Embed Size (px)
Citation preview

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 1/22
Challenges with Thermal Combustion Stage in Sulphur RecoveryDesigns
Mahin Rameshni, P.E.
Technical Director, Sulphur Technology and Gas Processing
WorleyParsons181 West Huntington Drive, Monrovia, 91016, California, USA
phone: 626-803-9058
Introduction
With the sulphur content of crude oil and natural gas on the increase and with the ever tightening
sulphur content in fuels, the refiners and gas processors will require additional sulphur recoverycapacity. At the same time, environmental regulatory agencies of many countries continue to
promulgate more stringent standards for sulphur emissions from oil, gas and chemical processing
facilities. It is necessary to develop and implement reliable and cost-effective technologies to cope
with the changing requirements.
Oxygen enrichment is the most cost effective option to increase existing sulphur capacity. In general,
commercially available technologies offer the low, middle and high levels of Oxygen enrichment, and
these also represent the three incremental steps for capacity expansion from 25% to 150%, with
equipment modifications and capital investments.
Using oxygen enrichment in the sulphur plant will increase the adiabatic flame temperature. This is
because practically inert nitrogen is being replaced by reactive acid gases as the level of oxygen
enrichment increases. Nitrogen moderates the temperature by absorbing heat. Commercial
refractories are limited to a maximum temperature of about 3000°F so at higher levels of oxygen
enrichment, the maximum refractory temperature may be exceeded depending on the composition of
the feeds.
Two technologies are commercially available to get around the refractory temperature limit. COPE
technology employs a recycle from the first condenser outlet to the reaction furnace burner to
moderate the temperature. The BOC “SURE” Double Combustion process offered by WorleyParsons
employs a two-stage combustion scheme with interstage cooling A portion of the oxygen required

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 2/22
In a typical SURE™ Double Combustion SRU revamp, a new reaction furnace and waste heat boiler
are installed upstream of the existing reaction furnace, which then serves as the second combustion
chamber. Occasionally, existing reaction furnaces and waste heat boilers cannot be reused because
of original design limitations or plot space limitations or inadequate refractory.
For high level oxygen operation in the Claus unit, there are no practical refractories capable of
withstanding the high temperatures produced in the furnace, therefore, a double combustion process,or a recycle process, are employed to moderate the temperature so that a refractory lining can be
used. In the double combustion process, the reactions occur in two stages. Inter-stage cooling is
employed in order to not exceed the temperature limit of the refractory. In the recycle process, a
portion of the cooled effluent from the reaction furnace is recycled to the reaction furnace to moderate
the temperature.
Refractory lining has been used in air and oxygen applications in sulphur plant designs. However,
due to increasing capacity, or a need for ammonia destruction, the sulphur plants have been operatednear to the allowable limited refractory temperature, therefore, the possibilities of damaging refractory
and ceramic materials have been increased significantly. In practice, the selected refractories have
to have a proper grade of alumina, brick, castable, fiber and proper shape of ferrules based on
specific feed compositions and combustion temperature for air and oxygen operations for lean or rich
gases containing hydrogen sulfide and ammonia. The selection of the components and material
grades for hot-face lining, back up lining, expansion joints and other parts has to be defined properly
to eliminate refractory damages for different mode of operations.
In addition to that, the following items have high potential to damage the refractory.
1. Improper castable refractory installation
2. Installation of wrong shape ferrules.
3. Thermal shock due to improper refractory dry out
4. Rapid cooling during shut down
5. Ceramic cracking as a result of thermal, structural or mechanical stresses
6. Exposure to elevated temperatures by improperly using a higher level of oxygen or loss of

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 3/22
10. Erosion due to improper high loading under tension
11. Vibration as a result of improper design
12. Loss of burner from improper refractory selection
The adaptation of water wall boiler designs to Claus sulphur recovery units has been patented by
WorleyParsons (June 2006, US Patent Number, 7,067,101). The water wall boiler may replace the
conventional refractory-lined furnace and waste heat boiler when air, oxygen, or oxygen-enriched air
is used as the oxidant. Thermal combustion can be performed in a single stage, without a recycle, for
all levels of oxygen enrichment. In the conventional sulphur plant, hydrogen sulfide rich gases are
processed through the reaction furnace (combustion chamber) followed by the waste heat boiler. The
water wall boiler replaces the reaction furnace (combustion chamber) and the waste heat boiler, while
the remaining of the equipment stay the same. This process is not commercialized yet, but
WorleyParsons is looking for possible commercial applications.
Acid Gas Feed Quality Consideration
Oxygen Enrichment
Oxygen enrichment raises the flame temperature by eliminating the diluents effect of nitrogen in air.An economical source of Oxygen is the key in this case. A perfect example is the IGCC plant, where
lean acid gas and inexpensive Oxygen are both present. Equipment sizes of a sulphur plant and,
therefore, investment cost are lower when Oxygen enrichment is used.
Lean Acid Gas Feed
Lean (low H2S content) acid gas feed often poses processing problems in an air-only Claus SRU in
terms of unstable flame and inadequate contaminant destruction. Oxygen enrichment raises thereaction furnace temperature and provides for a more stable SRU operation in addition to increasing
SRU’s capacity.
Acid gas fired direct reheat has been extensively used in Claus units. Acid gas fired burners are
usually operated far away from stoichiometry to minimize Oxygen slippage. When the acid gas is
l i h d lfid th b i ll d i d f fi i t t i hi t t d th

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 4/22
bypass scheme takes advantage of the fact that the furnace operates far away from complete
combustion in the straight-through configuration. By bypassing part of the feed gas, the furnace will
then operate nearer to complete combustion. Consequently, the flame temperature is increased.
However, the amount of acid gas bypass is limited to two thirds of the total feed because it is
undesirable to run the furnace under oxidizing conditions and operating beyond complete combustion
will lower the flame temperature anyway.
Acid gas bypass is the most economical scheme since neither additional equipment nor operating
cost is involved. The downside of this scheme is the contaminants in the feed gas, if present, will not
be destroyed in the high temperature furnace zone. The detrimental effects of the contaminants on
the back-end of the Claus plant, e.g. catalyst deactivation and equipment/line plugging, may
jeopardize the smooth and continuous operation of the sulphur plant.
Feed Preheat
Both the combustion air and the acid gas can be preheated in order to raise the flame temperature.
Usually, the combustion air is the first choice since it is more benign than the acid gas. Furthermore,
there are the all important pressure drop considerations. The upstream amine unit often limits the
available acid gas pressure.
The extent of combustion air preheat is basically an economic decision, i.e. available heating medium
and metallurgy. Stream at a suitable pressure level is preferred over a fired heater due to ease of
operation and lower investment cost. It is also desirable to use carbon steel rather than more exoticand expensive piping and equipment material.
The extent of acid gas preheat is further complicated by the possibility of thermal cracking of its
constituents.
When applying preheat, it is important to ensure that the burner is properly designed in terms of both
process performance and mechanical integrity.
Fuel Gas Supplement
Fuel gas can be added to raise the flame temperature. Of course, this is against conventional
wisdom. Fuel gas, if not completely combusted, causes catalyst deactivation even plugging and off-
color sulphur products. Even when it is completely combusted, the equipment sizes, investment and

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 5/22
two major material limitations usually encountered in SRU Oxygen enrichment revamping
implementation are: (1) piping material and burner for handling Oxygen/Oxygen enriched air, and (2)
refractory of the existing reaction furnace in handling high Oxygen flame temperature. The most
likely equipment limitation in determining achievable capacity expansion via Oxygen enrichment is the
heat removal capacity of the existing WHB and the No. 1 sulphur condenser. The ultimate capacity
increase for each individual case is dependent on acid gas compositions and existing equipment
sizes.
The Claus process is undoubtedly the technology of choice for gases containing higher concentration
of hydrogen sulfide and/or larger quantities of sulphur. Only when the hydrogen sulfide content drops
below 30% and/or the amount of sulphur is less than about 10 30 tons/day (TPD) would other
processes become economical.
The Effects of Oxygen Use on Ammonia and Hydrocarbon Destruction
If not properly destroyed, hydrocarbons in the acid gas feed often cause carbon laydown on catalyst,
generation of undesired high concentration of COS and CS2. In addition, ammonia in the acid gas
feed often causes deposition of complex ammonia/sulphur salts in cooler parts of the plant. These
undesired phenomena would either cause unscheduled plant shutdown or reduce sulphur recovery or
shorten catalyst life. Oxygen enrichment raises the reaction furnace temperature which ensures
complete destruction of heavy hydrocarbons and ammonia; reduces formation of COS and CS2, and
shortens gas residence time requirements for contaminants destruction.
In the case of lean acid gas feed contaminated with high levels of heavy hydrocarbons, Oxygen
enrichment offers inexpensive and simple solutions to circumvent this otherwise unsolvable problem
that requires costly processing technology.
Quantitatively, based practical experience, the “SURE” burner has proved to be very effective in
destroying ammonia and hydrocarbons in Claus plants. Outside of their application in Claus plants,
oxy-fuel burners are widely used in the metals and minerals and in the chemical and refining
industries to burn a wide range of fuels, including gases, liquids, and pulverized solids. One of their
most attractive features is their ability to burn heavy residual hydrocarbons cleanly.
Two major effects in using Oxygen or Oxygen-enriched air in place of air for combustion are higher
temperatures and higher flame speeds. The degree of change depends on the degree of Oxygen
enrichment, but in the case of pure Oxygen, temperatures may increase by 1,000°C and flame

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 6/22
based systems. Most of this hydrogen will subsequently recombine with sulphur in the Waste Heat
Boiler (WHB), including hydrogen produced from ammonia dissociation. The ammonia must
effectively be burned; therefore, even if the mechanism of destruction is initially dissociation, in order
to preserve the Claus Stoichiometry downstream of the WHB.
It is possible to speculate that the hydrogen remaining in the gas after the WHB will be higher if the
level in the reaction furnace before the boiler is higher. This must be true if the quench rate in theboiler remains constant. The effect may be small however, and in the case of up rating with Oxygen,
where the WHB sees a higher load, a fall in quench rate may reduce it still further.
Heavy hydrocarbons such as BTX can be present in the feed to Claus units in certain cases; and their
propensity for cracking thermally to produce carbon is well understood. Little, if any, published data
on the effect of Oxygen on BTX destruction in a Claus environment is currently available; however, it
is known that Oxygen is very efficient in burning these materials in other environments.
It is also possible to design the “SRUE” Claus burner so that feed stream contaminants are
preferentially destroyed; and making use of the much higher reaction rates which are available even
in plants operating with only moderate enrichment levels. Qualitatively, therefore, Oxygen should
have a beneficial effect on the destruction of heavy hydrocarbon contaminants such as BTX.
Three general parameters may be said to control the destruction of feed stream contaminants in
Claus units, temperature, mixing and residence time. Temperature may be the most important
parameter; and mixing is an essential parameter to ensure that all the contaminant molecules reach ahigh enough temperature and promote reaction where appropriate. A study of the Claus system
using a kinetic CFD model indicates that residence time is important, particularly to sulphur forming
reactions, but while Oxygen is present, the system is dominated by hydrogen combustion. In such a
system, molecules like ammonia compete poorly for Oxygen and the initial step in its destruction is
likely to be dissociation. The higher temperatures generated with Oxygen use clearly favor this; and
since the ammonia is often contained in a stream separate from the main Claus feed stream, it is
possible to maximize the benefit through the burner design.
The key parameter considered when applying the Claus process is to maintain a stable flame at the
burner. However, if the feed gas contains contaminants, a much higher flame temperature will be
required to destroy the undesirable compounds in the furnace so that they do not cause operational
difficulties downstream.

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 7/22
It cannot be over emphasized that a well-designed burner and reaction furnace, which promotes good
mixing of the reactants, is essential for complete destruction of undesirable feed contaminants.
Low-Level Oxygen Enrichment (< 28% O 2 )
For a desired capacity increase of up to 20% to 25% of the original design sulphur processing
capacity, low-level Oxygen enrichment technology is adequate. Low-level Oxygen enrichment is
accomplished by injecting pure Oxygen or Oxygen-rich air into the combustion air; i.e., Oxygen is
premixed with combustion air upstream of the burner. No equipment modification is required in the
existing SRU, other than providing the tie-in point for Oxygen injection in the combustion air line. An
SRU capacity increase of approximately 20% to 25% is achievable with low-level Oxygen enrichment.
The capital cost investment is mainly in the installation of an Oxygen supply system, which is usually
an Oxygen supply line added to the reaction furnace burner.
Medium-Level Oxygen Enrichment (28% to 45% O 2 )
For a desired capacity increase of up to 75% of the original design sulphur processing capacity,
medium-level Oxygen enrichment technology is required. The combustion air piping in a
conventional SRU is not suitable for handling Oxygen-rich air above 28% Oxygen. The burner
designed for air-only operation might not withstand the higher combustion temperature. In any case,
direct injection of Oxygen through separate nozzles from combustion air is recommended; hence,
special burners designed for direct Oxygen injection should be installed.
The burner is designed for efficient combustion in SRUs with Oxygen enrichment. It can be used in
either end-firing or tangential-firing designs. The excellent mixing characteristics of the Oxygen
burner, coupled with the higher combustion temperature attained in Oxygen enrichment operation,
allow the existing reaction furnace to be used with only minor modifications to accommodate the new
burner.
Oxygen enrichment considerably raises the reaction furnace temperature, which ensures complete
destruction of undesired heavy hydrocarbons and ammonia, reduces formation of COS and CS2 andshortens gas residence time requirements for contaminant destruction.
The capital cost investment is mainly in the installation of an Oxygen supply system and a new
Oxygen-compatible burner.

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 8/22
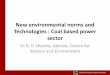
SRU Burner & Reaction Furnace Evaluation
Low-level Oxygen enrichment is accomplished by injecting pure Oxygen or Oxygen-rich air into the
combustion air; i.e., Oxygen is premixed with combustion air upstream of the burner. No burner
modification is required in the existing SRU, other than providing the tie-in point for Oxygen injection
in the combustion airline. For medium-level or high level Oxygen enrichment with rich H2S, the burner
designed for air-only operation might not withstand the higher combustion temperature. In any case,
direct injection of Oxygen through separate nozzles from combustion air is recommended; hence,
special burners designed for direct Oxygen injection should be installed
20 40 60 80 1001,00
1,50
2,00
2,50
3,00
Overall Oxygen Concentration
Temperature °F
AirOnly
OxygenOnly
Design Maximum Temperature
#1 rxn furn (new)
#2 rxn furn (exist)

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 9/22
modification for sulphur plant has high content of H2S, a new reaction furnace is required as a first
combustion chamber; and, the existing reaction furnace will be used as a second combustion
chamber, if the existing reaction furnace is well maintained and the refractory lining is adequate. The
following are the Oxygen enrichment impacts the burner and reaction furnace design:
Higher Combustion temperature, then existing refractory lining should be evaluated. In many
cases, the refractory system will need to be upgraded to accommodate higher operatingtemperature. The maximum operating temperature is limited by refractory to about 2700 °F to
2900 °F (for short time excursions).
If the burner needs to be replaced to a new one, the size of the existing nozzle should be
evaluated for the new burner location.
If the reaction furnace contains a choke ring or checker wall, it should be evaluated for flame
impingement with a new burner flame characteristics.
Higher partial pressure of elemental sulphur, SO2 and H2O vapor, leads to higher sulphur dew
points.
Producing more H2, which is beneficial in TGU as a reducing agent, can be used as a fuel in the
incinerator.
Increase the efficiency of down stream Claus catalytic reactors.
Better destruction of ammonia, HCN, heavy hydrocarbons and BTEX, or any contaminants,
requires a higher combustion temperature.
The gas volumetric is about the same, no changes in residence time.
Oxygen line should be provided to the unit; therefore, burner management system ESD system,
and oxygen demand controls should be added or modified for Oxygen supply.
Purging requirements will be different and should be considered.
Pilot /ignition requirement should be evaluated.
Acid Gas piping pressure drop and instrumentation should be evaluated to maintain the pressure

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 10/22
be effected as the results of pipe x-raying, heats and radiation on the site and seems more robust
for the sulphur plants.
The flow meters and control valves on the acid gas lines should be evaluated for a higher flow
rate and turndown issues.
The existing refractory should be evaluated for a higher combustion temperature in the reducing
atmosphere. The principle of using double combustion for processing rich H2S acid gas is that
90% alumina refractory with silica, at reducing atmosphere, has a maximum temperature
limitation, and using 94% alumina refractory with magnesium is very sensitive to thermal shock at
reducing atmosphere and may not be very cost effective, but it will handle higher combustion
temperature. The melting point of 90% alumina with silica and 94% alumina with magnesium is
about 3400°F and 3500°F respectively. However, the ferrules should be evaluated for this
combination.
Waste Heat Boiler and Steam Drum Evaluation
Hot gases leaving the reaction furnace are cooled in the waste heat boiler by generating steam. The
existing waste heat boiler and steam drum should be evaluated, for low level of Oxygen, no changes
or concern is required. For medium or high level of Oxygen with rich H2S content the existing waste
heater could be used as a second pass waste heat boiler and a new waste heat boiler should be
added as a first pass waste heat boiler.
For lean H2S acid gas and high Oxygen enrichment, single combustion is adequate therefore, there is
no need for the additional waste heat boiler, if the existing waste heat boiler is well designed and well
maintained.
The following is the Oxygen enrichment impacts the waste heat boiler design.
Higher operating temperature, resulting in higher heat duty, which requires more cooling.
Having more sulphur vapor from reaction furnace needs more heat for redistribution.
Recombination of CO to COS, and H2, S2 to H2S releases additional heat in front of several feet
of boiler tubes, which is not predicated by some simulator. It increases the heat flux near the
critical tube to tube sheet weld (maximum metal temperature), and inlet tube sheet refractory and

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 11/22
Mass velocities should not be exceeded or heat flux issues may arise, which may cause vapor
blanketing of the tubes and high temperature in the tube and tube-sheet.
The peak heat flux occurs at the outlet of the ceramic ferrules; therefore, the heat flux should be
limited to a maximum 50,000 to 70,000 Btu/hr-ft2
to prevent eddying.
The temperature of tube to tube-sheet weld should be limited and evaluated for the possibility of
sulfidic corrosion of carbon steel.
Conventional Configuration for High Capacity Expansion
The conventional configuration involves the addition of a new reaction furnace burner, reaction
furnace and WHB boiler upstream of the existing reaction furnace (Figure 1). Gas effluent from the
new waste boiler is routed to the existing reaction furnace, which serves as the second thermal stage.
With this configuration the Double Combustion technology allows SRU capacity to be expanded at
considerably lower costs compared to building new air-based SRUs. The operator could save
substantial initial investment cost even for new SRUs if Oxygen is available or can be imported
across the fence. Moreover, Oxygen enrichment reduces the plot area required and, in fact, for
operating facilities limited by plot space, Oxygen enrichment might be the most viable option for SRU
capacity expansion.
Occasionally, existing reaction furnaces and WHBs cannot be reused because of original design
limitations. In these cases, a two-pass WHB with an extended head can be designed in which theextended head serves as the second-stage reaction furnace and the second pass serves as the
second WHB (Figure 2). This two-pass WHB configuration effectively reduces capital cost and
conserves plot space requirement. In addition, operators could realize the following benefits:
The new reaction furnace/WHB can be installed while the existing SRU is still in operation. The new
equipment can be tied in with the existing reaction furnace/WHB during a short period shutdown or
during the SRU turnaround time, thus minimizing the loss of plant throughput while the technology is
implemented.
The simple piping for the Oxygen design reduces the possibility of accidental H2S emission and
equipment failure compared to other commercially available processes.
The design does not require shutting down and isolating a recycle loop when Oxygen enrichment is

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 12/22
Burner
H2
S
Sulfur Pit
O2
New Existing
Air
NH 3
Condenser
Converter
Reheater
W
HB
RF RF
W
HB
Figure 1. Conventional “SURE” Double Combustion Configuration
Reusing Existing Reaction Furnace and WHB

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 13/22
Sulfur Pit
Condenser
Converter
Reheater
Burner
Reaction Furnace #1Reaction Furnace #2
Oxygen
Figure 2. Conventional “SURE” Double Combustion Configuration
with New Two-pass WHBs
Innovative Configuration for High-capacity Expansion
When multiple SRU trains are involved, one set of common new equipment (burner, reaction furnace
and WHB) can be shared by the various trains. The effluent of the new WHB is split and routed to
each of the existing Sulphur condensers. The new equipment could be installed onsite while the SRU
is in operation. Only a short downtime is needed to tie in the new equipment for high-level Oxygen
enrichment. Typically, the revamp tie-in work has been accomplished within 1 to 2 weeks, which is
normally within the schedule of a routine plant maintenance shutdown.
Provide 300% Additional Capacity for Two Existing Parallel Trains
The new reaction furnace/WHB can be designed to provide up to 150% additional sulphur processing
capacity for each of the two existing parallel SRUs resulting in a total additional capacity of 300%.
This operation mode would require the reaction furnace/WHB to be operated with Oxygen during
normal operation. Figure 3 depicts the configuration to double the sulphur processing capacity of both

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 14/22
Condenser
1Ai r
Condenser
2Condenser
3
oxygen
Condenser
1
Burner
RF
~
Converter
2RF~
~~
W HBConverter
1
~
Converter
2RF~
~~
W HBConverter
1
Condenser
2Condenser
3Air
New
ExistingAmine AG
SWS AG
Acid Gas
Acid Gas
oxygen
Figure 3. Parallel “SURE” Double Combustion Configuration with New Reaction Furnace and WHBs Providing 300% Capacity Increase
The following 3 schemes represent the burner management system for air operation, Oxygen
enrichment single combustion and SURE double combustion.
Figure 4. WorleyParsons conventional Claus plant control system air operation
Figure 5. WorleyParsons Claus plant Oxygen based single combustion
Figure 6. WorleyParsons Claus plant Oxygen based SURE Double combustion

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 15/22
C O
M B U S T I O N
C
H A M B E R
A I R
F C 4 1 1 2
C 0 2
C 1 1
F Y
4
1 4 1
Σ
T C
S E T
P O I N T
T O T A L A I R
D E M A N D

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 16/22
C O
M B U S T I O N
C
H A M B E R
A I R
F C 4 1 1 2
F C
×
C 0 2
F Y
–
P C
C 1 1
F Y
4
1 4 1
Σ
F C
T C
S E T
P O I N T
S E T
P O I N T
T O T A L A I R
D E M A N D
O X Y G E
N
B U R N E
R
T O T A L O 2
D E M A N D

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 17/22
I R
F C
F C
×
C
F Y
P C
C
F
Y
Σ F C
T C
S E T
P O I N T
S E T
P O I N T
T O T A L A I R
D E M A N D
O X Y G E N
B U R N E R
T P C T
F C
S E T
P O I N T
C O M B U S T I O N
C H A M B E R
N O .
2
W H B
S T E A M
S T E A M
B F W
B F W
S E C O N D A R Y
C
O M B U S T I O N
C H A M B E R
W H B
T O T A L O 2
D E M A N D

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 18/22
Water Wall Boiler a New Concept for Thermal Combustion Stage
Temperatures in a Claus unit can reach up to 2800°F (1538°C) when air is used in the process and
up to 5000°F (2760°C) when oxygen is used. A refractory lining insulates the walls of the unit from
the high temperature inside of the unit for operation with air. Such refractory linings are undesirable
because of the time and expense required to install the lining, the time required to heat the lining
during start-up of the unit, the time required to cool the lining during shutdown of the unit, and the
expense and lost on-stream time and sulphur production caused by damage to or failure of the lining,
which requires that the unit be shut down for repairs.
It would be beneficial to design a system to overcome the problems and limitations associated with
refractory linings without resorting to two-stage combustion or recycle streams. A water-wall boiler
could be employed to resolve this limitation.
The water-wall boiler could replace the conventional refractory-lined reaction furnace and the waste
heat boiler used in the modified Claus process when air, oxygen, or oxygen-enriched air is used as
the oxidant. Thermal combustion is performed in a single stage, without a recycle, for all levels of
oxygen enrichment.
This process can be used for new Claus plants as well as for the revamp of existing Claus units for air
and/or oxygen operation.
Oil and gas-fired packaged steam generators are widely used in chemical plants, refineries and
cogeneration systems. Power plant industries have converted their conventional steam generation to
water wall boiler to achieve a higher efficiency, better performance, lower pressure drop, maintain
uniform temperature distribution, reduce NOx and soot formation, lower maintenance. The result is a
more reliable operation at a lower cost. Water wall boilers have been used successfully for other
applications such as gasifiers for major oil and gas companies and power plants and IGCC units.
Water Wall Boiler is advanced technology, well proven, well known and established technology in a
very large scale in the current industry. Water wall units are in operation currently in gasifiers using
technology developed by Shell and by Future Energy.
Custom-designed steam generators for modified Claus sulphur plants are considered where the feed
gas is a hydrogen sulfide rich feed gas stream, is increased by combusting hydrogen sulfide in one
stage with an oxidant which is an oxygen rich gas stream comprised of air, oxygen or a mixture of air
and oxygen.

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 19/22
The water-cooled furnace could be used in any new sulphur plant design where the units operates on
air or oxygen enrichment or any combination of air plus oxygen instead of conventional reaction
furnace. The water-wall furnace can be used in any revamp sulphur unit where there is a need for
increasing capacity up to 250% by replacing the existing reaction furnace and waste heat boiler with a
new water-wall boiler, which is capable of achieving up to 5000°F (2760°C) combustion temperature.
The remaining existing equipment could be kept in place without any modification if they are sized
properly.
Some existing sulphur plants have space limitations for additional or new equipment. Using a water
wall boiler may help with space restrictions at the plants.
The water wall boiler has several advantages as follows:
1. The furnace front, rear, side walls and floor are completely water-cooled and are of membrane
wall construction, resulting in a leak proof enclosure for the flame.
2. The thermal combustion step of the modified Claus process is carried out in a water-wall boiler
instead of a refractory-lined reaction furnace to reduce issues with refractory design and
installation.
3. The entire furnace expands and contracts uniformly avoiding casing expansion problems.
4. The current refractories commonly used in sulphur plants are limited to 3000°F (1650°C)
combustion temperature, where oxygen used there is a need for intermediate cooling in stages
or to provide cooled recycle gas to protect the refractory lining. The water wall boiler eliminates
this temperature limitation.
5. Using a water wall boiler will eliminate the other problems such as low temperature corrosion
and limits on the startup rates for refractory dryout.
6. The water wall boiler will reduce the furnace exit temperature, which helps lowering the radiant
heat flux and tube failures. In a natural circulation boiler, tubes are vertical and the gas flows
horizontally. Natural circulation moves the steam-water mixture through the evaporator tubes,
where the gas temperature is low act as downcomer tubes, while the rest of the tubes in the
radiant and convection section act as risers carrying the steam-water mixture to the steam
drum. Steam temperatures could be controlled using an inter-stage de-superheater or a spray

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 20/22
8. The size of the tube and pitch are optimized depending for the generation of low or high-
pressure steam. CO formation could be reduced by using water cooled boiler instead of
conventional furnace.
9. The water wall boiler can generate very high steam pressure beyond conventional Claus unit
limit.
10. The water wall boiler is capable of processing the amine acid gas containing up to 100% by
volume of hydrogen sulfide.
11. The water wall boiler will generate the high-pressure steam in the range of 250 to 750 psi.
12. The water wall boiler reduces heat losses compared to conventional reaction furnaces.
When a water wall boiler replaces the reaction furnace and the waste heat boiler in the conventional
sulphur recovery units, a preliminary cost estimate indicates that the total installed cost using water
wall boiler versus reaction furnace and waste heat boiler is about half for air operation and about 40%
lower cost compared to the conventional configuration when using 100% oxygen enrichment.
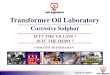
A schematic diagram of the water wall boiler is shown in Figure 7.
The design feature includes a radiant section, using water wall tubes, capable of withstanding the
4,000 F inlet gas temperature. Sufficient furnace volume (conversion zone) shall be provided to
achieve the required residence time/ temperature. The conversion zone may consist of water wall
tubes and/ or a refractory lined section depending on gas temperature. Refractory is only acceptable
below 3,000 F. Following the conversion zone, a convection section will cool the gas to the desired
outlet temperature.

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 21/22
Figure 7, WorleyParsons Water Wall Boiler Scheme
A typical WorleyParsons process flow diagram of the Claus unit using water wall boiler is provided
with this paper on the following page.
Steam to process
Radiant zone (flame
temp. = 4,000 deg. F)
Conversion zone – gas
temperature must remain
above 2,200 deg. F for aminimum of 1 second.
Oxygen
Acid gas
Convection section
To process
Steam drum
Steam to process
Radiant zone (flame
temp. = 4,000 deg. F)
Conversion zone – gas
temperature must remain
above 2,200 deg. F for aminimum of 1 second.
Oxygen
Acid gas
Convection section
To process
Steam drum
Feed water

8/3/2019 Challenges With Thermal Combustion Stage in Sulphur Recovery Designs
http://slidepdf.com/reader/full/challenges-with-thermal-combustion-stage-in-sulphur-recovery-designs 22/22