Embed Size (px)
Citation preview

15
CAPÍTULO Modelado de la línea de
fabricación 2
2.1 INTRODUCCIÓN
En este segundo capítulo se presenta la línea real a simular con todos los elementos que la componen y el modelado que se consigue en Witness de la misma. Una vez realizado el modelo de la arquitectura de la línea, con todas las máquinas, manutenciones, elevadores, etc. simulando las reglas de entrada, salida y reparto, se estudian los parámetros que influyen para obtener resultados válidos.
El primer punto es delimitar el tiempo de simulación mínimo con el que los datos obtenidos tengan una validez estadística. Para ello habrá que determinar el tiempo de estabilización del sistema, es decir, el tiempo de simulación mínimo con el que se alcanza el régimen estacionario de funcionamiento, ya que en la realidad las líneas paran la producción con un procedimiento específico para no romper la continuidad de la misma. Según esto, el tiempo de estabilización se tomará como T0 (instante de inicio de toma de datos estadísticos) y el tiempo de simulación se contará a partir de este momento.
Una vez controlados estos parámetros habrá que determinar lo necesario para realizar el modelo de la línea como una caja negra y una ley estadística que reproduzca la realidad, aunque en este caso sería más bien el caso ideal del real. Se plantearán dos posibilidades en función del parámetro que se decida utilizar para crear la ley estadística: el tiempo ciclo o el tiempo de Eculement.
Finalmente se estudiará la sensibilidad de la línea frente a diversas averías, con objeto de obtener el cuello de botella e información sobre la recuperación de la línea frente a averías de corta duración.
2.2 DESCRIPCIÓN DE LA LÍNEA DE MONTAJE
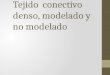
En primer lugar se describirá el proceso al que la pieza es sometida, describiendo cada una de las operaciones y las máquinas que las realizan. En la figura 2.1 se relacionan tanto las operaciones que sufre la pieza como las máquinas que la llevan a cabo, que se conocerán a partir de este momento mediante un nº de matrícula asignado.

16
Torneado de Terminación Torno Multibrocha M2027 Brochado de Desbaste Brochadora Vertical M2094 Rulado Entalladora M2190 Brochado de Terminación Brochadora Vertical M2150 Lavado Lavadora M2198 Fresado Entrada Diente Fresadoras Interior M2141 M2142 M2333 Talladoras Tallado M2957 M2958 Fresado Entrada Diente Fresadoras Exterior M2064 M2120 Afeitadoras Afeitado M2117 M2282 Lavado Lavadora a dos vías M2159
Figura 2.1 Sinóptico de la línea de producción
Las 15 máquinas que componen la línea de producción están unidas por tramos de manutención, unos de caída libre y otros motorizados, con una serie de pulmones, elevadores, etc. A continuación se define cada uno de estos elementos:
• Manutención de caída libre: Son tramos de manutención en los que la pieza se mueve por su propio peso; generalmente tienen pendiente y están compuestas por una serie de rodillos que giran con el peso de la pieza y la van guiando por un camino marcado. En algunos tramos sin embargo, la pieza va girando y rodando por unos flejes que son los que le marcan el camino. Todos estos tramos los consideraremos del mismo tipo.
OP. 110
OP. 120
OP. 140
OP. 150
OP. 160
OP. 170
OP. 180
OP. 190
OP. 200
OP. 210

17
• Manutenciones motorizadas: Son unas cintas transportadoras que van trasladando la pieza de un lugar a otro. Generalmente constan de un transportador que suele ser una cadena de eslabones movida por un grupo motor-reductor.
• Ascensores: Son unos elevadores que transportan la pieza a un nivel superior/inferior y generalmente se componen de un cajetín donde entra un número concreto de piezas, y con un grupo motor-reductor que mueve una correa, de forma que simula el funcionamiento de un ascensor.
• Elevadores: Actúan como ascensores que no funcionan a motor. Básicamente es un tramo de manutención en vertical que recibe las piezas por abajo y el mismo empuje de la pieza que llega, hace que se levante la columna, de manera que cuando la pieza superior de la columna llega al final de este tramo es empujada fuera y cae en el siguiente tramo de manutención.
• Torres de acumulación: Son pulmones que tiene la línea para mejorar su tiempo ciclo, es decir, es una acumulación de piezas que se distribuye en distintos puntos de la línea. Suelen ser espirales en los que la pieza cae por su propio peso, en camino de rodillos o rodando guiada por flejes.
• By-pass: Son elementos que controlan la distribución de piezas hacia unas máquinas y otras.
• Dosificadores: Son elementos que controlan el paso de las piezas, necesitando una señal del siguiente elemento al que va la pieza para que éste la deje pasar, es decir, dosifica el paso de piezas, ya sea mediante un temporizador, una señal de saturación, etc.
• Detectores paso a paso: Sirven para detectar el paso de una pieza, emitiendo una señal de que la pieza ha pasado allí donde sea necesaria.
• Detectores de saturación: Sirven para detectar que una acumulación de piezas ha llegado al máximo permitido; esta vez emite una señal cuando está detectando, lo que significa que la pieza no se mueve porque está al final de una cola de piezas que están en espera.
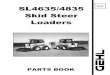
Con todos estos elementos el esquema de la línea que nos ocupa se muestra en la figura 2.2.

18
M2027
M2094
M2190
M2150
M2198
M2333
M2142
M2141
M2958 M2957 M2120 M2064
M2282
M2117
M2159
A1
A3
A4
A6C, A6B, A6A
A9
E2 STE2
E7C
E7B
E7A
BP6
BP7
BP9
BRAZO
ALIMENTACIÓN MANUAL (MO)
DESCARGA MANUAL (SHIP)
C0
C1
C2
C2A
C3
C3A C4
C4A
C5
C6
C6C, C6B, C6A
C7C
C7B
C7A
C7C1
C7B1
C7A1
C7D
C7E
C8A C8B
C8A1 C8
C8C
C8D
C9A1
C9B1
C9D
C9C
C10A
C10B
C11A
C11B
C7D1
C7E1
C8D1
C9A
C9B
Figura 2.2 Esquema de la arquitectura de la línea

19
La línea de producción comienza con una carga manual que el operario tiene que rellenar con cierta frecuencia no establecida. La carga consiste en un pulmón de piezas a modo de serpentín, que comienza a la altura de la cintura del operario por donde éste va introduciendo las piezas. Este pulmón o torre de acumulación termina en un rail con inclinación por donde las piezas van rodando hasta llegar a un dosificador que controla el paso de piezas, siempre de una en una, a un ascensor que las lleva a un nivel superior, de aproximadamente 1,5 m de altura. Este elevador desemboca en otro rail inclinado que sirve de alimentación a la primera máquina, un torno multibrocha que realiza 12 operaciones a la vez, es decir, que tiene en régimen normal 12 piezas en su interior, cada una de ellas mecanizándose en una operación distinta. La pieza ya mecanizada completamente, sale de la máquina de tornear a un nuevo raíl inclinado por donde rueda hasta llegar a un elevador pieza a pieza, de manera que entra en la parte inferior, levantando una columna de piezas que tiene encima, y consiguiendo que la pieza que está en la parte más alta de dicha columna salga del elevador; este elevador, pieza a pieza, las sube a un nivel de aproximadamente 2,5 metros de altura. Una vez fuera del elevador la pieza rueda por un rail inclinado hasta desembocar en un nuevo pulmón o torre de acumulación que desciende de nuevo las piezas hasta una cota de casi 1 m, llegando a un by-pass que bifurca el camino en dos, que son las dos entradas a la siguiente máquina, una brochadora vertical que brocha dos piezas a la vez. Justo a la salida del torno existe un by-pass que con una frecuencia determinada envía piezas a un carril ciego, sin salida, hasta un total de 4 piezas que sirven para los controles frecuenciales que el operario tiene que realizar por cuestiones de calidad. Estas piezas, si los ensayos no son destructivos, se introducirán de nuevo en la línea, en algún punto antes de llegar a la siguiente operación; es por eso que el modelo no contempla esta bifurcación.
La salida de la brochadora son dos carriles inclinados que dejan caer las piezas en un transportador motorizado conduciéndolas a la siguiente operación. El tramo motorizado termina en un dosificador paso a paso que controla la entrada de la pieza en un pequeño ascensor de unos 50 cm de recorrido aproximadamente y que deposita la pieza en un nuevo transportador, quedando ahora a 1,5 m de cota. En este transportador se frenan las piezas en un volteador, que las gira 180º, y las vuelve a dejar en el mismo transportador, de donde son recogidas por un brazo giratorio que las encaja en una posición fijada de un tambor que sirve de alimentación a la siguiente máquina, una entalladora. Mientras esto ocurre el otro extremo del brazo giratorio ha cogido una pieza ya mecanizada del mismo tambor y la ha depositado de nuevo en el mismo transportador de donde las cogió pero un poco más adelantadas. En este tambor hay 24 puestos, la mitad de las piezas están esperando para ser mecanizadas, una única pieza está dentro de la máquina, y la otra mitad están ya mecanizadas, esperando llegar al punto de descarga y que el brazo giratorio las coja para depositarlas en el transportador. La pieza que se mecanizó y se dejó en el transportador sigue su curso camino de la siguiente operación.
El transportador termina en un punto a donde las piezas no llegan, ya que antes son paradas y empujadas con unos cilindros (empujadores) para ser introducidas en dos pequeños elevadores, que suben a la vez, y descargan a sendos raíles inclinados que sirven como alimentación para la otra brochadora vertical, que también mecaniza dos piezas a la vez. De esta última máquina las piezas salen de nuevo a dos caminos independientes rodando por su propio peso y cayendo otra vez a una misma cinta motorizada en dos puntos distintos, que guía las piezas a la siguiente operación.
La siguiente operación no es de mecanizado, simplemente las piezas pasan por una lavadora, que consiste básicamente en una cinta transportadora por donde las piezas van pasando mientras se lavan con chorros de agua con detergente, y posteriormente se les seca con chorros de aire. Una vez secas y limpias las piezas pasan de esta cinta transportadora, por gravedad, a un raíl de poca capacidad, donde hay un dosificador que controla el paso de piezas. Estas piezas deberán pasar por un by-pass que regula la entrada a un elevador con tres cangilones independientes, es decir, que pueden subir independientemente, de manera, que se reparte en este punto a tres máquinas en paralelo, que realizan la misma operación, en función de las necesidades de éstas. El ascensor funciona de la siguiente forma: Si las tres máquinas necesitan o admiten pieza, entonces el by-pass reparte una a cada uno de los cangilones de manera que cuando los tres están llenos suben a la vez como si de uno sólo se tratara, descargan al siguiente tramo y

20
luego bajan a la vez de nuevo; si por el contrario sólo dos de ellas piden pieza, entonces el by-pass reparte una pieza a cada cangilón correspondiente con las líneas que alimentan las máquinas que están esperando pieza, y estos dos suben mientras que el tercero se queda esperando pieza. De la misma forma cuando es sólo una máquina la que necesita pieza, entonces uno sube y los otros dos se quedan abajo. Una vez la pieza es empujada de su cangilón cae en un raíl inclinado a un gran altura, unos 3,5 m, y muy largo que sirve de transporte hasta una torre de acumulación, pulmón de la siguiente máquina, una fresadora.
Hay tres máquinas fresadoras trabajando en paralelo que trabajan de la misma forma. Cada una de ellas es alimentada desde el pulmón correspondiente mediante un dosificador paso a paso, y de cada una de ellas salen las piezas a un tramo pequeño, por gravedad, y entran en un elevador pieza a pieza como el visto en un punto anterior de la línea. Existe un elevador de este tipo a la salida de cada una de las fresadoras pero que descargan a un carril inclinado a distintas alturas, por ello no pueden tener la misma capacidad. Una vez están los tres carriles como si de uno sólo se tratara, continúan la travesía rodando la pieza un tramo bastante largo, hasta llegar a una nueva torre de acumulación con 3 carriles. Al final de dicha torre hay un nuevo by-pass; este by-pass reparte las piezas a dos cintas transportadoras que sirven de alimentación cada una de ellas a una máquina talladora, máquinas que realizan la misma operación trabajando en paralelo, pero que de nuevo están físicamente implantadas en serie. El by-pass reparte las piezas en función a las siguientes reglas de reparto: Si ambas máquinas necesitan piezas, coge una pieza del carril adonde llegó primero y la suelta en la cinta correspondiente a la máquina que pidió pieza primero; a continuación coge otra pieza del carril adonde llegó la siguiente pieza y la suelta en la cinta correspondiente a la otra máquina. Si por el contrario sólo es una máquina la que pide pieza, entonces sólo realiza la primera parte.
Las piezas no llegan al final de los transportadores en los que nos encontramos, ya que tienen un tope a la altura de la entrada de la máquina, un fleje inclinado que desvía su trayectoria a un tramo de rodillos inclinado, por donde la pieza resbala hasta entrar en la máquina. Una vez salen de la máquina, vuelven a caer mediante un tramo como el de entrada a una nueva cinta transportadora, pero esta vez ambas máquinas desembocan en el mismo transportador, aunque en distintos puntos, sin embargo corren el riesgo de colisionar dos piezas, de forma que en el tramo de descenso de la segunda máquina hay un paso a paso, y justo antes del cruce en el transportador un detector, de forma que si aquí se detecta una pieza, el paso a paso retiene la pieza por un tiempo estipulado, tiempo suficiente para que la otra pieza pase el cruce y no haya peligro de colisión, luego la suelta también al transportador; si por el contrario en el momento en que la pieza llega al paso a paso no se detecta ninguna por el transportador entonces la deja pasar instantáneamente. Por tanto las piezas van en fila india arrastradas por el tramo a motor, hasta llegar a la siguiente operación, que vuelven a ser dos máquinas en paralelo, dos fresadoras, que también están implantadas en serie. El reparto de piezas es bastante simple, si al llegar la pieza a la entrada de la primera fresadora y ser detectada ésta necesita pieza, entonces un empujador sale y la envía a un nuevo tramo inclinado de rodillos, que sirve de entrada a dicha máquina; si por el contrario esta máquina está saturada entonces la pieza sigue circulando por la cinta hasta llegar a la entrada de la otra máquina, que la recibe si tampoco está saturada, y cuya entrada es análoga a la de la primera máquina.
La salida de las fresadoras es análoga a la de las entalladoras, pero en este caso cada máquina desemboca en un transportador independiente. Estos transportadores acaban en sendos detectores que regulan el paso de pieza en función de un by-pass que a su vez controla el reparto de piezas a un ascensor de dos cangilones independientes. A partir de este punto las líneas son completamente independientes y no vuelven a unirse en ningún otro punto, yendo siempre en paralelo hasta la descarga. El funcionamiento tanto del by-pass como el de los cangilones independientes del ascensor son completamente análogos a los expuestos en un punto anterior de la línea, es decir, el elevador sube con una o dos piezas en función de la necesidad de las siguientes máquinas, entrando la pieza en el cangilón que la llevará a la línea donde se encuentra la máquina que la requiere. Esta pieza se habrá tomado en función del tiempo de llegada, es decir, la primera que haya llegada será la que primero tomará el by-pass (Prioridad FIFO – first in first on).
El ascensor eleva las piezas de nuevo a unos 3 m y de él se empujan hacia dos tramos paralelos inclinados por donde ruedan hasta llegar cada una de ellas a una torre en forma de serpentín pero que esta

21
vez no sirve de acumulación sino de simple paso. De estas torres salen pasando por unos dosificadores que controlan la alimentación de las siguientes máquinas, que se encuentran también en paralelo, pero implantadas en serie respecto a la manutención. Estas máquinas son dos afeitadoras que tras mecanizar las piezas las depositan en dos tramos por donde ruedan por gravedad hasta desembocar en una nuevas cintas transportadoras que llegado un punto viajan en paralelo hasta el final de la línea. Estas cintas llevan las piezas hasta la última operación realizada por una lavadora, una única máquina, pero con dos vías en paralelo e independientes, que son de nuevo dos transportadores a donde las piezas caen por gravedad y de donde salen por gravedad. Una vez fuera de la lavadora las piezas caen a unos nuevos transportadores que llevan las piezas hasta el punto de descarga manual de donde el operario las recoge para almacenarlas en unas canastas donde son estocadas para su transporte a otro punto de la factoría fuera de la línea de producción.
2.3 MODELO DE LA ESTRUCTURA REAL DE LA LÍNEA DE MONTAJE
2.3.1 Construcción del modelo 2.3.1.1 Decisiones tomadas para simplificar la línea
Dado que cualquier software de simulación es limitado, para construir el modelo de la arquitectura de la línea que servirá como base para todas las simulaciones ha sido necesario llevar a cabo algunas simplificaciones o modelizaciones de eventos que no repercutirán significativamente en los resultados finales. A continuación se enumeran las simplificaciones llevadas a cabo:
1º) Todos los tramos de manutención, ya sean por caída libre o motorizados, se pondrán como “de acumulación”, ya que en la mayoría de los casos es así, y en los que no lo son, este tipo de conveyor ofrece la oportunidad de limitar el nº de piezas en la cinta aunque su capacidad sea mayor.
2º) Para el caso de tramos de caída libre, en los que el movimiento es debido a la gravedad, se ha supuesto por simplicidad que todos tienen la misma pendiente y por tanto también la misma velocidad, ya que por un lado es bastante cercano a la realidad y por el otro no se cuenta con el dato de pendiente de dichos tramos; con esta suposición el error cometido es asumible por el modelo.
3º) En el caso de tramos motorizados, la velocidad de las piezas la determina la velocidad de la cadena, con lo cual sólo hay que medir para determinar dicha velocidad o, en el caso que sea posible, tomar los datos de las fichas técnicas de la maquinaria. En los casos con los que no se cuenta con el dato de velocidad de ficha técnica, se ha obtenido midiendo varias veces el tiempo que tarda una pieza en recorrer 1 metro de longitud, y se ha estimado una velocidad media de cada transportador.
4º) Los ascensores que hay en la línea se han considerado como máquinas, ya sea simple o por lotes según el caso, y el tiempo de ciclo se ha determinado como el que tarda una pieza desde que la detecta el detector de paso a cada ascensor, el tiempo de subida ,salida y el tiempo de bajada del ascensor, de modo que se encuentre en disposición de recoger una nueva pieza; es decir, algo análogo al tiempo entre la entrada de dos piezas consecutivas en un régimen normal en una máquina cualquiera, lo que se conoce como tiempo ciclo de una máquina. De nuevo el dato se ha obtenido como media a partir de varias mediciones empíricas.
5º) Los elevadores pieza a pieza que hay en la línea se han considerado también como máquinas simples todas ellas, más un stock de capacidad igual al nº de piezas que están dentro del acumulador, incrementándolo en uno, de manera que durante un periodo ínfimo de tiempo, dentro, hay una pieza más de las que acumula, periodo de tiempo que se corresponde con el que transcurre desde que la pieza entra al principio del acumulador hasta que la última pieza al final del acumulador sale de él. El tiempo ciclo se ha calculado como el que transcurre desde que entra una pieza en el acumulador, hasta que éste está en

22
disposición de acoger una segunda, incluyendo el tiempo necesario en detectar la pieza, entrar en el acumulador, levantar la columna de piezas, expulsar la última pieza, y volver a bajar la columna de piezas. Los acumuladores no se vacían nunca, es decir, cuando la línea se pone en marcha los stocks que simulan los acumuladores deben estar al completo; sin embargo esto no ocurrirá en el modelo ya que el tiempo en el que se llenarían todos coincide con el de transición al comienzo de funcionamiento de la línea, datos que no se tomarán en cuenta hasta que se hagan estables, en cuyo momento los stocks estarán completos. Esto simplifica bastante el modelo y por eso se ha hecho de esta forma. Una primera opción fue usar una máquina para cada stock, que en el instante inicial, y con tiempo ciclo cero, llenara el stock correspondiente con un lote de piezas. Sin embargo esto complica bastante el modelo y no mejora los resultados por el efecto de transición explicado anteriormente.
6º) Los by-pass no se han tratado de la misma forma en todos los casos. En algunos casos se ha simulado el elemento con una máquina de tiempo ciclo el comprendido entre que detecta una pieza, pasa a la vía correspondiente y vuelve a estar en posición de detectar la siguiente; y unas reglas de entrada/salida que reflejan o al menos lo intentan, las reglas de reparto que ocurren en la realidad de la línea. Esto ha ocurrido con el BP7. En otros casos se ha obviado el elemento, por tener un tiempo ciclo despreciable, y se han programado las reglas de reparto directamente en las manutenciones que une el by-pass, como ocurre con BP6 y BP9.
7º) Las máquinas se han estudiado por separado, usando en cada caso el tipo que sea necesario (simple o por lotes), y como tiempo ciclo el teórico que aparece en las fichas técnicas de cada una de ellas. Debido a la diversidad existente se detallarán las decisiones una a una.
2.3.1.2 Enumeración de elementos: Datos y Simulación
En la tabla 2.1 se presentan los datos de cada elemento y las decisiones tomadas para la modelización
de cada uno de ellos, sin tener en cuenta aún la programación de las reglas de entrada/salida o las acciones a llevar a cabo. La nomenclatura de los elementos se corresponde con el esquema de la línea presentado en el capítulo anterior (figura 2.2).
M0
Alimentación Manual: Realmente es el operario el que cada cierto periodo no establecido, y sin ninguna regla respecto a la cantidad de piezas, va al principio de la línea y rellena la manutención que se corresponde con la entrada a la primera máquina, cuya capacidad total es de 110 piezas, 60 en la torre de acumulación de entrada y 50 más en la línea de caída libre hasta el ascensor A1. Debido a que en esta primera etapa no existe operario en el modelo, es una máquina la que realiza esta operación, y se ha establecido que sea por lotes de 90 piezas, que se comenzarán a introducir en la línea cuando en dicha primera manutención (C0) queden no más de 20 piezas; también se ha estimado un tiempo de operación de la máquina de manera que se aproxime a lo que tardaría el operario en introducir 90 piezas (aprox. 1 pieza cada 2 segundos), y de manera que la manutención no se quede sin piezas y esto obligue a la primera máquina a parar. Con todas estas consideraciones se ha estimado un tiempo de operación de 5 min.
C0
Manutención que va desde la entrada hasta el ascensor A1: Está compuesta por un serpentín de capacidad 60 pzas y una caída libre de capacidad 50 piezas. Se ha simulado como una cinta de acumulación de longitud 110 piezas y capacidad máxima 110 piezas, y un tiempo ciclo de 0.000833 min/pza, ya que recorre 1 m (10 piezas) en 0.5 seg.

23
A1
Ascensor que une la manutención C0 con la manutención C1 (que sirve de entrada a la 1ª máquina): Es un ascensor simple, es decir, sólo tiene capacidad para una pieza y su funcionamiento está regido por dos detectores: uno en un dosificador de paso a la entrada, que detiene la pieza hasta que se permite la entrada; y otro a la salida que es el que da la orden de permitir la entrada a la pieza si la manutención C1, a la que la enviaría no está saturada, es decir, no está al máximo de su capacidad. Por tanto todo este mecanismo se ha simulado usando una máquina simple, cuyo tiempo ciclo, determinado empíricamente, incluye todos estos pasos: detección de la pieza a la entrada, entrada de la pieza al ascensor, subida, salida de la pieza a la manutención y bajada del ascensor de manera que se encuentre de nuevo en disposición de acoger una nueva pieza. Esto es 0.16 min de tiempo ciclo.
C1
Manutención que va desde el ascensor A1 hasta la máquina de torneado 2027: Está compuesta únicamente por un tramo recto de caída libre de capacidad 15 pzas. Se ha simulado como una cinta de acumulación de longitud 15 pzas, capacidad máxima 15 pzas y tiempo ciclo 0.000833 min/pza, análogo al resto de manutenciones de este tipo.
M2027
Máquina de torneado multibrocha que realiza 12 operaciones, con un tiempo ciclo teórico de 0.2860 min. En la simulación estas 12 piezas que están dentro de la máquina se han contabilizado la mitad como no mecanizadas alargando la capacidad de la manutención de entrada y la otra mitad como mecanizadas alargando la capacidad de la manutención de salida. Por lo tanto se ha simulado como una máquina simple de tiempo ciclo el teórico que marca su ficha técnica de control.
C2
Manutención que va desde el Torno hasta el elevador E2: Está compuesta únicamente por un tramo recto de caída libre de 2m de longitud real, de capacidad 20 piezas. Por tanto se ha simulado como una cinta de acumulación de longitud 20 piezas, capacidad máxima 20 piezas, y tiempo ciclo 0.000833 min/pza.
STE2-E2
Elevador que une la manutención C2 con la manutención C2A, que lleva las piezas a la siguiente máquina: Comprende un tramo recto de manutención de 1m aproximadamente, separado del anterior por un dosificador que detiene la pieza antes de permitir o no la entrada al elevador. Comprende también el elevador, que es una cinta de longitud 34 piezas y capacidad 34 piezas, colocada verticalmente, cuyo funcionamiento se basa en que para que una pieza salga, previamente ha de entrar otra que empuja la columna de piezas, expulsando la que está arriba, de manera que dentro siempre habrá 34 piezas. Para que una pieza pueda entrar otra debe poder salir, lo cual lo determina un detector de saturación que hay en la siguiente manutención, de manera que si ésta no está saturada, el dosificador de abajo permite pasar una pieza al elevador, que expulsará otra enviándola a la siguiente manutención. Justo a la salida hay otro detector que controla el paso de la pieza expulsada dando la señal al elevador de que ya puede bajar la columna de piezas y comenzar un nuevo ciclo. Todo este mecanismo se ha simulado mediante dos elementos: un stock de piezas de capacidad 35 pzas (una más para contemplar el proceso de empuje de una pieza a la columna y posterior salida de la última pieza), y una máquina simple de tiempo ciclo 0.161 min, que es el definido anteriormente como tiempo ciclo del elevador.
C2A
Manutención que va desde el elevador E2, hasta la siguiente máquina: Consta de un tramo recto de caída libre de unos 2m de longitud, pero que no tiene capacidad de almacenamiento; también consta de una torre de acumulación de unas 145 piezas de longitud y capacidad, y un acumulador de 4 piezas de longitud y capacidad también. A continuación hay un dosificador que controla la entrada de piezas a la máquina pasando por un by-pass que reparte piezas en dos entradas, ya que la máquina trabaja en lotes de dos piezas, que entran y salen de forma paralela. En este último

24
proceso se tarda 1 segundo por lo cual se ha despreciado la entrada a la máquina considerando que directamente pasan del dosificador a la máquina. Este tramo se ha simulado, por tanto, mediante una cinta de acumulación de caída libre, de longitud 180 piezas, capacidad máxima 160 piezas y tiempo ciclo 0.000833 min/pza.
M2094
Máquina de brochado vertical: La máquina tiene dos vías, mecanizando dos piezas a la vez, por lo que se ha simulado con una máquina por lotes de lote máximo y mínimo 2 piezas, de manera que si no hubiese dos disponibles no funcionaría. Su tiempo ciclo teórico es 0.21 min (tiempo en el cual realiza dos piezas, con lo que si la máquina fuese simple su tiempo ciclo sería 0.105 min). Como se ha indicado en el apartado anterior la entrada a la máquina se ha despreciado por ser bastante inferior a su tiempo ciclo, aún así podría haberse decidido incluirlo en el tiempo ciclo de la máquina pero la variación resulta es despreciable. Del mismo modo se desprecia la salida, cuya duración no llega a 1 segundo, de manera que el tiempo ciclo de la máquina se ha tomado como el teórico que aparece en la ficha técnica de control.
C3
Manutención que va desde la salida de la máquina 2094 hasta el ascensor A3, que lleva las piezas a la manutención de entrada de la siguiente máquina: Es una cinta guiada (transportadora) de 40 piezas de longitud, 40 de capacidad máxima y velocidad de paso de 0.150m/seg. En realidad comienza en un detector de saturación que hay justo a la salida de la máquina 2094, y termina en un dosificador que hay justo a la entrada del ascensor, que será el que permita o no el paso de la pieza. Se ha simulado mediante una cinta de acumulación de longitud y capacidad máxima 40 piezas y tiempo ciclo 0.011 min/pza.
A3
Ascensor que lleva las piezas desde la manutención C3 hasta la manutención C3A: Esta manutención C3A está a un nivel ligeramente superior y sirve como entrada a la máquina 2190. Incluye el tramo de cinta que va del detector de entrada hasta el ascensor, el ascensor y también la salida del mismo hasta la cinta C3A. Su funcionamiento se rige por las señales de los detectores de entrada en el dosificador paso a paso que deja pasar la pieza o la detiene según la señal del detector de salida que es de paso y a la vez de saturación. Se ha simulado como una máquina simple de tiempo ciclo 0.15 min, tiempo que comprende el tramo en la cinta hasta la entrada al ascensor, la subida del mismo, la salida de la pieza a la siguiente manutención y la bajada del ascensor hasta quedar en disposición de recoger una nueva pieza (9seg).

25
C3A
Manutención que sirve como entrada a la máquina 2190 desde el ascensor A3: Este mecanismo de entrada es bastante singular, consiste en un brazo que coge piezas de la manutención de entrada mediante un extremo, mientras que con el otro está recogiendo de un tambor de capacidad 24 piezas otra, ya mecanizada; a continuación gira unos 180º y realiza la operación contraria, es decir, suelta la pieza pendiente de mecanizar en el tambor anterior y por el otro extremo suelta la pieza ya mecanizada en la cinta de salida C4. En el tambor la mitad de las piezas están pendientes de mecanizar y la otra mitad ya están mecanizadas, de forma que sólo una está dentro de la máquina siendo mecanizada. La cinta de entrada y salida son la misma, separadas por un elemento que no permite el paso de una a otra si no es pasando previamente por el proceso explicado (brazo, tambor, máquina, tambor y brazo). En la simulación no se ha considerado el brazo ni el tambor, pero sí se han considerado tanto el nº de piezas en el tambor como el tiempo empleado en llevar la pieza de la máquina al tambor, considerado como entrada a la máquina. Según estas consideraciones la manutención se ha simulado como una cinta de acumulación de longitud y capacidad 17 piezas, nº que engloba las 5 piezas que realmente caben en esta cinta y la mitad de las piezas del tambor, las cuales están esperando para ser mecanizadas. El tiempo ciclo de esta línea es la velocidad de la cinta transportadora 0.011 min/pza. (0.150m/seg.)
M2190
Máquina entalladora: La máquina sólo mecaniza una pieza en cada ciclo, pero su alimentación es como la explicada en el apartado anterior. Lo que se ha hecho es simularla como una máquina simple, con un tiempo ciclo el teórico que aparece en la ficha, es decir, 0.285 min.
C4
Manutención que une la salida de la máquina 2190 con el ascensor que sirve de entrada a la siguiente máquina, A4: Es una manutención guiada, continuación de la manutención C3, que termina en un detector de paso, que regula la entrada al ascensor A4. Su longitud es mayor que lo que realmente recorre la pieza, pero su capacidad es 26 piezas (hasta el detector); el resto de cinta hasta la entrada al ascensor se incluye en dicho elemento; además la mitad de las piezas que esperan en el tambor, ya mecanizadas, a que el brazo las deposite en la cinta, se incluirán en esta cinta. Por lo tanto se simulará una cinta de acumulación de longitud y capacidad 38 piezas y tiempo ciclo 0.011 min/pza. (0.150m/seg)
A4
Ascensor doble que eleva las piezas a la manutención que sirve de entrada a la máquina, con objeto de que este proceso sea por caída libre: En la línea real son dos ascensores, que suben a la vez (el primero que coge pieza espera a que el otro esté listo), descargan a la vez a manutenciones paralelas y bajan de nuevo a la vez. Dentro del tiempo ciclo del ascensor, que incluye lo expuesto en la frase anterior, se incluye el tiempo que tarda la primera pieza en pasar del dosificador de la cinta C4 al ascensor más alejado y el tiempo que tarda la segunda pieza en pasar del mismo dosificador al ascensor más cercano, lo que supone unos 4 seg. Por tanto se ha simulado como una máquina por lotes de tamaño máximo y mínimo de 2 piezas, y tiempo ciclo 0.067 min.

26
C4A
Manutención doble que lleva las piezas del ascensor doble A4 hasta la máquina 2150, sirviendo de entrada a ésta máquina: Son dos manutenciones libres, de longitud y capacidad 6 piezas cada una. Se ha simulado como una cinta de acumulación con el doble de longitud (12 piezas) y la mitad del tiempo ciclo (0.0004165 min/pza).
M2150
Máquina de brochado vertical: La máquina tiene dos vías, mecanizando dos piezas a la vez, por lo que se ha simulado con una máquina por lotes de lote máximo y mínimo 2 piezas, de manera que si no hubiese dos disponibles no funcionaría. Su tiempo ciclo teórico es 0.25 min (tiempo en el cual realiza dos piezas, con lo cual si la máquina fuese simple su tiempo ciclo sería 0.125 min). La salida de la máquina supone 1 segundo hasta que las piezas llegan a la siguiente manutención, lo cual se ha incluido en el tiempo ciclo de la máquina, obteniéndose un tiempo ciclo de 0.2667 min.
C5
Manutención guiada que une la salida de la máquina 2150 con la siguiente máquina: Este tramo es simple, al que las piezas llegan de dos en dos, ya que salen así de la máquina anterior, con una longitud y capacidad máxima de 63 piezas, y una velocidad de 0.150m/seg. Se simula como una cinta de acumulación de longitud y capacidad 63 piezas y tiempo ciclo 0.11 min/pza.
M2198
Máquina de lavado: Consiste en una máquina en la que las piezas avanzan por una cinta transportadora de 3m de longitud y 0.284 m/min de velocidad según su ficha técnica. Se simula como una cinta de acumulación de longitud y capacidad máxima 30 piezas y tiempo ciclo 0.12 min /pza. También podría considerarse una máquina simple con un tiempo ciclo equivalente, pero habría que considerar las 30 piezas que están dentro en la manutención de entrada o de salida, sin embargo simplifica más y es más cercano a la realidad simularla como una manutención motorizada.
C6
Manutención que va desde la salida de la lavadora hasta la entrada al ascensor que eleva las piezas a otra cota preparando así la entrada a la siguiente máquina: Esta manutención comprende la salida de la lavadora, que es una pequeña caída libre hasta llegar a un acumulador de 3 piezas, delimitado por dos dosificadores que controla el paso al ascensor mediante un by-pass que reparte las piezas según la necesidad de las 3 máquinas en paralelo que vienen a continuación. Por tanto se simulará con una cinta libre de longitud y capacidad 3 pzas y tiempo ciclo 0.000833 min/pza. El tramo restante se incluirá en el ascensor.
A6A A6B A6C
Ascensor triple que lleva las piezas desde la manutención anterior hasta una cota superior que servirá de entrada a la siguiente máquina: Funciona como tres ascensores independientes, aunque conectados, de manera que pueden subir una, dos o tres piezas. La objeción es que si se necesitan 2 o 3 piezas, el primer ascensor, una vez ha recogido su pieza, no se mueve, sino que espera a que el siguiente recoja su pieza, y realizan el ciclo conjuntamente. Finalmente se simulan como máquinas simples con un tiempo ciclo equivalente, ya que varía según el número de piezas que tenga que subir, y además es la manutención precedente C6, la que realiza el reparto de piezas, y la máquina la que está en espera. Según lo explicado el tiempo ciclo comprende el tramo de by-pass que precede al ascensor, y el tiempo ciclo de éste propiamente dicho, un total de 0.1667 min.

27
C6A
Manutención libre que va desde el ascensor anterior (desde el carril correspondiente) hasta la entrada a la siguiente máquina (2141): Es una cinta de caída libre con una longitud bastante mayor que la que realmente se aprovecha para almacenar, ya que todo el tramo superior es sólo de tránsito. Aún así, justo a la salida del ascensor hay un detector de saturación que controla el caso en que una pieza se quede atrapada en dicho tramo superior impidiendo que éste funcione hasta que el atranque se elimine. El detector de saturación que limita la capacidad de esta manutención se encuentra justo en la parte superior del serpentín que lleva las piezas a la siguiente máquina, de manera que la capacidad máxima de la cinta es de 127 piezas, mientras que su longitud es de 167 piezas. Esto se simula mediante una cinta de acumulación de longitud 167 piezas, capacidad máxima 127 piezas y tiempo ciclo 0.000833 min/pza.
C6B
Manutención libre que va desde el ascensor anterior (desde el carril correspondiente) hasta la entrada a la siguiente máquina (2142): Es una cinta de caída libre con una longitud bastante mayor que la que realmente se aprovecha para almacenar, ya que todo el tramo superior es sólo de tránsito. Aún así, justo a la salida del ascensor hay un detector de saturación que controla el caso en que una pieza se quede atrapada en dicho tramo superior impidiendo que éste funcione hasta que el atranque se elimine. El detector de saturación que limita la capacidad de esta manutención se encuentra justo en la parte superior del serpentín que lleva las piezas a la siguiente máquina, de manera que la capacidad máxima de la cinta es de 127 piezas, mientras que su longitud es de 210 piezas. Esto se simula mediante una cinta de acumulación de longitud 210 piezas, capacidad máxima 127 piezas y tiempo ciclo 0.000833 min/pza.
C6C
Manutención libre que va desde el ascensor anterior (desde el carril correspondiente) hasta la entrada a la siguiente máquina (2333): Es una cinta de caída libre con una longitud bastante mayor que la que realmente se aprovecha para almacenar, ya que todo el tramo superior es sólo de tránsito. Aún así, justo a la salida del ascensor hay un detector de saturación que controla el caso en que una pieza se quede atrapada en dicho tramo superior impidiendo que éste funcione hasta que el atranque se elimine. El detector de saturación que limita la capacidad de esta manutención se encuentra justo en la parte superior del serpentín que lleva las piezas a la siguiente máquina, de manera que la capacidad máxima de la cinta es de 127 piezas, mientras que su longitud es de 252 piezas. Esto se simula mediante una cinta de acumulación de longitud 252 piezas, capacidad máxima 127 piezas y tiempo ciclo 0.000833 min/pza.
M2141 M2142 M2333
Máquina fresadora: Consiste en tres máquinas iguales dispuestas en paralelo. Cada una es una máquina simple (cada una independiente de la anterior) con un tiempo ciclo teórico de 0.934 min, luego se han simulado de esa forma.
C7A C7B C7C
Manutención libre que sirve de salida de la máquina anterior (cada una de su máquina correspondiente): Sólo sirven como tramo de paso hasta el elevador que sube las piezas a una cota superior, es decir, no tiene capacidad de acumulación. Su longitud es de 13 piezas, mientras que su capacidad máxima es de 1 pieza, y su velocidad es la determinada por la gravedad. Se simula por tanto como una cinta de acumulación de longitud 13 piezas, capacidad máxima 1 pieza y tiempo ciclo 0.000833 min/pza.

28
STE7A-E7A
Elevador que lleva las piezas desde la manutención anterior hasta el nivel superior: Sólo incluye el elevador pieza a pieza, que es una cinta recta vertical de longitud y capacidad 25 piezas. Su tiempo ciclo comprende la duración de entrada de la pieza, desde un detector de paso y dosificador que regula su entrada al elevador, colocado al final de la manutención anterior, la subida de la columna de piezas, la salida de la pieza que se encuentra en el extremo superior de dicha columna, y la bajada de la columna de piezas para quedar en disposición de admitir una nueva pieza. Para que una pieza pueda entrar otra debe poder salir, y esto lo controla un detector de saturación que se encuentra en la siguiente manutención. Por tanto se simula mediante dos elementos: un stock de piezas de capacidad 26 piezas (una más para contemplar el proceso de empuje de una pieza a la columna y posterior salida de la última pieza), y una máquina simple de tiempo ciclo 0.1 min, que es el definido anteriormente como tiempo ciclo del elevador.
STE7B-E7B
Elevador que lleva las piezas desde la manutención anterior hasta el nivel superior: Sólo incluye al elevador, que es una cinta recta vertical de longitud y capacidad 28 piezas. Su tiempo ciclo comprende la duración de entrada de la pieza, desde un detector de paso que regula su entrada al elevador, colocado al final de la manutención anterior, la subida de la columna de piezas, la salida de la pieza que se encuentra en el extremo superior de dicha columna, y la bajada de la columna de piezas para quedar en disposición de admitir una nueva pieza. Para que una pieza pueda entrar otra debe poder salir, y esto lo controla un detector de saturación que se encuentra en la siguiente manutención. Por tanto se simula mediante dos elementos: un stock de piezas de capacidad 29 piezas (una más para contemplar el proceso de empuje de una pieza a la columna y posterior salida de la última pieza), y una máquina simple de tiempo ciclo 0.1 min, que es el definido anteriormente como tiempo ciclo del elevador.
STE7C-E7C
Elevador que lleva las piezas desde la manutención anterior hasta el nivel superior: Sólo incluye al elevador, que es una cinta recta vertical de longitud y capacidad 30 piezas. Su tiempo ciclo comprende la duración de entrada de la pieza, desde un detector de paso que regula su entrada al elevador, colocado al final de la manutención anterior, la subida de la columna de piezas, la salida de la pieza que se encuentra en el extremo superior de dicha columna, y la bajada de la columna de piezas para quedar en disposición de admitir una nueva pieza. Para que una pieza pueda entrar otra debe poder salir, y esto lo controla un detector de saturación que se encuentra en la siguiente manutención. Por tanto se simula mediante dos elementos: un stock de piezas de capacidad 31 piezas (una más para contemplar el proceso de empuje de una pieza a la columna y posterior salida de la última pieza), y una máquina simple de tiempo ciclo 0.1 min, que es el definido anteriormente como tiempo ciclo del elevador.

29
C7A1
Manutención que va desde el elevador E7A hasta un by-pass que reparte la entrada de piezas a las siguientes máquinas según las necesidades de éstas: Consta de un tramo en alto que sirve sólo de paso, el cual finaliza en un detector de seguridad justo a la entrada de un nuevo tramo que comienza a descender; continúa una torre de acumulación, unida a un by-pass de una única vía que reparte la piezas a dos manutenciones distintas en paralelo, cada una de ellas es una vía de entrada a las máquinas siguientes. La longitud total de esta manutención es de 273 piezas, pero su capacidad máxima, que está comprendida entre el final de la torre y el detector de seguridad anteriormente expuesto, es de 105 piezas, mientras que su velocidad se ha tomado como de caída libre, aunque en este caso es claro el hecho de que las pendientes no son iguales en cado tramo, aún así se puede asumir este error. Finalmente se simula como una cinta de acumulación de longitud 273 piezas, capacidad máxima 105 piezas y tiempo ciclo 0.000833 pzas/min.
C7B1
Manutención que va desde el elevador E7B hasta un by-pass que reparte la entrada de piezas a las siguientes máquinas según las necesidades de éstas: Consta de un tramo en alto que sirve sólo de paso, que termina en un detector de seguridad justo a la entrada de un nuevo tramo que comienza a descender; continúa con un serpentín unido a un by-pass de una única vía que reparte la piezas a dos manutenciones distintas en paralelo, cada una de ellas vía de entrada a las máquinas siguientes. La longitud total de esta manutención es de 200 piezas, pero su capacidad máxima, que está comprendida entre el final del serpentín y el detector de seguridad anteriormente expuesto, es de 105 piezas, mientras que su velocidad se ha tomado como de caída libre, aunque en este caso es claro el hecho de que las pendientes no son iguales en cado tramo, aún así se puede asumir este error. Finalmente se simula como una cinta de acumulación de longitud 200 piezas, capacidad máxima 105 piezas y tiempo ciclo 0.000833 pzas/min.
C7C1
Manutención que va desde el elevador E7C hasta un by-pass que reparte la entrada de piezas a las siguientes máquinas según las necesidades de éstas: Consta de un tramo en alto que sirve sólo de paso, que termina en un detector de seguridad justo a la entrada de un nuevo tramo que comienza a descender; continúa con un serpentín unido a un by-pass de una única vía que reparte la piezas a dos manutenciones distintas en paralelo, cada una de ellas vía de entrada a las máquinas siguientes. La longitud total de esta manutención es de 172 piezas, pero su capacidad máxima, que está comprendida entre el final del serpentín y el detector de seguridad anteriormente expuesto, es de 105 piezas, mientras que su velocidad se ha tomado como de caída libre, aunque en este caso es claro el hecho de que las pendientes no son iguales en cado tramo, aún así se puede asumir este error. Finalmente se simula como una cinta de acumulación de longitud 172 piezas, capacidad máxima 105 piezas y tiempo ciclo 0.000833 pzas/min.

30
BP7
By-pass que regula la entrada a las máquina 2958 y 2957: Tiene tres posibles entradas (C7A1, C7B1 y C7C1) y dos posibles salidas (C7D que va a la 2958 y C7E que va a la 2957), pero sólo tiene una vía, luego estos repartos los hace de pieza en pieza. Su funcionamiento responde a la necesidad de las máquinas a las que alimenta, de manera que si ambas están saturadas no deja pasar ninguna pieza, si ambas están disponibles sirve primero a la que primero lo estuvo y luego a la siguiente, alternando así mientras continúe esta situación; si hay una de ellas saturada servirá a la otra hasta que se libere la que está saturada o hasta que se sature la otra, lo que ocurra antes. El tiempo que emplea el by-pass en cambiar de sentido y dejar pasar la pieza a través de él es de unos 2 segundos. Según todo esto, este elemento se ha simulado como una máquina simple, con unas determinadas reglas de entrada y salida que intentan simular las reglas de reparto anteriormente expuestas, con un tiempo ciclo de 0.033 min.
C7D
Manutención motorizada que lleva las piezas desde el by-pass B7 hasta la manutención libre que sirve de entrada a la máquina 2958: Es un tramo corto de cinta transportadora que guía la pieza hasta la siguiente manutención cuya capacidad de almacenamiento es nula, es un simple tramo de tránsito de longitud unos 0.8 m y velocidad de avance de 0.100m/seg. Por tanto este tramo se simula como una cinta de acumulación de longitud 8 piezas, capacidad máxima 8 piezas y tiempo ciclo 0.0167 min/pza, pero de forma que nunca se llenará porque el by-pass B7 sólo servirá piezas si la cinta posterior, entrada a la máquina, no está saturada.
C7E
Manutención motorizada que lleva las piezas desde el by-pass B7 hasta la manutención libre que sirve de entrada a la máquina 2957: Es un tramo largo de cinta transportadora, paralela a la anterior, que guía la pieza hasta la siguiente manutención cuya capacidad de almacenamiento es nula, es un simple tramo de tránsito de longitud unos 4 m y velocidad de avance de 0.100m/seg. Por tanto este tramo se simula como una cinta de acumulación de longitud 40 piezas, capacidad máxima 40 piezas y tiempo ciclo 0.0167 min/pza, pero de forma que nunca se llenará porque el by-pass B7 sólo servirá piezas si la cinta posterior, entrada a la máquina, no está saturada.
C7D1 C7E1
Manutención que sirve de entrada a las máquinas 2958 y 2957 respectivamente: Es un tramo de caída libre de 1m de longitud aproximadamente, con sendos detectores de saturación que limitan la capacidad de esta línea a 7 piezas, de manera que si éste detector emite señal de saturación, el by-pass B7 no enviará ninguna pieza a la manutención precedente a la que nos ocupa (C7D y C7E respectivamente). Por tanto se simulan como unas cintas de acumulación de longitud y capacidad máxima 7 piezas (se desprecia algo el pequeño tramo en el que no se puede acumular), y tiempo ciclo 0.000833 min/pza.
M2958 M2957
Máquina talladora: Son máquinas simples con un tiempo ciclo teórico de 0.65 min, y que se simulan como tal.

31
C8A C8B
Manutenciones que sirven de salida de las máquina 2958 y 2957 respectivamente: Son dos tramos cortos de caída libre, que llevan las piezas desde la máquina correspondiente hasta una cinta común (C8A1+C8), pero a distintos puntos. Tienen unos detectores de seguridad que limitan su capacidad a 3 piezas. Además en la manutención C8B, existe justo a la salida un dosificador que detiene la pieza un tiempo establecido (2 seg) si en la manutención C8A1 hay una pieza circulando cercana al cruce, con lo cual se le da preferencia a la manutención C8A1 frente a la C8B. Por tanto se simulan como cintas de acumulación de caída libre, de longitud y capacidad máxima 3 piezas y tiempo ciclo 0.000833 min/pza.
C8A1
Tramo de la manutención C8 que se encuentra entre las manutenciones C8A y C8B: Justo antes del cruce entre C8A1 y C8B, existe un detector de paso que controla el paso de las piezas C8A1, enviando una señal al dosificador al final de la manutención C8B, con objeto de que si éste último está detectando una pieza la retenga durante 2 segundos y que luego la deje pasar, de manera que en esos dos segundos el dosificador de la manutención C8A1 ha soltado la pieza que tenía retenida (un tiempo imperceptible, ya que todo este intercambio de información es mediante automatismos que van a una alta velocidad) y ésta ha tenido tiempo suficiente de salvar el cruce y no se produzca un choque entre ambas piezas. Por otra parte esta cinta puede acumular piezas hasta el interior de la máquina 2958 donde hay un detector de fibra óptica que funciona como detector de saturación, el cual detiene la máquina si detecta que la línea está llena. La velocidad de esta cinta es de 0.100m/seg. Por tanto se ha simulado como una cinta de acumulación de longitud y capacidad máxima 28 piezas y tiempo ciclo 0.0167 min/pza. Las reglas que simulan los funcionamientos de los detectores expuestos al principio de este párrafo se comentarán en otro apartado de este documento.
C8
Manutención que sirve de unión entre el grupo de máquinas talladoras (2958 y 2957) y el grupo de máquinas fresadoras (2120 y 2064): Comprende sólo un tramo de la manutención completa, realmente se encuentra entre las manutenciones C8B (salida de 2957) y C8C (entrada a 2190); su longitud es poco más de 5 m., y tiene un detector de saturación justo a la salida de C8B que limita su capacidad a 52 piezas. Al otro extremo de esta línea se encuentra un empujador que introduce las piezas en la máquina 2120 (preferencia frente a la otra) si ésta no está saturada, o que permite continuar su camino por esta manutención, entrando en un nuevo tramo llamado C8D, pero que realmente es continuación de la manutención de la que hablamos, si es la máquina 2064 la que necesita pieza. En caso de que ambas se encuentren saturadas esto no ocurriría. Por tanto se simula este tramo como una cinta de acumulación de longitud y capacidad máxima 52 piezas y tiempo ciclo 0.0167 min/pza.

32
C8C
Manutención que sirve de entrada a la máquina 2120: Es un tramo de manutención que no mueve la pieza, si no que existe un empujador que la empuja y la introduce en la máquina, o en su defecto, la pone a la cola de la entrada, acumulando las piezas en dicha cinta. Su capacidad es de unas 9 piezas. Sin embargo en el interior de la máquina esta línea continúa almacenando unas 11 piezas esperando para ser mecanizadas y unas 7 piezas ya mecanizadas, esperando para salir de la máquina. Se ha optado por incluir esas 11 piezas a la espera, como se ha hecho en otros puntos similares de la línea, en la manutención de entrada aumentando su longitud y capacidad a 20 piezas, y manteniendo su tiempo ciclo, como el que tarda el empujador en arrastrar una pieza desde el principio de la línea hasta el lugar que debe ocupar y volver hacia atrás hasta encontrarse en disposición de comenzar un nuevo ciclo. Este tiempo es variable, porque obviamente la longitud que ha de recorrer en cada caso oscila entre 0 y 900 mm aproximadamente, pero no se tienen datos para usarlo como variable, de manera que se hace una media y se supone que tarda unos 4 segundos, tiempo que apenas influye ya que el tiempo ciclo de la máquina es bastante mayor. Por tanto este tramo se simula como una cinta de acumulación de longitud y capacidad máxima 20 piezas, y tiempo ciclo 0.0133 min.
C8D
Manutención que es continuación de la manutención C8 y que sirve como precedente a la entrada a la máquina 2064: Realmente es una tramo que se encuentra entre las manutenciones C8C (entrada a 2120) y C8D1 (entrada a 2064), con un detector de saturación justo a la salida de C8C, que limita su capacidad a su longitud, 43 piezas. El final de este tramo lo limita un tope donde se encuentra un empujador que arrastra la pieza por la siguiente manutención hasta la máquina 2064. De modo que se simula como una nueva cinta de acumulación de longitud y capacidad máxima 43 piezas, y tiempo ciclo 0.0167 min/pza.
C8D1
Manutención que sirve de entrada a la máquina 2064: Es un tramo de manutención que no mueve la pieza, si no que existe un empujador que la arrastra y la introduce en la máquina, o en su defecto, la pone a la cola de la entrada, acumulando las piezas en dicha cinta. Su capacidad es de unas 9 piezas. Sin embargo en el interior de la máquina esta línea continúa almacenando en su interior unas 11 piezas esperando para ser mecanizadas y unas 7 piezas ya mecanizadas, esperando para salir de la máquina. Se ha optado por incluir esas 11 piezas a la espera, como se ha hecho en otros puntos similares de la línea, en la manutención de entrada aumentando su longitud y capacidad a 20 piezas, y manteniendo su tiempo ciclo, como el que tarda el empujador en arrastrar una pieza desde el principio de la línea hasta el lugar que debe ocupar y volver hacia atrás hasta encontrarse en disposición de comenzar un nuevo ciclo. Este tiempo es variable, porque obviamente la longitud que ha de recorrer en cada caso oscila entre 0 y 900 mm aproximadamente, pero no se tienen datos para usarlo como variable, de manera que se hace una media y se supone que tarda unos 4 seg., tiempo que apenas influye ya que el tiempo ciclo de la máquina es bastante mayor. Por tanto este tramo se simula como una cinta de acumulación de longitud y capacidad máxima 20 piezas, y tiempo ciclo 0.0133 min.

33
C9A C9B
Manutención que sirve como salida de las máquinas 2120 y 2064 respectivamente: Es una cinta de caída libre con capacidad de almacenar 5 piezas hasta el cruce con la siguiente manutención. Además incluye el tramo de manutención que se encuentra dentro de la máquina con 7 piezas mecanizadas, esperando para salir. Por tanto cada una se simula como una cinta de acumulación de longitud y capacidad máxima 12 piezas y tiempo ciclo 0.000833 min/pza.
C9A1
Manutención motorizada que une la salida de la máquina 2120 con el by-pass B9 que reparte las piezas al ascensor A9: Realmente es un tramo de unos 4.5 m de longitud de una cinta de velocidad de paso de 0.150 m/seg. Justo antes del cruce con la salida de la máquina (manutención C9A), hay un detector de saturación que limita su capacidad a 45 piezas. Por tanto se simula como una cinta de acumulación, de longitud y capacidad máxima 45 piezas y tiempo ciclo 0.0167 min/pza.
C9B1
Manutención motorizada que une la salida de la máquina 2064 con el by-pass B9 que reparte las piezas al ascensor A9, y además es paralela a la anterior: Realmente es un tramo de unos 0.5 m de longitud una cinta de velocidad de paso de 0.150 m/seg. Justo antes del cruce con la salida de la máquina (manutención C9B), hay un detector de saturación que limita su capacidad a 5 piezas. Por tanto se simula como una cinta de acumulación, de longitud y capacidad máxima 5 piezas y tiempo ciclo 0.0167 min/pza.
A9
Ascensor doble que eleva las piezas a una cota superior donde las piezas son guiadas hasta la entrada a las siguientes máquinas: Incluye el by-pass que rige el reparto de piezas. Su funcionamiento depende de las necesidades de las máquinas a las que alimenta y tiene posibilidad de subir tanto una como dos piezas, de forma que si sólo una máquina está disponible el by-pass dirige la pieza desde la cinta que esté disponible (C9A1 y C9B1, normalmente la primera que haya llegado) hasta la cinta que lleva a la máquina disponible; mientras que si ambas máquinas lo están el by-pass coloca una pieza en cada plaza del ascensor, y éste las sube a la vez. Por tanto el tiempo ciclo del ascensor variará ligeramente si lo que sube es una pieza o son dos, pero como en casos anteriores esta pequeña diferencia puede despreciarse y tomarse como una media de varias medidas; incluye el tiempo que la pieza se detiene en un dosificador de paso previo al by-pass, el tiempo que pierde la pieza atravesando este elemento, el tiempo de espera de la pieza en el ascensor en el caso de que deban subir dos, el tiempo de subida del ascensor, el de descarga de la/s pieza/s a la cinta/s correspondiente/s, y el tiempo de bajada del ascensor hasta encontrarse en situación de iniciar un nuevo ciclo; todo esto supone unos 19 seg. Por tanto este elemento se simula como una máquina por lotes, de lote mínimo 1 y lote máximo 2 (dependiendo de la necesidad), y tiempo ciclo 0.3167 min que incluye todo lo expuesto anteriormente.

34
C9C
Manutención que lleva las piezas desde el ascensor A9 hasta la máquina 2282: Es una cinta de caída libre, a una cota superior a las anteriores, que consta de tres tramos principales: El primer tramo, en alto, tiene capacidad de almacenar piezas, desde la salida del ascensor, donde hay un detector de saturación, hasta la entrada a la torre de acumulación que forma el siguiente tramo, donde hay un detector de paso, con una capacidad de 50 piezas; el siguiente tramo es otra torre de acumulación ubicada entre dos detectores de paso, que no tiene capacidad de almacenar; el último tramo es la entrada a la máquina que consiste en un acumulador con capacidad de almacenar 4 piezas. Por tanto la longitud total de 88 piezas y capacidad máxima 54 piezas. Se simula entonces como una cinta de acumulación de caída libre de longitud 88 piezas, capacidad máxima 54 piezas y tiempo ciclo 0.000833 min/pzas.
C9D
Manutención que lleva las piezas desde el ascensor A9 hasta la máquina 2117: Es una cinta de caída libre, a una cota superior a las anteriores, que consta de tres tramos principales: El primer tramo, en alto, tiene capacidad de almacenar piezas, desde la salida del ascensor, donde hay un detector de saturación, hasta la entrada a la torre de acumulación que forma el siguiente tramo, donde hay un detector de paso, con una capacidad de 70 piezas; el siguiente tramo es otra torre de acumulación ubicada entre dos detectores de paso, que no tiene capacidad de almacenar; el último tramo es la entrada a la máquina que consiste en un acumulador con capacidad de almacenar 4 piezas. Por tanto la longitud total de 108 piezas y capacidad máxima 74 piezas. Se simula entonces como una cinta de acumulación de caída libre de longitud 108 piezas, capacidad máxima 74 piezas y tiempo ciclo 0.000833 min/pzas.
M2282 M2117
Máquina afeitadora: Son máquinas simples con un tiempo ciclo de 0.4 min (cada una), y es así como se simulan.
C10A
Manutención que lleva las piezas desde la máquina 2282 hasta la siguiente: Consta de dos tramos, uno de caída libre, sin capacidad de almacenamiento, sólo de paso, y que se tarda en recorrer 2 seg; y otro que es una cinta transportadora, de velocidad de paso 0.150m/seg. El primer tramo se desprecia frente al segundo ya que su tiempo ciclo resulta ser mucho más pequeño que el tiempo ciclo del segundo, y además no acumula piezas. Por tanto este tramo se simula como una cinta motorizada de longitud y capacidad máxima 65 piezas, y tiempo ciclo 0.0167 min/pza.
C10B
Manutención que lleva las piezas desde la máquina 2117 hasta la siguiente: Consta de dos tramos, uno de caída libre, sin capacidad de almacenamiento, sólo de paso, y que se tarda en recorrer 2 seg; y otro que es una cinta transportadora, de velocidad de paso de 0.150m/seg. El primer tramo se desprecia frente al segundo ya que su tiempo ciclo resulta ser mucho más pequeño que el tiempo ciclo del segundo, y además no acumula piezas. Por tanto este tramo se simula como una cinta motorizada de longitud y capacidad máxima 25 piezas, y tiempo ciclo 0.0167 min/pza.

35
M2159CA M2159CB
Máquina de lavado: Consiste en una máquina en la que las piezas avanzan por una cinta transportadora de 3 m de longitud, doble, y 0.284 m/min de velocidad según su ficha técnica. Las cintas son independientes y las piezas nunca se cruzan, es decir, las piezas que vienen de la máquina 2117, llegan a la lavadora por la cinta C10B, y es está la que desemboca en una cinta de la lavadora, y ésta expulsa las piezas a la cinta C11B; mientras que las piezas que salen de la máquina 2282 llegan a la lavadora por la cinta C10A, entra en la otra cinta de la lavadora y desemboca en la cinta C11A, es decir, los caminos de las piezas nunca se unen. Además funcionan independientemente, ya que si una de las cintas no tiene piezas disponibles, la otra sigue funcionando perfectamente. Por esta razón la máquina se simula como dos cintas de acumulación, de longitud y capacidad 30 piezas, y un tiempo ciclo de 0.13 min/pza.
C11A C11B
Manutenciones que recogen las piezas a la salida de la lavadora y representan el final de la línea: Son dos cintas transportadoras motorizadas con velocidad de paso 0.120m/seg que desembocan en SHIP (salida de las piezas del sistema) y lo hace de forma automática, es decir, es la cinta la que empuja las piezas a SHIP. En la realidad las piezas se van acumulando al final de la línea y cada cierto tiempo no estipulado, el operario va vaciando estas cintas y sacando las piezas del sistema, sin embargo en esta primera etapa no se incluye la presencia de un operario y es por ello por lo que se ha optado que la salida sea de manera automática, pero para ser un poco más fieles a la realidad, no saldrán del sistema hasta que se cumpla una condición, como sucede a la entrada, es decir, hasta que no haya al menos 80 piezas acumuladas en las cintas de salida el operario no irá a vaciarlas. Por tanto cada una de ellas se simula como una cinta de acumulación de longitud y capacidad máxima 100 piezas, y tiempo ciclo 0.013867 min/pza.
Tabla 2.1 Enumeración de elementos del modelo
2.3.1.3 Reglas de entrada/salida de las máquinas y Reglas de reparto: Órdenes y
comandos. En la tabla 2.2 se presentan las Reglas de Entrada (RE) y las Reglas de Salida (RS) de los diferentes elementos de la simulación, explicando en cada caso el significado de los comandos de programación: ELEMENTO ENT/SAL PROGRAMACIÓN OBSERVACIONES
M0
RE
IF NPARTS(C0)<=20 PULL FROM PIEZA OUT OF WORLD ELSE WAIT ENDIF
Si el nº de piezas que hay en la cinta C0 llega a 20, el sistema introduce un nuevo lote de 90 piezas en la máquina M0, con objeto de que la máquina 2027 nunca se quede parada por falta de piezas.
RS PUSH TO C0 AT REAR Empujar a C0 una pieza.
C0 RE WAIT Esperar. RS WAIT Esperar.
A1 RE
PULL FROM C0 AT FRONT
Coger de C0 una pieza.
RS PUSH TO C1 AT REAR Empujar a C1 una pieza.
C1 RE WAIT Esperar.
RS WAIT Esperar.
M2027 RE PULL FROM C1 AT FRONT Tirar de una pieza de C1.

36
RS PUSH TO C2 AT REAR Empujar a C2 una pieza.
C2 RE WAIT Esperar.
RS PUSH TO STE2 Empujar a STE2 una pieza.
STE2-E2 RE
IF NPARTS(STE2)<=34 WAIT ELSE PULL FROM STE2 ENDIF
Si el nº de piezas dentro del stock STE2 es menor de 34, esperar; si no, coger de STE2 una pieza.
RS PUSH TO C2A AT REAR Empujar a C2A.
C2A RE WAIT Esperar.
RS WAIT Esperar.
M2094 RE PULL FROM C2A AT FRONT Tirar de una pieza de C2A.
RS PUSH TO C3 AT REAR Empujar a C3 dos piezas.
C3 RE WAIT Esperar.
RS WAIT Esperar.
A3 RE PULL FROM C3 AT FRONT Coger de C3 una pieza.
RS PUSH TO C3A AT REAR Empujar a C3A una pieza.
C3A RE WAIT Esperar.
RS WAIT Esperar.
M2190 RE PULL FROM C3A AT FRONT Coger una pieza de C3A.
RS PUSH TO C4 AT REAR Empujar a C4 una pieza.
C4 RE WAIT Esperar.
RS WAIT Esperar.
A4 RE PULL FROM C4 AT FRONT Coger de C4 dos piezas.
RS PUSH TO C4A AT REAR Empujar a C4A dos piezas.
C4A RE WAIT Esperar.
RS WAIT Esperar.
M2150 RE PULL FROM C4A AT FRONT Coger una pieza de C4A.
RS PUSH TO C5 AT REAR Empujar a C5 una pieza.
C5 RE WAIT Esperar.
RS WAIT Esperar.
M2198 RE PULL FROM C5 AT FRONT Coger una pieza de C5.
RS PUSH TO C6 AT REAR Empujar a C6 una pieza.
C6 RE WAIT Esperar.
RS SEQUENCE /NEXT A6A#(1),A6B#(1),A6C#(1)
Empujar una pieza a A6A, otra a A6B y otra a A6C; si alguno no está disponible pasar al siguiente.
A6A A6B A6C
RE WAIT Esperar.
RS PUSH TO C6A/B/C AT REAR Empujar a C6A/B/C una pieza.
C6A C6B C6C
RE WAIT Esperar.
RS WAIT Esperar.
M2141 M2142 M2333
RE PULL FROM C6A/B/C AT FRONT
Coger una pieza de C6A.
RS PUSH TO C7A/B/C AT REAR Empujar a C7A una pieza.
C7A C7B C7C
RE WAIT Esperar.
RS PUSH TO STE7A/STE7B/STE7C Empujar a STE7A/STE7B/STE7C

37
STE7A-E7A RE
IF NPARTS(STE7A)>25 PULL FROM STE7A ELSE WAIT ENDIF
Si el nº de piezas de STE7A es mayor de 25 (elevador lleno y cinta no saturada) coger de STE7A una pieza; si no esperar.
RS PUSH TO C7A AT REAR Empujar a C7A una pieza.
STE7B-E7B RE
IF NPARTS(STE7B)>28 PULL FROM STE7B ELSE WAIT ENDIF
Si el nº de piezas de STE7B es mayor de 28 (elevador lleno y cinta no saturada) coger de STE7B una pieza; si no esperar.
RS PUSH TO C7B AT REAR Empujar a C7B una pieza.
STE7C-E7C RE
IF NPARTS(STE7C)>30 PULL FROM STE7C ELSE WAIT ENDIF
Si el nº de piezas de STE7C es mayor de 30 (elevador lleno y cinta no saturada) coger de STE7C una pieza; si no esperar.
RS PUSH TO C7C AT REAR Empujar a C7C una pieza.
C7A1 RE WAIT Esperar.
RS WAIT Esperar.
C7B1 RE WAIT Esperar. RS WAIT Esperar.
C7C1 RE WAIT Esperar. RS WAIT Esperar.
BP7
RE
SEQUENCE/NEXT C7A1 AT FRONT#(1),C7B1 AT FRONT#(1),C7D1 AT FRONT#(1)
Coger una pieza de C7A1, la siguiente de C7B1 y la siguiente de C7D1. Si alguna no está disponible pasa a la siguiente.
RS SEQUENCE /NEXT C7D AT REAR#(1), C7E AT REAR#(1)
Empujar una pieza a C7D y la siguiente a C7E. Si alguna no está disponible pasar a la siguiente.
C7D RE WAIT Esperar.
RS PUSH TO C7D1 Empujar a C7D1 una pieza.
C7E RE WAIT Esperar.
RS PUSH TO C7E1 Empujar a C7E1 una pieza.
C7D1 C7E1
RE WAIT Esperar.
RS WAIT Esperar.
M2958 M2957
RE PULL FROM C7D AT FRONT Coger una pieza de C7D.
RS PUSH TO C8A AT REAR Empujar a C8A una pieza.
C8A RE WAIT Esperar.
RS PUSH TO C8A1 AT REAR Empujara a C8A1 una pieza.
C8B RE WAIT Esperar.
RS WAIT Esperar.
C8A1 RE WAIT Esperar. RS WAIT Esperar.
C8 RE SEQUENCE/RESET C8A1 AT FRONT#(1), C8B AT FRONT#(1).
Si hay una pieza al final de la línea C8A1 (detector) y hay otra al final de la C8B (detector), coger 1º de C8A1, y luego de C8B. Si no, pero hay una al final de C8A1 únicamente, cogerla; si es al final de C8B donde hay una pieza únicamente, cogerla. En cualquier otro caso (que no haya pieza en ninguno de los detectores), esperar. Es decir, siempre da preferencia a C8A1, frente a C8B.

38
RS SEQUENCE/NEXT C8C AT REAR#(1),C8D AT REAR#(1)
Empujar a C8C, porque la máquina correspondiente tiene preferencia; si no, empujar a C8D.
C8C RE WAIT Esperar.
RS WAIT Esperar.
C8D RE WAIT Esperar.
RS PUSH TO C8D1 AT REAR Empujar una pieza a C8D1.
C8D1 RE WAIT Esperar.
RS WAIT Esperar.
M2120 RE PULL FROM C8C AT FRONT Coger una pieza de C8C.
RS PUSH TO C9A AT REAR Empujar a C9A uja pieza.
M2064 RE PULL FROM C8D AT FRONT Coger una pieza de C8D.
RS PUSH TO C9B AT REAR Empujar a C9B una pieza.
C9A C9B
RE WAIT Esperar.
RS PUSH TO C9A1/B1 Empujara una pieza a C9A1/B1.
C9A1 RE WAIT Esperar.
RS WAIT Esperar.
C9B1 RE WAIT Esperar.
RS WAIT Esperar.
RE SEQUENCE/NEXT C9A1 AT FROTN#(1), C9B1 AT FRONT#(1)
Coger una pieza de C9A1, si no hay, coger una pieza de C9B1
BP9 RS SEQUENCE/NEXT A9A#(1), A9B#(1)
Empujar una pieza a A9A, si no se puede, empujar una pieza a A9B.
A9A A9B
RE PULL FROM C9A1/B1 Coger una pieza de C9A1/B1
RS PUSH TO C9C/D Empujar a C9C/D
C9C C9D
RE WAIT Esperar.
RS WAIT Esperar. M2282 M2117
RE PULL FROM C9C/D AT FRONT Coger una pieza de C9C/D
RS PUSH TO C10A AT REAR Empujar a C10A una pieza.
C10A RE WAIT Esperar. RS WAIT Esperar.
C10B RE WAIT Esperar. RS WAIT Esperar.
M2159CA M2159CB
RE PULL FROM C10A/B Coger una pieza de C10A/B.
RS PUSH TO C11A/B Empujar una piea a C11A/B.
C11A C11B
RE WAIT Esperar.
RS
IF NPARTS(C11A/B) >=80 PUSH TO SHIP ELSE WAIT ENDIF
Empujar fuera del sistema si se han acumulado al menos 80 piezas; si no esperar.
Tabla 2.2 Reglas de entrada y salida del modelo de arquitectura de la línea
2.3.1.4 Muestreo de datos
Para poder controlar una frecuencia de muestreo adecuada, es necesario un elemento que tome los datos que se necesitan en el momento en que se necesitan, por tanto se ha utilizado como ayuda un modelo auxiliar, con una máquina cuyo tiempo de ciclo se corresponde con la frecuencia de muestreo deseada. El modelo es bastante simple (ver figura 2.3); consta de una pieza distinta a la anterior, una máquina simple,

39
con tiempo ciclo el explicado (MDATOS) que coge piezas desde fuera del sistema y las expulsa fuera del sistema. Esta máquina tiene unas acciones que permite guardar en un fichero, de acuerdo a unas variables y funciones definidas o creadas previamente, el estado del sistema, o al menos la/s parte/s que interese/n, para poder trabajar con esos datos, que se obtienen en formato texto, y así concluir una serie de resultados de la simulación.
Figura 2.3 Modelo auxiliar para obtener datos de la simulación
La frecuencia de muestreo adecuada se determina de forma que el evento que se quiere controlar debe suceder un número de veces suficientemente elevado como para poder hacer un estudio estadístico de los resultados con cierta fiabilidad y validez matemática. Esta frecuencia dependerá en cada modelo de simulación, sin embargo deberán considerarse en todas ellas para poder ser comparadas posteriormente. Según esto la frecuencia de muestreo adecuada es de 5 minutos, de modo que en un día de simulación se obtienen más de 200 datos, suficientes para dar fiabilidad a las conclusiones.
2.3.1.5 Ficheros de datos: Enumeración y descripción En la tabla 2.3 se enumeran los ficheros creados para obtener los datos de la simulación que interesa
controlar, los cuales se indican en cada una de las casillas:
FICHERO DATOS
FPIEZA
Recogerá datos cada vez que una salga del sistema y tendrá 2 columnas, de contenido, respectivamente:
• Tiempo de simulación en el que la pieza entró en el sistema. Tiempo de simulación en el que la pieza salió del sistema.
FM2027
Recoge datos sobre la máquina 2027 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2094 Recoge datos sobre la máquina 2094 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no
MDATOS
PDATOS
SHIP

40
funcionando. • Porcentaje de tiempo que la máquina ha estado trabajando
perfectamente. • Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2190
Recoge datos sobre la máquina 2190 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2150
Recoge datos sobre la máquina 2150 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2198
Recoge datos sobre la máquina 2198 y tendrá 6 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en movimiento.

41
• Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado rearmándose.
Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2141
Recoge datos sobre la máquina 2141 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2142
Recoge datos sobre la máquina 2142 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2333
Recoge datos sobre la máquina 2333 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2958 Recoge datos sobre la máquina 2958 y tendrá 7 columnas, de contenido,

42
respectivamente: • Porcentaje de tiempo que la máquina ha estado disponible, pero no
funcionando. • Porcentaje de tiempo que la máquina ha estado trabajando
perfectamente. • Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2957
Recoge datos sobre la máquina 2957 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2120
Recoge datos sobre la máquina 2120 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2064
Recoge datos sobre la máquina 2064 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.

43
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2282
Recoge datos sobre la máquina 2282 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2117
Recoge datos sobre la máquina 2117 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para reglaje. Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
FM2159
Recoge datos sobre la máquina 2159 y tendrá 7 columnas, de contenido, respectivamente:
• Porcentaje de tiempo que la máquina ha estado disponible, pero no funcionando.
• Porcentaje de tiempo que la máquina ha estado trabajando perfectamente.
• Porcentaje de tiempo que la máquina ha estado bloqueada. • Porcentaje de tiempo que la máquina ha estado en reglaje. • Porcentaje de tiempo que la máquina ha estado en reparación. • Porcentaje de tiempo que la máquina ha estado esperando al operario
para continuar ciclo.

44
• Porcentaje de tiempo que la máquina ha estado esperando al operario para reglaje.
Cada vez que la máquina MDATOS fabrique una pieza, una nueva fila, con todos estos datos, se grabará en el fichero.
2.3.1.6 Programación para la recogida de datos: Órdenes y comandos
En la tabla 2.4 se presenta la relación de comandos que se han programado en las Acciones de Entrada (AE) y en las Acciones de salida (AS) de cada elemento del modelo, necesarias para escribir en los ficheros definidos en el apartado anterior, explicando además el significado de cada una de dichas líneas de programación.
FICHERO ENT/SAL PROGRAMACIÓN OBSERVACIONES
PIEZA AE ATRIBUTOTIEMPO = TIME
Asigna al atributo ATRIBUTOTIEMPO el tiempo de simulación en el que la pieza entra en el sistema.
Tabla 2.3 Ficheros de datos de la simulación

45
MDATO AS
IF COMCICLO=0 WRITE FM2027 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN
REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2094 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN
REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2190 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN
REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2150 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN
REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2198
“DISPNI”,”TRABAJA”,”BLOQUEA”,”MVTO.Y..”,”EN REP”,”REARMAN”
WRITE FM2141 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2142 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2333 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2958 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2957 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2120 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2064 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R”
WRITE FM2282 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN REGL”,”EN
REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2117 “DISPNI”,”TRABAJA”,”BLOQUEA”,”EN
REGL”,”EN REP”,”ES.PO.C”,”ES.OP.R” WRITE FM2159CA
“DISPNI”,”TRABAJA”,”BLOQUEA”,”MVTO.Y..”,”EN REP”,”REARMAN”
WRITE FM2159CB “DISPNI”,”TRABAJA”,”BLOQUEA”,”MVTO.Y..”,”EN REP”,”REARMAN”
COMCICLO=1 ELSE WRITEFM2027
PUTIL(M2027,1),PUTIL(M2027,2),PUTIL(M2027,3), PUTIL(M2027,4),PUTIL(M2027,5),PUTIL(M2027,6), PUTIL(M2027,7)
WRITEFM2094 PUTIL(M2094,1),PUTIL(M2094,2),PUTIL(M2094,3), PUTIL(M2094,4),PUTIL(M2094,5),PUTIL(M2094,6), PUTIL(M2094,7)
WRITEFM2190 PUTIL(M2190,1),PUTIL(M2190,2),PUTIL(M2190,3), PUTIL(M2190,4),PUTIL(M2190,5),PUTIL(M2190,6), PUTIL(M2190,7)
WRITEFM2150 PUTIL(M2150,1),PUTIL(M2150,2),PUTIL(M2150,3), PUTIL(M2150,4),PUTIL(M2150,5),PUTIL(M2150,6), PUTIL(M2150,7)
WRITEFM2198 PUTIL(M2198,1),PUTIL(M2198,2),PUTIL(M2198,3), PUTIL(M2198,4),PUTIL(M2198,5),PUTIL(M2198,6)
WRITEFM2141 PUTIL(M2141,1),PUTIL(M2141,2),PUTIL(M2141,3), PUTIL(M2141,4),PUTIL(M2141,5),PUTIL(M2141,6), PUTIL(M2141,7)
Al comienzo de la simulación escribe el membrete de las columnas, y le da a la variable COMCICLO el valor 1 (la simulación ha comenzado). A partir de aquí cada vez que la máquina MDATO fabrique una pieza escribeirá una nueva línea en cada fichero, consistente en el porcentaje de tiempo que la máquina correspondiente ha estado en cada estado (disponible, trabajando, bloqueada, etc).

46
MDATO AS
WRITEFM2142 PUTIL(M2142,1),PUTIL(M2142,2),PUTIL(M2142,3), PUTIL(M2142,4),PUTIL(M2142,5),PUTIL(M2142,6), PUTIL(M2142,7)
WRITEFM2333 PUTIL(M2333,1),PUTIL(M2333,2),PUTIL(M2333,3), PUTIL(M2333,4),PUTIL(M2333,5),PUTIL(M2333,6), PUTIL(M2333,7)
WRITEFM2958 PUTIL(M2958,1),PUTIL(M2958,2),PUTIL(M2958,3), PUTIL(M2958,4),PUTIL(M2958,5),PUTIL(M2958,6), PUTIL(M2958,7)
WRITEFM2957 PUTIL(M2957,1),PUTIL(M2957,2),PUTIL(M2957,3), PUTIL(M2957,4),PUTIL(M2957,5),PUTIL(M2957,6), PUTIL(M2957,7)
WRITEFM2120 PUTIL(M2120,1),PUTIL(M2210,2),PUTIL(M2120,3), PUTIL(M2120,4),PUTIL(M2120,5),PUTIL(M2120,6), PUTIL(M2120,7)
WRITEFM2064 PUTIL(M2064,1),PUTIL(M2064,2),PUTIL(M2064,3), PUTIL(M2064,4),PUTIL(M2064,5),PUTIL(M2064,6), PUTIL(M2064,7)
WRITEFM2282 PUTIL(M2282,1),PUTIL(M2282,2),PUTIL(M2282,3), PUTIL(M2282,4),PUTIL(M2282,5),PUTIL(M2282,6), PUTIL(M2282,7)
WRITEFM2117 PUTIL(M2117,1),PUTIL(M2117,2),PUTIL(M2117,3), PUTIL(M2117,4),PUTIL(M2117,5),PUTIL(M2117,6), PUTIL(M2117,7)
WRITEFM2159CA PUTIL(M2159CA,1),PUTIL(M2159CA,2), PUTIL(M2159CA,3),PUTIL(M2159CA,4), PUTIL(M2159CA,5),PUTIL(M2159CA,6) WRITEFM2159CB PUTIL(M2159CB,1),PUTIL(M2159CB,2), PUTIL(M2159CB,3),PUTIL(M2159CB,4), PUTIL(M2159CB,5),PUTIL(M2159CB,6)
Tabla 2.4 Recogida de datos en los ficheros de la simulación
2.3.2 Tiempo de estabilización del sistema
2.3.2.1 Definición del tiempo de estabilización Se define el tiempo de estabilización del sistema como el origen en el tiempo de simulación, a partir del
cual comienza la toma de datos, con objeto de no tener en cuenta los datos de la transición en el estudio estadístico. Para ello se han realizado distintas suposiciones y distintos estudios hasta llegar a la opción más óptima.
2.3.2.2 Pasos a seguir para determinar el tiempo de estabilización
A continuación se plantean los distintos intentos realizados para obtener dicho parámetro.
A) Se realizan muestreos de 1 hora, y cada 8 horas se pone toda la estadística a cero, de manera que los periodos de transición irán amortiguándose hasta llegar, aproximadamente, a un valor constante. Una vez alcanzado este valor, se determina el tiempo en el que ocurre este fenómeno, y ése será el tiempo de estabilización. La variable que se representa es “tiempo de buen funcionamiento de la máquina”, es decir, “putil(máquina, 2)”.
Los pasos seguidos en la simulación de esta parte son:

47
• Poner el tiempo de simulación igual a un turno (8h), es decir, 480 minutos. • Poner a correr la simulación. • Una vez se han alcanzado los 480 minutos, se pone la estadística a cero en el menú
Rapports/R.A.Z. Tous, con lo que se resetean los valores de cualquier variable, de manera que no se acumulan las desviaciones, pero en los archivos de datos sí se reflejan los valores ahora anulados.
• Se añaden otros 480 minutos al tiempo de simulación. • Se pone a correr de nuevo la simulación, de manera que en los ficheros de datos se graban los
nuevos datos a continuación de los anteriores, pero no los tiene en cuenta al calcular el porcentaje de tiempo de buen funcionamiento.
• Una vez se han alcanzado los 960 minutos, se repite la operación anterior. • Una vez llegamos a los 1440min (24h), es decir, un día completo de trabajo, se para la simulación,
se pone el reloj a cero, y se recuperan los datos de los ficheros. Si no se obtuviesen buenos resultados con un día sería necesario aumentar el tiempo de simulación.
• Estos ficheros se tratan en Excel, obteniendo una gráfica conjunta de los datos obtenidos para cada máquina (Ver figura 2.4).
TIEMPO DE ESTABILIZACIÓN DEL SISTEMA
0,00
20,00
40,00
60,00
80,00
100,00
120,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
HORAS DE SIMULACIÓN
PO
RC
EN
TA
JE D
E T
IEM
PO
D
E B
UE
N
FU
NC
ION
AM
IEN
TO
2027
2064
2190
2150
2198
2141
2142
2333
2957
2958
2064
2120
2117
Figura 2.4 Gráfica para determinación del tiempo de estabilización del sistema
En la figura 2.4 puede verse claramente que el tiempo de estabilización del sistema en esta etapa es de
un turno completo, unos 480 minutos.
B) Se realizan muestreos de 1hora, y cada 8 horas se pone toda la estadística a cero, de manera que los periodos de transición irán amortiguándose hasta llegar, aproximadamente, a un valor constante. Una vez alcanzado este valor, se determina el tiempo en el que ocurre este fenómeno, y ése será el tiempo de estabilización; exactamente igual que en el caso anterior. La variable que se representa es “tiempo de buen funcionamiento de la máquina”, es decir, “putil(máquina, 2)”.
Los pasos seguidos en la simulación de esta parte son:
• Poner el tiempo de simulación total igual a un día de producción (24h = 1440 min). • Usar una máquina auxiliar de tiempo ciclo 1h (60 min), de manera que en “Acciones al terminar el
ciclo” le decimos que grabe en el fichero de cada máquina la variable “putil(máquina,2)”: • Usar una máquina auxiliar de tiempo ciclo igual a un turno (8h = 480 min), de manera que en
“Acciones al terminar el ciclo” le decimos que ponga la estadística a cero: RESETRE (ALL)
• Una vez llegamos a los 1440min (24h), es decir, un turno completo, se detiene la simulación, se pone el reloj a cero, y se recuperan los datos de los ficheros. Si no se obtienen resultados con un día se aumentaría el tiempo de simulación.
RÉGIMEN DE TRANSICIÓN RÉGIMEN PERMANENTE

48
• Estos ficheros se tratan en Excel, obteniendo una gráfica conjunta de los datos obtenidos para cada máquina (Ver figura 2.5).
TIEMPO DE ESTABILIZACION DEL SISTEMA
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
TIEMPO DE SIMULACION (horas)
PO
RC
EN
TA
JE D
E
TIE
MP
O D
E B
UE
N
FU
NC
ION
AM
IEN
TO
2027
2094
2190
2150
2198
2141
2142
2333
2958
2957
2120
2064
2282
RÉGIMEN TRANSITORIO
RÉGIMEN PERMANENTE
Figura 2.5 Gráfica para determinación del tiempo de estabilización del sistema
Puede verse en la figura 2.5, que la máquina 2198 (lavadora de una vía) no permanece estable. Al revisar los parámetros de la simulación se detecta que las máquinas precedentes al cuello de botella no se han saturado, lo cual indica que aún no se ha estabilizado el sistema aunque en principio pareciese lo contrario. Por tanto hay que repetir la simulación pero esta vez con una duración mayor. C) Los pasos seguidos este segundo intento son los siguientes:
• Poner el tiempo de simulación total igual a una semana de producción (10080 min). • Usar una máquina auxiliar de tiempo ciclo 1h (60 min), de manera que en “Acciones al terminar el ciclo” se programa para que grabe en el fichero de cada máquina la variable “putil(máquina,2)”: • Para resetear los datos estadísticos cada turno, en la misma máquina anterior se utiliza una orden que calcula el resto entre dos números, de manera que cada múltiplo de 480 min. lleva a cabo la orden de resetear. • Una vez se alcanzan los 10080 min (1 semana) se detiene la simulación, con una orden también en las “Acciones al terminar el ciclo”, se pone el reloj a cero, y se recuperan los datos de los ficheros. • Estos ficheros se tratan en Excel, obteniendo una gráfica conjunta de los datos obtenidos para cada máquina (ver figura 2.6).

49
TIEMPO DE ESTABILIZACION DEL SISTEMA
0
20
40
60
80
100
120
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161
TIEMPO DE SIMULACION (horas)
TIE
MP
O D
E B
UE
N F
UN
CIO
NA
MIE
NT
O (
%)
TRABAJA2027
TRABAJA2094
TRABAJA2190
TRABAJA2150
TRABAJA2198
TRABAJA2141
TRABAJA2142
TRABAJA2333
TRABAJA2958
TRABAJA2957
TRABAJA2120
TRABAJA2064
TRABAJA2282
TRABAJA2117
TRABAJA2159CA
TRABAJA2159CB
RÉGIMEN PERMANENTE
RÉGIMEN TRANSITORIO
Figura 2.6 Gráfica para determinación del tiempo de estabilización del sistema
En la figura 2.6 se aprecia que con una semana de simulación el tiempo de estabilización es de unas 50
horas (algo más de dos días).
2.3.2.3 Resultados y conclusiones
A partir de ahora todas las simulaciones se harán de más de tres días, con una puesta a cero de todos los datos estadísticos a partir de este momento.
Además en este tercer intento se ve que las máquina precedentes al cuello de botella se saturan, en mayor o menor grado dependiendo de si son simples o dobles, o si son únicas o varias en paralelo; y que las máquinas cuello de botella (2957 y 2958) están al 100%.
2.3.3 Tiempo total de simulación
Como se indicó anteriormente, para que una simulación y su correspondiente estudio sean fiables, el nº mínimo de veces que se repite un evento debe ser al menos 200. Por ello el tiempo de simulación se determinará por ensayo y error, estudiando la frecuencia de los eventos que menos se repiten, e intentando que estos tengan una incidencia adecuada. Es fácil notar que para cada etapa de la simulación este tiempo puede variar mucho, pero se elegirá uno, en principio, de forma general.
En esta primera etapa los únicos eventos que se producen son los de mecanizado de las piezas en las distintas máquinas. Por tanto para que todos los eventos ocurran 200 veces, la máquina con mayor tiempo ciclo teórico deberá fabricar como mínimo 200 piezas, de manera que así se asegura que todas las máquinas realizan al menos 200 operaciones. En la tabla 2.5 se representa el tiempo ciclo teórico de todas las máquinas del modelo de esta etapa, y el tiempo necesario para que se produzcan 200 eventos; en esta tabla no se incluirá los ascensores, elevadores, manutenciones, etc., ya que estas máquinas son auxiliares y no existen realmente en la línea.

50
MÁQUINAS Tcth (minutos) Tiempo de simulación necesario (min)
2027 0.2860 57.2 2094 0.105 21.0 2190 0.285 57.0 2150 0.145 29.0 2198 0.120 24.0 2141 0.934 186.8 2141 0.934 186.8 2333 0.934 186.8 2957 0.650 130.0 2958 0.650 130.0 2064 0.640 128.0 2120 0.640 128.0 2117 0.400 80.0 2282 0.400 80.0 2159 0.130 26.0
Tabla 2.5 Tiempos de ciclo teóricos de las máquinas del modelo
Puede verse que el tiempo mínimo de simulación sobrepasa las 3 horas, luego se considerará un turno (8 horas) como tiempo mínimo de simulación en esta etapa.
Sin embargo en el apartado anterior se ha estimado el tiempo de estabilización del sistema como algo más de 1 turno, luego el tiempo real que hay que tomar como tiempo mínimo de simulación es de algo más de 2 turnos, 17h.Sin embargo se desecharán los datos del primer turno (periodo transitorio), por lo que realmente se tendrán los datos estadísticos de un turno cualquiera en funcionamiento estable en régimen permanente. En la simulación se resetearán los datos estadísticos una vez concluido el primer turno. Aún así el tiempo de simulación variará según cada caso.
2.4 MODELO EQUIVALENTE
A continuación se intenta obtener un modelo tipo caja negracon una distribución estadística que reproduzca con suficiente fiabilidad el modelo completo. Para ello se pueden plantear dos caminos:
a) Determinar una distribución estadística del tiempo ciclo del modelo equivalente.
b) Determinar una distribución estadística del tiempo de Eculement equivalente.
En este caso se tomará como más idónea la primera opción, y será esta la que se desarrolle en los siguientes apartados.
2.4.1 Opción 1: Distribución estadística del Tiempo Ciclo del modelo. Problemas y posibles soluciones alternativas
Se determinará una distribución estadística del tiempo ciclo del modelo equivalente, con la objeción de que será una máquina que simule el sistema pero en la que sólo puede haber una pieza. También habrá dos formas de hacerlo:
a) Se determinará el tiempo ciclo en función de los resultados obtenidos.

51
b) Se determinará el tiempo ciclo según Witness, mediante variables.
2.4.1.1 Opción 1.A: Tiempo Ciclo en función de los resultados obtenidos
Se trabaja controlando el tiempo en el que sale cada pieza del sistema y tratándolo posteriormente con
EXCEL y/o MATLAB, para tener una distribución de tiempos ciclos, y con ésta obtener la ley que rige el sistema. En este caso al simular un turno entero el nº de datos obtenidos era muy elevado, por lo tanto se ha reducido el tiempo de simulación, tras la estabilización del sistema, a 1h con lo que el nº de eventos ocurridos, es decir, el nº de piezas que en ese tiempo han salido del sistema, ronda las 200 piezas. Se ha actuado de forma análoga a lo explicado anteriormente; se limita el tiempo de simulación a 480 minutos, se resetean los datos estadísticos hasta ese momento y se continúa la simulación 60 minutos más. Una vez abierto el fichero y tratado con Excel se eliminan aquello datos correspondientes a las piezas que han salido del sistema antes de cumplirse los primeros 480 minutos, y se ha trabajado con el resto. A continuación se ha ido restando a cada tiempo de salida el anterior, de manera que se obtiene una serie de valores que corresponden a los tiempos ciclos del sistema equivalente a lo largo de esa hora de simulación. Los datos obtenidos pueden verse en la figura 2.7.
TIMEPO CICLO EQUIVALENTE
0,000000,100000,200000,300000,400000,500000,600000,700000,800000,90000
1 9 17 25 33 41 49 57 65 73 81 89 97 105 113 121 129 137
EVENTOS
TIE
MP
O C
ICL
O (
MIN
)
Serie1
Figura 2.7 Tiempo de ciclo equivalente
Puede verse que la distribución que sigue es bastante irregular. Se ha intentado estudiar el problema aumentando el tiempo de simulación.
Se trabaja controlando el tiempo en el que sale cada pieza del sistema y tratándolo posteriormente con EXCEL y/o MATLAB, para tener una distribución de tiempos ciclos, y con ésta obtener la ley que rige el sistema. En este caso al simular un turno entero el nº de datos obtenidos era muy elevado, por lo tanto se ha reducido el tiempo de simulación, tras la estabilización del sistema a 1h, con lo que el nº de eventos sucedidos, es decir, el nº de piezas que en ese tiempo han salido del sistema, ronda las 200 pzas. Se ha actuado de forma análoga a lo explicado anteriormente; se limita el tiempo de simulación a 4380 min, con una máquina auxiliar de 4320 min se resetean los datos del régimen transitorio, quedándose únicamente con la primera hora de simulación tras la estabilización, ya que comenzará a grabar en dicho instante. A continuación se ha ido restando a cada tiempo de salida el anterior, de manera que se obtiene una serie de valores que corresponden a los tiempos ciclos del sistema equivalente a lo largo de esa hora de simulación. La gráfica obtenida con estos datos es la siguiente, con un tiempo ciclo equivalente medio de 0.32328 minutos (aproximadamente el tiempo ciclo del cuello de botella teórico, que son la máquina o agrupaciones de máquinas en paralelo que dan el mayor tiempo ciclo, es decir, las 2957 y 2958, con un tiempo ciclo común de 0.325 min.) y una desviación estándar de 0.31874094 min, que es muy alta para el valor de la media.

52
TIEMPO CICLO EQUIVALENTE
0,00000
0,10000
0,20000
0,30000
0,40000
0,50000
0,60000
0,70000
1 10 19 28 37 46 55 64 73 82 91 100 109 118 127 136 145 154 163 172 181
Nº PIEZAS QUE HAN SALIDO DEL SISTEMA
TIE
MP
O C
ICL
O
INS
TA
NT
ÁN
EO
(m
in)
Figura 2.8 Tiempo de ciclo equivalente
Puede verse en la figura 2.8 que la distribución que sigue es aún bastante irregular y aumentar el tiempo de simulación no lo mejora. La razón de esta irregularidad es el hecho de que la línea se divida al final en dos líneas independientes de manera que del sistema pueden salir las piezas indistintamente en bloques de dos o individualmente, esto hace que algunos tiempos ciclos sean nulos prácticamente, y el resto oscile entre valores más altos.
Para subsanar este problema pueden considerarse dos soluciones, que se desarrollarán en los siguientes apartados.
2.4.1.2 Opción 1.B: Dos salidas en paralelo e independientes
Se considera que el sistema tiene dos salidas independientes, con lo cual se obtendrían dos
distribuciones distintas de tiempo ciclo equivalente (Ver figura 2.9).
Figura 2.9 Sistema con dos salidas independientes en paralelo y dos distribuciones
El problema de esta opción es tratar posteriormente la asociación en paralelo de las dos distribuciones, y
además no es compatible con las etapas que contemplan al operario, ya que realmente éste no recoge las piezas independientemente, sino de forma conjunta en ambas líneas.
Otra opción sería obtener una distribución equivalente como combinación de las dos anteriores, de
manera que la media resultante fuese la media de las medias y la desviación resultante fuese la desviación de las desviaciones. El problema de esta opción es que si las dos distribuciones salen muy dispares puede perderse mucha información, en cuyo caso se trataría directamente ambas distribuciones por separado y se simularía la línea equivalente como un circuito con dos cajas negras (Ver figura 2.10):
Salida 1
Salida 2
Dist.1 (µ1, σ1)
Dist.2 (µ2, σ2)
Entrada
TIEMPO CICLO EQUIVALENTE MEDIO = 0.32328 min

53
Figura 2.10 Sistema con dos salidas en paralelo y una distribución equivalente media Si las dos distribuciones no fuesen muy distintas podría estimarse la distribución equivalente como una
asociación en paralelo de dos distribuciones distintas, según la fórmula 2.1.
1 1 1 2 2 2
11 1
( , ) ( , )
cthT
F Fµ σ µ σ
=
+
Fórmula 2.1
Para obtener estos resultados se parte del modelo del apartado anterior, y se modifican algunos
aspectos que se indican a continuación: • En la pieza se crea en “Acciones a la creación” una orden en la que al atributo de la Part que se ha
nombrado “Atributo”, se le asigna el tiempo que corre en ese momento en la simulación, de manera que sería como si a cada pieza se le pegara una etiqueta con el instante en el que se creó:
Atributo = TIME
• En la máquina auxiliar MDATOS con tiempo ciclo 4320 min (3 días de simulación con 3 turnos
completos) se crea en “Acciones Fin Ciclo” la orden de resetear todos los datos estadísticos, con lo cual tras el tiempo de estabilización se borra toda la estadística:
IF TIME=4320 RESETRE (ALL) ENDIF
• En la máquina auxiliar MAUX60 con tiempo ciclo 60 min (1 hora) se detiene la simulación a los 4800 min (1 turno completo tras el tiempo de estabilización, 4320 min), para lo que se crea en “Acciones Fin Ciclo” a orden :
IF TIME=4800
STOP ENDIF
• Se crean dos máquinas auxiliares a la salida de la línea MSAL1 Y MSAL2, con tiempo ciclo 0 para que no intervengan en los datos, de forma que cogen las piezas de la salida de la línea correspondiente y las envía a SHIP. En “Acciones Fin Ciclo” de estas máquinas se crea la orden de recoger tanto el tiempo de entrada de la pieza en el sistema, que se guardó en el Atributo de dicha pieza, como el tiempo de salida de la pieza del sistema, que coincide con el instante de tiempo de simulación. Cada máquina escribe estos datos en un fichero distinto de manera que se obtienen dos distribuciones distintas de ambas líneas en paralelo.
M1
M2
Entrada
Salida 1
Salida 2

54
Con los resultados grabados en los ficheros de las piezas, se puede obtener tanto el tiempo ciclo de
cada dos piezas que salen del sistema, restando el tiempo de salida de una respecto al tiempo de salida de la anterior; así como el tiempo de Eculement de cada pieza en el sistema, restando al tiempo de salida de la misma, el tiempo de entrada. Los resultados obtenidos se representan en las figuras 2.11, 2.12, 2.13 y 2.14.
TIEMPO CICLO 1
0,0000
0,5000
1,0000
1,5000
2,0000
2,5000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Nº PIEZAS QUE HAN SALIDO TRAS ESTABILIZACION
TIE
MP
O C
ICL
O IN
ST
AN
TÁN
EO
Figura 2.11 Tiempo ciclo de la Rama 1
TIEMPO CICLO 2
0,0000
0,5000
1,0000
1,5000
2,0000
2,5000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Nº PIEZAS QUE HAN SALIDO DEL SISTEMA
TIE
MP
O C
ICL
O IN
ST
AN
TÁN
EO
Figura 2.12 Tiempo de Ciclo de la Rama 2

55
T IE M P O E CULE M E NT 1
415
420
425
430
435
440
445
450
455
4335 4340 4345 4350 4355 4360 4365 4370 4375
T I E M P O E N T R A D A E N E L S I S T E M A ( mi n )
Figura 2.13 Tiempo de Eculement de la Rama 1
TIEMPO ECULEMENT 2
410
415
420
425
430
435
440
445
450
4335 4340 4345 4350 4355 4360 4365 4370 4375
TIEMPO DE ENTRADA EN EL SISTEMA (min)
TIE
MP
O D
E E
CU
LE
ME
NT
(m
in)
Figura 2.14 Tiempo de Eculement de la Rama 2
2.4.1.3 Opción 1.C: Tiempo ciclo como valor medio acumulado
Se trabaja desechando el estudio del tiempo ciclo equivalente por pieza y tomándolo como un valor medio acumulado a partir de la estabilización del sistema.
Tiempo ciclo acumulado = Tiempo de simulación / nº de piezas
En este caso se tomará la simulación de un turno completo con idea de que el resultado sea más
objetivo, es decir, un tiempo de simulación de 480 minutos y un total de 1103 piezas, con lo que el tiempo ciclo equivalente acumulado es de 0.425 min, resultado que se adecua en cierto modo al resultado obtenido (Ver figura 2.15).

56
tiempo ciclo
0,0000000,1000000,2000000,3000000,4000000,5000000,6000000,7000000,8000000,9000001,000000
1 72 143 214 285 356 427 498 569 640 711 782 853 924 995 1066
Figura 2.15 Tiempo ciclo valor medio acumulado
Este valor no es acertado, ya que debería coincidir con el tiempo ciclo del conjunto de máquinas que
forman el cuello de botella, es decir, las máquinas talladoras 2958 y 2957, puestas en paralelo. Por tanto, según la fórmula 2.2:
1
0.325min1 1
0.65 0.65
cthT = =
+
Fórmula 2.2
Se repite por tanto la simulación tomando un turno completo con idea de que el resultado sea más
objetivo, es decir, un tiempo de simulación de 480 minutos tras la estabilización, con lo cual es necesario restar al nº de piezas las que han salido antes de este instante, lo que hace un total de 1478 piezas, siendo el tiempo ciclo equivalente acumulado de 0.324763 min, resultado que se adecua en cierto modo al obtenido en la figura 2.16, obtenida como representación de los datos anteriores.
TIEMPO CICLO EQUIVALENTE
0,00000
0,10000
0,20000
0,30000
0,40000
0,50000
0,60000
0,70000
1 94 187 280 373 466 559 652 745 838 931 1024 1117 1210 1303 1396
Nº PIEZAS QUE HAN SALIDO DEL SISTEMA
TIE
MP
O C
ICL
O
INS
TAN
TÁ
NE
O (
min
)
Figura 2.16 Tiempo ciclo equivalente valor medio acumulado
Sin embargo este método podría depurarse aún más, y esto se desarrollará en el apartado siguiente.
2.4.1.4 Tiempo ciclo como distribución de valores medios acumulados por hora
Se trabaja de forma análoga al apartado anterior, pero cada hora de simulación después del tiempo de estabilización, los datos estadísticos acumulados se resetean, calculando en cada intervalo el tiempo ciclo
Tcthac=0.425min
TIEMPO DE CICLO EQUIVALENTE MEDIO = 0.32478 min

57
medio acumulado, y obteniendo de esta manera una distribución de dicho tiempo, que permitirá simular el sistema con mayor fiabilidad. Para ello hay que repetir la simulación obteniéndose los resultados de la figura 2.17.
timepo ciclo equivalente
0,000000,100000,200000,300000,400000,500000,600000,700000,800000,900001,00000
1 58 115 172 229 286 343 400 457 514 571 628 685 742 799 856 913 970 1027 1084
Figura 2.17 Tiempo ciclo valor medio acumulado por hora
Según lo expuesto anteriormente y los resultados obtenidos, se obtiene la distribución de la figura 2.18,
cuyo valor medio, equiparable al del apartado anterior, es de 0.43519 min, donde se ve la diferencia entre el afinamiento de este método y el anterior más burdo. Además con estos datos, con un muestreo más alto se puede realizar un estudio para obtener una distribución estadística a partir de la media y la desviación típica, ley que regirá el tiempo ciclo de la máquina que simulará la línea completa.
tiempo ciclo equivalente
0,426
0,428
0,43
0,432
0,434
0,436
0,438
0,44
0,442
1 2 3 4 5 6 7 8
Figura 2.18 Distribución de Tiempo ciclo equivalente valor medio acumulado por hora
Resulta una distribución como la de la figura 2.18, con media 0.43519 min y desviación estándar
0.00266 min, un valor bastante pequeño. Si se repite el proceso pero con un tiempo de simulación de 1 día completo, tras el tiempo de
estabilización del sistema, se obtiene el resultado que puede verse en la figura 2.19.
Tcthacm=0.43519 min

58
tiempo ciclo equivalente
0,4220,4240,4260,4280,43
0,4320,4340,4360,4380,44
0,4420,444
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
Figura 2.19 Distribución de Tiempo ciclo equivalente valor medio acumulado por hora
Resulta una distribución con media 0.43509 min (muy parecida a la del caso anterior) y
desviación estándar 0.00307 min, un valor bastante pequeño también pero ya se aprecia un poco más de dispersión, con lo que esta segunda simulación parece más real.
A continuación hay que elegir una distribución estadística que se adecue a la forma de la gráfica.
Debido a que la media coincide aproximadamente con el 50% de los puntos y que la dispersión es bastante pequeña, no es demasiado descabellado suponer que una distribución uniforme de media y desviación típica las de los resultados, reflejaría con bastante exactitud los datos empíricos obtenidos.
2.4.1.5 Distribución estadística del tiempo ciclo del modelo según Witness, usando variables
En este caso se trabaja con una variable auxiliar que permite controlar el tiempo en el que sale cada
pieza, y así poderlo restar al anterior, obteniendo directamente la distribución de tiempos ciclos en WITNESS. Estas variables se escribirán en un fichero y en un histograma, el cual, de forma automática, calculará la media y la desviación típica de dicha distribución. Con la representación de la evolución de tiempos se puede obtener, aproximadamente, una idea de la distribución que más se acerque a la realidad (log, expneg…).
Para ello se crea una variable llamada “TSALANTPZA” que servirá para almacenar el tiempo en el que salió la pieza anterior, con objeto de restarla al tiempo en el que sale la pieza actual, que se determina con el atributo general TIME, y obtener así la distribución de tiempos ciclos. La forma de obtenerlo es escribiendo la programación de la figura X en las “Acciones de salida de la pieza”, es decir, se llevarán a cabo estos comandos cada vez que una pieza salga del sistema:
IF COMCICLO = 0 WRITE FPIEZA "TSAL","TCICLO" COMCICLO = 1 ELSEIF TIME >= 480 WRITE FPIEZA TIME,TIME - TSALANTPZA TSALANTPZA = TIME ENDIF
La variable COMCICLO permite escribir en la primera línea del fichero los títulos de las columnas, de manera que una vez que la simulación ha comenzado esta variable se pone a 1 y esta orden no se repite. A
Tcthacm=0.43509 min

59
continuación, una vez que se ha superado el tiempo de estabilización del sistema (480 min), se escribe en el fichero el tiempo ciclo de ese instante y se actualiza la variable TSALANTPZA al momento actual. Además en la máquina auxiliar de tiempo ciclo 480min, se ha puesto una “Acción de fin de ciclo”, que sirve para poner a cero toda la estadística, con los siguientes comandos:
IF TIME = 480 RESETRE (ALL) ENDIF
Con este “if” se consigue que sólo lo haga una vez y no en cada múltiplo de 480 min.
Según todo esto el resultado obtenido es muestra en la figura 2.20.
TIEMPO CICLO EQUIVALENTE
0
0,2
0,4
0,6
0,8
1
1 48 95 142 189 236 283 330 377 424 471 518 565 612 659 706 753 800 847 894 941 988 1035 1082
Figura 2.20 Tiempo ciclo equivalente
Puede verse en estos resultados que se obtienen unos datos muy arbitrarios, no siguen una ley concreta, y la razón de que esto ocurra así, sigue siendo el hecho de que la salida puede ser de una en una pieza, o de dos en dos, lo que hace oscilar mucho el resultado.
2.4.1.6 Modelo equivalente Opción 1
El modelo equivalente será una máquina con un tiempo ciclo igual a la distribución calculada en cualquiera de los casos anteriores.
2.5 ESTUDIO DE LA SENSIBILIDAD DE LA LÍNEA
2.5.1 Definición de sensibilidad de una máquina. Gráfica La sensibilidad de una máquina se define como el tiempo máximo en el que una avería no altera el
resultado global del sistema. Lo que se controla es el Rendimiento Operacional (Ro) del sistema, que se calcula como:
Ro = RoReal/RoTeórico = Nº piezas buenas/Máximo piezas buenas
El máximo de piezas buenas lo proporciona la máquina con mayor tiempo ciclo del sistema, que será el cuello de botella.

60
El procedimiento es ir provocando a cada máquina paradas de una determinada duración (10min, 20min….1h, 2h….) e ir controlando el tiempo en el que se hace notable a la salida, el tiempo en el que se reestablece el régimen permanente, y la pérdida de Ro, respecto al ideal, que se produce en cada caso. En el momento en el que la pérdida deja de ser nula se habrá encontrado el tiempo de sensibilidad de la máquina. El Ro se controlará mediante muestreo, cuya frecuencia se determinará empíricamente, dependiendo de la duración de la avería.
Una vez hecho todo esto se elaborará una tabla con todas la máquinas de mayor a menor sensibilidad, incluyendo el resto de parámetros medidos, con objeto de realizar un estudio posterior que indique, por máquina, su sensibilidad al tiempo de avería y a la frecuencia de las mismas, esto último viendo el tiempo de recuperación de cada máquina.
La evolución del Ro de una máquina que sufre una avería tiene la forma que se representa en la figura 2.21.
Según la definición de “sensibilidad de una máquina”, ésta será la duración máxima de una avería que hace que el Ro siga una línea recta, o la duración mínima que hace que la primera gráfica representada comience a dejar de tener forma de línea recta.
2.5.2 Pasos a seguir y parámetros a controlar Los pasos a seguir para realizar el estudio de sensibilidad se relacionan a continuación: • Simular el modelo de la etapa anterior, sin incluir ninguna avería, y guardar el nº de piezas que salen
del sistema con una frecuencia de 5 min. Este archivo que resulta será el que proporcione el nº de piezas máximo que el sistema es capaz de producir con un muestreo de 5 min. Para ello al modelo anterior habrá que añadirle una máquina auxiliar, con tiempo ciclo 5 min, y en la que se programe en “Acciones Fin Ciclo” los siguientes comandos:
IF TIME = 4320 WRITE FM2027 "tiempo","Tb2958","tb2957","numpza" ELSEIF TIME > 4320 WRITE FM2027 TIME,ROUND (PUTIL (M2958,2),4),ROUND (PUTIL (M2957,2),4),NSHIP (PIEZA) ENDIF IF TIME = 10080 STOP ENDIF
• Provocar una avería lo suficientemente larga como para que se aprecie en la salida de la línea,
como por ejemplo, de un turno completo, 480 minutos. Para ello se necesita una máquina auxiliar que provoque tanto la avería como la reparación; esto se consigue con los siguientes comandos en “Acciones Fin Ciclo” de la máquina auxiliar:
IF TIME=tiempo de comienzo de avería BREAKDWN(máquina) ENDIF IF TIME=tiempo de comienzo de avería + duración de avería REPAIR(máquina) ENDIF
Tiempo de comienzo: Primero habrá que superar el tiempo de estabilización del sistema, es decir, 4320
min, se resetearán todos los datos y luego se esperará un turno antes de provocar la avería, por tanto el tiempo de comienzo de avería será 4320 + 480 = 4800 min de simulación.

61
Duración de la avería: Serán 480 min en principio.
• Posteriormente se provoca otra avería de duración mayor a la anterior, 960 min y comenzando en el mismo instante 4800 min de simulación. Con ambas simulaciones se hace el siguiente razonamiento (ver figura 2.22):
A) Sea cual sea la duración de la avería, el tiempo que tardaría en apreciarse es el mismo, es decir, este tiempo A es independiente de la duración de la avería.
B) La pendiente de curva de la pérdida de Ro respecto al tiempo también es independiente del tiempo de avería, ya que, por ejemplo, los primeros 480 minutos ambas averías son exactamente iguales; es a partir de ese momento cuando comienzan a diferenciarse.
C) No es necesario que en el instante en que deja de producirse la avería comience también la recuperación de la pérdida, esto dependerá mucho del lugar que ocupe la máquina en la línea, de la saturación de la misma por delante y por detrás de la máquina averiada, etc. Esta diferencia de instantes es el tiempo B.
D) Tampoco es necesario que el rendimiento vuelva al 100%, se puede producir sólo una recuperación parcial y estabilizarse el sistema en un valor de Ro más bajo. Esto será una pérdida a tener en cuenta.
E) La duración mínima de una avería para que comience a apreciarse en el resultado, es decir, para que la línea de evolución de Ro no sea la línea verde de 100%, es aquella en la que el punto de apreciación de la avería y el punto de comienzo de recuperación de la misma comienza a diferenciarse; por tanto en el límite se cumplen siguientes relaciones:
. . e .
. e.
.
Av mínima Com R cuperación Aprec Avería
Com R cuperación Avería BAv mínima B A
Aprec Avería A
⇔ =
= + ⇒ = −
=
Para la avería de 480 min: Av.mínima = 375-20=355min.
Para la avería de 960 min: Av.mínima = 375-20=355min.
Por tanto se cumple que para una avería de duración 355 mín se produce el efecto pasar de no apreciarse la avería en el sistema a comenzar la apreciación.
F) Se repetirá este proceso con cada máquina, provocando sólo una avería de 480 min en cada una, cada vez y obteniendo la duración mínima de la avería que hace que se aprecie el efecto en el sistema. Una vez obtenido este dato para cada máquina, se realizarán 3 simulaciones: La primera será con una avería de duración 5 min menos que el dato obtenido; la segunda será con una avería de duración el dato obtenido; y la tercera será como una avería de duración 5 min más que el dato obtenido. De esta forma se obtendrá la avería mínima con una desviación de 5 minutos.
G) Una vez realizadas todas estas simulaciones se ordenarán las máquinas de mayor a menor sensibilidad y se comprobará que la estimación hecha en un principio del cuello de botella se confirma con este estudio.

- 62 -
Figura 2.21 Ejemplo de evolución de Ro con una avería determinada
Ro
Avería
COMIENZA TERMINA
T2
T2
T1
T3
Tiempo (min)
Pérdida Ro
T1: Tiempo que tarda en notarse la avería. T2: Duración de la avería. T3: Tiempo que tarda en estabilizarse el sistema.
Tiempo (min)

63
0 4320
PUESTA A CERO
4800 5175 5175
5280 5300
INICIO ESTABILIZ. SISTEMA
COMIENZA AVERIA
APRECIACIÓN AVERIA 480 MIN
APRECIACIÓN
AVERIA 960 MIN
FIN AVERIA 480 MIN
FIN AVERIA 960 MIN
5760 5780
4320 min (3 días)
480 min (1 turno)
100 % BUEN FTO.
A480
B480
A960
B960
COMIENZA RECUPERACIÓN 480
Capítulo 1 COMIENZA RECUPERACIÓN 960
PÉRDIDA 480
PÉRDIDA 960
Figura 2.22 Ejemplo de evolución de pérdida de Ro con una avería determinada

64
2.5.3 Programación del modelo
2.5.3.1 Buen funcionamiento Lo primero que se necesita es realizar una simulación ideal en la que todo esté “bien”, para poder
obtener el nº de piezas que salen del sistema en estas condiciones, las cuales marcará el máximo número de piezas que podrán obtenerse en cualquier momento. Para ello se repite la simulación de los apartados anteriores, en este caso se guardan los datos cada 5 minutos, en una máquina auxiliar con tiempo ciclo 5 min y con los siguientes comandos en “Acciones Fin Ciclo”:
IF TIME = 4320 WRITE FM2027 "tiempo","Tb2958","tb2957","numpza" ELSEIF TIME > 4320 WRITE FM2027 TIME,ROUND (PUTIL (M2958,2),4),ROUND (PUTIL (M2957,2),4),NSHIP (PIEZA) ENDIF IF TIME = 10080 STOP ENDIF
Con esto se consigue controlar tanto el tiempo en que se graban los datos, así como el porcentaje de buen funcionamiento de las máquinas cuello de botella y el número de piezas que han salido del sistema en ese momento. Previamente en el tiempo de estabilización del sistema se resetean los datos con los siguientes comandos en “Acciones Fin Ciclo” en la máquina MDATOS con tiempo ciclo 60 min:
IF TIME = 4320 RESETRE (ALL) ENDIF
Representando los datos obtenidos se obtienen las gráficas de las figuras 2.23 y 2.24, que servirá de punto de comparación con el resto de las simulaciones.
PRODUCCIÓN MÁXIMA
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
4300 5300 6300 7300 8300 9300 10300
TIEMPO DE SIMULACIÓN (min)
Nº
PIE
ZA
S Q
UE
SA
LE
N D
EL
SIS
TE
MA
Figura 2.23 Producción máxima del sistema

65
TIEMPO BUEN FTO. CUELLO BOTELLA
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320
TIEMPO DE SIMULACIÓN (min)
PO
RC
EN
TA
JE
DE
TIE
MP
O D
E B
UE
N F
TO
.
BUEN FTO. M2958
BUEN FTO. M2957
Figura 2.24 Porcentaje de tiempo de buen funcionamiento del sistema
2.5.3.2 Avería de 480 min en la primera máquina M2027 A continuación se programa una avería en la primera máquina de duración 480 min para poder realizar
el estudio que comentamos en los apartados anteriores. Para ello se programan los siguientes comandos en las “Acciones Fin Ciclo” de una máquina auxiliar con tiempo ciclo 5 min ( el tiempo ciclo es indiferente en realidad, sólo es necesario que sea múltiplo del tiempo en que queremos que comience y acabe la avería, pero se usa 5 min, para aprovechar esta máquina auxiliar para otras operaciones):
IF TIME = 4320 WRITE FM2027 "tiempo","Tb2958","tb2957","numpza" ELSEIF TIME > 4320 WRITE FM2027 TIME,ROUND (PUTIL (M2958,2),4),ROUND (PUTIL (M2957,2),4),NSHIP (PIEZA) ENDIF IF TIME = 10080 STOP ENDIF IF TIME = 4800 BREAKDWN (M2027) ENDIF IF TIME = 5280 REPAIR (M2027) ENDIF
Con esto se comienza a guardar los datos ya comentados, tiempo de simulación, porcentaje de buen
funcionamiento del cuello de botella y el número de piezas que han salido del sistema hasta ese instante; después se deja pasar 480 min y se provoca una avería en la máquina 2027 de duración también 480min, justo el instante donde se repara dicha avería. Previamente en el tiempo de estabilización del sistema se resetean los datos con los siguientes comandos en “Acciones Fin Ciclo” en la máquina MDATOS con tiempo ciclo 60 min:

66
IF TIME = 4320 RESETRE (ALL) ENDIF
Representando los datos obtenidos se obtiene la siguiente gráfica de la figura 2.25, que servirá de
punto de comparación con el resto de las simulaciones.
PRODUCCIÓN CON AVERÍA 480MIN EN M2027
0
2000
4000
6000
8000
10000
12000
14000
4300 4800 5300 5800 6300 6800 7300 7800 8300
TIEMPO DE SIMULACIÓN (min)
NÚ
ME
RO
DE
PIE
ZA
S Q
UE
SA
LE
N D
EL
SIS
TM
E
Figura 2.25 Producción del sistema con avería en máquina 2027
Comparamos estos resultados con los obtenidos en el caso ideal, de forma que obtenemos la
evolución del Rendimiento Operacional (Ro) de esta simulación (Ver figura 2.26).
Ro CON AVERIA 480 MIN EN M2027
0
20
40
60
80
100
120
4300 4800 5300 5800 6300 6800 7300 7800 8300
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.26 Evolución de Ro del sistema con avería en máquina 2027
La evolución comienza al 100% y un tiempo después de que se provocara la avería comienza a
apreciarse el efecto en el resultado, unos 375 min después (A = 375), con lo que la producción de piezas

67
disminuye, hasta llegar a un mínimo, en el instante 5300 min, es decir, unos 20 min después de que la avería se reparase comienza a notarse mejoría en la línea. A partir de este momento comienza a recuperarse la producción, pero de una forma bastante lenta y parece, según la evolución de la gráfica, que la avería no se podrá superar en un tiempo razonable, y se mantendrá una pérdida en el Ro.
2.5.3.3 Avería de 960 min en la primera máquina M2027 A continuación y aunque no es necesario, se programa una avería en la primera máquina de duración
960 min para poder constatar el estudio que se comentó en los apartados anteriores. Para ello se programan los siguientes comandos en las “Acciones Fin Ciclo” de una máquina auxiliar con tiempo ciclo 5 min:
I F TIME = 4320 WRITE FM2027 "tiempo","Tb2958","tb2957","numpza" ELSEIF TIME > 4320 WRITE FM2027 TIME, ROUND (PUTIL (M2958,2),4),ROUND (PUTIL (M2957,2),4),NSHIP (PIEZA) ENDIF IF TIME = 10080 STOP ENDIF IF TIME = 4800 BREAKDWN (M2027) ENDIF IF TIME = 5760 REPAIR (M2027) ENDIF
Con esto se comienza a grabar los datos ya comentados, tiempo de simulación, porcentaje de buen
funcionamiento del cuello de botella y el número de piezas que han salido del sistema hasta ese instante; después se espera 480 min y se provoca una avería en la máquina 2027 de duración 960 min, justo el instante donde se repara dicha avería. Previamente, en el tiempo de estabilización del sistema, se resetean los datos con los siguientes comandos en “Acciones Fin Ciclo” en la máquina MDATOS con tiempo ciclo 60 min:
IF TIME = 4320 RESETRE (ALL) ENDIF
Representando los datos obtenidos se obtiene la gráfica de la figura 2.27 que servirá de punto de
comparación con el resto de las simulaciones.

68
PRODUCCIÓN CON AVERÍA 960 MIN EN M2027
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Nº
PIE
ZAS
QU
E S
ALE
N D
EL
SIS
TEM
A
Figura 2.27 Producción del sistema con avería en máquina 2027
Comparando estos resultados con los obtenidos en el caso ideal, de forma que se obtenga la evolución
del Rendimiento Operacional (Ro) de esta simulación, resulta la gráfica de la figura 2.28.
Ro CON AVERÍA 96O MIN EN M2027
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACION (min)
Ro
(%
)
Figura 2.28 Evolución de Ro del sistema con avería en máquina 2027
La evolución comienza al 100% y un tiempo después de que se provocara la avería comienza a
apreciarse el efecto en el resultado, unos 375 min después (A = 375), con lo que la producción de piezas disminuye, hasta llegar a un mínimo, en el instante 5780 min, es decir, que unos 20 min después de que la avería se reparase comienza a notarse mejoría en la línea. A partir de este momento comienza a recuperarse la producción, pero una forma bastante lenta y parece, según la evolución de la gráfica, que la avería no se podrá superar en un tiempo razonable, y se mantendrá una pérdida en el rendimiento operacional.

69
2.5.3.4 Avería de 480 min en el resto de máquinas El resto de máquinas se programan de la misma forma y los resultados obtenidos tienen una forma
similar a los expuestos para la primera máquina. En la máquina de MDATOS se programa el reseteo de datos al llegar al tiempo de estabilización del sistema, como siempre, en “Acciones Fin Ciclo”:
IF TIME = 4320
RESETRE (ALL)
ENDIF
A continuación se provoca en la máquina correspondiente una avería de duración 480 min, con los comandos en “Acciones Fin Ciclo” de la máquina auxiliar de 5 min de tiempo ciclo:
IF TIME = 4320
WRITE FMaquina "tiempo","Tb2958","tb2957","numpza"
ELSEIF TIME > 4320
WRITE FMauina TIME, ROUND (PUTIL (M2958,2),4),ROUND (PUTIL (M2957,2),4),NSHIP
(PIEZA)
ENDIF
IF TIME = 10080
STOP
ENDIF
IF TIME = 4800
BREAKDWN (Maquina)
ENDIF
IF TIME = 5280
REPAIR (Maquina)
ENDIF
Con esto los resultados que se obtienen de cada máquina permiten obtener el dato de avería mínima
como se indicó al principio de este apartado. A continuación se presentan los resultados de cada máquina para la avería de 480 minutos en las figuras 2.29 a 2.43.
SENSIBILIDAD M2094 480MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%)
Figura 2.29 Evolución de Ro del sistema con avería en máquina 2094

70
SENSIBILIDAD M2190 480 MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%)
Figura 2.30 Evolución de Ro del sistema con avería en máquina 2190
SENSIBILIDAD M2150 480 MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TI EM P O D E S I M ULACI ÓN ( mi n)
Figura 2.31 Evolución de Ro del sistema con avería en máquina 2150
SENSIBILIDAD M2198 480MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.32 Evolución de Ro del sistema con avería en máquina 2198

71
SENSIBILIDAD M2141 480 MIN
95,5
96
96,5
97
97,5
98
98,5
99
99,5
100
100,5
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%)
Figura 2.33 Evolución de Ro del sistema con avería en máquina 2141
SENSIBILIDAD M2142 480MIN
95,5
96
96,5
97
97,5
98
98,5
99
99,5
100
100,5
4300 5300 6300 7300 8300 9300 10300
TI EMP O DE S I MU LA CI ´ÓN ( mi n)
Figura 2.34 Evolución de Ro del sistema con avería en máquina 2142
SENSIBILIDAD M2333 480 MIN
95,5
96
96,5
97
97,5
98
98,5
99
99,5
100
100,5
4300 5300 6300 7300 8300 9300 10300
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.35 Evolución de Ro del sistema con avería en máquina 2333

72
SENSIBILIDAD M2958 480MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.36 Evolución de Ro del sistema con avería en máquina 2958
SENSIBILIDAD M2957 480MIN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.37 Evolución de Ro del sistema con avería en máquina 2957
S ENS I BI LIDAD M 2 12 0 48 0 M IN
0
20
40
60
80
100
120
4320 5320 6320 7320 8320 9320 10320
T I E MP O DE SI M ULACI ÓN ( mi n)
Figura 2.38 Evolución de Ro del sistema con avería en máquina 2120

73
SEN SIB ILID A D M 2 0 6 4 4 8 0 M IN
0
20
40
60
80
100
120
4300 5300 6300 7300 8300 9300 10300
T I E M P O DE SI M ULA CI ÓN ( mi n)
Figura 2.39 Evolución de Ro del sistema con avería en máquina 2064
SEN SIBILID A D M 2 2 8 2 4 8 0 M IN
88
90
92
94
96
98
100
102
4300,00 5300,00 6300,00 7300,00 8300,00 9300,00 10300,00
TIEM P O DE S IM ULACIÓN ( min)
Figura 2.40 Evolución de Ro del sistema con avería en máquina 2282
S ENS I BI LI DAD M 2 117 4 8 0 M I N
88
90
92
94
96
98
100
102
4300 5300 6300 7300 8300 9300 10300
T I E MP O DE SI M ULACI ÓN ( mi n)
Figura 2.41 Evolución de Ro del sistema con avería en máquina 2117

74
SENSIBILIDAD M2159CA 480MIN
86
88
90
92
94
96
98
100
102
4300 5300 6300 7300 8300 9300 10300
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.42 Evolución de Ro del sistema con avería en máquina 2159CA
SENSIBILIDAD M2159CB 480MIN
86
88
90
92
94
96
98
100
102
4300 5300 6300 7300 8300 9300 10300
TIEMPO DE SIMULACIÓN (min)
Ro
(%
)
Figura 2.43 Evolución de Ro del sistema con avería en máquina 2159CB
Una vez obtenidas las gráficas, el siguiente paso es obtener los parámetros A y B con objeto de
determinar la avería mínima que comienza a hacer efecto sobre la producción de la línea. Estos parámetros se muestran en la tabla 2.6.
Lo que resta es realizar las mismas simulaciones cambiando el tiempo de avería, con objeto de
averiguar si el paso entre “influir” y “no influir” en el Ro de la línea se produce antes o después de lo que se ha determinado como “avería mínima”. Para ello se preparan 3 simulaciones análogas a las ya realizadas, con averías de duración la calculada como Av.min, otra con una avería de duración 5 min menos que la anterior, y otra con una avería de duración 5 min más; con esto se obtendrá la avería mínima que comienza a influir en el Ro de la línea, con un error menor o igual que la frecuencia de muestreo.

75
MÁQUINA A B AV.MIN = A - B PÉRDIDA (%) 2027 375 20 355 2.88 2094 315 15 300 5.77 2190 295 15 280 3.52 2150 280 55 225 3.79 2198 250 10 240 4.24 2141 365 10 355 0.68 2142 365 10 355 0.68 2333 365 10 355 0.68 2958 10 10 0 8.34 2957 10 10 0 4.16 2120 10 0 10 3.18 2064 10 0 10 3.19 2282 10 5 5 0 2117 5 5 0 0
2159-CA 5 0 5 0 2159-CB 5 0 5 0
Tabla 2.6 Avería mínima de todas las máquinas del sistema
2.5.3.5 Resultados y conclusiones La clasificación de las máquinas en función de su sensibilidad (de mayor a menor) se representa en la
tabla 2.7.
MÁQUINA SENSIBILIDAD AVERÍA MÍNIMA M2958 1ª 0 ÷5 min M2957 1ª 0 ÷5 min M2120 1ª 0 ÷5 min M2064 1ª 0 ÷5 min M2282 1ª 0 ÷5 min M2117 1ª 0 ÷5 min
M2159CA 1ª 0 ÷5 min M2159CB 1ª 0 ÷5 min
M2198 2ª 235 ÷240 min M2150 3ª 260 ÷265 min M2190 4ª 275 ÷280 min M2094 5ª 295 ÷300 min M2141 6ª 350 ÷355 min M2142 6ª 350 ÷355 min M2333 6ª 350 ÷355 min M2027 7ª 355 ÷360 min
Tabla 2.7 Clasificación por sensibilidad
Puede verse claramente que las máquinas cuello de botella (M2958 y M2957) son las que tienen
mayor sensibilidad, aunque el resto de máquinas que quedan por detrás del cuello de botella tienen

76
también una sensibilidad muy elevada, ya que esta parte de la línea, una vez alcanzada la estabilidad, se queda esperando pieza, y con la mayoría de los pulmones vacíos, no tiene capacidad de amortiguar una avería por muy corta que sea. Sien embargo el resto de máquinas que preceden al cuello de botella se encuentran en dicho momento saturadas y con todos los pulmones de manutención completos, por tanto tienen bastante capacidad para amortiguar averías de hasta 6 horas, como ocurre con la primera máquina de la línea. Puede verse también que no se cumple exactamente el orden de máquinas, es decir, las máquinas 2141, 2142 y 2333, que son las precedentes al cuello de botella tienen menor sensibilidad que la mayoría que las preceden a ellas, pero esto es porque equivalen a una única máquina formada a partir de 3 máquinas en paralelo; esto hace que si una de ellas sufre una avería, las otras dos, en parte, absorben su producción y disminuyen la pérdida de Ro. Sin embargo están tan cerca del cuello de botella que no pueden superar a la primera máquina de la línea, que resulta ser la menos sensible.