Embed Size (px)
Citation preview
AVANTEC Zerspantechnik GmbHGerokstraße 22D-75428 IllingenTelefon 0 70 42/82 22-0Telefax 0 70 42/82 22-33E-mail: [email protected]
CATALOGUE2006/1
CAT
ALO
GU
E 20
06/1
AVANTEC Zerspantechnik GmbHGerokstraße 22D-75428 IllingenTelefon 0 70 42/82 22-0Telefax 0 70 42/82 22-33E-mail: [email protected]
AVANTEC Italy S.r.l.Via Gramsci 157I-24069 Trescore B. (BG)Tel. 00 39/35/42 58 369Fax 00 39/35/42 71 239E-mail: [email protected]
AVANTEC USA, LLC110 N. Reading Ave.USA-19512 Boyertown/PAPhone 0 01/610/4 73 28 72Fax 0 01/610/4 73 87 21E-mail: [email protected]
CATALOGUE2006/1

Catalogue 2006/1 Catalogue 2006/1Table of contents Table of contents
General insert informationAVANTEC-gradepage 6
AVANTEC listing of assignmentavailable insert-toolspage 7
Megavant HC90page 9
Shoulder milling cutter EP90 and EV90page 10-11
Shank-end mill ES90 and TS90page 12-13
Company profilepage 4-5
Technical information page 44-45page 53-59
Cutting datapage 46-52
Multiring EM90/FM90page 15-16
Shell-end mill EW90page 17
Primavant UP90page 19
Copy milling cutter RO18page 20-21
Signavant SN75page 23
Avantop VC1.1/VC2.2page 24-25
Avantop KC1.1/KC2.2page 26-27
Face milling cutter SE45page 28
Face milling cutter SX45page 29
Finavant OF1.1page 30
Cartridge face milling cutterMSK45page 31
Circular milling cutter TZ18page 33
Side milling cutter TN18page 34-35
Detachable side milling cutter TB18page 36-37
Side milling cutter tangential EN18page 38
Detachable side milling cuttertangential EB18 page 39
Trilocpage 40-41
32
Indexable inserts
Shoulder milling cutterand shank-endmill
Shell-end mill Copy millingcutter
Face millingcutter
Circular and side milling cutter

5
Catalogue 2006/1 Catalogue 2006/1Avantec profile Avantec profile
4
History and structure of AVANTEC GmbH
AVANTEC – that spells foreward-looking technology!
Founded as a family owned company in 1989 by Gustav Werthwein, AVANTEC has becomerecognized as a pioneer of high metal removalrates among cutting tool manufacturers. Ayoung company with many years of experiencein the design and manufacture of milling toolshas made AVANTEC a primary address for cut-ting solutions in a global market.
An uncompromising focus on the primary tasksof machining technology has distinguished ourcompany as a quality minded cutting tool specialist. AVANTEC can ensure tomorrow’s success today through an innovative mind setand a capable customer service network thatcan answer questions and offer solutions. Thusfast response, rapid development and excellentservice will continue to be top priority at AVANTEC for the future.
Sales organization Features of our milling tools program:
❮ positive cutting tools❮ large variety of ground inserts❮ best performance❮ less vibration❮ high volume cutting
Advantages of our milling tool program:
❮ smooth cutting❮ less load for machine, spindle and keyways❮ higher chip-removal❮ less machine power required❮ very suitable for unstable or thin parts❮ improved chip flow
Europe:- Austria- Belgium- Croatia- Czech Republic- Denmark - Finland- France- Germany- Hungary- Italy
- Luxembourg- Netherlands- Poland- Romania- Slovakia- Spain- Sweden- Switzerland - Turkey- Ukraine- United KingdomNorth America
- Canada- USA
Middle America- Mexico
South America- Brazil
Africa:- South Africa
Asia:- China- India- Indonesia- Iran- Japan- Singapore- Thailand
Catalogue 2006/1 Catalogue 2006/1Inserts Inserts
76
Indexable inserts
Uncoated fine-grained quality in ISO application range K05-15.Very good wear properties with non-ferrous metals and plastics.
TICN-coated M30 quality. Very goodstrength with good wear properties.Suited equally for steel and casting materials.
AL2O3 coated K20 quality.Best wear resistance with average tenacity.
AL2O3 coated K30 quality. Very high tenacity with solid wear resistance.Suitable for use with cast iron materials.
ALTIN-coated P25 grade. Especially suited for processing steel at high cutting speed and average feed per insert. Allows the use of coolant.
ALTIN-coated P35 grade. Good strengthwith very good wear properties.Especially suited for processing chromesteels. Allows the use of coolant.
ALTIN-coated M30 grade. Good strengthwith good wear properties. Especially suited for casting materials at higher cutting speeds. Allows the use of coolant.
Selected combination of carbide,coating and geometry. Special grade for stainless steel, inconel and titanium.Extremely smooth surface for less friction,while having excellent wear properties.
New combination of carbide, coating andgeometry for cast iron. The enormous heat-resistance allows higher cuttingspeeds.
AVANTEC-grade
SUN 22
ICE 77
FLY 22
FLY 77
SKY 42
SKY 45
SKY 77
DELPHINOX
NERO
description and application
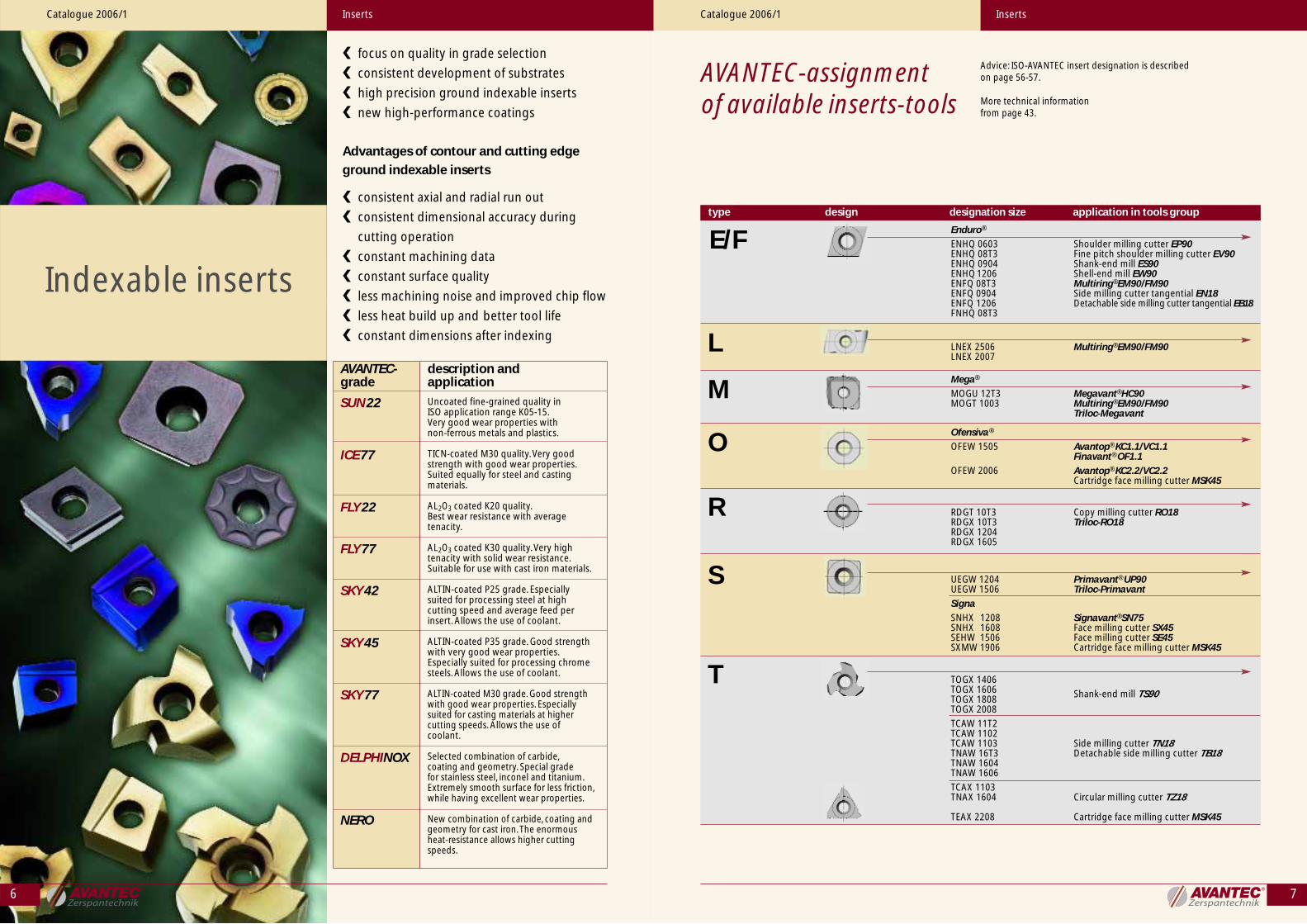
AVANTEC-assignment of available inserts-tools
Advice: ISO-AVANTEC insert designation is described on page 56-57.
More technical information from page 43.
❮ focus on quality in grade selection
❮ consistent development of substrates
❮ high precision ground indexable inserts
❮ new high-performance coatings
Advantages of contour and cutting edge
ground indexable inserts
❮ consistent axial and radial run out
❮ consistent dimensional accuracy during
cutting operation
❮ constant machining data
❮ constant surface quality
❮ less machining noise and improved chip flow
❮ less heat build up and better tool life
❮ constant dimensions after indexing
Shoulder milling cutter EP90Fine pitch shoulder milling cutter EV90Shank-end mill ES90Shell-end mill EW90Multiring® EM90/FM90Side milling cutter tangential EN18Detachable side milling cutter tangential EB18
E/FEnduro®
ENHQ 0603ENHQ 08T3ENHQ 0904ENHQ 1206ENFQ 08T3ENFQ 0904ENFQ 1206FNHQ 08T3
Megavant® HC90Multiring® EM90/FM90Triloc-Megavant
MMega®
MOGU 12T3MOGT 1003
Multiring® EM90/FM90L LNEX 2506LNEX 2007
Avantop® KC1.1/VC1.1Finavant® OF1.1
Avantop® KC2.2/VC2.2Cartridge face milling cutter MSK45
OOfensiva®
OFEW 1505
OFEW 2006
Copy milling cutter RO18Triloc-RO18
R RDGT 10T3RDGX 10T3RDGX 1204RDGX 1605
Shank-end mill TS90
Side milling cutter TN18Detachable side milling cutter TB18
Circular milling cutter TZ18
Cartridge face milling cutter MSK45
T TOGX 1406TOGX 1606TOGX 1808TOGX 2008
TCAW 11T2TCAW 1102TCAW 1103TNAW 16T3TNAW 1604TNAW 1606
TCAX 1103TNAX 1604
TEAX 2208
Primavant® UP90Triloc-Primavant
Signavant® SN75Face milling cutter SX45Face milling cutter SE45Cartridge face milling cutter MSK45
S UEGW 1204UEGW 1506
Signa
SNHX 1208SNHX 1608SEHW 1506SXMW 1906
type design designation size application in tools group

Catalogue 2006/1 Catalogue 2006/1Shoulder milling cutter Shoulder milling cutter
98
Megavant HC90
Shoulder millingcutter and shank-end mill
❮ high feeds in 90° cutting angle operations
❮ suitable for roughing and finishing with the same insert
❮ high volume machining with high reliability
Megavant HC90
Shoulder milling cutter EP90 and EV90
Shank-end mill ES90 and TS90
Technical information from page 43Cutting data page 46
article D H dH7 Zeff ap Mega®
04M.0540.030 50 40 22 6 5,5 MOGU 12T3. . .TR
04M.0640.030 63 40 22 7 5,5 MOGU 12T3. . .TR
04M.0850.030 80 50 27 9 5,5 MOGU 12T3. . .TR
Mega®
MOGU 12T310.R 12,70 4,00 08B.0309.7991 TX208
MOGU 12T316.R 12,70 4,00 08B.0309.7991 TX208
Catalogue 2006/1 Catalogue 2006/1Shoulder milling cutter Shoulder milling cutter
1110
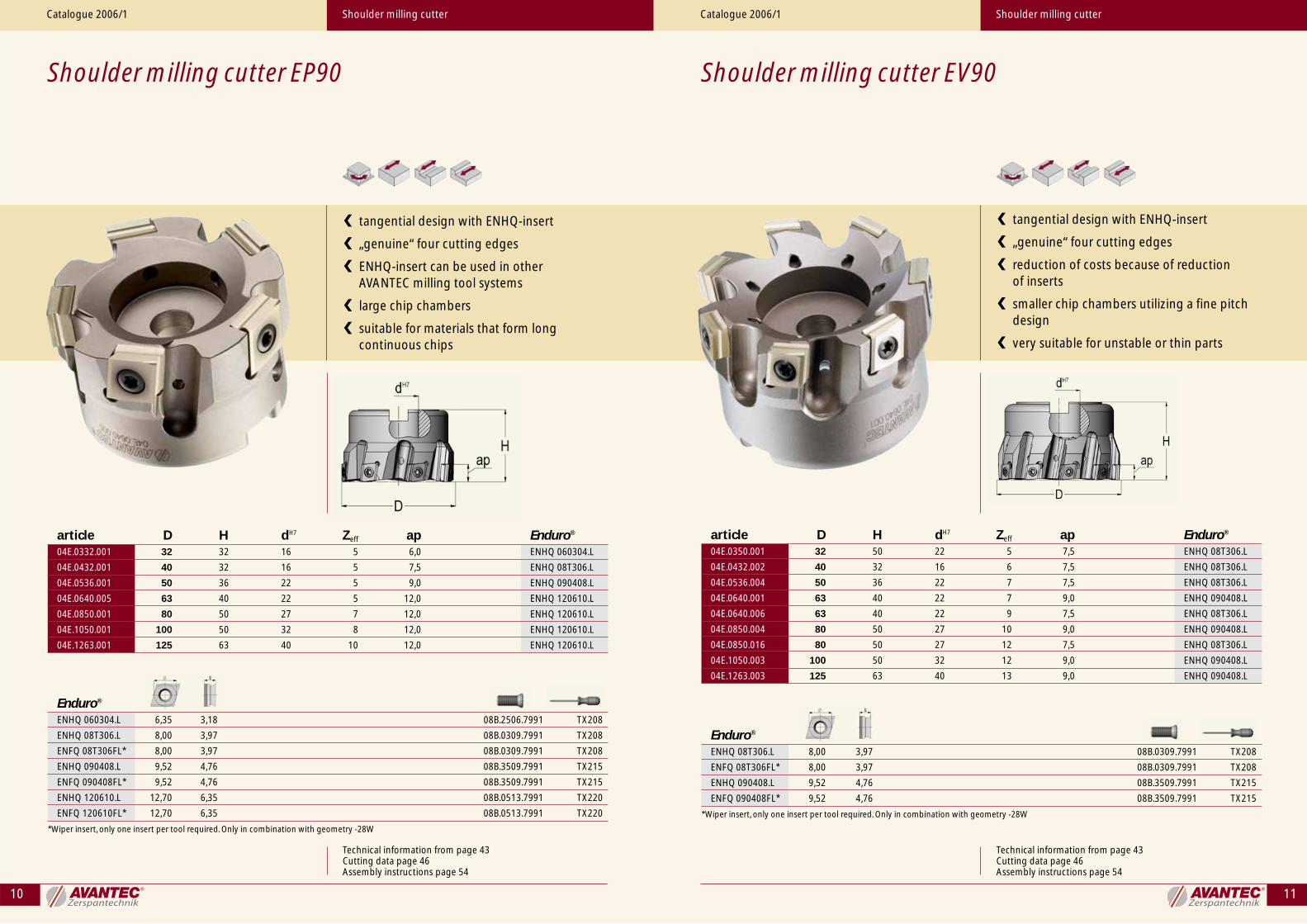
Shoulder milling cutter EP90 Shoulder milling cutter EV90
article D H dH7 Zeff ap Enduro®
04E.0332.001 32 32 16 5 6,0 ENHQ 060304.L
04E.0432.001 40 32 16 5 7,5 ENHQ 08T306.L
04E.0536.001 50 36 22 5 9,0 ENHQ 090408.L
04E.0640.005 63 40 22 5 12,0 ENHQ 120610.L
04E.0850.001 80 50 27 7 12,0 ENHQ 120610.L
04E.1050.001 100 50 32 8 12,0 ENHQ 120610.L
04E.1263.001 125 63 40 10 12,0 ENHQ 120610.L
article D H dH7 Zeff ap Enduro®
04E.0350.001 32 50 22 5 7,5 ENHQ 08T306.L
04E.0432.002 40 32 16 6 7,5 ENHQ 08T306.L
04E.0536.004 50 36 22 7 7,5 ENHQ 08T306.L
04E.0640.001 63 40 22 7 9,0 ENHQ 090408.L
04E.0640.006 63 40 22 9 7,5 ENHQ 08T306.L
04E.0850.004 80 50 27 10 9,0 ENHQ 090408.L
04E.0850.016 80 50 27 12 7,5 ENHQ 08T306.L
04E.1050.003 100 50 32 12 9,0 ENHQ 090408.L
04E.1263.003 125 63 40 13 9,0 ENHQ 090408.L
Enduro®
ENHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
ENFQ 08T306FL* 8,00 3,97 08B.0309.7991 TX208
ENHQ 090408.L 9,52 4,76 08B.3509.7991 TX215
ENFQ 090408FL* 9,52 4,76 08B.3509.7991 TX215
*Wiper insert, only one insert per tool required. Only in combination with geometry -28W
❮ tangential design with ENHQ-insert
❮ „genuine“ four cutting edges
❮ ENHQ-insert can be used in other AVANTEC milling tool systems
❮ large chip chambers
❮ suitable for materials that form long continuous chips
❮ tangential design with ENHQ-insert
❮ „genuine“ four cutting edges
❮ reduction of costs because of reduction of inserts
❮ smaller chip chambers utilizing a fine pitch design
❮ very suitable for unstable or thin parts
Technical information from page 43Cutting data page 46Assembly instructions page 54
Technical information from page 43Cutting data page 46Assembly instructions page 54
Enduro®
ENHQ 060304.L 6,35 3,18 08B.2506.7991 TX208
ENHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
ENFQ 08T306FL* 8,00 3,97 08B.0309.7991 TX208
ENHQ 090408.L 9,52 4,76 08B.3509.7991 TX215
ENFQ 090408FL* 9,52 4,76 08B.3509.7991 TX215
ENHQ 120610.L 12,70 6,35 08B.0513.7991 TX220
ENFQ 120610FL* 12,70 6,35 08B.0513.7991 TX220
*Wiper insert, only one insert per tool required. Only in combination with geometry -28W
Catalogue 2006/1 Catalogue 2006/1Shank-end mill Shank-end mill
1312
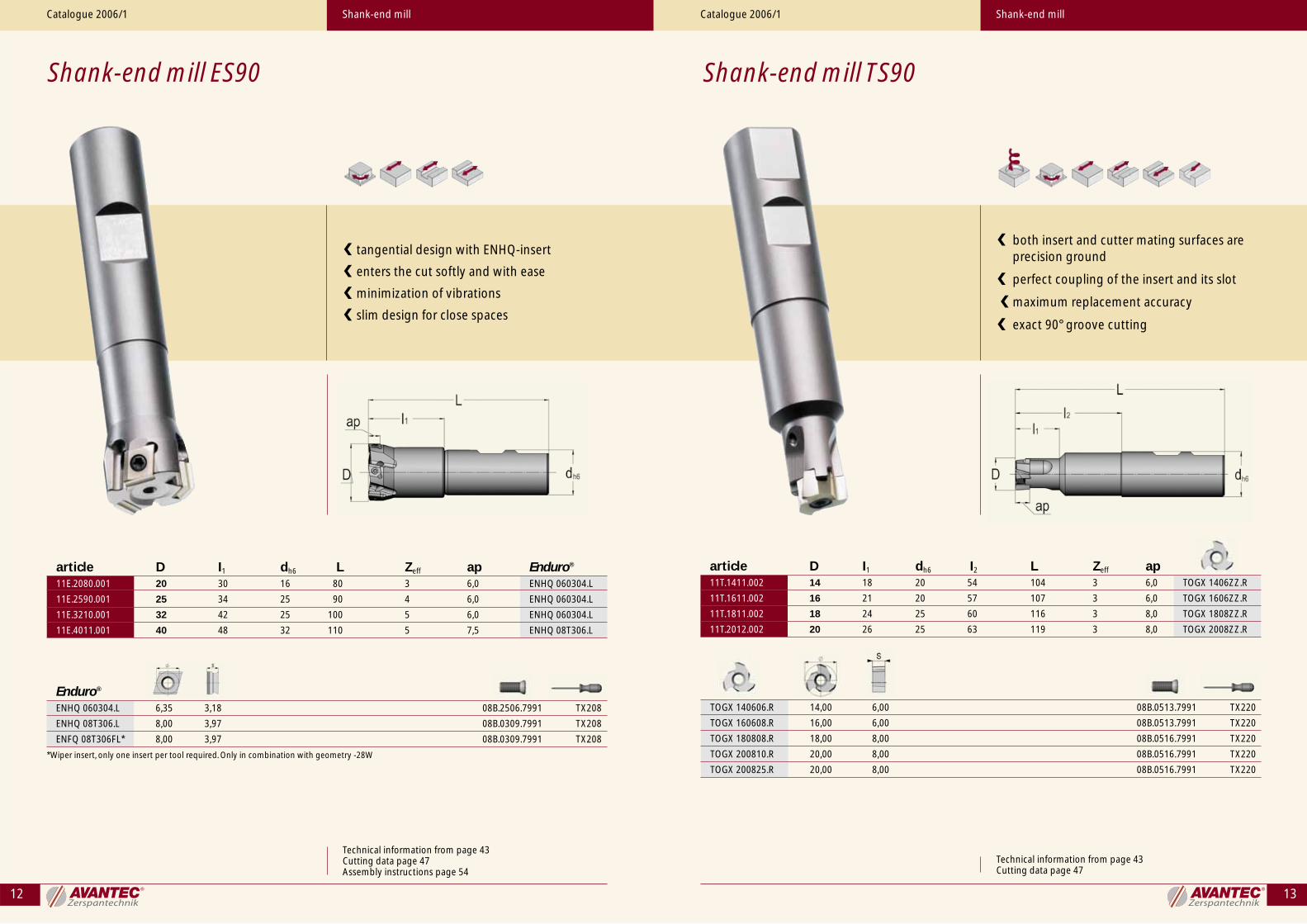
Shank-end mill ES90
article D I1 dh6 L Zeff ap Enduro®
11E.2080.001 20 30 16 80 3 6,0 ENHQ 060304.L
11E.2590.001 25 34 25 90 4 6,0 ENHQ 060304.L
11E.3210.001 32 42 25 100 5 6,0 ENHQ 060304.L
11E.4011.001 40 48 32 110 5 7,5 ENHQ 08T306.L
article D I1 dh6 I2 L Zeff ap11T.1411.002 14 18 20 54 104 3 6,0 TOGX 1406ZZ.R
11T.1611.002 16 21 20 57 107 3 6,0 TOGX 1606ZZ.R
11T.1811.002 18 24 25 60 116 3 8,0 TOGX 1808ZZ.R
11T.2012.002 20 26 25 63 119 3 8,0 TOGX 2008ZZ.R
Enduro®
ENHQ 060304.L 6,35 3,18 08B.2506.7991 TX208
ENHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
ENFQ 08T306FL* 8,00 3,97 08B.0309.7991 TX208
*Wiper insert, only one insert per tool required. Only in combination with geometry -28W
Shank-end mill TS90
TOGX 140606.R 14,00 6,00 08B.0513.7991 TX220
TOGX 160608.R 16,00 6,00 08B.0513.7991 TX220
TOGX 180808.R 18,00 8,00 08B.0516.7991 TX220
TOGX 200810.R 20,00 8,00 08B.0516.7991 TX220
TOGX 200825.R 20,00 8,00 08B.0516.7991 TX220
❮ tangential design with ENHQ-insert
❮ enters the cut softly and with ease
❮ minimization of vibrations
❮ slim design for close spaces
❮ both insert and cutter mating surfaces are precision ground
❮ perfect coupling of the insert and its slot
❮ maximum replacement accuracy
❮ exact 90° groove cutting
Technical information from page 43Cutting data page 47Assembly instructions page 54
Technical information from page 43Cutting data page 47

Catalogue 2006/1 Catalogue 2006/1Shell-end mill Shell-end mill
1514
Shell-end mill
Multiring EM90/FM90
Table 1 available shanks for Multiring EM90/FM90
SK40D SK50 A/B BT50 DIN 69871 A/B BT40 HSK-A63 A HSK-A100 A shank
DIN 69871 A = 49 mm A = 39 mm A = 39 mm DIN 1835 B
32 – – _ 09A.4032.001 09A.4032.003 09E.6332.1050 50 – – 09A.3232.002
40 09A.5040.004 49 _ 09A.4040.002 09A.4040.004 09E.6340.1060 60 – – 09A.4040.003
45/50 09A.5045.001 39 – 09A.4045.001 – 09E.6345.1060 60 – – –
63 09A.5063.008 49 09A.5063.001 – – – – 09E.1063.1080 80 –
80 09A.5080.006 49 09A.5080.001 – – – – 09E.1080.1080 80 –
100 09A.5010.002 49 09A.5010.003 – – – – 09E.1010.1100 100 –
Highlighted in red = available ex warehouse. All others on request.
❮ modular discs allow various gage lengths
❮ dual right and left hand helix design minimizes axial tractive and compressive forces
❮ sparing of machine spindels
❮ suitable for machines with lower performance
Multiring EM90/FM90
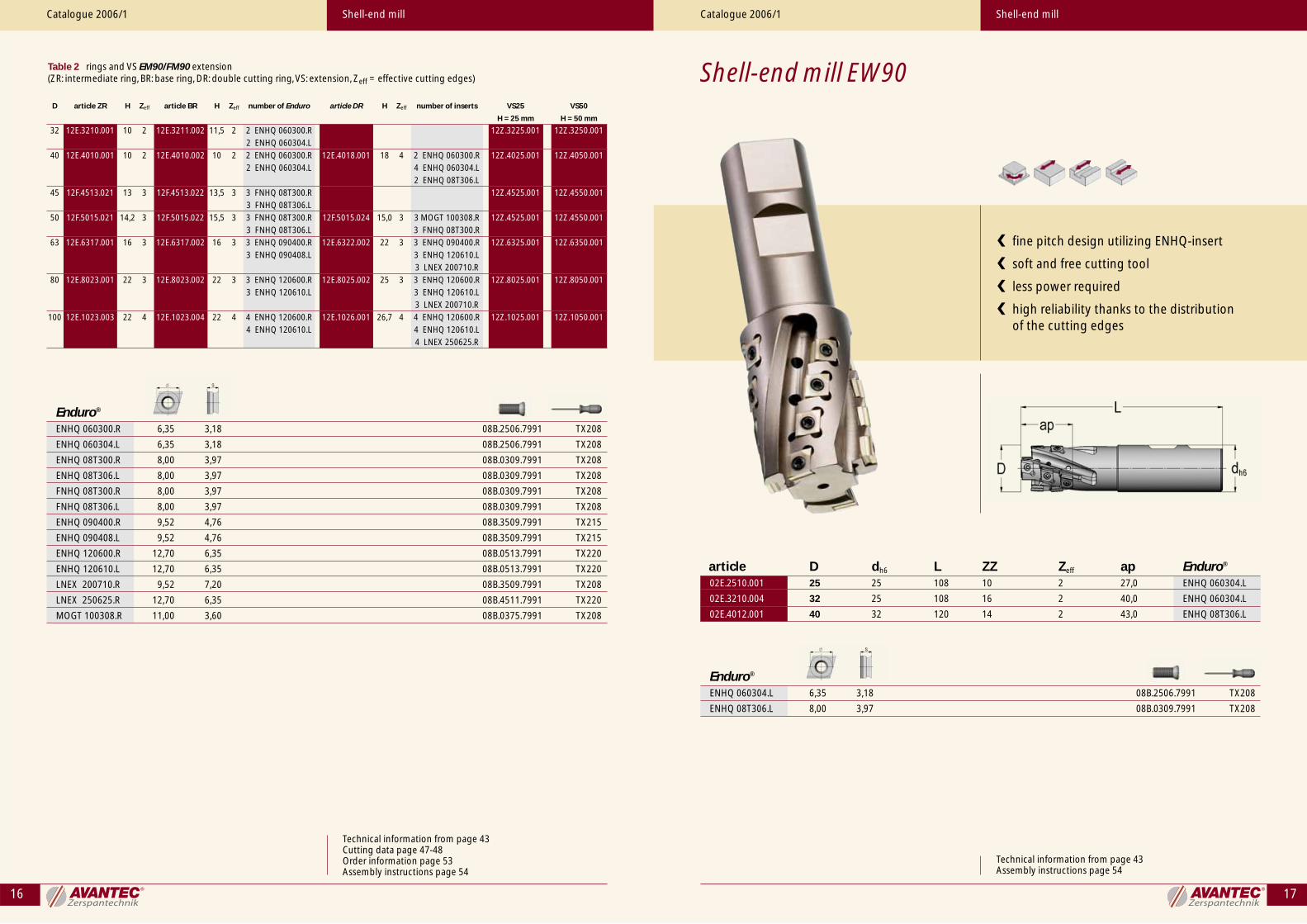
Shell-end mill EW90
Catalogue 2006/1 Catalogue 2006/1Shell-end mill Shell-end mill
1716
Shell-end mill EW90Table 2 rings and VS EM90/FM90 extension(ZR: intermediate ring, BR: base ring, DR: double cutting ring, VS: extension, Zeff = effective cutting edges)
D article ZR H Zeff article BR H Zeff number of Enduro article DR H Zeff number of inserts VS25 VS50
H = 25 mm H = 50 mm
32 12E.3210.001 10 2 12E.3211.002 11,5 2 2 ENHQ 060300.R 12Z.3225.001 12Z.3250.001
2 ENHQ 060304.L
40 12E.4010.001 10 2 12E.4010.002 10 2 2 ENHQ 060300.R 12E.4018.001 18 4 2 ENHQ 060300.R 12Z.4025.001 12Z.4050.001
2 ENHQ 060304.L 4 ENHQ 060304.L
2 ENHQ 08T306.L
45 12F.4513.021 13 3 12F.4513.022 13,5 3 3 FNHQ 08T300.R 12Z.4525.001 12Z.4550.001
3 FNHQ 08T306.L
50 12F.5015.021 14,2 3 12F.5015.022 15,5 3 3 FNHQ 08T300.R 12F.5015.024 15,0 3 3 MOGT 100308.R 12Z.4525.001 12Z.4550.001
3 FNHQ 08T306.L 3 FNHQ 08T300.R
63 12E.6317.001 16 3 12E.6317.002 16 3 3 ENHQ 090400.R 12E.6322.002 22 3 3 ENHQ 090400.R 12Z.6325.001 12Z.6350.001
3 ENHQ 090408.L 3 ENHQ 120610.L
3 LNEX 200710.R
80 12E.8023.001 22 3 12E.8023.002 22 3 3 ENHQ 120600.R 12E.8025.002 25 3 3 ENHQ 120600.R 12Z.8025.001 12Z.8050.001
3 ENHQ 120610.L 3 ENHQ 120610.L
3 LNEX 200710.R
100 12E.1023.003 22 4 12E.1023.004 22 4 4 ENHQ 120600.R 12E.1026.001 26,7 4 4 ENHQ 120600.R 12Z.1025.001 12Z.1050.001
4 ENHQ 120610.L 4 ENHQ 120610.L
4 LNEX 250625.R
Enduro®
ENHQ 060300.R 6,35 3,18 08B.2506.7991 TX208
ENHQ 060304.L 6,35 3,18 08B.2506.7991 TX208
ENHQ 08T300.R 8,00 3,97 08B.0309.7991 TX208
ENHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
FNHQ 08T300.R 8,00 3,97 08B.0309.7991 TX208
FNHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
ENHQ 090400.R 9,52 4,76 08B.3509.7991 TX215
ENHQ 090408.L 9,52 4,76 08B.3509.7991 TX215
ENHQ 120600.R 12,70 6,35 08B.0513.7991 TX220
ENHQ 120610.L 12,70 6,35 08B.0513.7991 TX220
LNEX 200710.R 9,52 7,20 08B.3509.7991 TX208
LNEX 250625.R 12,70 6,35 08B.4511.7991 TX220
MOGT 100308.R 11,00 3,60 08B.0375.7991 TX208
article D dh6 L ZZ Zeff ap Enduro®
02E.2510.001 25 25 108 10 2 27,0 ENHQ 060304.L
02E.3210.004 32 25 108 16 2 40,0 ENHQ 060304.L
02E.4012.001 40 32 120 14 2 43,0 ENHQ 08T306.L
Enduro®
ENHQ 060304.L 6,35 3,18 08B.2506.7991 TX208
ENHQ 08T306.L 8,00 3,97 08B.0309.7991 TX208
❮ fine pitch design utilizing ENHQ-insert
❮ soft and free cutting tool
❮ less power required
❮ high reliability thanks to the distribution of the cutting edges
Technical information from page 43Assembly instructions page 54
Technical information from page 43Cutting data page 47-48Order information page 53Assembly instructions page 54

Catalogue 2006/1 Catalogue 2006/1Copy milling cutter Copy milling cutter
1918
Primavant UP90
Copy milling cutter
article
UEGW 120410 TR 12,70 4,76 3,90 08B.0411.7991 TX215 set wedge UE12 08Z.0000.127
torx driver TX208
UEGW 150610 TR 15,90 6,35 4,60 08B.4511.7991 TX220 set wedge UE15 08Z.0000.063
torx driver TX208
Primavant UP90
Copy milling cutter RO18
❮ UEGW insert has 4 cutting edges and facilitates 90° operations
❮ extreme high feed rates in face milling are possible
❮ pocket milling and ramping are possible
❮ suitable for mold work
article D H L dh6/dH7 Zeff ap18U.3515.010 35 94 150 25 – 2 1,5 UEGW 120410.R shank DIN 1835 A
18U.4015.010 40 94 150 25 – 3 1,5 UEGW 120410.R shank DIN 1835 A
18U.4040.041 40 40 – M16 4 1,5 UEGW 120410.R
18U.5050.010 50 50 – – 22 5 1,5 UEGW 120410.R
18U.6350.001 63 50 – – 22 5 1,8 UEGW 150610.R
18U.8050.001 80 50 – – 27 6 1,8 UEGW 150610.R
Technical information from page 43Cutting data page 48
X
Catalogue 2006/1 Catalogue 2006/1Copy milling cutter Copy milling cutter
2120
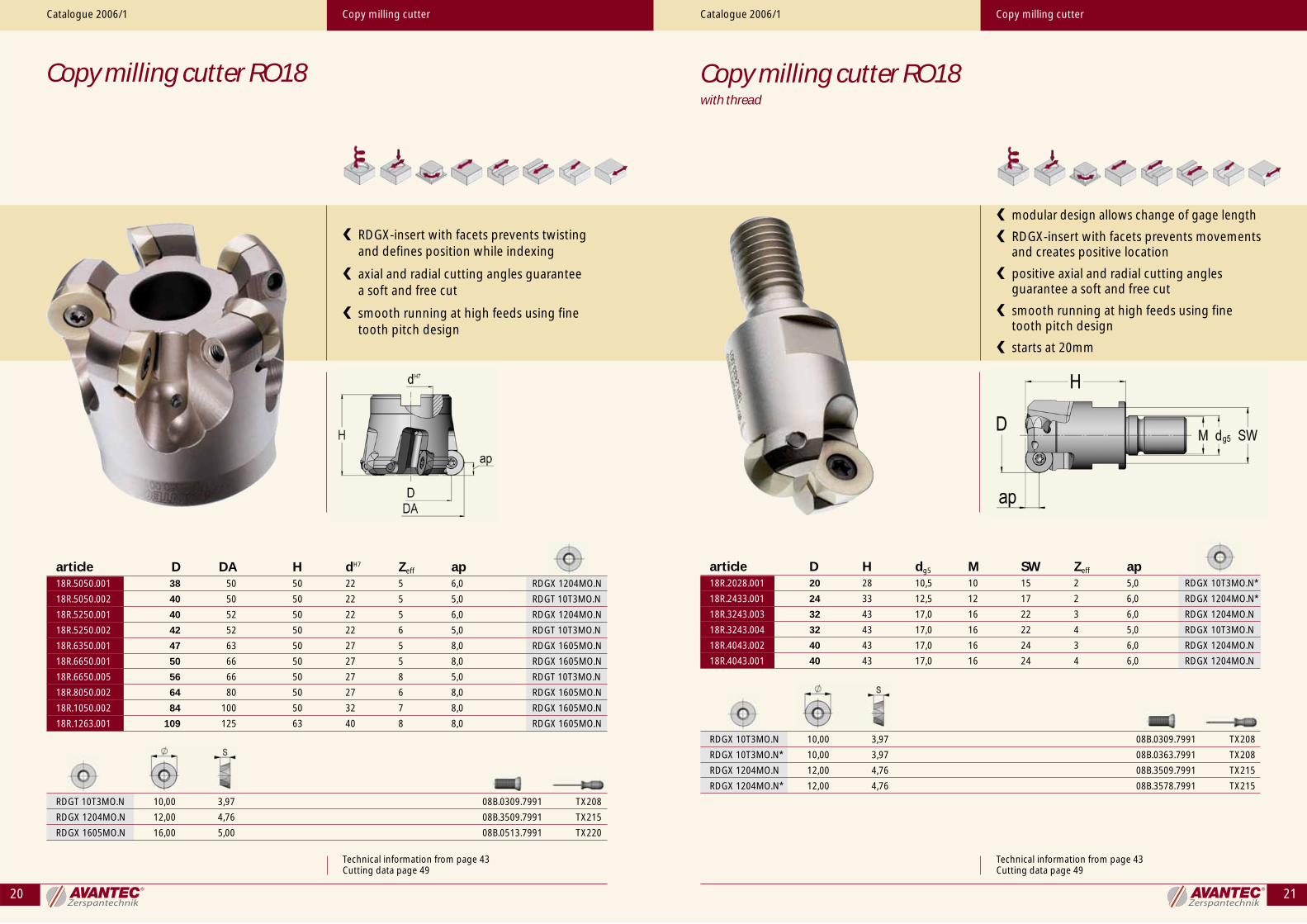
Copy milling cutter RO18with thread
Copy milling cutter RO18
article D H dg5 M SW Zeff ap18R.2028.001 20 28 10,5 10 15 2 5,0 RDGX 10T3MO.N*
18R.2433.001 24 33 12,5 12 17 2 6,0 RDGX 1204MO.N*
18R.3243.003 32 43 17,0 16 22 3 6,0 RDGX 1204MO.N
18R.3243.004 32 43 17,0 16 22 4 5,0 RDGX 10T3MO.N
18R.4043.002 40 43 17,0 16 24 3 6,0 RDGX 1204MO.N
18R.4043.001 40 43 17,0 16 24 4 6,0 RDGX 1204MO.N
❮ RDGX-insert with facets prevents twisting and defines position while indexing
❮ axial and radial cutting angles guarantee a soft and free cut
❮ smooth running at high feeds using fine tooth pitch design
RDGX 10T3MO.N 10,00 3,97 08B.0309.7991 TX208
RDGX 10T3MO.N* 10,00 3,97 08B.0363.7991 TX208
RDGX 1204MO.N 12,00 4,76 08B.3509.7991 TX215
RDGX 1204MO.N* 12,00 4,76 08B.3578.7991 TX215
❮ modular design allows change of gage length
❮ RDGX-insert with facets prevents movementsand creates positive location
❮ positive axial and radial cutting angles guarantee a soft and free cut
❮ smooth running at high feeds using finetooth pitch design
❮ starts at 20mm
article D DA H dH7 Zeff ap18R.5050.001 38 50 50 22 5 6,0 RDGX 1204MO.N
18R.5050.002 40 50 50 22 5 5,0 RDGT 10T3MO.N
18R.5250.001 40 52 50 22 5 6,0 RDGX 1204MO.N
18R.5250.002 42 52 50 22 6 5,0 RDGT 10T3MO.N
18R.6350.001 47 63 50 27 5 8,0 RDGX 1605MO.N
18R.6650.001 50 66 50 27 5 8,0 RDGX 1605MO.N
18R.6650.005 56 66 50 27 8 5,0 RDGT 10T3MO.N
18R.8050.002 64 80 50 27 6 8,0 RDGX 1605MO.N
18R.1050.002 84 100 50 32 7 8,0 RDGX 1605MO.N
18R.1263.001 109 125 63 40 8 8,0 RDGX 1605MO.N
RDGT 10T3MO.N 10,00 3,97 08B.0309.7991 TX208
RDGX 1204MO.N 12,00 4,76 08B.3509.7991 TX215
RDGX 1605MO.N 16,00 5,00 08B.0513.7991 TX220
Technical information from page 43Cutting data page 49
Technical information from page 43Cutting data page 49

Catalogue 2006/1 Catalogue 2006/1Face milling cutter Face milling cutter
2322
Signavant SN75
Face milling cutter
Signavant SN75
Avantop VC1.1 und VC2.2
Avantop KC1.1 und KC2.2
Face milling cutter SE45
Face milling cutter SX45
Finavant OF1.1
Cartridge face milling cutter MSK45
❮ for machining cast iron, extreme soft and free cutting through positive geometry
❮ SNHX-insert utilizes 8 cutting edges for economy
❮ large depth of cut allows high volumes of metal removal
❮ fine pitch design guarantees high feed rates
article D H dH7 Zeff ap Signa03S.1050.090 100 50 32 11 5,5 SNHX 120808 TL
03S.1263.090 125 63 40 14 5,5 SNHX 120808 TL
03S.1263.080 125 63 40 10 8,8 SNHX 160808 TL
SignaSNHX 120808TL 12,00 8,00 08B.4512.7991 TX215
SNHX 160808TL 16,00 8,00 08B.0516.7991 TX215
Technical information from page 43Cutting data page 49
Catalogue 2006/1 Catalogue 2006/1Face milling cutter Face milling cutter
2524
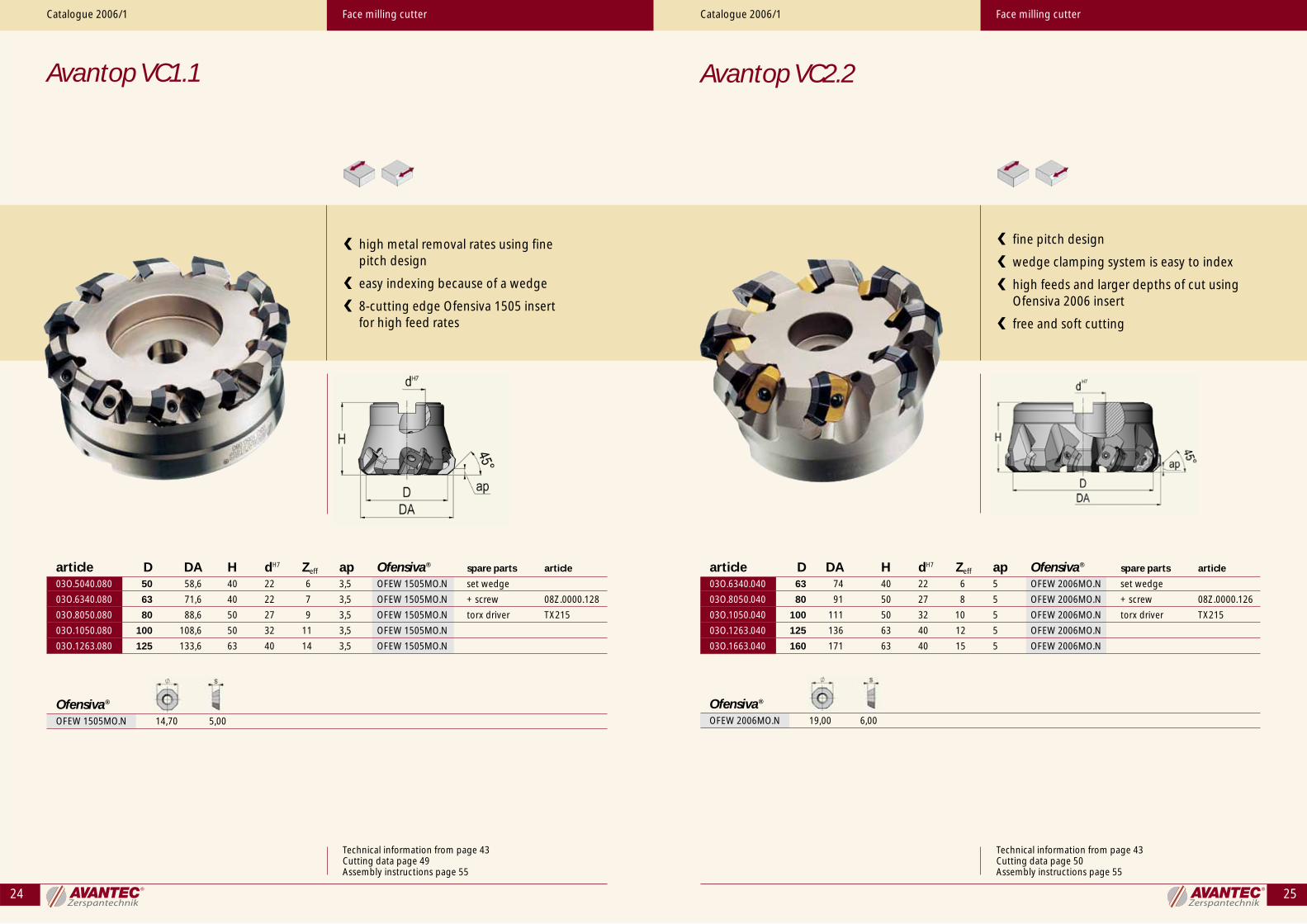
Avantop VC2.2Avantop VC1.1
Ofensiva®
OFEW 1505MO.N 14,70 5,00
Ofensiva®
OFEW 2006MO.N 19,00 6,00
article D DA H dH7 Zeff ap Ofensiva® spare parts article
03O.5040.080 50 58,6 40 22 6 3,5 OFEW 1505MO.N set wedge
03O.6340.080 63 71,6 40 22 7 3,5 OFEW 1505MO.N + screw 08Z.0000.128
03O.8050.080 80 88,6 50 27 9 3,5 OFEW 1505MO.N torx driver TX215
03O.1050.080 100 108,6 50 32 11 3,5 OFEW 1505MO.N
03O.1263.080 125 133,6 63 40 14 3,5 OFEW 1505MO.N
article D DA H dH7 Zeff ap Ofensiva® spare parts article
03O.6340.040 63 74 40 22 6 5 OFEW 2006MO.N set wedge
03O.8050.040 80 91 50 27 8 5 OFEW 2006MO.N + screw 08Z.0000.126
03O.1050.040 100 111 50 32 10 5 OFEW 2006MO.N torx driver TX215
03O.1263.040 125 136 63 40 12 5 OFEW 2006MO.N
03O.1663.040 160 171 63 40 15 5 OFEW 2006MO.N
❮ high metal removal rates using fine pitch design
❮ easy indexing because of a wedge
❮ 8-cutting edge Ofensiva 1505 insert for high feed rates
❮ fine pitch design
❮ wedge clamping system is easy to index
❮ high feeds and larger depths of cut using Ofensiva 2006 insert
❮ free and soft cutting
Technical information from page 43Cutting data page 49Assembly instructions page 55
Technical information from page 43Cutting data page 50Assembly instructions page 55
Catalogue 2006/1 Catalogue 2006/1Face milling cutter Face milling cutter
2726
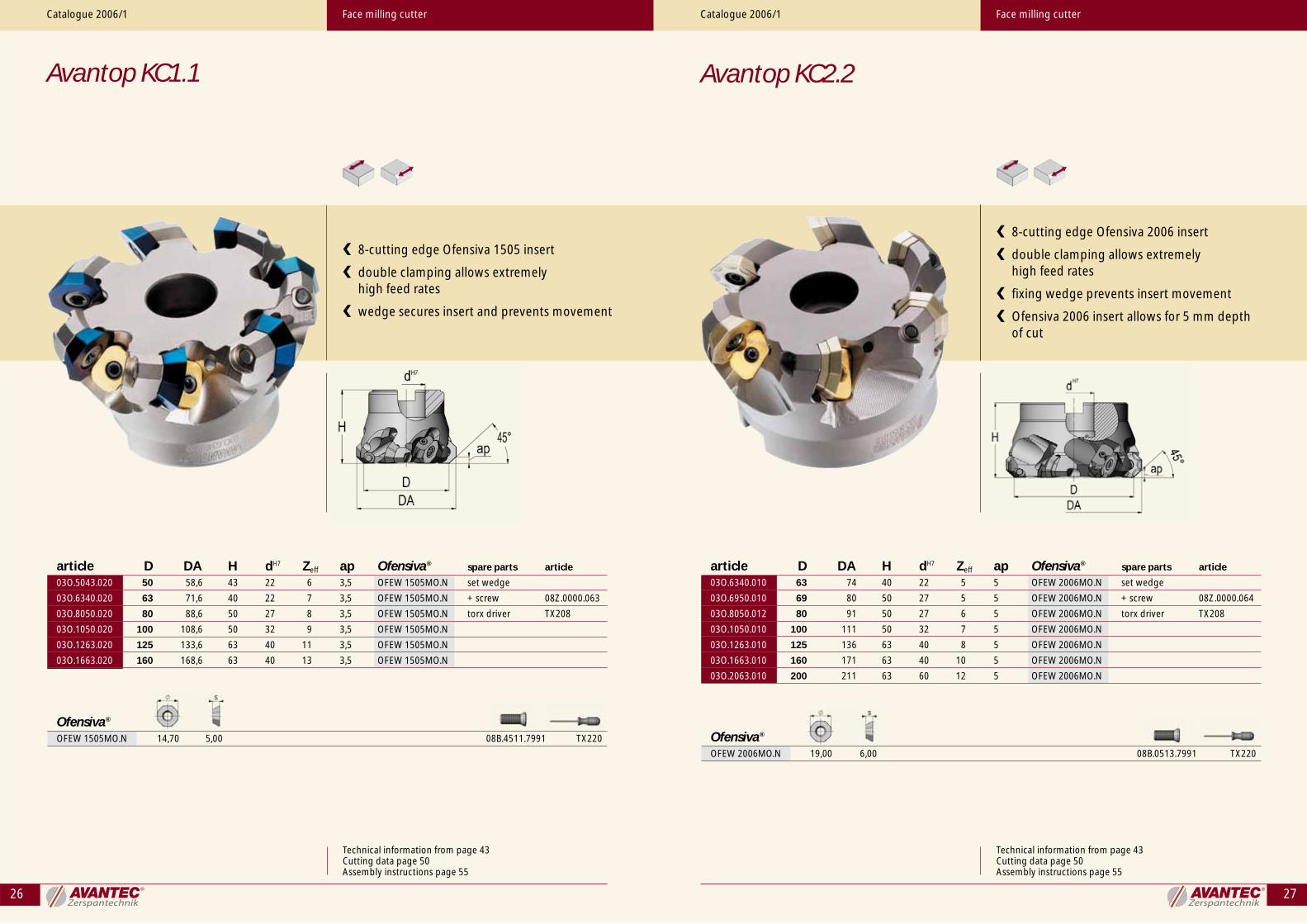
Avantop KC2.2Avantop KC1.1
Ofensiva®
OFEW 1505MO.N 14,70 5,00 08B.4511.7991 TX220
article D DA H dH7 Zeff ap Ofensiva® spare parts article
03O.5043.020 50 58,6 43 22 6 3,5 OFEW 1505MO.N set wedge
03O.6340.020 63 71,6 40 22 7 3,5 OFEW 1505MO.N + screw 08Z.0000.063
03O.8050.020 80 88,6 50 27 8 3,5 OFEW 1505MO.N torx driver TX208
03O.1050.020 100 108,6 50 32 9 3,5 OFEW 1505MO.N
03O.1263.020 125 133,6 63 40 11 3,5 OFEW 1505MO.N
03O.1663.020 160 168,6 63 40 13 3,5 OFEW 1505MO.N
Ofensiva®
OFEW 2006MO.N 19,00 6,00 08B.0513.7991 TX220
article D DA H dH7 Zeff ap Ofensiva® spare parts article
03O.6340.010 63 74 40 22 5 5 OFEW 2006MO.N set wedge
03O.6950.010 69 80 50 27 5 5 OFEW 2006MO.N + screw 08Z.0000.064
03O.8050.012 80 91 50 27 6 5 OFEW 2006MO.N torx driver TX208
03O.1050.010 100 111 50 32 7 5 OFEW 2006MO.N
03O.1263.010 125 136 63 40 8 5 OFEW 2006MO.N
03O.1663.010 160 171 63 40 10 5 OFEW 2006MO.N
03O.2063.010 200 211 63 60 12 5 OFEW 2006MO.N
❮ 8-cutting edge Ofensiva 1505 insert
❮ double clamping allows extremely high feed rates
❮ wedge secures insert and prevents movement
❮ 8-cutting edge Ofensiva 2006 insert
❮ double clamping allows extremely high feed rates
❮ fixing wedge prevents insert movement
❮ Ofensiva 2006 insert allows for 5 mm depth of cut
Technical information from page 43Cutting data page 50Assembly instructions page 55
Technical information from page 43Cutting data page 50Assembly instructions page 55

Catalogue 2006/1 Catalogue 2006/1Face milling cutter Face milling cutter
2928
Face milling cutter SX45Face milling cutter SE45
SEHW 1506AF.N 15,88 6,35 08B.4511.7991 TX220
article D DA H dH7 Zeff ap03S.8050.005 80 96,8 50 27 6 8,4 SEHW 1506AF.N
03S.1050.005 100 116,8 50 32 8 8,4 SEHW 1506AF.N
03S.1263.008 125 141,8 63 40 8 8,4 SEHW 1506AF.N
03S.1663.007 160 176,8 63 40 12 8,4 SEHW 1506AF.N
03S.2063.008 200 216,8 63 60 14 8,4 SEHW 1506AF.N
❮ suitable for roughing and finishing with the same insert
❮ up to 8 mm depth of cut is possible
❮ square insert provides stable assembling
❮ suitable for roughing and finishing with the same insert
❮ large depth of the cut < 8,8 mm
❮ double clamping provides stability and easy indexing
❮ fine pitch design
SXMW 1906 AFTN 19,00 6,35
article D DA H dH7 Zeff ap spare parts article
03S.1263.030 125 144,8 63 40 10 8,8 SXMW 1906 AFTN set wedge
03S.1663.030 160 179,8 63 40 12 8,8 SXMW 1906 AFTN + screw 08Z.0000.126
03S.1663.031 160 179,8 63 40 16 8,8 SXMW 1906 AFTN torx driver TX215
Technical information from page 43Cutting data page 51
Technical information from page 43Cutting data page 51
Catalogue 2006/1 Catalogue 2006/1Finishing cutter Face milling cutter
3130
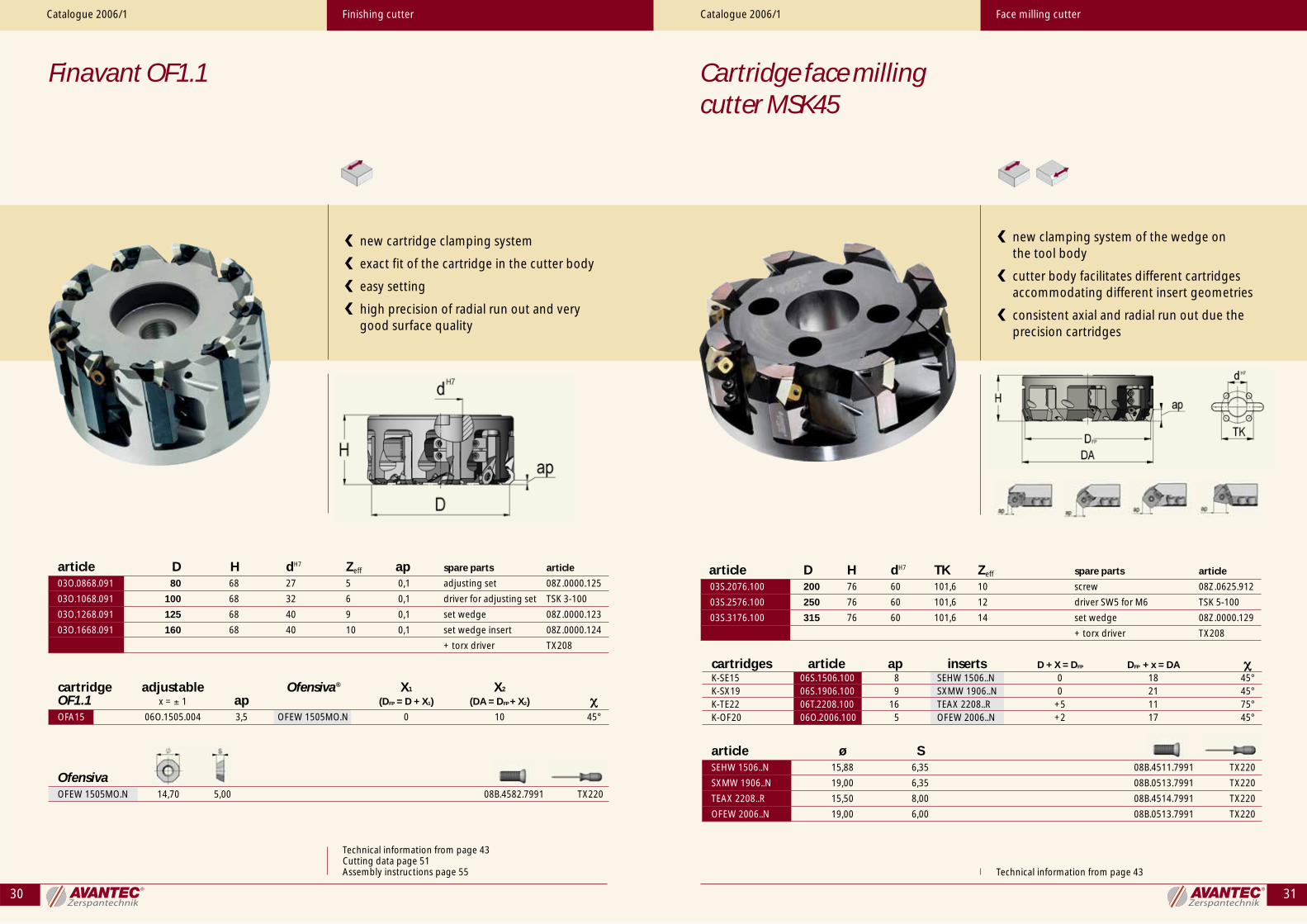
Cartridge face millingcutter MSK45
article D H dH7 TK Zeff spare parts article
03S.2076.100 200 76 60 101,6 10 screw 08Z.0625.912
03S.2576.100 250 76 60 101,6 12 driver SW5 for M6 TSK 5-100
03S.3176.100 315 76 60 101,6 14 set wedge 08Z.0000.129
+ torx driver TX208
❮ new clamping system of the wedge on the tool body
❮ cutter body facilitates different cartridges accommodating different insert geometries
❮ consistent axial and radial run out due the precision cartridges
Finavant OF1.1
❮ new cartridge clamping system
❮ exact fit of the cartridge in the cutter body
❮ easy setting
❮ high precision of radial run out and very good surface quality
OfensivaOFEW 1505MO.N 14,70 5,00 08B.4582.7991 TX220
article D H dH7 Zeff ap spare parts article
03O.0868.091 80 68 27 5 0,1 adjusting set 08Z.0000.125
03O.1068.091 100 68 32 6 0,1 driver for adjusting set TSK 3-100
03O.1268.091 125 68 40 9 0,1 set wedge 08Z.0000.123
03O.1668.091 160 68 40 10 0,1 set wedge insert 08Z.0000.124
+ torx driver TX208
cartridge adjustable Ofensiva® X1 X2
OF1.1 x = ± 1 ap (DFP = D + X1) (DA = DFP + X2) χχOFA15 06O.1505.004 3,5 OFEW 1505MO.N 0 10 45°
article ø SSEHW 1506..N 15,88 6,35 08B.4511.7991 TX220
SXMW 1906..N 19,00 6,35 08B.0513.7991 TX220
TEAX 2208..R 15,50 8,00 08B.4514.7991 TX220
OFEW 2006..N 19,00 6,00 08B.0513.7991 TX220
Technical information from page 43Cutting data page 51Assembly instructions page 55 Technical information from page 43
cartridges article ap inserts D + X = DFP DFP + x = DA χχK-SE15 06S.1506.100 8 SEHW 1506..N 0 18 45°K-SX19 06S.1906.100 9 SXMW 1906..N 0 21 45°K-TE22 06T.2208.100 16 TEAX 2208..R +5 11 75°K-OF20 06O.2006.100 5 OFEW 2006..N +2 17 45°
Catalogue 2006/1 Catalogue 2006/1Circular and side milling cutter Circular milling cutter
3332
Circular and sidemilling cutter
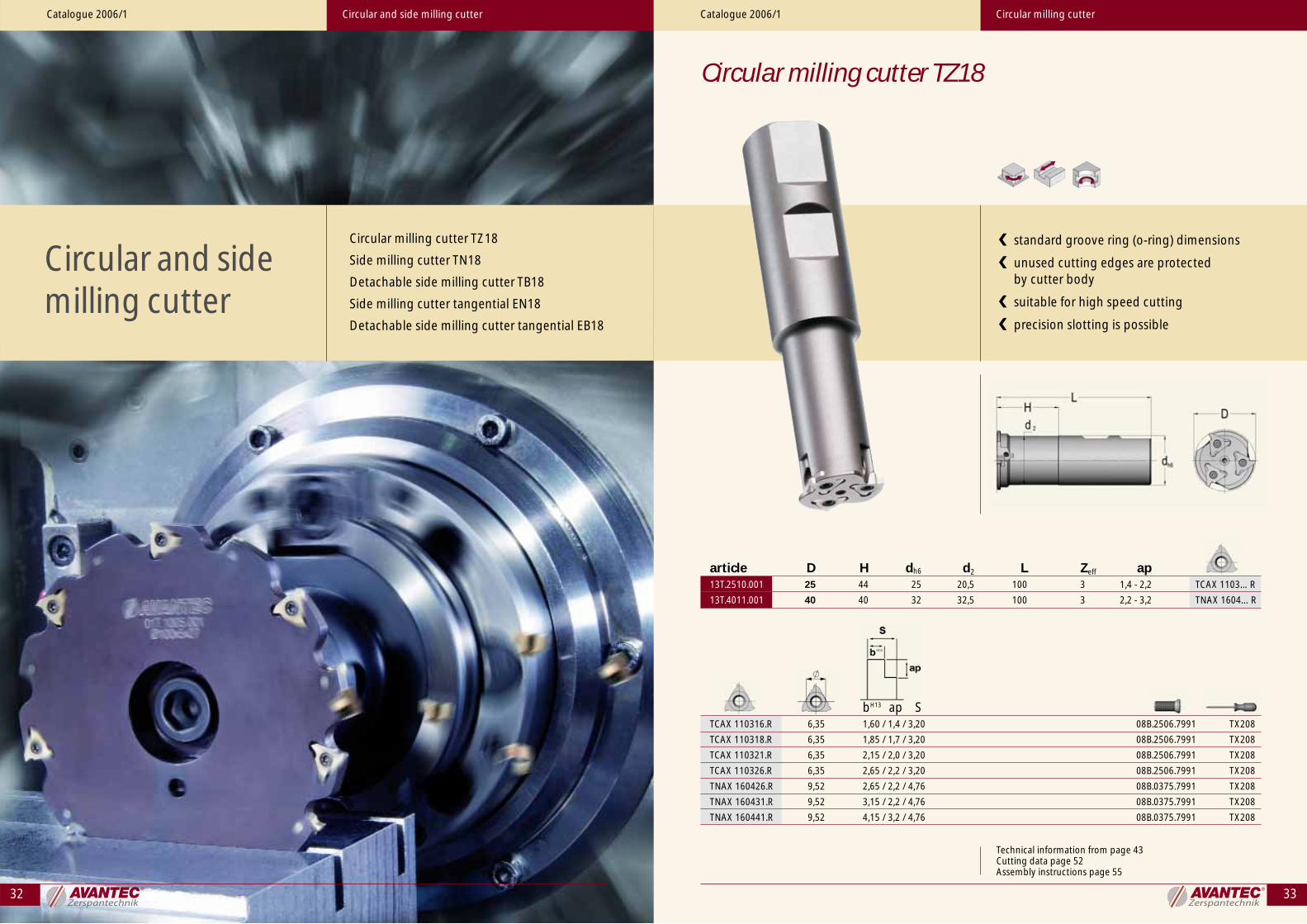
Circular milling cutter TZ18
Side milling cutter TN18
Detachable side milling cutter TB18
Side milling cutter tangential EN18
Detachable side milling cutter tangential EB18
Circular milling cutter TZ18
article D H dh6 d2 L Zeff ap13T.2510.001 25 44 25 20,5 100 3 1,4 - 2,2 TCAX 1103…R
13T.4011.001 40 40 32 32,5 100 3 2,2 - 3,2 TNAX 1604…R
bH13 ap STCAX 110316.R 6,35 1,60 / 1,4 / 3,20 08B.2506.7991 TX208
TCAX 110318.R 6,35 1,85 / 1,7 / 3,20 08B.2506.7991 TX208
TCAX 110321.R 6,35 2,15 / 2,0 / 3,20 08B.2506.7991 TX208
TCAX 110326.R 6,35 2,65 / 2,2 / 3,20 08B.2506.7991 TX208
TNAX 160426.R 9,52 2,65 / 2,2 / 4,76 08B.0375.7991 TX208
TNAX 160431.R 9,52 3,15 / 2,2 / 4,76 08B.0375.7991 TX208
TNAX 160441.R 9,52 4,15 / 3,2 / 4,76 08B.0375.7991 TX208
❮ standard groove ring (o-ring) dimensions
❮ unused cutting edges are protected by cutter body
❮ suitable for high speed cutting
❮ precision slotting is possible
Technical information from page 43Cutting data page 52Assembly instructions page 55
Catalogue 2006/1 Catalogue 2006/1Side milling cutter Side milling cutter
3534
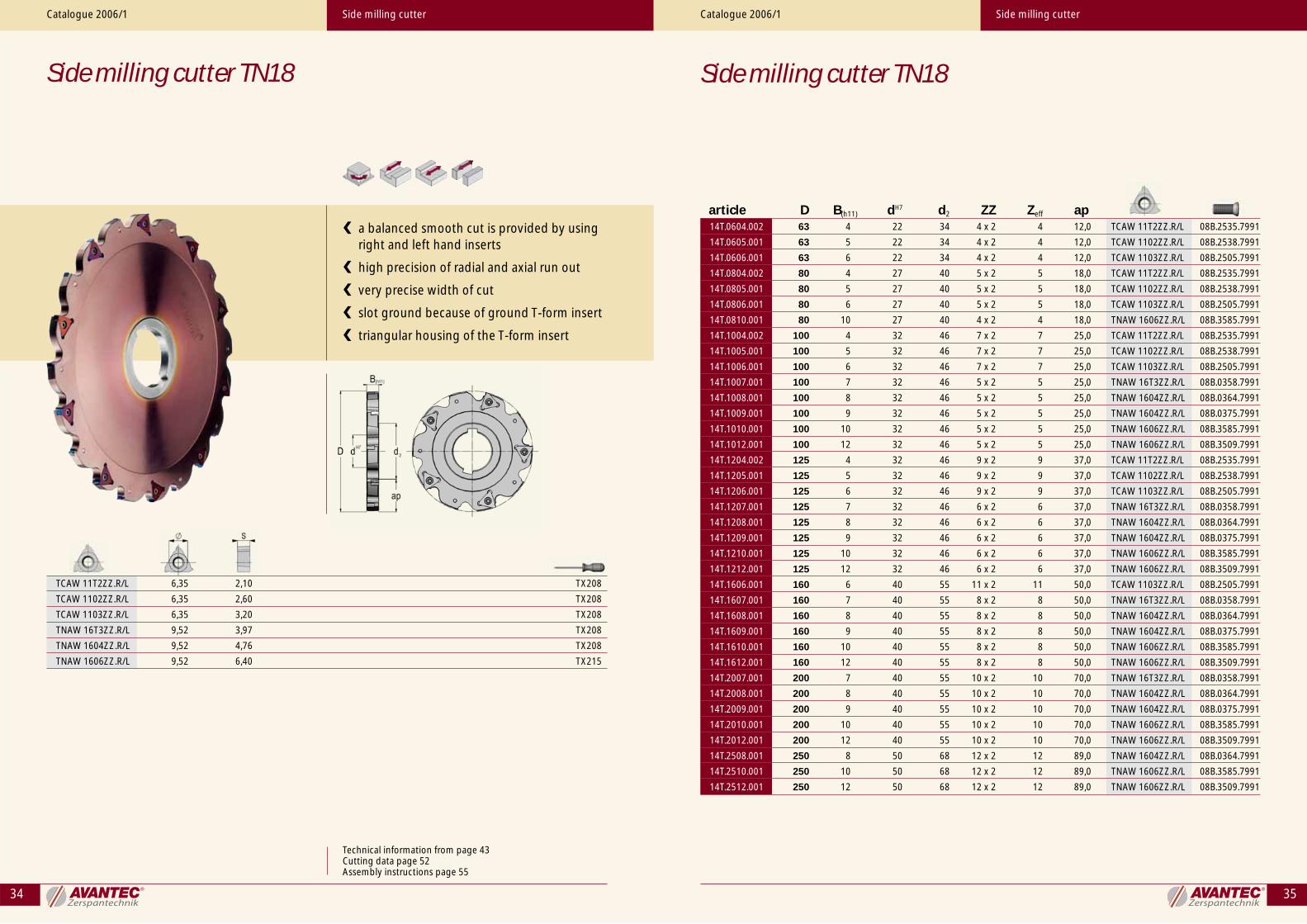
Side milling cutter TN18Side milling cutter TN18
article D B(h11) dH7 d2 ZZ Zeff ap14T.0604.002 63 4 22 34 4 x 2 4 12,0 TCAW 11T2ZZ.R/L 08B.2535.7991
14T.0605.001 63 5 22 34 4 x 2 4 12,0 TCAW 1102ZZ.R/L 08B.2538.7991
14T.0606.001 63 6 22 34 4 x 2 4 12,0 TCAW 1103ZZ.R/L 08B.2505.7991
14T.0804.002 80 4 27 40 5 x 2 5 18,0 TCAW 11T2ZZ.R/L 08B.2535.7991
14T.0805.001 80 5 27 40 5 x 2 5 18,0 TCAW 1102ZZ.R/L 08B.2538.7991
14T.0806.001 80 6 27 40 5 x 2 5 18,0 TCAW 1103ZZ.R/L 08B.2505.7991
14T.0810.001 80 10 27 40 4 x 2 4 18,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.1004.002 100 4 32 46 7 x 2 7 25,0 TCAW 11T2ZZ.R/L 08B.2535.7991
14T.1005.001 100 5 32 46 7 x 2 7 25,0 TCAW 1102ZZ.R/L 08B.2538.7991
14T.1006.001 100 6 32 46 7 x 2 7 25,0 TCAW 1103ZZ.R/L 08B.2505.7991
14T.1007.001 100 7 32 46 5 x 2 5 25,0 TNAW 16T3ZZ.R/L 08B.0358.7991
14T.1008.001 100 8 32 46 5 x 2 5 25,0 TNAW 1604ZZ.R/L 08B.0364.7991
14T.1009.001 100 9 32 46 5 x 2 5 25,0 TNAW 1604ZZ.R/L 08B.0375.7991
14T.1010.001 100 10 32 46 5 x 2 5 25,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.1012.001 100 12 32 46 5 x 2 5 25,0 TNAW 1606ZZ.R/L 08B.3509.7991
14T.1204.002 125 4 32 46 9 x 2 9 37,0 TCAW 11T2ZZ.R/L 08B.2535.7991
14T.1205.001 125 5 32 46 9 x 2 9 37,0 TCAW 1102ZZ.R/L 08B.2538.7991
14T.1206.001 125 6 32 46 9 x 2 9 37,0 TCAW 1103ZZ.R/L 08B.2505.7991
14T.1207.001 125 7 32 46 6 x 2 6 37,0 TNAW 16T3ZZ.R/L 08B.0358.7991
14T.1208.001 125 8 32 46 6 x 2 6 37,0 TNAW 1604ZZ.R/L 08B.0364.7991
14T.1209.001 125 9 32 46 6 x 2 6 37,0 TNAW 1604ZZ.R/L 08B.0375.7991
14T.1210.001 125 10 32 46 6 x 2 6 37,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.1212.001 125 12 32 46 6 x 2 6 37,0 TNAW 1606ZZ.R/L 08B.3509.7991
14T.1606.001 160 6 40 55 11 x 2 11 50,0 TCAW 1103ZZ.R/L 08B.2505.7991
14T.1607.001 160 7 40 55 8 x 2 8 50,0 TNAW 16T3ZZ.R/L 08B.0358.7991
14T.1608.001 160 8 40 55 8 x 2 8 50,0 TNAW 1604ZZ.R/L 08B.0364.7991
14T.1609.001 160 9 40 55 8 x 2 8 50,0 TNAW 1604ZZ.R/L 08B.0375.7991
14T.1610.001 160 10 40 55 8 x 2 8 50,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.1612.001 160 12 40 55 8 x 2 8 50,0 TNAW 1606ZZ.R/L 08B.3509.7991
14T.2007.001 200 7 40 55 10 x 2 10 70,0 TNAW 16T3ZZ.R/L 08B.0358.7991
14T.2008.001 200 8 40 55 10 x 2 10 70,0 TNAW 1604ZZ.R/L 08B.0364.7991
14T.2009.001 200 9 40 55 10 x 2 10 70,0 TNAW 1604ZZ.R/L 08B.0375.7991
14T.2010.001 200 10 40 55 10 x 2 10 70,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.2012.001 200 12 40 55 10 x 2 10 70,0 TNAW 1606ZZ.R/L 08B.3509.7991
14T.2508.001 250 8 50 68 12 x 2 12 89,0 TNAW 1604ZZ.R/L 08B.0364.7991
14T.2510.001 250 10 50 68 12 x 2 12 89,0 TNAW 1606ZZ.R/L 08B.3585.7991
14T.2512.001 250 12 50 68 12 x 2 12 89,0 TNAW 1606ZZ.R/L 08B.3509.7991
TCAW 11T2ZZ.R/L 6,35 2,10 TX208
TCAW 1102ZZ.R/L 6,35 2,60 TX208
TCAW 1103ZZ.R/L 6,35 3,20 TX208
TNAW 16T3ZZ.R/L 9,52 3,97 TX208
TNAW 1604ZZ.R/L 9,52 4,76 TX208
TNAW 1606ZZ.R/L 9,52 6,40 TX215
Technical information from page 43Cutting data page 52Assembly instructions page 55
❮ a balanced smooth cut is provided by using right and left hand inserts
❮ high precision of radial and axial run out
❮ very precise width of cut
❮ slot ground because of ground T-form insert
❮ triangular housing of the T-form insert
Catalogue 2006/1 Catalogue 2006/1Side milling cutter Side milling cutter
3736
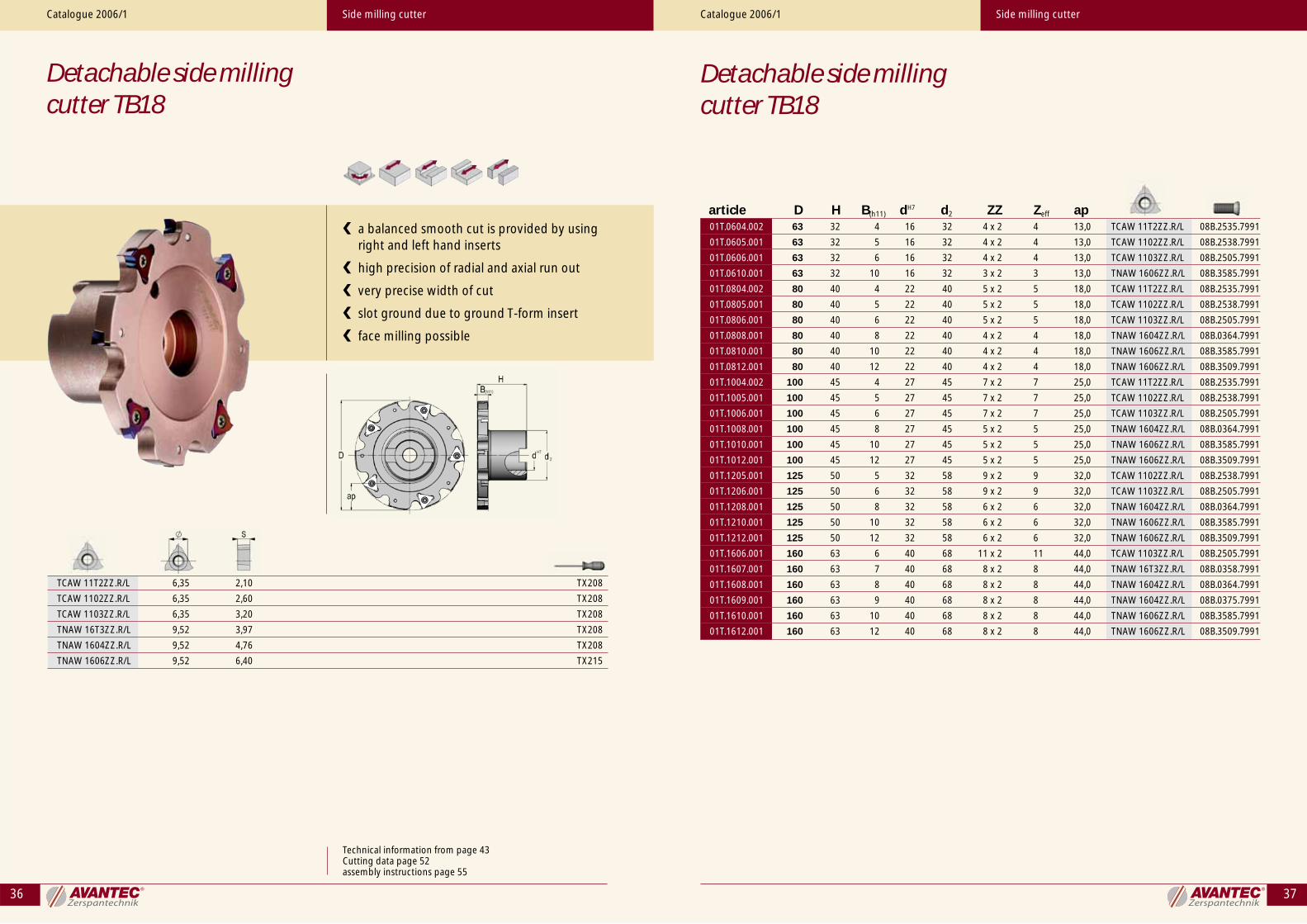
Detachable side milling cutter TB18
Detachable side milling cutter TB18
TCAW 11T2ZZ.R/L 6,35 2,10 TX208
TCAW 1102ZZ.R/L 6,35 2,60 TX208
TCAW 1103ZZ.R/L 6,35 3,20 TX208
TNAW 16T3ZZ.R/L 9,52 3,97 TX208
TNAW 1604ZZ.R/L 9,52 4,76 TX208
TNAW 1606ZZ.R/L 9,52 6,40 TX215
❮ a balanced smooth cut is provided by using right and left hand inserts
❮ high precision of radial and axial run out
❮ very precise width of cut
❮ slot ground due to ground T-form insert
❮ face milling possible
article D H B(h11) dH7 d2 ZZ Zeff ap01T.0604.002 63 32 4 16 32 4 x 2 4 13,0 TCAW 11T2ZZ.R/L 08B.2535.7991
01T.0605.001 63 32 5 16 32 4 x 2 4 13,0 TCAW 1102ZZ.R/L 08B.2538.7991
01T.0606.001 63 32 6 16 32 4 x 2 4 13,0 TCAW 1103ZZ.R/L 08B.2505.7991
01T.0610.001 63 32 10 16 32 3 x 2 3 13,0 TNAW 1606ZZ.R/L 08B.3585.7991
01T.0804.002 80 40 4 22 40 5 x 2 5 18,0 TCAW 11T2ZZ.R/L 08B.2535.7991
01T.0805.001 80 40 5 22 40 5 x 2 5 18,0 TCAW 1102ZZ.R/L 08B.2538.7991
01T.0806.001 80 40 6 22 40 5 x 2 5 18,0 TCAW 1103ZZ.R/L 08B.2505.7991
01T.0808.001 80 40 8 22 40 4 x 2 4 18,0 TNAW 1604ZZ.R/L 08B.0364.7991
01T.0810.001 80 40 10 22 40 4 x 2 4 18,0 TNAW 1606ZZ.R/L 08B.3585.7991
01T.0812.001 80 40 12 22 40 4 x 2 4 18,0 TNAW 1606ZZ.R/L 08B.3509.7991
01T.1004.002 100 45 4 27 45 7 x 2 7 25,0 TCAW 11T2ZZ.R/L 08B.2535.7991
01T.1005.001 100 45 5 27 45 7 x 2 7 25,0 TCAW 1102ZZ.R/L 08B.2538.7991
01T.1006.001 100 45 6 27 45 7 x 2 7 25,0 TCAW 1103ZZ.R/L 08B.2505.7991
01T.1008.001 100 45 8 27 45 5 x 2 5 25,0 TNAW 1604ZZ.R/L 08B.0364.7991
01T.1010.001 100 45 10 27 45 5 x 2 5 25,0 TNAW 1606ZZ.R/L 08B.3585.7991
01T.1012.001 100 45 12 27 45 5 x 2 5 25,0 TNAW 1606ZZ.R/L 08B.3509.7991
01T.1205.001 125 50 5 32 58 9 x 2 9 32,0 TCAW 1102ZZ.R/L 08B.2538.7991
01T.1206.001 125 50 6 32 58 9 x 2 9 32,0 TCAW 1103ZZ.R/L 08B.2505.7991
01T.1208.001 125 50 8 32 58 6 x 2 6 32,0 TNAW 1604ZZ.R/L 08B.0364.7991
01T.1210.001 125 50 10 32 58 6 x 2 6 32,0 TNAW 1606ZZ.R/L 08B.3585.7991
01T.1212.001 125 50 12 32 58 6 x 2 6 32,0 TNAW 1606ZZ.R/L 08B.3509.7991
01T.1606.001 160 63 6 40 68 11 x 2 11 44,0 TCAW 1103ZZ.R/L 08B.2505.7991
01T.1607.001 160 63 7 40 68 8 x 2 8 44,0 TNAW 16T3ZZ.R/L 08B.0358.7991
01T.1608.001 160 63 8 40 68 8 x 2 8 44,0 TNAW 1604ZZ.R/L 08B.0364.7991
01T.1609.001 160 63 9 40 68 8 x 2 8 44,0 TNAW 1604ZZ.R/L 08B.0375.7991
01T.1610.001 160 63 10 40 68 8 x 2 8 44,0 TNAW 1606ZZ.R/L 08B.3585.7991
01T.1612.001 160 63 12 40 68 8 x 2 8 44,0 TNAW 1606ZZ.R/L 08B.3509.7991
Technical information from page 43Cutting data page 52assembly instructions page 55
Catalogue 2006/1 Catalogue 2006/1Side milling cutter tangential Side milling cutter tangential
3938
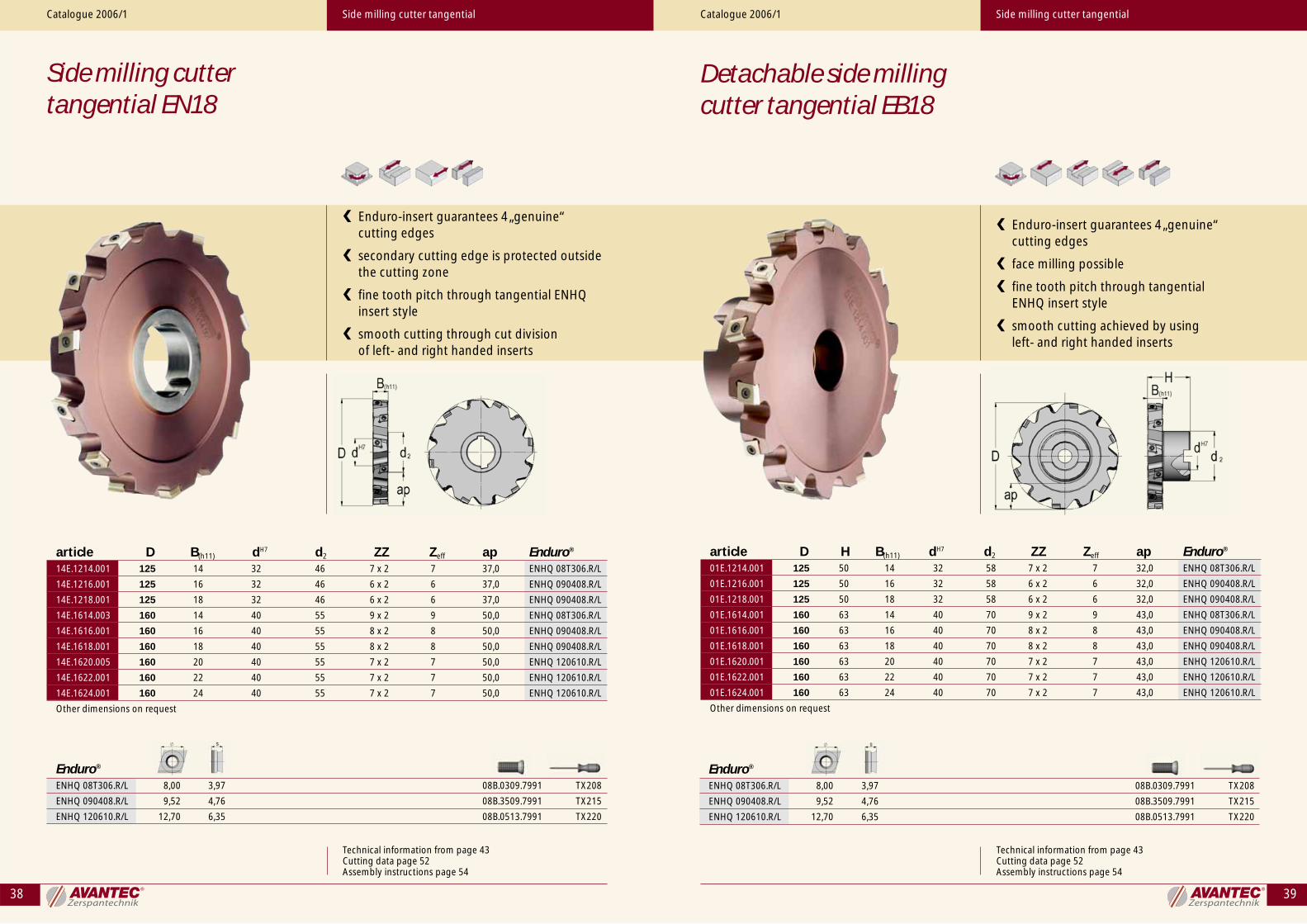
Detachable side milling cutter tangential EB18
Side milling cutter tangential EN18
❮ Enduro-insert guarantees 4 „genuine“ cutting edges
❮ secondary cutting edge is protected outside the cutting zone
❮ fine tooth pitch through tangential ENHQ insert style
❮ smooth cutting through cut division of left- and right handed inserts
❮ Enduro-insert guarantees 4 „genuine“ cutting edges
❮ face milling possible
❮ fine tooth pitch through tangential ENHQ insert style
❮ smooth cutting achieved by using left- and right handed inserts
article D B(h11) dH7 d2 ZZ Zeff ap Enduro®
14E.1214.001 125 14 32 46 7 x 2 7 37,0 ENHQ 08T306.R/L
14E.1216.001 125 16 32 46 6 x 2 6 37,0 ENHQ 090408.R/L
14E.1218.001 125 18 32 46 6 x 2 6 37,0 ENHQ 090408.R/L
14E.1614.003 160 14 40 55 9 x 2 9 50,0 ENHQ 08T306.R/L
14E.1616.001 160 16 40 55 8 x 2 8 50,0 ENHQ 090408.R/L
14E.1618.001 160 18 40 55 8 x 2 8 50,0 ENHQ 090408.R/L
14E.1620.005 160 20 40 55 7 x 2 7 50,0 ENHQ 120610.R/L
14E.1622.001 160 22 40 55 7 x 2 7 50,0 ENHQ 120610.R/L
14E.1624.001 160 24 40 55 7 x 2 7 50,0 ENHQ 120610.R/L
Other dimensions on request
article D H B(h11) dH7 d2 ZZ Zeff ap Enduro®
01E.1214.001 125 50 14 32 58 7 x 2 7 32,0 ENHQ 08T306.R/L
01E.1216.001 125 50 16 32 58 6 x 2 6 32,0 ENHQ 090408.R/L
01E.1218.001 125 50 18 32 58 6 x 2 6 32,0 ENHQ 090408.R/L
01E.1614.001 160 63 14 40 70 9 x 2 9 43,0 ENHQ 08T306.R/L
01E.1616.001 160 63 16 40 70 8 x 2 8 43,0 ENHQ 090408.R/L
01E.1618.001 160 63 18 40 70 8 x 2 8 43,0 ENHQ 090408.R/L
01E.1620.001 160 63 20 40 70 7 x 2 7 43,0 ENHQ 120610.R/L
01E.1622.001 160 63 22 40 70 7 x 2 7 43,0 ENHQ 120610.R/L
01E.1624.001 160 63 24 40 70 7 x 2 7 43,0 ENHQ 120610.R/L
Other dimensions on request
Enduro®
ENHQ 08T306.R/L 8,00 3,97 08B.0309.7991 TX208
ENHQ 090408.R/L 9,52 4,76 08B.3509.7991 TX215
ENHQ 120610.R/L 12,70 6,35 08B.0513.7991 TX220
Enduro®
ENHQ 08T306.R/L 8,00 3,97 08B.0309.7991 TX208
ENHQ 090408.R/L 9,52 4,76 08B.3509.7991 TX215
ENHQ 120610.R/L 12,70 6,35 08B.0513.7991 TX220
Technical information from page 43Cutting data page 52Assembly instructions page 54
Technical information from page 43Cutting data page 52Assembly instructions page 54
Catalogue 2006/1 Catalogue 2006/1Triloc Triloc tools
4140
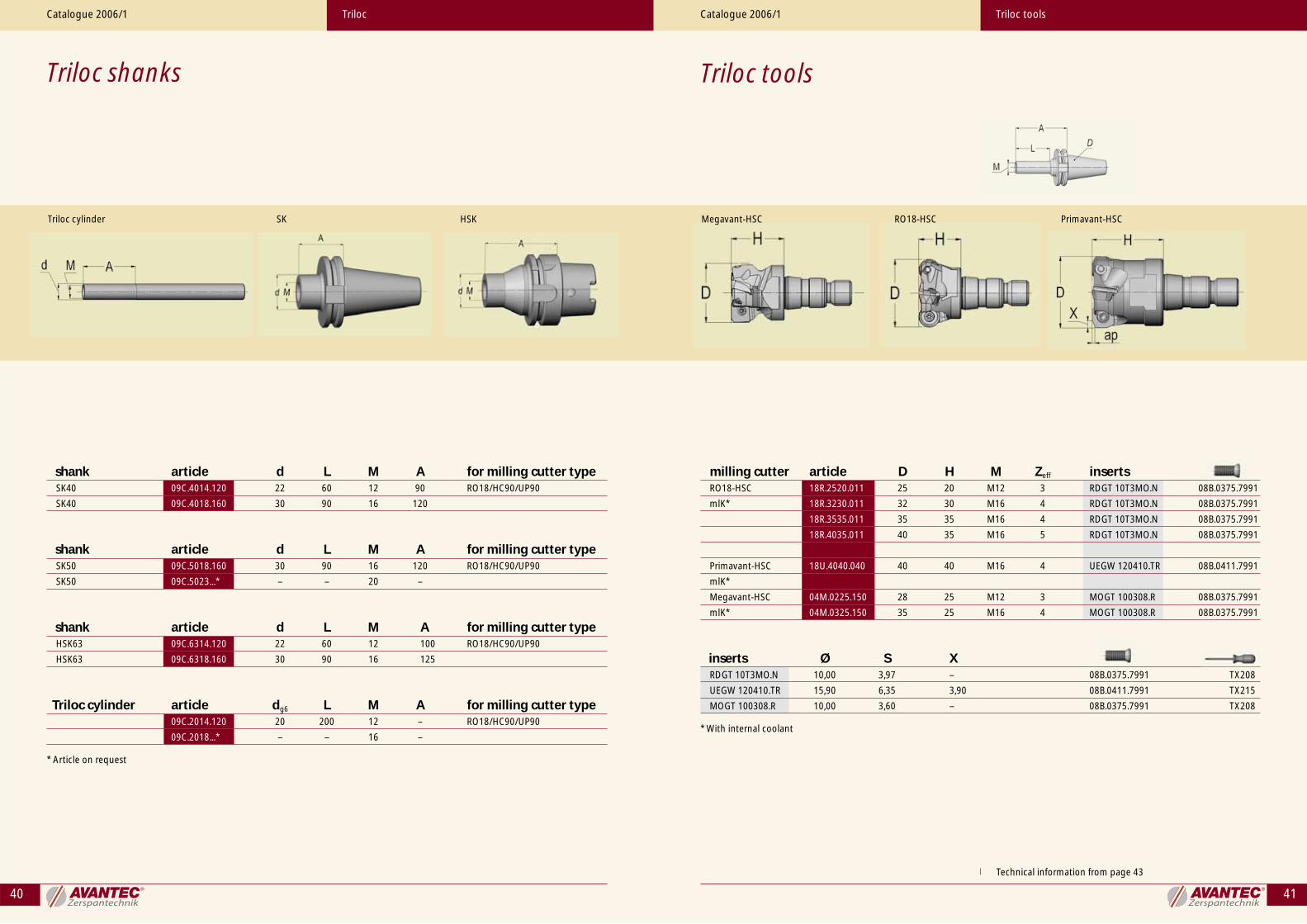
Triloc toolsTriloc shanks
shank article d L M A for milling cutter typeSK40 09C.4014.120 22 60 12 90 RO18/HC90/UP90
SK40 09C.4018.160 30 90 16 120
milling cutter article D H M Zeff insertsRO18-HSC 18R.2520.011 25 20 M12 3 RDGT 10T3MO.N 08B.0375.7991
mlK* 18R.3230.011 32 30 M16 4 RDGT 10T3MO.N 08B.0375.7991
18R.3535.011 35 35 M16 4 RDGT 10T3MO.N 08B.0375.7991
18R.4035.011 40 35 M16 5 RDGT 10T3MO.N 08B.0375.7991
Primavant-HSC 18U.4040.040 40 40 M16 4 UEGW 120410.TR 08B.0411.7991
mlK*
Megavant-HSC 04M.0225.150 28 25 M12 3 MOGT 100308.R 08B.0375.7991
mlK* 04M.0325.150 35 25 M16 4 MOGT 100308.R 08B.0375.7991
shank article d L M A for milling cutter typeSK50 09C.5018.160 30 90 16 120 RO18/HC90/UP90
SK50 09C.5023...* – – 20 –
shank article d L M A for milling cutter typeHSK63 09C.6314.120 22 60 12 100 RO18/HC90/UP90
HSK63 09C.6318.160 30 90 16 125 inserts Ø S XRDGT 10T3MO.N 10,00 3,97 – 08B.0375.7991 TX208
UEGW 120410.TR 15,90 6,35 3,90 08B.0411.7991 TX215
MOGT 100308.R 10,00 3,60 – 08B.0375.7991 TX208Triloc cylinder article dg6 L M A for milling cutter type09C.2014.120 20 200 12 – RO18/HC90/UP90
09C.2018...* – – 16 –
* Article on request
* With internal coolant
Technical information from page 43
Megavant-HSC RO18-HSC Primavant-HSCTriloc cylinder SK HSK
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
4342
Table of contents
Technical information
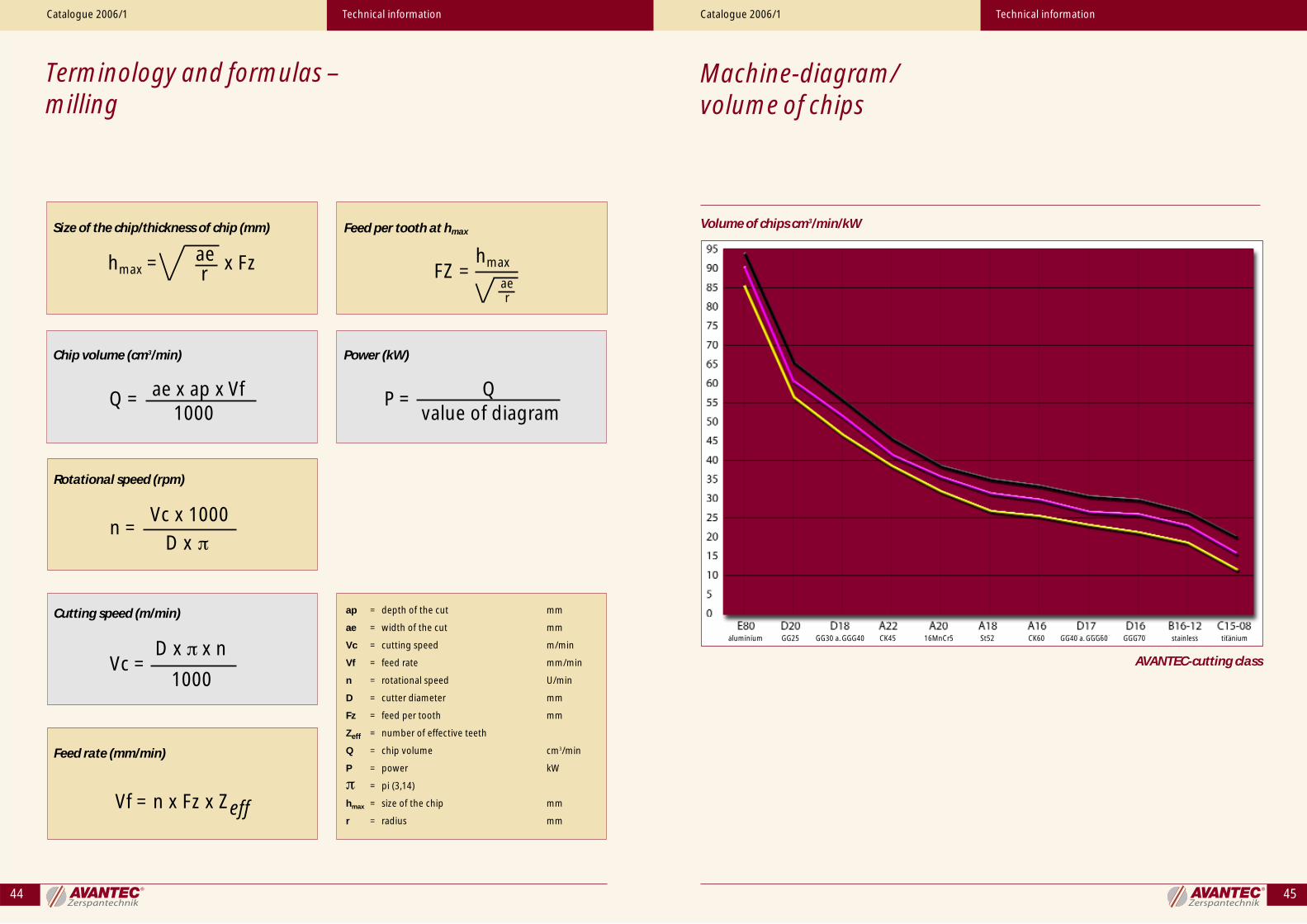
Terminology and formulas – milling 44
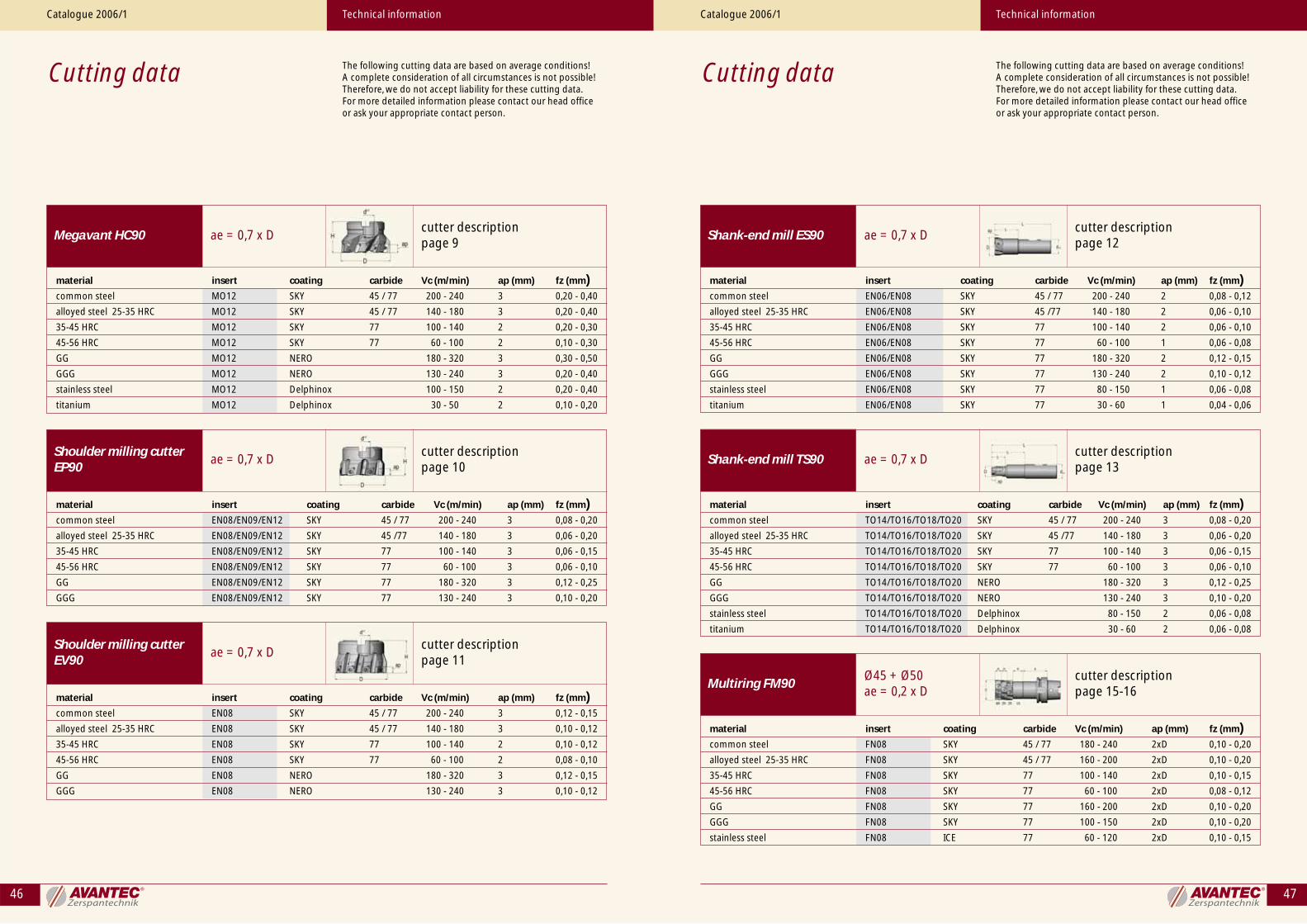
Machine-diagram/volume of chips 45
Cutting data 46-52
Order information Multiring EM90/FM90 53
Assembly of the intermediate, base or double cutting rings 54
Installing the Enduro indexable insert 54
Installing the OFEW indexable insert 55
Installing, turning and replacing the TNAW indexable insert 55
Indexable inserts excerpt from ISO-AVANTEC designation 56-57
AVANTEC recommendations 58-59
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
4544
Machine-diagram/ volume of chips
Volume of chips cm3/min/kW
AVANTEC-cutting class
Terminology and formulas –milling
Rotational speed (rpm)
n =Vc x 1000
D x π
Chip volume (cm3/min)
ae x ap x VfQ = 1000
Cutting speed (m/min)
Vc =D x π x n
1000
Feed rate (mm/min)
Vf = n x Fz x Zeff
Size of the chip/thickness of chip (mm)
hmax = ae x Fzr FZ =
hmax
Power (kW)
QP =value of diagram
ap = depth of the cut mm
ae = width of the cut mm
Vc = cutting speed m/min
Vf = feed rate mm/min
n = rotational speed U/min
D = cutter diameter mm
Fz = feed per tooth mm
Zeff = number of effective teeth
Q = chip volume cm3/min
P = power kW
π = pi (3,14)
hmax = size of the chip mm
r = radius mm
aer
Feed per tooth at hmax
GG25aluminium GG30 a. GGG40 CK45 16MnCr5 St52 CK60 GG40 a. GGG60 GGG70 stainless titanium
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
4746
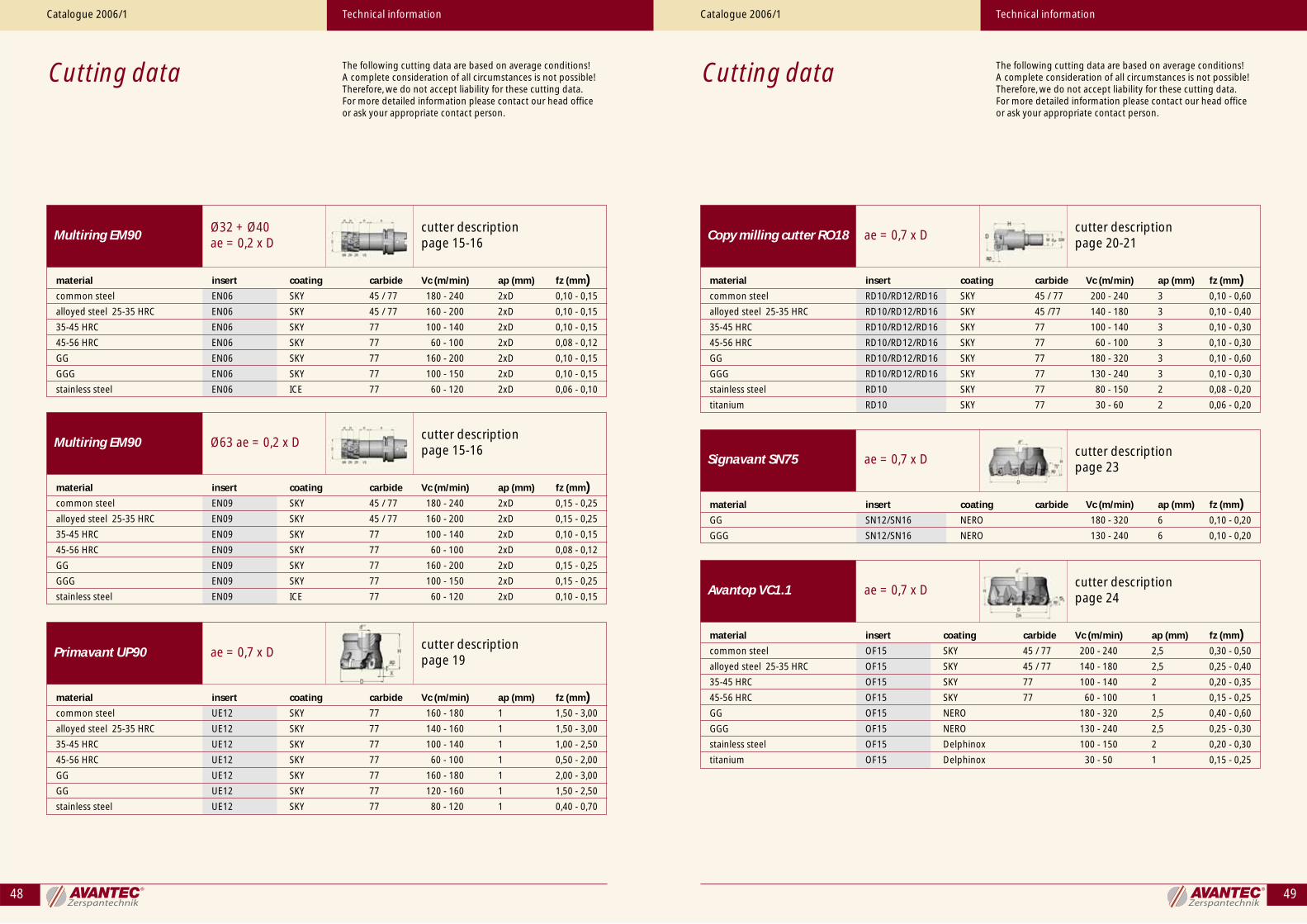
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN08 SKY 45 / 77 200 - 240 3 0,12 - 0,15
alloyed steel 25-35 HRC EN08 SKY 45 / 77 140 - 180 3 0,10 - 0,12
35-45 HRC EN08 SKY 77 100 - 140 2 0,10 - 0,12
45-56 HRC EN08 SKY 77 60 - 100 2 0,08 - 0,10
GG EN08 NERO 180 - 320 3 0,12 - 0,15
GGG EN08 NERO 130 - 240 3 0,10 - 0,12
Shoulder milling cutterEV90
cutter descriptionpage 11
ae = 0,7 x D
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel MO12 SKY 45 / 77 200 - 240 3 0,20 - 0,40
alloyed steel 25-35 HRC MO12 SKY 45 / 77 140 - 180 3 0,20 - 0,40
35-45 HRC MO12 SKY 77 100 - 140 2 0,20 - 0,30
45-56 HRC MO12 SKY 77 60 - 100 2 0,10 - 0,30
GG MO12 NERO 180 - 320 3 0,30 - 0,50
GGG MO12 NERO 130 - 240 3 0,20 - 0,40
stainless steel MO12 Delphinox 100 - 150 2 0,20 - 0,40
titanium MO12 Delphinox 30 - 50 2 0,10 - 0,20
Megavant HC90cutter descriptionpage 9
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN08/EN09/EN12 SKY 45 / 77 200 - 240 3 0,08 - 0,20
alloyed steel 25-35 HRC EN08/EN09/EN12 SKY 45 /77 140 - 180 3 0,06 - 0,20
35-45 HRC EN08/EN09/EN12 SKY 77 100 - 140 3 0,06 - 0,15
45-56 HRC EN08/EN09/EN12 SKY 77 60 - 100 3 0,06 - 0,10
GG EN08/EN09/EN12 SKY 77 180 - 320 3 0,12 - 0,25
GGG EN08/EN09/EN12 SKY 77 130 - 240 3 0,10 - 0,20
Shoulder milling cutterEP90
cutter descriptionpage 10
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN06/EN08 SKY 45 / 77 200 - 240 2 0,08 - 0,12
alloyed steel 25-35 HRC EN06/EN08 SKY 45 /77 140 - 180 2 0,06 - 0,10
35-45 HRC EN06/EN08 SKY 77 100 - 140 2 0,06 - 0,10
45-56 HRC EN06/EN08 SKY 77 60 - 100 1 0,06 - 0,08
GG EN06/EN08 SKY 77 180 - 320 2 0,12 - 0,15
GGG EN06/EN08 SKY 77 130 - 240 2 0,10 - 0,12
stainless steel EN06/EN08 SKY 77 80 - 150 1 0,06 - 0,08
titanium EN06/EN08 SKY 77 30 - 60 1 0,04 - 0,06
Shank-end mill ES90cutter descriptionpage 12
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel TO14/TO16/TO18/TO20 SKY 45 / 77 200 - 240 3 0,08 - 0,20
alloyed steel 25-35 HRC TO14/TO16/TO18/TO20 SKY 45 /77 140 - 180 3 0,06 - 0,20
35-45 HRC TO14/TO16/TO18/TO20 SKY 77 100 - 140 3 0,06 - 0,15
45-56 HRC TO14/TO16/TO18/TO20 SKY 77 60 - 100 3 0,06 - 0,10
GG TO14/TO16/TO18/TO20 NERO 180 - 320 3 0,12 - 0,25
GGG TO14/TO16/TO18/TO20 NERO 130 - 240 3 0,10 - 0,20
stainless steel TO14/TO16/TO18/TO20 Delphinox 80 - 150 2 0,06 - 0,08
titanium TO14/TO16/TO18/TO20 Delphinox 30 - 60 2 0,06 - 0,08
Shank-end mill TS90cutter descriptionpage 13
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel FN08 SKY 45 / 77 180 - 240 2xD 0,10 - 0,20
alloyed steel 25-35 HRC FN08 SKY 45 / 77 160 - 200 2xD 0,10 - 0,20
35-45 HRC FN08 SKY 77 100 - 140 2xD 0,10 - 0,15
45-56 HRC FN08 SKY 77 60 - 100 2xD 0,08 - 0,12
GG FN08 SKY 77 160 - 200 2xD 0,10 - 0,20
GGG FN08 SKY 77 100 - 150 2xD 0,10 - 0,20
stainless steel FN08 ICE 77 60 - 120 2xD 0,10 - 0,15
Multiring FM90cutter descriptionpage 15-16
Ø45 + Ø50ae = 0,2 x D
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
4948
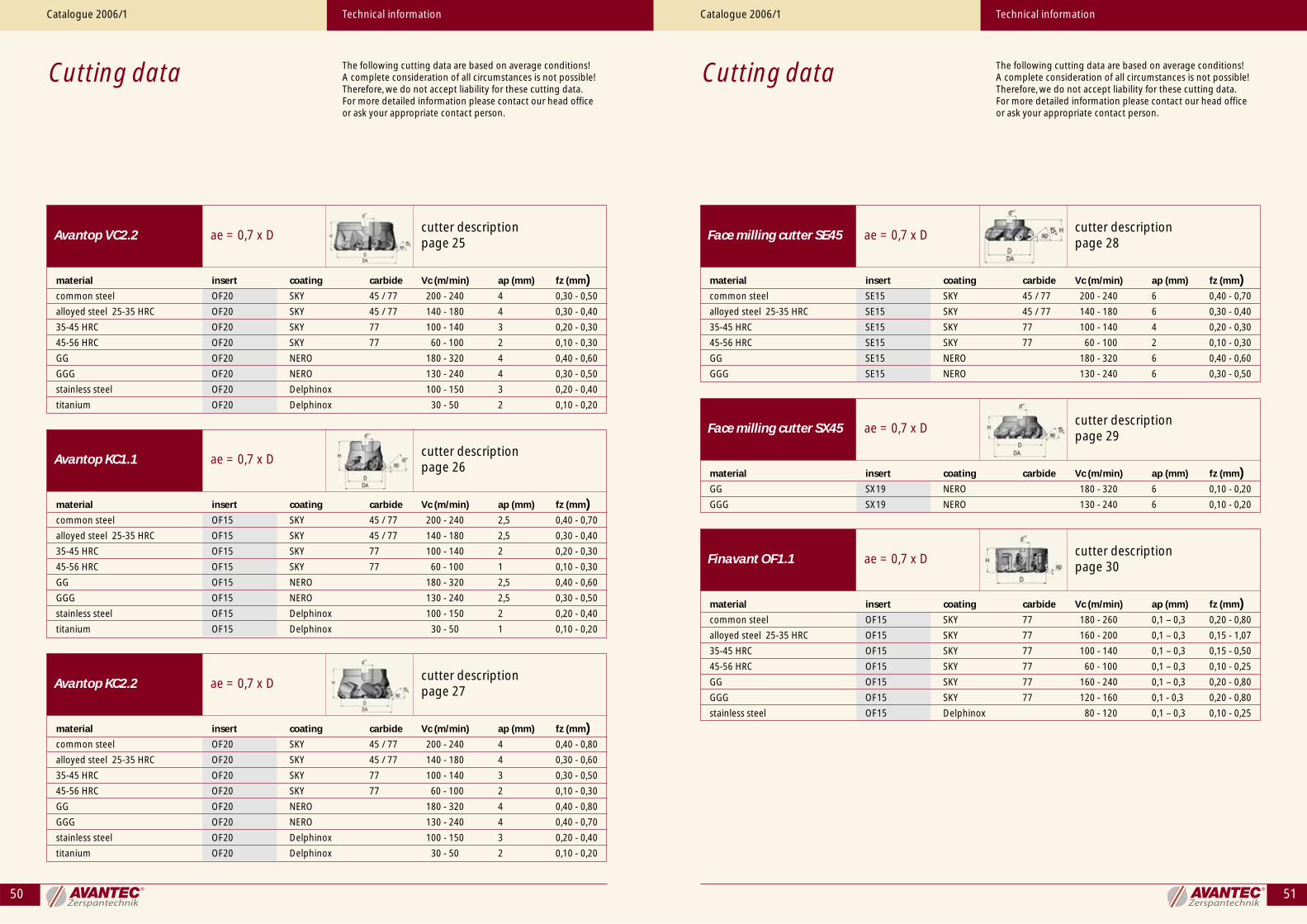
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN09 SKY 45 / 77 180 - 240 2xD 0,15 - 0,25
alloyed steel 25-35 HRC EN09 SKY 45 / 77 160 - 200 2xD 0,15 - 0,25
35-45 HRC EN09 SKY 77 100 - 140 2xD 0,10 - 0,15
45-56 HRC EN09 SKY 77 60 - 100 2xD 0,08 - 0,12
GG EN09 SKY 77 160 - 200 2xD 0,15 - 0,25
GGG EN09 SKY 77 100 - 150 2xD 0,15 - 0,25
stainless steel EN09 ICE 77 60 - 120 2xD 0,10 - 0,15
Multiring EM90cutter descriptionpage 15-16
Ø63 ae = 0,2 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN06 SKY 45 / 77 180 - 240 2xD 0,10 - 0,15
alloyed steel 25-35 HRC EN06 SKY 45 / 77 160 - 200 2xD 0,10 - 0,15
35-45 HRC EN06 SKY 77 100 - 140 2xD 0,10 - 0,15
45-56 HRC EN06 SKY 77 60 - 100 2xD 0,08 - 0,12
GG EN06 SKY 77 160 - 200 2xD 0,10 - 0,15
GGG EN06 SKY 77 100 - 150 2xD 0,10 - 0,15
stainless steel EN06 ICE 77 60 - 120 2xD 0,06 - 0,10
Multiring EM90cutter descriptionpage 15-16
Ø32 + Ø40ae = 0,2 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel UE12 SKY 77 160 - 180 1 1,50 - 3,00
alloyed steel 25-35 HRC UE12 SKY 77 140 - 160 1 1,50 - 3,00
35-45 HRC UE12 SKY 77 100 - 140 1 1,00 - 2,50
45-56 HRC UE12 SKY 77 60 - 100 1 0,50 - 2,00
GG UE12 SKY 77 160 - 180 1 2,00 - 3,00
GG UE12 SKY 77 120 - 160 1 1,50 - 2,50
stainless steel UE12 SKY 77 80 - 120 1 0,40 - 0,70
Primavant UP90cutter descriptionpage 19
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel RD10/RD12/RD16 SKY 45 / 77 200 - 240 3 0,10 - 0,60
alloyed steel 25-35 HRC RD10/RD12/RD16 SKY 45 /77 140 - 180 3 0,10 - 0,40
35-45 HRC RD10/RD12/RD16 SKY 77 100 - 140 3 0,10 - 0,30
45-56 HRC RD10/RD12/RD16 SKY 77 60 - 100 3 0,10 - 0,30
GG RD10/RD12/RD16 SKY 77 180 - 320 3 0,10 - 0,60
GGG RD10/RD12/RD16 SKY 77 130 - 240 3 0,10 - 0,30
stainless steel RD10 SKY 77 80 - 150 2 0,08 - 0,20
titanium RD10 SKY 77 30 - 60 2 0,06 - 0,20
Copy milling cutter RO18cutter descriptionpage 20-21
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)GG SN12/SN16 NERO 180 - 320 6 0,10 - 0,20
GGG SN12/SN16 NERO 130 - 240 6 0,10 - 0,20
Signavant SN75cutter descriptionpage 23
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel OF15 SKY 45 / 77 200 - 240 2,5 0,30 - 0,50
alloyed steel 25-35 HRC OF15 SKY 45 / 77 140 - 180 2,5 0,25 - 0,40
35-45 HRC OF15 SKY 77 100 - 140 2 0,20 - 0,35
45-56 HRC OF15 SKY 77 60 - 100 1 0,15 - 0,25
GG OF15 NERO 180 - 320 2,5 0,40 - 0,60
GGG OF15 NERO 130 - 240 2,5 0,25 - 0,30
stainless steel OF15 Delphinox 100 - 150 2 0,20 - 0,30
titanium OF15 Delphinox 30 - 50 1 0,15 - 0,25
Avantop VC1.1cutter descriptionpage 24
ae = 0,7 x D
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
5150
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel OF15 SKY 77 180 - 260 0,1 – 0,3 0,20 - 0,80
alloyed steel 25-35 HRC OF15 SKY 77 160 - 200 0,1 – 0,3 0,15 - 1,07
35-45 HRC OF15 SKY 77 100 - 140 0,1 – 0,3 0,15 - 0,50
45-56 HRC OF15 SKY 77 60 - 100 0,1 – 0,3 0,10 - 0,25
GG OF15 SKY 77 160 - 240 0,1 – 0,3 0,20 - 0,80
GGG OF15 SKY 77 120 - 160 0,1 - 0,3 0,20 - 0,80
stainless steel OF15 Delphinox 80 - 120 0,1 – 0,3 0,10 - 0,25
Finavant OF1.1cutter descriptionpage 30
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)GG SX19 NERO 180 - 320 6 0,10 - 0,20
GGG SX19 NERO 130 - 240 6 0,10 - 0,20
Face milling cutter SX45cutter descriptionpage 29
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel OF20 SKY 45 / 77 200 - 240 4 0,30 - 0,50
alloyed steel 25-35 HRC OF20 SKY 45 / 77 140 - 180 4 0,30 - 0,40
35-45 HRC OF20 SKY 77 100 - 140 3 0,20 - 0,30
45-56 HRC OF20 SKY 77 60 - 100 2 0,10 - 0,30
GG OF20 NERO 180 - 320 4 0,40 - 0,60
GGG OF20 NERO 130 - 240 4 0,30 - 0,50
stainless steel OF20 Delphinox 100 - 150 3 0,20 - 0,40
titanium OF20 Delphinox 30 - 50 2 0,10 - 0,20
Avantop VC2.2cutter descriptionpage 25
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel OF15 SKY 45 / 77 200 - 240 2,5 0,40 - 0,70
alloyed steel 25-35 HRC OF15 SKY 45 / 77 140 - 180 2,5 0,30 - 0,40
35-45 HRC OF15 SKY 77 100 - 140 2 0,20 - 0,30
45-56 HRC OF15 SKY 77 60 - 100 1 0,10 - 0,30
GG OF15 NERO 180 - 320 2,5 0,40 - 0,60
GGG OF15 NERO 130 - 240 2,5 0,30 - 0,50
stainless steel OF15 Delphinox 100 - 150 2 0,20 - 0,40
titanium OF15 Delphinox 30 - 50 1 0,10 - 0,20
Avantop KC1.1cutter descriptionpage 26
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel OF20 SKY 45 / 77 200 - 240 4 0,40 - 0,80
alloyed steel 25-35 HRC OF20 SKY 45 / 77 140 - 180 4 0,30 - 0,60
35-45 HRC OF20 SKY 77 100 - 140 3 0,30 - 0,50
45-56 HRC OF20 SKY 77 60 - 100 2 0,10 - 0,30
GG OF20 NERO 180 - 320 4 0,40 - 0,80
GGG OF20 NERO 130 - 240 4 0,40 - 0,70
stainless steel OF20 Delphinox 100 - 150 3 0,20 - 0,40
titanium OF20 Delphinox 30 - 50 2 0,10 - 0,20
Avantop KC2.2cutter descriptionpage 27
ae = 0,7 x D
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel SE15 SKY 45 / 77 200 - 240 6 0,40 - 0,70
alloyed steel 25-35 HRC SE15 SKY 45 / 77 140 - 180 6 0,30 - 0,40
35-45 HRC SE15 SKY 77 100 - 140 4 0,20 - 0,30
45-56 HRC SE15 SKY 77 60 - 100 2 0,10 - 0,30
GG SE15 NERO 180 - 320 6 0,40 - 0,60
GGG SE15 NERO 130 - 240 6 0,30 - 0,50
Face milling cutter SE45cutter descriptionpage 28
ae = 0,7 x D

Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
5352
Cutting data The following cutting data are based on average conditions! A complete consideration of all circumstances is not possible!Therefore, we do not accept liability for these cutting data.For more detailed information please contact our head office or ask your appropriate contact person.
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel TN16 SKY 77 200 - 240 max 0,06 - 0,08
alloyed steel 25-35 HRC TN16 SKY 77 140 - 180 max 0,06 - 0,08
35-45 HRC TN16 SKY 77 100 - 140 max 0,06 - 0,08
45-56 HRC TN16 SKY 77 60 - 100 max 0,06 - 0,08
GG TN16 SKY 77 180 - 320 max 0,06 - 0,08
GGG TN16 SKY 77 130 - 240 max 0,06 - 0,08
stainless steel TN16 SKY 77 80 - 150 max 0,06 - 0,08
titanium TN16 SKY 77 30 - 60 max 0,06 - 0,08
Circular milling cutterTZ18
cutter descriptionpage 33
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel TC11/TN16 SKY 45 / 77 200 - 240 max 0,05 - 0,15
alloyed steel 25-35 HRC TC11/TN16 SKY 45 /77 140 - 180 max 0,05 - 0,12
35-45 HRC TC11/TN16 SKY 77 100 - 140 max 0,04 - 0,10
45-56 HRC TC11/TN16 SKY 77 60 - 100 max 0,04 - 0,08
GG TC11/TN16 NERO 180 - 320 max 0,08 - 0,15
GGG TC11/TN16 NERO 130 - 240 max 0,06 - 0,12
stainless steel TC11/TN16 Delphinox 80 - 150 max 0,04 - 0,08
titanium TC11/TN16 Delphinox 30 - 60 max 0,04 - 0,06
Side milling cutterTN18/TB18
cutter descriptionpage 34-37
material insert coating carbide Vc (m/min) ap (mm) fz (mm)common steel EN08/EN09/EN12 SKY 45 / 77 200 - 240 max 0,08 - 0,20
alloyed steel 25-35 HRC EN08/EN09/EN12 SKY 45 /77 140 - 180 max 0,06 - 0,20
35-45 HRC EN08/EN09/EN12 SKY 77 100 - 140 max 0,06 - 0,15
45-56 HRC EN08/EN09/EN12 SKY 77 60 - 100 max 0,06 - 0,10
GG EN08/EN09/EN12 NERO 180 - 320 max 0,12 - 0,25
GGG EN08/EN09/EN12 NERO 130 - 240 max 0,10 - 0,20
stainless steel EN08/EN09/EN12 Delphinox 80 - 150 max 0,06 - 0,08
titanium EN08/EN09/EN12 Delphinox 30 - 60 max 0,06 - 0,08
Side milling cutterEN18/EB18
cutter descriptionpage 38-39
Order information Multiring EM90/FM90
To order a complete Multiring, depending on your requirements, you need at least thefollowing components:
– shank– center screw– 1 intermediate ring– 1 base ring or double cutting ring
You can reach a variable length by adding:
– intermediate rings– and / or extension pieces
Determine the overall length of the center screw based on theindividual components you have selected as in the followingexample for Multiring D = 50 mm:
1 extension piece (VS) 25 mm4 intermediate rings (ZR)1 base ring (BR)
1 VS x 25 mm = total 25 mm+ 4 ZR x 14,2 mm = total 56,8 mm+ 1 BR x 15,5 mm = total 15,5 mm
total H = 97,3 mm
+
X-dimension = 20 mm
length center screw = 117,3 mm
corrected length of center screw (always round off in the classical way) = 120 mm
The first two digits are „12“ (120 mm). The correct article-no.in our example would be 08Z.1212.6912 (see table).
Assignment – D to center screw / X dimension to determine total length / torque
articlescrew
D center screw MS torque Nm number of cutting rings X-dimension wrench
32 08Z.08_ _.6912 50 up to 12 rings total H bis 120 mm 12 mm G 6
40 08Z.12_ _.6912 90 up to 12 rings total H bis 120 mm 18 mm G 10
45 08Z.12_ _.6912 90 up to 12 rings total H bis 160 mm 20 mm G 10
50 08Z.12_ _.6912 90 up to 12 rings total H bis 180 mm 20 mm G 10
63 08Z.14_ _.6912 100 up to 11 rings total H bis 176 mm 21 mm G 12
more than 12 rings total H bis 192 mm 25 mm
80 08Z.16_ _.6912 140 up to 12 rings total H bis 264 mm 22 mm G 14
Exception dimension deviation: for M16 calculated length: up to 110 mm round down to 100 mm, from 111 mm round up to 120 mm.
100 08Z.20_ _.6912 160 up to 9 rings total H bis 198 mm 27 mm G 17
more than 10 rings total H bis 220 mm 35 mm
Catalogue 2006/1 Catalogue 2006/1Technical information Technical information
5554
Installing the Enduroindexable insert (ENHQ/FNHQ)
Assembly of the intermediate, base, ordouble cutting rings
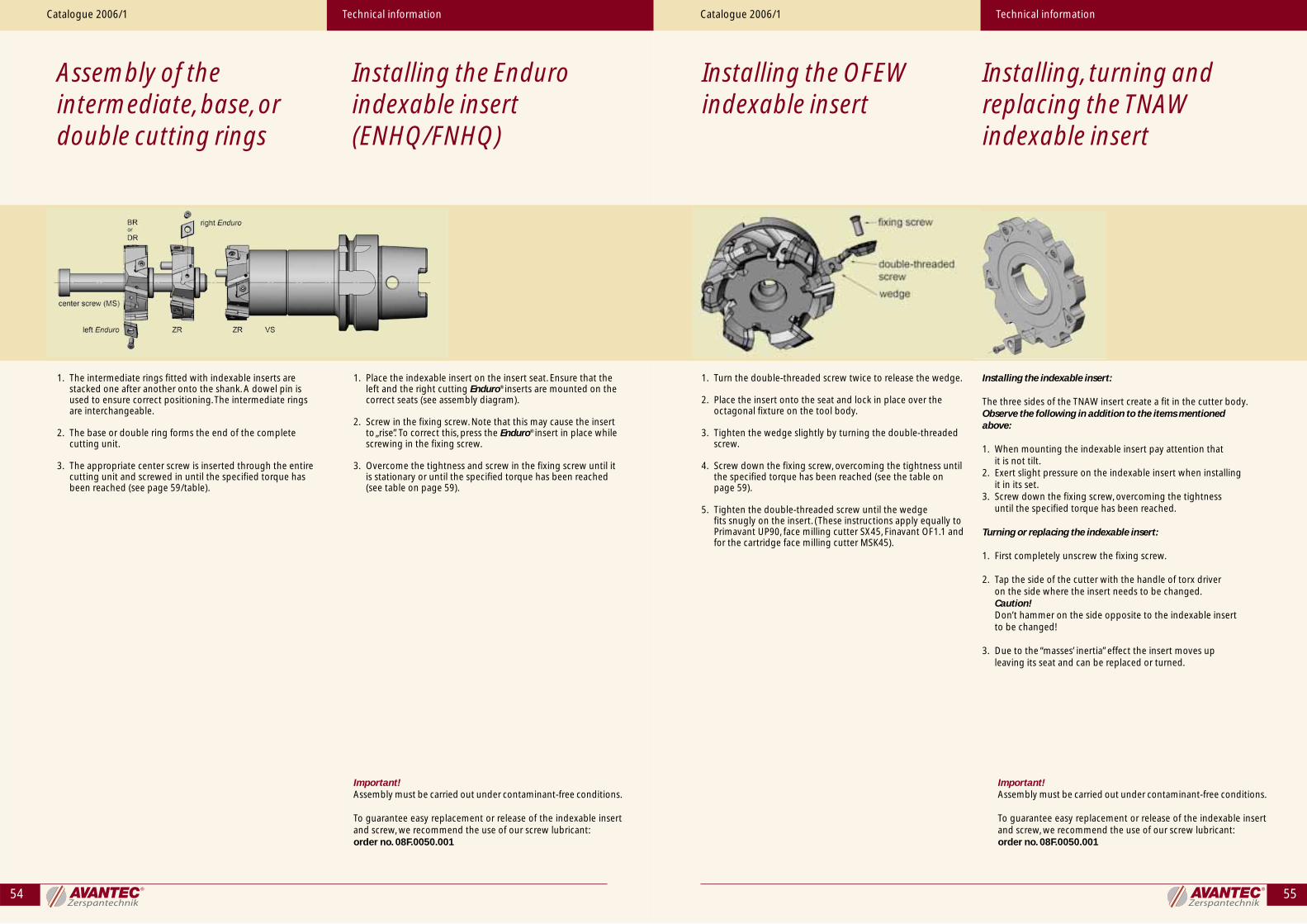
1. Place the indexable insert on the insert seat. Ensure that theleft and the right cutting Enduro® inserts are mounted on thecorrect seats (see assembly diagram).
2. Screw in the fixing screw. Note that this may cause the insert to „rise”. To correct this, press the Enduro® insert in place whilescrewing in the fixing screw.
3. Overcome the tightness and screw in the fixing screw until it is stationary or until the specified torque has been reached (see table on page 59).
1. The intermediate rings fitted with indexable inserts are stacked one after another onto the shank. A dowel pin isused to ensure correct positioning. The intermediate rings are interchangeable.
2. The base or double ring forms the end of the complete cutting unit.
3. The appropriate center screw is inserted through the entire cutting unit and screwed in until the specified torque has been reached (see page 59/table).
Important!Assembly must be carried out under contaminant-free conditions.
To guarantee easy replacement or release of the indexable insertand screw, we recommend the use of our screw lubricant:order no. 08F.0050.001
Important!Assembly must be carried out under contaminant-free conditions.
To guarantee easy replacement or release of the indexable insertand screw, we recommend the use of our screw lubricant:order no. 08F.0050.001
Installing the OFEW indexable insert
1. Turn the double-threaded screw twice to release the wedge.
2. Place the insert onto the seat and lock in place over the octagonal fixture on the tool body.
3. Tighten the wedge slightly by turning the double-threaded screw.
4. Screw down the fixing screw, overcoming the tightness until the specified torque has been reached (see the table on page 59).
5. Tighten the double-threaded screw until the wedgefits snugly on the insert. (These instructions apply equally to Primavant UP90, face milling cutter SX45, Finavant OF1.1 andfor the cartridge face milling cutter MSK45).
Installing, turning and replacing the TNAW indexable insert
Installing the indexable insert:
The three sides of the TNAW insert create a fit in the cutter body.Observe the following in addition to the items mentionedabove:
1. When mounting the indexable insert pay attention that it is not tilt.
2. Exert slight pressure on the indexable insert when installingit in its set.
3. Screw down the fixing screw, overcoming the tightness until the specified torque has been reached.
Turning or replacing the indexable insert:
1. First completely unscrew the fixing screw.
2. Tap the side of the cutter with the handle of torx driver on the side where the insert needs to be changed.Caution!Don’t hammer on the side opposite to the indexable insert to be changed!
3. Due to the “masses’ inertia” effect the insert moves up leaving its seat and can be replaced or turned.

Catalogue 2006/1 Technical information
57
8 cutting edge form
E F T S
9 cutting direction
10 / 11 / 12 AVANTEC designationThe ISO code is made up of 9 symbols, with symbols 8 and/or 9 used only if required. The manufacturer may add additional symbols,separated from ISO code by a hyphen (for the form of lead cutting phase for example).
10 AVANTEC geometries
-25 combined geometry for stable and unstable tool and work piece operations-28 unstable tool and work piece operations. Only in combination with additional identification S for Ofensiva® insert geometry -35 W for Enduro®
-30 highly positive geometry with minimal protective chamfer-33 highly positive geometry with sharp cutting edge
11 additional special-purpose geometries
S finishing (only for -28/-30 Ofensiva® insert; -33 ENFQ)V low-vibration (only for -25 Enduro®)W combination of S and V geometries (additional cutting edge design only for -28 Enduro® insert)
12 AVANTEC grades
SUN 22 K10 SKY 42 P25 ALTINICE 77 M30 TICN SKY 45 P35 ALTINFLY 22 K20 AL2O3 SKY77 M30 ALTINFLY 77 M30 AL2O3 Delphinox
Nero
7 corner radius
6 insert thickness
s
s
s
s
02 s = 2,38 05 s = 5,56T2 s = 2,78 06 s = 6,3503 s = 3,18 07 s = 7,94T3 s = 3,97 09 s = 8,0004 s = 4,76 09 s = 9,52
04 r = 0,408 r = 0,810 r = 1,025 r = 2,5
r
lead angle on the face cutting edge
F = 25°Z = other lead angles
setting angle χ
A = 45°E = 75°P = 90°
00 for diameters with specified inch dimensions converted to mm
M0 for diamenters in metric dimensions
L NR
Catalogue 2006/1 Technical information
56
Indexable insertsExcerpt from ISO 1832 – AVANTEC designation
2 lead angle
C D E F N
S F H W 19 06 AF T N -28 SKY771 2 3 4 5 6 7 8 9 10 11 12
E N H Q 09 04 08 T L -28 W SKY77
7° 15° 20° 25° 0°
1 insert shape
M F/E L R S T O
5 length of cutting edge
4 machining and mounting characteristics
Q W T X drawing or detailed description required
3 tolerances
allowable deviation in mm for
d m s
A ± 0,025 ± 0,005 ± 0,025
E ± 0,025 ± 0,025 ± 0,025
G ± 0,025 ± 0,025 ± 0,05-0,13
H ± 0,013 ± 0,013 ± 0,025
K ± 0,05-0,15 ± 0,013 ± 0,025
F ± 0,013 ± 0,005 ± 0,025
β
β=40-60°
β
β=40-60°
β
β=40-60°
l
Ll
Ol
S Tl
Rl
mTd
d
m
s
Catalogue 2006/1 Technical information
58
AVANTEC recommendations
Problem during cutting AVANTEC recommendations:
– flank wear: – apply more wear resistant grade– decrease the cutting speed– increase the feed
– small crack by the cutting edge: – do not apply cutting fluids– apply tougher grade
– fatique crack by the cutting edge: – apply tougher grade– change the feed– apply different geometry– change the entering and leaving
of the tool
– built-up edge (BUE): – increase the cutting speed– apply more positive geometry
– brittle cracks by the cutting edge: – increase the cutting speed– apply tougher grade– apply different geometry– change the feed while entering into the cut– change the entering and leaving of the tool
– plastic deformation: – decrease the speed cutting– decrease the feed– apply more wear resistant grade
– vibration: – select special-purpose geometry – W– increase the Fz (feed/insert)– change the cutting speed
– poor surface quality: – select special-purpose geometry – W/S– increase the cutting speed– reduce the Fz (feed/insert)
Catalogue 2006/1 Technical information
59
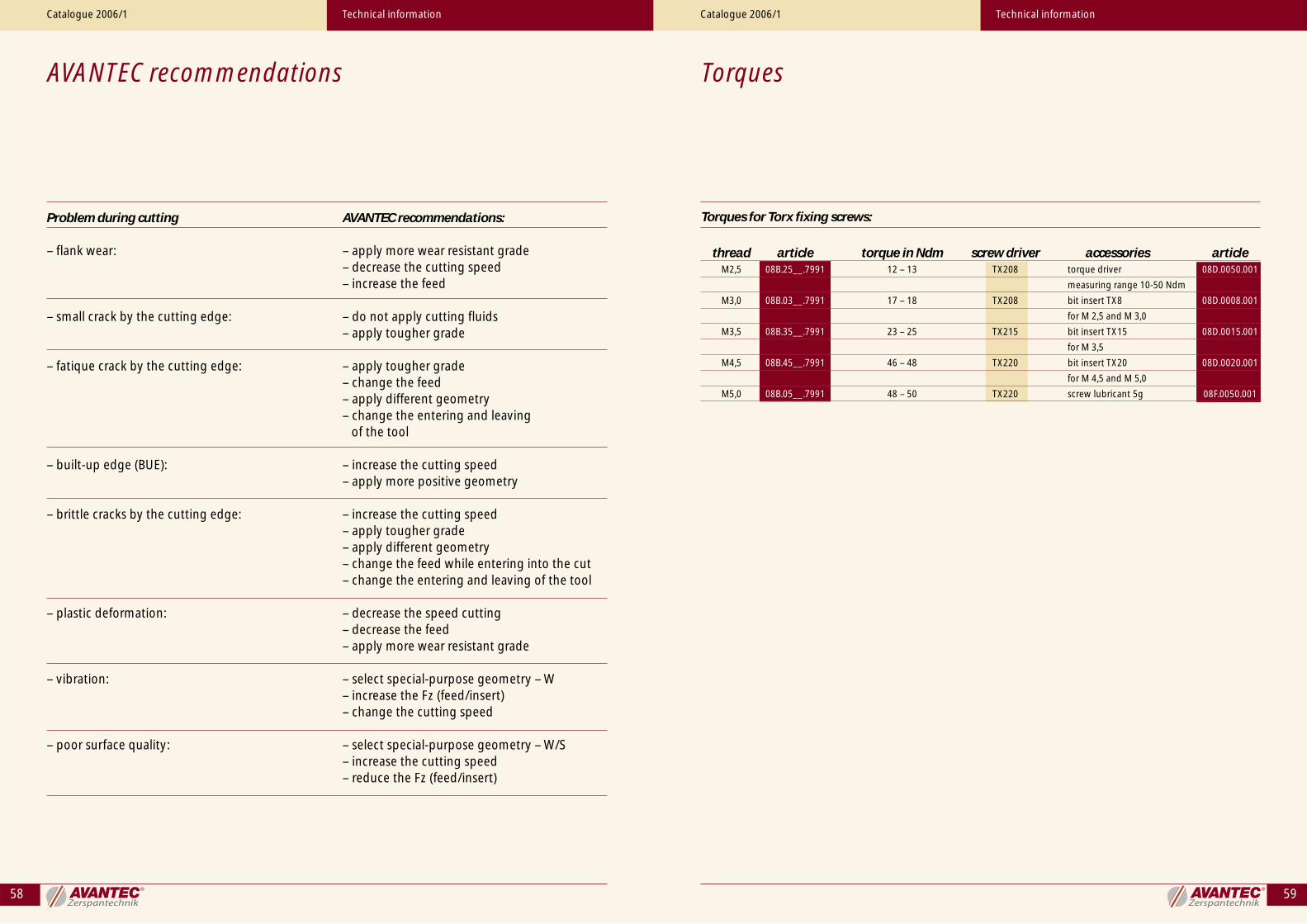
Torques
thread article torque in Ndm screw driver accessories articleM2,5 08B.25__.7991 12 – 13 TX208 torque driver 08D.0050.001
measuring range 10-50 Ndm
M3,0 08B.03__.7991 17 – 18 TX208 bit insert TX8 08D.0008.001
for M 2,5 and M 3,0
M3,5 08B.35__.7991 23 – 25 TX215 bit insert TX15 08D.0015.001
for M 3,5
M4,5 08B.45__.7991 46 – 48 TX220 bit insert TX20 08D.0020.001
for M 4,5 and M 5,0
M5,0 08B.05__.7991 48 – 50 TX220 screw lubricant 5g 08F.0050.001
Torques for Torx fixing screws:
Ask for our additional catalogues:
• AVANTEC News
• AVANTEC Price List
Our deliveries and terms of payment are subject exclusively to the General Conditions of AVANTEC Zerspantechnik GmbH.
For further information please consult our web sitewww.avantec.de
Technical changes subject to future amendments. No responsibilities for errors or printing errors are accepted.





























