Embed Size (px)
Citation preview

Card-Based versus Workload-Based Production Order Release Mechanisms: Performance Assessment via Simulation
The Romanian Review Precision Mechanics, Optics & Mechatronics, 2014, No. 45 13
CARD-BASED VERSUS WORKLOAD-BASED PRODUCTION ORDER RELEASE MECHANISMS: PERFORMANCE ASSESSMENT VIA SIMULATION
João Mortágua
Dept. of Production and Systems, University of Minho Braga, Campus de Gualtar 4710-057, Portugal
[email protected] Nuno O. Fernandes
Polytechnic Institute of Castelo Branco, School of Technology Av. do Empresário 6000-767, Castelo Branco, Portugal
[email protected] Sílvio Carmo-Silva
Dept. of Production and Systems, University of Minho Braga, Campus de Gualtar 4710-057, Portugal
Abstract - Card-based production control mechanisms, frequently also referred as kanban systems, are widely used by manufacturing companies operating under make-to-stock and repetitive production. They are simple and effective production planning (PPC) control approaches in such environments. In make-to-order production environments with high product variety, low volumes and highly variable demand workload-based production control mechanisms have proven to be effective PPC approaches. This paper analyses and compares the performance of both card-based and workload-based in the context of a make-to-order flow shop production system configuration. We found that unless practical advantages can be envisaged by the use of car-based mechanisms, workload-based mechanisms should be used. Further, simulation results indicate that workload balancing may outperforms workload bounding in flow shop configurations. Keywords: Workload-based mechanisms, card-based mechanisms, simulation.
1. Introduction The process of releasing jobs into the shop floor
is critical for meeting company strategic objectives and is a core part of every production planning and control (PPC) system. Job release aims at firmly controlling shop throughput times of jobs, by means of input control decisions, towards meeting the promised delivery dates and takes full advantage of manufacturing resources. The main performance objectives aimed at job release are to make good use of resources and, most important, at the same time to quote and achieve competitive and realistic delivery dates. These are important advantages to compete in the todays’ global marketplace.
Card-based production control mechanisms, such as the Toyota Kanban System (TKS) [1], are simple and effective approaches for controlling the release of jobs to the shop floor [2]. Many card-based mechanisms were developed for the low-variety make-to-stock (MTS) production environments, requiring therefore a certain amount of inventory of items in all controlled production stages and at finished goods inventory. In
high-mix high variety production environments, this would require a large, most probably unacceptable, amount of inventory in several stages of production, including the inventory of finished items. In such environments, adaptations of MTS or different card-based control mechanisms are necessary. Given this, researchers have developed several alternative card-based mechanisms for high-variability production that can be applied to MTO production. Examples are the Generic Kanban System (GKS) [3], the CONWIP [4], the POLCA [5] and the Generic POLCA [6] card-based control mechanisms. These share, total or partially, important aspects, such as being associated to specific production stages or to certain manufacturing routings. Moreover an underlined characteristic of all is their generic product representation, i.e., contrarily to what happens e.g. with the TKS, the cards are not specific of any particular part or end item but can be allocated to any that either share the same production stage or manufacturing routing. However, research works such as [7], [8] and [9] show that some of these mechanisms do not perform well in highly variable demand manufacturing environments. Recently Mortágua et al.

Card-based versus Workload-based Production Order Release Mechanisms: Performance Assessment via Simulation
The Romanian Review Precision Mechanics, Optics & Mechatronics, 2014, No. 45 14
[10] compared GKS, CONWIP and Generic POLCA and concluded that GKS has the potential to be applied in the high-variability MTO production.
This paper extends the work of [10] by comparing GKS with two workload–based release mechanisms in the MTO production. The GKS mechanism was chosen due to its better performance in relation to CONWIP and GPOLCA with which it was compared. Once many of today’s production systems are configured and can be better modeled as flow shops [11], we conduct a simulation study that explicitly considers the impact of these mechanisms on the performance a six-stage flow shop.
The remaining of the paper is organised as follows. Section 2 describes the simulation study carried out, including the simulation model, the experimental set-up and the performance measures considered. Section 3 presents and discusses the results of the study, and finally, section 4, presents the main conclusions of this research work.
2. Simulation Study
A simulation of a hypothetical six-stage make-to-
order (MTO) pure flow shop with a single machine per stage was developed. The simulation model was developed using Arena® software.
Job arrivals to the production system are assumed to have exponential distributed inter-arrival times such that machines utilizations of 90% are obtained. Each job is assumed to be a single and unique order. Due dates are set by adding to the job arrival time a uniform distributed time allowance. It is also assumed that all arriving jobs are accepted, materials are available and all necessary information is known. Processing times are generated using a truncated 2-Erlang distribution with a mean of one time unit and a maximum of four time units. The following common assumptions are also considered in the study:
• The capacity of each machine remains constant over time and machines are continuously available.
• Set-up times are considered to be sequence-independent and included in the operation processing times.
• Distances and transportation times between production stages are negligible.
Arriving jobs flow into a pre-shop pool and wait release according to the release mechanism applied. Jobs are selected from this pool to be released to the shop floor accordingly to its urgency. Once released, jobs are sequenced at machine queues according to the earliest planned operation starting time (PST). PST gives priority to the jobs that become most urgent at each machine and thus is focused on reducing the variance of lateness across jobs. The PST of job j at a machine v is determined by equation (1):
(1)
where Tw is the planned throughput time at machine w, Sjv is the set of machines in the remaining routing of j, including machine v, and dj is the due date of job j. The planned release time of a job is equal to the planned starting time of its first operation.
The experimental factors considered in the study and the levels at which these were evaluated are summarised in Table 1. The job release mechanism and card size were tested at three levels and the workload norm levels/card counts was tested at eight levels. Since card size is tested only when the release mechanism is at its first level, i.e. GKS, this led to a total of 40 combinations of experimental settings.
Release mechanisms carry out an important function of production control: they determine the time to release jobs and the jobs to be released into the shop floor. The following mechanisms were considered in the study: GKS, workload bounding and workload balancing. The former is a card-based mechanism and the latter two are workload-based mechanisms.
Table 1. Experimental factors and levels
Experimental factor Levels
Release mechanism
GKS Workload bounding
Workload balancing
Card size (% of load range)
0-100% 0-33% 0-20%
Norm levels/ card counts
Stepwise down from infinity
GKS operates by providing a fixed number of
production authorisation cards at each production stage. Cards are not part number specific and can be acquired by any job waiting release in the pre-shop pool. Cards are related to production stages and are attached to a job at release and detached from it after its completion in each production stage. Detached cards are sent back to the pre-shop pool where they can be attached to new jobs entering the system. A job can only be released if the required cards from each production stage in the job’s routing are available to be attached to it. Depending on card size, more than one card may be required to represent the workload of one operation at a production stage.
Workload bounding and workload balancing are two approaches to control the workload released to the shop floor [12]. Under workload bounding a job is released into the shop floor only if workload in all production stages of the job’s routing does not exceed an upper limit or workload norm. Under workload balancing a job is released into the shop floor if it contributes for a better workload balance among production stages, provided that workload norms are not exceeded in more than 50% (in our study). The balancing index (BI) is measured as:
∑∑ −=j i
ijij WNBI (2)

Card-based versus Workload-based Production Order Release Mechanisms: Performance Assessment via Simulation
The Romanian Review Precision Mechanics, Optics & Mechatronics, 2014, No. 45 15
where Wij represents the accounted workload on production stage i resulting from releasing job j into the shop floor, and Ni is the reference workload level set for i, i.e. the workload norm for i. The best balancing situation is obtained by minimizing BI.
Workload bounding imposes rigid workload norms or limits that may hinder the release of jobs to an under-loaded production stage, thereby contributing to its starvation. This is described by [13] as premature idleness of machines or production stages. On the other hand, workload balancing has flexible workload norms, allowing the norms relaxing and thus a moderate over-loaded situation in some production stages, in relation to the norm, if this contributes to a better workload balance.
Card size means that a single card may represent the whole job workload or only part of it. In this case more than a single card are necessary and must be available to be attached to each job when it is released into the system. Three card sizes representing load ranges of 0-100% of 4 time units (the highest processing time), 0-33% and 0-20% have been tested. Load ranges of 0-100% means that whatever the processing time of a job, it takes only one card per processing stage for releasing a job to the shop floor. If the load range is 0-33% or 0-20% this means that a job needs at most three or five cards per processing stage, respectively.
Norm levels are limits imposed to the workload allowed in the machines or production stages. Infinity means that no limit is imposed on the workload that can be released to the shop. Card counts are limits on the number of cards that can be used to operate the production system. When infinity is assumed, this means that no restriction on the number jobs that can be released to the shop is imposed.
Workload bounding and workload balancing have been tested at eight levels of norms’ restriction. Similarly, the number of cards per production stage in the GKS was tested at eight levels. We start with a large number of cards per loop, or a large workload norm in the case of workload-based mechanisms, such that the release of jobs to the shop is not constrained. In this case jobs are immediately released to the shop floor as they arrive to the pre-shop pool. Then the number of cards, or the level of the workload norms, is gradually decreased in each production stage in order to restrict the workload on the shop floor.
Workload is accounted based on the corrected aggregated load approach [14], for both workload bounding and workload balancing mechanisms. This means that the load contribution of a job to the workload of a production stage is corrected by dividing the processing time of the job by the ranked position of the stage in the routing of the job. The processing time of each operation in the routing of a job contributes to the workload of the corresponding production stage from the time of release until the time of operation completion. Under this workload accounting approach it is suitable to set identical workload norms per production stage.
Under GKS mechanism workload is accounted based on cards. Since the number of cards is established based on the Little’s Law, it means that downstream production stages in the job’s flow require a larger number of cards, because the throughput time of these cards is higher. In this study the number of cards, Ciν, assigned to each production stage is determined as in [10], as function of the number of cards assigned to the first production stage, Ci1, that is:
υ
υυ
T
TC jSw
w
j
∑∈= (3)
where Tν and Tw are the planned throughput times at production stage v and w, respectively, and Sjv is the set of machines or stages in the remaining routing of job j including machine v.
Simulation experiments consist of 100 independent replications, each having a length of 13000 time units, including a warming-up period of 3000 time units. In each simulation experiment we measure the percentage of tardy jobs (Ptardy) and the standard deviation of the lateness (SDlateness) performance. The former refers to the percentage of jobs that are tardy, i.e., that are completed after the due date. The latter is used as a measure of the capability of the release mechanism to reduce the dispersion of lateness across jobs. We also record the shop throughput Time (STT), i.e. the time that elapses between jobs’ release and jobs’ completion, and the total throughput time (TTT), i.e. STT plus the pool delay of orders. 3. Simulations Results and Discussion
This section discusses the results of the
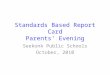
simulation study, described in the previous section, and summarised in Figure 1. We plot the Ptardy, TTT and the SDlateness against the STT for different combinations of the experimental factors. By comparing plotted curves we can determine the difference in performance between the production control mechanisms.
A marker on a curve is the result of simulating the release mechanism at a specific workload norm or card count. Eight workload norm levels/card counts have been simulated, including infinity that means the immediate release of jobs to shop floor, as they arrive to the pre-shop pool, and refers to the rightmost mark on each curve.
Note that GKS, workload bounding and workload balancing restrict the workload at every production stage of the flow shop and thus operate similarly in terms of the aggregation of workload. The main difference is in the way workload is accounted and controlled. GKS uses cards to account and control the workload, while the other two mechanisms directly measure workload and control it by an upper workload bound or by balancing workload across production stages.

Card-based versus Workload-based Production Order Release Mechanisms: Performance Assessment via Simulation
The Romanian Review Precision Mechanics, Optics & Mechatronics, 2014, No. 45 16
In figure 1, GKS 1, GKS 2 and GKS 3 refers to card sizes representing load ranges 0-100%, 0-33% and 0-20%, respectively. Results show that the best performing mechanism for the percentage of tardy jobs is the workload balancing, although the standard deviation of lateness is better for the workload bounding mechanism.
Figure 1. Performance results for release mechanisms.
This may be explained by the fact, allowing more load in the system, beyond norms, as the balancing mechanism does, reduces premature idleness of machines. This has a positive effect on throughput time and tardy jobs performance but a negative one on the variation of lateness of jobs, because workloads will fluctuate more.
It is also clear that the coarser the card representation of jobs load is the worse the system performance. In fact the worse performance happens for the case of one job one card, i.e., the GKS 1, and the best when a job can be represented by up to five cards, i.e., GKS 5. So, card-based production control under make-to-order should not be based on jobs associated to single cards. On the contrary the smaller the quantum of load a card represents the better.Having into account the behaviour of card-size performance curves and those of the workload-based control mechanisms we conclude that the workload-based control mechanisms have a performance edge over the card-based control mechanisms. Therefore, this suggest that, unless practical advantages can be envisage by the use of car-based mechanisms, workload control mechanisms should be used. Moreover between those two considered in this study workload balancing is recommended.
The simplicity of using car-based control may justify its use in practice, in spite of the better performance of the workload-based mechanisms. In fact a handy, easy and visual control without much need for continuous load accounting is possible using card-base mechanism, characteristics not shared by the workload-based mechanisms. These require continuous data acquisition and accounting of workload, possible only by the existence of electronic data systems, to be implemented in practice. For this reason and having simplicity and economic reasons is consideration car-based control mechanisms may be appealing to small and medium sized enterprises when the comparative loss in performance is small.
4. Conclusions
In this paper we compare by simulation the
performance of a card-based mechanism, GKS, with two workload-based mechanisms, namely workload bounding and workload balancing, in the context of a make-to-order (MTO) flow shop. Both, card-based and workload-based restrict the workload at every production stage. Card-based mechanisms restrict workload on the basis of the number of cards allowed in system. Results show that the smaller the card size is, i.e., the smaller the quantum of workload the card represent is, the better. However card-based control mechanism does not perform so well as workload-based control mechanisms. Between the two of these tested, i.e., the workload balancing and the workload bounding, the former performed better. It gives the best average throughput time and tardy jobs although standard deviation of lateness behaved better under the workload bounding mechanism. I spite of this, solely based on

Card-based versus Workload-based Production Order Release Mechanisms: Performance Assessment via Simulation
The Romanian Review Precision Mechanics, Optics & Mechatronics, 2014, No. 45 17
performance, the workload balancing mechanism should be recommended for use in practice of production control under MTO. However, if practical functionalities are taken in consideration, car-based mechanisms with fine workload representation, i.e. with small quantum of workload per card, might be preferable if loss in performance, in relation to workload-based mechanisms, is small. In fact the simplicity of application of card based mechanisms together with an appealing visual control, without need for electronic data acquisition, namely the accounting of workload in every work centre, may in many SMEs justify and make most suitable the use of car-based mechanisms, and in particular the GKS one that have proved to performed quite well. Acknowledgements
This work had the financial support of FCT-
Fundação para a Ciência e Tecnologia of Portugal under the project PEst-OE/EME/UI0252/2011. 5. References [1] Sugimori, Y., Kusunoki, K., Cho, F. and Uchikawa, S. (1977). Toyota production system and kanban system materialization of just-in-time and respect-for-human system. The International Journal of Production Research, 15(6), 553-564. [2] Thürer, M., Land, M. J. and Stevenson, M. (2014). Card-based workload control for job shops: Improving COBACABANA. International Journal of Production Economics, 147, 180-188. [3] Chang, T. M. and Yih, Y. (1994). Generic kanban systems for dynamic environments. The International Journal of Production Research, 32(4), 889-902. [4] Spearman, M. L., Woodruff, D. L. and Hopp, W. J. (1990). CONWIP: a pull alternative to kanban. The International Journal of Production Research, 28(5), 879-894. [5] Suri, R. (1998). Quick response manufacturing: a companywide approach to reducing lead times. Productivity Press.
[6] Fernandes, N. O. and Carmo-Silva, S. (2006). Generic POLCA—A production and materials flow control mechanism for quick response manufacturing. International Journal of Production Economics, 104(1), 74-84. [7] Germs, R. and Riezebos, J. (2010). Workload balancing capability of pull systems in MTO production. International Journal of Production Research, 48(8), 2345-2360. [8] Thürer, M., Stevenson, M., Silva, C., Land, M. J. and Fredendall, L. D. (2012). Workload Control and Order Release: A Lean Solution for Make‐to‐Order Companies. Production and Operations Management, 21(5), 939-953. [9] Harrod, S. and Kanet, J. J. (2013). Applying work flow control in make-to-order job shops. International Journal of Production Economics, 143(2), 620-626. [10] Mortágua, J., Fernandes, N. O. and Carmo-Silva, S. Comparing Card-Based Production Control Mechanisms in MTO Production. 28th European Simulation and Modelling Conference - ESM'2014. October 22-24, 2014. FEUP - University of Porto, Porto, Portugal (submitted). [11] Portioli-Staudacher, A. and Tantardini, M. (2012). A lean-based ORR system for non-repetitive manufacturing. International Journal of Production Research, 50(12), 3257-3273. [12] Bergamaschi, D., Cigolini, R., Perona, M. and Portioli, A. (1997). Order review and release strategies ina job shop environment: A review and a classification. International Journal of Production Research, 35(2), 399-420. [13] Land, M.J. and Gaalman, G. (1998) The performance of workload control concepts in job shops: Improving the release method, International Journal of Production Economics 56-57 (1,) 347-364. [14] Oosterman, B., Land, M. and Gaalman, G. (2000). The influence of shop characteristics on workload control. International Journal of Production Economics, 68(1), 107-119.