Embed Size (px)
Citation preview

Characterization of poly(caprolactone)/hydroxyapatite composite scaffolds produced by a melt extrusion additive manufacturing technique
P. Coimbra1, J. P. Almeida1, A. C. Santos*,2, S. Pereira2, H. P. Cunha2, B. Oliveiros2, C. Capela3,4, T. F. Viana5, N. M. Alves5 and M. M. Figueiredo1 1CIEPQPF, Chemical Engineering Department, University of Coimbra, Coimbra, Portugal 2Biophysics and Biomathematics Institute, IBILI-Faculty of Medicine, University of Coimbra, Coimbra, Portugal 3Department of Mechanical Engineering, ESTG, Polytechnic Institute of Leiria, Leiria, Portugal 4CEMUC, University of Coimbra, Coimbra, Portugal 5Centre for Rapid and Sustainable Product Development, Polytechnic Institute of Leiria (IPL), Marinha Grande, Portugal
In this work, poly(caprolactone)/hydroxyapatite (PCL/HA) composite scaffolds for bone tissue engineering applications were produced by a melt extrusion additive manufacturing technique. Porous matrices with four different pore architectures were produced by varying the pore size (300 or 600 µm) and the lay-down pattern (0/45º or 0/90º). As for the matrix composition, different HA percentages (0%, 10% and 25%) and different HA types (synthetic and biological derived) were used. These scaffolds were characterized in terms of chemical, thermal, morphological and mechanical properties using techniques such as Fourier Transform Infrared Spectroscopy (FTIR), thermogravimetry, differential scanning calorimetry, scanning electron microscopy (SEM) and compression tests. Additionally, the in vitro interactions between scaffolds and living cells were assessed.
Keywords: scaffolds; polycaprolactone; hydroxyapatite; melt extrusion; additive manufacturing
1. Introduction
Tissue engineering is an interdisciplinary scientific field that aims to the construction of fully functional biological tissues through techniques that combine the use of cells, biomaterials (scaffolds) and biologically active molecules [1-3]. One of the most investigated strategies to achieve this goal involves the seeding and growing of cells in porous 3D structures designated as scaffolds. These structures, usually constructed from polymeric materials, have the function of acting as a substrate for cell attachment, proliferation and differentiation. Besides this primary function, scaffolds can also act as delivery systems of bioactive molecules, capable to modulate cell behavior. In order to successfully perform its functions, scaffolds must meet a series of requirements [1-3], such as: good biocompatibility and non-immunogenicity; biodegradation rate similar to the rate of tissue formation; surface chemistry and topography that promote cell adhesion, proliferation and differentiation; high porosity, with interconnected pores with a size distribution that allows cell infiltration and vascularization; and adequate mechanical properties. The development of a scaffold that meets all these criteria is a complex process involving knowledge in the areas of chemistry, materials science, engineering and life sciences. In the quest for effective scaffolds, innumerous biomaterials and fabrications techniques have been used and developed since the concept of a scaffold first emerged. For bone tissue engineering applications, scaffolds made of composite materials, such as polymers and bioactive ceramics, have been extensively investigated [2, 3]. Particularly, poly(caprolactone)/hydroxyapatite (PCL/HA) based composites have attracted much attention, due to the complementary properties of PCL and HA [4]. HA (stoichiometric Ca10(PO4)6(OH)2) is a ceramic material that constitutes the mineral phase of bones. HA has an excellent biocompatibility, bioactivity and osteoconductivity, being then commonly used as a bone graft material, although its mechanical properties are far from the ideal, since it is very brittle [3, 5, 6]. HA can be obtained by chemical synthesis or by isolation from biological materials like animal bones. Contrary to the synthetic one, the HA present in bones is non-stoichiometric and contains a small percentage of carbonate groups (3-8%) and other trace elements, such as Mg2+ and Na+, that play an important role in the bone metabolic processes. In this context, biological derived HA is thought to have a superior biological performance than its synthetic version [5, 6]. Polycaprolactone is a hydrophobic aliphatic polyester, soluble in a range of common organic solvents and with a relatively low melting point (60ºC), which makes it easy to process. Besides, PCL is biocompatible and has a relatively slow degradation rate in vivo [7]. All these properties make this polymer very attractive as a bone scaffold material. However, PCL lacks bioactivity and does not have the adequate mechanical properties for load-bearing applications. The combination of HA and PCL results in a composite material with enhanced mechanical properties - with the strength brought by the ceramic phase and toughness and plasticity conferred by the polymer phase - and with the bioactivity and osteoconductivity conferred by the HA. Scaffolds can be fabricated by a large number of methods, including solvent casting/particulate leaching, gas foaming, freeze drying, self-assembly, electrospinning and additive manufacturing (AM) techniques [1, 2]. AM encompasses a group of techniques that are able to build a physical object based on a computer generated 3D model by adding layer-upon layer of a material (such as a polymer or a ceramic) [1]. These techniques are very interesting for
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
131

tissue engineering, since they enable the production of highly reproductive scaffolds with precise architectures and fully interconnected pores, with customizable size, shape and distribution. Among the available AM techniques, the melt extrusion based techniques are until now the most used to prepare polymeric based scaffolds. With these techniques, a 3D scaffold is constructed by extrusion of a polymeric melt thought a nozzle and by the deposition of the semi-molten strand/filament in a computer controlled platform, layer-by-layer, and following a predetermined pattern [1]. In this work we used a melt extrusion additive manufacturing technique to fabricate PCL/HA composite scaffolds for bone tissue engineering applications. Samples with two different pore sizes and two different pore geometries were produced, using PCL/HA mixtures with variable HA content (0%, 10% and 25%) and two different HA types (synthetic and of biological origin). In total, twenty different types of scaffolds were produced and characterized.
2. Experimental
2.1 Materials
PCL (CAPA 6500, Mw 50 000 g/mol) was obtained from Perstorp Caprolactones Limited (Cheshire, UK). Synthetic hydroxyapatite (HA-S), with an average particle size around 5 μm, was purchased from Altakitin Company (Aveiro, Portugal). Biological derived hydroxyapatite (natural hydroxyapatite, HA-N) was obtained by the calcination of bovine bones at 600º C, following a procedure described in detail elsewhere [5]. The calcined bones were milled and sieved until the obtainment of an HA-N powder with a particle size distribution similar to the one of HA-S. All the other chemicals used were of reagent grade.
2.2 Scaffolds fabrication
Prior to scaffolds fabrication, the PCL-HA composite mixtures were prepared following a procedure similar to the one reported by Kim [4]. Briefly, PCL was dissolved in chloroform (CLF) and HA was dispersed in a CLF solution containing 0.5 % (w/v) of oleic acid. After 2 h under magnetic stirring the HA suspension was added to the PCL solution and the resultant mixture was left stirring for another 2 h. The mixture was then poured into glass petri dishes and left in a fume hood overnight, to evaporate the solvent. The obtained composite films were cut in small pieces, left in a vacuum oven for 2 days, and reserved until further use. Scaffolds were produced by a melt extrusion additive manufacturing technique described in detail elsewhere [8-10]. Scaffolds, as rectangular prisms measuring 30×30×1 mm or 30×30×8 mm were produced, using five different PCL/HA compositions: with PCL only (designated here as PCL); with 10% or 25% (w/w) synthetic hydroxyapatite (PCL-HA-S10 and PCL-HA-S25); and with 10% or 25% natural hydroxyapatite (PCL-HA-N10 and PCL-HA-N25). PCL pellets or the prepared composite pellets were fed into a heated screw assisted extrusion system, extruded through a 300 µm nozzle, and the molten polymer filaments deposited in a computer controlled platform. The process/instrument parameters used were the following - extrusion temperature: 85ºC; screw rotation velocity: 45 rpm; deposition velocity: 15 mm/s; slice thickness: 280 µm. The 3D scaffolds were obtained layer by layer using a lay-down pattern (angle formed between the filaments of two successive layers) of 0°/90° or 0°/45° and a pore size (gap between filaments) of 300 or 600 µm. In this way, scaffolds with four different architectures were produced (0º/45º, 300 µm; 0º/45º, 600 µm; 0º/90º, 300 µm; 0º/90º, 600 µm) for each of the five compositions.
2.3 Scaffolds characterization
The scaffolds and its components (PCL, HA-S and HA-N) were analyzed by Fourier transform infrared-attenuated total reflectance (FTIR-ATR) spectroscopy in order to confirm their chemical compositions and assess eventual chemical changes elicited by the processing conditions. A JASCO FT-IR-4200 spectrometer equipped with a Golden Gate Single Reflection Diamond ATR accessory was used to acquire the spectra in the range of 500-4000 cm-1, at 128 scans and with a resolution of 4 cm-1. The scaffolds architecture and the filaments’ surface morphology were observed by scanning electron microscopy (SEM), using a Zeiss Gemini Field Emission Scanning Electron Microscope. The scaffolds porosity was calculated according to the following equation:
% 1 100(1)
where p is the porosity, m is the density of the composite material from which the scaffold is made, and scf is the apparent density of the scaffold, defined as the ratio between the mass and the volume of the scaffold. The densities of pure PCL and of the composite materials PCL-HA-S10, PCL-HA-S25, PCL-HA-N10 and PCL-HA-N25 were determined experimentally with a helium pycnometer. The apparent densities of the scaffolds were determined by measuring the weight and the dimensions of the scaffolds.
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
132

The actual percentage of HA present in the scaffolds was determined by recording the weight loss of the scaffolds between 25 and 600 ºC using a TA Q-500 thermogravimetric analyser (TA Instruments). The thermal properties of the scaffolds, namely the temperature of fusion and the enthalpy of fusion of PCL, were determined by differential scanning calorimetry (DSC) using a TA Q-100 instrument. Scaffold samples with approximately 4 mg were placed in hermetic sealed aluminum pans and heated at a rate of 10 ºC/min, under a flowing nitrogen atmosphere, from room temperature to 100ºC. Based on the thermogravimetric and DSC results the degree of crystallinity of PCL (Xc) was determined, according to the following equation:
% ∆
∆ ° 100 (2)
In Eq. (2) △Hf is the enthalpy of fusion of the sample, wPCL, the PCL mass fraction in the composite, and △Hº
PCL, the enthalpy of fusion of a 100 % crystalline PCL sample (135.4 J/g, according to ref. [11]). The mechanical properties of the scaffolds were accessed by performing uniaxial compression tests using a zwick z100 testing machine. Block-shaped samples with length and width of approximately 5.0 mm and a height of 8.0 mm were tested using a load cell of 10 kN and a cross-head displacement speed of 1 mm/min. Stress-strain curves were plotted based on the engineering stress (MPa) and strain (%) values. The compressive modulus, E (MPa), was determined from the slope of the initial linear elastic region of the curve. Three samples were tested for each type of scaffold. The scaffolds biological performance was tested with human fibroblasts. Scaffolds with 1 mm height were cut in circular blocks with 11 mm diameter and sterilized by ethylene oxide. For cell seeding, in sterile conditions, the scaffold samples were inserted in 48-well microplates and covered with 300 µL per well with a fibroblast suspension of approximately 1.3×104 cells/mL of complete DMEM 10%. Cell adhesion and proliferation were evaluated after 72 hours of incubation, using the MTT assay. The MTT (3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyltetrazolium bromide) assay is based on the ability of the dehydrogenase enzyme, present in metabolically active cells, to cleave the tetrazolium ring of MTT and consequently convert the yellow tetrazolium salt into dark-blue/purple formazan crystals. The amount of formazan crystals formed is directly proportional to the mitochondrial enzyme activity, i.e. to the number of viable cells present. The amount of formazan was determined by a spectrophotometric method by reading the absorption values at 570 nm. A detailed description of the adopted procedure can be found somewhere else in this book. Data are expressed as mean ± standard deviation (SD) or mean ± standard error (SE). The means of multiple groups were compared by one-way analysis of variance (ANOVA) followed by Tukey’s post hoc tests. Differences at p 0.05 were considered to be statistically significant.
3. Results and discussion
The FTIR-ATR spectra of the scaffolds pure components – PCL, HA-N and HA-S – are presented in Fig. 1a. The strongest band in the PCL spectrum occurs at 1,720 cm-1 and corresponds to the carbonyl stretching vibrational mode, v(C=O). Other strong bands are the symmetric COC stretching at 1,162 cm-1, and the asymmetric and symmetric CH2 stretching at 2,943 and 2,864 cm-1 [7]. The FTIR spectra of the two types of hydroxyapatite display the bands associated to PO4
-3 vibrational modes (1,086, 1,023, 961 cm-1 and 597, 562 cm-1) and a band at 626 cm-1, attributed to a vibrational mode of the ion OH- [12, 13]. In the spectrum of the biological derived hydroxyapatite (HA-N) it is possible to observe some additional weak bands (at 1,455, 1,416 and 875 cm-1), assigned to the ion CO3
-2 [5, 6, 14], that confirm the carbonate-rich nature of this hydroxyapatite. The FTIR-ATR spectra of the composite scaffolds are presented in Fig. 1b. The spectra are dominated by the vibrational bands of PCL, as expected, since the scaffolds are mainly composed by this polymer.Nevertheless, it is possible to observe most of the characteristic bands of hydroxyapatite (v(PO4
-3) and v(OH-) ) in the regions of 1,100 – 1,000 cm-1 and 670 – 550 cm-1. Additionally, the intensity of the HA bands reflects in a qualitatively way the amount of HA present in the scaffolds, since the HA bands in the spectra of the scaffolds with a theoretical HA content of 25% (w/w) (PCL-HA-N25 and PCL-HA-S25) are relatively more intense than the ones observed in the spectra of the scaffolds with a theoretical HA content of 10% (PCL-HA-N10 and PCL-HA-S10). In this context it should be noted that the actual amounts of HA present in the scaffolds, determined by thermogravimetric analysis, were in general very close to theoretical ones (10.0 ± 0.1% for PCL-HA-N10, 25.3 ± 1.4% for PCL-HA-N25 and 9.7 ± 0.3% for PCL-HA-S10). The only exception was the scaffold PCL-HA-S25, where the obtained actual HA content (21.8 ± 1.3%) is slightly lower than the theoretical.
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
133
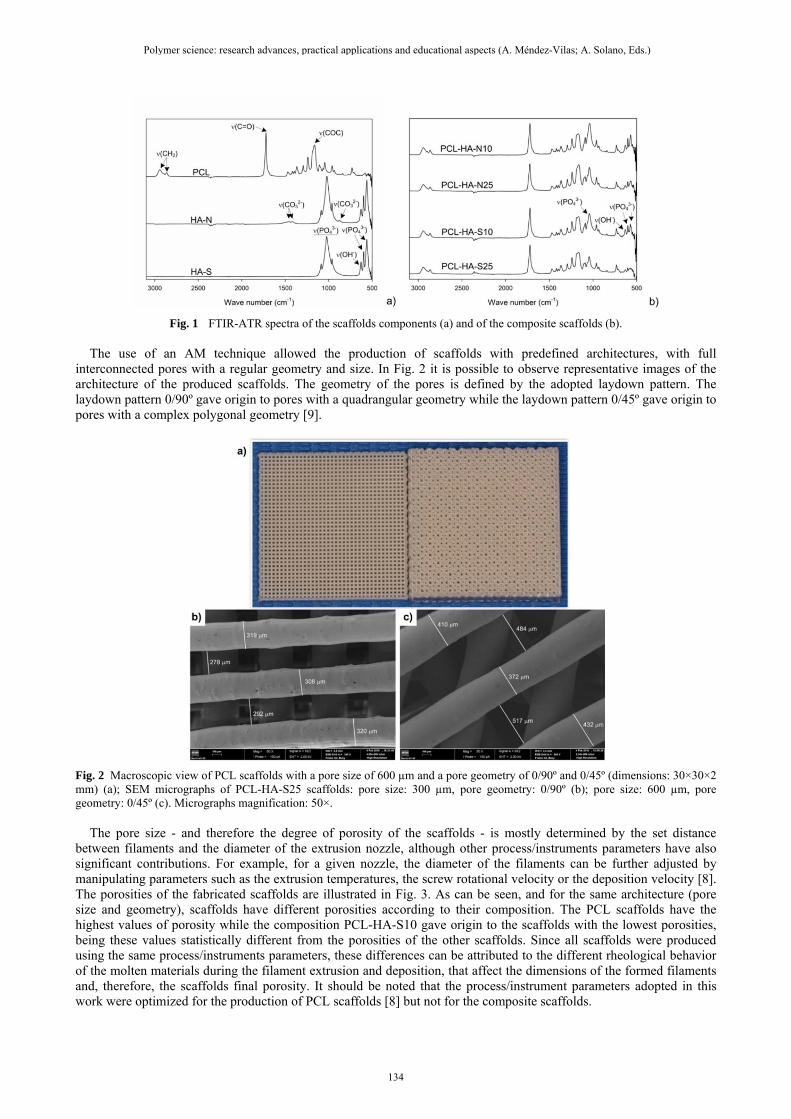
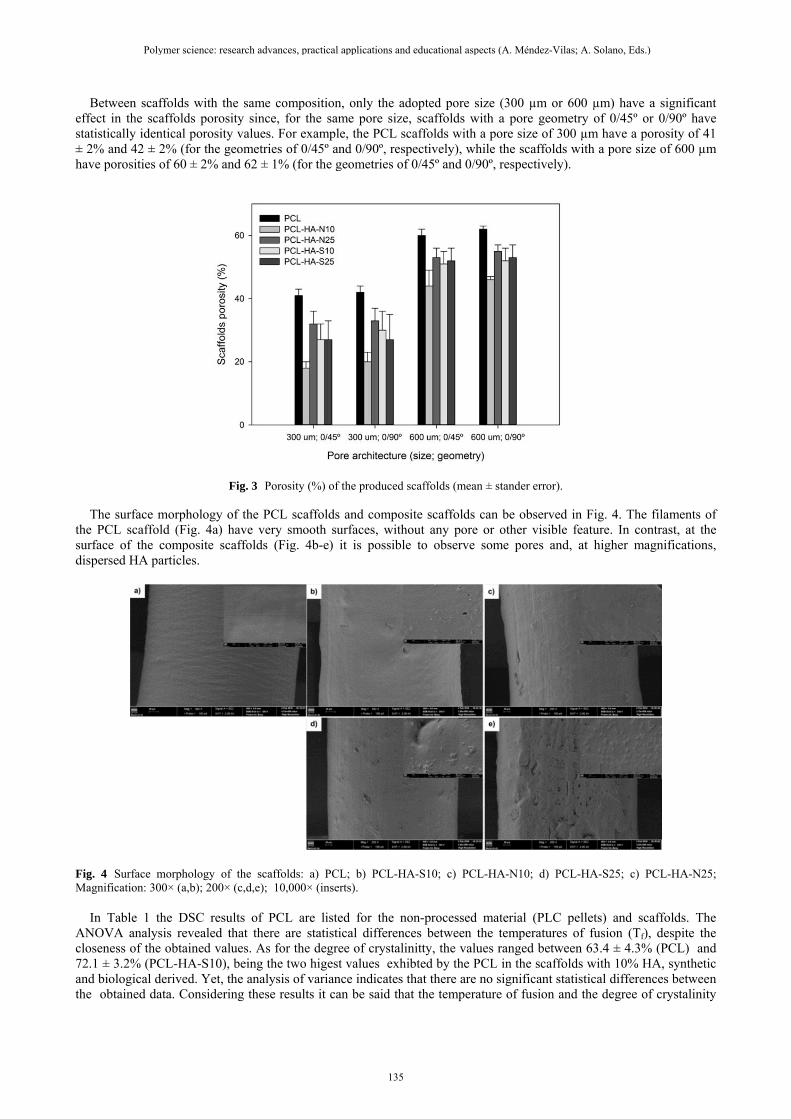
Fig. 1 FTIR-ATR spectra of the scaffolds components (a) and of the composite scaffolds (b). The use of an AM technique allowed the production of scaffolds with predefined architectures, with full interconnected pores with a regular geometry and size. In Fig. 2 it is possible to observe representative images of the architecture of the produced scaffolds. The geometry of the pores is defined by the adopted laydown pattern. The laydown pattern 0/90º gave origin to pores with a quadrangular geometry while the laydown pattern 0/45º gave origin to pores with a complex polygonal geometry [9].
Fig. 2 Macroscopic view of PCL scaffolds with a pore size of 600 µm and a pore geometry of 0/90º and 0/45º (dimensions: 30×30×2 mm) (a); SEM micrographs of PCL-HA-S25 scaffolds: pore size: 300 µm, pore geometry: 0/90º (b); pore size: 600 µm, pore geometry: 0/45º (c). Micrographs magnification: 50×. The pore size - and therefore the degree of porosity of the scaffolds - is mostly determined by the set distance between filaments and the diameter of the extrusion nozzle, although other process/instruments parameters have also significant contributions. For example, for a given nozzle, the diameter of the filaments can be further adjusted by manipulating parameters such as the extrusion temperatures, the screw rotational velocity or the deposition velocity [8]. The porosities of the fabricated scaffolds are illustrated in Fig. 3. As can be seen, and for the same architecture (pore size and geometry), scaffolds have different porosities according to their composition. The PCL scaffolds have the highest values of porosity while the composition PCL-HA-S10 gave origin to the scaffolds with the lowest porosities, being these values statistically different from the porosities of the other scaffolds. Since all scaffolds were produced using the same process/instruments parameters, these differences can be attributed to the different rheological behavior of the molten materials during the filament extrusion and deposition, that affect the dimensions of the formed filaments and, therefore, the scaffolds final porosity. It should be noted that the process/instrument parameters adopted in this work were optimized for the production of PCL scaffolds [8] but not for the composite scaffolds.
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
134
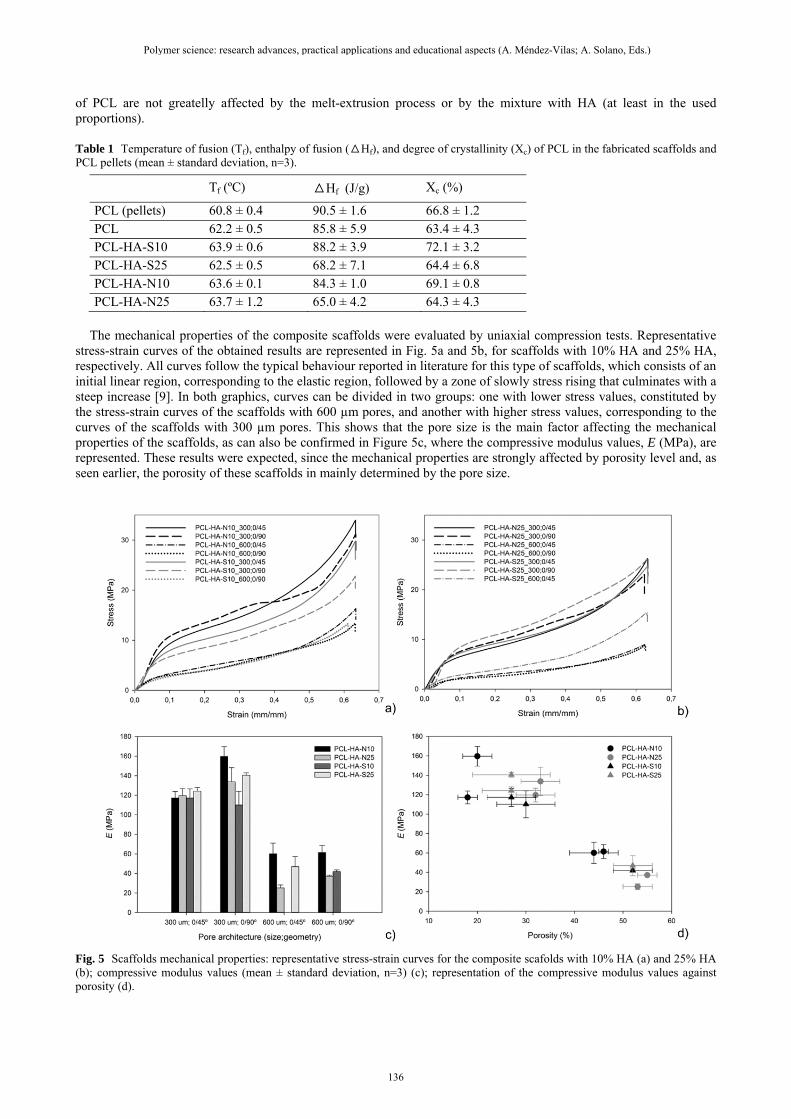
Between scaffolds with the same composition, only the adopted pore size (300 µm or 600 µm) have a significant effect in the scaffolds porosity since, for the same pore size, scaffolds with a pore geometry of 0/45º or 0/90º have statistically identical porosity values. For example, the PCL scaffolds with a pore size of 300 µm have a porosity of 41 ± 2% and 42 ± 2% (for the geometries of 0/45º and 0/90º, respectively), while the scaffolds with a pore size of 600 µm have porosities of 60 ± 2% and 62 ± 1% (for the geometries of 0/45º and 0/90º, respectively).
Fig. 3 Porosity (%) of the produced scaffolds (mean ± stander error).
The surface morphology of the PCL scaffolds and composite scaffolds can be observed in Fig. 4. The filaments of the PCL scaffold (Fig. 4a) have very smooth surfaces, without any pore or other visible feature. In contrast, at the surface of the composite scaffolds (Fig. 4b-e) it is possible to observe some pores and, at higher magnifications, dispersed HA particles.
Fig. 4 Surface morphology of the scaffolds: a) PCL; b) PCL-HA-S10; c) PCL-HA-N10; d) PCL-HA-S25; c) PCL-HA-N25; Magnification: 300× (a,b); 200× (c,d,e); 10,000× (inserts). In Table 1 the DSC results of PCL are listed for the non-processed material (PLC pellets) and scaffolds. The ANOVA analysis revealed that there are statistical differences between the temperatures of fusion (Tf), despite the closeness of the obtained values. As for the degree of crystalinitty, the values ranged between 63.4 ± 4.3% (PCL) and 72.1 ± 3.2% (PCL-HA-S10), being the two higest values exhibted by the PCL in the scaffolds with 10% HA, synthetic and biological derived. Yet, the analysis of variance indicates that there are no significant statistical differences between the obtained data. Considering these results it can be said that the temperature of fusion and the degree of crystalinity
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
135
of PCL are not greatelly affected by the melt-extrusion process or by the mixture with HA (at least in the used proportions). Table 1 Temperature of fusion (Tf), enthalpy of fusion (△Hf), and degree of crystallinity (Xc) of PCL in the fabricated scaffolds and PCL pellets (mean ± standard deviation, n=3).
Tf (ºC) △Hf (J/g) Xc (%)
PCL (pellets) 60.8 ± 0.4 90.5 ± 1.6 66.8 ± 1.2 PCL 62.2 ± 0.5 85.8 ± 5.9 63.4 ± 4.3 PCL-HA-S10 63.9 ± 0.6 88.2 ± 3.9 72.1 ± 3.2 PCL-HA-S25 62.5 ± 0.5 68.2 ± 7.1 64.4 ± 6.8 PCL-HA-N10 63.6 ± 0.1 84.3 ± 1.0 69.1 ± 0.8 PCL-HA-N25 63.7 ± 1.2 65.0 ± 4.2 64.3 ± 4.3
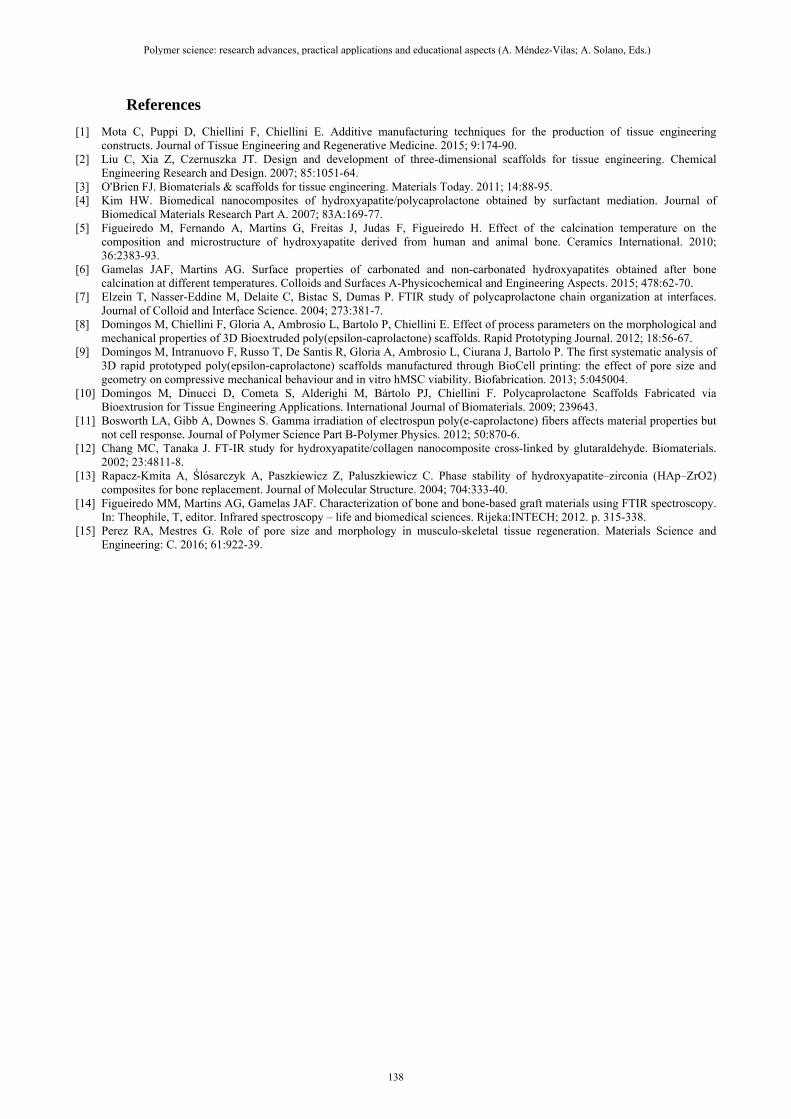
The mechanical properties of the composite scaffolds were evaluated by uniaxial compression tests. Representative stress-strain curves of the obtained results are represented in Fig. 5a and 5b, for scaffolds with 10% HA and 25% HA, respectively. All curves follow the typical behaviour reported in literature for this type of scaffolds, which consists of an initial linear region, corresponding to the elastic region, followed by a zone of slowly stress rising that culminates with a steep increase [9]. In both graphics, curves can be divided in two groups: one with lower stress values, constituted by the stress-strain curves of the scaffolds with 600 µm pores, and another with higher stress values, corresponding to the curves of the scaffolds with 300 µm pores. This shows that the pore size is the main factor affecting the mechanical properties of the scaffolds, as can also be confirmed in Figure 5c, where the compressive modulus values, E (MPa), are represented. These results were expected, since the mechanical properties are strongly affected by porosity level and, as seen earlier, the porosity of these scaffolds in mainly determined by the pore size.
Fig. 5 Scaffolds mechanical properties: representative stress-strain curves for the composite scafolds with 10% HA (a) and 25% HA (b); compressive modulus values (mean ± standard deviation, n=3) (c); representation of the compressive modulus values against porosity (d).
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
136

The correlation between the compressive modulus and porosity can be clearly observed in Fig 5d, where the compressive modulus of the scaffolds is plotted against the porosity. Once more, the data in this graphic is grouped according to the pore size, showing that the scaffolds with a pore of 300 µm - with porosities between 18% and 32% - have E vales ranging from 110 to 160 MPa, while the scaffolds with a pore size of 600 µm - with porosities between 44% and 55% - have E values considerably inferior, in the range between 25 and 60 MPa. In comparison with the pore size, the pore geometry, % HA, and type of HA appear to have a reduced influence in the scaffolds mechanical properties. There is also no clear trend for the way these parameters affect the compressive modulus, which probably means that there are significative interactions between these parameters. The ability of cells to adhere and proliferate in the fabricated scaffolds was evaluated by the MTT assay using human fibroblasts. The results are presented in Fig. 6, where the absorbance values are directly proportional to the number of living cells within the scaffolds. The results show a clear influence of the pore architecture, especially of the pore size. In general, the results suggest an increased number of metabolically active cells for pores of 300 µm and for geometries of 0/45º. Cell colonization process of scaffolds is highly dependent on the ability that cells have to build bridges between the pores and to migrate into the interior of scaffolds. Additionally, it is known that a scaffold with an interconnected pore structure with appropriate pore size and distribution should facilitate the attachment and the proliferation of cells necessary for complete tissue regeneration. The fact that cells prefer pore sizes of 300 µm can be correlated with a better reproduction of what happens in vivo (the effective distance between cells and blood vessels in vivo is around 200-250 µm). In the literature, pore sizes between 150 and 500 µm have been reported to facilitate vascularization and to enable a good penetration of cells, promoting the growth of new tissue [15].
Fig. 6 Representation of the fibroblasts response as a function of scaffolds’ architecture. Figure 6 also shows that the number of metabolic active cells for PCL-HA scaffolds was higher than for pure PCL scaffolds, especially in the case of smaller pore sizes. The better performance of the composite scaffolds can be due to the presence of the bioactive hydroxyapatite particles on the surface of the scaffolds filaments, as could be observed in Fig. 4. Finally, the effects of HA type and percentage of HA on the cells adhesion and proliferation are more subtle than the architecture parameters and seem to be depend on the latter. Nonetheless, a more systematic study of HA contents is needed to draw definitive conclusions.
3. Conclusions
PCL and PCL/HA composite scaffolds with reproducible architectures and full interconnected pores were successfully produced by a melt extrusion additive manufacturing technique. The pore size was the manufacturing parameter that most contributed for the porosity levels of the obtained scaffolds and hence, their mechanical properties. Scaffolds with a pore size of 300 µm had lower values of porosity and better mechanical properties. Moreover, a great number of cells adhered and proliferated in these scaffolds. As expected, the addition of HA clearly improved the biological activity of the scaffolds.
Acknowledgements Patrícia Coimbra gratefully acknowledges Portuguese Science Foundation (FCT) for the financial support (SFRH-BPD-73367-2010).
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
137
References
[1] Mota C, Puppi D, Chiellini F, Chiellini E. Additive manufacturing techniques for the production of tissue engineering constructs. Journal of Tissue Engineering and Regenerative Medicine. 2015; 9:174-90.
[2] Liu C, Xia Z, Czernuszka JT. Design and development of three-dimensional scaffolds for tissue engineering. Chemical Engineering Research and Design. 2007; 85:1051-64.
[3] O'Brien FJ. Biomaterials & scaffolds for tissue engineering. Materials Today. 2011; 14:88-95. [4] Kim HW. Biomedical nanocomposites of hydroxyapatite/polycaprolactone obtained by surfactant mediation. Journal of
Biomedical Materials Research Part A. 2007; 83A:169-77. [5] Figueiredo M, Fernando A, Martins G, Freitas J, Judas F, Figueiredo H. Effect of the calcination temperature on the
composition and microstructure of hydroxyapatite derived from human and animal bone. Ceramics International. 2010; 36:2383-93.
[6] Gamelas JAF, Martins AG. Surface properties of carbonated and non-carbonated hydroxyapatites obtained after bone calcination at different temperatures. Colloids and Surfaces A-Physicochemical and Engineering Aspects. 2015; 478:62-70.
[7] Elzein T, Nasser-Eddine M, Delaite C, Bistac S, Dumas P. FTIR study of polycaprolactone chain organization at interfaces. Journal of Colloid and Interface Science. 2004; 273:381-7.
[8] Domingos M, Chiellini F, Gloria A, Ambrosio L, Bartolo P, Chiellini E. Effect of process parameters on the morphological and mechanical properties of 3D Bioextruded poly(epsilon-caprolactone) scaffolds. Rapid Prototyping Journal. 2012; 18:56-67.
[9] Domingos M, Intranuovo F, Russo T, De Santis R, Gloria A, Ambrosio L, Ciurana J, Bartolo P. The first systematic analysis of 3D rapid prototyped poly(epsilon-caprolactone) scaffolds manufactured through BioCell printing: the effect of pore size and geometry on compressive mechanical behaviour and in vitro hMSC viability. Biofabrication. 2013; 5:045004.
[10] Domingos M, Dinucci D, Cometa S, Alderighi M, Bártolo PJ, Chiellini F. Polycaprolactone Scaffolds Fabricated via Bioextrusion for Tissue Engineering Applications. International Journal of Biomaterials. 2009; 239643.
[11] Bosworth LA, Gibb A, Downes S. Gamma irradiation of electrospun poly(e-caprolactone) fibers affects material properties but not cell response. Journal of Polymer Science Part B-Polymer Physics. 2012; 50:870-6.
[12] Chang MC, Tanaka J. FT-IR study for hydroxyapatite/collagen nanocomposite cross-linked by glutaraldehyde. Biomaterials. 2002; 23:4811-8.
[13] Rapacz-Kmita A, Ślósarczyk A, Paszkiewicz Z, Paluszkiewicz C. Phase stability of hydroxyapatite–zirconia (HAp–ZrO2) composites for bone replacement. Journal of Molecular Structure. 2004; 704:333-40.
[14] Figueiredo MM, Martins AG, Gamelas JAF. Characterization of bone and bone-based graft materials using FTIR spectroscopy. In: Theophile, T, editor. Infrared spectroscopy – life and biomedical sciences. Rijeka:INTECH; 2012. p. 315-338.
[15] Perez RA, Mestres G. Role of pore size and morphology in musculo-skeletal tissue regeneration. Materials Science and Engineering: C. 2016; 61:922-39.
Polymer science: research advances, practical applications and educational aspects (A. Méndez-Vilas; A. Solano, Eds.) _______________________________________________________________________________________________
138





























