Embed Size (px)
Citation preview

Chapter 2: LITERATURE REVIEW 4
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction to Porous Media
2.1.1 Description of Porous Media
A porous medium is a solid which contains an interconnected void space which is filled with one
or more fluids (Bear, 1990; Nield and Bejan, 1999). Typically, naturally occurring porous media
exhibits the irregular geometry, such as soil, depicted in Figure 2.1.
Figure 2.1: A naturally occurring porous medium.
Single phase transport phenomena in porous medium found in engineering applications
typically consist of particles such as spheres (Ergun, 1952), parallelepipedal particles (Comiti et
al., 1989), ceramic foams (Richardson et al., 2000), circular cylinders (Lee and Yang, 1997), and
ring and saddle packing (Perry et al., 1997). A porous medium composed of spheres is illustrated
in Figure 2.2. Porous medium composed of large solid particles find numerous applications in
Solid PhaseVoid Space
Fluid Phase

Chapter 2: LITERATURE REVIEW 5
cannot contribute to transport of matter across the porous medium, only the interconnected or
effective pore space can (Dullien, 1992).
chemical engineering, the most important of which are packed bed reactors. In addition, porous
media composed of gravel has energy storage applications. More detail on porous media
applications can be found in Section 2.2. Alternatively, porous media can also consist of fibrous
materials. Many examples of these types of media have both natural and man-made applications.
Fluid Phase
Spherical Particles
Void Space
Figure 2.2: A porous medium encountered in engineering applications.
2.1.2 Porosity or Voidage
Porosity (also called voidage or void fraction) is the fraction of the bulk volume of the porous
sample that is occupied by pore or void space.
There are two types of void space. One which forms a continuous phase within the
porous medium, called “interconnected” or “effective” pore space, and the other which consists
of “isolated” or “non-interconnected” pores or voids. Non-interconnected void or pore space

Chapter 2: LITERATURE REVIEW 6
sed to determine the porosity or voidage between the
1992). The most common methods
e the bulk volume of a piece of porous material and then to compact the body so
(b)
icroscope. The disadvantage is that it is not
(c)
2.1.3 Measurement of Porosity (Void Space)
They are various experimental methods u
particles (Collins, 1961; Scheidegger, 1974; Dullien,
available are:
(a) Direct method: The most direct method of determining the porosity or voidage is to
measur
as to destroy all its voids, and to measure the difference in volumes. Unfortunately, this
can be done only if the body is very soft.
Optical method: Another direct way to determine the porosity is simply to look at a
section of the porous medium under a m
always possible to make sections of a porous medium conveniently. Difficulties will be
encountered especially if the porous medium is dispersed.
Density method: If the density of the solid material, sρ , making up the porous medium
is known, then the bulk density ρ of the medium is relateb lε
by
d to the fractional porosity
s
bl ρ
ρε −=1 (2.1)
The bulk density can be obtained in several ways. If measuring the outside dimensions
and weighing the piece of material do not give accurate results, a volumetric
(d)
Then, solid particles are added to create
displacement method can be applied. Determining their volume by a displacement
method thereupon yields the effective porosity.
Water displacement methods: In the first method, porosity is measured by first filling
the test chamber with a known volume of water.

Chapter 2: LITERATURE REVIEW 7
the porous medium. When the solid particles are added, the water is displaced. Hence the
porosity can be computed from
V i
dl V
−=1ε (2.2)
where Vi and Vd are the initial and displaced volumes, respectively.
In the second method, one can fill the test chamber with the solid particles and then add
ained and the drained
the water to make up the total volume, Vt. Afterward, the water is dr
water volume, Vf, is measured. Then the porosity is computed from
tl V
V f=ε (2.3)
The limitation of the second method is that some water may be trapped between the solid
particles after the water is drained. In this case the computed porosity will be less than
2.2
Phenom ort in porous media are encountered in many engineering
pli Dullien, 1992). Understanding the nature of flow in
the actual porosity. Another concern is the formation of gas bubbles in the measurement
system because bubbles will occupy the void space. Therefore one should be very careful
to make sure that no bubbles form during the measurement.
Application of Porous Media
ena of single phase transp
disci nes (Scheidegger, 1979; Bear, 1990;
porous media is essential for many science and engineering applications including chemical
engineering, petroleum engineering (e.g. oil and gas flow), biotechnology and biomechanics,
material science, soil science, mechanical engineering, groundwater hydrology, powder
metallurgy, and environmental engineering.

Chapter 2: LITERATURE REVIEW 8
s solids or bed of particles. Some typical examples
include
ples are the flow of gas/liquid through a tubular reactor containing catalyst particles,
•
d the products flow. In some cases the bed of
•
ydrosulfide
•
ctrolytic cells play important technological roles in improving current
•
s, and dolomites. To be recovered, the oil or gas must flow
There are numerous physical processes of interest to chemical and biological engineers
that involves the flow of fluids through porou
:
• Packed columns – flow through packed beds occurs in several areas of chemical engineering.
Exam
and the flow of water through cylinders packed with ion-exchange resin in order to produce
deionized water. In all cases, it is necessary to be able to predict the corresponding pressure
drop as a function of flow rate (Wikles, 1999).
Reactor engineering – a common type of chemical reactor consists of a fixed bed of solid
catalyst particles through which the reactants an
particles moves slowly countercurrent to the reacting stream (Levenspiel, 1999).
Pulp digester – a complex vertical cylindrical reactor, used in the pulp and paper industry to
remove lignin from wood chips. Aqueous solutions of sodium hydroxide and h
ion are used to react with porous and wet wood chips. (Walkush and Gustafson, 2002;
Harkonen, 1987).
Electrochemical engineering – porous electrodes and permeable and semipermeable
diaphragms for ele
efficiencies (Mantell, 1960).
Oil and gas production – oil and gas deposits usually occur in porous structures such as
sands, sandstones, limestone
through these porous structures to a well hole. In the later stages of reservoir production, the
oil or gas must often be displaced from the porous solid by water or miscible solvents.

Chapter 2: LITERATURE REVIEW 9 • Filtration – solids can be separated from a suspension by a porous medium that retains the
solids but allows the liquid to pass. Examples include water treatment by sand beds and the
recovery of solids products by various types of filters (Han and Ingmanson, 1967).
• Biophysics and biomechanics – the flow of blood and gases in the lung, and the flow of
blood in the kidney are examples of life processes involving flow in porous media (Glaser,
2001). In biomechanics, the bone can be represented as a porous medium infiltrated by blood
(Ambrosi and Preziosi, 2000).
• Hydrology – underground water resources usually occur in stratified layers of sand called
acquifers. The recovery of water for drinking or irrigation, the movement of trace pollutants
into acquifers, salt water encroachment into the fresh water acquifers, and the dissolution of
underground structures such as salt domes are some of the problems in hydrology dealing
with flow through porous materials (Adler, 1992).
2.3 Flow Resistance in Porous Media
Blake (1922) was the first researcher who successfully treated the flow in porous media problem
by an approach analogous to pressure drop in cylindrical pipes. Blake employed dimensional
analysis to correlate pressure drop data through packed beds of crushed particles and obtained
the following equations,
2
3
1 U
dLPf p
l
l
ρεε
∆∆
−= (2.4)
and
)(Ud
Rel
pPM εµ
ρ−
=1
(2.5)

Chapter 2: LITERATURE REVIEW 10 where U is the superficial velocity (m/s), lε is the liquid void fraction, dp is equivalent diameter
of particle (m), ρ is fluid density (kg/m3), and µ is fluid viscosity (Pa·s).
Equation (2.4) is recognized as the modified friction factor and Equation (2.5) is the
modified Reynolds number. Blake (1922) suggested that modified friction factor should be
plotted against modified Reynolds number.
It is known that pressure drop is caused by simultaneous viscous and inertia (kinetic
energy) losses. Theoretical considerations (Burke and Plummer, 1928; Ergun and Orning, 1949;
Ergun, 1952) indicate that dependency of each energy loss upon fractional void volume is
different. Burke and Plummer (1928) proposed that the total resistance of the packed bed can be
treated as the sum of the separate resistance of the individual particles in it. They studied gas
flow through packed beds of spheres and attempted to give a theoretical basis to the equation of
Blake (1922) with essentially a “drag model”. Burke and Plummer found that viscous energy
loss was to be proportional to( and kinetic loss to( . For viscous flow,
Kozeny (1927) derived an equation that depended on the void fraction into( . This
factor is different by a fraction of
21 ll /) εε−
l )(
31 ll /) εε−
321 ll /) εε−
l/ εε−1
21 l /)ε−
from the one derived by Burke and Plummer
(1928) for viscous flow. Carman (1937) recommended the plot of Blake’s dimensional groups as
a general correlation for all flow rates. However, Leva and Grummer (1947) found that the
pressure drop was proportional to( at lower flow rates and to ( at higher
flow rates. In addition, Leva (1951) treated the effect of roughness of packing as of secondary
importance.
3lε
3ll /) εε−1
At low fluid flow rates, the method of Blake leads to the Kozeny equation (Carman,
1937), hence to the factor of ( and the pressure drop equation becomes 321 ll /) εε−
( )23
21
pl
l
dUA
LP µ
εε
∆∆ −
= (2.6)

Chapter 2: LITERATURE REVIEW 11
On the other hand, at high flow rates Blake’s method (1922) gives rise to the equation of
Burke and Plummer (1928) for turbulent flow:
pl
l
dUB
LP 2
3
1 ρεε
∆∆ −
= (2.7)
In contrast to the drag model (Burke and Plummer, 1928), Ergun and Orning (1949) used
a model of equal size and parallel channels and found that the pressure drop was a sum of
viscous and kinetic losses, given by
( ) ( ) 23
23
2 18
12 USUS
LP
vl
lv
l
l ρεεβµ
εε
α∆∆ −
+−
= (2.8)
where α and β are constants and Sv is specific surface (surface of the solids per unit volume of
the solids).
In Equation (2.8), Sv is a characteristic dimension, the diameter of a sphere having the
same specific surface area per unit volume of the particle (Ergun, 1952), expressed as
vp S
d 6= (2.9)
Substituting Equation (2.9) into Equation (2.8) gives
( ) ( ) 2323
2 11U
dBU
dA
LP
pl
l
pl
l ρεεµ
εε
∆∆ −
+−
= (2.10)
which is the standard form of the Ergun equation, with A and B constants.
A linear form of Equation (2.10) is:
B)(Ud
AU
d
)(LP
lp
p
l
l +−=−
ερ
µρε
ε∆∆ 1
1 2
3
(2.11)
Equation (2.11) can be written as

Chapter 2: LITERATURE REVIEW 12
BRe
Af l +−
=ε1 (2.12)
where
2
3
1 U
dLPf p
l
l
ρεε
∆∆
−= (2.13)
and
µρUd
Re p= (2.14)
Equation (2.12) gives a good correlation for numerous experimental data from the
literature. The value of the constants A and B have been evaluated for spheres by curve-fitting of
Equation (2.12) and found to be 150 and 1.75, respectively (Ergun, 1952). However,
MacDonald et al. (1979) stated that the constants A and B from the Ergun equation must be a
function of the particle geometries rather than universal constants. Their results showed that for
the viscous flow region, a single-valued constant with a value of 180 was obtained for A. For the
inertia flow region, the parameter B is not a single-value; it depends on particle internal surface
roughness and for the media investigated (MacDonald et al. 1979) appears to lie in the range of
1.8-4.0.
Ahmed and Sunada (1969) considered the pressure drop equation as both a
phenomenological and a Navier-Stokes type model. They proposed an equation as
"ReH 11+= (2.15)
where
2ULPH
βρ∆∆
= (2.16)

Chapter 2: LITERATURE REVIEW 13 and
αµβρURe" = (2.17)
where α and β are model parameters to be established empirically. In practice, the values of α
and β are determined by rearranging Equation (2.15) with (2.16) and (2.17) to the form
µρβα
µ∆∆ U
ULP
+= (2.18)
The equation is simply a rearrangement of the Forchheimer equation (1901) and
equivalent expressions have been studied by Ergun (1952). There are a number of drawbacks to
the Ahmed and Sunada (1969) equation. The most serious shortcoming of the equation is the
lack of parameters that characterize the porous medium. Therefore, the parameters of α and β
must be functions of the particle geometries rather than universal constants, and accordingly,
must be empirically established for each separate medium. A second drawback is that the
dimensionless variables, H and , contain the to-be-determined parameters "Re α and β as well
as experimental measurable quantities (Macdonald et al., 1979).
For packed beds of fibrous material, the friction factor versus Reynolds number
correlation is found to be different from those mentioned above (Kyan et al., 1970). The most
peculiar finding for fluid flow through a fibrous bed is the unexpectedly high pressure drop
measured in spite of the high void fraction of the bed. The causes of this high pressure drop are
postulated as follows: first, only a fraction of the free space as calculated from the bulk density
of the bed is available for fluid flow, the rest being occupied by stagnant fluid. Second, some
energy is absorbed by the deflection of individual fibers, causing an additional pressure drop
other than those of a fluid dynamics nature. In contrast to the Ergun (1952) equation, the
correlated pressure drop for fibrous bed consists of three energy losses: pressure drop due to

Chapter 2: LITERATURE REVIEW 14 viscous flow losses, pressure drop caused by form drag, and pressure drop due to deflection of
fibers. More detailed derivation on this pressure drop can be found in Kyan (1969) and Kyan et
al. (1970).
Experimental studies show that fluid flow through packed beds of parallelepipedal
particles of low thickness-to-length ratio, such as wood chips used in the pulp and paper
industry, is very different from that of the flow through beds of spherical particles (Comiti and
Renaud, 1989). Comiti and Renaud (1989) argued that using the equation that Ergun (1952) and
MacDonald et al. (1979) proposed is not sufficient to characterize the pressure drop on
parallelepipedal particles. Two reasons are given (Comiti and Renaud, 1989) for this:
1. A significant part of the surface area of the particles may not be reached by the flow
because they mutually overlap.
2. For tightly packed beds in a vertical cylindrical column, the main orientation of the plates
is nearly horizontal and a layered structure appears. In this case, the fluid path for a given
thickness is longer through this type of bed than through beds of isotropic particles.
Comiti and Renaud (1989) proposed a model that takes into account wall effects, bed
tortuosity and the overlap between particles:
2UMUNHP ** +=
∆ (2.19)
where
( )( )
3
2222 1
1412
l
l
lvdvd
*
DAAN
εε
εµτ
−
−
+= (2.20)
and

Chapter 2: LITERATURE REVIEW 15
( )3
322
11096801041301
l
lvd
pp* ADd
.Dd
.Mεε
ρτ−
−+
−−= (2.21)
where D is the diameter of column, dp is the diameter of particle, τ is the tortuosity and Avd is
the dynamic surface area of particles and can be different from geometrical surface area if
particles overlap mutually.
N* term takes into account the surface area contributing to viscous friction which is the
bracketed term in Equation 2.20. M* term takes into account the mean friction factor for the
whole bed, weighted by the ratio of the corresponding particle diameter to the total column
cross-section area as shown in the curly bracket in Equation 2.21. More detail on the Equations
2.19, 2.20 and 2.21 can be found in Comiti and Renaud (1989). The tortuosity τ is defined as
Ly
=τ (2.22)
where y is the length of the mean fluid path and L is the bed height.
Experimental studies showed that this model provides a description of pressure drop in
non-consolidated beds of spheres, parallelepipedal particles (Comiti and Renaud, 1989) and
short cylinders (Brunjail and Comiti, 1990). A single equation is used to represent the
dependence of tortuosity on voidage in various types of packed beds:
+=
llnP
ετ 11 (2.23)
This relationship satisfies the requirement that 1=τ for .l 1=ε P is a parameter depending on
the shape of the particles and their mean orientation in the bed. P values for different particle
shapes are shown in Table 2.1.
The values of P obtained for fixed beds of plates, wood chips and cubes are correlated
with the following equation (Comiti and Renaud, 1989),

Chapter 2: LITERATURE REVIEW 16
+−=
ltP 18.055.0ln (2.24)
Where, t is the thickness of the plate and l is the length of the plates.
Table 2.1: P value for different particle shapes.
Author(s) Particles P value Wyllie and Gregory (1955) Spheres and a mixture of spheres 0.41 Wyllie and Gregory (1955) Cubes 0.63 Peck (1985) Wood chips 1.60
Plates: t/l = 0.102 3.20 Plates: t/l = 0.209 1.66
Comiti and Renaud (1989)
Plates: t/l = 0.440 0.86
Equation (2.23) with Equation (2.24) allows an estimation of the tortuosity, particularly
for fixed beds of parallelepipedal particles and the mean velocity, Um, in the pore
l
mUετ
=U (2.25)
where U is the superficial velocity, τ is the tortuosity and lε is the liquid void fraction.
Table 2.2 summarizes published coefficients for the Ergun equation. From Table 2.2, it is
shown that even for rigid particles the resistance coefficients (A and B) are not constant but
depend on the structure of the bed. The values of B for plates are greater than spheres. This may
be explained by the flow pattern through fixed beds of flat plates (Comiti and Renaud, 1989).
Their explanation is as follows: “For tightly packed beds of flat plates in a vertical cylindrical
column, the mean orientation of the parallelepidedal particles is nearly perpendicular to the flow
direction. One can therefore assume that a jet-type flow occurs when the fluid meets the main
face of the plates – the thinner the flat plates, the greater the number of particle layers and,
consequently, the greater the jet frequency – which causes large important kinetic energy
losses.”

Chapter 2: LITERATURE REVIEW 17
Niven (2002) argued that the non-linearity in the Ergun equation arises from “local’
losses (sometimes called “shock” or “minor” losses) produced during laminar flow through the
expansions, contractions and changes in flow direction within the packed beds. Equivalently,
these losses can be attributed to the gradual onset of pressure drag, due to flow separation behind
each solid particle. This non-linearity is referred to as pressure drag or inertial loss rather than
turbulence loss. Niven commented that great caution must be exercised in the interpretation of
dimensional analysis. He stated that one cannot (without direct evidence) attribute a Reynolds
number transition to the onset of turbulence, only to an increase in inertial forces relative to
viscous forces.
Table 2.2: Coefficients of Ergun equation for different types of particles studied.
Authors Type of particles lε A B Ergun (1952) Spheres -- 150 1.75 Leva (1959) --- -- 200 1.75 MacDonald et al. (1979) Various shapes -- 180 1.8 - 4.0
Plates t/l = 0.102 0.46 216 12.2 Plates t/l = 0.209 0.35 161 6.69
Cylinders h/dc = 5.49 0.39 166 3.20 Spheres dp = 1.12 mm 0.36 140 1.68
Comiti and Renaud (1989)
Spheres dp = 4.99 mm 0.36 142 1.59
2.4 Compressibility of Porous Media
The volume reduction of a porous medium subjected to a compacting pressure is due to
deformation of the solid material, bending and slipping of individual particles and/or
disintegration of solid particles (Jonsson and Jonsson, 1992).
Many studies have shown that the bulk density of a porous medium compressed under a
static pressure obeys the compressibility equation (Wilder, 1960; Jones, 1963; Han, 1969; Miles
and May, 1990; Senger, 1998):
(2.26) NMσρ =

Chapter 2: LITERATURE REVIEW 18 where M and N are empirical constants for a given material and ρ is the bulk packing density
(kg/m3) and σ is the stress or compacting pressure (Pa).
2.5 Review of Pulp Digester s
In Canada, there are about 44 kraft mills in operation. The distribution of these 44 Kraft mills is
shown in Table 2.3 (MacLeod, 2001). About one third of the kraft mills are located in British
Columbia. Worldwide, pulp production is around 52 million tons per year with approximately
400 Kamyr-type digesters in operation.
Table 2.3: Locations of 44 kraft mills distribute across Canada (MacLeod, 2001).
Province Number of Mills British Columbia 16 Alberta 4 Saskatchewan 1 Manitoba 1 Ontario 9 Quebec 9 New Brunswick 3 Nova Scotia 1
Kraft pulping, which utilizes a digester, is the most common modern chemical pulping
process. In digesters, wood chips are cooked with white liquor (sodium hydroxide (NaOH) and
sodium sulfide (Na2S)) to remove lignin from the wood and release individual pulp fibers for
further processing. There are two basic digesters: batch digesters and continuous digesters.
Batch digesters range from 70 m3 to 340 m3 capacity, with a standard capacity of 170 m3
to 230 m3 for most modern mills. Batch digesters fall into two categories: directly heated and
indirectly heated. The principal operations in batch digesting include chip packing and steaming,
liquor filling, slow temperature rise to assure complete liquor penetration of the chips, relief of
gases, cooking at maximum temperature, relief of pressure, and blowing the digester. Each of
these operations affects pulp properties and qualities (Smook, 1992).

Chapter 2: LITERATURE REVIEW 19 In direct heating, steam is injected through a valve in the bottom of the digester. The
difference in temperature between the top and bottom makes the liquor circulate by convection,
and hot liquor rises through the middle of the digester, while colder liquor at the top flows down
the walls to the bottom where it meets hot stream and is heated. However, there are some
disadvantages in direct heating. The cooking liquor becomes diluted with steam condensate,
putting an additional load on the evaporators. Also, the heating is non-uniform, resulting in
temperature differences in large digesters. Non-uniform heating results in uneven cooking that
lowers the quality of the pulp.
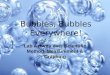
Indirectly heated digesters require more equipment, including a circulation system with a
pump, an external heat exchanger, and a strainer section in the digester walls, as shown in Figure
2.3. Indirect heating with forced liquor circulation avoids liquor dilution and a more uniform
temperature profile throughout the digester is achieved.
Continuous digesters, as represented by the Kamyr system, separate the principal
operations between different vessels, and between different sections within the digester. A
typical continuous digester has the bottom section wider than its top section (the widest has a
diameter of 9.15 m). A typical height is between 60 and 70 m (Gullichsen, 1999). Chip charging
and liquor circulation patterns are different. In digesters, washing is also standard in these
continuous units. Liquor is removed earlier from the digester, while the chips are removed at the
base along with wash liquor.
Today over 65% of the world’s chemical pulp is produced using continuous systems,
with single digester capacities in excess of 2000 ADT/day (Gullichsen, 1999). The original
digester systems have been continuously modified over the years with major improvements, such
as 1) HI-HEAT™ washing, 2) single vessel and two vessel systems, 3) Modified Continuous

Chapter 2: LITERATURE REVIEW 20 Cooking (MCC®), and Extended Modified Continuous Cooking (EMCC®), 4) Isothermal®
Cooking, 5) atmospheric presteaming and 6) Lo-Solids® cooking.
Most continuous digesters consist of three basic zones: an impregnation zone, one or
more cooking zones, and a wash zone. A typical one vessel Kamyr digester is shown in Figure
2.4. Wood chips and white liquor are fed to the top of the digester. After entering the digester,
the wood chips form a chip column that continuously moves vertically downwards. The driving
force for downward movement of the chip column is the difference in density between the chip
column and the free liquor (external liquor phase).
In the impregnation zone, white liquor penetrates into the wood chips. The white liquor
and wood chips are then heated in the cooking zone to reaction temperatures at about 170 0C.
After the chips reach 170 0C, the temperature is maintained for 1.5 to 2.5 hours depending on
many factors including the wood furnish, chemical charge, cooking temperature and desired
degree of delignification. The free liquor is in either (1) concurrent or (2) countercurrent flow
with respect to the wood chips in the cooking zones. This is the region where the majority of the
delignification reactions occur. The wash zone is located at the bottom of the digester where the
countercurrent flow of free liquor washes the dissolved lignin and other compounds from the
pulp. The rate of reaction depends primarily on the cooking temperature, the alkali
concentration, and the lignin content. Some factors affecting the overall process are the
composition and moisture content of the wood, the sulfidity of the cooking liquor, the liquor-to-
wood ratio, the chip size and size distribution, the dynamic movement of the chip column and
the liquor, and the temperature distribution. This wash flow also cools the pulp to quench the
reaction and reduce damage to the cellulose fibers from continued reaction.
Digesters are very capital intensive. In 2000, the cost of a typical continuous digester is
about Cdn$75-$150 million (Luis et al., 2000). Because of this, much research has been

Chapter 2: LITERATURE REVIEW 21 conducted on digesters, as shown in Table 2.4, including pulping kinetics, digester control and
chip/liquor flow dynamics. It is important to optimize digester performance to maximize the
produced pulp quality and yield, reduce the overall operating costs and minimize the
environmental impact of pulp mills. With more pulp and paper mills having modern fiberlines
using continuous digesters to meet increasing competitiveness in the global market and tighter
environmental regulations, there is an increasing need for improved control of continuous
digesters (Luis et al., 2000). Understanding and predicting the flow distribution, flow
channeling, stagnation regions, temperature profile, and chemical species within the digester is
essential for several reasons. First, fiber properties of the pulp are dependent on the fluid
dynamics occurring inside the digester. In the cooking zone, the flow and temperature
distribution have an effect on the residence time of chips. Secondly, high corrosion rates in
digesters have been reported (He et al., 1999) which may be caused or exacerbated by liquor
flow.

Chapter 2: LITERATURE REVIEW 22
Figure 2.3: Schematic of indirect heating system in a batch digester (Smook, 1992).

Chapter 2: LITERATURE REVIEW 23
Figure 2.4: Schematic of a typical one vessel Kamyr digester. (Luis et al., 2000)

Chapter 2: LITERATURE REVIEW 24
Table 2.4: Literature studies on aspects of kraft digester performance.
Author(s) Description and Comments Vroom (1957) Vroom developed the H-factor concept that describes the
reaction rate of a kraft cook in which the parameters of time and temperature are varied.
Hatton (July 1973; August 1973; 1976)
Equations were developed relating total pulp yield and kappa number with H-factor and applied effective alkali (EA) for three softwood and one hardwood species (July 1973). These equations were applied to kraft cooking control.
Akhtaruzzaman et al. (1979) A series of works on the influence of chip dimensions in kraft pulping:
I. Mechanism of movement of chemicals into chips.
II. Effect on delignification and a mathematical model for predicting the pulping parameters.
III. Effect on screened pulp yield and effective alkali consumption; predictive mathematical models.
Gustafson et al. (1983) Jimenez et al. (1989) Agarwal and Gustafson (1997)
Studies on the effect of liquor penetration, diffusion, and chip size on the reaction kinetics in kraft pulping.
Smith et al. (1974) The digester was approximated by a series of continuous stirred tank reactors (CSTRs) with external flows entering and exiting those CSTRs where the heaters and extraction screens were located. Their digester model is known as the Purdue model.
Christensen et al. (1982) Christensen et al. used the Purdue model to predict the reactant concentrations in the free liquor at various locations along the digester and the blow-line Kappa number for an industrial digester, even during hardwood/softwood swings.
Harkonen (1987) Harkonen studied and developed a flow model (2-D) in the digester. This model calculates the flow as being 2-D and irrotational. Mass, momentum and heat conservation equations are written separately for the solid phase and liquid phase and inertial terms are ignored. Interaction between phases is calculated using Ergun’s equation.
Michelsen (1995) Michelsen combined and extended the work of Harkonen and Christensen to develop a detailed digester model from mass, momentum, and energy balances. His model assumes radial uniformity and rotational symmetry.
Wisnewski and Francis (1997) The digester model presented in their paper is an extension of the well-known Purdue digester model. This extended model calculates chip porosity and liquor densities as a function of the extent of delignification.
He et al. (1999) Three-dimensional (3-D) coupled two-phase computer model of a continuous digester simulating the flow distribution and delignification process was developed.

Chapter 2: LITERATURE REVIEW 25
The Kraft pulping process is modeled by using a wood chip degradation, alkali consumption, and diffusion model through the chip. The kinetics of Kraft pulping is divided into the initial, bulk, and residual stages. The chemical reactions in the digester are mainly controlled by the flow conditions of the cooking circulation and the wash circulation.
Pageau and Marcoccia (2001) Introduced an improved filtrate addition method to address circumferential temperature gradients. The results show a corresponding decrease in reject content and significant improve in cooking uniformity and screened yield.
Walkush and Gustafson (2002) They developed a pulping model by using WinGEMS™
program to look at the operation of commercial continuous digesters operate particularly in EMCC® and LoSolids® cook modes.
2.6 Non-Uniform Flow in Digesters
Current operating strategies rely on contacting chips with liquors of different temperatures and
compositions throughout a cook to optimize pulp quality and strength. This requires creation of
uniform liquor flow throughout a chip column. The typical superficial velocity in a commercial
digester reaches approximately 7.5 mm/s (equivalent to 11 gal/min·ft2) of the digester’s cross-
sectional area (Horng et al., 1987).
In batch digesters, liquor must reach all chips in a timely manner as cooking conditions
are changed. In continuous digesters, creation of distinct reaction zones (liquor flow zones)
through which the descending chip mass column moves permits effective chip-liquor contacting.
However, recent findings have shown that liquor flow is likely non-uniform, particularly in
larger digesters. Indications of this in continuous digesters include corrosion in the lower
digester (Kiessling, 1995; Wensley, 1996 and 2002), variability in the exit kappa number (He et
al., 1999), and circumferential temperature gradients in the digester wash and cook zones
(Pageau and Marcoccia, 2001). A review of Canadian continuous digester installations (Crellin,
1982) shows that larger digesters usually have low recirculation flows in relation to their cross-

Chapter 2: LITERATURE REVIEW 26 sectional area. Thus these digesters may be limited in their ability to produce pulps at full
potential strength (Horng et al., 1987). However, Tikka (1992) found that the cooking
uniformity is related to the way the chemicals and heat are introduced. With a well controlled
system, the distribution of chemicals and heat is very uniform. Therefore, digester circulation is
not a factor that affected the pulp strength.
Limited work in the open literature has been focused on flow in digesters. In early work,
radioactively labeled “chips” were followed as they traveled through an operating digester
(Hamilton, 1961). Later work avoided experimental complexities and focused on the
development of computational models of increasing sophistication (Harkonen, 1987; He et al.,
1999). The most recent of these models includes hydrodynamic interactions between the fluid
and chip phases, as well as chemical reactions. The flow solutions have been obtained for
steady-state operation and show radial uniformity of liquor flow. However, both upset operating
conditions and flow non-uniformity are possible and of concern in industrial digesters. Recently,
it has been shown that the temperature non-uniformity at the periphery (outer wall) of a digester
(indicative of liquor flow near the vessel walls) can be markedly improved by adjusting the way
liquor is added to the digester (Pageau and Marcoccia, 2001).
Horng et al. (1987) studied the performance efficiency of continuous digesters and found
that the rate of liquor circulation is one of the most important factors affecting pulp quality. They
used mill data to support their findings. They used a correlation between digester performance
and the recirculating liqour’s flow density to quantify how liquor flow affects pulp quality.
The uniformity of filtrate distribution influence chip column and liquor flow patterns
(plug vs. channel flow) in the cooking zones above the blow dilution zone (Pageau and
Marcoccia, 2001). Channel flow of chips and/or liquor causes variations in the residence time,
cooking chemical profile, and temperature profile experienced by chips passing through different

Chapter 2: LITERATURE REVIEW 27 zones of the digester. This in turn causes variability in extent of reaction. In the extreme case,
this specific type of non-uniformly cooking results in higher reject contents and lower screened
yield. Gross non-uniformity of filtrate distribution has been found to be directly related to
circumferential temperature gradients in the digester wash and cook zones, and also in the blow
line.
Many continuous digesters operate well above their original design production capacities
without experiencing severe operating problems. However, some mills have reported operating
problems when operating above design capacity (increasing from a designed 1250 ADT/day to
1680 ADT/day) (Lorinez and Marcoccia, 2001). These increased production rates have resulted
in decreased overall brownstock washing performance. In particular, as rates increased, the
upflow in the digester’s counter-current wash zone has decreased. This has resulted in less
digester washing capacity and lower washing efficiency (Lorinez and Marcoccia, 2001).
Moreover, this increased production requires increasing the volumetric output of pulp (which
decreases their retention time in the digester) as well as increasing chemical application. It may
also be necessary to increase the cooking temperature. Liqour flow must also increase, although
several factors can limit the extraction capacity of an overloaded digester (Gullichsen, 1999),
including:
1. Extraction screen fouling by fibrous material and/or scale deposits. Fouling rates
increases with increased liquor flow, which can further limit extraction capacity.
2. Excessive chip column compaction at the extraction screens decreases column
permeability and increases the radial pressure drop for the free liquor. The compaction
forces peak at this point (due to convergence of the downward and upward flowing
liquors from the concurrent and countercurrent liquor zones). This can cause problems
with chip column movement and can cause the column to “hang up”. “Hang up” or

Chapter 2: LITERATURE REVIEW 28
column floating could occur if the drag created by the counter-flowing liquor (upflow)
exceeds the net gravitational driving force of the column. This phenomenon represents a
limitation in upward flow capacity rather than a limitation in extraction capacity.
3. The increased drag caused by the increased superficial velocity of the liquor in the
countercurrent flow zone can also cause the chip column to “float” or “hang”.
2.7 Pressure Drop (Flow Resistance) Studies in Digesters
A number of researchers have measured the compressibility and flow resistance of chip columns.
Harkonen (1987) developed a 2-D flow model of the digester using the Ergun equation (1952) to
account for interactions between the liquor and chip phases and measured pressure drop in
support of his modeling. Other researchers, including Lindqvist (1994), Lammi (1996), and
Wang and Gullichsen (1998), have experimentally measured pressure drop as a function of flow
velocity and void fraction for different chip furnishes and size distributions.
Linqvist (1994) examined the flow conditions (e.g. flow resistance, void fraction, and
flowrate) and chip pressure on delignification and pulp characteristics. Different flow conditions
were created by varying the chip size distribution and the compacting pressure exerted on the
chips with kappa numbers in between 40 to 15.
Lammi (1996) studied the flow resistance of chip column by using hardwoods, namely
Scandinavian Birch and Eucalyptus Camaldulensis, with the Superbatch process.
Wang and Gullichsen (1998) studied the effect of the chipping technique on the
compressibility and flow resistance. They produced chips which had the uniform length of 40
mm and thickness of 4 mm and were called “new” chips. They also made “reference” chips
which were defined as chips passing through a 13 mm round hole and retained on a 7 mm round

Chapter 2: LITERATURE REVIEW 29 hole. Their results showed that “new” chips and “reference” chips have the same pressure drop
under similar conditions.
For wood chips, the particle geometry is non-uniform and covers a wide range of sizes.
Therefore it is difficult to obtain a good equivalent particle diameter to use in the Ergun equation
(Equation 2.10). Because of this, Harkonen (1987) rewrote the Ergun equation, grouping the
equivalent particle diameter and the fluid properties into coefficients of R1 and R2. Thus
( ) ( ) 2323
2
111
URURdLdP
l
l
l
l
εε
εε −
+−
= (2.27)
where dP/dL is pressure drop in Pa/m, lε is the void fraction, U is the superficial velocity in m/s
and R1 and R2 empirical constants. Equation 2.27 can be linearized to:
( )( )
212
3 111
RU
RUdL
l
l+
−=
−ε
εdP lε (2.28)
where
21pd
AR µ= (2.29)
and
pd
BR ρ=2 (2.30)
Values of R1 and R2 have been measured for several wood species (Harkonen, 1987; Linqvist,
1994; Lammi, 1996; Wang and Gullichen, 1999) as summarized in Table 2.5. A wide range of
values are given, and we note that some of the R2 values from literature are negative. However,
there is no physical reason why R2 would be negative. Theoretically, R2 should be positive
according to Equation 2.30 from curve fitting experimental data to Equation 2.27.

Chapter 2: LITERATURE REVIEW 30 Harkonen (1987) also correlated the void fraction of the chip column to the compacting
pressure applied Pc, and the kappa number, κ , using:
( )ln(kkP
kk
cl κε 320
1
10+−
+= ) (2.31)
Here k0 is equivalent to the initial void fraction (when no compacting pressure is applied) while
the other constants (k1, k2, and k3) are fitted parameters. Where the compacting pressure, Pc (in
kPa), is the contact force acting on the chip column divided by the cross-sectional area of the
column and κ is the kappa number. k0, k1, k2, and k3 have been measured for several wood
species (Harkonen, 1987; Linqvist, 1994; Lammi, 1996; Wang and Gullichen, 1999) as
summarized in Table 2.6.
This empirical correlation shows that the void fraction depends on both the compacting
pressure and kappa number. The second term of Equation (2.31) should be negative as the void
fraction decreases with increased compacting pressure and decreased kappa number.

Chapter 2: LITERATURE REVIEW 31
Table 2.5: Summary of the available literature on flow resistance of chip columns by using Equation 2.27 with dP/dL in Pa/m and U in m/s.
Wood species and chip size distribution Reference R1 R2 Scandinavian Pine (reference chips) Defined as chips passed through a 13 mm hole but retained on a 7 mm hole.
Wang and Gullichen (1999) 0.52×105 1.5×106
Scandinavian Pine (“new” chips) “New” chips: 4 mm thick, 40 mm length
Wang and Gullichen (1999) 0.82×105 -0.11×106
Scandinavian Birch + 45 mm hole 1.1% + 8 mm bar 4.8% + 13 mm hole 78.8% + 7 mm hole 12.6% + 3 mm hole 2.2% + fines 0.5%
Lammi (1996) 2.8×105 -1.2×106
Eucalyptus Camaldulensis + 45 mm hole 0.6% + 8 mm bar 9.2% + 13 mm hole 51.4% + 7 mm hole 31.2% + 3 mm hole 6.4% + fines 1.1%
Lammi (1996) 5.5×105 0.75×106
Scandinavian Pine (mix 1) + 6 mm bar 22.1% + 4 mm bar 44.2% + 2 mm bar 29.1% + 3 mm hole 4.6%
Linqvist (1994) 0.28×105 -0.13×106
Scandinavian Pine (mix 2) + 6 mm bar 23.2% + 4 mm bar 46.3% + 2 mm bar 30.5%
Linqvist (1994) 0.51×105 -0.35×106
Scandinavian Pine (mix 3) + 4 mm bar 60.3% + 2 mm bar 39.7%
Linqvist (1994) 0.055×105 -0.006×106
Scandinavian Pine (Distribution not specified.) Harkonen (1987) 0.046×105 3.9×106
Note: “+” means retained on the plate.

Chapter 2: LITERATURE REVIEW 32 Table 2.6: Summary of the available literature on void fraction equation constants by using Equation 2.31. More detail on chip size distribution can be found in Table 2.5.
Wood species and chip size distribution
Reference k0 k1 k2 k3
Scandinavian Pine (reference chips)
Wang and Gullichen
(1999) 0.663 0.56 0.788 0.133
Scandinavian Pine (“new” chips) Wang and Gullichen
(1999) 0.840 0.39 1.092 0.161
Scandinavian Birch Lammi (1996) 0.630 0.64 0.697 0.151
Eucalyptus Camaldulensis Lammi (1996) 0.591 0.56 0.645 0.148
Scandinavian Pine (mix 1) Linqvist (1994) 0.604 0.63 0.956 0.191 Scandinavian Pine (mix 2) Linqvist (1994) 0.615 0.79 0.910 0.181 Scandinavian Pine (mix 3) Linqvist (1994) 0.647 0.74 1.021 0.205 Scandinavian Pine (Distribution not specified.)
Harkonen (1987) 0.644 0.59 0.831 0.139
2.8 Wood Chips
Presently, the major goal in the pulp and paper industry is to develop environmentally friendly
processes as well as to improve end product quality. Wood handling, at the beginning of the
process, is essential to achieving these goals. Wood chips are very important in pulp mills
because wood constitutes more than 50% of the pulp manufacturing costs and basically whole
quality depends on the quality of raw material, i.e. the chips (Tahkanen, 1994).
2.8.1 Chip Quality
Chip quality, particularly the chip thickness, has attracted growing attention for many years.
Many modifications have been made in the wood handling process from chipping (Tahkanen,
1994) to chip screening (Luxardo and Javid, 1992) to achieve the common slogan in the pulp and
paper industry: “High quality pulp starts with high quality chips” (Wang and Gullichsen, 1998).

Chapter 2: LITERATURE REVIEW 33 The results of poor chip quality will be: poor usability of the fiber source, non-uniform pulping,
off-grade pulp and yield losses, and high production costs.
2.8.2 Chip Thickness
Chip thickness has been recognized as one of the key factors for efficient pulping and good pulp
quality (Tikka and Tahkanen, 1992). Depending on the penetration and diffusion mechanism,
chip thickness has the greatest effect on liquid transfer (Gustafson et al., 1988). Due to the fact
that kraft delignification is effective only to certain depth in wood chips, cores of thick chips do
not delignify properly. However, chips that are sufficiently long and thin will make the kraft
cook more uniform (Gullichsen, 1992 and 1995).
2.8.3 Oversize and Undersize Fractions
Oversize and overthick chips do not cook completely and uniformly. These chips leave
uncooked residues, which appear in the pulp as shives, knots and knotter rejects (Christie, 1987).
Screening systems have been developed for efficient isolation of each critical fraction
from the unscreened whole to allow separate chip processing prior to pulp production. The
separation of the overthick fraction, which is reduced in thickness by slicing or destructing, and
typically returned to accepts stream, eliminates the undesirable effect of overthick chips in
pulping (Luxardo and Javid, 1992).
Fines are usually eliminated from the pulp mill chips and diverged to a power boiler for
combustion. This elimination of fines has a number of advantages, such as improvement in pulp
yield and quality, and reduced chemical usage (Kreft and Javid, 1990). However, if it is not
economical to reject the fines, they can be cooked in a separate digester.

Chapter 2: LITERATURE REVIEW 34
In some applications, the separation of small pin chips for alternative processing, or
metered feeding prior to a continuous digester, can improve liquor circulation in the digester. In
other cases, retention of pin chips is important due to fibre value. Tikka and Tahkanen (1992)
reported that pin chips give a reasonable yield, for example yield at kappa number 25 is about
47%.
2.8.4 Evaluation of Chip Size Distribution
A narrow chip size distribution is thought to be important to ensure uniform liquor penetration
and even cooking conditions. The chip size distribution is evaluated with screening systems
called classifier. The laboratory or mill chip screening system classifies the incoming chips as
follows:
• The top screen has 45 mm wide round holes. The chips retained on this screen are called
overlarge.
• The next screen has 10 mm wide slots for softwoods (8 mm for hardwoods). The chips
retained on this screen are overthick.
• The third screen has 7 mm round holes. On this screen the accept fraction is retained.
• The fourth screen with 3 mm round holes will retain the pin chips.
• What passes all four screens and collects on the bottom is the fines fraction, or pan fines.
Table 2.7 shows a typical chip size distribution for the mill input to the digester (Walkush and
Gustafson, 2002).
Table 2.7: Typical mill produces chip size distribution.
Size (mm) Weight % Over fraction > 8 5.8 Accept chips 7 79.2 Pin chips 3 - 7 14.1 Pan fines < 3 0.9

Chapter 2: LITERATURE REVIEW 35
All currently available devices classify chips based on just one or a combination of two
criteria – chip thickness, defined by passage through a slot or a hole on planar surface. By using
different criteria, fundamentally different attributes of the chips are measured. This means data
from one device may not be directly comparable to data from another device (Sacia and Marrs,
1994). Table 2.8 lists many of the commonly used classifiers and the primary and secondary
criteria they use as a basis for separation.
Table 2.8: Commonly used chip size classification devices in mills (Sacia and Marrs, 1994).
Company Name
Machine Name Slot Opening Criteria
(Thickness)
Round Hole Criteria
Combination Thickness & Round Hole
BM&M Chip & Sawdust Primary Consilium Automatic Chip Classifier Primary Lorentzen & Wettre
STFI Chip Classifier Primary
Price Rotary Chip Classifier Primary Secondary Rader CC2000 Primary Secondary Rotex GradexTM Primary SWECO Vibro-Energy Separator® Square Hole TMI Auto Domtar Chip
ClassifierTM Primary Secondary
TMI The Williams Chip Classification
Primary
Tompkins-Beckwith
EMP Chip Classifier Primary
Weyerhaeuser ChipClassTM Primary

Chapter 2: LITERATURE REVIEW 36
2.9 Research Objectives
The literature shows that pressure drop has been widely studied for a wide range of chemical
engineering system and is of great importance for flow through chip beds and consequently for
digester design. However, very limited work has been published on pressure drop through chip
columns (Harkonen, 1987; Lindqvist, 1994; Lammi, 1996; Wang and Gullichsen, 1998). In order
to better understand the liquid flow in pulp digesters, we developed an experimental program to
measure the pressure drop and liquor flow through packed beds of cooked wood chips. The
objectives of this thesis are:
• To improve our understanding of pressure drop and liquor flow through packed beds of
cooked wood chips and to develop pressure drop models for cooked wood chips, particularly
as a function of chip size and chip size distribution. White spruce chips, produced by a Chip-
N-Saw chipper, are used in this study.
• To identify whether previous correlations can be used to predict pressure drop for our data
and to investigate the applicability of the Ergun equation to describe the flow resistance in
packed bed of wood chips.
• To develop a model that correlates the void faction of a chip column as a function of
compacting pressure and kappa number for different chip size distributions.