Embed Size (px)
Citation preview

83
Alc
an M
arin
e
1. Rappel historique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
2. Les spécificités du soudage de l’aluminium. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 852.1 Le film d’oxyde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 852.2 Solubilité de l’hydrogène dans le métal fondu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 862.3 Les propriétés physiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 862.4 La zone affectée thermiquement (ZAT) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 872.5 Les alliages d’aluminium soudables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
3. Conséquences sur la conception et l’exécution des soudures . . . . . . . . . . . . . . . . . . . . . . . . 893.1 Les déformations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 893.2 Les contraintes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 903.3 La maîtrise des déformations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 903.4 Application au soudage d’une section avec raidisseurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
4. Les procédés de soudage à l’arc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 934.1 Le TIG (Tungstène Inert Gas) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 934.2 Le MIG (Metal Inert Gas) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 944.3 Le MIG synergique à courant pulsé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 944.4 Le MIG synergique à courant modulé « Spray MODAL » . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 964.5 Les fils d’apport . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
5. Le stockage des demi-produits et du fil d’apport . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
6. Les préparations de surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
7. La préparation des bords et l’accostage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
8. Le métal d’apport . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
9. Le parachèvement des soudures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1009.1 Reprise des soudures défectueuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1019.2 Nettoyage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1029.3 Rattrapage des déformations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1029.4 Arasage du cordon . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1029.5 Microbillage des cordons de soudure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
10. Les contrôles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10310.1 Les procédures d’agrément . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10310.2 Le contrôle des joints soudés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103
11. Les défauts de soudure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10311.1 Principaux défauts de soudure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10411.2 Influence des défauts de soudure sur la tenue en fatigue . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
12. Les réparations et aménagements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
13. Le soudage laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10613.1 Principe du laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10613.2 Les lasers de soudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10613.3 Le soudage laser des alliages d’aluminium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10713.4 La soudabilité des alliages d’aluminium au laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
14. Le soudage par friction malaxage (FSW) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10814.1 Principe du soudage par friction malaxage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10814.2 Microstructure du joint soudé par friction malaxage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10814.3 Comparaisons avec le soudage à l’arc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10914.4 Possibilités du soudage par friction malaxage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11014.5 Performances des soudures par friction malaxage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
15. Les normes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
C h a p i t r e 6L E S O U D A G E
83

84
Alc
an M
arin
e
LE SOUDAGE consiste à assembler,par fusion localisée du métal,
deux ou plusieurs pièces demanière à n’en former plusqu’une, les contours primitifs despièces d’origine ayant disparuaprès assemblage.
Le soudage à l’arc reste – et deloin – le procédé d’assemblage leplus répandu et le plus utilisé dansla construction navale.
Les progrès techniques du sou-dage à l’arc, avec le MIG pulsé,ont contribué à améliorer les per-formances des postes à souder etla qualité des soudures.
Le développement d’autres procé-dés, tels que le soudage par fais-ceau laser ou le soudage par fric-tion malaxage FSW, va faire évo-luer la conception et la réalisationdes sous-ensembles de la cons-truction navale en aluminium.
Quel que soit le procédé de sou-dage, la qualité d’exécution desassemblages soudés en alliagesd’aluminium prend de plus en plusd’importance sur les navires degrande longueur, puisqu’elle condi-tionne la tenue en fatigue deszones les plus sollicitées du navire.La soudure est un facteur de « pre-mier ordre » de la tenue en fatigue.
1.RAPPELHISTORIQUE
Les premiers essais de soudagede l’aluminium datent de 1904.On utilisait alors la soudure auto-gène [1].
Jusqu’au début des années1960, la soudure au chalumeauoxy-acétylénique était le seulmoyen disponible pour souderles alliages d’aluminium. Ce pro-cédé était d’un emploi limité auxsoudures à plat et aux tôles defaible épaisseur.
Pendant longtemps, la présencedu film d’oxyde naturel sur la sur-face de l’aluminium a constituéune difficulté majeure du sou-dage de ce métal. Pour soudercorrectement l’aluminium, il fautpouvoir éliminer le film d’oxyde,protéger le bain de fusion de l’at-mosphère environnante et empê-cher ainsi sa reformation.
Lors du soudage oxy-acétylénique,des flux étaient déposés, sousforme de pâte diluée dans l’eau,sur les bords à souder et sur le filde métal d’apport pour éliminer lefilm d’oxyde. Ces flux étaient àbase de chlorures et de fluorures.
Pour éviter tout risque de corro-sion par les résidus de flux, il fallaitdonc les éliminer par brossage oupar rinçage à l’eau.
Comme pour le soudage à l’arcde l’acier, des baguettes demétal d’apport enrobées de fluxfurent disponibles à partir de1925 pour souder des produitsplus épais. Une des premièresapplications connues de soudageà l’arc avec baguettes enrobées aété, en 1934, la réalisation de voi-tures de chemin de fer en 5056(A-G5) pour la CompagnieFrançaise des Chemins de Fer duNord [2]. Ce procédé n’eut pasbeaucoup de développementparce que la qualité des souduresn’était pas satisfaisante.
Les premiers essais de soudage àl’arc sous gaz protecteur (argon ouhélium) datent du milieu desannées 1930 [3]. Cette techniqueconstitua un très grand progrès. Ellesupprimait les flux avec leursrisques de corrosion. Il fut alors pos-sible de souder à grande vitesse etdans toutes les positions.L’aluminium devint ainsi un métalde chaudronnerie « à part entière ».
Le développement industriel desprocédés TIG et MIG a com-mencé au début des années
6 . L E S O U D A G E
84
SOUDAGE D'UN ENCADREMENT D'ÉCOUTILLE

85
Alc
an M
arin
e
1950 et les perfectionnementsde cette technique de soudagen’ont pas cessé depuis. Il en estainsi du MIG pulsé à régulationélectronique introduit au débutdes années 1990.
Jusqu’au début de la décennie1960, les bateaux en alliage d’alu-minium – et les équipements enalliage d’aluminium sur les naviresen acier (superstructures, chemi-nées, etc.) – étaient assembléspar rivetage, comme l’étaientencore les bateaux en acier.
Le voilier Morag Mhor, ketch de 70 pieds, en alliage d’aluminium-magnésium (4 et 5 % de magné-sium), dessiné par un architectenaval britannique, est le premierbateau connu qui fut assemblé parsoudage MIG en 1953 [4].
2.LES SPÉCIFICITÉS DU SOUDAGE DE L’ALUMINIUM
Bien que les techniques de sou-dage des demi-produits en alliagesd’aluminium soient très proches –voire les mêmes que celles desaciers au carbone –, les conditionsopératoires sont sensiblement dif-férentes. Cela tient à la présenceen permanence du film d’oxyde(Al2O3) à la surface du métal (1) etaussi à leurs propriétés physiquestrès différentes de celles desaciers (tableau 47, p. 87).
2.1Le film d’oxyde
Le film d’oxyde naturel qui recouvreen permanence la surface du métala une épaisseur de 50 à 100 nano-mètres. Il a un point de fusion trèsélevé, 2 052 °C, et il est insolubledans l’aluminium solide ou liquide.
Pour souder, il faut obligatoire-ment l’éliminer (2) et l’empêcherde se reformer pendant la phased’apport du métal dans le cordonde soudure (3). C’est pourquoi lesoudage de l’aluminium à l’arc ouau faisceau laser doit être fait sousatmosphère contrôlée constituéede gaz inerte : argon, hélium, ouleurs mélanges.
Bien que chimiquement stable –c’est un oxyde –, ce film réagitnéanmoins avec le milieu extérieuren adsorbant les résidus des hui-les de laminage, des lubrifiants demise en forme, et l’humidité del’air. Tous ces éléments sont dessources d’hydrogène (4) quand ilssont dissociés dans le plasma del’arc électrique.
85
(1) Cf. chapitre 10.
(2) En soudage à l’arc avec le procédéTIG continu, la pièce à souder esttoujours reliée au pôle – (moins) pouréliminer le film d’oxyde.
(3) Bien qu’isolant électrique, il est tropmince pour constituer une barrière aupassage du courant comme le sont lescouches d’anodisation dont l’épaisseurcourante est de 15 à 20 micromètres.
(4) Les graisses et les lubrifiants sontdes chaînes carbonées de formulegénérale CnH2nO.
LNG CARRIERS

86
Alc
anM
arin
e
2.2Solubilité de l’hydrogène dans le métal fondu
Compte tenu de la très forte solu-bilité de l’hydrogène dans l’alumi-nium liquide, il est dissous dans lebain de fusion du cordon de sou-dure en formation (figure 60) (5).
Mais l’hydrogène étant insolubledans l’aluminium solide, si lerefroidissement est très rapide, ilaura tendance à rester piégé dansle métal sous forme de bulles quivont constituer des porosités dansle cordon de soudure (6).
C’est la raison pour laquelle il fautéliminer toutes les sources possi-bles d’hydrogène sur le métalconstituées par l’humidité, lesrésidus gras et dans les gaz deprotection.
2.3Les propriétésphysiques
Les propriétés physiques qui ontune influence sur le soudage del’aluminium sont indiquées dansle tableau 47, comparativement àcelles de l’acier. Ce sont les pro-priétés thermiques qui expli-quent les différences importan-tes des conditions de soudage del’aluminium par rapport à cellesde l’acier.
L’aluminium a une forte capacitécalorifique (899 J. kg-1.K-1, contre420 pour l’acier) et une plusgrande conductivité thermique(229 W. m-1.K-1, contre 54 pourl’acier). Il en résulte qu’unegrande partie de l’énergie appor-tée par l’arc est consomméepour le chauffage des pièces àsouder.
Le haut niveau d’effusivité (7) de l’a-luminium nécessite un niveau d’é-nergie de soudage très élevé. Touteschoses étant égales par ailleurs, l’é-chauffement des éléments à souderen aluminium sera plus importantque sur ceux en acier.
La diffusivité thermique (8) élevée(0,9 contre 0,2 pour l’acier) a pourconséquence une forte dissipationde la chaleur dans le métal, quidoit être compensée par l’apportde l’arc électrique.
Le fort coefficient de dilatation del’aluminium (23.10-6K-1), une fortediffusivité, un niveau de tempéra-ture élevé du métal, font que lesoudage s’accompagne de plusfortes déformations sur l’alumi-nium que sur l’acier.
Pour être en régime stable, lavitesse de soudage de l’alumi-nium doit être plus élevée que cellede la propagation de la chaleur (fig-ure 61).
Si le refroidissement des aciers aucarbone est trop rapide, ils subis-sent une transformation martensi-tique qui s’accompagne d’uneaugmentation de volume, laquellepeut provoquer des fissures aupied du cordon de soudure.
Il n’y pas de modifications de cegenre avec les alliages d’alumi-nium. Par conséquent, la vitessede refroidissement du cordon de
86
SOLUBILITÉ DE L’HYDROGÈNE
50
0,7
0,036
660 2500
Point de fusion
Point d’ébullition
Sol
ubili
téhy
drog
ène
(en
cm3 /
100
gm
étal
)
Solubilité dans lemétal liquide
Solubilité dans le métalsolide
Figure 60
(5) Contrairement à ce qui se passe pourcertains aciers, l’hydrogène ne fragilisepas l’aluminium et ne le sensibilise pas à la corrosion sous contrainte.
(6) Cf. tableau 54, p. 104.
(7) L’effusivité « b » est le produit de laconductivité thermique λ par la massevolumique ρ et par la capacité calorifique cp:b = :λ.p.Cp.
Cette grandeur décrit la quantité de chaleur que reçoit, par conduction,une zone chauffée, avec :
λ = conductivité thermique
ρ = masse volumique
Cp = capacité calorifique.
(8) La diffusivité thermique « a » estdéfinie par la relation
a = λρ. Cp

87
Alc
anM
arin
e
soudure, qui est rapide, de l’or-dre de 100 à 1 000 °C parseconde, n’entraîne aucun défautde celui-ci.
C’est pourquoi il n’est générale-ment pas nécessaire de pratiquerun préchauffage avant soudagesur l’aluminium, comme on peut lefaire pour les aciers (pour éviterdes ruptures sur le cordon de sou-dure lors du refroidissement).
Toutes ces données doivent êtreprises en compte lors de laconception des assemblages sou-dés et de l’exécution des soudu-res. Cet aspect très important esttraité au paragraphe 3.
2.4La zone affectéethermiquement (ZAT)
Sur les aciers, les changements dephase durcissent localement, surune largeur de quelques millimè-tres, la zone affectée par la cha-leur. Au contraire, le chauffage apour effet d’adoucir les alliagesd’aluminium quand ils sont :n à l’état écroui ; c’est le cas desalliages 5000 aux états H116, H24,H32, H34,n traités thermiquement ; c’est lecas des alliages 6000 aux états T5ou T6.
Ainsi que l’illustre la figure 62,p.88, la variation des caractéris-tiques mécaniques est progressivedepuis le cordon de soudure jus-qu’aux limites de la ZAT (9).
Il en résulte que les caractéris-tiques mécaniques du joint soudésont généralement inférieures àcelles du métal de base. Elles sontproches de l’état recuit pour lesalliages à durcissement parécrouissage et de l’état T4 pour lesalliages à durcissement structural.
6. LE SOUDAGE
87
PROPRIÉTÉS PHYSIQUES DE L’ALUMINIUM ET DE L’ACIER E24
Propriétés Aluminium non allié (1050A) Acier E24 Rapport Alu/Acier
Intervalle de fusion (°C) 645/658 1400/1 530
Point de fusion des oxydes (°C) 2 052 900
Retrait à la solidification (%) 1,7 1,2 1,4
Masse volumique (kg.m-3) 2 700 7 820 0,34
Capacité thermique massique Cp (J.kg-1.K-1) 899 420 2,14
Chaleur latente de fusion (kJ.kg-1) 385 210 1,83
Conductivité thermique (W.m-1.K-1) 229 54 4,24
Diffusivité thermique « a» (10-4.m2.sec-1) 0,9 0,2 4,5
Effusivité « b» (J. m-2.K-1.sec -1/2) 24000 16000 1,5
Coefficient de dilatation linéique α (10-6.K-1) 23,5 13,5 1,74
Résistivité électrique ρ (10-9.Ω.m) 292 1010 0,29
Module d’élasticité (MPa) 70 000 210 000 0,33
FLUX DE CHALEUR LORS DU SOUDAGE
z
x
y
θy3
θy2
θy1
θy0
Sens du soudageäNiveau maximal
de température
ä
θx0θx1
θx2
Tableau 47
Figure 61
(9) Les caractéristiques mécaniques du cordon de soudure lui-même sontgénéralement supérieures à celles de la ZAT. Quand il y a rupture, celle-ci a le plus souvent lieu hors du cordon de soudure.

88
Alc
an M
arin
e
C’est pourquoi les codes de calculet les règlements des sociétés declassification imposent pour lescalculs, en statique, des niveauxde limite d’élasticité de l’étatrecuit pour les alliages à durcisse-ment par écrouissage et de l’étatT4 pour les alliages à durcisse-ment structural.
Dans le cas des soudures bout àbout, la largeur de la ZAT est d’en-viron 25 mm de part et d’autre ducordon de soudure, quelle que soitl’épaisseur du métal de base etquel que soit le mode de soudage,TIG ou MIG.
Pour limiter les conséquences dela diminution des caractéris-tiques mécaniques du jointsoudé, il faut : choisir le métal d’apport lemieux adapté à l’alliage de base, établir un cycle de soudageaussi rapide que possible pour res-treindre l’étendue de la ZAT, concevoir l’assemblage desorte que les joints soudés soientsitués dans les endroits les moinssollicités.
2.5Les alliagesd’aluminiumsoudables
La plupart des alliages desfamilles 1000, 3000, 5000 et6000 sont soudables avec lesprocédés conventionnels TIG ouMIG et, également, par les au-tres procédés à faisceau d’éner-gie : faisceau d’électrons (FE),laser, etc.
La famille 5000 est celle qui pré-sente les meilleures aptitudes ausoudage.
Les alliages de corroyage conte-nant du cuivre des familles 2000et 7000 (10) ne sont pas facile-ment soudables à l’arc (11). La pré-sence de cuivre provoque des fis-surations et des criques de retraitsur le cordon de soudure.
La soudabilité des pièces mou-lées dépend plus du mode demoulage que de la compositionchimique de l’alliage. Les piècesmoulées sous pression ne sont
pas soudables parce qu’elles peu-vent contenir beaucoup d’airintroduit à la coulée (on les dit« gazées »).
Les pièces moulées en sable ouen coquille sont soudables sousréserve d’être « saines », c’est-à-dire dépourvues de porosités etde retassures qui produisent dessoufflures dans le cordon de sou-dure (12).
Les alliages 42100 (A-S7G) et43300 (A-S10G) sont soudablesavec ceux de la famille 6000 (13).
88
ZAT
CARACTÉRISTIQUES MÉCANIQUES DE LA ZAT
Rp0
,2
Figure 62
(10) Les 7000 sans cuivre, tel le 7020,sont soudables, mais la ZAT est trèssensible à la corrosion feuilletante (cf.chapitre 10).
(11) Les règlements et codes deconstruction soudée, tels que Eurocode 9et la norme BS 8118, excluent cesalliages des assemblages soudés à l’arc.
(12) Pour éviter la formation de porositéssur les pièces coulées en sable, il estconseillé de disposer des refroidisseursmétalliques qui affinent la microstructureet évitent la formation de porosités.
(13) Les 5000 ne sont pas soudables avecles 42000.

89
Alc
an M
arin
e
3.CONSÉQUENCESSUR LA CONCEPTION ET L’EXÉCUTION DES SOUDURES
Pendant le soudage, chaque pointd’une pièce soudée subit un cyclethermique dont le profil est fonc-tion de plusieurs paramètres : la puissance de la source dechaleur qui dépend du procédé(MIG, TIG, etc.), la géométrie de la pièce, la position de soudage (à plat,vertical, en corniche, au plafond), la diffusivité du matériau.
Il en résulte une hétérogénéitédes températures atteintes dans lapièce au cours du soudage. Ellesse traduisent par des déforma-tions résiduelles plus ou moinsimportantes qui sont dues : aux différences de dilatation,entre autres, au retrait lors de la solidificationdu cordon de soudure.
3.1Les déformations
Les déformations peuvent êtrelongitudinales ou transversales :
les déformations longitudinales
sont dues à la contraction dumétal lors du refroidissement quin’est pas uniforme. Des contrain-tes s’établissent le long du cordonde soudure (figure 63).Elles sont dépendantes de la posi-tion de la soudure : faibles ou nul-les quand la soudure est dansl’axe neutre de la pièce, ou à proxi-mité de celui-ci (figure 64) ; aucontraire très prononcées quandla soudure est dissymétrique. Laconcavité est alors orientée dumême côté que les cordons desoudure. Sur les produits longs, ladéformation peut se traduire parune torsion difficilement rattrapa-ble (figure 65).
En règle générale, les déforma-tions sont importantes quand lescordons de soudure sont asymé-triques par rapport à la pièce.
les déformations transversales
sont dues au raccourcissement ducordon de soudure, plus importanten surface qu’à sa racine, provo-quant un effet de serrage avecdéformation angulaire (figure 66).
Pour limiter cet effet, il faut rééqui-librer les contraintes par uneseconde soudure, en X sur les pro-duits épais, du côté opposé pourles soudures d’angle (figure 67).
6. LE SOUDAGE
89
DÉFORMATIONS LONGITUDINALES
SOUDURE SUR L’AXE NEUTRE OU SYMÉTRIQUE
SOUDURES ASYMÉTRIQUES
DÉFORMATIONS SUR SOUDURESBOUT À BOUT
RATTRAPAGE DES DÉFORMATIONS
Figure 63
Figure 64
Figure 65
Figure 66
Figure 67

90
Alc
an M
arin
e
3.2Les contraintes
Le niveau de contrainte, qui peutdépasser localement celui de lalimite d’élasticité du métal, dépend : de la forme des pièces, de la disposition des cordons desoudure, des séquences de soudage, des outillages de positionnement, du bridage.
À titre d’exemple, la figure 68indique les niveaux de contraintesrésiduelles longitudinales dansdes sections reconstituées parmécano-soudage.
3.3La maîtrise des déformations
Elle passe par : des dispositions constructives
arrêtées dès la conception aubureau d’études en plaçant lessoudures dans un plan de symé-trie de la pièce et sur les axesneutres de celle-ci (14), et en uti-lisant, si possible, des profilésspécialement adaptés (15) ;
une mise en forme soignéepour réduire le jeu et la dénivella-tion entre les composants à sou-der et les défauts d’accostage ;
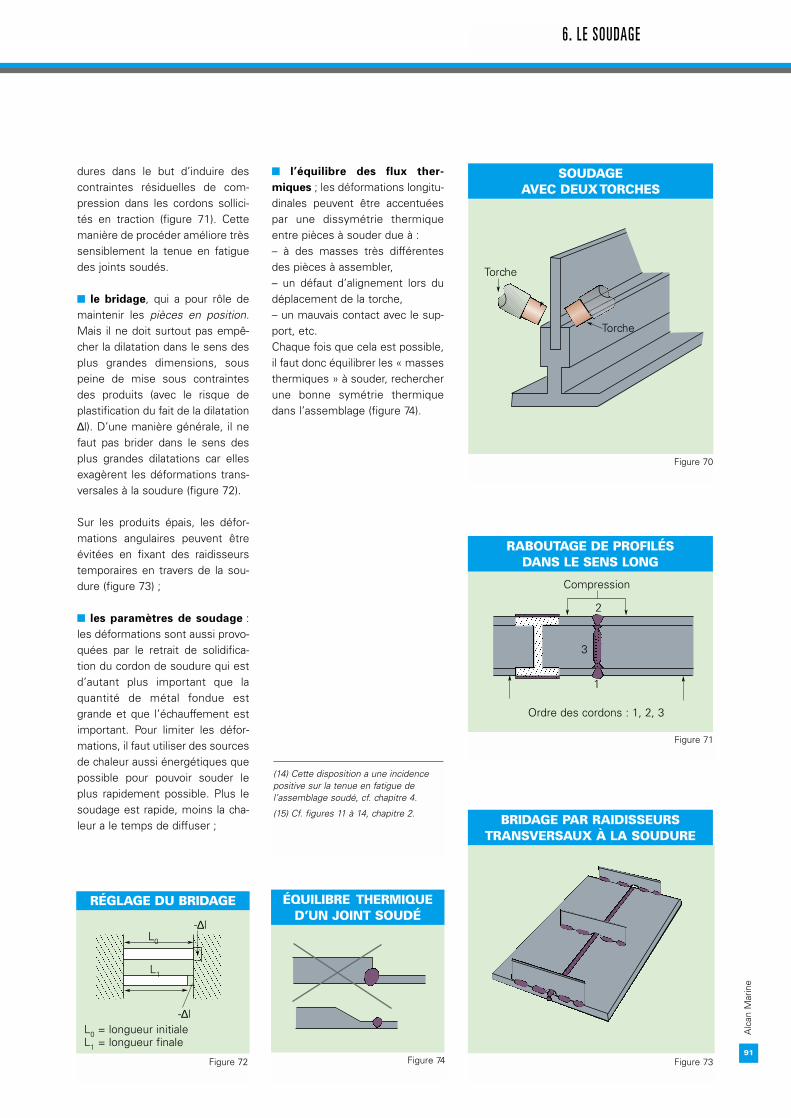
le séquencement des soudures :il est important de souder vers lesbords libres pour laisser les dilata-tions se faire librement. Les sou-dures sont exécutées dans l’ordreinverse de leur longueur, les pluscourtes en premier pour mieuxrépartir les déformations. Leur rat-trapage est plus facile avec delongs cordons (figure 69).Quand cela est possible, le soudageen automatique avec deux torchesest un très bon moyen de réduireles déformations (figure 70).
La répartition des contraintesinternes peut être optimisée parun enchaînement correct des sou-
90
Assemblages en tôle en 5053 H111 et en profilé en 6082 T6
Semelle supérieure
Semelle inférieure
Aile
CONTRAINTES RÉSIDUELLES
Figure 68
SÉQUENCEMENT DES SOUDURES
2 3
11
243
Début dusoudage
Figure 69
CHARPENTE D'UN VOILIER
91
Alc
an M
arin
e
SOUDAGE AVEC DEUX TORCHES
Torche
Torche
Figure 70
RABOUTAGE DE PROFILÉSDANS LE SENS LONG
2
3
1
Ordre des cordons : 1, 2, 3
Figure 71
6. LE SOUDAGE
dures dans le but d’induire descontraintes résiduelles de com-pression dans les cordons sollici-tés en traction (figure 71). Cettemanière de procéder améliore trèssensiblement la tenue en fatiguedes joints soudés.
le bridage, qui a pour rôle demaintenir les pièces en position.Mais il ne doit surtout pas empê-cher la dilatation dans le sens desplus grandes dimensions, souspeine de mise sous contraintesdes produits (avec le risque deplastification du fait de la dilatation∆l). D’une manière générale, il nefaut pas brider dans le sens desplus grandes dilatations car ellesexagèrent les déformations trans-versales à la soudure (figure 72).
Sur les produits épais, les défor-mations angulaires peuvent êtreévitées en fixant des raidisseurstemporaires en travers de la sou-dure (figure 73) ;
les paramètres de soudage :les déformations sont aussi provo-quées par le retrait de solidifica-tion du cordon de soudure qui estd’autant plus important que laquantité de métal fondue estgrande et que l’échauffement estimportant. Pour limiter les défor-mations, il faut utiliser des sourcesde chaleur aussi énergétiques quepossible pour pouvoir souder leplus rapidement possible. Plus lesoudage est rapide, moins la cha-leur a le temps de diffuser ;
l’équilibre des flux ther-
miques ; les déformations longitu-dinales peuvent être accentuéespar une dissymétrie thermiqueentre pièces à souder due à :– à des masses très différentesdes pièces à assembler,– un défaut d’alignement lors dudéplacement de la torche,– un mauvais contact avec le sup-port, etc.Chaque fois que cela est possible,il faut donc équilibrer les « massesthermiques » à souder, rechercherune bonne symétrie thermiquedans l’assemblage (figure 74).
91
RÉGLAGE DU BRIDAGE
L0 = longueur initialeL1 = longueur finale
L0
L1
-∆l
-∆l
BRIDAGE PAR RAIDISSEURSTRANSVERSAUX À LA SOUDURE
ÉQUILIBRE THERMIQUED’UN JOINT SOUDÉ
Figure 72 Figure 73Figure 74
(14) Cette disposition a une incidencepositive sur la tenue en fatigue del’assemblage soudé, cf. chapitre 4.
(15) Cf. figures 11 à 14, chapitre 2.
Compression

92
Alc
anM
arin
e
3.4Application au soudage d’une sectionavec raidisseurs
Pour limiter les déformations lorsdu soudage des éléments de lasection de la figure 75, la gammede soudage (ordre de réalisation
des cordons de soudure) la plusappropriée est indiquée sur lafigure 76.
Le soudage est engagé au centredu panneau et va vers les bordslibres de manière à laisser les dila-tations se faire librement.
92
GAMME TYPE DE SOUDAGE D’UNE SECTION
19ää
ä
30 20 18
48
9 10 11 31
29
40
17
38 37 36 33 34 35 39
16 15 12 13 14 32
2827
2526
13
57
2322
2124
47
ää
ä
ä ä
ä
ä ä ä
ääää
24
68
SECTION AVEC RAIDISSEURS
Couple
Lisse
Bordé
ä
ä
ä
Figure 76
Figure 75
46 45 44 41 42 43
LEVAGE

93
Alc
an M
arin
e
4.LES PROCÉDÉS DESOUDAGE À L’ARC
Dans le soudage à l’arc, la liaisonentre les éléments à assemblerest obtenue par le remplissaged’une forme appropriée (en V, encroix, en tulipe), avec un métald’apport (baguette ou fil) qui yest fondu de proche en proche.Le remplissage du joint peut êtreeffectué en une ou plusieurspasses. Lors de la fusion dumétal d’apport, les bords àassembler sont également fon-dus (alors qu’ils ne le sont pasdans le brasage).
Depuis que le soudage à l’arc del’aluminium sous gaz neutre(argon ou hélium) est opérationnel,il y a toujours eu deux procédés,plus complémentaires que concur-rents (tableau 48, p. 97). L’un estsurtout manuel, le TIG, tandis quel’autre, le MIG, peut être complè-tement robotisé. Ce dernier pro-cédé a beaucoup évolué et pro-gressé depuis le début des années1990, au point d’avoir considéra-blement amélioré les conditions desoudage de l’aluminium.
Les caractéristiques mécaniquesdes cordons de soudure sont iden-tiques dans les deux procédés,toutes choses étant égales parailleurs : alliage de base, métald’apport, épaisseur.
4.1Le TIG (TungstèneInert Gas)
Dans le procédé TIG (16), l’arcélectrique se forme entre uneélectrode réfractaire en tungstèneet la pièce à souder. Le gaz pro-tecteur, généralement de l’argon,est insufflé par le conduit centralde la torche (figure 77).
En fonctionnement manuel, lemétal d’apport, sous forme debaguette de fil dressé (diamètre0,8 mm à 4,0 mm), est tenumanuellement par l’opérateur. Enfonctionnement automatique, le
métal d’apport est amené automa-tiquement, à partir d’une bobinede fil d’un diamètre de 0,8 mm à2,0 mm, par un dévidoir motorisé.
Les postes fonctionnent en cou-rant alternatif stabilisé HF pour lesoudage manuel ou en courantcontinu lisse ou pulsé pour le sou-dage automatique. Les postes doi-vent être équipés d’une platineélectronique adaptée au soudagede l’aluminium avec un stabilisa-teur d’arc par impulsions et undispositif de réamorçage de l’arc.
La géométrie des électrodesréfractaires est un paramètreimportant pour la qualité de la sou-dure. Elles doivent être affûtées,sauf si le poste fonctionne en cou-rant alternatif. En courant continu,son profil doit s’inscrire dans uncône de 30° à 60° et les stries d’u-sinage (ou de meulage) doiventêtre dans le sens longitudinal del’électrode (figure 78).
6. LE SOUDAGE
93
PRINCIPE DU PROCÉDÉ TIG
Torche de soudageArrivée de courant
Arrivée de gaz argon
Retour d’eau
Gaz de protection
Atmosphère gazeuse
Métal solidifié
http://www.chez.com/soudage2000
Sens d’avance
Buse
Métal d’apport
Métal de base
Électrode de tungstène
Arrivée d’eau de refroidissement
AFFÛTAGE DES ÉLECTRODES TIG
BON MAUVAIS MAUVAIS
Électrodecorrecte
Intensitéélevée
Électrodepolluée
30 à 60°
TIG continuTIG alternatif
Figure 78
Figure 77
(16) Ce procédé est désigné WIG enAllemagne parce que le tungstène y estappelé Wolfram, et GTAW en Amérique(Gas Tungsten Arc Welding).

94
Alc
an M
arin
e
Par rapport au soudage en MIG,l’apport d’énergie est plus faible,la zone échauffée est donc pluslarge (du fait de la diffusivité) et lesdéformations dues à la dilatationsont plus importantes. La vitessede soudage, contrôlée par l’opéra-teur, est lente, de l’ordre de0,2 m.min-1.
Le TIG est avant tout un procédémanuel, simple d’emploi, permet-tant un travail méticuleux et pré-cis. Il est possible de souder danstoutes les positions.
Ce procédé est utilisable pour desépaisseurs de 1 à 6 mm. Il permetde souder avec des jeux supé-rieurs à deux fois l’épaisseur desproduits minces de moins de1,5 mm d’épaisseur.
Le soudage TIG, très difficilementrobotisable, reste limité à la miseau point de prototypes et est bienadapté à la réparation des soudu-res défectueuses.
4.2Le MIG (Metal Inert Gas)
Dans le procédé MIG (17), le fild’apport sert à la fois d’électroded’amenée du courant électrique etde métal d’apport (figure 79).Préalablement enroulé sur unebobine, il se déroule automatique-ment jusqu’à l’outil de soudage(pistolet ou torche) au fur et àmesure de sa consommation.
L’énergie de soudage – proportion-nelle à la quantité de fil apportéeau cordon de soudure – est fourniepar une source de courant continuqui peut être lisse ou pulsé. Lebranchement est fait en polarité« inverse » : la pièce à souder esttoujours reliée au pôle – (moins)pour assurer le décapage de lacouche d’oxyde.
Le procédé MIG est auto-décapantparce que le transfert des électronsde la pièce vers le fil d’apport faitéclater la couche d’oxyde (dans lamesure où son épaisseur est faible,quelques nanomètres).
Une couche d’oxyde trop épaisse,formée lors d’une longue exposi-tion à l’humidité ambiante, ne peutêtre complètement décapée. Lecordon de soudure présente alorsdes inclusions d’oxyde (défaut303, cf. tableau 54, p. 104). C’estpourquoi il est recommandé destocker les demi-produits à l’abride l’humidité (18).
L’intensité varie de 40 à 700 A enfonction de plusieurs paramètres,tels que le diamètre du fil, la posi-tion du soudage, la dimension despièces, etc.
Le procédé MIG classique à cou-rant lisse présente beaucoup d’a-vantages : forte productivité due au tauxélevé de métal d’apport, bonne pénétration, projections réduites, procédé automatisable.
4.3Le MIG synergique à courant pulsé
Le procédé MIG a beaucoup évo-lué depuis l’apparition, au débutdes années 1980, des généra-teurs « synergiques à courantpulsé » délivré par des transis-tors de puissance.
Antérieurement, la puissance étaitdélivrée par des générateurs à thy-ristors dont la fréquence de pulsa-tion était en rapport direct aveccelle du réseau. Les réglagesétaient rendus difficiles et man-quaient de souplesse puisqu’il fal-lait ajuster la vitesse du fil en fonc-tion de la fréquence.
Dans les générateurs synergiquesà courant pulsé, il est possible derégler le cycle de soudage(figure 80) :
94
PRINCIPE DU PROCÉDÉ MIG
http://www.chez.com/soudage2000
Torche de soudage
Buse
Tube contact
Fil électrode
Atmosphère gazeuse
Métal de baseMétal solidifié
Métal en fusion
Arc électriqueGaz de protection
Polarité positive (+) à l’électrode
Figure 79
(17) Encore appelé MAG (Metal ActiveGas) ou GMAW (Gas Metal ArcWelding).
(18) Cf. paragraphe 5.

95
Alc
an M
arin
e
6. LE SOUDAGE
forte intensité en début de cor-don pour éviter les manques defusion et de pénétration, décroissance de l’intensité enfin de cordon pour éviter le cratèrede fin de soudage.
Pour optimiser le cordon, le sou-deur peut agir sur trois paramètres : la vitesse du fil, proportionnelleà l’intensité de soudage, la vitesse de soudage, la hauteur d’arc, proportionnelleà la tension de soudage.
Dans ces postes, tous les paramè-tres s’ajustent automatiquementen fonction de la vitesse du fil affi-chée. Les réglages peuvent êtreaffinés en réglant la hauteur d’arc.
Avec ces postes, et grâce autransfert de métal au « goutte àgoutte » (c’est-à-dire une gouttede métal par pulsation), l’épais-seur minimale soudable a étéabaissée de 3 à 1 mm environ (19).
Par rapport au MIG classique àcourant lisse, le MIG pulsé apportedes avantages supplémentaires : soudage possible dans toutesles positions, limitation des déformations (dufait du faible apport d’énergie), reprises de soudure limitées ennombre plus restreint, large gamme d’épaisseurs, avecun fil de même diamètre, bonnes qualités de joint et bon-nes caractéristiques mécaniques,
belle apparence du cordon desoudure, notamment en transfertpar pulvérisation, procédé utilisable en productionrobotisée.
95
CYCLE D’UN POSTE SYNERGIQUE
> 700 Adécapagede la couched’alumine
Intensité de soudage
Pic ls d’amorçage
Courant de
démarrage
(hot start)Courant de soudage
Courant de
remplissage
du cratère
(crater filler)
Bonne pénétration
dès le départ (évite
les amorces de
rupture)
Pas de cratère en
fin de cordon
(évite les
fissurations)
D’après Air Liquide Welding
Figure 80
(19) Avec les anciens générateurs, letransfert du métal par pulvérisationn’était possible qu’à partir de 20 Volts.Au-dessous de cette tension, le transfertglobulaire ou en court-circuit estinadapté au soudage de l’aluminium,c’est ce qui explique la limitationd’épaisseur à 3 mm.
Temps

96
Alc
an M
arin
e
4.4Le MIG synergique àcourant modulé« Spray MODAL »
Il existe maintenant une variantedes postes synergiques, le pro-cédé « Spray MODAL » (20). Ilfonctionne en courant modulécaractérisé par une très fortediminution de l’intensité pendantune très courte durée, quelquesmillisecondes, à chaque pulsionau cours de laquelle plusieursgouttes de métal d’apport sontprojetées dans le bain (figure 81).Ces brusques variations de ten-sion au sein de l’arc mettent lebain en vibration, facilitant ainsil’évacuation des bulles d’hydro-gène dans le métal encoreliquide.
Par rapport au MIG synergique àcourant pulsé : réduction, voire suppressiondes porosités dans le joint soudé(figure 82), pénétration accrue, vitesse de soudage plus élevée.
4.5Les fils d’apport
La régularité du dévidage du fild’apport assure une bonne stabi-lité de l’arc, donc la qualité du jointsoudé.
La faible rigidité des fils d’apportimpose l’usage de dévidoirs adap-tés à ces produits afin de limiter lerisque de bourrage du fil dans lagaine de la torche. Elle doit être enPTFE (Téflon) pour supprimer lesrisques d’abrasion.
Pour assurer une meilleure régula-rité de dévidage, en particulier avecla nuance de fil 4043A, une torcheà fil tiré/poussé est recommandée,surtout en soudage robotisé.
Le diamètre courant de fil d’apportest de 1,2 mm. Il existe égale-ment des fils de 1,6 mm de dia-mètre, plus rigides, dont l’usagese développe avec le MIG pulsé.Ils sont aussi utilisés lorsque letaux de dépôt est important.
L’arasage des fils d’apport lors dela dernière passe d’étirage a plu-sieurs effets, tous favorables à laqualité du cordon de soudure : élimination de la zone corticalesiège des ségrégations enmagnésium, élimination des résidus desgraisses, calibrage supprimant les irrégu-larités de surface qui sont deszones à rétention d’humidité (fi-gure 83).
96
PROCÉDÉ SPRAY MODAL
MIG COURANT PULSÉ
Fréquence
Courant de base
Tensionpulsation
MIG SPRAY MODAL - SAFFréquence
Courant spray
Tensionsoudage
Courant de base
MIG pulsé Spray MODALTM
Courantmoyen
±10 gouttes parpulsation
1 goutte par pulsation
Figure 81
EFFET DU SPRAY MODAL SUR LES POROSITÉS
Spray Arc
Spray MODALTM
Sur
face
de
poro
sité
(mm
2 )po
ur u
n co
rdon
de
100
mm
Vitesse de fil en cm/min
25
20
15
10
5
025 30 35 40 45
Conditions de soudage :
• pièce : pièce en 5456A - épaisseur 10 mm• fil : fil en 5356 - diamètre 1,2 mm• H2 : 2000 ppm• I : 216 A• U : 23 V• vitesse de fil : 12,5 m/min
D’après Air liquide Welding
Figure 82
GX50
D’après Air liquide Welding
ÉTAT DE SURFACE DES FILS D’APPORT
Figure 83
(20) Breveté Air Liquide.

97
Alc
an M
arin
e
6. LE SOUDAGE
5.LE STOCKAGE DESDEMI-PRODUITS ETDU FIL D’APPORT
Compte tenu de la très forte affi-nité de l’aluminium à l’état liquidepour l’hydrogène (figure 60, p. 86),il faut éliminer toute source possi-ble de cet élément, en particulierl’humidité qui pourrait se déposersur les demi-produits et sur le fild’apport pendant leur stockage etprovoquer une hydratation de lacouche d’oxyde.
Le fil d’apport est toujours condi-tionné dans des emballages étan-ches qui doivent être stockés dansun local clos et couvert, à la mêmetempérature que l’atelier de sou-dage. Les paquets seront ouvertsau moment de leur utilisation.
En fin d’utilisation, s’il reste du filsur la bobine, celle-ci sera stockéeen étuve maintenue en perma-nence à 40 °C.
97
PARAMÈTRES DU SOUDAGE TIG ET MIG
Épaisseurs à partir de 1 mm, en plusieurs passes si nécessaireToutes les fabricationsmécano-soudées
Épaisseur 1 à 6 mmPrototypesReprise des souduresdéfectueuses
Épaisseur 0,1 à 10 mmAssemblage réalisé enautomatique avec unebonne qualité des cordonsde soudure
Application
Plus rapide : 0,40 à 1 m.min-1Lente : 0,15 à 0,30 m.min-10,30 à 0,60 m.min-1Vitesse de soudage
Argon ou Mélange 30%argon, 70% hélium (*et **)Débit 1 l.min-1 pour unebuse de 18 à 25 mm dediamètre
Argon ouMélange 70% argon, 30%hélium (*) Débit 10 l.min-1
HéliumGaz
À 80° dans le sens du déplacement
À 80° dans le sens del’avance
À 80° dans le sens del’avance
Inclinaison de latorche
Fil d’apportTungstène purTungstène zirconiumÉlectrodes
Continue à caractéristiques à très faibles pentesdescendantes. Une sourcepulsée est intéressante pourde faibles épaisseurs
Alternatif avec HF etévanouissement d’arc(spécialement conçu pouralliage d’aluminium).
ContinuSource de courant
MIG en continuTIG en alternativeTIG en continu
(*) L’hélium dans les mélanges argon/hélium a pour effet d’augmenter la vitesse de soudage et d’accroître la pénétration. Tableau 48(**) Les postes MIG pulsé ou MIG Spray MODAL TM synergiques fonctionnent principalement avec de l’argon.

98
Alc
an M
arin
e
6.LES PRÉPARATIONSDE SURFACE
L’autre source d’hydrogène estconstituée par les graisses et leshuiles de laminage et de mise enforme retenues à la surface dumétal, et autres souillures d’origi-nes diverses, par exemple les res-tes de peintures.
Il faut donc nettoyer très soigneu-sement la surface du métal,envers et endroit, en commençantpar un dégraissage avec un sol-vant non chloré pour dissoudre lesgraisses et les huiles (21). Les sol-vants étant eux-mêmes des com-posés hydrocarbonés – contenantdes atomes d’hydrogène –, il fautveiller à ce qu’il n’y ait plus aucunetrace de ceux-ci avant soudage.
Après l’opération de dégraissage,il faut brosser les bords (aprèschanfreinage éventuel), à l’enverset à l’endroit sur une largeur suffi-sante, au moins égale à celle de lazone affectée thermiquement,c’est-à-dire 25 mm. On utilise àcet effet une brosse métalliquerotative, en acier inoxydable.
Quel que soit le mode de brossage,manuel ou mécanique, il va de soique la brosse doit être dans un trèsbon état de propreté. Les manipu-lateurs devront porter des gants.
La « durée de vie » d’une prépara-tion de surface n’excède pas lajournée. Au-delà de ce délai, il y arisque de reprise d’humidité par lefilm d’oxyde, surtout dans lesatmosphères humides (22).
Pour éliminer l’humidité, on peutalors faire, juste avant soudage,à la flamme d’un chalumeau oxy-acétylénique, une chauffe de« dégourdissage » des bords, àune température supérieure aupoint de rosée, de l’ordre de 30à 40 °C.
7.LA PRÉPARATIONDES BORDS ET L’ACCOSTAGE
Ces opérations, dont dépendent laqualité du joint soudé et le niveaude tenue en fatigue, sont essen-tielles. Ainsi, un jeu trop importantentre les éléments à souder peutprovoquer l’effondrement du cor-don et la formation de caniveauxtrès pénalisants pour la qualité dujoint soudé et sa tenue en fatigue.
La préparation des bords dépend : de l’épaisseur du métal à souder, du type de soudure bout à boutà plat ou d’angle, verticale, au pla-fond ou en corniche, de l’usage d’une latte support,subsistante ou non.
En règle générale, jusqu’à 4 mmd’épaisseur, on ne fait pas dechanfreinage.
La préparation des bords à souderest réalisée, de préférence, parusinage avec une fraise à grossedenture ou, à défaut, manuelle-ment avec une lime râpe à grossedenture. Il faut éviter le meulageavec des disques constitués decorindon ou de résines.
Les dispositions des éléments àsouder concernent : le jeu entre eux qui doit être leplus faible possible (23) pour éviterles déformations, la taille et le contour de la lattesupport (en acier inoxydable).
Plusieurs exemples de préparationde bords et de dispositions,concernant la chaudronnerienavale, sont indiqués auxtableaux 49 et 50.
8.LE MÉTAL D’APPORT
Le métal d’apport doit être compa-tible avec la composition chimiquedes alliages de base à assembleret doit assurer la meilleure souda-bilité possible.
Le choix dépend également despropriétés mécaniques et de larésistance à la corrosion attenduede l’assemblage.
Compte tenu des alliages d’alumi-nium utilisés en constructionnavale (et pour les autres applica-tions marines), les métaux d’ap-port sont : des alliages au silicium, essen-tiellement les 4043A, 4045, 4047A, des alliages au magnésium,essentiellement les 5356, 5183,5556A.Leur composition est indiquéedans le tableau 51, p. 100.
Selon la hiérarchie des critèresretenus pour l’assemblage, lechoix possible du métal d’apportest indiqué dans le tableau 52, p.101, extrait de la norme EN 1011-4(24). Le 5183 est le métal d’apportle plus approprié pour souder leSealium®.
98
(21) Les décapages chimiques à base debains alcalins sont fortementdéconseillés. Il faut rincer correctementet l’expérience montre que les rinçagessont souvent incomplets, d’où un risquede corrosion ultérieure par les traces deproduits alcalins résiduels.
(22) La norme BS 8118 « Structural useof aluminium, Part 2 Specification formaterials, workmanship and protection »stipule que l’intervalle de temps entre lenettoyage et le soudage ne doit pasexcéder 6 heures.
(23) Le jeu nul est l’idéal.
(24) Norme EN 1011-4. Soudage –Recommandations pour le soudage desmatériaux métalliques. Partie 4 :Soudage à l’arc de l’aluminium et desalliages d’aluminium.

99
Alc
anM
arin
e
6. LE SOUDAGE
99
EXEMPLES DE PRÉPARATION DES BORDS SOUDURES BOUT À BOUT SOUDAGE MIG
α = 70/90° pour lessoudures à plat etau plafondα = 70° pour lessoudures verticales
e > 10sans2 côtésalternati-vement
À plat,verticale,au plafond
Le soudage desépaisseurs supérieuresà 12 mm doit se faire ensoudage automatiqueavec courant fort (+).Amélioration etvisibilité du joint
8 < e < 30sans2 côtésalternati-vement
À plat
Jeu maxi 2 mmnonsubsistant
Jeu maxi 1,5 mmReprise souhaitableà l’envers pour h = 3 mm (*)
3 < e < 25sans1 seul côtéÀ plat,verticale,au plafond
e1 = e + 1 mmavec maxi 6 mm
subsistant
Jeu maxi 3 mmnonsubsistant
Jeu maxi 1,5 mmReprise souhaitableà l’envers pour e > 4 mm (*)
3 < e ≤ 6sans1 seul côtéToutes
ObservationsPréparationÉpaisseurs
(mm)SupportSoudurePosition
(*) Lorsqu’une reprise à l’envers est conseillée, elle doit être faite après gougeage atteignant le fond du premier cordon. Tableau 49
Extrait de la norme NF 87-010 « Aluminium et alliages d’aluminium – Soudage – Préparation des bords ».
ä
ä
ä
äe
e1
e
Soudure ou pointage
ä
ä
ää
ä
ä
ä
ä
ä
ä
ä
ä
ä
ä
ä
Jeuh h 1
e
70°
ä
ä
ää
ä ä
Jeu
0,5
mm
Éventuellementpour visibilité
0,5
mm
ä
ä70°
Jeu ä
ä
ää
ä
äh
e
ä
ä
ä
ää
ä
e
(Carres abattues)(+)
1mm
1mm
ä äα
ä
ää
äe
1,5
à3
mm
ä
ä
e
100
Alc
an M
arin
e
9.LEPARACHÈVEMENTDES SOUDURES
Les opérations de parachèvementont pour but :
de reprendre les souduresdéfectueuses, de nettoyer les éventuels dépôtsnoirs déposés lors du soudage,
de redresser des structures partrop déformées, d’araser le cordon, de mettre les cordons de soudureen compression par microbillage, de parfaire la concavité ducordon.
100
Tableau 54
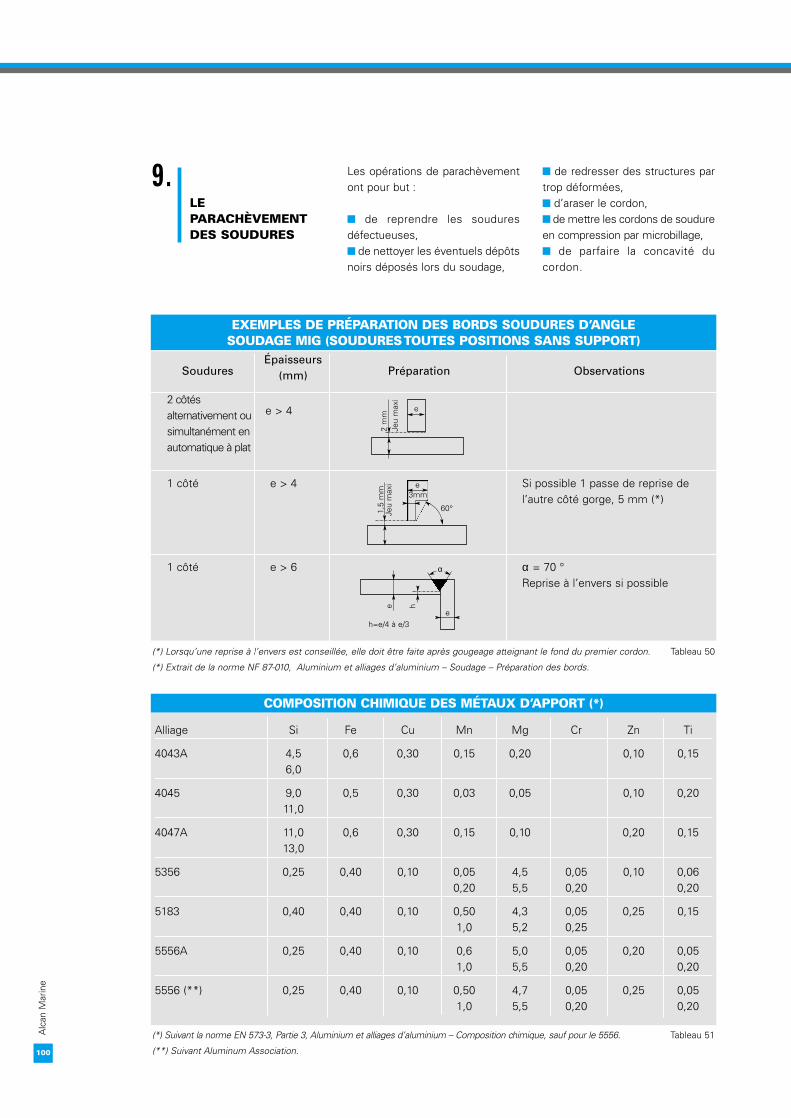
EXEMPLES DE PRÉPARATION DES BORDS SOUDURES D’ANGLESOUDAGE MIG (SOUDURES TOUTES POSITIONS SANS SUPPORT)
α = 70 °Reprise à l’envers si possible
e > 61 côté
Si possible 1 passe de reprise del’autre côté gorge, 5 mm (*)
e > 41 côté
e > 42 côtésalternativement ousimultanément enautomatique à plat
ObservationsPréparationÉpaisseurs
(mm)Soudures
(*) Lorsqu’une reprise à l’envers est conseillée, elle doit être faite après gougeage atteignant le fond du premier cordon. Tableau 50
(*) Extrait de la norme NF 87-010, Aluminium et alliages d’aluminium – Soudage – Préparation des bords.
2m
m
Je
um
axi
e
1,5
mm
Jeu
max
i
3mme
60°
e
he
h=e/4 à e/3
α
COMPOSITION CHIMIQUE DES MÉTAUX D’APPORT (*)
Alliage Si Fe Cu Mn Mg Cr Zn Ti
4043A 4,5 0,6 0,30 0,15 0,20 0,10 0,156,0
4045 9,0 0,5 0,30 0,03 0,05 0,10 0,2011,0
4047A 11,0 0,6 0,30 0,15 0,10 0,20 0,1513,0
5356 0,25 0,40 0,10 0,05 4,5 0,05 0,10 0,060,20 5,5 0,20 0,20
5183 0,40 0,40 0,10 0,50 4,3 0,05 0,25 0,151,0 5,2 0,25
5556A 0,25 0,40 0,10 0,6 5,0 0,05 0,20 0,051,0 5,5 0,20 0,20
5556 (**) 0,25 0,40 0,10 0,50 4,7 0,05 0,25 0,051,0 5,5 0,20 0,20
(*) Suivant la norme EN 573-3, Partie 3, Aluminium et alliages d’aluminium – Composition chimique, sauf pour le 5556. Tableau 51
(**) Suivant Aluminum Association.

101
Alc
an M
arin
e
9.1Reprise des souduresdéfectueuses
Quand des défauts inacceptablessont décelés au contrôle (radiogra-phie, ultrasons), il faut reprendreles soudures.
Sur les épaisseurs inférieures à4 mm, on peut utiliser une fraiserotative en carbure de tungstènemontée sur une perceuse pneu-
matique. L’axe de rotation de lafraise sera parallèle à celui du cor-don de soudure de manière à évi-ter des amorces de fissures.
Pour les épaisseurs supérieures à4 mm, les zones défectueusessont éliminées au marteau pneu-matique équipé d’une gouge (25).
La reprise de la soudure est faiteavec le même procédé, TIG ouMIG, que celui utilisé pour la sou-
dure initiale. Mais les défauts depetite taille sont presque toujoursrepris en TIG, si les épaisseurs lepermettent.
6. LE SOUDAGE
101
Pour chaque combinaison, trois choix sont possibles selon le critère retenu, indiqués à l’intersection des lignes :
Propriétés mécaniques optimales : chiffre de la première ligne – Résistance à la corrosion optimale : chiffrede la deuxième ligne – Soudabilité optimale : chiffre de la troisième ligneLe métal d’apport indiqué est : 4 : famille 4xxx 4043A, 4045, 4047A – 5 : famille 5xxx 5356, 5183, 5556A
Alliage A
Corroyés 5Famille 5000 5 (a)Mg < 3 % 4 - 5 (b)
Corroyés 5 5Famille 5000 5 5Mg > 3 % (a) 5 5
Corroyés 5 - 4 5 - 4 5 - 4Famille 6000 5 5 5
4 4 4
Corroyés 5 - 4 5 - 4 5 - 4 5 - 4Famille 7000 5 5 5sans cuivre 4 4 4
Moulés 4 (e) 5 - 4 (e) 4 4 4 (d)Si > 7 % 4 5 4 4
(c) 4 4 4 4
Corroyés Corroyés Corroyés Corroyés MoulésAlliage B Famille 5000 Famille 5000 Famille 6000 Famille 7000 Si > 7 %
Mg < 3 % Mg > 3 % sans cuivre (c)
(a) Les alliages de la famille 5000 contenant plus de 3,5 % de Mg sont sensibles à la corrosion intergranulaire Tableau 52lorsqu’ils sont exposés à des températures supérieures à 65 °C et qu’ils travaillent dans certaines conditions agressives (26).
(b) Les alliages de la famille 5000 contenant moins de 3 % de magnésium ainsi que les alliages de la famille 3000 contenant dumagnésium peuvent être sensibles à la fissuration à chaud.
(c) Les performances mécaniques de la soudure sont dépendantes de la santé interne des pièces moulées. Les matériaux gazés et lespièces moulées par injection sont considérés comme non soudables.
(d) La teneur en silicium du fil d’apport doit être la plus proche possible de celle de la pièce moulée.
(e) Le soudage de pièces moulées en aluminium-silicium (famille 40000) sur des alliages de la famille 5000 doit être autant quepossible évité parce qu’il se forme dans le joint soudé des intermétalliques Mg2Si qui fragilisent l’assemblage.
(25) Le gougeage à l’arc au carbone estdéconseillé parce qu’il risque d’introduiredu carbone dans le cordon de soudure.
(26) Cf. chapitre 10, paragraphe 10-2.
CHOIX DES MÉTAUX D’APPORT EN FONCTION DE LA COMBINAISON D’ALLIAGES À SOUDER

102
Alc
an M
arin
e
9.2Nettoyage
L’expérience montre qu’après sou-dage MIG, on observe de très finsdépôts noirs adhérant à la surfacedu métal, en bordure du cordon desoudure. Cette « suie » se produitsurtout lors du soudage de demi-produits en 5000 avec du 5356comme métal d’apport.
Avec du fil en 4043A, il n’y a pasde dépôt quand les réglages deposte sont corrects (sauf éven-tuellement en début et fin decordon).
Cette suie est constituée de parti-cules d’oxydes (d’aluminium etde magnésium) provenant de lavaporisation dans l’arc de faiblesquantités de métal d’apport, latempérature de l’arc étant supé-
rieure à la température d’ébulli-tion de l’aluminium et du magné-sium. Les vapeurs se condensentimmédiatement sur les partiesfroides de la tôle proche du cor-don de soudure.
Ce dépôt ne nuit qu’à l’esthétique.Il est sans effet sur les propriétésmécaniques du cordon de soudureet sur la tenue à la corrosion.
Il est possible d’éliminer cette suiepar un brossage métallique effec-tué le plus tôt possible après sou-dage. Si on laisse passer quelquesheures, elle devient très adhé-rente, donc beaucoup plus difficileà enlever.
9.3Rattrapage des déformations
Dans le cas de petites déforma-tions sur des tôles d’épaisseurinférieure à 3 mm environ, lerattrapage des déformations estfait au marteau ou au maillet.
Quand les tôles présentent desbombés (figure 84), on peutappliquer des « chaudes deretrait » par chauffage au chalu-meau aussi localisé que possibledes parties bombées. Cette zoneauto-bridée se dilate (les zonessoudées sont plus courtes que latôle) sous l’effet du chauffage etse comprime. Un refroidissementrapide, au jet d’eau si nécessaire,provoque un retrait qui met lapièce sous contrainte et rattrapeainsi le gondolement. Il est possi-ble de combiner chaude de retraitet martelage.
La chaude de retrait est plus déli-cate à appliquer sur l’aluminiumque sur l’acier à cause de la plusgrande diffusion de la chaleur.Contrairement à l’acier, l’alumi-nium ne changeant pas de couleur,il faut contrôler la température,soit au suif, soit avec des crayonsthermocolores.
Les chaudes de retrait sont sanseffet sur les caractéristiques méca-niques des 5000 à l’état O ou H111.Mais il en est différemment avecles 6000 : ils subissent un recuit,donc un abaissement de leurscaractéristiques mécaniques.
9.4Arasage du cordon
L’arasage du cordon de soudurecontribue à améliorer très sensi-blement la tenue en fatigue dujoint soudé, sous réserve que lecordon de soudure n’ait pas dedéfauts internes qui seraientdébouchants après arasage.
Ainsi, d’après la norme BS 8118, lalimite d’endurance passe de24 MPa pour un angle de 120° à50 MPa pour un cordon arasé (27).
L’arasage est généralementeffectué au disque abrasif à grainfin (50 à 80).
9.5Microbillage des cor-dons de soudure
Le microbillage a pour effet demettre en compression la surfacedu cordon de soudure, donc deneutraliser les contraintes internesnuisibles à la tenue en fatigue dujoint soudé.
Plusieurs types de billes sont utili-sables : verre, céramique ou acier.Ce sont ces deux dernières quiaméliorent très sensiblement latenue en fatigue (figure 85).
Bien qu’il n’y ait pas de moyens decontrôle industriel après traite-ment, ils pourraient être appliquéssur les soudures des « pointschauds ».
102102
DÉFORMATION DES ZONES EN COMPRESSION
Gondolement
INFLUENCE DU GRENAILLAGE DE PRÉCONTRAINTE
brut desoudage
billes de verre
billes de céramique
billes d’acier
rupture rupture pas derupture
pas derupture
107
106
105
104
103
Lim
ite d
’end
uran
ce s
ous
90 M
Pa, R
= 0
,1
5086 H111, 6 mm soudures MIG bout à bout
Figure 85
Figure 84
(27) Cf. figure 45, p. 65.
103
Alc
anM
arin
e
6. LE SOUDAGE
103
10.LES CONTRÔLES
Les contrôles sont faits pour éva-luer la qualité des produits fabri-qués et plus particulièrement poursituer la qualité d’un joint soudépar rapport à un niveau admissiblede défauts.
Le niveau acceptable de défautsdépend de plusieurs paramètres :
n les modes et les régimes de sol-licitation – statique et dynamique,n le niveau de variation descontraintes,n la sécurité des personnes et desbiens,n les conséquences techniques etfinancières en cas de défaillance,n les possibilités de surveillanceet de contrôle en service.
10.1Les procédures d’agrément
Les procédures d’agrément sontcontractuelles mais font aussiréférence à des normes, quandelles existent, et aux règlementsdes sociétés de classification, enparticulier la qualification dessoudeurs.
Elles peuvent être complétées pardes procédures d’autocontrôle auniveau de l’atelier, en particuliersur la qualification du mode opéra-toire du soudage.
À cet effet, des essais de tractionet de pliage sont effectués sur deséprouvettes suivant des procédu-res d’agrément définies par lessociétés de classification. Cesessais sont très importants car ilspermettent :n de détecter les collages diffici-les à déceler en contrôle nondestructif,n d’ajuster les paramètres pourlimiter les défauts.
10.2Le contrôle des jointssoudés
La fréquence et l’étendue descontrôles des joints soudésdépendent de plusieurs critères,dont :n la structure,n le taux de contrainte,n le chargement éventuel dessoudures.
En cours de fabrication, on pro-cède à :n des contrôles non destructifs,dont des radiographies par son-dage (28), ultrasons, etc.,n des contrôles visuels, à du res-suage (29) qui peut être fait sur latotalité de certains cordons pourdéceler les fissures débouchantes,n des contrôles de caractéris-tiques mécaniques et pliage surdes éprouvettes sur des lots demétal soudé suivant le mode opé-ratoire en cours.
11.LES DÉFAUTS DE SOUDURE
Les causes des défauts de sou-dure sont nombreuses et dépen-dent soit de la préparation dumétal, soit d’une mauvaise exécu-tion du soudage.
Les défauts de soudure le plus fré-quemment rencontrés dans le sou-dage de l’aluminium sont pratique-ment les mêmes que ceux rencon-trés dans le soudage de l’acier : fis-sures isolées (dites criques enétoile) ou fissures longitudinales,défauts de pénétration, manque deliaison (mouillage), porosités etcaniveaux.
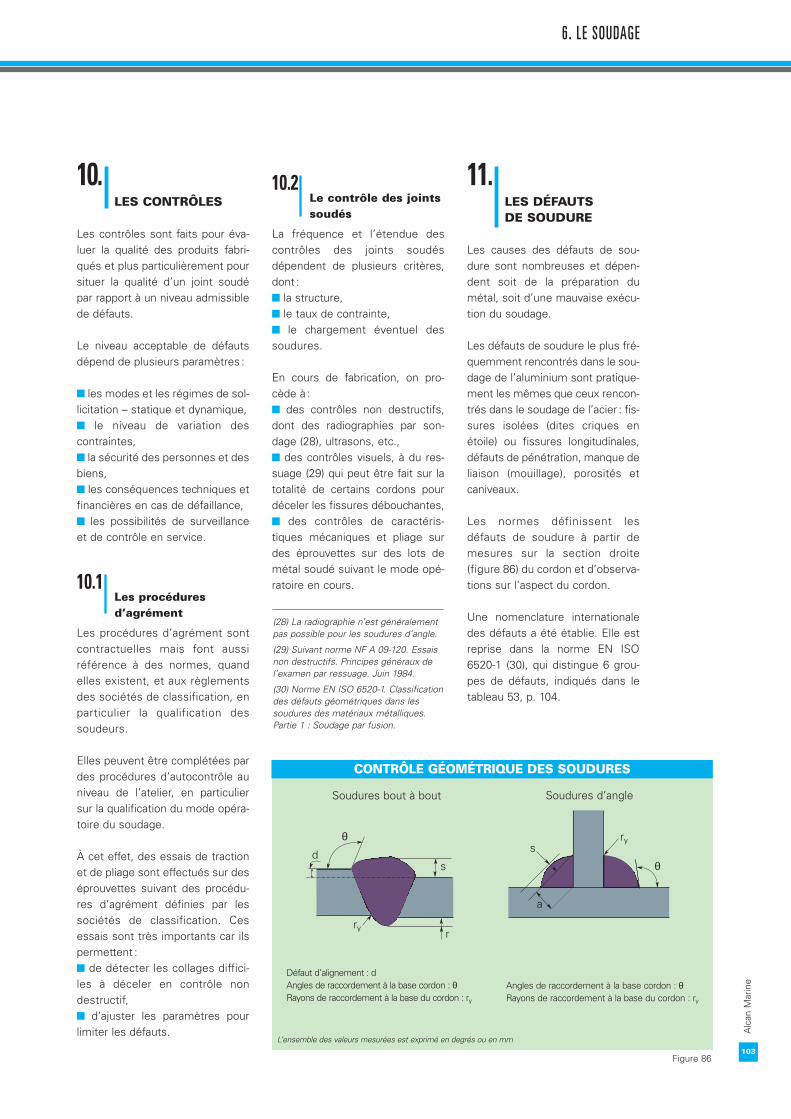
Les normes définissent lesdéfauts de soudure à partir demesures sur la section droite(figure 86) du cordon et d’observa-tions sur l’aspect du cordon.
Une nomenclature internationaledes défauts a été établie. Elle estreprise dans la norme EN ISO6520-1 (30), qui distingue 6 grou-pes de défauts, indiqués dans letableau 53, p. 104.
CONTRÔLE GÉOMÉTRIQUE DES SOUDURES
ä
ää
ä
ä
ä
ä
ää
Soudures bout à bout
d
θ
s
rry
ä
ä
ä
ä
ä
ä
ä
sry
θ
a
Soudures d’angle
Défaut d’alignement : dAngles de raccordement à la base cordon : θRayons de raccordement à la base du cordon : ry
Angles de raccordement à la base cordon : θRayons de raccordement à la base du cordon : ry
L’ensemble des valeurs mesurées est exprimé en degrés ou en mm
Figure 86
(28) La radiographie n’est généralementpas possible pour les soudures d’angle.
(29) Suivant norme NF A 09-120. Essaisnon destructifs. Principes généraux del’examen par ressuage. Juin 1984.
(30) Norme EN ISO 6520-1. Classificationdes défauts géométriques dans lessoudures des matériaux métalliques.Partie 1 : Soudage par fusion.
ä

104
Alc
an M
arin
e
11.1Principaux défauts desoudure
Les défauts les plus fréquentsainsi que leurs causes probablessont indiqués dans le tableau 54.
104
CLASSEMENT DES DÉFAUTS DE SOUDUREGroupe Type de défauts
100 Les fissures
200 Les cavités et les soufflures
300 Les inclusions solides
400 Les manques de fusion et de pénétration
500 Les défauts de forme
600 Les défauts divers
Tableau 53
N° Nature du défaut Origine probable Photos de défauts
101 Fissures Alliage de base inadaptéMauvais choix du métal d’apportSéquence de soudage inadaptéeBridage excessifRefroidissement brutal
104 Fissures de cratères Coupure brutale de l’arc en fin de cordon
2012 Soufflures réparties Mauvais dégraissage des piècesPièce et/ou fil d’apport souillé ou humideProtection insuffisante par le gaz inerte (débit trop faible ou fuite sur le réseau)Démarrage du cordon sur pièce froideHauteur d’arc trop élevéeRefroidissement du joint soudé trop rapide
2014 Soufflures alignées Manque de pénétration (cas double passe)Gradient de température trop brutal entre la latte support et les pièces à souderJeu excessif entre les bords à souder
300 Inclusions solides Métal souillé (oxydes, poils de brosse)
303 Inclusions d’oxyde Mauvaise protection gazeuseMétal stocké dans de mauvaises conditionsPièces moulées
3041 Inclusions de tungstène Diamètre de l’électrode trop faible(TIG) Mauvaise manipulation du soudeur
Densité de courant excessiveMauvaise qualité de l’électrode de tungstène
402 Manque de pénétration Nettoyage insuffisant (présence d’oxyde)Préparation des chanfreins incorrecte sur produits épais (trop fermés, talon excessif)Jeu d’écartement trop faible (ou non constant)entre piècesIntensité trop faible, notamment en début de cordon de soudureVitesse de soudage trop élevéeHauteur d’arc trop importante
EXEMPLES DE DÉFAUTS DE SOUDURE
Défaut 101
Défaut 104
Défaut 2012
Défaut 300
Défaut 402

105
Alc
an M
arin
e
11.2Influence des défautsde soudure sur la tenue en fatigue
Certains défauts de soudageréduisent sensiblement la tenueen fatigue du joint soudé :
les fissures débouchantes ounon, le manque de pénétrationsont très pénalisants ainsi que lemontrent des essais effectuéssur des défauts de soudure [5]
(figure 87), les défauts géométriques, en
particulier les ruptures brutales decourbe (angle du pied de cordonde soudure, désalignement, etc.)qui augmentent les facteurs d’in-tensité de contrainte.
6. LE SOUDAGE
N° Nature du défaut Origine probable Photos des défauts
4011 Manque de fusion sur les Hauteur d’arc trop importantebords Intensité trop faible, notamment en début
de cordon de soudurePièce trop froide (différence d’épaisseur entre matériaux à souder)
502 Surépaisseur Mauvais réglage de la puissance (couple UI mal adapté)Vitesse de soudage trop lenteMauvaise préparation des bords sur produits épaisSurintensité de démarrage trop faible
507 Défaut d’alignement Mauvais positionnement des piècesMauvais séquencement des soudures
508 Défaut angulaire Énergie de soudage trop grandeMauvais séquencement des soudures
509 Effondrement Vitesse de fil trop grandeVitesse de torche trop lenteMauvaise orientation de la torche
602 Projections (ou perles) Régime d’arc non adaptéProblème de contact électrique à la masse
DÉFAUTS DE SOUDAGE DES SOUDURES BOUT À BOUT
Défaut d'alignementSouffluresSurépaisseur excessiveCaniveaux latérauxManque de pénétration débouchantSoudure en V, sans défaut (référence)Soudure en X, sans défaut (référence)Manque de pénétration débouchant
5083 O
∆σ = 90 MPa
Défaut d'alignementSouffluresSurépaisseur excessiveCaniveaux latérauxManque de pénétration débouchantSoudure en V, sans défaut (référence)Soudure en X, sans défaut (référence)Manque de pénétration débouchant
6061 T6
∆σ = 99 MPa
103 104 105 106 107 Nb de cycles
Limite d’endurance (R = 0,1)
Figure 87
Tableau 54
Défaut 402
Défaut 502
Défaut 507

106
Alc
an M
arin
e
12.LES RÉPARATIONSET AMÉNAGEMENTS
Pour répondre aux besoins de lamaintenance et de l’aménage-ment des navires à grande vitesseen alliage d’aluminium, des chan-tiers européens se sont adaptéset spécialisés dans cette activiténouvelle [6, 7, 8].
Les chantiers sont appelés à répa-rer des avaries ou à modifier lesaménagements. Du fait de la trèslongue durée de service des navi-res en aluminium, il faut les adap-ter aux conditions de servicequand celles-ci viennent à chan-ger, installer de nouveaux équipe-ments, etc.
Les interventions sur les struc-tures en alliage d’aluminiumrelèvent d’opérations de chau-dronnage classique, commecela se fait couramment sur desnavires (ou des équipements)en acier : découpage de tôles,préparation des bords à souder,soudures, rattrapage des défor-mations, etc.
Les règles de mise en forme et desoudage indiquées précédem-ment sont valables pour ces opé-rations.
Pour le soudage sur les parties àréparer (ou à aménager), il estnécessaire de : nettoyer avec un grand soin lessurfaces proches des cordons desoudure, en particulier d’éliminerpar brossage tous les résidus depeintures, d’huiles, de carburantsqui auraient pu imprégner lestôles, sécher préalablement au sou-dage pour éliminer toute traced’humidité, souder à l’abri des intempérieset des courants d’air, au besoinsous bâche, si ces opérations sontfaites à quai,
veiller particulièrement aux sensd’exécution des cordons de sou-dure, cela pour limiter les défor-mations et les risques de fissura-tion à chaud dus au retrait, choisir le procédé de soudageTIG (pour les épaisseurs inférieu-res à 6 mm) ou MIG. Pour de peti-tes réparations où l’accès enversn’est pas possible, le procédé TIGest le plus adapté. Dans ce cas, ilest d’une utilisation plus aisée etpermet un meilleur contrôle de lapénétration que le procédé MIG.
Dans le cas d’une réparation loca-lisée, par exemple une déchiruredans une coque, la pièce rappor-tée sera parfaitement ajustée à laforme de la zone découpée maiselle aura une surface plus grande(obtenue par martelage) afin decompenser les retraits provo-qués par le soudage. Sans cetteprécaution, les contraintes rési-duelles atteignent un tel niveauqu’elles provoquent systémati-quement des fissures. Ce phéno-mène est d’autant plus importantque les dimensions de la piècesont petites.
Remarque : Il ne faut jamais inter-venir avec un chalumeau ou un arcélectrique sur une enceinte ayantcontenu de l’eau (ou de l’eau demer) ou ayant été au contact del’humidité, sans l’avoir préalable-ment aérée, voire énergiquementventilée, pour disperser l’hydro-gène qui provient d’une corrosionéventuelle du métal au contact del’eau. À défaut, il y a risque d’ex-plosion avec des conséquencesqui peuvent être catastrophiquespour les opérateurs (31). Une telleprécaution s’impose pour touteintervention sur les cuves à fioul.
13.LE SOUDAGE LASER
Depuis le début des années 1990,les applications du soudage parfaisceau laser (32) se développentdans la construction navale [9].
13.1Principe du laser
Le laser est une source de rayon-nement lumineux, monochroma-tique et spatialement cohérent.Dans les machines de soudage, lerayonnement est focalisé pourobtenir des densités de puissancedépassant 106 W. cm-2, suffisantespour le soudage industriel desalliages d’aluminium.
Cette puissance permet de générerun capillaire rempli de vapeursmétalliques dont les parois sonttapissées de métal liquide enfusion. Le bain de fusion ainsi crééest déplacé et le métal liquide sesolidifie après le passage du fais-ceau assurant la continuité métal-lurgique entre les pièces (figure 88).
13.2Les lasers de soudage
Il existe deux types de lasersindustriels pour le soudage desmétaux : les lasers CO
2; le milieu actif
est un mélange gazeux constituéde dioxyde de carbone (CO
2),
d’azote (N2) et d’hélium (H
2) sous
pression réduite. La longueurd’onde du faisceau laser est de10,6 µm. La puissance des lasersCO
2industriels atteint 1,5 à
40 kW. Le faisceau est transmispar miroirs,
(31) Le volume d’hydrogène accumulédans un ballast peut être considérablemême si la corrosion reste superficielle.Ainsi, dans un réservoir de 1 m de côté,de 5 m2 de surface mouillée, unecorrosion superficielle de 1 µm dégage16,8 l d’hydrogène !
(32) Le terme laser (Light Amplificationby Stimulated Emission of Radiation)signifie amplification de la lumière parémission stimulée de rayonnement.

107
Alc
an M
arin
e
les lasers Nd : YAG (NéodymeYttrium Garnet) ; le milieu actif estun solide. Le rayonnement a unelongueur d’onde de 1,06 µm. Lespuissances maximales disponiblessont de 3 à 4 kW. Malgré leur fai-ble puissance, ces lasers présen-tent certains avantages par rap-port aux lasers CO
2: les sources
sont plus compactes, et il est pos-sible de transporter le faisceauNd : YAG par fibre optique, donc desouder suivant des trajectoirescomplexes à l’aide de robots desoudage.
13.3Le soudage laser desalliages d’aluminium
Les alliages d’aluminium peuventêtre soudés au laser sans difficultéparticulière, à des vitesses de sou-dage pouvant atteindre plusieursmètres par minute.
Ce procédé de soudage présenteplusieurs avantages : simplicité des préparationsavant soudage, vitesse de soudage élevée, plu-sieurs m.min-1 sur des souduresbout à bout de tôles de 6 mm en5000, déformation réduite du fait de lagrande vitesse de soudage et del’étroitesse du joint soudé, forte pénétration du faisceau ;il est possible de souder (laserCO2) en une seule passe jusqu’à12 mm d’épaisseur des tôles en5000, caractéristiques mécaniquesélevées du joint soudé : près de90 % du métal de base pour du5083 H116 et 70 % pour du6082 T6, soudage d’épaisseurs différentes, soudage par transparence, bon état de finition (peu deparachèvement), automatisation poussée.
Mais ce procédé exige des tolé-rances de préparation serrées et àfaible rendement énergétique.
13.4La soudabilité des alliages d’alumi-nium au laser
Les alliages d’aluminium ont untaux d’absorption de la lumière rela-tivement faible dans l’infrarougelointain : 3 % avec le laser CO2 et25 % avec le laser Nd : YAG.Cependant, ce coefficient d’absorp-tion augmente brusquement au-delà de la température de fusion, etatteint environ 90 % lorsque latempérature de vaporisation dumatériau est atteinte (figure 89).
Pour souder, il faut donc amorcerla vaporisation du métal sous lefaisceau. On observe en effetdeux types d’interaction bien dis-
tincts, selon la densité de puis-sance à la surface du matériau(figure 90) :
6. LE SOUDAGE
SOUDAGE AU FAISCEAU LASER
Zone affectée thermiquement
Faisceau laser
Capillaire
Zone affectée thermiquement
Métal fondu resolidifié
Faisceau laser
Bain de fusion en amont
Capillaire rempli devapeurs métalliques
Sens
deso
udag
e
Figure 88
COEFFICIENT DE RÉFLEXIONDES RAYONS LASER
100
80
60
40
20
0Tf Tv T
Coe
ffic
ient
de
réfle
xion
du
fais
ceau
lase
r
λ = 10,6 µ (CO2)
λ = 1,06 µ(Nd : YAG)
%
Tf : température de fusionTv : température de vaporisation
Figure 89
INTERACTION ENTRE FAISCEAU LASER ET ALUMINIUM
Zone de fusion Zone de fusion Zone de fusion
Plasma Plasma absorbant
Faisceau Faisceau Faisceau
p < 106 W/cm2
Fusion superficiellesur quelques
dizaines de micromètres
106 < p < 107 W/cm2
Formation du« Keyhole » (optimum)
p > 107 W/cm2
Effet d’écran
Figure 90
Bain de fusion aval
Sens de soudag
e

108
Alc
anM
arin
e
n pour les faibles densités, lafusion est très superficielle,n pour les densités élevées, il y a formation d’un capillaire devapeur, c’est-à-dire une zone defusion étroite et profonde dans lemétal. C’est le mode d’interactionqui est recherché en soudage.
Le seuil d’interaction, c’est-à-direla densité de puissance néces-saire pour former un capillaire devapeur, est aux environs de 106 W.cm-2. La valeur du seuil dépend dela composition de l’alliage. Onconstate ainsi que les alliagescontenant du magnésium, de lafamille 5000 (5754, 5083, 5086,etc.), ont un seuil d’interactionplus bas que les autres alliages(figure 91), ce qui permet de lessouder avec une énergie moindre.
Notons qu’il est inutile d’utiliserune densité de puissance trop éle-vée, car les vapeurs métalliquesforment alors un plasma qui faitécran. Cela est surtout vrai avecles lasers CO2.
Pour éviter une oxydation immé-diate du bain de soudure, il estnécessaire d’utiliser un gaz de pro-tection. Avec les lasers CO2, lesmeilleurs résultats sont obtenusavec des mélanges argon-héliumou avec de l’hélium pur. Avec leslasers Nd : YAG, on peut égale-ment utiliser l’argon.
14.LE SOUDAGE PAR FRICTIONMALAXAGE (FSW)
Le soudage par friction à l’outil(33) a été inventé par le TWI (34).Le premier brevet a été déposé endécembre 1991 [10].
On peut maintenant considérerque c’est un progrès décisif dansl’assemblage des métaux et plusparticulièrement des alliages d’alu-minium. Cette nouvelle techniquede soudage a connu en moins dedix ans un important développe-ment industriel dans plusieurssecteurs, dont la constructionnavale, l’aéronautique et letransport ferroviaire [11].
Depuis 1995, nombreuses ont étéles publications et les conférencesprésentées sur les applications dusoudage par malaxage FSW à laconstruction navale dans lesconférences internationales surles navires à grande vitesse en alu-minium [12]. Ces publications tra-duisent bien l’intérêt que les archi-tectes navals et les chantiers por-tent à cette nouvelle technique enpasse de modifier très sensible-ment la construction navale en alu-minium et de lui communiquer unnouvel élan [13, 14].
14.1Principe du soudagepar friction malaxage
Le procédé est simple : il consisteà cisailler le métal, sans le fondre(il devient pâteux) au moyen d’unoutil rotatif, le « pion », dont la hau-teur est légèrement inférieure àcelle du joint soudé. En tournant, ilmélange le métal des pièces àassembler, le rejette à l’arrière où ily a plastification et forgeage dujoint soudé, ainsi formé.
L’écoulement du métal est facilitépar l’échauffement provoqué par lefrottement de l’épaulement(« shoulder ») sur la surface dumétal. L’épaulement de diamètresupérieur à celui du pion contientles particules de métal en mouve-ment et il maintient une pressionqui empêche l’éjection du métalhors de la zone soudée (figure 92).
Compte tenu des efforts trèsimportants sur les pièces, celles-cidoivent être fortement bridées surle banc de la machine de soudage.
14.2Microstructure du joint soudé parfriction malaxage
Les propriétés spécifiques du jointsoudé FSW s’expliquent par samicrostructure très différente decelle d’une soudure à l’arc (MIG ouTIG), du seul fait qu’il n’y a pas dephénomènes de fusion-solidifica-tion. Sur le joint soudé FSW, onobserve quatre zones bien distinc-tes (figure 93) [15] :
n zone A, à l’extérieur du jointsoudé, constituée de part et d’au-tre de la soudure du métal de basede chacun des éléments assem-blés. Sa structure n’est pas du toutaffectée par le soudage,n zone B, c’est la zone affectéethermiquement. Elle ne subit pasde déformation plastique. Commepour la ZAT des joints soudés par
SEUIL D’INTERACTION DU LASER
Prof
onde
urde
péné
trat
ion mm
2
1
0
Puissance spécifique dans le plan focal lm
1 2 3 4 5
106W/cm2
Vitesse de soudage Vs = 6 m/minPoint de focalisation ∆z = + 0,5 mmLongueur focale f = 150 mmFacteur de convergence F = 5,0Rayon du point final rf = 136 µm
–– 5182 –– 5754 –– 6082
Figure 91
(33) Friction Stir Welding (FSW).
(34) TWI : The Welding Institute.

109
Alc
anM
arin
e
les procédés classiques MIG ouTIG, on observe une diminutiondes caractéristiques mécaniques(figure 94). Cette zone subit unrecuit pour les alliages à durcisse-ment par écrouissage et un sur-revenu pour les alliages à durcis-sement structural (35). Mais onn’observe pas de déformation, dufait que l’échauffement du métalet le niveau de température atteintsont beaucoup plus bas qu’avecles procédé de soudage à l’arc,n zone C, c’est la zone thermo-mécaniquement affectée qui asubi et une déformation plastiqueet un échauffement. La structurede cette zone dépend de plusieursparamètres dont la nature de l’al-liage,n zone D, « le noyau » formé degrains recristallisés, dans lesquelssont dispersés les constituantsmétallurgiques des alliages debase. La taille des grains est géné-ralement plus petite que celle desgrains du métal de base. Cettestructure est favorable à la tenueen fatigue du joint soudé.
Sur les alliages à durcissementstructural, le noyau est dans unétat proche de T4 (mise en solu-tion, maturation à la températureambiante) (figure 95).
14.3Comparaisons avec le soudage à l’arc
Ce procédé fonctionnant à unetempérature inférieure au point defusion du métal, il présente denombreux avantages :
n les conditions de mise en
œuvre sont simplifiées : la prépa-ration de surface est réduite audégraissage. Quand une prépara-tion des bords est nécessaire, unsurfaçage des chants suffit. Lesoudage est effectué sans métald’apport, et sans gaz protecteur,n les applications sont beau-coup plus étendues qu’avec lesoudage à l’arc : il est possibled’assembler tous les alliages d’a-luminium entre eux, que ce soitdes produits moulés ou des demi-produits corroyés,n la qualité du joint soudé : il n’ya pas de risques de fissuration àchaud (36), ni de porosités du faitqu’il n’y a pas formation d’hydro-gène (37),n la qualité des assemblages : lesdéformations sont très réduites dufait du faible niveau de températureet du soudage en milieu solide,
6. LE SOUDAGE
OUTILLAGE DU SOUDAGE PAR FRICTION
à
à
Force d’appui
Avanceoutil
Outil
Bord de fuite de l’outil
Épaulement
ä
ä
ä
Joint soudé
ä
Figure 92
MICROSTRUCTURE DU JOINT SOUDÉ FSW
A : métal de baseB : zone affectée thermiquementC : zone affectée thermomécaniquementD : noyau
Largeur de l’outilä
ä
CC D
BA B A
ÉVOLUTION DE LA DURETÉ DE LA ZAT DU 5083 [15]
100
90
80
70
60-40 -30 -20 -10 0 10 20 30 40
Dur
eté
HB
Distance par rapport au centre du joint soudé (mm)
5083 O5083 H321
ÉVOLUTION DE LA DURETÉ DANS LA ZAT [16]
120
100
80
60
40
20
00 10 20 30 40
Centre du joint soudé
6082 T6brut de soudagerevenu de 3 h à 185 °C
Dur
eté
HB
Distance (mm)
120
100
80
60
40
20
00 10 20 30 40
Centre du joint soudé
6082 T4brut de soudagerevenu de 3 h à 185 °C
Dur
eté
HB
S0,
3
Distance (mm)
Figure 93
Figure 94
Figure 95
(35) Par conséquent, les alliages seretrouvent dans l’état métallurgiqueindiqué précédemment.
(36) Il est possible de souder des alliagesau cuivre (familles 2000 et 7000).
(37) S’il s’en formait, il ne serait pasdissous puisque la solubilité del’hydrogène est nulle dans l’aluminium à l’état solide.

110
Alc
an M
arin
e
l’environnement et les condi-
tions de travail ; il n’y a pas defumée, pas de projections de par-ticules de métal, ni d’émission d’o-zone, ni de rayonnement ultravio-let. Ce procédé est économe enénergie, la puissance nécessaireest de l’ordre de 20 % desbesoins du MIG.
Dans l’état actuel du développe-ment industriel, ce procédé estbien adapté pour une productionen atelier de sous-ensembles :sections de ponts, murailles, cloi-sons, etc. [17]. Ils seront ensuitemontés sur les navires, et assem-blés par les procédés de soudageclassique, tel le MIG (38).
Récemment, un prototype demachine « portable » construit parl’Université d’Adélaïde en Australieavec The Welding Institute a étéprésenté [18]. Il s’agit en fait d’unoutil couplé à un moteur hydrau-lique qui est monté sur un chariotpour le soudage sur la coque denavire de tôles d’épaisseur de5 mm. Cependant, si l’outil est« portatif », les éléments à rabou-ter doivent être fixés fermementpour encaisser les efforts néces-saires au soudage.
14.4Possibilités du sou-dage par friction mal-axage
Dans l’état actuel de la tech-nique, il est possible de souderdes épaisseurs jusqu’à 25 mm.Les résultats de recherches surdes alliages de la famille 6000ont montré qu’il est possible d’al-ler jusqu’à 50 mm d’épaisseuravec une seule tête (figure 96), età 75 mm avec deux têtes(figure 97).
Dans l’état actuel du développementindustriel du procédé, il est possibled’envisager le FSW dans plusieursconfigurations de soudures en boutà bout et par transparence, ainsi quel’illustre la figure 98.
(38) Le code de soudage est en coursd’agrément par les sociétés declassification.
OUTIL WHORLTM
6082 épaisseur 75 mm
SOUDAGE FSW À DEUX TÊTES
Galets ajustables Outil et contre-outil
EXEMPLE DE CONFIGURATION DE SOUDURES FSW
a b c
d ef
a : soudure bout à bout
b : soudage par transparence
c : soudage par transparence en plusieurs épaisseurs
d : soudure par cornières en T
e : soudage par transparenceen T
f : soudage en angle intérieur
Figure 97
Figure 96
Figure 98

111
Alc
anM
arin
e
14.5Performances dessoudures par frictionmalaxage
La caractérisation des propriétés(caractéristiques mécaniques,tenue en fatigue, tenue à la corro-sion du joint soudé) a fait l’objet denombreuses études [19].
n Caractéristiques mécaniques
Les caractéristiques mécaniquessur métal soudé FSW sont supé-rieures à celles du métal soudéMIG (tableau 55).
Les ruptures ont généralementlieu en bordure de la zone de fric-tion, jamais dans celle-ci en raison,sans doute, de l’écrouissage pro-voqué par le patin de l’outil.
La limite d’élasticité est plus éle-vée sur métal soudé FSW, d’aumoins 10 % par rapport au sou-dage MIG.
n Tenue en fatigue
La limite d’endurance est supé-rieure sur métal soudé FSW parrapport au soudage MIG [21](figure 99 et tableau 56.)
La limite d’endurance sur jointsoudé FSW est toujours supé-rieure à celle du joint soudé MIG,et c’est vrai pour tous les alliages.Cette performance s’explique parle fait que le FSW permet d’assu-rer une très bonne liaison entre lespièces à assembler. Il n’y a pas decollage. Il va de soi que ce n’estvrai que si le joint soudé FSW estexempt de défauts.
n Tenue à la corrosion
Les investigations menées jusqu’àmaintenant n’ont pas montré desensibilité particulière à la corro-sion des soudures FSW. Leurtenue à la corrosion est au moinségale à celles des soudures réali-sées en MIG ou en TIG.
6. LE SOUDAGE
Alliage Soudage Rp0,2 (MPa) Rm (MPa) A %
5083 H116 MIG 134 287 12,8 FSW 157 335 17
Sealium® MIG 150 308 13,5 FSW 165 354 17
CARACTÉRISTIQUES MÉCANIQUES SUR 5083 ET 5383SOUDÉS DE 6 MM D’ÉPAISSEUR [20]
Tableau 55
LIMITE D’ENDURANCE SUR 5383(À 107 CYCLES ET POUR R = 0,1) [11]
Alliage Mode de soudage Limite d’endurance (MPa)
Sealium® Métal de base 228 FSW 172 MIG 144
Tableau 56
MPa
N
ää
ä
400
100
50
20104 105 106 107 3.107
5083 non soudé5083 soudé
Recommandations ECCS,classe B3
Con
trai
nte
LIMITE D’ENDURANCE DES JOINTS SOUDÉS FSW
Figure 99
SUPPORT DE MOTEUR ET D'ARBRE MOTEUR

112
Alc
an M
arin
e
15.LES NORMES
Les principales normes concer-nant le soudage de l’aluminiumsont indiquées dans le tableau 57.
Référence Date Objet
NF EN 1011-4 déc. 2000 Soudage – Recommandations pour le soudage des matériaux métalliques – Partie 4 : Soudage à l’arc de l’aluminium et des alliages d’aluminium
NF A 89-310 avril 1973 Aluminium et alliages d’aluminium – Soudage – Assemblages élémentaires types – Critères de choix
NF A 87-010 avril 1973 Aluminium et alliages d’aluminium – Soudage – Préparation des bords
NF EN 288-4/A1 août 1997 Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métalliques – Partie 4 : Épreuve de qualification d’un mode opératoire de soudage à l’arc sur l’aluminium et ses alliages
NF A 89-220 avril 1973 Aluminium et alliages d’aluminium – Soudage – Classification et contrôle des joints soudés
BS 8118 Structural use of aluminium. Part 2. Specifications for materials, workmanship and protection
NF EN ISO 9692-3 déc. 2001 Soudage et techniques connexes – Recommandations pour la préparation de joints – Partie 3 : Soudage MIG et TIG de l’aluminium et de ses alliages (ISO 9692-3 : 2000)
NF EN 12584 juin 1999 Défauts des coupes exécutées par oxycoupage, coupage laser et coupage plasma – Terminologie
NF EN 30042 juill. 94 Assemblages en aluminium et alliages d’aluminium soudables soudésISO 10042 à l’arc-Guide des niveaux d’acceptation des défauts
NF EN ISO 13919-2 déc. 2001 Soudage – Assemblages soudés par faisceau d’électrons et par faisceau laser-Guide des niveaux de qualité des défauts – Partie 2 : Aluminium et ses alliages soudables (ISO 13919-2 : 2001)
NF EN ISO 6520-1 déc. 1998 Soudage et techniques connexes – Classification des défauts géométriques dans les soudures des matériaux métalliques – Partie 1 : Soudage par fusion (ISO 6520-1 : 1998)
NF EN 83-100-1 déc. 1995 Construction d’ensembles mécano – soudés. Techniques de soudage. Partie 1 – Généralités : Terminologie, Classes de qualité de soudure – Étendue des contrôles
NF EN 12062 oct. 1997 Contrôle non destructif des assemblages soudés – Règles générales pour les matériaux métalliques
NF EN 970 mai 1997 Contrôle non destructif des assemblages soudés par fusion – Contrôle visuel
NF A 09-120 juin 1984 Essais non destructifs. Principes généraux de l’examen par ressuage
PRINCIPALES NORMES EUROPÉENNES SUR LE SOUDAGE DE L’ALUMINIUM

113
Alc
an M
arin
e
Références bibliographiques[1] « Soudure et chaudronneried’aluminium », Revue de l’Aluminium,n° 99, mars 1938, pp. 1128-1135.
[2] « Le soudage à l’arc des métauxlégers avec électrode fusible enrobée »,CHARLES GUINARD, Revue de l’Aluminium,n° 167, juin 1950, pp. 237-244.
[3] « Die Fügetechniken des Aluminiumsim Laufe der Jahrzehnte » G. AICHELE,Aluminium, vol. 75, 1999, pp. 743-753.
[4] « Construction of the All-WeldedTwin-Screw Auxilliary Motor Yacht »,J. G. YOUNG, Britisch Welding Journal,Jan. 1955, pp. 1-18.
[5] « Nocivité des XXX de soudage suréprouvettes soudées MIG ». D. ALBERT,C. HANTRAIS, M. MÉDIOUNI, M. TRICOT,Rapport Pechiney CRV 3535, déc. 1994.
[6] « Repairs yards show theirversatility » Speed at Sea, April 1998.
[7] « Routine repairs provide annualreturns », Speed at Sea, Jan. 1999.
[8) « Aluminium skills are part of routineworkload », Speed at Sea, Oct. 2000.
(9) « Developments in weldingtechniques for aluminium alloys »,J. D. RUSSEL, C. J. DAWES, R. L. JONES,TWI, Conférence Southampton, 1996.
(10) « Improvements relating to frictionwelding », W. M. THOMAS , E. D. NICHOLAS, J C NEEDHAM , M. G. MURCH , P. TEMPLE SMITH , C. J. DAWES (TWI), Brevet GB 9125978.8, international PCT/GB92/02203et European Patent Specification0 615 480 B1.
[11] « Application of Friction Stir Weldingfor manufacture of aluminium ferries »,S. W. KALLE, E. D. NICHOLAS, P.M. BURLING, TWI, 4th International Forumon Aluminium Ships, New Orleans, May 2000.
6. LE SOUDAGE
Référence Date Objet
NF EN 1289 août 1998 Contrôle non destructif des assemblages soudés – Contrôle par ressuage des soudures – Niveaux d’acceptation
NF EN 1712 nov. 1997 Contrôle non destructif des assemblages soudés – Contrôle par ultrasons des assemblages soudés – Niveaux d’acceptation
NF EN 1713 sept. 1998 Contrôle non destructif des assemblages soudés – Contrôle par ultrasons – Caractérisation des indications dans les assemblages soudés
NF EN 1714 oct. 1997 Contrôle non destructif des assemblages soudés – Contrôle par ultrasons des assemblages soudés
NF EN 1712/A1 févr. 03 Essais non destructifs des assemblages soudés – Contrôle par ultrasons des assemblages soudés – Niveaux d’acceptation
NF EN 1714/A1 févr. 2003 Essais non destructifs des assemblages soudés – Contrôle par ultrasons des assemblages soudés
NF EN 444 avril 1994 Essais non destructifs. Principes généraux de l’examen radiographique àl’aide de Rayons X et gamma des matériaux métalliques
NF EN 1435 oct. 1997 Contrôle non destructif des assemblages soudés – Contrôle par radiographie des assemblages soudés
NF EN 12517 sept. 1998 Contrôle non destructif des assemblages soudés – Contrôle par radiographie des assemblages soudés – Niveaux d’acceptation
NF EN 287-2 juin 1992 Épreuve de qualification des soudeurs – Soudage par fusion – Partie 2 : Aluminium et ses alliages
NF EN 287-2/A1 août 1997 Épreuve de qualification des soudeurs – Soudage par fusion – Partie 2 : Aluminium et ses alliages
NF EN ISO 9956-10 nov. 1996 Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métalliques – Partie 10 : Descriptif d’un mode opératoire de soudage par faisceau d’électrons
NF EN ISO 9956-11 nov. 1996 Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métalliques – Partie 11 : Descriptif d’un mode opératoire de soudage par faisceau laser
NF EN 12345 juin 1999 Soudage – Liste multilingue de termes relatifs aux assemblages et aux joints soudés, avec illustrations
NF EN 1792 février 1998 Soudage – Liste multilingue de termes concernant le soudage et les techniques connexes
Tableau 57

114
Alc
an M
arin
e
[12] 4th International Forum onAluminium Ships, New Orleans, May 2000.
European Shipbuilding in the 21thCentury, London, December 2000.
The Third International Forum onAluminium Ships, Haugesund, Norway,May 1998.
Lightweight Construction – LatestDevelopments, The Royal Institution ofNavals Architects, London Feb 2000.
[13] « Studies extend Friction StirWelding potential », Speed at Sea, Oct.1998, p. 45.
[14] « Friction Stir benefits include costsaving ». P. HYNDS, Speed at Sea, Oct.1999, p. 33.
[15 « Friction Stir Welding in aluminiumalloys, preliminary microstructuralassessment. », P. L. THREADGILL, TWIBulletin, vol. 28 (2), 33, March 1997,p. 30.
[16] Friction Stir Welding – Weldproperties and manufacturingtechniques, Proc INALCO-7, CambridgeApril 1998, pp. 171-181.
[17] « Application of prefabricated FrictionStir Welding panels in catamaranbuilding », O. T. MIDLING, J. S. KVÄLE,S. OMA, 4th International Forum onAluminium Ships, New Orleans, May 2000.
[18] « Exploiting friction stir welding inexplosevely-formed aluminium boat hullconstruction », I. HENDERSON, Joints inaluminium, INALCO 98, 1998, pp. 261-267.
[19] « Friction Stir Welding – The state ofthe art », P. L. THREADGILL, Report TWI7417.01/99/1012.
[20] Rapport Pechiney, CRV, février 1999.
[21] « Friction Stir Welding aluminiumalloy 5083, Increased welding speed »,C. J. DAWES, E. J. R. SPURGIN,D. G. STAINES, Report TWI7735.1/98/993.2.
PORT DE PLAISANCE DE LA TRINITÉ-SUR-MER





























