Embed Size (px)
Citation preview

718 Chiang Mai J. Sci. 2015; 42(3)
Chiang Mai J. Sci. 2015; 42(3) : 718-729http://epg.science.cmu.ac.th/ejournal/Contributed Paper
Characterisation of Zinc Plant, Cold-Purification FilterCake and Leaching of Indium by Aqueous SulphuricAcid SolutionSankum Nusen [a], Noppadol Yottawee [b], Chu Yong Cheng [c] and Torranin Chairuangsri*[d][a] Department of Physics and Materials, Faculty of Science, Chiang Mai University,
Chiang Mai 50200, Thailand.[b] Padaeng Industry Public Company Limited, Tak 63000, Thailand.[c] CSIRO Minerals Down Under National Research Flagship/CSIRO Process Science and Engineering,
Australia, PO Box 7229, Karawara, WA 6152, Australia.[d] Department of Industrial Chemistry, Faculty of Science, Chiang Mai University,
Chiang Mai 50200, Thailand.*Author for correspondence; e-mail: [email protected], [email protected]
Received: 8 January 2015Accepted: 16 April 2015
ABSTRACTThe filter cake, generated from the cold-purification stage in a zinc electrowinning
plant and considered as a hazardous waste containing heavy metals, was characterized for itschemical and mineralogical compositions by inductively couple plasma-optical emissionspectroscopy (ICP-OES), X-rays diffractometry (XRD) and scanning electron microscopy-energy dispersive X-rays spectrometry (SEM-EDS). Leaching of indium from the filter cakewas consequently studied using aqueous sulphuric acid solution as leachant. Leaching parametersincluding temperature, time, solid-to-liquid ratio and stirring speed have been investigatedand ICP-OES was used to determine the metal content in the leachate. Dissolution kineticswas studied using 1 M aqueous sulphuric acid solution, the temperature range of 40-80 °C,and the time up to 360 min, and it was found to be controlled mainly by diffusion throughporous product following the spherical shrinking-core model. The optimum leachingtemperature and time for indium is 40 °C and 90 min, respectively. The solid-to-liquid ratiohigher than 1/4 g/ml is ineffective and the solid-to-liquid ratio of 1/12 g/ml was the optimum.Increasing the stirring speed over 700 rpm had little effects on indium dissolution, hence thestirring speed of 700 rpm was considered as the optimum. Copper and lead were hardlyleached out by sulphuric acid solution. The results indicated that the cold-purification filtercake in the zinc electrowinning plant can be an intermediate source of indium, and that recoveryof indium from this hazardous waste is important from the environmental point of view.
Keywords: hazardous waste, zinc plant filter cake, zinc plant residue, leaching, indium

Chiang Mai J. Sci. 2015; 42(3) 719
1. INTRODUCTIONExtraction of metals from hazardous
wastes is concomitant with the legislationsassigned to reduce unfavourableenvironmental impacts [1] and help to meetthe future demand of metals under shortageof primary resources. Zinc plant residues areclassified as hazardous wastes due mainlyto the presence of toxic metals e.g. lead,cadmium, etc. [2]. Disposal of zinc plantresidues is becoming expensive because ofenvironmental regulations, so there has beenan increasing interest to recover metallic valuesfrom these intermediate wastes.
Efforts have been made on recoveringsome valuable metals from zinc plant residuese.g. cobalt [3-5], lead [6], zinc [6-8], cadmium[7,9-11], nickel [12] and germanium [13].Leaching kinetics of several metals from zincplant residues by aqueous sulphuric acidsolutions have been studied e.g. cadmiumfrom cadmium-nickel filter cake in Iran [11],cobalt from a zinc plant purification residues[3], and nickel from the Calcimin zinc plantresidue in Iran [12]. Indium (In) is anothervaluable metal mainly used as solder alloys,dental alloys and indium compounds.However, most studies on recovery of indiumhave been done for the cases of secondarysources, e.g. liquid crystal displays or LCD[14-16] or activated indium-tin oxide (ITO)scrap [17]. For intermediate sources, leachingkinetics of indium have been studied in thecases of indium-bearing zinc ferrite [18,19],sphalerite concentrate [20], mechanicallyactivated hard zinc residue [21] and zinc plantresidue [22]. No one has reported a study oncharacterisation of the cold-purification filtercake in zinc electrowinning plant and leachingof indium from this filter cake using aqueoussulphuric acid solution as leachant.
At the zinc electrowinning plant inTak province, northern Thailand, the cold-purification stage generates a filter cake,
which is considered as a hazardous wastecontaining heavy metals. This filter cake hasbeen stockpiled and about 5,000 kg/day iskept in cement pond. The aim of the presentwork is therefore to characterize this filter cakeand to study leaching of indium from the filtercake using sulphuric acid solution as leachant.It was found that diffusion-through-porous-layer process dominantly controlleddissolution kinetics in leaching of indium andthe controlling physicochemical processeswere affected by parameters includingtemperature, S/L ratio and stirring speed. Theresults indicated that this cold-purificationfilter cake can be an intermediate source ofindium, and that recovery of indium fromthis hazardous waste is important from theenvironmental point of view.
2. MATERIALS AND METHODS2.1 Materials
The as-receive, wet filter cake wasobtained from the zinc electrowinning plantin Tak province, Thailand. Leaching reagentwas concentrated sulphuric acid, 95-98% ARgrade with a density of 1.82 g/ml, purchasedfrom the RCI Labscan.
2.2 Characterisation of The Filter Cakeand The Remaining Residues AfterLeaching
The filter cake sample was dried at105 °C for 24 h before characterisation.Particle size distribution was determined bysieving following the ASTM E11 method.Chemical composition was determined byinductively coupled plasma - optical emissionspectroscopy (ICP-OES), Perkin Elmer-Optima 5300DV. Mineral components wereanalysed by X-ray diffractometry (XRD),Philips-X’Pert Pro MPD spectroscope with aCu Kα X-ray source set to cover a 2q rangeof 10-80 degrees and a scan rate of 0.02°/

720 Chiang Mai J. Sci. 2015; 42(3)
min. Morphology and microanalysis of thedried filter cake was studied by scanningelectron microscopy and energy dispersiveX-ray spectrometry (SEM-EDS). A JEOL5910LV SEM with an Oxford-Inca EDSdetector was used and operated at 15 kV.For comparison, the remaining residue afterleaching for 10 min and 360 min by a chosencondition ([H2SO4] = 1.0 M, T = 40 °C,stirring speed = 600 rpm, S/L ratio = 1/10g/ml) were also characterized by the sameprocedures.
2.3 Leaching ExperimentsBecause aqueous sulphuric acid solution
has been using as the leachant for zincextraction in the zinc electrowinning plant,it was therefore chosen as the leachantfor indium leaching in the present study.The leaching experiments were carried outin a 500 ml Pyrex beaker set up in athermostatically controlled water bath (± 0.5°C) and equipped with a mechanical twin-blade stirrer for mixing. Comminution wasconsidered to be economically unfavourablein a practical point of view, so the filter cakein the present study was leached withoutgrinding. Wet sample with a known weight(in the range of 55 to 140 g depending on theS/L ratio) was firstly added into the beaker.Aqueous sulphuric acid solution was broughtto the desired temperature and then addedinto the beaker. The total volume of the pulpwas controlled at 500 ml. The pulp was beingstirred at a controlled speed during leaching.Neither chemical oxidant was added nor airpumping was performed during leaching. Thepulp samples were taken out at a selected timeinterval and filtered. The clear leachateobtained after filtration was consequentlydiluted with distilled water for analyses ofindium and other metals by ICP-OES.
In calculating the leaching efficiency ofindium and other metals, the volume
correction accounting for the volume lossesdue to sampling was done based on theformula after Georgiou and Papangelakis [23]as:
XM,i =(1)
where XM,i is the corrected mass fraction of aparticular metal which has been leached, V isthe initial volume (ml) of the leachate in thereaction vessel, vi is the volume (ml) of theleachate sample i withdrawn each time, CM,i isthe concentration of a particular metal in theleachate sample i (mg/l), m is the initial massof the filter cake (g) in dry basis added intothe reaction vessel, and CM is the concentrationof a particular metal (wt% dry basis) in thefilter cake. The value ranges of leachingparameters are given in Table 1.
(V - Σ vi)CM,i + Σ viCM,ii - li = l
i - li = l
m(CM/100)
Table 1. The value ranges of leachingparameters in the present study.
Note: The value marked ‘*’ is the constantvalue used when effects of other parameterswere studied.
ParametersS/L ratio (g/ml)
Stirring speed (rpm)
Temperature (°C)
Value ranges1/4, 1/6, 1/8, 1/10*,1/12, 1/14400, 500, 600*, 700,80040*, 50, 60, 80
2.4 Kinetic Models and The RateControlling Step
In order to determine the dominantrate-controlling step for dissolution ofindium, the experimental data were fitted bythe least-square method to the mathematicalexpressions of the shrinking-sphere andthe spherical shrinking-core models afterLevenspiel [24]. For diffusion-through-porous-product control following thespherical shrinking-core model, the expressioncan be written as:

Chiang Mai J. Sci. 2015; 42(3) 721
0
0
-EaRT
1 - 3(1 × XM)2/3 + 2(1-XM) =
6bDe[H2SO4] ⋅t = kd⋅t (2) ρsr2
or equivalently
1 - ( )XM - (1 - XM)2/3 =
6bDe[H2SO4] ⋅t = kd⋅t (3) ρsr2
where XM is the mass fraction of metals whichhas been leached, b is stoichiometriccoefficient of solids in the leaching reactionwritten as A(liquid) + bB(solid) → products, rs isthe molar density of solids, r0 is the initial solidparticle radius, De is the effective diffusioncoefficient, [H2SO4] is the sulphuric acidconcentration, kd is the kinetic parameter fordiffusion-through-porous-product control,and t is the reaction time. A linear relationshipcan be found when the left-hand side of theequation is plotted versus time. The slope ofthe straight line is the kinetic parameter, kd.
The temperature dependence of kd canbe expressed by the Arrhenius equation:
kd = A⋅exp( ) (4)
where A is the frequency factor, Ea is theactivation energy of the dissolution reaction,R is the universal gas constant and T is theabsolute temperature. From the equation (4),the activation energy of the dissolutionreaction can then be determined from theslope of the plot between ln(kd) versus 1/T.From the equation (3), kd is proportional1/r0
2, therefore the semi-empirical rateexpression can be written for the case ofdiffusion-through-porous-product controlfollowing the spherical shrinking-coremodel as:
1 - ( )XM - (1 - XM)2/3 = kd⋅t =
k0⋅[H2SO4]⋅( ) ⋅(SP) ⋅r0-2⋅exp( )⋅t
(5)where n1 and n2 are the order of dissolutionreaction with respect to S/L ratio and stirringspeed (SP), respectively.
3. RESULTS AND DISCUSSION3.1 Characteristics of The Filter Cakeand The Remaining Residues AfterLeaching
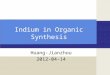
Particle size distribution of the as-receivefilter cake determined by sieving is given inFigure 1. The distribution is bimodal with theaverage diameters of 90 and 390 μm. About88 wt.% of the sample was below 500 μm(35 mesh). The chemical composition in drybasis of the as-receive filter cake, asdetermined by ICP-OES, is shown in Table2 with high amounts of cadmium, zinc,copper and lead with 0.073wt.%indium (730ppm of indium). XRD results in Figure 2indicated that mineralogical composition ofthe as-receive filter cake contained both metalsand their hydroxide or oxide compounds.Cadmium as CdO has also been reported inCd-Ni filter cake from the third purificationstep in the electrolytic production of zinc inthe National Iranian Lead and Zinc Company(NILZ) in northwestern Iran by sulphuric acid[11], but Cd(OH)2 and Cd are the majority inthe filter cake in the present study. Zinc as Zn,ZnSO4, ZnSO3.xH2O or ZnO has beenreported in Iranian zinc plant residues [9,11],while lead as PbO has been reported in anIranian zinc plant residue [9]. It should benoted that gypsum, reported as a majormineralogical component in an Iranian zincplant residue [9,11], was not revealed by XRDin the present study due possibly to a relativelylow calcium content in the Thai zinc plantfilter cake as compared to that in previousworks.
23
ntn2 -Ea
RTSL
23

722 Chiang Mai J. Sci. 2015; 42(3)
SEM-EDS results are given in Figure 3.Local chemical analysis of the as-receive filtercake (Figures 3(a-b)) revealed high content ofcadmium, lead, copper and zinc, consistentwith the results from ICP-OES. After 10 minand 360 min leaching ([H2SO4] = 1.0 M, T =40 °C, stirring speed = 600 rpm, S/L ratio =1/10 g/ml), the surface of the remainingresidues after leaching is porous (Figures 3(cand e)). Local chemical analysis of theremaining residues after leaching (Figures 3(dand f)) revealed high content of copper and
lead, because other metals have been leachedout. This is in agreement to the results fromICP-OES of the leachate that copper or leadwas hardly leached by aqueous sulphuric acidsolution. Spongy PbSO4 has also beenreported as a major component in theremaining residue after 30 min leaching of azinc plant waste in Iran [12]. Paliphot et al.[25] also reported about PbSO4 formationon Pb-0.5%Ag anode in sulphuric acidsolution.
Figure 1. Particle size distribution of the as-receive filter cake.
Table 2. Chemical composition of the as-receive filter cake (dry basis).
Elementwt%
Cd43.6
Zn10.8
Cu6.1
Pb6.0
Co0.81
Fe0.52
Ni0.51
In0.073
Sn0.085
Sb0.054
Mg0.052
Mn0.022
Ga0.023
3.2 Effects of Temperature on Leachingof Indium
Generally, increasing of temperaturecan significantly accelerates dissolution rate[9, 26-28]. In the present study, effects oftemperature in the range of 40 to 80 °C wereinvestigated, whereas other parameterswere controlled constant ([H2SO4] = 1.0 M,S/L = 1:10 g/ml, stirring speed = 600 rpm).The results are shown for indium leachingin Figure 4. It can be seen that dissolutionrate of indium was slightly affected by thetemperature in the experimental range (40
to 80 °C). This implies that the chemicalreaction did not dominate in controlling ofthe dissolution rate of indium. This is quitedifferent from leaching of indium fromindium-bearing zinc ferrite [18] in whichdissolution rate was strongly depending onthe temperature in the range of 70 to 90 °C.
At prolonged leaching time, reduction inthe extraction percentage of indium wasobserved (Figure 4). The effect is acceleratedat higher temperature i.e. after about 150, 120and 60 min at 50, 60 and 80 °C, respectively.This can be attributed to an increase of pH

Chiang Mai J. Sci. 2015; 42(3) 723
Figure 4. Plots between extraction percentageof indium versus leaching time to study effectsof temperature in the range of 40 to 80 °C([H2SO4] = 1.0 M, stirring speed = 600 rpm,S/L ratio = 1/10 g/ml).
at prolonged leaching time due to loss ofhydronium ions as hydrogen gas by leachingreactions. Consequently, In(OH)2+ possiblyformed at pH > 4 and In2O3 at pH > 5 [29].Therefore, the leaching temperature of 40 °Cis chosen as the optimum for leaching ofindium.
In order to determine the rate controllingprocess, the experimental data in Figure 4were used to calculate the left-hand side ofthe equation (3), which then plotted versus tto find kd from the slope in Figure 5. Asexpected from the temperature effectsdescribed previously, good correlation wasfound for the case of indium as diffusion-through-porous-product control followingthe spherical shrinking-core model.
Plots between ln(kd) versus 1000/T(K-1) were then carried out as shown in Figure6. The values of the activation energy (Ea) inthe equation (4) for indium dissolution can beobtained from the slope in Figure 6 as 11.28kJ/mol.
High value of activation energy indicateschemical-reaction control, whereas lowvalue indicates diffusion control [24,26,30].The activation energy between 4-12 kJ/molindicates diffusion control [31-33]. Therefore,the value of activation energy of indiumdissolution in the present study (11.28 kJ/mol)suggested that the leaching rate of indium iscontrolled dominantly by diffusion throughporous product. This is comparable to theresults by Yao et al. [21], who reported theactivation energy of indium dissolutionusing aqueous hydrochloric acid solution
Figure 2. XRD results of the as-receive filtercake.
Figure 3. Secondary electron images in SEMand SEM-EDS spectra: (a-b) as-receive filtercake, (c-d) the remaining residue after 10-minleaching, and (e-f) the remaining residue after360-min leaching ([H2SO4] = 1.0 M, T =40oC, stirring speed = 600 rpm, S/L ratio= 1/10 g/ml).

724 Chiang Mai J. Sci. 2015; 42(3)
Figure 5. A plot between the left-hand sideof the equation (3) versus time for indiumdissolution (T = 60 °C, [H2SO4] = 1.0 M,stirring speed = 600 rpm, S/L ratio = 1/10g/ml).
Figure 6. A plot between ln(kd) versus 1000/T (K-1) for indium dissolution ([H2SO4] = 1.0M, stirring speed = 600 rpm, S/L = 1/10 g/ml).
as 17.89 kJ/mol (unmilled) and 11.65 kJ/mol(activated) hard zinc residue for thetemperature range of 30 to 90 °C. However,the results from the present study are differentfrom those by Zhang et al. [18] in the caseof indium dissolution from In-bearing zincferrite by aqueous sulphuric acid solution,where the chemical reaction control withactivation energy in the range of 68.8 to76.4 kJ/mol was reported.
3.3 Effects of Time on Leaching ofIndium and Other Metals
Effects of leaching time on extractionpercentage of indium and other metals were
investigated at T = 40 °C, [H2SO4] = 1.0 M,stirring speed = 600 rpm and S/L = 1/10g/ml. As observed from the experimentalresults given in Figure 7, the extractionpercentage of metals increased as increasingthe leaching time. At 90 min leaching time,the extraction percentage of indium is over80%, while that of cobalt, iron and nickel isrelatively low. Hence, the leaching time of 90min is considered as the optimum for selectiveleaching of indium, gallium, zinc and cadmiumfrom cobalt, iron and nickel at T = 40 °C.
Figure 7. Plots between extraction percentageof metals versus leaching time (S/L = 1/10g/ml, [H2SO4] 1.0 M, stirring speed = 600rpm, T = 40 °C).
3.4 Effects of Solid-to-liquid Ratio onLeaching of Indium
Effect of decreasing the solid-to-liquidratio on increasing of leaching recovery istypical in many leaching system e.g. zincextraction from sphalerite [34] and nickelextraction from Ni-Cd spent batteries [35].In extraction of nickel from Iranian zinc plantresidue, decreasing of the solid-to-liquid ratio(or the pulp density) showed similar beneficial[9] due to the dilution effect (i.e. the increasedamount of solvent per solute) [9,36]. In thepresent study, the experiment to assess effectsof S/L ratio (i.e. pulp density) on leaching ofindium from the filter cake was done byvarying the S/L ratio from 1/2 to 1/14 g ml,while other parameters were controlledconstant (T = 40 °C, stirring speed = 600

Chiang Mai J. Sci. 2015; 42(3) 725
Figure 8. Plots between extraction percentageof indium versus leaching time to study effectsof solid-to-liquid (S/L) ratio in the range of1/2 to 1/14 g/ml ([H2SO4] = 1.0 M, stirringspeed = 600 rpm, T = 40 °C).
Figure 9. A plot between kd versus S/L ratioin log-log scale for indium dissolution(T = 40 °C, [H2SO4] = 1.0 M, stirring speed= 600 rpm).
rpm, [H2SO4] = 1.0 M). Figure 8 shows theresults which revealed an increase of theextraction percentage of indium with adecrease in the solid-to-liquid ratio. It can beclearly seen that the S/L ratio higher than 1/4g/ml led to ineffective leaching, whereasfurther reduction of the solid-to-liquid ratiolower than 1/12 g/ml will not be beneficialand may also lead to a difficulty in filtrationprocess. The optimal solid-to-liquid ratio wastherefore considered as 1/12 g/ml. Usingaqueous sulphuric acid solution, Kul andTopkaya [13] recommended the S/L ratio =1/8 g/ml for collective leaching of metalsfrom a Turkish copper cake, Safarzadeh et al.[8] recommended the S/L ratio = 1/13 g/ml for leaching of zinc, nickel and cadmiumfrom a zinc plant filter cake, and Gharabaghiet al. [9] reported the optimum S/L ratio =1/10 g/ml in leaching of nickel from anIranian zinc plant residue. The results oneffects of the S/L ratio in the present studyagreed fairly well with those in these previousworks.
The plot between kd and the S/L ratioin log-log scale was carried out as shown inFigure 9. The slope value is the order ofreaction with respect to the S/L ratio (n1) inthe semi-empirical rate expression in theequation (5), which is -1.09.
3.5 Effects of Stirring Speed on Leachingof Indium
The experiment to assess the effects ofstirring speed on leaching of indium from thefilter cake was done by varying the stirringspeed in the range of 400 to 800 rpm, whereasother parameters were controlled constant (T= 40 °C, [H2SO4] = 1.0 M, S/L = 1:10 g ml).Figure 10 shows the results, which revealedan improvement of extraction percentage bya factor of 1.4-1.5 when the stirring speedwas increased from 400 rpm to 700 rpm.Further increase of the stirring speed from
700 to 800 rpm had little effect on indiumdissolution. The stirring speed of 700 rpmwas hence considered as the optimum, atwhich the liquid-film layer around solidparticles was adequately removed so that theinfluence of liquid-film diffusion wasdiminished.
Likewise, from Figure 11, the order ofreaction with respect to stirring speed (n2)in the semi-empirical rate expression in theequation (5) is 0.45.

726 Chiang Mai J. Sci. 2015; 42(3)
Figure 11. A plot between kd versus stirringspeed in log-log scale for indium dissolution(T = 40 °C, [H2SO4] = 1.0 M, S/L = 1/10g/ml).
Figure 10. A plot between extractionpercentage of indium versus leaching time tostudy effects of stirring speed in the range of400 to 800 rpm (T = 40oC, [H2SO4] = 1.0M, S/L ratio = 1/10 g/ml).
23
-11.28RT
3.6 The Semi-empirical Expression forIndium dissolution
The value of k0 in the equation (5) wasobtained by the slope of the plot between1 - ( )XM - (1 - XM)2/3 against [H2SO4]⋅
(S/L)-1.09⋅(SP)0.45⋅r0-2exp( )⋅t.
Hence, by combining the leachingparameters finding above, the semi-empirical rate expression for indiumdissolution from the Thai zinc plant, cold-
purification filter cake can be written as:1 - ( )XM - (1 - XM)2/3 =
1.3 × 10-3⋅[H2SO4]⋅(S/L)-1.09⋅(SP)0.45⋅r0-2exp
( )⋅t (6)
To test the agreement between theexperimental conversion values and thevalues calculated from the semi-empiricalexpressions, the plot of X(experimental)versus X(calculated) has been carried out asshown in Figure 12. The agreement betweenexperimental and calculated values is verygood with relative mean squares of errors of0.14 as calculated from the equation:
E.R. = Σ (7)
where E.R. is relative mean square of errors,XMcal. is the calculated fraction of metals whichhas been leached, XMexp. is the experimentalfraction of metals which has been leached,and N is the number of experimental data.
1N
Ni =
1
(XMcal - XMexp)2
(XMcal)2
1/2
23
-11.28RT
Figure 12. A plot between XM(calculated) vsXM(experimental) for In dissolution.
4. CONCLUSIONS4.1 The as-receive filter cake, generated inthe cold-purification stage of a zincelectrowinning plant in Thailand, containshigh amounts of cadmium, zinc, copperand lead with 730 ppm of indium (drybasis). Its mineralogical compositionconsists of both metals and their hydroxideor oxide compounds. About 88 wt.% of

Chiang Mai J. Sci. 2015; 42(3) 727
the filter cake is below 500 μm and itsparticle size distribution is bimodal withthe average diameters of 90 and 390 μm.
4.2 Leaching of indium from the filter cake ispossible by aqueous sulphuric acid solutionand the filter cake can be an intermediateresource for indium.
4.3 The leaching temperature should notexceed 40 °C, otherwise precipitation ofindium compounds will be accelerated.
4.4 By using 1 M aqueous sulphuric acidsolution, the optimum leaching time forselective leaching of indium, gallium, zincand cadmium from cobalt, iron and nickelat T = 40 °C is 90 min. The solid-to-liquidratio higher than 1/4 g/ml led to ineffectiveleaching and the solid-to-liquid ratio of1/12 g/ml is the optimum. Increasing thestirring speed from 400 rpm to 700 rpmincreased metal extraction percentage by afactor of 1.4-1.5, but further increase of thestirring speed from 700 to 800 rpm had littleeffects on dissolution of indium. The stirringspeed of 700 rpm was hence considered asthe optimum.
4.5 Dissolution of indium was controlleddominantly by diffusion through porousproduct following the spherical shrinking-coremodel.
4.6 Copper and lead in the filter cake washardly leached by aqueous sulphuric acidsolution.
ACKNOWLEDGEMENTSThe Thailand Research Fund (TRF)
and the Padaeng Industry Public CompanyLimited are gratefully thanked for fundingsupport through the Royal Golden JubileePhD Program (RGJ. -Industry, Grant No.
PHD/0111/2552). The Graduate Schoolof Chiang Mai University and the NationalResearch University Project underThailand’s Office of the Higher EducationCommission are acknowledged. TheElectron Microscopy Research and ServiceCenter (EMRSC), Faculty of Science,Chiang Mai University, is thanked forelectron microscopy facilities.
REFERENCES
[1] Chen Y., Mariba E.R.M., Van DykL. and Potgieter J.H., A review ofnon-conventional metals extractingtechnologies from ore and waste, Int. J.Miner. Process., 2011; 98: 1-7. DOI 10.1016/j.minpro.2010.10.001.
[2] Altundo an H.S., Erdem M. and OrhanR., Heavy metal pollution potentialof zinc leach residues discarded ininkur Plant, Turk. J. Eng. Environ.
Sci., 1998; 22: 167-178.
[3] Safarzadeh M.S., Dhawan N., BirinciM. and Moradkhani D., Reductiveleaching of cobalt from zinc plantpurification residues, Hydrometallurgy,2011; 106: 51-57. DOI 10.1016j.hydromet.2010. 11.017.
[4] Stanojevi D., Nikoli B. and TodoroviM., Evaluation of cobalt from cobalticwaste products from the productionof electrolytic zinc and cadmium,Hydrometallurgy, 2000; 54: 151-160.DOI 10.1016/S0304-386X(99)00062-6.
[5] Wang Y. and Zhou C., Hydro-metallurgical process for recovery ofcobalt from zinc plant residue,Hydrometallurgy, 2002; 63: 225-234.DOI 10.1016/S0304-386X(01)00213-4.
[6] Turan M.D., Altundogan H.S. andT�men F., Recovery of zinc andlead from zinc plant residue,Hydrometallurgy, 2004; 75: 169-176.DOI 10.1016/j.hydromet.2004.07.008.

728 Chiang Mai J. Sci. 2015; 42(3)
[7] Gouvea L.R. and Morais C.A.,Recovery of zinc and cadmium fromindustrial waste by leaching/cementation, Miner. Eng., 2007; 20:956-958. DOI 10.1016/j.mineng.2007.04.016.
[8] Safarzadeh M.S., Moradkhani D. andAshtari P., Recovery of zinc from Cd-Ni zinc plant residues, Hydrometallurgy,2009; 97: 67-72. DOI 10.1016/j.hydromet.2009.01.003.
[9] Gharabaghi M., Irannajad M. andAzadmehr A.R., Acidic leaching ofcadmium from zinc plant residue,Physicochem. Probl. Min. Process.,2011; 47: 91-104.
[10] Kumbasar R.A., Extraction andconcentration study of cadmium fromzinc plant leach solutions by emulsionliquid membrane using trioctylamine asextractant, Hydrometallurgy, 2009; 95:290-296. DOI 10.1016/j.hydromet.2008.07.001.
[11] Safarzadeh M.S., Moradkhani D. andOjaghi-Ilkhchi M., Kinetics of sulfuricacid leaching of cadmium from Cd-Nizinc plant residues, J. Hazard. Mater.,2009; 163: 880-890. DOI 10.1016/j.jhazmat.2008.07.082.
[12] Gharabaghi M., Irannajad M. andAzadmehr A.R., Leaching kinetics ofnickel extraction from hazardous wasteby sulphuric acid and optimizationdissolution conditions, Chem. Eng. Res.Des., 2013; 91: 325-331. DOI 10.1016/j.cherd.2012.11.016.
[13] Kul M. and Topkaya Y., Recovery ofgermanium and other valuable metalsfrom zinc plant residues, Hydro-metallurgy, 2008; 92: 87-94. DOI10.1016/j. hydromet.2007.11.004.
[14] Yang J., Retegan T. and Ekberg C.,Indium recovery from discarded LCDpanel glass by solvent extraction,
Hydrometallurgy, 2013; 137: 68-77.DOI 10.1016/j.hydromet.2013.05.008.
[15] Kato T., Igarashi S., Ishiwatari Y.,Furukawa M. and Yamaguchi H.,Separation and concentration of indiumfrom a liquid crystal display viahomogeneous liquid-liquid extraction,Hydrometallurgy, 2013; 137: 148-155. DOI10.1016/ j.hydromet.2013.06.004.
[16] Ruan J., Guo Y. and Qiao Q., Recoveryof indium from scrap TFT-LCDs bysolvent extraction, Procedia Environ.Sci., 2012; 16: 545-551. DOI 10.1016/j. proenv.2012.10.075.
[17] Li X., Kinetics of indium extractionfrom mechanically activated ITOscrap, Mater. Sci. Appl., 2011; 02: 521-525. DOI 10.4236/msa.2011.26070
[18] Zhang Y., Li X., Pan L., Liang X. andLi X., Studies on the kinetics of zinc andindium extraction from indium-bearingzinc ferrite, Hydrometallurgy, 2010;100: 172-176. DOI 10.1016/j.hydromet.2009.10.015.
[19] Jun T., Jingqun Y., Ruan C., GuohuaR., Mintao J. and Kexian O., Kineticson leaching rare earth from theweathered crust elution-deposited rareearth ores with ammonium sulfatesolution, Hydrometallurgy, 2010; 101:166-170. DOI 10.1016/j.hydromet.2010.01.001
[20] Li C., Wei C., Xu H., Deng Z., LiaoJ. and Li X., Kinetics of indiumdissolution from sphalerite concentratein pressure acid leaching, Hydro-metallurgy, 2010; 105: 172-175. DOI10.1016/j.hydromet. 2010.09.008.
[21] Yao J.H., Li X.H. and Li Y.W., Studyon indium leaching from mechanicallyactivated hard zinc residue, J. Min.Metall. Sect. B Metall., 2011; 47: 63-72. DOI 10.2298/jmmb1101063Y.

Chiang Mai J. Sci. 2015; 42(3) 729
[22] Koleini S.M.J., Mehrpouya H.,Saberyan K. and Abdolahi M.,Extraction of indium from zinc plantresidues, Miner. Eng., 2010; 23: 51-53.DOI 10.1016/j.mineng.2009.09.007.
[23] Georgiou D. and Papangelakis V.G.,Sulphuric acid pressure leaching of alimonitic laterite: Chemistry andkinetics, Hydrometallurgy, 1998; 49:23-46. DOI 16/S0304-386X(98)00023-1.
[24] Levenspiel O., Chemical ReactionEngineering, Wiley, New York, 1972.
[25] Paliphot S., Chairuangsri T., YottaweeN. and Uawanichkul S., Surfacestructure of Pb-0.5%Ag anode used inzinc electrowinning, Chiang Mai J.Sci.,2006; 33(1): 67-77.
[26] Abdel-Aal E.A. and Rashad M.M.,Kinetic study on the leaching of spentnickel oxide catalyst with sulfuric acid,Hydrometallurgy, 2004; 74: 189-194. DOI10.1016/j.hydromet.2004.03.005.
[27] Mulak W., Miazga B. and SzymczychaA., Kinetics of nickel leaching fromspent catalyst in sulphuric acidsolution, Int. J. Miner. Process., 2005;77: 231-235. DOI 10.1016/j.minpro.2005.06.005.
[28] Nogueira C.A. and Margarido F.,Leaching behaviour of electrodematerials of spent nickel-cadmiumbatteries in sulphuric acid media,Hydrometallurgy, 2004; 72: 111-118.DOI 10.1016/S0304-386X(03)00123-3.
[29] Brookins D.D.G., Indium; in Eh-PHDiagr. Geochem., Springer BerlinHeidelberg, 1988; 50-51.
[30] Souza A.D., Pina P.S., Le o V.A.,Silva C.A. and Siqueira P.F., Theleaching kinetics of a zinc sulphideconcentrate in acid ferric sulphate,Hydrometallurgy, 2007; 89: 72-81.DOI 10.1016/j.hydromet.2007.05.008.
[31] Habashi F., Kinetics of MetallurgicalProcesses, Me tallurgie ExtractiveQue bec, Sainte-Foy, Que bec, 1999.
[32] Abdel-Aal E., Kinetics of sulfuric acidleaching of low-grade zinc silicate ore,Hydrometallurgy, 2000; 55: 247-254. DOI10.1016/S0304-386X(00)00059-1.
[33] Aydogan S., Ucar G. and Canbazoglu M.,Dissolution kinetics of chalcopyrite inacidic potassium dichromate solution,Hydrometallurgy, 2006; 81: 45-51. DOI10.1016/j.hydromet.2005.10.003.
[34] Aydogan S., Aras A. and Canbazoglu M.,Dissolution kinetics of sphalerite in acidicferric chloride leaching, Chem. Eng. J.,2005; 114: 67-72. DOI 10.1016/j.cej.2005.09.005.
[35] Reddy B.R. and Priya D.N., Chlorideleaching and solvent extraction ofcadmium, cobalt and nickel from spentnickel-cadmium, batteries using Cyanex923 and 272, J. Power Sources, 2006;161: 1428-1434. DOI 10.1016/j.jpowsour.2006.05.044.
[36] Zhang S. and Nicol M.J., Kinetics ofthe dissolution of ilmenite in sulfuricacid solutions under reducingconditions, Hydrometallurgy, 2010; 103:196-204. DOI 10.1016/j.hydromet.2010.03.019.