Embed Size (px)
Citation preview

43
CHAPTER 4
EXPERIMENTAL INVESTIGATION
The various mechanical tests and procedures adopted in the present
study are explained in this chapter.
4.1 CHEMICAL COMPOSITION ANALYSIS
The material En 19 considered in study is obtained in the form of
20mm diameter rod. The chemical composition of En 19 steel is obtained by
using Optical Emission Spectroscope (OES) and it is reported in Table 4.1.
The obtained chemical composition of En 19 steel is within the ranges given
in the Industrial steel reference book (Bagchi and Kuldip Prakash, 1986).
Table 4.1 Chemical Composition of En 19 steel (wt %)
Sampledescription
C Si Mn P S Cr Mo
Raw material 0.45 0.35 0.75 0.017 0.019 1.19 0.21
Uncertainty +0.010 +0.013 +0.012 +0.003 +0.007 +0.007 +0.018
4.2 HARDNESS TEST
The hardness of steel is the resistance of steel to plastic
deformation. This can be determined usually by indentations. The Rockwell

44
Hardness test is carried out for CHT, SCT and DCT samples. The sample is
in the form of 10mm diameter and 30mm length.
4.3 SLIDING WEAR TEST
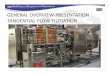
The wear tests of the En 19 steel are carried out in (DUCOM TR
20LE) pin on disk wear testing machine as per ASTM G99-95a (2005) by
volume loss method. The wear testing machine and monitor are shown in
Figure 4.1 and Figure 4.2.
Figure 4.1 Wear Testing Machine
Figure 4.2 Wear and Friction Monitor

45
The pin sample (10mm diameter, 30mm long) required for the wear
test is made of En 19 steel and a wear disc (160mm diameter, 8mm thickness)
is made of En 31 steel of hardness 64 HRC. The average surface roughness
value of the flat circular disc is 0.26 µm. The pin sample is fixed vertically
and the required load is applied against the rotating disk. Sliding occurs
between the stationary pin and a rotating disc. The amount of wear is found
out by measuring appropriate linear dimensions of pin sample prior to and
after wear test for all the samples. Alternately, the wear loss is also
determined by weighing the specimen before and after the tests using a
precision electronic weighing balance with an accuracy of 0.0001g. Since the
mass loss is measured, it is converted to volume loss using the density of the
specimen. In this study the experiments are categorized into two different
groups according to loads selected. The data acquired from the dry sliding
wear tests are presented as wear resistance of pin sample for different
treatments. The experimental parameters are tabulated in Table 4.2.
Table 4.2 Experimental Parameters for Dry Sliding Wear Test
Experimental
Parameters
Dry Sliding Wear Test at
Low Loads
Dry Sliding Wear Test
at High Loads
Conditions CHT, SCT and DCT CHT, SCT and DCT
Loads selected 10N, 20N and 30N 60N, 70N and 80N
Sliding Speed 1.57m/s2.8m/s, 3.2m/s and
3.6m/s
Number of
Samples Tested2 3

46
4.3.1 Wear Test Parameters at Lower Loads (10N, 20N, 30N)
The selected factors for the experiments are normal loads of 10N,
20N and 30N, sliding speed of 1.57m/s, disc rotational speed of 300 rpm and
the test duration of 900 s. The wear test is repeated two times under each
condition. The tangential frictional force and the linear wear are measured
with an accuracy of 0.1 + 2% of measured frictional force in Newton and 0.1
+ 1% of measured wear in micron. Linear measurements of wear are
converted to wear volume for all the samples.
4.3.2 Wear Test Parameters at Higher Loads (60N, 70N, 80N)
The wear tests are also performed for the three different higher
loads of 60N, 70N and 80N, three sliding velocities of 2.8 m/s, 3.2 m/s and
3.6 m/s and for three different treatment conditions namely CHT, SCT and
DCT as indicated in Bensely et al (2005). Every sample is tested for a period
of 720 s.
4.4 IMPACT TEST
The Charpy V notch impact test is a best method to determine
absorbed energy. The tough steels absorb more energy, whilst brittle materials
tend to absorb very less energy prior to fracture. The change in potential
energy of the impacting head (from and before impact to after fracture) is
determined with a calibrated dial that measures the total energy absorbed in
the breaking of the specimen. In this study, the Charpy V notch impact test is
used to measure the toughness values of CHT, SCT and DCT samples.
In the present research work, sixteen Charpy impact specimens are
machined from raw material (En 19 steel) according to ASTM standard
E23-02a. The specimen diagram is shown in Figure 4.3. The sixteen

47
machined samples are separated into four groups namely Group A, Group B,
Group C, and Group D. The conditions of each group of samples are
indicated in Table 4.3. Group A samples are reserved as such to find the raw
material (En 19) behaviour and the remaining Group B, Group C and Group
D samples are subjected to CHT, SCT and DCT, respectively.
All dimensions are in mm
Figure 4.3 Charpy Impact Test Specimen
Table 4.3 Impact Test Groups
Group Identification Conditions
Group A Raw Material
Group B CHT
Group C SCT
Group D DCT
45º
55 10
210

48
4.5 TENSION TEST
The results of tension tests are used in selecting steels for various
engineering applications. Tensile test values are specified in material
specifications to ensure quality.
The tensile strength of steel is the major concern. The strength is
measured in terms of either the stress essential to cause substantial plastic
deformation or the highest stress that the material can resist. These measures
of strength are used, with suitable caution (in terms of factor of safety), in
component design field. The other interest is the material’s ductility. This is a
measure of how much it can be deformed prior to fractures. Ductility is also a
siginificant parameter in material specifications to ensure toughness and
quality. It is incorporated rarely in component design. Low percentage
ductility in a tension test frequently is accompanied by low fracture resistance
under other forms of loading.
4.5.1 Tensile Strength
The significance of tensile strength and ductility is explained by
Charles Moosbrugger (2002). Tensile strength is the maximum load divided
by original cross-sectional area of the specimen. The tensile strength is the
value most often quoted from the results of a tensile test. However, it is a
value of little fundamental significance pertaining to the strength of steel. For
ductile steels, the tensile strength is observed as a measure of the maximum
load that steel can endure under the very restrictive conditions of uniaxial
loading. This value bears little relation to the useful strength of the steel
under the more complex situations of stress that usually are encountered. For
many years, it is normal to base the strength of structural members on the
tensile strength, suitably reduced by a factor of safety. The present trend is
the more rational approach on the static design of ductile metals on the yield

49
strength. However, because of the long practice of using the tensile strength
to describe the strength of the materials, it has become a familiar property,
and as such, it is a useful identification of a material in the same sense that the
chemical composition serves to identify a metal or alloy. Furthermore,
because the tensile strength is easy to determine and is a reproducible
property, it is useful for the purpose of specification and for quality control of
a product.
4.5.2 Percentage Elongation
The conventional measures of ductility, attained from the tension
test is the engineering strain at fracture (generally called elongation).
Elongation is represented in percentage. Ductile property is considered as
subjective, qualitative property of steel.
According to ASTM standard: E 8M (ASTM, 2004), tension tests
give information on strength and ductility of materials under uniaxial tensile
stresses. This kind of information may be useful in comparison of materials,
quality control, alloy development, and design under certain working
conditions. The results of tension test of specimens machined to standardized
dimensions from selected portions of a component or material may not totally
represent the strength and ductility properties of the whole end product or its
in-service behaviour in different working environments. These test methods
are considered satisfactory for acceptance testing of commercial shipments.
The test methods have been used extensively in the trade for this purpose.
The tension tests are performed for CHT, SCT and DCT conditions.
The tensile samples are separated into four groups, that is Group A, Group B,
Group C and Group D. Every group contain 4 samples. The group A samples
are not subjected to any treatment in order to find the behaviour of the raw
material (En 19 Steel) and the Group B, Group C and Group D samples are

50
subjected to CHT, SCT and DCT, respectively, as indicated in Table 4.4.
After the treatment, the samples are tested using tension testing machine. The
tensile tests are carried out according to ASTM standard “Standard test
methods for tension testing of metallic materials- designation: E8M” (ASTM
standard, 2004). The specimen diagram is shown in Figure 4.4.
Figure 4.4 Tensile Test Specimen
Table 4.4 Tensile Test Groups
Group Identification Conditions
Group A Raw Material
Group B CHT
Group C SCT
Group D DCT
4.5.3 Fractography
Fracture is the fragmentation or separation of a solid body into two
or more parts under the action of load. Fracture can be classified into two
general categories. They are ductile fracture and brittle fracture. Becker and

51
Lampman (2002) explain that the fractography is the science of revealing
loading conditions and environment that causes the fracture by a three
dimensional interpretation of the appearance of a broken component. If the
sample is well preserved and the metallurgist is knowledgeable, the fracture
appearance reveals details of the loading events that culminated in fracture.
An understanding of how cracks nucleate and grow microscopically to cause
bulk (macroscale) fracture is a vital part of fractography. Ductile fracture has
been defined rather ambiguously as fracture noticeable gross plastic
deformation. It occurs by a slow tearing of the metal with the considerable
energy. The indication of ductile failure is the micro-scale presence of
dimples on the fracture surface. The dimples appearance by a process
referred to as microvoid coalescence, where voids nucleate (initiate), grow,
and coalesce to develop the final fracture surface that is dimpled. For brittle
materials, increasing loads can be stable up to a point when a crack can grow
quickly with no prior gross deformation as pointed out by Becker and Dennis
Mcgarry (2002). It is characterized by a rapid rate of crack propagation and
very little micro deformation. In brittle fracture, the cracks run perpendicular
to the applied load. This perpendicular fracture leaves a relatively flat surface
at the break. The fracture features of broken tensile specimens are observed
by using Scanning Electron Microscope (SEM).
4.6 X-RAY DETERMINATION OF RETAINED AUSTENITE
The volume percent of retained austenite present in CHT, SCT and
DCT steel samples is obtained by X-ray diffraction intensity. The significance
and use of the X-ray determination of retained austenite is reported in ASTM
standard: E-975-00 (ASTM, 2004). Retained austenite is found in the
microstructure of heat-treated low-alloy and high strength steels have medium
(0.4 wt %) carbon contents. Retained austenite can be measured in a test

52
section or companion sample that is included in a heat-treated lot of steel as
part of a quality control practice.
The three circular cross section samples are machined for retained
austenite measurements by Xray Diffraction (XRD) analysis. Each sample has
dimensions of 10mm diameter and 10mm length, which are subjected to
CHT, SCT and DCT respectively. The measurement has been carried out on
sample after slight metallographic polishing to remove the oxidized layer.
XRD patterns have been collected using a Cu-K radiation, angle 2 , 38-
102°, step 0.1° and time 1s. The software called Material Analysis Using
Diffraction (MAUD) is used to calculate the percentage- retained austenite
from the XRD spectra, using the Rietveld method. This software is a common
diffraction analysis program primarily based on the Rietveld method. The
retained austenite is determined by comparing the intensities of diffraction
peaks arising from each the phase. The Rietveld is a fundamental method in
which the diffraction patterns from each phase is modelled and scaled to
provide a least squares fit to the diffraction pattern. The retained austenite
present in the samples of En 19 steel subjected to conventional heat treatment,
shallow cryogenic treatment and deep cryogenic treatment after tempering is
measured using X-ray diffraction profiles.
4.7 RESIDUAL STATE OF STRESS MEASUREMENT BY
X-RAY DIFFRACTION TECHNIQUE
X-ray diffraction techniques exploit the fact that when a metal is
under stress, applied or residual, the resulting elastic strains cause the atomic
planes in the metallic crystal structure to change their spacing. It measures
the absolute stress without the need for an unstressed sample for calibration.
When a beam of X-rays is incident on a poly crystalline material,
crystallographic planes diffract X-rays and Bragg’s law n =2dhklsin is

53
satisfied, which is put forward by Martinez et al (2003). Here n is an integer
indicating the order of diffraction, is the X-ray wave length, dhkl is lattice
spacing of the hkl planes, and is the diffraction angle on the hkl planes. In
this analysis, X-ray diffraction measurements are carried out on X-stress 3000
diffractometer (Stresstech Oy/Finland) to find out the residual micro- and
macro-stresses. A standard X-ray analyzer is shown in Figure 4.5. It
comprises gonimeter, main unit and software. The main unit of Xstress 3000
analyzer includes power supply, self contained liquid cooling system, controls
electronics and firmware, high voltage generator, all interlocks required for
complete safe use / operation. The universal power input of the unit is 90 -
240 Volts, 50 - 60 Hz.
Figure 4.5 X-ray Analyzer
This analysis has been conducted by using solid-state linear sensor
technique (MOS, Dual 512 pixels) with a gonimeter in modified psi geometry
(symmetry side inclination). X-Ray Diffraction tests are carried out at room
temperature in ambient air using CrK radiation for residual micro and macro

54
stress measurements. Cylindrical samples of size 15mm diameter and 10 mm
thick are used for the measurements. Microsoft Windows compatible software
X3000 is the user interface for the XSTRESS 3000 controls, data acquisition
and numerical analyses. This software is easy to use in applications with
powerful performance. Some of the functions are given below.
Powers up the XSTRESS 3000 system
Controls goniometer movements
Controls the safety functions
Calibrates the system automatically
Calculates stresses by d-sin2 method
Calculates stresses automatically
Calculates retained austenite contents using two, three or four
peak method
Creates graphical presentations of the results
The purpose of the investigation is to determine surface residual
stress after CHT, SCT and DCT conditions. The residual stresses can be
classified into three types based on the length scale. These stresses remain
homogenous over a large number of grains and equilibrium forces are
assumed over a large number of crystals. Here uniform strain occurs over
large distances. Macro stresses are strongly related with macroscopic
structures such as grain boundary area, grain shape, grain size, cracks,
porosity, and several other features.
De Oliveira et al (2008) point out that the microstresses are given
by two distinct types. The first one remains homogenous within one grain and
the forces are assumed to be in balance among adjoining grains. The second
one is homogenous over some inter atomic distances and the internal forces

55
remain in equilibrium around crystalline defects. Microstresses are formed by
non uniform strain that occurs over short distances. This strain is typically
within few grains or within a single grain of type 2 and type 3, respectively.
The present study measures the micro- and macro-stresses in both
longitudinal and transverse directions with respect to the bar axis by the X-ray
diffraction techniques as shown in the Figure 4.6. This technique measures
the changes in interplanar spacing caused by the residual stress. These
changes in the crystals (grains) correspond to the elastic constants and the
residual stress of the material.
Figure 4.6 Directions of the Measurements using X-ray diffraction (a)
Longitudinal Direction (b) Transverse Direction
Prevey (1996) mentions that macrostresses produce uniform
distortion of many crystals simultaneously, shifting the angular position of the
diffraction peak selected for residual stress measurement. Gale and Totemeier
(2004) also point out that when macrostresses are present in the lattice plane
spacing in the crystals (grains) change from their stress-free values to new
values corresponding with the residual stress and the elastic constants of the
material. This produces a shift in the position of corresponding diffraction, ie.
change in Bragg angle . Microstresses, however, give rise to the non-uniform
strain variations in interplanar spacing which broadens the diffraction rather
than causing a shift in their position. The data are obtained at beam angle in
the range comprising between -45° and 45° and the residual stresses are found

56
out by using the Chi-method ( -method) which is derived from the classical
sin 2 ) method. The test method for residual stress analysis by X-ray
Diffraction is described in SFS-EN 15305 (2008). The diffraction peak
position is found out by using cross correlation algorithm. Macroscopic
stresses are displayed in MPa. Microscopic stresses are presented as a relative
result, by expressing the peak broadening. With this kind of measurements,
the absolute micro stress value in MPa would not be obtained. The behavior
of micro stresses is more or less a scalar quantity, apart from vector form
macroscopic stresses. The properties and parameters chosen for the
experimentation are indicated in Table 4.5.
Table 4.5 Properties and Parameters for Residual Stress Measurements
Properties andParameters
Values
Poisson’s ratio 0.3
Young’s Modulus 211000 MPa
Diffraction angle 156.4º
Exposure time 5s
Due to restricted penetration of Cr K-alpha radiation in steel (4 m),
only the stresses in the outermost surface region could be determined. Hence,
stresses at 3 locations approximately 120 degree apart are determined on the
surface of the outer diameter of the samples. The residual state of stress is
measured for CHT, SCT and DCT samples. Three samples are tested at each
condition.
4.8 CORROSION TEST
Despite the improvement of the wear resistance, the investment in
an extra step in the steel treatment could not be justified if other properties

57
such as corrosion performance are dramatically decreased. In dual phase
steel, it is found that the increase of martensite phase leads to an increase of
mechanical properties and corrosion susceptibility in salt solution. This
suggests the need to study the effect of increasing martensite phase in the
corrosion resistance of En 19 steel upon cryogenic treatment.
The purpose of the corrosion study is to investigate the effect of the
shallow and deep cryogenic treatments on the general corrosion performance
of En 19 steel in alkali medium (Na2CO3). This research work is carried out
to determine whether the improvement of mechanical properties is
accompanied by an increase or decrease of the corrosion resistance. The
material considered in this study is obtained in the form of 10 mm diameter
and 15 mm height bars.
Potentiodynamic polarization technique is used to investigate the
corrosion performance of En 19 steel with three different treatments namely
conventional heat treatment (CHT), shallow cryogenic treatment (SCT), and
deep cryogenic treatment (DCT). Tests are conducted in a 500ml- Pyrex cell
using the specimens as the working electrode, saturated Ag/AgCl2 as
reference electrode and platinum mesh as counter electrode. The samples are
soldered to a copper wire current collector and then mounted in epoxy resin
allowing a fixed working electrode surface area of 0.785cm2. To study the
corrosion of the sidewall, the samples are double wrapped using adhesive
plastic foil allowing the same surface area to be exposed to the electrolyte.
Potentiodynamic polarization tests are carried out in 1M Na2CO3 solution at room
temperature between -1 and 0.2V with a potential sweep rate of 10mVs– 1. Prior to
immersion, the samples are polished using a series of grinding papers at 120,
180, 240, 360, 400, 600, 800, 1000, 1200, 2500, and 4000. The samples are
immersed in the test solutions during 25 minutes before polarization to allow
open circuit potential (OCP) stabilization. Fresh samples (metal and

58
electrolyte) are used for each measurement. All measurements are carried out
using Autolab© PGSTAT302N equipped with NOVA software for data
acquisition and analyses.
4.9 DAMPING TEST
In recent years more number of studies has been carried out to
determine the vibration characteristics of cantilever beams. Vibration is the
motion of a particle or a body or a system of connected bodies displaced from
a position of equilibrium. Normally vibrations are unwanted in machines and
structures as they produce wear and inducing fatigue which leads to the
failure of the system.
Frequency is defined as the number of repetition of a specific
forcing function or vibrating part over a definite unit of time. Amplitude
denotes the highest value of vibration or motion. It is represented in terms of
displacement, velocity or acceleration. Vibration which occurs under the
excitation of external forces is known as forced vibration. When the excitation
is oscillatory, the structure is forced to vibrate the excitation frequency. If the
frequency of excitation matches with one of the natural frequencies of the
structure, a condition of resonance is encountered, resulting in dangerous
large oscillations. The failure of most vital structures namely bridges,
buildings or airplane wings and machine components are an awesome
possibility under resonance. The assessment of the natural frequencies is very
important in preventing the amplitude of oscillation at response. The energy
given to the system dissipates during the motion. The damping is the
dissipation of the energy over time. The damping causes the vibration
amplitude to decay.
The aim of this study is to evaluate the frequency, inverse quality
factor (Q-1) and damping percentage of En 19 steel samples for the DCT, SCT

59
and CHT. The photograph of the Fast Fourier Transform (FFT) analyzer and
the schematic diagram of the damping test system are shown in Figure 4.7 and
Figure 4.8.
Figure 4.7 Photograph of Fast Fourier Transform Analyzer
Figure 4.8 Schematic Diagram of Damping Test System
Sample
PC Amplifier FFT Vibrator
Accelerometer Holder

60
A highly sensitive Fast Fourier Transform (FFT) analyzer is used
for measuring the vibration. The photon dynamic signal analyzer is is used to
measure the vibration of components accurately. This device has two to four
analog input channels and a waveform source tachometer channel. The
frequency responses are measured using LDS-Dactron’s RT Pro Dynamic
Signal Analysis Series software. RT pro software provides flexible and
comprehensive capabilities for dynamic signal analysis. The V400 series
vibrators are wide frequency band electro-dynamic transducers capable of
producing sine vector of force. The specification of V400 series vibrator is
sine force peak is 98.0 N, maximum working temperature is 30 ºC and the
useful frequency range is from 50 to 9000Hz. The Ling Dynamic system
PA500L amplifier is used for amplifying the signals. The accelerometer is
mounted on one end of the circular rods of diameter 10 mm and length 125
mm. V400 series vibrators are used as actuator and sensor to execute the
sample to measure the frequency response function (FRF). The inverse
quality factor Q-1 is calculated to determine the damping capacity. The
following equation 4.1 is used to calculate the inverse quality factor Q-1.
nF
FFQ 121
(4.1)
where F1 and F2 refer to half-power bandwidth frequencies and Fn is the
resonant frequency in the spectrum. RT pro software automatically calculates
the frequency, Q factor and damping percentage from the obtained frequency
spectrum.
4.10 MICROSTRUCTURAL ANALYSIS
The microstructures of CHT, SCT and DCT samples are studied
through scanning electron microscope (SEM). After Bakelite mounting, the

61
samples are polished on a series of emery papers of grit 80, 120, 200, 600,
800, 1000, and up to 1 m. Then the samples are polished by using diamond
paste and finally all the samples are etched with 2% nital.
4.11 OPTIMIZATION OF DEEP CRYOGENIC AND HEAT
TREATMENT
The engineering on surfaces of components to develop the life and
performance of parts is an active area of research. The selection of suitable
treatment conditions in the deep cryogenic treatment process is based on the
analysis relating to the various heat treatment parameters. Traditionally, the
selection of parameters is carried out by using the experience of heat
treatment engineers or by using the data provided by the designers or
manufacturers. In general, the parameters given by the manufacturers are only
related to the common steel grades. Therefore, the mechanical properties
produced after the heat treatment process is inappropriate. It is difficult to find
the optimal conditions using conventional experimental design methods. It is
also difficult to conduct the experiments if the number of process parameters
increases. To overcome this complexity, Taguchi Design of Experiment
(DOE), a well-known method is used to optimize the critical parameters of
any process. Mahapatra and Amar Patnaik (2007) point out that the Taguchi
method is a simple, effective and powerful experimental design used for
deriving optimal process parameters. Further, this approach requires
minimum experimental cost and reduces the effect of source of variation.
Paulo Davim (2003) mentions that the techniques of Taguchi consist of a plan
of experiments with the objective of acquiring data in a controlled way,
executing these experiments, in order to obtain information about the
behaviour of a given process. The experiments are conducted based on
Taguchi Design of Experiments in terms of orthogonal arrays to find the
effects and interactions of several process parameters. This study clearly

62
demonstrates the treatment conditions and the contribution of each factor.
The best combination of the parameters affecting the deep cryogenic
treatment process to reduce wear loss of En 19 steel is found out in the
present study.
4.11.1 Planning for Experimentation
Researchers found that the samples treated at -196ºC will enhance
wear resistance. In this study, the deep cryogenic temperature is selected as -
196ºC. Hence, this temperature is not considered as a factor for this
optimization study. The soaking temperature is fixed as -196ºC. In order to
find the influence of the factors in the deep cryogenic and heat treatment
process, four factors namely hardening temperature, soaking period,
tempering temperature and tempering time are considered in the current
study. These factors mainly affect the tribological behaviour of steels. In
conventional hardening process, steel is heated slowly in a furnace at the
temperature and then the heated steel is soaked at this temperature for the
specified period. This temperature is known as hardening temperature.
Hardening temperature is the very significant parameter which defines the
level of probable enhancement of wear resistance in deep cryogenic treatment
process. After hardening process, the steel is subjected to oil quenching at
room temperature. Due to the cooling, the FCC austenite is transformed into
BCT martensite. Martensite can form only if the diffusion controlled
transformation of austenite is suppressed. On a practical level, this is
accomplished by rapid cooling, for example in water or brine baths.
Therefore, medium carbon steels are alloyed with elements such as nickel,
chromium, molybdenum, which make it more difficult for the diffusion
controlled transformation to occur. However, such drastic cooling introduces
high surface tensile residual stresses and may cause quench-cracking. As a
result, martensite can be formed with less drastic cooling, such as oil

63
quenching. Therefore, the oil quenching is selected for treating En 19 steel as
explained in Krauss (1990). However, some amount of austenite is retained in
steel samples. This retained austenite is alleviated by way of deep cryogenic
treatment. By deep cryogenic treatment, the samples are cooled down from
room temperature to -196ºC and the samples are soaked for the predetermined
time at -196 ºC in the liquid chamber. This soaking time is called as soaking
period. Then the samples are slowly heated to room temperature. The final
process is the tempering process. It is the process of reheating the steel to
prescribed temperature, held at this temperature for an adequate span of time,
and then cooled to ambient temperature. The respective temperature for this
process is called tempering temperature and time duration is called the
tempering period.
Cylindrical steel samples of 10mm diameter and 30mm length are
used for the wear tests and hardness tests. The En 19 steel samples are first
hardened at the specified temperature for one hour. After hardening process,
the samples are quenched in oil at 30 ºC. The deep cryogenic treatment is
then carried out for the specified soaking period. Finally, the tempering
process is performed at the prescribed temperature and time.
4.11.2 Taguchi Method
Taguchi’s robust design is an easy, systematic and efficient method
to determine the best combination of the design parameters. Prasanta Sahoo
and Sujan Kumar Pal (2007) stated that Taguchi method achieves the
integration of design of experiments (DOE) with the parametric optimization
of the process yielding the desired results. The orthogonal array requires a set
of well-balanced (minimum experimental runs) experiments. In this method,
main parameters, which are assumed to have an influence on the process, are
located at different rows in a designed orthogonal array. With such an array,

64
completely randomized experiments can be conducted. Taguchi’s method
uses the statistical measure of performance, called signal-to-noise ratio (S/N),
which is logarithmic functions of desired output to serve as objective
functions for optimization. The ratio depends on the quality characteristics of
the product/process to be optimized. The three categories of S/N ratios are
used normally: lower-the- better, higher-the-better and nominal-the-best. The
parameter level combination that maximizes the appropriate S/N ratio is the
optimal setting. For the case of minimization of friction or wear, lower-the-
better characteristic needs to be used.
The full factorial experiment for optimizing the four factors and
three levels would require 81 experiments for the analysis. But, the Taguchi
design of method requires only 9 or 27 experiments. The purpose of
conducting an orthogonal experiment is to find the best combination of design
parameters and also to determine the significance of each parameters.
In the present study, Taguchi method-based robust design, a L27
orthogonal array is employed for the experimentation to analyze the influence
of factors, to achieve greater accuracy. Furthermore, a large orthogonal array
is selected for the design of experiments to find all the possible interaction
effects between the main factors. Ross (1998) points out that Taguchi has
created a transformation of the repetition data to another value, which is a
measure of the variation present. The transformation is the signal to noise
ratio. The S/N ratio is the ratio of signal to noise where the signal represents
the desirable and noise represents the undesirable value. The S/N ratio
consolidates several repetitions (at least two data points are required) into one
value that reflects the amount of variation presents. The lower the better
output response is the type where it is desired to minimize the result, with the
ideal target being zero. This is stated by Genich Taguchi et al (2004). The

65
equations for calculating S/N ratio for lower the better characteristics are
given in equation 4.2 for finding minimum wear of En 19 steel samples.
n
iiy
nNS
1
21log10/ (4.2)
where n is the number of repetitions of the experiment and y i is the measured
value of experimental data. Sung H. Park (1996) has introduced a method
called Pareto ANOVA in order to find the significance of all the factors and
the interaction between the factors. Pareto ANOVA is a quick and easy
method for analyzing results. This method enables to find the significance of
factors and interactions. The ANOVA analysis is also performed to find the
percentage contribution of the selected factors. The dry sliding wear tests are
carried out to find the linear wear for 27 steel samples. The pin is made of En
19 steel and the disk is made up of En 31 hardened steel. The experimental
parameters for the wear test are given in Table 4.6. The amount of wear loss
is determined by measuring appropriate linear dimensions of both samples
before and after the test. Linear dimensions of wear loss are frequently
measured since the mass loss is often too small to measure precisely.
Table 4.6 Wear Test Parameters for Optimization study
Experimental Parameters
Conditions DCT
Load selected 50 N
Sliding Speed 1.57m/s
Number of
Samples Tested2