-
Anaerobic ceramic MBR for high COD content food wastewater
treatment: bench and pilot scale study.
L. Cortijo*, E. Meabe**, F. Rogalla***, H. Barndk*, C. Negro*,
P. Lpez*, D. Hermosilla*
* Department of Chemical Engineering, Complutense University of
Madrid, Avenida Complutense, s/n. 28040 Madrid, Spain (E-mail:
[email protected]) ** Likuid Nanotek. San Sebastian Technology
Park, P Mikeletegi, 71 Planta 1, 20009 Donostia-San Sebastin, Spain
(E-mail: [email protected]) *** Aqualia, C. Camino de
Santiago 40. 28050 Madrid, Spain (E-mail: [email protected])
Abstract: The anaerobic ceramic MBR technology has been tested
in two complementary systems: a semi-industrial plant treating
corn-processing wastewater and a laboratory unit treating a
synthetic wastewater simulating the industrial effluent. The
industrial effluent presented a high concentration of solids and it
was highly loaded with organic species such as starch, oil and
grease. By coupling the membrane filtration with the digester, the
wastewater was successfully treated at both scales, reaching COD
reductions up to 99% and a very good effluent quality. The study
has confirmed many of the advantages attributed to the anaerobic
ceramic MBR technology, which combines the advantages of the
anaerobic digestion with the efficiency and robustness of the
ceramic filtration.
Keywords: Ceramic membranes; membrane bioreactor; anaerobic
digestion; corn-processing wastewater
Introduction Membrane filtration is nowadays a consolidated
technology for both municipal and industrial wastewater treatment.
The MBR process is becoming an established option due to its
noteworthy advantages over the conventional activated sludge
process. By coupling the membrane to the biological reactor, high
effluent quality is produced and high biomass concentration can be
attained so that the footprint of the overall system is reduced
considerably. The Anaerobic Membrane Bioreactor (AnMBR) is a highly
innovative technology which combines anaerobic digestion and
membrane filtration to provide complete solid-liquid separation.
Anaerobic digestion offers widely known advantages over
conventional aerobic processes, since no oxygen is required and
biogas is produced. However, it presents some limitations that have
limited its wide-spread use (lower purification efficiency, poor
effluent quality and process instability). The AnMBR technology
allows overcoming these limitations as it combines the advantages
of the anaerobic process and MBR technology in a very robust and
compact solution, characterized by the higher biogas production and
the excellent effluent quality. On the other hand, as granulation
of sludge is not required, complex wastewaters with high solids,
oil and grease or dissolved salts concentration can be treated in
conventional CSRT digesters combined with membrane filtration
(Futselaar, 2013; Sutton, 2006). As a result, the AnMBR technology
has gained popularity in recent years, and more attention has been
focussed on the development of this technology for the treatment of
high-concentration wastewater, mainly in the food and beverage
industries (Fuchs, 2003; He, 2005). As membrane fouling is a
limiting issue for implementing AnMBRs, highly hydrophilic ceramic
membranes have a good opportunity, since they are reported to be
less prone to fouling and to possess higher chemical and thermal
resistance (Skouteris, 2012; Sutton, 2006).
-
The present work is a simultaneous study of two ceramic AnMBRs:
a bench scale AnMBR working with synthetic wastewater and a
semi-industrial plant fed with corn-processing wastewater. In both
cases the objective is to reach the maximum digestion capacity of
the anaerobic liquor, to study the behaviour of the ceramic
membranes and to optimize the filtration process.
Material and Methods The AnMBRs consist on a CSRT digester
coupled to an external ceramic membrane filtration module equipped
with backwash and CIP devices. Both reactors are operated in
mesophilic conditions (35C) and with average MLSS of 20g/L. The
bench scale AnMBR is a 12L digester coupled to a tubular ceramic
membrane with 0.02m2 surface. It is operated with cross flow
velocities (CFV) of 2 and 3m/s, and different backwash sequences.
The system is fed with a synthetic wastewater simulating an
effluent from a corn snack factory (Tab.1). The semi-industrial
plant is a 2.5m3 digester coupled to a ceramic ultrafiltration
system consisting of 4 modules with 7 multichannel membranes (6.8m2
total filtering surface). Filtration is operated with CFV=2m/s and
different backwash sequences, and the digester is fed with
wastewater from the corn cooking process (Tab.2). Table 1
Composition of synthetic high-starch content wastewater
Chemical compound Concentration (g/L) Organics
Soluble starch 7.500 Meat peptone 1.000 Yeast extract 0.357
Sodium Acetate3H2O 1.183 Soy Oil 0.430
Macronutrients NH4Cl 0.291 MgHPO43H2O 0.660 KH2PO4 0.532
FeSO47H2O 0.132 CaCl22H2O 0.477
Micronutrients CoCl26H2O 0.002 Cr(NO3)39H2O 0.018 CuCl22H2O
0.012 MnSO4H2O 0.002 NiSO46H2O 0.008 PbCl2 0.002 ZnCl2 0.005
-
Table 2 Characterization of cornParameters
ConductivityResidue on evaporation (105C)
Residue on ignition (525C)Total suspended solids (TSS)
Volatile suspended solids (VSS)CODSoluble
Results and Conclusions In the bench scale AnMBR, the to
7.0kgCODm-3d-1 with a a high quality permeate with a final
COD20-80mg/L, respectively (average methane concentration in the
biogas was about 60%, resulting in an average specific methane
production of 0.34was studied both in the longflux (J) up to 50 LMH
could be attained.
Figure 1 Organic matter removal
In the semi-industrial plant, average COD reduction from
30000permeate. OLRs up to 5.0satisfactorily, having a permeability
over 840LMH and average TMP of 0.4flux-step tests, as shown in
Fig.
orn-processing wastewater Units Values
pH - 4.1 Conductivity mS/cm 3.17
Residue on evaporation (105C) g/L 30.2 Residue on ignition
(525C) g/L 2.9
Total suspended solids (TSS) g/L 14.5 Volatile suspended solids
(VSS) g/L 6.7
CODTotal g/L 35.1 CODSoluble g/L 24.4
TOC g/L 11.4 PO4 g/mL 11
SO4-2 g/mL 182 NTotal mg/L 49.6 NH4+ mg/L 32.6
In the bench scale AnMBR, the organic load (OLR) was increased
graduallywith a 95-99% elimination of both the COD and TOC,
yielding
a high quality permeate with a final COD and TOC in the range of
60mg/L, respectively (Fig.1). Biogas production increased with the
OLR and the
age methane concentration in the biogas was about 60%, resulting
in an average ific methane production of 0.34m3CH4kgCODremoved-1.
Filtration performance
was studied both in the long-term and with flux-step tests,
concluding that permeate to 50 LMH could be attained.
Organic matter removal for increasing OLR in the bench scale
AnMBR
industrial plant, up to 97% elimination of COD was reached, with
an verage COD reduction from 30000mg/L in the influent to less than
1000
5.0kgCODm-3d-1 were applied. Ceramic filtrationsatisfactorily,
having a permeability over 80Lh-1m-2bar-1 with permeate flux up
to
and average TMP of 0.4bar. Filtration performance was also
studied step tests, as shown in Fig.2.
adually from 0.7 elimination of both the COD and TOC,
yielding
and TOC in the range of 60-300mg/L and ). Biogas production
increased with the OLR and the
age methane concentration in the biogas was about 60%, resulting
in an average . Filtration performance
step tests, concluding that permeate
in the bench scale AnMBR
was reached, with an the influent to less than 1000mg/L in
the
Ceramic filtration worked with permeate flux up to
rmance was also studied with
-
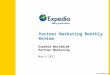
Figure 2 Results of the flux-step test carried out in the
semi-industrial AnMBR plant (CFV=2 m/s) The experimental study has
confirmed the advantages attributed to the ceramic
AnMBR technology:
Total solids retention results in very good effluent quality,
free of suspended solids and bacteria and with low COD.
No need for granular sludge allows treating the corn-processing
wastewater with high suspended solids and O&G content in CSRT
digester.
The better effluent quality allows eliminating or reducing the
post-treatment. Higher treatment efficiency increases biogas
generation (up to 99% COD
removal, 0.33m3CH4kgCODremoved-1). Filtration performance is
maximized with the highly hydrophilic ceramic
membranes (Flux up to 50LMH).
References Fuchs, W., Binder, H., Mavrias, G. and Braun, R.
(2003). Anaerobic treatment of wastewater with high organic content
using a stirred tank reactor coupled with a membrane filtration
unit. Water Research, 37, 902-908. Futselaar. H., Rosink, R.,
Smith, G., Koens, L. (2013). The anaerobic MBR for sustainable
industrial wastewater management. Desalination and Water Treatment,
51(4-6), 1070-1078. He, Y., Xu, P., Chunjie L. and Zhang, B.
(2005). High-concentration food wastewater treatment by an
anaerobic membrane bioreactor, Water Research, 39 4110-4118.
Skouteris, G., Hermosilla, D., Lopez, P., Negro, C., Blanco, A.
(2012). Anaerobic membrane bioreactors for wastewater treatment: A
review. Chemical Engineering Journal, 198, 138-148. Sutton, P. M.
(2006), Membrane bioreactors for industrial wastewater treatment:
applicability and selection of optimal system configuration,
Proceedings WEFTEC 2006.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0
5
10
15
20
25
30
35
40
45
50
0 40 80 120 160
TMP
(bar)
J (L
h-1
m-2 )
Time (min)
J
TMP
0
5
10
15
20
25
30
35
40
45
50
0 0.1 0.2 0.3 0.4 0.5
J (L
h-1
m-2 )
TMP (bar)