (
$/k
g)
of re
frig
Cost
($/y
r)Tota
l cost/
yr
2006
Tota
l C
ost
(2015)
E-1
05
2530
45.5
4360676.8
0.0
00185
66.7
386.7
2100.3
9
E-1
08
758
13.6
44
108060.4
80.0
00185
19.9
9
CU
T (
2015)
$100.3
9
Energ
y A
ccounting
Equip
ment
Str
eam
+/-
kW
K-1
01
Q-1
02
-2.4
8E
+05
K-1
02
Q-1
01
6.2
0E
+05
+
K-1
03
Q-1
19
-1287
E-1
04
Q-1
07
-1.2
3E
+05
P-1
01
Q-1
05
-8.5
7E
+02
E-1
06
Q-1
06
-5.0
5E
+03
E-1
11
Q-1
11
-8.2
1E
+03
P-1
02
Q-1
10
-3.1
2E
+02
P-1
03
Q-1
12
-5.9
5E
+03
E-1
12
Q-1
13
-2.8
5E
+03
P-1
04
Q-1
14
-7.3
2E
+03
kW
kW
h/y
$/k
W
Tota
l2.1
7E
+05
1.7
2E
+09
$68,7
97,5
55.2
0
Reve
nue (
2015)
$68,7
97,5
55.2
0
CW
T
kg/h
rTonne/h
r$/t
onne t
o s
equeste
rC
ost
$/y
r(2015)
CO
2230400
230.4
$21.0
0$38,3
20,1
28.0
0
Opera
ting C
ost
$/d
ay
$/y
rS
ale
s $
/day
$/y
ear
H2S
$9,3
12.0
0$3,0
72,9
60.0
0##########
$54,9
12,0
00.0
0
Sale
s $
/year
NH
3$9,3
00,0
00.0
0
CW
T (
2015)
$41,3
93,0
88.0
0
Reve
nue (
2015)
$64,2
12,0
00.0
0
Table
33:
Cost
of
Uti
liti
es

96
OU
TP
UT! P
RO
FIT
bbl/day
bbl/year
$/b
bl
$/y
r%
SC
O B
lend
71530
23604900
$65.0
0$1,5
34,3
18,5
00.0
092.0
2%
Ele
ctr
icity
$68,7
97,5
55.2
04.1
3%
Sulp
hur
$54,9
12,0
00.0
03.2
9%
Am
monia
$9,3
00,0
00.0
00.5
6%
Tota
l$1,6
67,3
28,0
55.2
0
%
CO
M =
0.1
8F
CI +
2.7
3C
OL +
1.2
3(C
UT +
CW
T +
CR
M)
=372,4
41,1
55.6
8$
FC
I$415,6
82,8
80.8
9$74,8
22,9
18.5
620.0
9%
CR
M194,9
18,5
90.9
1$
$239,7
49,8
66.8
264.3
7%
CW
T41,3
93,0
88.0
0$
$50,9
13,4
98.2
413.6
7%
CU
T100.3
9$
$123.4
80.0
0%
CO
L2,5
47,5
26.9
5$
$6,8
78,3
22.7
71.8
5%
tota
l
Manufa
ctu
ring C
ost
# B
arr
els
Pro
duced/y
rM
anu c
ost/
barr
el
Direct
Cost
% o
f Tota
l
$/y
r52%
$367,6
26,7
16.9
923604900
$15.5
7
Co
st o
f M
an
ufa
ctu
rin
g (
CO
M)
Table
34:
Pla
nt
Sale
s C
alc
ula
tions

97
Appendix D: Profitability Calculations
Land C
ost
-$
FC
I415,6
82,8
81
$
A
nnual
Inte
rest
Rate
0.0
6
Work
ing C
apital
62,3
52,4
32
$
Month
lyIn
tere
st
Rate
0.0
05
Tax R
ate
0.2
5
Lum
p S
um
Opera
ting
Net
Pro
fitR
eve
nue o
r
Reve
nue
Costs
Depre
cia
tion
Taxes
(After
Tax)
Expenditure
Year
0(2
00,0
00,0
00)
$
Year
1
Year
2
Year
31,6
67,3
28,0
55
$
372,4
41,1
56
$
41,5
68,2
88
$
313,3
29,6
53
$
939,9
88,9
59
$
(6
2,3
52,4
32.1
3)
$
Year
41,7
50,6
94,4
58
$
383,6
14,3
90
$
41,5
68,2
88
$
331,3
77,9
45
$
994,1
33,8
35
$
Year
51,8
38,2
29,1
81
$
395,1
22,8
22
$
41,5
68,2
88
$
350,3
84,5
18
$
1,0
51,1
53,5
53
$
Year
61,9
30,1
40,6
40
$
406,9
76,5
07
$
41,5
68,2
88
$
370,3
98,9
61
$
1,1
11,1
96,8
84
$
Year
72,0
26,6
47,6
72
$
419,1
85,8
02
$
41,5
68,2
88
$
391,4
73,3
95
$
1,1
74,4
20,1
86
$
Year
82,1
27,9
80,0
55
$
431,7
61,3
76
$
41,5
68,2
88
$
413,6
62,5
98
$
1,2
40,9
87,7
94
$
Year
92,2
34,3
79,0
58
$
444,7
14,2
17
$
41,5
68,2
88
$
437,0
24,1
38
$
1,3
11,0
72,4
15
$
Year
10
2,3
46,0
98,0
11
$
458,0
55,6
44
$
41,5
68,2
88
$
461,6
18,5
20
$
1,3
84,8
55,5
59
$
Year
11
2,4
63,4
02,9
12
$
471,7
97,3
13
$
41,5
68,2
88
$
487,5
09,3
28
$
1,4
62,5
27,9
83
$
Year
12
2,5
86,5
73,0
57
$
485,9
51,2
32
$
41,5
68,2
88
$
514,7
63,3
84
$
1,5
44,2
90,1
53
$
Table
35:
Pro
fita
bil
ity
Calc
ula
tions
1

98
Period
12
Years
144
Month
sIR
R74.2
872178
Month
lyP
resent
Wort
hF
utu
re W
ort
h
Annual
Dis
trib
ute
dD
iscre
teD
iscre
te
Dis
trib
ute
dC
ash F
low
Cash F
low
Cash F
low
Cash F
low
AP
FC
um
FC
um
P
(200,0
00,0
00)
$
(410,1
50,1
63)
$
(410,1
50,1
63)
$
(200,0
00,0
00)
$
(108,0
00,0
00)
$
(9,0
00,0
00)
$
(104,5
70,3
89)
$
(214,4
47,8
10)
$
(624,5
97,9
73)
$
(304,5
70,3
89)
$
(108,0
00,0
00)
$
(9,0
00,0
00)
$
(98,4
95,4
07)
$
(2
01,9
89,5
37)
$
(826,5
87,5
10)
$
(403,0
65,7
96)
$
981,5
57,2
47
$
81,7
96,4
37.2
2$
787,8
51,7
62
$
1,6
15,6
87,6
43
$
789,1
00,1
33
$
384,7
85,9
66
$
1,0
35,7
02,1
23
$
86,3
08,5
10
$
837,9
95,3
52
$
1,7
18,5
19,6
51
$
2,5
07,6
19,7
83
$
1,2
22,7
81,3
17
$
1,0
92,7
21,8
41
$
91,0
60,1
53
$
832,7
67,2
28
$
1,7
07,7
98,0
72
$
4,2
15,4
17,8
55
$
2,0
55,5
48,5
45
$
1,1
52,7
65,1
72
$
96,0
63,7
64
$
827,4
88,7
69
$
1,6
96,9
73,2
67
$
5,9
12,3
91,1
22
$
2,8
83,0
37,3
14
$
1,2
15,9
88,4
75
$
101,3
32,3
73
$
822,1
63,0
95
$
1,6
86,0
51,6
38
$
7,5
98,4
42,7
60
$
3,7
05,2
00,4
09
$
1,2
82,5
56,0
82
$
106,8
79,6
73
$
816,7
93,2
56
$
1,6
75,0
39,4
36
$
9,2
73,4
82,1
96
$
4,5
21,9
93,6
65
$
1,3
52,6
40,7
03
$
112,7
20,0
59
$
811,3
82,2
25
$
1,6
63,9
42,7
61
$
10,9
37,4
24,9
57
$
5,3
33,3
75,8
90
$
1,4
26,4
23,8
48
$
118,8
68,6
54
$
805,9
32,9
05
$
1,6
52,7
67,5
62
$
12,5
90,1
92,5
19
$
6,1
39,3
08,7
95
$
1,5
04,0
96,2
71
$
125,3
41,3
56
$
800,4
48,1
22
$
1,6
41,5
19,6
40
$
14,2
31,7
12,1
59
$
6,9
39,7
56,9
18
$
1,5
85,8
58,4
41
$
132,1
54,8
70
$
794,9
30,6
32
$
1,6
30,2
04,6
42
$
15,8
61,9
16,8
01
$
7,7
34,6
87,5
50
$
Table
36:
Pro
fita
bil
ity
Calc
ula
tions
2
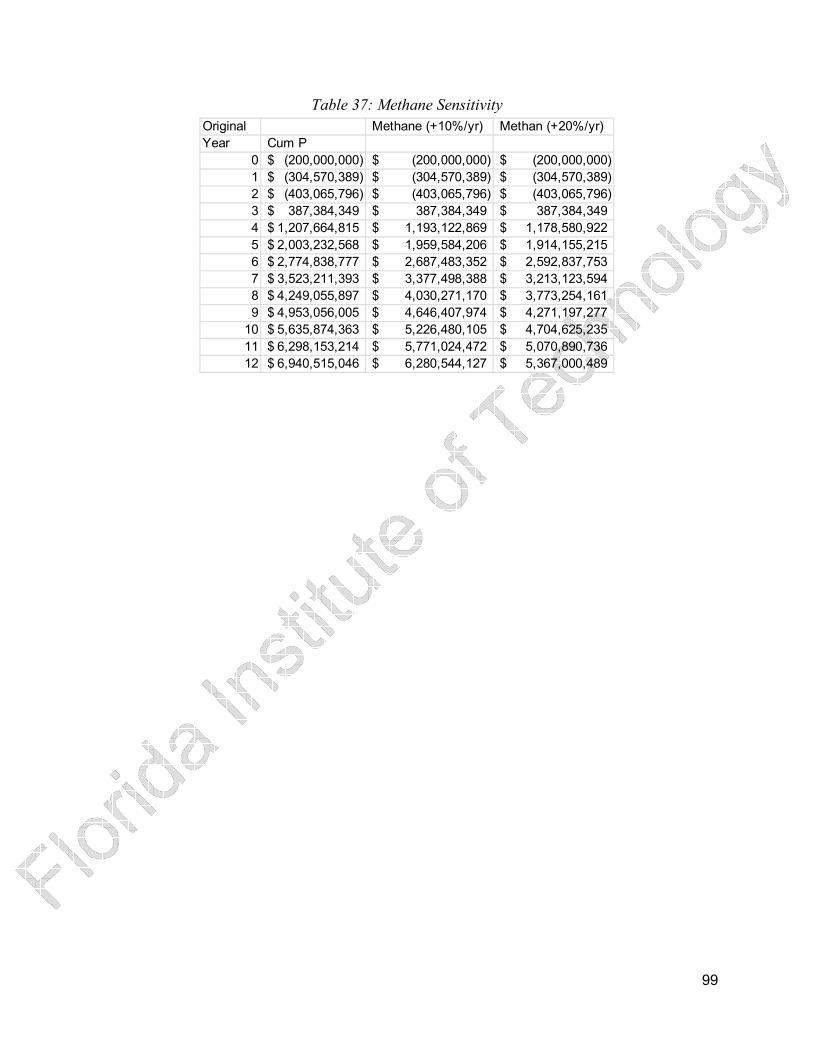
99
Table 37: Methane Sensitivity
Original Methane (+10%/yr) Methan (+20%/yr)
Year Cum P
0 (200,000,000)$ (200,000,000)$ (200,000,000)$
1 (304,570,389)$ (304,570,389)$ (304,570,389)$
2 (403,065,796)$ (403,065,796)$ (403,065,796)$
3 387,384,349$ 387,384,349$ 387,384,349$
4 1,207,664,815$ 1,193,122,869$ 1,178,580,922$
5 2,003,232,568$ 1,959,584,206$ 1,914,155,215$
6 2,774,838,777$ 2,687,483,352$ 2,592,837,753$
7 3,523,211,393$ 3,377,498,388$ 3,213,123,594$
8 4,249,055,897$ 4,030,271,170$ 3,773,254,161$
9 4,953,056,005$ 4,646,407,974$ 4,271,197,277$
10 5,635,874,363$ 5,226,480,105$ 4,704,625,235$
11 6,298,153,214$ 5,771,024,472$ 5,070,890,736$
12 6,940,515,046$ 6,280,544,127$ 5,367,000,489$
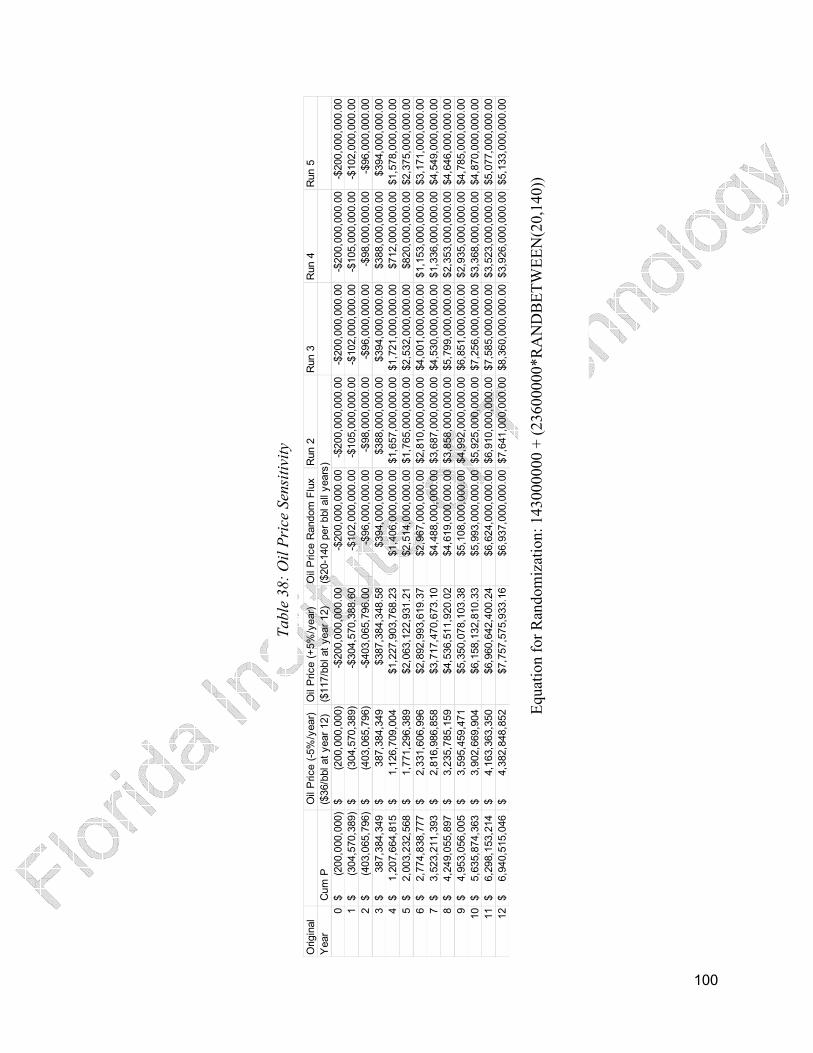
100
Origin
al
Oil
Price (
-5%
/year)
Oil
Price (
+5%
/year)
Oil
Price R
andom
Flu
xR
un 2
Run 3
Run 4
Run 5
Year
Cum
P($
36/b
bl at
year
12)
($117/b
bl at
year
12)
($20-1
40 p
er
bbl all
years
)
0(2
00,0
00,0
00)
$
(2
00,0
00,0
00)
$
-$200,0
00,0
00.0
0-$
200,0
00,0
00.0
0-$
200,0
00,0
00.0
0-$
200,0
00,0
00.0
0-$
200,0
00,0
00.0
0-$
200,0
00,0
00.0
0
1(3
04,5
70,3
89)
$
(3
04,5
70,3
89)
$
-$304,5
70,3
88.6
0-$
102,0
00,0
00.0
0-$
105,0
00,0
00.0
0-$
102,0
00,0
00.0
0-$
105,0
00,0
00.0
0-$
102,0
00,0
00.0
0
2(4
03,0
65,7
96)
$
(4
03,0
65,7
96)
$
-$403,0
65,7
96.0
0-$
96,0
00,0
00.0
0-$
98,0
00,0
00.0
0-$
96,0
00,0
00.0
0-$
98,0
00,0
00.0
0-$
96,0
00,0
00.0
0
3387,3
84,3
49
$
387,3
84,3
49
$
$387,3
84,3
48.5
8$394,0
00,0
00.0
0$388,0
00,0
00.0
0$394,0
00,0
00.0
0$388,0
00,0
00.0
0$394,0
00,0
00.0
0
41,2
07,6
64,8
15
$
1,1
26,7
09,0
04
$
$1,2
27,9
03,7
68.2
3$1,4
06,0
00,0
00.0
0$1,6
57,0
00,0
00.0
0$1,7
21,0
00,0
00.0
0$712,0
00,0
00.0
0$1,5
78,0
00,0
00.0
0
52,0
03,2
32,5
68
$
1,7
71,2
96,3
89
$
$2,0
63,1
22,9
31.2
1$2,5
14,0
00,0
00.0
0$1,7
65,0
00,0
00.0
0$2,5
32,0
00,0
00.0
0$820,0
00,0
00.0
0$2,3
75,0
00,0
00.0
0
62,7
74,8
38,7
77
$
2,3
31,6
06,9
96
$
$2,8
92,9
93,6
19.3
7$2,9
67,0
00,0
00.0
0$2,8
10,0
00,0
00.0
0$4,0
01,0
00,0
00.0
0$1,1
53,0
00,0
00.0
0$3,1
71,0
00,0
00.0
0
73,5
23,2
11,3
93
$
2,8
16,9
86,8
58
$
$3,7
17,4
70,6
73.1
0$4,4
88,0
00,0
00.0
0$3,6
87,0
00,0
00.0
0$4,5
30,0
00,0
00.0
0$1,3
36,0
00,0
00.0
0$4,5
49,0
00,0
00.0
0
84,2
49,0
55,8
97
$
3,2
35,7
85,1
59
$
$4,5
36,5
11,9
20.0
2$4,6
19,0
00,0
00.0
0$3,8
58,0
00,0
00.0
0$5,7
99,0
00,0
00.0
0$2,3
53,0
00,0
00.0
0$4,6
46,0
00,0
00.0
0
94,9
53,0
56,0
05
$
3,5
95,4
59,4
71
$
$5,3
50,0
78,1
03.3
8$5,1
08,0
00,0
00.0
0$4,9
92,0
00,0
00.0
0$6,8
51,0
00,0
00.0
0$2,9
35,0
00,0
00.0
0$4,7
85,0
00,0
00.0
0
10
5,6
35,8
74,3
63
$
3,9
02,6
69,9
04
$
$6,1
58,1
32,8
10.3
3$5,9
93,0
00,0
00.0
0$5,9
25,0
00,0
00.0
0$7,2
56,0
00,0
00.0
0$3,3
68,0
00,0
00.0
0$4,8
70,0
00,0
00.0
0
11
6,2
98,1
53,2
14
$
4,1
63,3
63,3
50
$
$6,9
60,6
42,4
00.2
4$6,6
24,0
00,0
00.0
0$6,9
10,0
00,0
00.0
0$7,5
85,0
00,0
00.0
0$3,5
23,0
00,0
00.0
0$5,0
77,0
00,0
00.0
0
12
6,9
40,5
15,0
46
$
4,3
82,8
48,8
52
$
$7,7
57,5
75,9
33.1
6$6,9
37,0
00,0
00.0
0$7,6
41,0
00,0
00.0
0$8,3
60,0
00,0
00.0
0$3,9
26,0
00,0
00.0
0$5,1
33,0
00,0
00.0
0
Table
38:
Oil
Pri
ce S
ensi
tivi
ty
Equat
ion f
or
Ran
dom
izat
ion:
143000000 +
(23600000*R
AN
DB
ET
WE
EN
(20,1
40))

101
Appendix E: Literature Review
With advancements in directional drilling technology, new methods of extraction omit
much of the danger and manual labor associated with strip mining. These new methods involve
drilling horizontal wells into bitumen formations deep underground into which high pressure
steam and sometimes other lubricants and extraction aids liquefy the semi-solid carbon
formations. The slurry is then pumped above ground where it can be converted into desirable
compounds. A popular version of this extraction method is called Steam Assisted Gravity
Drainage (SAGD), which takes advantage of Earth’s gravity to allow newly liquefied bitumen in
an upper well to move downward to a secondary well awaiting transfer to the surface by pump.
An advantage of SAGD-type extraction is that the well effluent typically has a more consistent
concentration and the injection and extraction pump forces do not interfere with one another
wasting energy.
Other drilling methods are similar to SAGD. CSS, or Cyclic Steam Stimulation, also uses
steam to reduce the viscosity of the bitumen and enable it to be pumped out of the ground. Steam
is injected periodically, allowing the steam to “soak” and infiltrate the surrounding areas, and
then the bitumen is pumped up to the surface. This requires only one borehole, while SAGD
requires two (one to inject the steam, one to recover the bitumen). In addition, CSS uses “wet”
steam, containing both vapor and hot water, while SAGD uses only “dry” steam. High Pressure
Cyclic Steam Stimulation (HPCSS) also uses wet steam, but by injecting the steam at a high
pressure it fractures the surrounding areas, which allows the bitumen to flow. This can be
problematic, as sometimes where it flows to is not able to be completely controlled. In Primrose
South, in Canada, this became such a problem that low pressure steam was needed to be used
instead (Noaman, 2013).

102
Steam flooding, in contrast, utilizes two vertical boreholes. One pipe “floods” the area
with steam that moves towards the other borehole and reduces the viscosity of the surrounding
bitumen, which is pumped out of the second borehole. This process is simpler to execute than the
other methods, as no horizontal drilling is necessary.
If the bitumen deposit is of the proper type, CSS is one of the best methods to extract the
bitumen, since it works on a greater range of sediments, in and around the reservoir bed,
allowing for recovery rates of 25 to 30 percent of the entire bed (not just the steam chamber
area). However, in the Athabasca area, where this plant is proposed to be built, the oil sands
deposit is shallower and has no capping formation (Lui, 2006). Therefore SAGD is the most
viable method.
Table 39: Overview of Bitumen Extraction Processes
SAGD CSS HPCSS Steam Flooding
Steam Type Dry Wet Wet Wet
Boreholes 2 1 1 2
Bitumen
/Reservoir
Type
High Conc. Bitumen, high viscosity
Less viscous bitumen
Thinner inter-bedded
reservoirs
Heavy oil, high viscosity
Direction Horizontal Usually Horizontal
Either Vertical
Method Gravity drainage Gravity drainage, Re-compaction drive, solution
gas drive
Fracturing Physical Displacement
Considerations Must have high bitumen saturation in
soil, good for reservoirs with top gas or bottom water
Must have capping shale,
allows for use in broader range of reservoir quality
Containment issues, lower recovery than
SAGD
Cannot be used below 5000 ft. due
to sediment pressure
(Lui, 2006) (Glacier, 2002) (Bioage, 2013) (Noaman, 2013)

103
Other extraction methods are also possible, although significantly less utilized. For
example, VAPEX (Vapor Extraction), ET-DSP (Electro-Thermal Dynamic Stripping Process),
and ISC (In Situ Combustion). These use a variety of methods (vaporized solvents, additional
heating via electricity or burning some of the oil, etc.) to reduce the viscosity of the bitumen
enough for pumping (Calgary, 2014).
The water for the steam for SAGD is often taken from local sources, but an increasing
trend is to draw from ground water tables deemed unsuitable for consumption so as to avoid
interfering with surface water. A significant portion of the water is also drawn from byproduct
and recycle streams from further along the process. Any residual wastewater from processes
such as blowdown is re-injected deep underground (Pembina, 2010).
The water used for steam passes through a series of pumps and boilers to establish the
necessary temperature and pressure to travel underground and deliver the necessary heat to
decrease the viscosity of the bitumen. Research using alternate media for the process has been
conducted, but with little success given the process is much more reliant on heat transfer than it
is on solvency. For example, while supercritical CO2 can prove to be an effective solvent to the
bitumen hydrocarbons, the cost of delivering supercritical CO2 in volumes necessary to liquefy
and dissolve the heavy oils for extraction exceeds that of delivering the high pressure steam
which is able to liquefy the hydrocarbon mixture in less volume due to its much higher heat
capacity.
When a well is activated, a significant portion of steam hosted energy is lost to the
overburden and underburden as the ground itself is heated around the well. At start up, energy
losses can top out at 70% of injection enthalpy, causing a lower than predicted retrieval rate (Oil,
2010). This rate picks up as the well process temperatures reach steady state with the

104
surrounding earth, which can take several months depending on the properties of the surrounding
burden. The target for heat losses is generally 50% or lower (2010).
The terminology “synthetic” in synthetic crude oil refers to the crude being,
“synthetically constructed as a mixture of several component hydrocarbon streams, each of
which are produced and then blended at a production facility” (Sundram, 2013).
Separation Processes
Once pumped to the surface, the bitumen, water, and sediment mixture is fed to a settler.
A solvent is added, typically either naphtha or a paraffinic solvent, depending on the water
content of the bitumen (Alberta, 2015). As the extraction process is steam-based, it can be
assumed that the bitumen has the higher water content, so the solvent for this design will be
naphtha. Since one of the products of the plant (before being combined into synthetic crude) is
naphtha, some of this stream can be used as the solvent in the settler. The solvent separates the
bitumen from the water into a bitumen froth, which is allowed to float to the top and is therefore
separated. Naphtha is nonpolar, similar to the hydrocarbon chains in bitumen. It then works as an
effective solvent to separate the bitumen hydrocarbons from the polar water molecules.
As for further separation, two vacuum distillation columns will be used to separate bitumen
and later the reacted bitumen into streams based on ranges of molecular weights. Vacuum
distillation is chosen as it significantly reduces the amount of coke formed and thus is often
chosen for separation (Vacuum 2009) (Eurobitume 2014). The vacuum can be achieved through
use of a steam ejector (2009), but pumps are also often utilized. Since a pump is easier to model
as it is a separate piece of equipment, this was the chosen method.
105
Catalyst Characteristics
One of the biggest complications involved in the hydrocracking and hydrotreating
processes when upgrading bitumen hydrocarbons is the exorbitant variety in feed components.
While most all components in the feed are chemically similar, they are not equal. It can be
assumed no single catalyst would be equally efficient in facilitating these reactions among all
components. This is why in hydrocarbon hydroprocessing, reactors typically use a mixture of
several catalysts at some ratio to match the predicted feed composition. For our simulation, we
intended to cut down the feed variety by assuming a composition of only a set of the most
prominent components typically found in Athabasca bitumen based on literature. This would
have simplified the simulation of the process in Aspen, and would also have allowed us to come
to a conclusion on the catalyst mixture required. However, this simplification was too basic and
did not capture enough of the behavior of the bitumen.
In the textbook “Hydroprocessing of Heavy Oils and Residua,” James Speight outlines a
series of conditions the ideal hydroprocessing catalyst must satisfy; low cost, no adverse effect
from regeneration processes, stability in microcrystalline phases, stability of corresponding
sulfide compounds drawn from feed, high purity, support site inactivity with feedstock, thermal
stability under operating conditions, and the ability to form a multitude of shapes with high
mechanical strength. Matching all of these criteria, [gamma]-Alumina tends to be the
predominant choice (Speight, 2007). The [gamma]-Alumina acts as a support to deliver Cobalt,
Vanadium, Molybdenum, and Nickel oxides and sulfides to the feed which also aid the cracking
and treating processes. Given the majority of the catalyst is [gamma]-Alumina, it may be
reasonable to assume the entirety of the catalyst media is [gamma]-Alumina.
The catalyst mixture acts by providing both acidic and basic sites to encourage release of
carbon-carbon bonds and carbon-N/O/S/M bonds, “cracking” or “treating,” in the presence of

106
hydrogen gas. When the carbon bonds break, a highly unstable carbocation forms and begins a
chain reaction with itself or other local molecules, rearranging rapidly, until recombination or
bonding with a free radical. In the high pressure and temperature, with an abundance of
hydrogen, reverse reactions are suppressed forcing the adoption of hydrogen atoms to stabilize
the carbon chains; while sulfur, nitrogen, oxygen, and metals tend to almost immediately form
their respective hydrides, H2S, NH3, H2O, and HM. Metal hydrides are far less common, but
build up in the catalyst bed along with undesired cokes.
Ferric sulfate was decided to be the best catalyst for this particular process. It is very
cheap (Alibaba 2015), it lasts longer than some other catalyst types, trace metals such as
vanadium and nickel (Bhattacharjee, 2010) are caught in it during the reaction processes, and it
can be regenerated (Peck, 1941).
Hydrocracking and hydrotreating are essentially the same reaction, but are named
differently to differentiate them each from their primary goals. Hydrocracking, which occurs at a
much higher pressure and temperature, seeks to exclusively break carbon-carbon bonds at a
conversion rate typically around 50%, while the lower pressure and temperature hydrotreatment
seeks to conserve carbon structure and only remove undesired groups from the chains at a
conversion rate of 10-20% (Jechura, 2014). Their catalysts are nearly identical, but as mentioned
have their compositions tailored to fit their specific feed stock. Given that Aspen cannot
simulate catalyst activity directly, assumptions could be made on their make-up for the purpose
of costing, but exact compositions for each reactor may not be necessary to satisfy simulation.
At a later date closer to plant construction, experiments may be performed to discover the exact
mix required to optimize reactor performance and conversion.

107
Reactor
Literature shows that a SCO yield of about 80wt% can be achieved for a coking-based
scheme for the same operating conditions. In contrast, the hydroconversion-based upgrading
scheme generates a SCO yield of about 90wt%. The difference in the SCO yield between the two
schemes is due to the fact that the ebullated bed hydroconversion unit completely converts the
vacuum bottoms into gaseous and liquid products without generating any solid residual material.
The SCO from hydroconversion-based scheme has slightly lower concentrations of sulfur,
nitrogen and aromatics than that from coking-based scheme. This results from the
hydrodesulphurization, hydrodenitrogenation and hydrogenation, in addition to the
hydrocracking of heavy molecules, occurring in the ebullated bed hydrocracker. The
hydroconversion-based upgrading scheme has a higher SCO yield at the cost of higher hydrogen
consumption. (Munteanu, 2012)
Safety and Environmental Concerns
Compared to traditional coking, hydroconversion uses substantially less water, using less
than 17% of the water coking uses (Munteanu, 2012). Additional water and energy savings can
be found by the use of SAGD as opposed to other extraction methods. The once-steam
generators (heaters) used to make the steam typically generate 75 % steam and 25% hot water
(Lui, 2006). Since SAGD requires dry steam only, the water can be recovered for use in the
reactors. The water coming out of the hydrotreaters can also be recycled.
However, since there is a significant amount of steam required for any of the steam
extraction techniques the necessary energy input is fairly high. Several processes reviewed
burned natural gas as the heat input, which generates a lot of CO2, much more than traditional
bitumen extraction methods (Nuwer, 2013). However, there is the possibility to do CO2
sequestration in the steam injection stream.

108
Although this process isn’t using any solvents in the steam, if they were to be used it
would allow for the possibility of chemical seepage into the water table or atmosphere. Since the
SAGD is pulling material from the ground, it can create void spaces which can destabilize
ground layers. Once a drilling operation ceases for a given reservoir, the mine can be reclaimed
by reintroducing the sand and related materials into the mine (EIS, 2012).
As for safety concerns, hydrogen sulfide gas can be dangerous to breathe if allowed to
reach certain concentrations. It is also highly corrosive. Symptoms include nausea, headaches,
etc., up to death depending on the concentration and length of exposure (OSHA, 2014). It can
also be explosive depending on concentration (2014). Ammonia is also highly corrosive and can
cause lung damage if inhaled in sufficient concentrations. As the SAGD gas will be highly
pressurized and at high temperature, precautions must be taken and PPE must be worn. This is
true for many if not all of the other processes, including near the reactors. The bitumen itself is a
skin irritant and studies differ on whether it is carcinogenic (Wess, 2005). Since the reactors deal
in high pressures and temperatures, properly sized relief and rupture valves will need to be fitted.
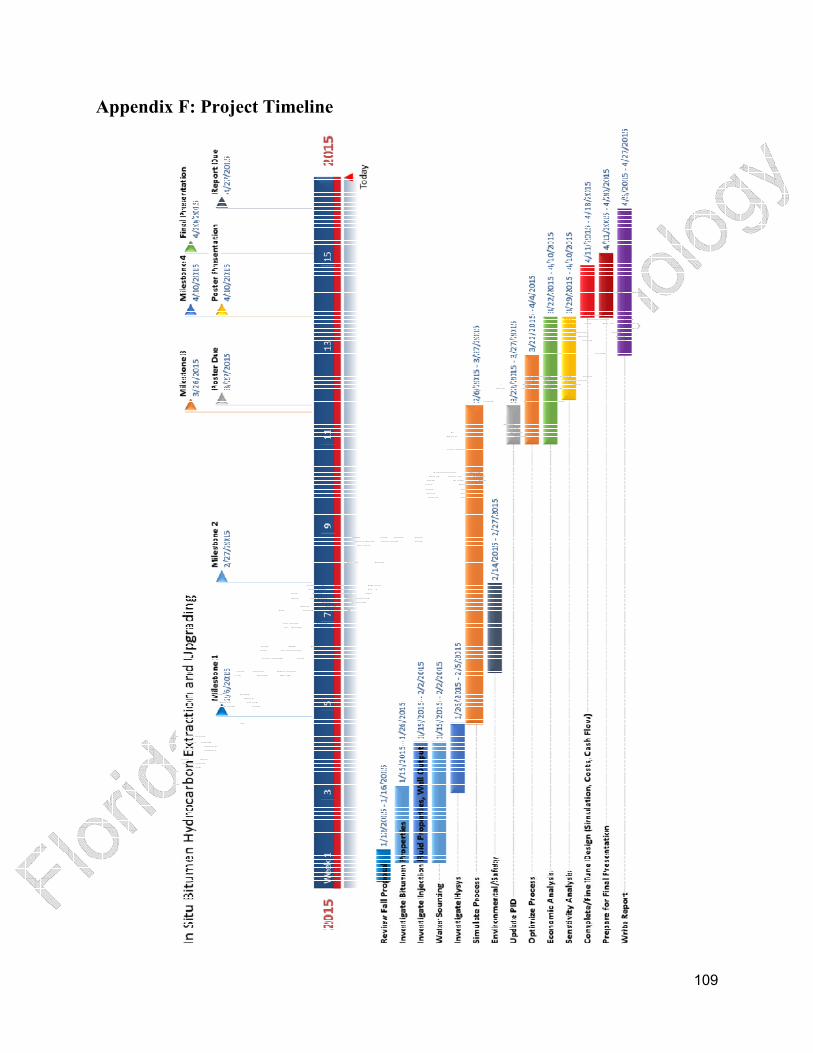
109
Appendix F: Project Timeline





























