Embed Size (px)
Citation preview

Chapter 9
Capability and
Rolled Throughput Yield
What is capability analysis? And what can it tell us?
Provides a measure of how well a process satisfies customer requirements.
Will provide various ways to calculate defects per unit
Allow us to calculate the rolled throughput yield
Therefore uncovering the hidden factory (often consuming 30% of an org’s resources).
Measuring Capability
• Measure the true quality levels of products and services. • Report the relationship between what is acceptable to the
customer and what the process can naturally deliver. • Process Capability – is defined as the spread within which
almost all of the values of a data distribution will fall. (Generally described as 6s or 3s)– The main objective of 6 s is to have no more than 3.4
defects per million opportunities (DPMO).– The process must be brought into statistical control so
that performance becomes predictable and capable of consistently meeting customer expectations.

What is a normal distribution?
www.barringer1.com/jan98f1.gif
-6 -5 -4 -3 -2 -1 0 1 2 3 4 5 6
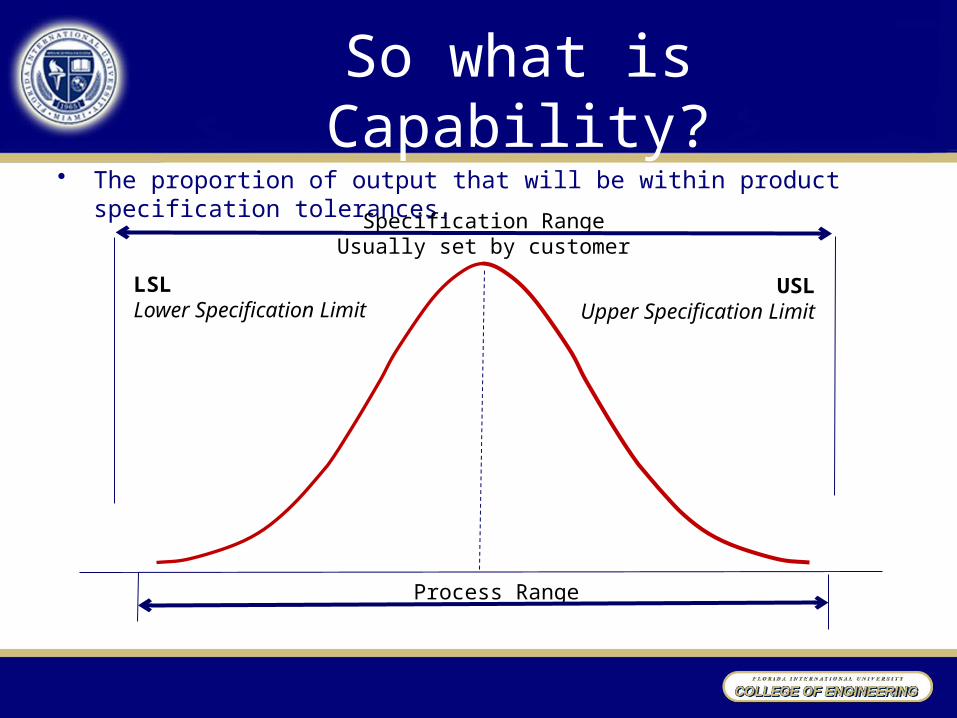
So what is Capability?• The proportion of output that will be within product specification tolerances.
Specification RangeUsually set by customer
LSLLower Specification Limit
USLUpper Specification Limit
Process Range

How is capability measured?
Cp>=1 process capableCp<1 process not capableCp= 1.33 minimum value for process to be
considered capable*.*Most organizations use 1.33 as the minimum due to the shift that occurs over time We have a lower sigma for long-term than short-term since long-term process capability is expected to shift over time by 1.5 .s
6 -1.5 = 4.5 s s s 3.4 DPMO answer to HW #1
ST6 or capability Process
tolerance ionSpecificatC index Capability p

Indices of Capability - Cp
LSLLower Specification Limit
USLUpper Specification Limit
Cp<1
Cp= 1
Cp= 1.5
Cp= 2.0
Impr
ovem
ent
Capability Example Example 9.1
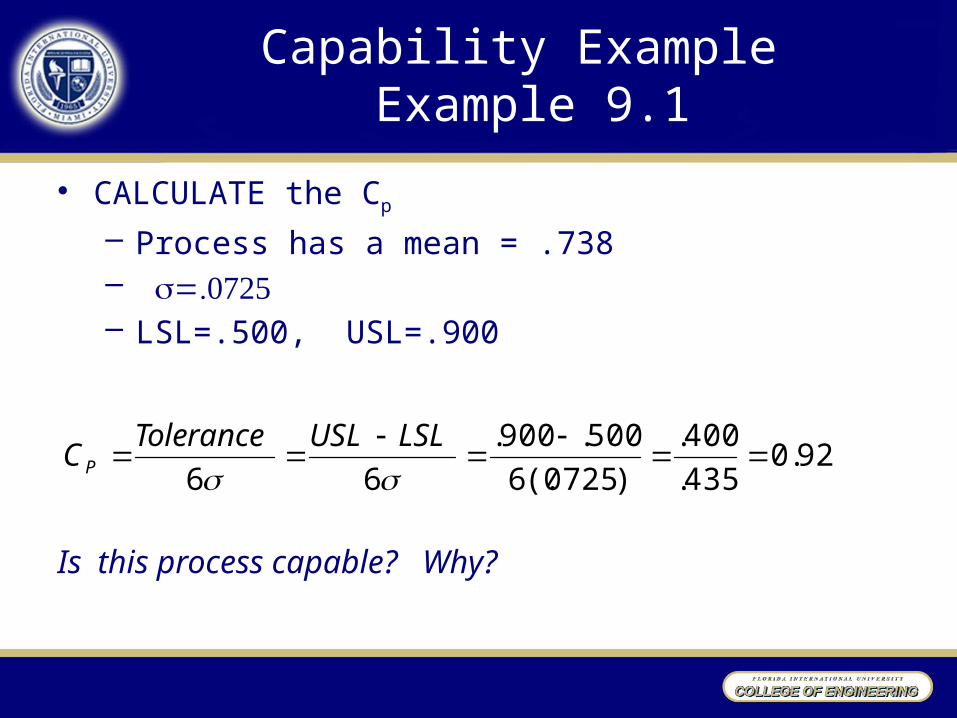
• CALCULATE the Cp
– Process has a mean = .738– =.0725s– LSL=.500, USL=.900
Is this process capable? Why?
92.0435.
400.
)0725(.6
500.900.
66
LSLUSLTolerance
CP

Cp is missing a key element It only really makes sense when the process remains centered.
Specification RangeLSL USL
Process Range
• Cpk was created to address instances when the process mean is not centered relative to the specification limits.

Indices of Capability - Cpk
LSL USL
Cp= 2.0 Cpk=2.0
Cp= 2.0 Cpk=<1
Cp= 2.0 Cpk= 0
Cp= 2.0 Cpk< -1
Incr
ease
in r
ejec
ts
Potential RealCapability Capability

How can we calculate Cpk ?
m = process center
= short-term standard deviation
m = midpoint of specification
STSTplpupk
LSLUSLCCC
3,
3min),min(
MINITABSTATQUALITY TOOLS Capability Analysis
2
LSLUSLm
2/)(
||
LSLUSL
mk
)1( kCC ppk

What is capability analysis? And what can it tell us?
Provides a measure of how well a process satisfies customer requirements.
Will provide various ways to calculate defects per unit
Allow us to calculate the rolled throughput yield
Therefore uncovering the hidden factory (often consuming 30% of an org’s resources).

You can’t improve what you don’t measure? But what characteristics do Six Sigma metrics have?
METRIC:1. Must have a scale
2. Must have a goal, or standard
3. Compensation or other forms of recognition must be attached to actual performance compared to goal.
4. The metric is reported and reviewed vertically and horizontally throughout the organization on a regular basis.
5. The metric must be able to be pooled horizontally and vertically within the enterprise.
6. The metric must be strongly correlated with one or more of the 12 dimensions of quality at the business, operations, and/or process level of the organization.

12 Dimensions of Quality Metrics
Aligned Owned Predictive Actionable
Minimal Simple Correlated Transformative
Standardized Contextual Reinforced Validated

What defects are we measuring? And what’s the difference?
• Unit = item, service, product, transaction delivered to customer.• Defect = failure to meet customer req. or a performance standard• Defective = unit that contains at least one defect• Defect opportunity = opportunities for a unit to be defective
• With DPMO, look up Long-term and Short-term Sigma in the Sigma Conversion Table (Table VIII in Appendix A)
unitsofNo
defectsofNounitperDefectDPU
.
.
610*.
..
iesopportunitofNo
defectsofNooppmillionperDefectDPMO

DPU/ DPMOExample 9.4
• Bank branch receives 300 mortgage applications per business day.• Report shows that these applications contained 50 defects.• Each application as 14 key fields (defect opportunities).
Calculate the DPU, DPO and Sigma Level:
Look up 11,904.76 in the Sigma Conversion Table (Table VIII in appendix)
What is the range for the Short-term and Long-term Sigma?
1667.0300
50
.
.
unitsofNo
defectsofNoDPU
76.1190410*14300
50 6
DPMO

DPU/ DPMO Example 9.7
• Office receives 4500 engineering permit applications per day.• Audit shows that these applications contained 300 defects.• Each application as 12 key fields (defect opportunities).
Calculate the DPU, DPO and Sigma Level:
Look up 5,555.56 in the Sigma Conversion Table
Short-term sigma = 4s - 4.1 sLong-term sigma = 2.5 s - 2.6s
0667.04500
300
.
.
unitsofNo
defectsofNoDPU
56.555510*124500
300 6
DPMO
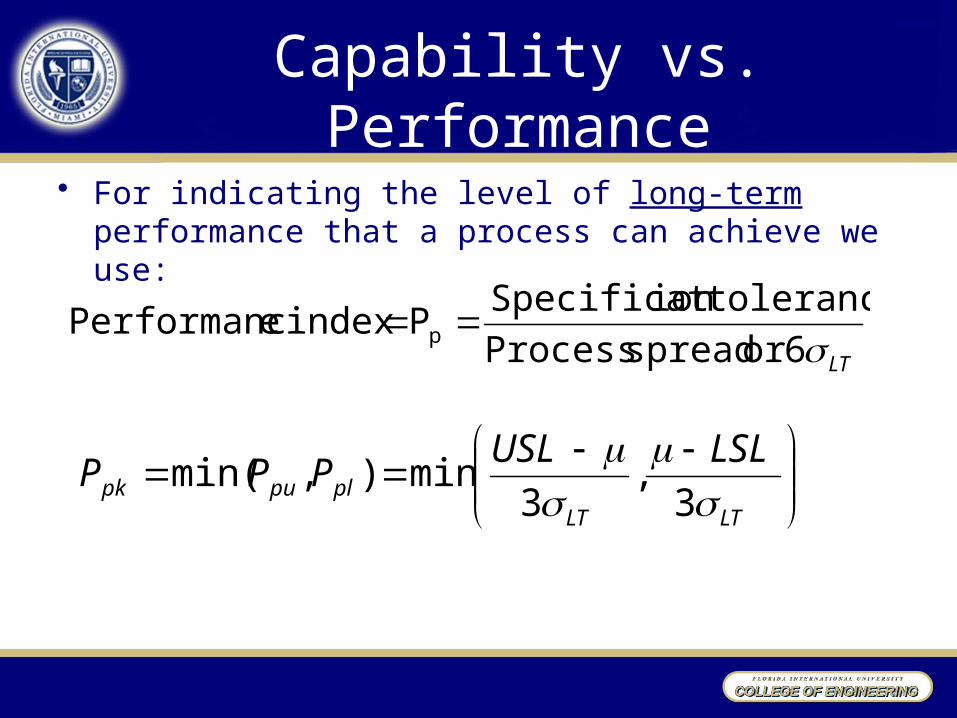
Capability vs. Performance
• For indicating the level of long-term performance that a process can achieve we use:
LT6 or spread Process
tolerance ionSpecificatP index ePerformanc p
LTLTplpupk
LSLUSLPPP
3,
3min),min(
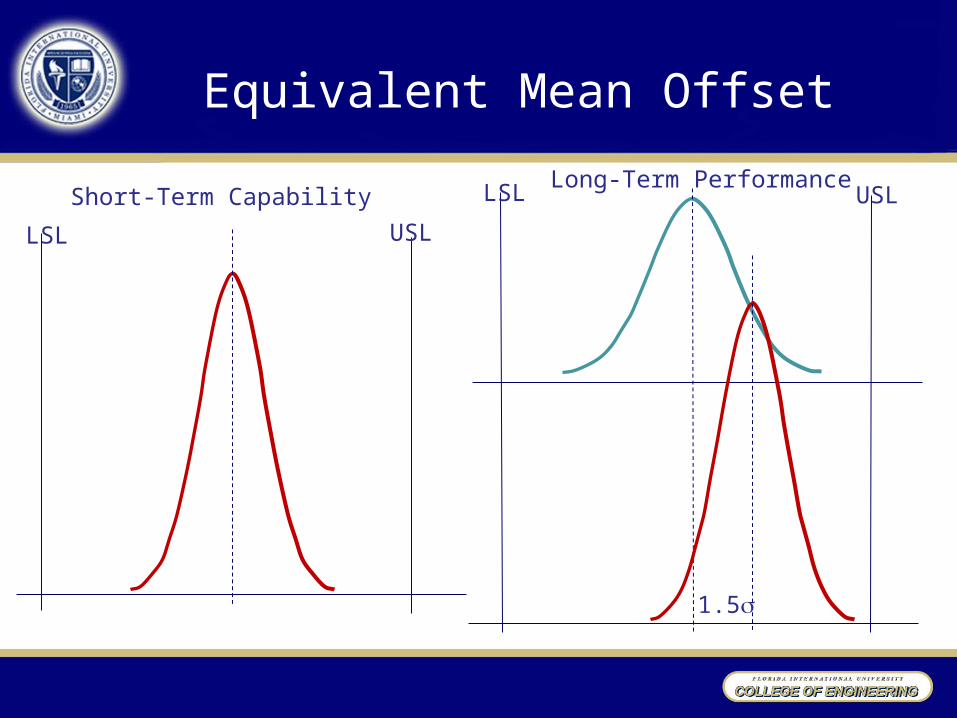
Equivalent Mean Offset
Short-Term CapabilityLong-Term Performance
1.5
LSL
LSL
USL
USL

What is capability analysis? And what can it tell us?
Provides a measure of how well a process satisfies customer requirements.
Will provide various ways to calculate defects per unit
Allow us to calculate the rolled throughput yield
Therefore uncovering the hidden factory (often consuming 30% of an org’s resources).

What is meant by yield?
• “Yield” can be viewed as the ratio of output to input:
• A successful unit would mean it is free of any type on nonconformity (or defect).
• EXAMPLE: Process 100 units, 90 are successful.
• Called FTY (Final Test Yield)
I
O
Input
OutputYield
90.0100
90Yield

But…yield is a flawed conceptIt doesn’t account for rework and replacement
• We must look at a process map and measure IPY (In Process Yield) at each step.
• RTY (Rolled Throughput Yield) is calculated by multiplying together they IPY.
RTP = IPY1 x IPY2 x IPY3 x…x IPYn
• This could be considered a true assessment of process effectiveness.
processthisinstartedUnits
processnexttoshippedUnitsIPY
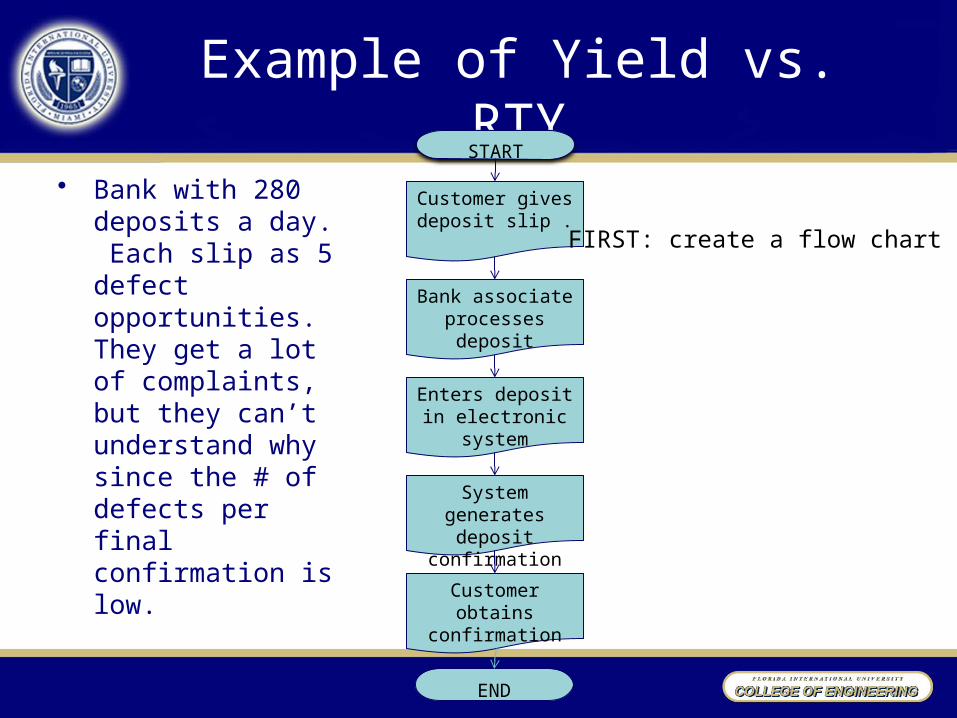
Example of Yield vs. RTY
• Bank with 280 deposits a day. Each slip as 5 defect opportunities. They get a lot of complaints, but they can’t understand why since the # of defects per final confirmation is low.
START
END
Customer gives deposit slip .
Bank associate processes deposit
Enters deposit in electronic system
System generates deposit
confirmation
Customer obtains confirmation
FIRST: create a flow chart

Example of Yield vs. RTY
SECOND: Note the defects per step, and calculate the DPU, IPY for each.
IPY = e-DPU
Since there are multiple defect opportunities per unit.
START
END
Customer gives deposit slip .
Bank associate processes deposit
Enters deposit in electronic system
System generates deposit
confirmation
Customer obtains confirmation
Defs DPU IPY
5 5/280= .0179 .9823
6 6/280= .0214 .9788
3 3/280= .0107 .9893
4 4/280= .0143 .9858
2 2/280= .0071 .9929
.0714
9311.1
k
IPYRTY
9311.0714. eeRTY TotalDPU

Example of Yield vs. RTY
SECOND: Note the defects per step, and calculate the DPU, IPY for each.
IPY = e-DPU
Since there are multiple defect opportunities per unit.
START
END
Customer gives deposit slip .
Bank associate processes deposit
Enters deposit in electronic system
System generates deposit
confirmation
Customer obtains confirmation
Defs DPU IPY
50 50/280= .1786 .8364
6 6/280= .0214 .9788
3 3/280= .0107 .9893
4 4/280= .0143 .9858
2 2/280= .0071 .9929
.2321
7928.1
k
IPYRTY
7928.2321. eeRTY TotalDPU

What is capability analysis? And what can it tell us?
Provides a measure of how well a process satisfies customer requirements.
Will provide various ways to calculate defects per unit
Allow us to calculate the rolled throughput yield
Therefore uncovering the hidden factory (often consuming 30% of an org’s resources).
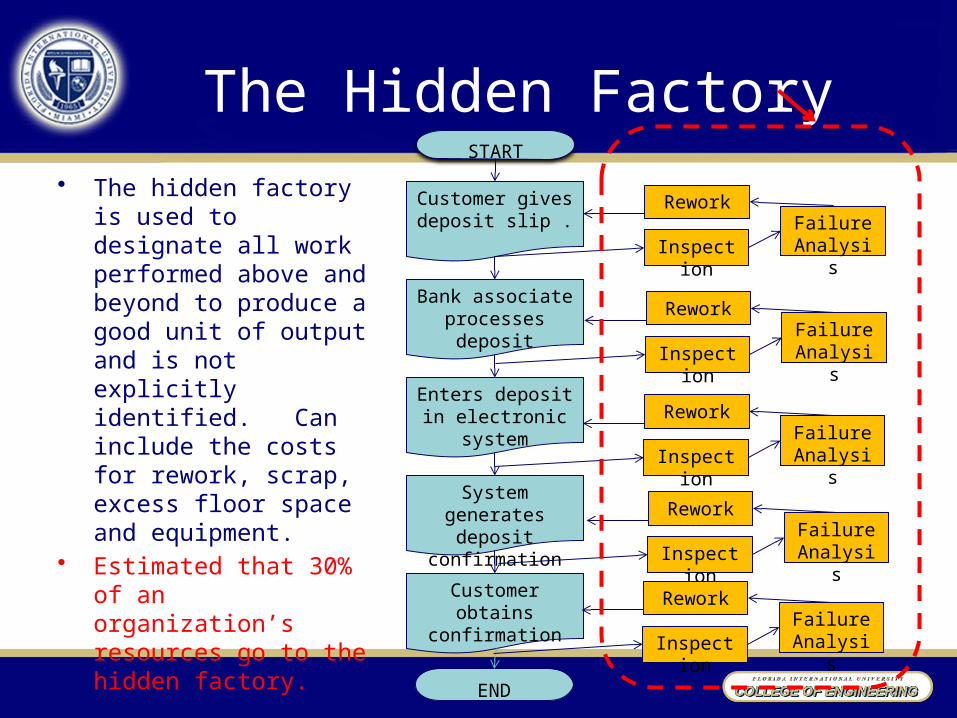
The Hidden Factory• The hidden factory is used
to designate all work performed above and beyond to produce a good unit of output and is not explicitly identified. Can include the costs for rework, scrap, excess floor space and equipment.
• Estimated that 30% of an organization’s resources go to the hidden factory.
START
END
Customer gives deposit slip .
Bank associate processes deposit
Enters deposit in electronic system
System generates deposit
confirmation
Customer obtains confirmation
InspectionFailure
Analysis
Rework
InspectionFailure
Analysis
Rework
InspectionFailure
Analysis
Rework
InspectionFailure
Analysis
Rework
InspectionFailure
Analysis
Rework

















![The Challenges of [high-throughput] Phenotyping › app › webroot › img › ... · automated platform for screening yield-enhancement genes Large effects (>20%) on yield Different](https://img.dokumen.tips/doc/110x75/5f1abac6dcfa6c42a40182d0/the-challenges-of-high-throughput-phenotyping-a-app-a-webroot-a-img-a.jpg)











