Embed Size (px)
Citation preview

2018.12紡紗會訊
9
會 務 活 動
■ 編輯部
紡紗工程技術研習會於北、中、南分區辦理
為協助紡紗廠面對客訴案件時,可以深入做重點分析,精準掌握品質缺失,迅速採取
改善對策,使損失降到最低。本會於12月4、6與11日於北、中、南分區辦理紡紗工程技
術研習會,研習會主題為「織物布面紗支瑕疵解析及改善方法」,課程適合行銷及品保幹
部、現場生產管理幹部、品管工程師等相關人員參加。
本次研習會邀請嶺東科技大學紀立仁教授擔任講
師,紀博士曾任染整廠工程師、紡織廠品管室主管、紡
研中心高級工程師,並在亞東、實踐、北科大等大學任
教,兼具實務經驗與理論基礎,對於會員廠參加講習同
仁助益良多。
本次研習會內容分為4個部分,茲摘要分述如下:
一、紡織品瑕疵類別與特徵說明
當織品經過原料→紡紗→織布→染整…等製造過
程,既複雜又耗時,而且有許多潛在性的瑕疵,往往經
過染整加工後才更加明顯化(染整加工附加顏色才明顯
化),另外再經包裝、儲放、運輸、販賣等環境條件影
響,導致經時變化進而對品質認定的
落差,有了瑕疵品發生,以致常常在
探討瑕疵成因,歸屬責任問題引起許
多不必要的爭執。
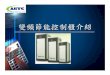
經蒐集近20年來共2,799件成品
布瑕疵品,歸納分析其原因,瑕疵
發生的項目有三分之二是橫條(含色
段)與直條(含摺痕)的瑕疵,兩者
主要差異是發生在緯向者為橫條,發

2018.12紡紗會訊
10
會 務 活 動
生在經向者為直條,因
此常將兩者合稱為條
斑;其次依序是斑點、
污染、變色、破洞及其
他品質瑕疵;而分析這
些瑕疵形成因素,可以
用製造工序來分析,主
要是紗線瑕疵,其次依
序是織造、染整、原料
或倉儲及使用瑕疵。詳
如右表。
二、檢驗標準與色牢度對織品品質關係
產品銷售給客戶,生產廠商
需密切關注客戶滿意度,而客
戶是否滿意取決於對產品品質
的事前期待與實際評價間的關
係,如果實際評價高於事前預
期,客戶就會感覺滿意而持續往
來,比較能夠成為老顧客(品
牌忠誠),如果實際評價低於事
前預期,客戶就會感覺不滿意
而另尋來源,造成顧客流失。
客戶對於品質的實際評價與事
前預期關係可以右圖表示。
對於紡織品品質的衡量,可依靠第三方公正單位依據標準檢驗,台灣紡織品檢驗標準
為CNS,例如成衣及毛巾產品,包括甲醛含量、色牢度等都有明確規範。其他國內經常引用
的外國標準,較著名的有:
1.美國試驗與材料協會(American Society for Testing and Materials,簡稱ASTM)
2.美國紡織化學和色料工作者協會(American Association of Textile and Chemists Colorists,簡
稱AATCC)。
3.國際標準組織(International Organization for Standardization簡稱 ISO) 。
4.日本:Japanese Industrical Standard(JIS)。
5. ÖEKO-TEX Standard-100(ECO-TEXLE)驗證。
近20年紡織品瑕疵要因統計

2018.12紡紗會訊
11
會 務 活 動
三、瑕疵分析技術在影像分析系統之應用:重點摘要
(一) 紡織上、中、下游各產業關連圖:
(二) 纖維定義:根據ASTM對纖維所下的定義是“具有長度為直徑或寬度的100倍以上的
特徵且經由梭織、針織、編織、縮絨和加撚等不同的交錯組合方法而能被紡成紗或織
成布的物質單元”。
(三) 紡紗工程之流程:
1.梳棉紗(Carded Yarn)的製造程序
棉網 生媒 熟媒 粗紗 細紗筒子紗絡筒
絡筒
清花
清花 帶卷⑴
梳棉
條卷⑴梳棉 精梳
頭道併條
頭道併條1
貳道併條
貳道併條2
粗紡
粗紡
精紡
精紡
2.精梳紗(Combed Yarn)的製造程序
註:條卷→帶卷(Ribbon)→精梳,稱精梳工程,亦有只經一次併條,但經二次對支數可得較佳的控制。
(四)瑕疵成因分析之流程
(右圖所示)
四、實物案例討論:
各項瑕疵項目的客訴
分析與案例說明。(各項瑕
疵項目包含橫條/直條、斑
點、破洞、污染、變色等瑕
疵)