Embed Size (px)
Citation preview

DOI: 10.1002/srin.201100073 steel research int. 82 (2011) No. 9
Ceramic Processing for TRIP-Steel/Mg-PSZ
Composite Materials for MechanicalApplicationsC. Weigelt1)*, C. G. Aneziris1), A. Yanina2), and S. Guk2)
1) Institute of Ceramic, Glass and Construction Materials, Technische Universitat Bergakademie Freiberg, Germany2) Institute for Metal Forming, Technische Universitat Bergakademie Freiberg, Germany
* Corresponding author; e-mail: [email protected]
Composite materials are up-to-date products in a growing range of applications and markets. Due to the advantageous combination of two or
more materials new generations of materials can be generated. Closely linked to expanding variations of material combinations are increasing
numbers of manufacturing techniques. The combination of ductile metals with hard and brittle ceramics offers a range of applications in the field
of crash-absorber and structural products with high mechanical load. This paper deals with the challenges of powder metallurgical processing of
TRIP-steel/Mg-PSZ composite materials. The presented results are a contribution to improvements in plastic processing especially for
lightweight honeycomb structures.
Keywords: extrusion, honeycomb, powder metallurgy, rheology, steel
Submitted on 28 February 2011, accepted on 20 May 2011
Introduction
In the last decades composite materials have been in focusof scientific researches. The concept is to combine two ormore different materials in order to achieve a new type ofmaterial that associates the beneficial properties of eachcomponent. Hence, these materials can not only achieveimprovements in existing products, but also create newmaterials and fields of application. Mobility, e. g. automo-bile and train structures, as well as engineering demand arange of products due to their mechanical properties understatic and dynamic load. Closely linked is the feature ofcrashworthiness, which is concerned with the absorption ofenergy through controlled failure mechanisms and modesthat enable a defined load profile during deformation [1].Especially composite materials based on metals with othermetal or non-metal additions provide the requested proper-ties [2, 3].Metal matrix composites (MMC) with ceramic additions
assemble the ability for plastic deformation of the metalphase with reinforcing hard and brittle ceramics.Consequently materials with high strength and toughness,but also wear resistance can be produced. The combinationof austenitic stainless steel with transformation inducedplasticity (TRIP) [4] and magnesia partially stabilizedzirconia (Mg-PSZ) is advantageous in terms of high strengthand specific energy absorption [5–7]. Both componentsexhibit a martensitic phase transformation either duringmanufacturing or in application leading to outstandingmechanical properties.Manufacturing of these materials can be done by several
processing routes. Open cell foam structures can beproduced of metal [6]. Alternatively ceramic preforms canbe infiltrated with molten metal leading to a compositematerial with coarse structures providing especially reduced
1080 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
wear [8]. The last route generates compact specimens thatare not suitable in terms of lightweight constructions, e.g.automotive crash-boxes. Therefore powder technology is awidely used technology to produce filigree metal andcomposite components. Concerning crashworthiness squarecell honeycomb structures combine light but high strengthsample structures. The well approved ceramic extrusionroute provides the production of thin-wall honeycombstructures, which cannot be formed by other techniques.Not only filters and catalyst carriers, but also rods, hollowstrands, bars or flat substrates can be produced by plasticpastes [9]. A further advantage is the possibility ofhomogeneous mixtures of metal powder and ceramicadditions in the range of some mm.Plastic processing requires the ability of flow properties
when external forces are applied. Due to the non-plasticproperties of metal and zirconia powders organic additionse. g. plasticizers and binders, are necessary for extrusionprocess. Cellulose derivatives like hydroxyl propyl methylcellulose (HPMC) or carboxyl methyl cellulose (CMC) arewidely used additives in shaping ceramics. Their advantagesresult from their solubility inwater, a large range of productswith different rheological properties and the possibility ofthermal debindingwith slightest residues. Themixed pastes canbe shaped by pressing through an extrusion die with high leveldegree of freedom. Due to the aqueous system the specimenshave to be dried after shaping followed by a debinding andsintering step to generate final properties [10, 11].In terms of the present work a contribution to the ceramic
processing of austenitic stainless steel matrix compositeswith reinforcing Mg-PSZ particles at room temperature isgiven. The focus is set on variations of plastic pastes and thethermal treatment with binder removal and sintering.Furthermore sources of failures during sample productionare presented.
nheim www.steelresearch-journal.com

Full Paper steel research int. 82 (2011) No. 9
Experimental
Materials. The tests of the present paper have beenperformed with austenitic stainless steel powder. Table 1presents the chemical composition of the as-received steelpowder type AISI 304 (German grade X5CrNi 18-10). Dueto the gas atomization process the particles appear withmainly spherical shape as shown in Figure 1. Aftermanufacturing the received powder has been sieved in orderto eliminate particles coarser than 45mm. Thus the startingpowder appears with a monodisperse particle size distri-bution (PSD) at an average particle size of 26mm. Thepercentage of 90% metastable austenitic phase wascalculated based on the amount of ferrite measured by theaid of X-ray diffraction (XRD). The ceramic phase consistsof magnesia partially stabilized zirconia with 3.4wt.%MgO(Saint Gobain, USA) at an average particle size of 1.3mm.Referring to XRD the starting powder consists of 10%monoclinic, 36% tetragonal and 53% cubic phase. Thechemical composition and particle size are given inTable 2.Due to a combined de-airing single screw extruder with
vacuum chamber and sigma kneader type LK III 2A(LINDEN, Germany) equipped with an combined temper-ature and pressure sensor the preparation of pastes has beenperformed stepwise. First the inorganic powder materialswere mixed within 30minutes in a tumble drum with yttriastabilized zirconia balls (only if zirconia contained). In asecond step the plasticizers and binders were added and thematerial was further mixed in a conventional mixer (ToniTechnik,Germany) for 5minutes.After adding themain partof water themixture was further treated in the kneader. Oncethe remaining part ofwater was added and a plastic pastewasachieved the homogenization was continued for 15minutes.
Table 1. Chemical composition and particle size of TRIP-steel pow-der AISI 304.
metall in wt.% size in mm
Fe Cr Ni Mn Si C d10 d50 d90
bal. 18.30 8.10 1.43 0.34 0.02 9.7 27 45.8
Figure 1. SEM image of the spherical TRIP-steel starting material (a) an
www.steelresearch-journal.com � 2011 W
During last step of paste preparation and extrusion ofsamples vacuum of 80–100mbarwas applied in the kneader.The recipes of the used mixtures are given in Table 3.Recipes 0Z-A and 0Z-B represent common mixtures withdifferent polymer binder content and 10Z represents themixture with 10 vol.% additions of Mg-PSZ. Honeycombsquare cell structures with an outer dimension of25� 25mm2 and 202 cpsi (channels per square inch) and66 cpsi were extruded, respectively. Additionally solid rodswith 20mm of diameter were prepared. The temperature ofthe extrusion devise was adjusted to 25 8C. The wallthickness for both cellular dies differs between 350mm(inner walls) and 400mm (exterior wall). After extrusion thespecimens were dried stepwise at 40-80-110 8C in an air-circulated dryer within 12 hours at each temperature anddecreasing humidity from 80 to 20%. Afterwards cubicsamples of 25mm length were cut.A set of samples was used for streamlining the thermal
debinding process. The experiments were carried out in abottom-loading debinding furnace (XERION, Germany,Figure 2) at different temperature levels of 350 8C or 400 8Cwith heating rates between 1K/min and 5K/min. Thesampleswere pre-dried at 110 8C to removewater and storedin a desiccator to prevent moistening. The characterisationof debinding success can be qualified by the macroscopicstructure (intact/ruptured) and quantified by the residualcarbon content. For this purpose the samples were evaluatedoptically after debinding and a subset of each sample wastaken. The carbon content of the samples was measured bythe carbon combustion method with a LECO CS244 (UK).In a second set of samples the binder was removed underconstant conditions with a heating rate of 1K/min up to350 8C followed by a holding time of 90minutes. After
d the irregular shaped Mg-PSZ particles (b).
Table 2. Chemical composition and particle size of Mg-PSZ powder.
oxide in wt.% size in mm
ZrO2 MgO SiO2 HfO2 Al2O3 TiO2 d10 d50 d90
bal. 3.4 2.4 1.7 0.6 0.1 0.1 1.3 10.8
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1081
steel research int. 82 (2011) No. 9 Full Paper
Table 3. Composition of mixtures for paste preparation.
Raw materials Recipe in wt. %
Material Type Supplier 0Z-A 0Z-B 10Z
austenitic steel 1.4301, d50¼ 27mm TLS, Germany 97.92 98.80 90.40
zirconiaMg-PSZ 3.4,d50¼ 1.3mm
Saint-Gobain, USA 0.00 0.00 7.47
lubricant oleic acid 0.14 0.15 0.14
Plasticizer Methocel F4M DOW Wolff Cellulosics, Germany 1.70 0.80 1.75
Surfactant glycerine KMF optichem, Germany 0.24 0.25 0.24
Sum 100.0 100.0 100.0
Plus additional water
cooling down to room temperature the samples were placedon alumina crucible and sintered pressure less in a 99.999%Argon-atmosphere using an electrical furnace Astro 1100-60100-M1 (Thermal Technology GmbH, Germany). Thesamples have been sintered for 2 h at 1350 8C with equalheating and cooling rates of 5K/min.Open porosity and bulkdensity were determined based onArchimedes principle andDIN EN 1389 with toluol as immersion fluid.
Characterization. Unpolished fracture surfaces havebeen microstructurally characterized using a scanningelectron microscope (SEM) Phillips Type XL30 with anelectron dispersive X-ray system (EDX) by EDAX(Germany). XRD measurements were done using a Philipsdiffractometer with Cu Ka radiation scanning 2u angularregion from 5 to 908. Phase identification and quantificationhave been done with aid of X’Pert Highscore Plus analysissoftware (Panalytical, Netherlands). The integrity and
Figure 2. Debinding furnace XERION.
1082 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
homogeneity of sintered specimens was observed with theaid of Micro focus X-ray computer tomography (mXCT)from ProCon X-Ray equipped with a 160 kV X-ray sourceand a Hamamatsu detector with 2040� 2040 pixels. Thesamples have been analysed after sinteringwith the channelsoriented parallel to the rotation axis.
Results and Discussion
The ceramic extrusion process enables the production ofTRIP-steel/Mg-PSZ composite structures in wide range ofgeometries. Figure 3 displays a selection of sample shapesextruded in terms of characterisation of microstructure andmechanical properties. Lightweight honeycomb structuresas well as solid rods can be processed with almost similarpastes enabling a variety of mechanical tests, e.g. compres-sion and tensile tests, fatigue tests and ductility tests.The extrusion process was performed with variations of
water and plasticizer content. The influence on shape and theappearance of failures can be seen in Figure 4. Whilstdeformations in honeycomb structures can be avoid bychanges in mixture the laminations of solid specimens are atypical problem for screw extruders and require complex
Figure 3. Variations of sample geometry for TRIP-steel/Mg-PSZ
composite materials produced by powder metallurgical route via
aqueous extrusion, honeycomb structures with 64 and 200 cpsi (a),
green body rod (b) for fatigue specimens (c) and compressive test (d),
honeycomb after 50% compressive strain (e).
nheim www.steelresearch-journal.com
Full Paper steel research int. 82 (2011) No. 9
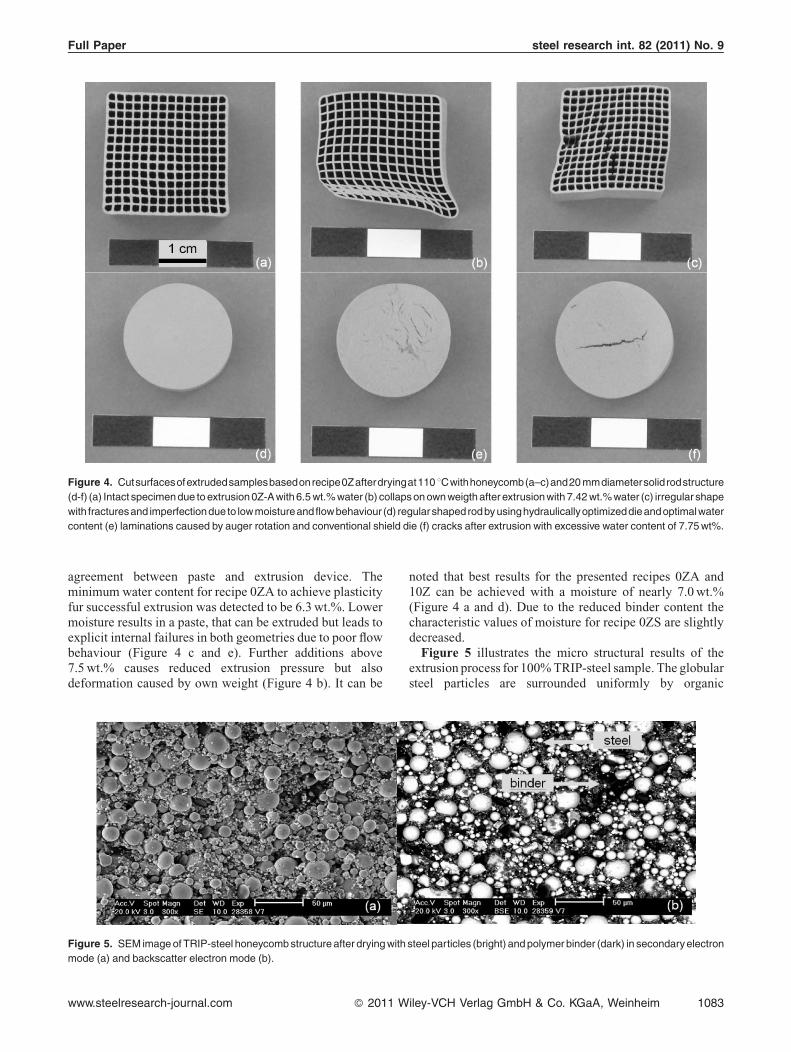
Figure 4. Cutsurfacesofextrudedsamplesbasedonrecipe0Zafterdryingat110 8Cwithhoneycomb(a–c)and20 mmdiametersolidrodstructure
(d-f) (a) Intact specimen due to extrusion 0Z-Awith 6.5 wt.% water (b) collaps on own weigth after extrusion with 7.42 wt.% water (c) irregular shape
with fracturesand imperfectiondue to lowmoistureandflowbehaviour (d) regularshapedrodbyusinghydraulicallyoptimizeddieandoptimalwater
content (e) laminations caused by auger rotation and conventional shield die (f) cracks after extrusion with excessive water content of 7.75 wt%.
agreement between paste and extrusion device. Theminimum water content for recipe 0ZA to achieve plasticityfur successful extrusion was detected to be 6.3wt.%. Lowermoisture results in a paste, that can be extruded but leads toexplicit internal failures in both geometries due to poor flowbehaviour (Figure 4 c and e). Further additions above7.5wt.% causes reduced extrusion pressure but alsodeformation caused by own weight (Figure 4 b). It can be
Figure 5. SEM image of TRIP-steel honeycomb structure after drying with
mode (a) and backscatter electron mode (b).
www.steelresearch-journal.com � 2011 W
noted that best results for the presented recipes 0ZA and10Z can be achieved with a moisture of nearly 7.0wt.%(Figure 4 a and d). Due to the reduced binder content thecharacteristic values of moisture for recipe 0ZS are slightlydecreased.Figure 5 illustrates the micro structural results of the
extrusion process for 100%TRIP-steel sample. The globularsteel particles are surrounded uniformly by organic
steel particles (bright) and polymer binder (dark) in secondaryelectron
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1083
steel research int. 82 (2011) No. 9 Full Paper
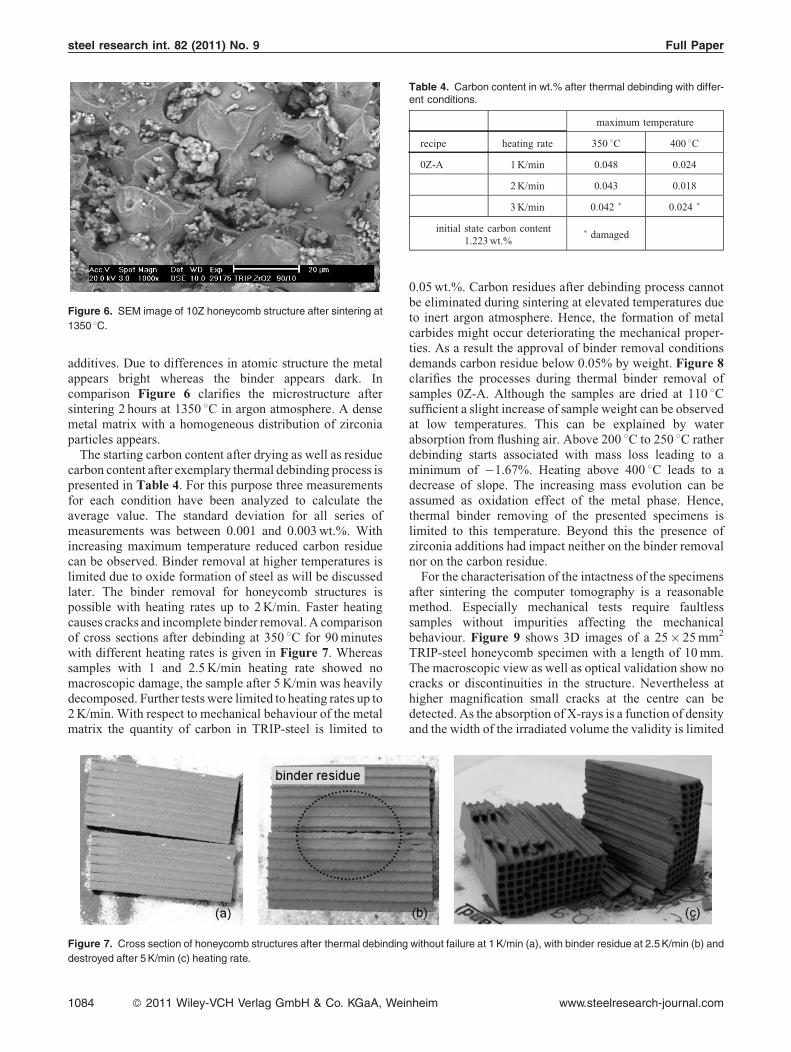
Figure 6. SEM image of 10Z honeycomb structure after sintering at
1350 8C.
Table 4. Carbon content in wt.% after thermal debinding with differ-ent conditions.
maximum temperature
recipe heating rate 350 8C 400 8C
0Z-A 1K/min 0.048 0.024
2K/min 0.043 0.018
3K/min 0.042 � 0.024 �
initial state carbon content1.223wt.%
� damaged
additives. Due to differences in atomic structure the metalappears bright whereas the binder appears dark. Incomparison Figure 6 clarifies the microstructure aftersintering 2 hours at 1350 8C in argon atmosphere. A densemetal matrix with a homogeneous distribution of zirconiaparticles appears.The starting carbon content after drying as well as residue
carbon content after exemplary thermal debinding process ispresented in Table 4. For this purpose three measurementsfor each condition have been analyzed to calculate theaverage value. The standard deviation for all series ofmeasurements was between 0.001 and 0.003wt.%. Withincreasing maximum temperature reduced carbon residuecan be observed. Binder removal at higher temperatures islimited due to oxide formation of steel as will be discussedlater. The binder removal for honeycomb structures ispossible with heating rates up to 2K/min. Faster heatingcauses cracks and incomplete binder removal. A comparisonof cross sections after debinding at 350 8C for 90minuteswith different heating rates is given in Figure 7. Whereassamples with 1 and 2.5K/min heating rate showed nomacroscopic damage, the sample after 5K/min was heavilydecomposed. Further tests were limited to heating rates up to2K/min. With respect to mechanical behaviour of the metalmatrix the quantity of carbon in TRIP-steel is limited to
Figure 7. Cross section of honeycomb structures after thermal debinding
destroyed after 5 K/min (c) heating rate.
1084 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
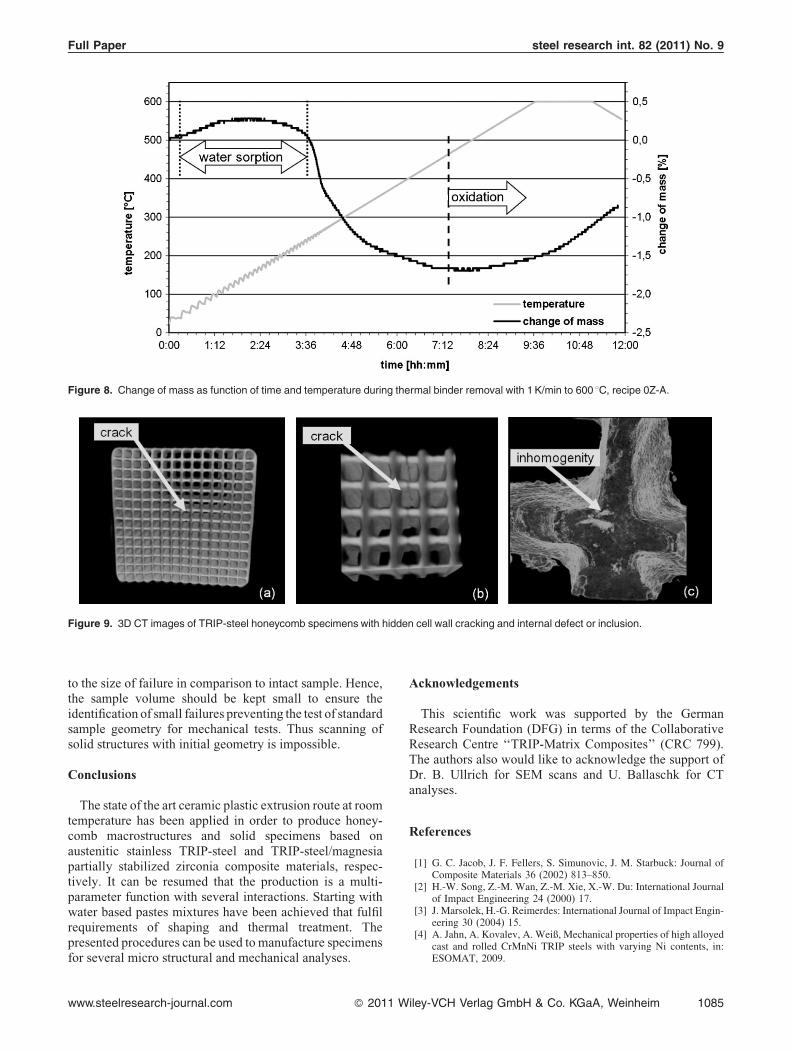
0.05wt.%. Carbon residues after debinding process cannotbe eliminated during sintering at elevated temperatures dueto inert argon atmosphere. Hence, the formation of metalcarbides might occur deteriorating the mechanical proper-ties. As a result the approval of binder removal conditionsdemands carbon residue below 0.05% by weight. Figure 8clarifies the processes during thermal binder removal ofsamples 0Z-A. Although the samples are dried at 110 8Csufficient a slight increase of sample weight can be observedat low temperatures. This can be explained by waterabsorption from flushing air. Above 200 8C to 250 8C ratherdebinding starts associated with mass loss leading to aminimum of �1.67%. Heating above 400 8C leads to adecrease of slope. The increasing mass evolution can beassumed as oxidation effect of the metal phase. Hence,thermal binder removing of the presented specimens islimited to this temperature. Beyond this the presence ofzirconia additions had impact neither on the binder removalnor on the carbon residue.For the characterisation of the intactness of the specimens
after sintering the computer tomography is a reasonablemethod. Especially mechanical tests require faultlesssamples without impurities affecting the mechanicalbehaviour. Figure 9 shows 3D images of a 25� 25mm2
TRIP-steel honeycomb specimen with a length of 10mm.The macroscopic view as well as optical validation show nocracks or discontinuities in the structure. Nevertheless athigher magnification small cracks at the centre can bedetected. As the absorption of X-rays is a function of densityand the width of the irradiated volume the validity is limited
without failure at 1 K/min (a), with binder residue at 2.5 K/min (b) and
nheim www.steelresearch-journal.com
Full Paper steel research int. 82 (2011) No. 9
Figure 8. Change of mass as function of time and temperature during thermal binder removal with 1 K/min to 600 8C, recipe 0Z-A.
Figure 9. 3D CT images of TRIP-steel honeycomb specimens with hidden cell wall cracking and internal defect or inclusion.
to the size of failure in comparison to intact sample. Hence,the sample volume should be kept small to ensure theidentification of small failures preventing the test of standardsample geometry for mechanical tests. Thus scanning ofsolid structures with initial geometry is impossible.
Conclusions
The state of the art ceramic plastic extrusion route at roomtemperature has been applied in order to produce honey-comb macrostructures and solid specimens based onaustenitic stainless TRIP-steel and TRIP-steel/magnesiapartially stabilized zirconia composite materials, respec-tively. It can be resumed that the production is a multi-parameter function with several interactions. Starting withwater based pastes mixtures have been achieved that fulfilrequirements of shaping and thermal treatment. Thepresented procedures can be used to manufacture specimensfor several micro structural and mechanical analyses.
www.steelresearch-journal.com � 2011 W
Acknowledgements
This scientific work was supported by the GermanResearch Foundation (DFG) in terms of the CollaborativeResearch Centre ‘‘TRIP-Matrix Composites’’ (CRC 799).The authors also would like to acknowledge the support ofDr. B. Ullrich for SEM scans and U. Ballaschk for CTanalyses.
References
[1] G. C. Jacob, J. F. Fellers, S. Simunovic, J. M. Starbuck: Journal ofComposite Materials 36 (2002) 813–850.
[2] H.-W. Song, Z.-M. Wan, Z.-M. Xie, X.-W. Du: International Journalof Impact Engineering 24 (2000) 17.
[3] J. Marsolek, H.-G. Reimerdes: International Journal of Impact Engin-eering 30 (2004) 15.
[4] A. Jahn, A. Kovalev, A. Weiß, Mechanical properties of high alloyedcast and rolled CrMnNi TRIP steels with varying Ni contents, in:ESOMAT, 2009.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1085

steel research int. 82 (2011) No. 9 Full Paper
[5] C. G. Aneziris, W. Scharfl, H. Biermann, U. Martin: InternationalJournal of Applied Ceramic Technology 6 (2009) 727–735.
[6] C. G. Aneziris, H. Berek, M. Hasterok, H. Biermann, S. Wolf,L. Kruger: Advanced Engineering Materials 12 (2010) 197–204.
[7] U. Martin, D. Ehinger, L. Kruger, S. Martin, T. Mottitschka,C. Weigelt, C. G. Aneziris, M. Herrmann: Advances in MaterialsScience and Engineering (2010) 6.
1086 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
[8] D. Wittig, A. Glauche, C. G. Aneziris, T. Minghetti, C. Schelle,T. Graule, J. Kuebler: Materials Science and Engineering A488 (2008) 6.
[9] J.S. Reed, Introduction to the Principles of Ceramic Processing, 1986,p. 506.
[10] S.-B. Li, J.-X. Xie: Journal of Materials Processing Technology 183(2007) 57–61.
[11] F. Handle: Extrusion in Ceramics, Springer, Berlin Heidelberg, 2007,p. 413.
nheim www.steelresearch-journal.com





























