Embed Size (px)
Citation preview
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 1/41
CAPITOLUL 2.TRATAMENTE TERMICE APLICATE OŢELURILOR
2.1. Recoacerea oţelurilor
2.1.1. Clasificarea recoacerilor Recoacerile sunt tratamente termice, care au drept scop aducerea produselor metalice în
stări structurale şi de tensiuni interne apropiate de echilibru. Ele se aplică fie pentru a corectaefecte nedorite, apărute în urma unor operaţii tehnologice anterioare, fie pentru a pregătimaterialul în vederea efectuării unei operaţii de prelucrare ulterioare.Clasificarea recoacerilor se face după următoarele criterii: tipul transformărilor structurale,scopul urmărit, temperatura de încălzire şi modul de răcire.Din punctul de vedere al transformărilor structurale, care au loc în timpul recoacerii, sedeosebesc:1 • recoaceri fără transformări de fază în stare solidă sau recoaceri de ordinul I, dacă întimpul recoacerii nu se modifică numărul, natura şi/sau proporţia fazelor din structură;2 • recoaceri cu transformări de fază în stare solidă sau recoaceri de ordinul II, dacă întimpul recoacerii se modifică numărul, natura şi/sau proporţia fazelor din structură.
După scopul urmărit, recoacerile pot fi:1 • recoaceri de detensionare;2 • recoaceri de recristalizare;3 • recoaceri de omogenizare;4 • recoaceri de regenerare;5 • recoaceri pentru îmbunătăţirea prelucrabilităţii prin aşchiere.
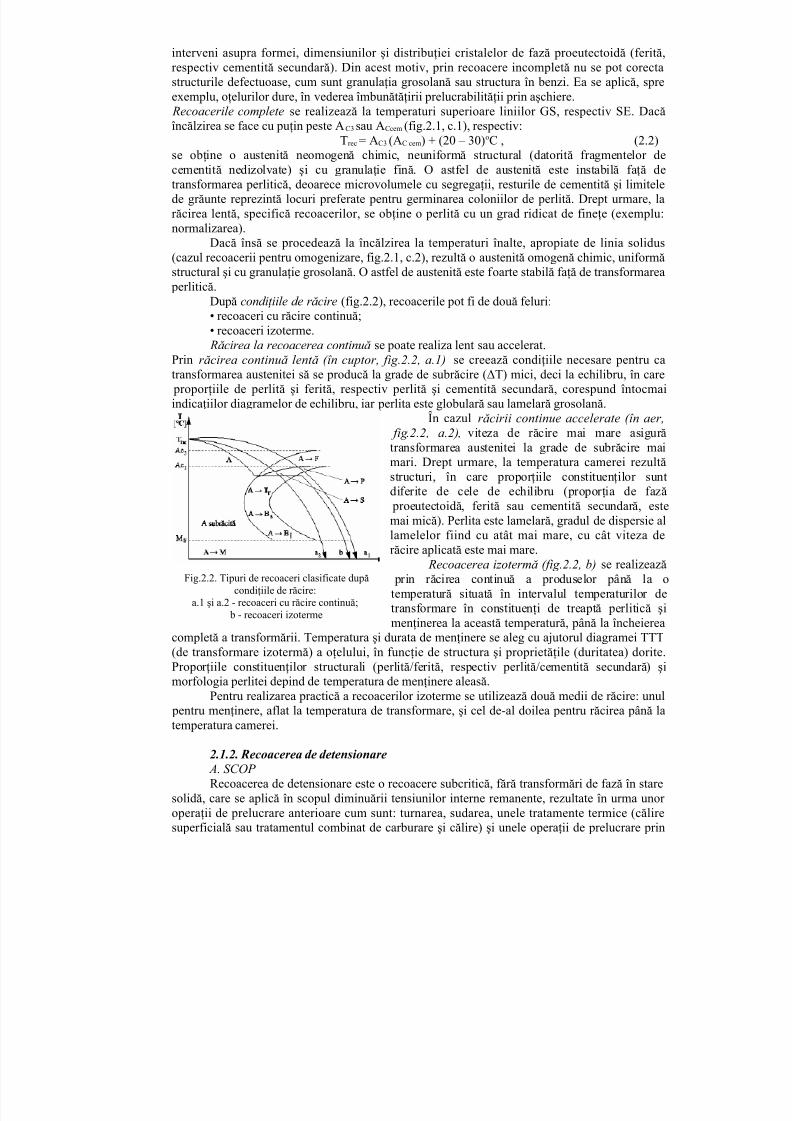
Dacă se consideră temperatura la care se face încălzirea, recoacerile se împart în(fig.2.1):1 • recoaceri subcritice;2 • recoaceri intercritice (incomplete);
3 • recoaceri supracritice (complete). Recoacerile subcritice realizeazăîncălzirea oţelurilor la temperaturi inferioaretemperaturii de transformare eutectoidă(Trec < AC1, fig.2.1, a.1 şi a.2) şi sunt, drepturmare, recoaceri fără transformări de fazăîn stare solidă. Din această categorie fac
parte recoacerea de detensionare, recoacereade recristalizare şi recoacerea de globulizare.Aceasta din urmă implică menţinereaoţelurilor la temperaturi inferioare, dar
apropiate de AC1 (fig.2.1, a.2), fapt careconduce la fragmentarea şi globulizareacementitei din structură. Deşi nu se modificănumărul, natura şi/sau proporţia fazelor dinstructură, procesul de globulizare acementitei se consideră convenţional ca fiindo transformare de fază în stare solidă.
Încălzirea în cazul recoacerilor intercritice (incomplete) se face la temperaturi cu puţinsuperioare temperaturii AC1 (fig.2.1, b) şi inferioare lui AC3, respectiv AC cem :
Trec = AC1 + (20 – 30o)C < AC3 (AC cem) . (2.1)Se produce astfel transformarea perlitei în austenită, fără a se transforma polimorfic ferita înaustenită (în cazul oţelurilor hipoeutectoide), respectiv fără a se dizolva complet cementita înaustenită (la oţelurile hipereutectoide). Drept urmare, prin alegerea adecvată a condiţiilor derăcire, se poate modifica numai morfologia perlitei (respectiv forma, dimensiunile şi distribuţiacristalelor de ferită şi cementită din perlită) şi implicit, proprietăţile acesteia. Nu se poate însă
Fig.2.1. Tipuri de recoaceri clasificate după temperaturade încălzire:
a.1 şi a.2 - recoaceri subcritice; b - recoaceri intercritice; c.1 şi c.2 - recoaceri supracritice
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 2/41
interveni asupra formei, dimensiunilor şi distribuţiei cristalelor de fază proeutectoidă (ferită,respectiv cementită secundară). Din acest motiv, prin recoacere incompletă nu se pot corectastructurile defectuoase, cum sunt granulaţia grosolană sau structura în benzi. Ea se aplică, spreexemplu, oţelurilor dure, în vederea îmbunătăţirii prelucrabilităţii prin aşchiere.
Recoacerile complete se realizează la temperaturi superioare liniilor GS, respectiv SE. Dacăîncălzirea se face cu puţin peste AC3 sau ACcem (fig.2.1, c.1), respectiv:
Trec = AC3 (AC cem) + (20 – 30)oC , (2.2)
se obţine o austenită neomogenă chimic, neuniformă structural (datorită fragmentelor decementită nedizolvate) şi cu granulaţie fină. O astfel de austenită este instabilă faţă detransformarea perlitică, deoarece microvolumele cu segregaţii, resturile de cementită şi limitelede grăunte reprezintă locuri preferate pentru germinarea coloniilor de perlită. Drept urmare, larăcirea lentă, specifică recoacerilor, se obţine o perlită cu un grad ridicat de fineţe (exemplu:normalizarea).
Dacă însă se procedează la încălzirea la temperaturi înalte, apropiate de linia solidus(cazul recoacerii pentru omogenizare, fig.2.1, c.2), rezultă o austenită omogenă chimic, uniformăstructural şi cu granulaţie grosolană. O astfel de austenită este foarte stabilă faţă de transformarea
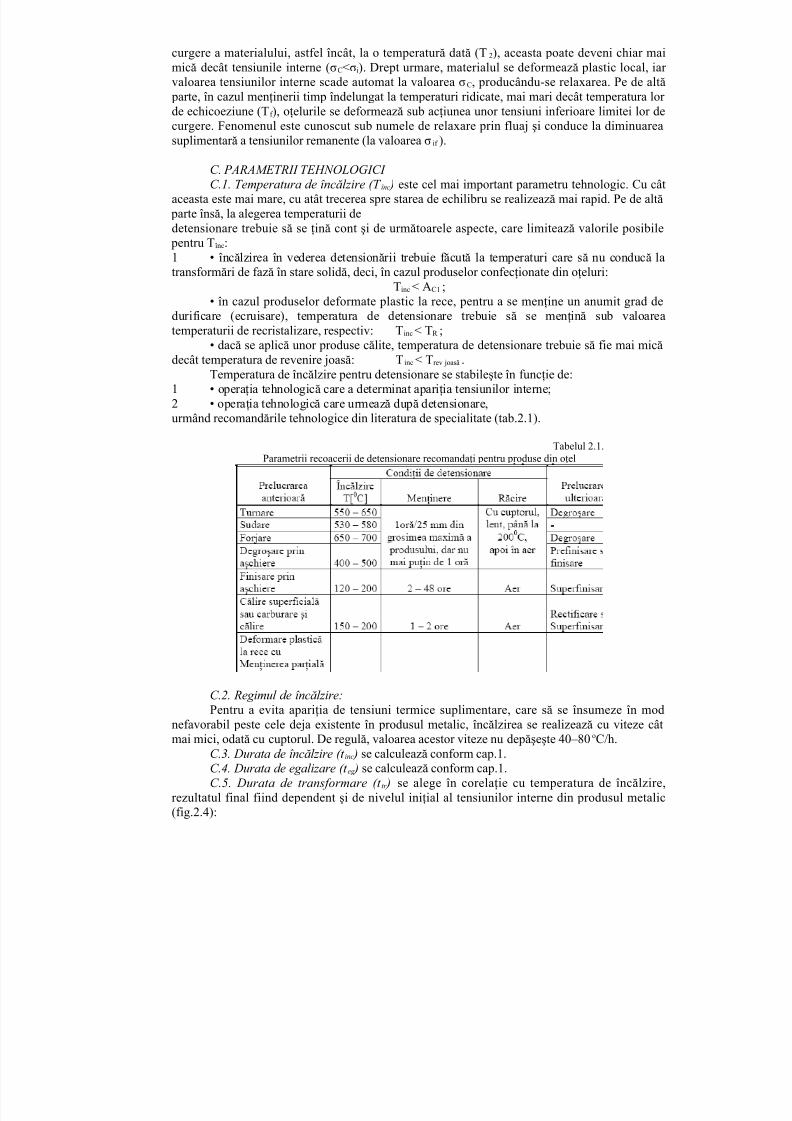
perlitică.După condiţiile de răcire (fig.2.2), recoacerile pot fi de două feluri:
• recoaceri cu răcire continuă;• recoaceri izoterme.
Răcirea la recoacerea continuă se poate realiza lent sau accelerat.Prin răcirea continuă lentă (în cuptor, fig.2.2, a.1) se creează condiţiile necesare pentru catransformarea austenitei să se producă la grade de subrăcire (ΔT) mici, deci la echilibru, în care
proporţiile de perlită şi ferită, respectiv perlită şi cementită secundară, corespund întocmaiindicaţiilor diagramelor de echilibru, iar perlita este globulară sau lamelară grosolană.
În cazul răcirii continue accelerate (în aer, fig.2.2, a.2), viteza de răcire mai mare asigurătransformarea austenitei la grade de subrăcire maimari. Drept urmare, la temperatura camerei rezultăstructuri, în care proporţiile constituenţilor suntdiferite de cele de echilibru (proporţia de fază
proeutectoidă, ferită sau cementită secundară, estemai mică). Perlita este lamelară, gradul de dispersie allamelelor fiind cu atât mai mare, cu cât viteza derăcire aplicată este mai mare.
Recoacerea izotermă (fig.2.2, b) se realizează prin răcirea continuă a produselor până la otemperatură situată în intervalul temperaturilor detransformare în constituenţi de treaptă perlitică şi
menţinerea la această temperatură, până la încheiereacompletă a transformării. Temperatura şi durata de menţinere se aleg cu ajutorul diagramei TTT(de transformare izotermă) a oţelului, în funcţie de structura şi proprietăţile (duritatea) dorite.Proporţiile constituenţilor structurali (perlită/ferită, respectiv perlită/cementită secundară) şimorfologia perlitei depind de temperatura de menţinere aleasă.
Pentru realizarea practică a recoacerilor izoterme se utilizează două medii de răcire: unul pentru menţinere, aflat la temperatura de transformare, şi cel de-al doilea pentru răcirea până latemperatura camerei.
2.1.2. Recoacerea de detensionare A. SCOP
Recoacerea de detensionare este o recoacere subcritică, fără transformări de fază în staresolidă, care se aplică în scopul diminuării tensiunilor interne remanente, rezultate în urma unor operaţii de prelucrare anterioare cum sunt: turnarea, sudarea, unele tratamente termice (căliresuperficială sau tratamentul combinat de carburare şi călire) şi unele operaţii de prelucrare prin
Fig.2.2. Tipuri de recoaceri clasificate dupăcondiţiile de răcire:
a.1 şi a.2 - recoaceri cu răcire continuă; b - recoaceri izoterme

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 3/41
aşchiere. Pentru a-şi atinge scopul, recoacerea de detensionare trebuie aplicată imediat dupăoperaţia tehnologică care a generat apariţia tensiunilor interne.
B. PRINCIPII În funcţie de cauza care le generează , tensiunile interne pot fi de trei tipuri: termice,
structurale şi de lucru.Tensiunile termice apar în timpul încălzirii şi răcirii produselor metalice, datorită
distribuţiei neuniforme a temperaturii pe secţiune. Produsele de dimensiuni mari şi formecomplicate, confecţionate din oţeluri cu conductibilitate termică redusă (cu conţinut ridicat încarbon şi elemente de aliere), prezintă susceptibilitate mare la apariţia tensiunilor termice.
Tensiunile structurale iau naştere atunci când la încălzirea sau răcirea produselor din oţelse produc transformări structurale cu variaţii volumetrice mari, cum este, spre exemplu,transformarea martensitică.
Tensiunile de lucru sunt generate de acţiuni exterioare violente, inerente unor operaţiicum sunt: debavurarea, curăţirea, remanierea prin sudare, deformarea plastică şi prelucrarea prinaşchiere.
După nivelul la care se manifestă , tensiunile interne pot fi de ordinul I, II sau III.Tensiunile interne de ordinul I, numite şi macrotensiuni, se formează şi se echilibrează la
scara întregului produs. Dacă acest echilibru se strică pe parcursul operaţiilor de prelucrareulterioare, produsul se deformează.
Tensiunile interne de ordinul II, sau microtensiunile, se formează şi se echilibrează lascara grăunţilor cristalini. Şi în acest caz, distrugerea echilibrului prin acţiuni exterioare conducela apariţia deformaţiilor.
Tensiunile interne de ordinul III, sau deformaţiile statice, iau naştere şi acţionează lanivelul reţelei cristaline. Ele sunt consecinţa unor defecte de reţea, a căror prezenţă conduc ladistorsionarea acesteia. Intervenţia din exterior asupra tensiunilor de ordinul III nu conduce însăla modificarea formei şi dimensiunilor produselor.
Scopul aplicării recoacerii de detensionare îl constituie diminuarea tensiunilor interne deordinul I şi II, care influenţează negativ asupra caracteristicilor tehnologice şi de exploatare şi
pot constitui cauza unor manifestări cum sunt: deformarea sau chiar fisurarea produselor metalice în timpul manevrării, transportului sau depozitării, ruperea la solicitări exterioare maimici decât limita de rupere a materialului sau reducerea rezistenţei la coroziune.Indiferent de tipul lor, tensiunile interne remanente sunt mai mici decât limita de curgere amaterialului metalic şi determină apariţia de deformaţii elastice locale (σi<σC). Principial,detensionarea se realizează prin transformarea acestora în deformaţii plastice.
Datorită energiei asociate deformaţiilor elastice, materialele care prezintă tensiuni internese află într-o stare de echilibru metastabil, prezentând un nivel ridicat al energiei libere. Din acest
motiv, ele manifestă tendinţa de trecere în vedere al forţeimotrice (ΔF), la orice temperatură, dar ea se realizează cu
atât mai uşor, cu cât temperatura este mai ridicată.Detensionarea la temperaturi superioare celeiambiante se realizează prin trei mecanisme distincte, carese suprapun pe anumite intervale de temperatură (fig.2.3).Astfel, conform legii lui Hooke, tensiunile remanente sunt
proporţionale cu modulul de elasticitate longitudinal (E)conform relaţiei:
, (2.3)unde: E [N/mm2] – modulul de elasticitate longitudinal al
materialului; ε [%] – deformaţia.Modulul de elasticitate însă se micşorează la
creşterea temperaturii peste o valoare T1 (fig.2.3, curbaσi1), deoarece el este o măsură a forţelor de legătură interatomică, iar acestea se reduc la ridicareatemperaturii, odată cu mărirea distanţelor dintre atomi. În consecinţă, tensiunile interne se vor diminua şi ele pe parcursul încălzirii. Totodată, la creşterea temperaturii scade şi limita de
Fig.2.3. Variaţia cu temperatura atensiunilor interne (σi) şi a limitei de
cur ere σC
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 4/41
curgere a materialului, astfel încât, la o temperatură dată (T 2), aceasta poate deveni chiar maimică decât tensiunile interne (σC<σi). Drept urmare, materialul se deformează plastic local, iar valoarea tensiunilor interne scade automat la valoarea σC, producându-se relaxarea. Pe de altă
parte, în cazul menţinerii timp îndelungat la temperaturi ridicate, mai mari decât temperatura lor de echicoeziune (Tf ), oţelurile se deformează sub acţiunea unor tensiuni inferioare limitei lor decurgere. Fenomenul este cunoscut sub numele de relaxare prin fluaj şi conduce la diminuareasuplimentară a tensiunilor remanente (la valoarea σif ).
C. PARAMETRII TEHNOLOGICI C.1. Temperatura de încălzire (T înc ) este cel mai important parametru tehnologic. Cu cât
aceasta este mai mare, cu atât trecerea spre starea de echilibru se realizează mai rapid. Pe de altă parte însă, la alegerea temperaturii dedetensionare trebuie să se ţină cont şi de următoarele aspecte, care limitează valorile posibile
pentru Tînc:1 • încălzirea în vederea detensionării trebuie făcută la temperaturi care să nu conducă latransformări de fază în stare solidă, deci, în cazul produselor confecţionate din oţeluri:
Tinc < AC1 ;• în cazul produselor deformate plastic la rece, pentru a se menţine un anumit grad de
durificare (ecruisare), temperatura de detensionare trebuie să se menţină sub valoareatemperaturii de recristalizare, respectiv: Tinc < TR ;
• dacă se aplică unor produse călite, temperatura de detensionare trebuie să fie mai micădecât temperatura de revenire joasă: Tinc < Trev joasă .
Temperatura de încălzire pentru detensionare se stabileşte în funcţie de:1 • operaţia tehnologică care a determinat apariţia tensiunilor interne;2 • operaţia tehnologică care urmează după detensionare,urmând recomandările tehnologice din literatura de specialitate (tab.2.1).
Tabelul 2.1.Parametrii recoacerii de detensionare recomandaţi pentru produse din oţel
C.2. Regimul de încălzire:Pentru a evita apariţia de tensiuni termice suplimentare, care să se însumeze în mod
nefavorabil peste cele deja existente în produsul metalic, încălzirea se realizează cu viteze câtmai mici, odată cu cuptorul. De regulă, valoarea acestor viteze nu depăşeşte 40–80oC/h.
C.3. Durata de încălzire (t inc ) se calculează conform cap.1.C.4. Durata de egalizare (t eg ) se calculează conform cap.1.
C.5. Durata de transformare (t tr ) se alege în corelaţie cu temperatura de încălzire,rezultatul final fiind dependent şi de nivelul iniţial al tensiunilor interne din produsul metalic(fig.2.4):

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 5/41
Fig.2.4. Influenţa temperaturii şi duratei de detensionare (a)respectiv a temperaturii şi tensiunilor interne iniţiale (b) asupra gradului de detensionare
Din analiza curbelor prezentate în figura 2.4, rezultă câteva concluzii importante:1 • detensionarea este un proces care se autofrânează în timp. Din acest motiv, vitezelemaxime de detensionare se realizează în primele trei ore de menţinere, după care devinneglijabile (fig.2.4, a);
2 • fiecărei temperaturi de menţinere îi corespunde o valoare limită a tensiunilor interneremanente minime (fig.2.4, a). Drept urmare, dacă menţinerea la temperatura aleasăiniţial (spre exemplu, 200oC) nu conduce la obţinerea efectului dorit, într-o durată detimp rezonabilă, trebuie procedat la ridicarea temperaturii de încălzire (la 400, 550sau chiar 650oC), întrucât prelungirea excesivă a menţinerii devine neeconomică;
1 • gradul final de detensionare este dependent de nivelul iniţial al tensiunilor interne(fig.2.4, b). Astfel, cu cât acesta este mai ridicat, cu atât rezultatul final este mai spectaculos.
În practică, durata de menţinere pentru detensionare se poate determina în două moduri:cu ajutorul regulii empirice “ora şi ţolul” sau al parametrului de detensionare.
Prima metodă este cea mai des utilizată, întrucât este foarte simplă şi rapidă. Se considerăastfel câte o oră de menţinere pentru fiecare 25 mm grosime maximă de piesă, astfel încât duratade transformare devine egală cu:
(2.4)unde gmax [mm] este grosimea maximă a piesei.
Calculul riguros al duratei de detensionare se face însă cu ajutorul parametrului dedetensionare (Pdet), dat de relaţia: Pdet = Tdet ⋅ (20 + lg ttr ) (2.5)în care:Pdet - parametrul de detensionare;
Tdet [K] - temperatura de detensionare;ttr [h] - durata de menţinere.Astfel, dacă se cunoaşte dependenţa dintre parametrul de detensionare şi gradul de
detensionare (GT), dat de formula:
, (2.6)unde: σ0 - tensiunile interne iniţiale;
σT - tensiunile interne după detensionarea latemperatura T,
pentru un anumit grad de detensionare ales sedetermină grafic valoarea Pdet (fig.2.6), iar apoi, cuajutorul formulei (2.5), se calculează durata demenţinere căutată.
Indiferent de modul de determinare ales,valoarea duratei de detensionare trebuie însă să fie mailungă de o oră.
Fig.2.5. Variaţia gradului de detensionare cu parametrul de detensionare

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 6/41
C.6. Regimul de răcirePentru a evita apariţia unor noi tensiuni termice, răcirea se efectuează cu viteză mică,
odată cu cuptorul. De regulă, se utilizează viteze egale cu cele folosite la încălzire (40–80 °C/h).
2.1.3. Recoacerea de recristalizare A. SCOP
Recoacerea de recristalizare este o recoacere subcritică, de ordinul I, care se aplică în scopul
eliminării parţiale sau totale a efectului de ecruisare rezultat în urma aplicării unei deformări plastice la rece prin laminare, trefilare/tragere, matriţare, ambutisare sau extrudare. Ea poate fi:1 • un tratament termic intermediar (primar), dacă se aplică între două operaţii
succesive de deformare plastică la rece. Aceasta situaţie intervine în cazul în care nueste posibilă deformarea plastică la rece dintr-o dată, până la gradul de deformareales, datorită faptului că în timpul deformării plastice la rece materialul se durificăexcesiv (creşte rezistenţa la deformare şi scade plasticitatea). Drept urmare, se aplicădeformări plastice parţiale cu grade de deformare mai mici, între care se intercaleazărecoaceri de recristalizare, în vederea înmuierii oţelului;
1 • un tratament termic final , dacă urmăreşte obţinerea caracteristicilor de exploatareimpuse.
B. PRINCIPII Operaţiile de deformare plastică la rece determină importante modificări ale structurii şi
proprietăţilor materialelor metalice. Din punct de vedere structural se produc modificări atât la nivelul structurii fine, cât şi al
microstructurii. Astfel, în ceea ce priveşte reţeaua cristalină, creşte densitatea în defecte punctuale (vacanţe şi atomi interstiţiali) şi liniare (dislocaţii), scade dimensiunea blocurilor înmozaic şi creşte unghiul de dezorientare dintre acestea. Pe de altă parte, la scara microstructuriiapar aspecte specifice, cum sunt fibrajul de deformare plastică la rece (grăunţii cristalini aifazelor fragile se fragmentează şi se dispun în şiruri paralele, iar cei plastici se alungesc îndirecţia principală de deformare, fig.2.6) şi textura de deformare la rece (se produc reorientări alegrăunţilor cristalini, astfel încât anumite elemente ale structurii cristaline se aşează identic în toţigrăunţii).
Toate acestea atrag după sine importante modificări ale proprietăţilor mecanice şi fizico-chimice ale oţelului. Astfel:1 • duritatea şi rezistenţa mecanică cresc, iar alungirea şi gâtuirea scad. Acest efect dedurificare a materialului prin deformare plastică la rece poartă numele de ecruisare;2 • scade conductibilitatea electrică şi termică, scade permeabilitatea magnetică;3 • se reduce rezistenţa la coroziune.
Materialele metalice deformate plastic la rece, conţinând numeroase defecte de reţea şiimportante tensiuni interne, prezintă un nivel ridicat al energiei libere, aflându-se într-o stare de
echilibru metastabil. Drept urmare, ele manifestă tendinţa de trecere într-o stare mai apropiată deechilibru, proces care se realizează prin difuzie şi necesită activare termică. Aceasta se asigură prin încălzirea la temperaturi superioare celei ambiante. Astfel, dacă materialul metalic deformat plastic la rece este încălzit, se produce mai întâi restaurarea (fig.2.7) , etapă pe parcursul căreiaau loc transformări structurale la nivelul reţelei cristaline: scade numărul defectelor punctuale şial defectelor liniare (detentă) şi se formează pereţii de dislocaţii (poligonizare). Acestetransformări atrag după sine numai modificări ale proprietăţilor fizice, sensibile la defectele dereţea. Ele revin treptat la valorile avute înainte de deformarea plastică la rece.
Din momentul depăşirii pragului de recristalizare al oţelului (TR ), apar modificări şi lanivelul microstructurii (recristalizarea primară şi secundară , fig.2.7 ). Treptat, vechea generaţiegrăunţi, puternic alungiţi şi conţinând numeroase defecte de reţea, este înlocuită cu o generaţie
nouă de grăunţi poliedrici (fig.2.8), conţinând mai puţine imperfecţiuni cristaline. Drept urmare, proprietăţile mecanice ale oţelului evoluează în sens invers celui de la deformarea la rece,materialul înmuindu-se.

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 7/41
Fig.2.6. Microstructuri ale unor probe din oţel moale cu 0,2% Cdupă forjare la rece cu grade de deformare diferite:
a – structura după normalizare; b - ε=30%; c - ε=50%; d - ε=70%; e - ε=80%.
Fig.2.7. Reprezentarea schematică a evoluţiei proprietăţilor mecaniceşi a modificării microstructurii la încălzirea oţelurilor deformate plastic la rece
Mărimea finală a grăunţilor poliedrici recristalizaţi depinde de:• temperatura de încălzire (Tinc);• durata de menţinere la temperatură (tment);• gradul de deformare plasticăla rece (ε) (fig.2.9).

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 8/41
Fig.2.8. Modificarea formei grăunţilor cristalini la încălzirea unor probe confecţionate din oţel moale cu 0,2%C şideformate plastic la rece cu ε=80%: a – după DPR; b – după recoacere la 2500C/1h/aer; c – după recoacere la
4000C/1h/aer; d – după recoacere la 5500C/1h/aer; b – după recoacere la 7000C/1h/aer
Fig.2.9. Dependenţa mărimii medii a grăunţilor recristalizaţide gradul de deformare plastică la rece pentru oţelul moale cu 0,2%C
C. PARAMETRII TEHNOLOGICI C.1. Temperatura de încălzire(T inc )În vederea recristalizării complete a structurii fibroase obţinută prin deformare plastică la
rece, încălzirea se realizează la temperaturi superioare pragului de recristalizare, luându-se înconsiderare un interval de siguranţă de circa 100 – 300 oC, respectiv:
Tinc = TR + (100 – 300) oC (2.7)Valoarea pragului de recristalizare depinde, în principal, de temperatura de topire a
oţelului, fiind valabilă relaţia: TR = (0,2 - 0,5) ⋅Ttop (2.8)Totodată, la stabilirea temperaturii de recoacere mai trebuiesc avute în vedere şi următoarele:
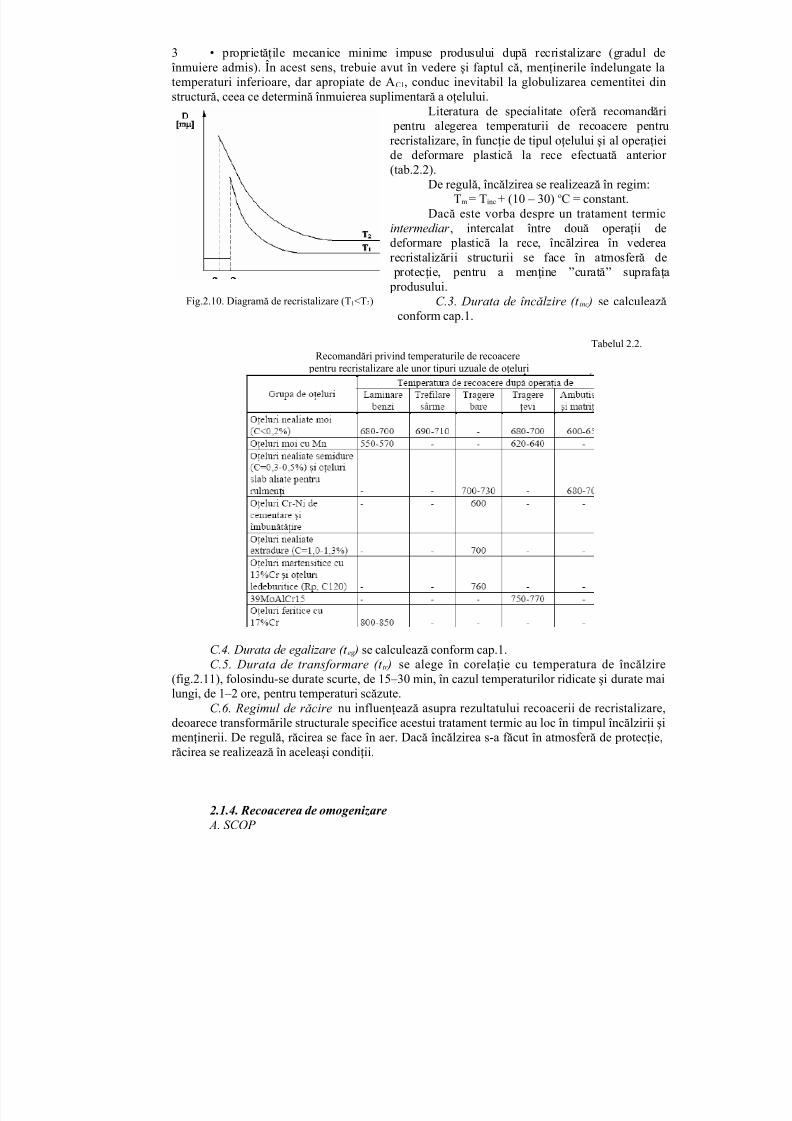
1 • pentru a nu se produce transformări de fază în stare solidă, temperatura de încălzire sealege sub valoarea temperaturii de transformare eutectoidă a oţelului tratat (Tinc < AC1);2 • mărimea granulaţiei finale, care trebuie obţinută. În acest scop, se pot consultadiagrame de recistalizare de tipul celei din figura 2.10, care redau variaţia dimensiunii medii agrăunţilor recristalizaţi, în funcţie de gradul de deformare aplicat (ε) şi temperatura de menţinere;
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 9/41
3 • proprietăţile mecanice minime impuse produsului după recristalizare (gradul deînmuiere admis). În acest sens, trebuie avut în vedere şi faptul că, menţinerile îndelungate latemperaturi inferioare, dar apropiate de AC1, conduc inevitabil la globulizarea cementitei dinstructură, ceea ce determină înmuierea suplimentară a oţelului.
Literatura de specialitate oferă recomandări pentru alegerea temperaturii de recoacere pentrurecristalizare, în funcţie de tipul oţelului şi al operaţiei
de deformare plastică la rece efectuată anterior (tab.2.2).De regulă, încălzirea se realizează în regim:
Tm = Tinc + (10 – 30) oC = constant.Dacă este vorba despre un tratament termic
intermediar , intercalat între două operaţii dedeformare plastică la rece, încălzirea în vederearecristalizării structurii se face în atmosferă de
protecţie, pentru a menţine ”curată” suprafaţa produsului.
C.3. Durata de încălzire (t inc ) se calculează
conform cap.1.
Tabelul 2.2.Recomandări privind temperaturile de recoacere
pentru recristalizare ale unor tipuri uzuale de oţeluri
C.4. Durata de egalizare (t eg ) se calculează conform cap.1.C.5. Durata de transformare (t tr ) se alege în corelaţie cu temperatura de încălzire
(fig.2.11), folosindu-se durate scurte, de 15–30 min, în cazul temperaturilor ridicate şi durate mailungi, de 1–2 ore, pentru temperaturi scăzute.
C.6. Regimul de răcire nu influenţează asupra rezultatului recoacerii de recristalizare,deoarece transformările structurale specifice acestui tratament termic au loc în timpul încălzirii şimenţinerii. De regulă, răcirea se face în aer. Dacă încălzirea s-a făcut în atmosferă de protecţie,răcirea se realizează în aceleaşi condiţii.
2.1.4. Recoacerea de omogenizare A. SCOP
Fig.2.10. Diagramă de recristalizare (T1<T2)

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 10/41
Scopul aplicării recoacerii de omogenizare îl constituie diminuarea sau chiar eliminareacompletă a neomogenităţilor chimice intracristaline (a segregaţiilor dentritice), rezultate în urmasolidificării aliajelor de tip soluţie solidă.
Recoacerea de omogenizare este o recoacere completă, cu transformări de fază în staresolidă, care presupune încălzirea oţelurilor la temperaturi înalte (apropiate de linia solidus), îndomeniul de stabilitate al austenitei. Ea se aplică lingourilor şi pieselor turnate din oţeluri aliateşi oţeluri pentru automate (care conţin cantităţi importante de sulf).
În cazul lingourilor, omogenizarea se realizează odată cu încălzirea în vederea deformării plastice la cald. Din acest motiv, creşterea granulaţiei nu constituie un inconvenient, fiindcorectată imediat, pe parcursul operaţiei de deformare plastică la cald.
Granulaţia grosolană, rezultată după aplicarea unei recoaceri de omogenizare la pieseleturnate, trebuie însă înlăturată printr-un tratament termic special (recoacere de regenerare).
Din punctul de vedere al nivelului la care se manifestă ,neomogenităţile chimice (segregaţiile) pot fi de două feluri,respectiv:1 • neomogenităţi chimice (segregaţii) macroscopice, zonale
sau majore, care se manifestă la scara întregului produs, prinexistenţa unor zone cu un conţinut în anumite elemente diferit
de conţinutul mediu al oţelului. Elementele care segregă înoţeluri sunt: C, impurităţile (S, P), elementele însoţitoare (Mn,Si) şi cele de aliere (Cr, Ni, Mo), iar segregaţiile lor pot fi
pozitive sau negative. Neomogenităţile zonale nu se potelimina prin recoacere de omogenizare, dar apariţia lor poate fi
prevenită prin luarea unor măsuri speciale în timpul elaborăriişi turnării;
2 • neomogenităţi chimice (segregaţii) microscopice, dendritice sau minore, care apar lanivelul grăunţilor cristalini primari (rezultaţi prin solidificare) şi constau în variaţia concentraţieielementelor componente ale oţelului între limitele acestora. Segregaţia dendritică apare datorităfrânării difuzei atomice în faza solidă în cursul solidificării şi poate fi corectată prin recoacere deomogenizare.
Pentru exemplificarea modului în care seformează structura dendritică, se poate considera cazulcel mai simplu, al solidificării unei soluţii solide α (încazul oţelurilor, aceasta poate fi ferită sau austenită),formată pe baza componentului A, în care se dizolvăcomponent B (fig.2.12).
Aliajul I începe solidificarea la temperatura T1.Primele formaţiuni solide au concentraţia în componentB corespunzătoare punctului 1′. La T2 se află în echilibru
o cantitate de cristale solide, cu un conţinut în Bcorespunzător punctului 2′ (C2′) şi o cantitate de lichid,având concentraţia în B dată de punctul 2′′ (C2′′):
(2.9)
(2.10)unde: . (2.11)
Dacă răcirea se face cu viteză extrem de redusă (în condiţii de echilibru), se asigură posibilitatea omogenizării permanente, prin difuzie, a compoziţiei chimice în interiorulcristalelor solide existente deja în structură, astfel încât, în orice moment, concentraţia încomponent B a solidului este dată de intersecţia curbei solidus cu orizontala de temperatură.
În timpul solidificării, cantitatea de lichid scade, crescând corespunzător proporţia dematerial solid. Concomitent, compoziţiile celor două faze variază continuu: compoziţia lichidului
Fig.2.11. Dependenţa mărimiigrăuntelui recristalizat de temperatura
şi durata de recoacere (T1<T2<T3)
Fig.2.12. Porţiune din diagrama de echilibru binară A-B, între componenţi complet
solubili în stare lichidă şi solidă 1 3

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 11/41
în lungul liniei lichidus (1′′ - 2′′ - 3′′), iar compoziţia solidului în lungul liniei solidus (1′ - 2′ - 3′).Solidificarea se încheie la temperatura T3. La această temperatură, concentraţia în component B asolidului este omogenă şi egală cu concentraţia în component B a aliajului (C I). În practică însă,când răcirea se efectuează cu viteze mai mari decât cele necesare stabilirii în orice moment aechilibrului, se produce suprimarea parţială sau completă a difuziei, astfel încât devineimposibilă omogenizarea permanentă a compoziţiei cristalelor solide. Drept urmare, la sfârşitulsolidificării se obţin dendrite cu structură stratificată (fig.2.13 şi 2.14), care prezintă în centru un
conţinut mai mic în B decât la suprafaţă. În plus, răcirea în condiţii reale implică şi subrăcireasolidificării, curba solidus deplasându-se în poziţia 1′r - 2′r - 3′r - 4′r. Drept urmare, solidificarease încheie la temperatura T4, situată sub temperatura de sfârşit de solidificare în condiţii deechilibru (T3), iar compoziţia straturilor succesive ale dendritelor variază în lungul liniei solidusreale (1′r - 2′r - 3′r - 4′r).
Prezenţa neomogenităţilor chimice intracristaline afectează în mod nefavorabildeformabilitatea la cald şi la rece a lingourilor din oţel şi creează condiţii pentru formareastructurilor în benzi, care accentuează anizotropia proprietăţilor de plasticitate şi tenacitate. Dinacest motiv, în cele mai multe cazuri devine absolut necesară aplicarea recoacerii deomogenizare, care asigură eliminarea segregaţiilor prin crearea condiţiilor necesare producerii
proceselor de difuzie atomică în stare solidă, suprimate iniţial pe parcursul solidificării.
Fig.2.13. Reprezentarea schematică a unei dendrite Fig.2.14. Microstructura unei soluţii solide neomogenecu compoziţie chimică stratificată (bronz α turnat)
C. PARAMETRII TEHNOLOGICI C.1. Temperatura de încălzire (T inc )Difuzia elementelor de adaos şi autodifuzia atomilor de fier devine posibilă din
momentul în care atomii dobândesc energia de activare necesară difuziei, condiţie asigurată prinîncălzirea materialului.
Cinetica proceselor de difuzie este descrisă de legea a doua a lui Fick:
, (2.12)unde: J - fluxul de difuzie;
- gradientul de concentraţie al elementului difuzant;
D - coeficientul de difuzie, dat de relaţia: , (2.13)în care:D0 - constantă, dependentă de natura reţelei în care se produce difuzia şi natura
elementului difuzant;R - constanta universală a gazelor;T - temperatura absolută.Semnul „-” din relaţia (2.12) arată că difuzia se realizează în sensul scăderii gradientului
de concentraţie.Aşa cum rezultă din relaţiile (2.12) şi (2.13), fluxul de difuzie creşte exponenţial cu
temperatura. Din acest motiv, pentru a obţine durate de omogenizare convenabile, încălzirea serealizează la temperaturi cât mai înalte, apropiate de linia solidus a oţelului. Pentru a se evita însădepăşirea liniei solidus reale, fapt care ar conduce la fenomene de topire locală a oţelului,temperatura de omogenizare se limitează la valori egale cu:

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 12/41
Tinc = (0,7 – 0,9)⋅Ttop (2.14)În cazul oţelurilor aliate, rezultă astfel temperaturi de încălzire de 1050 - 1250 oC.
C.2. Regimul de încălzireProdusele turnate din oţel prezintă, de regulă, plasticitate scăzută şi importante tensiuni
interne. Din acest motiv, încălzirea la temperaturi înalte trebuie făcută cu precauţie. Regimurilede încălzire recomandate sunt:
1 • încălzirea cu viteză constantă mai mică de 100o
C/h ;2 • încălzirea cu treaptă de preîncălzire la 200 - 400 oC.3
C.3. Durata de încălzire (t inc ) se calculează conform cap.1.
C.4. Durata de egalizare (t eg ) se calculează conform cap.1.
C.5. Durata de transformare (t tr ) este determinată direct de viteza de difuzie. Expresiaacesteia se poate deduce din relaţia (2.12), dacă se explicitează toţi factorii:
(2.15)
sau: (2.16)Din relaţia (2.16) rezultă că viteza de difuzie şi,
implicit, durata de menţinere necesară atingerii unui anumitgrad de omogenizare, depind de:1 • temperatura de încălzire (T). Creşterea temperaturii lacare se face menţinerea determină creşterea exponenţială avitezei de difuzie;
2 • gradientul de concentraţie al elementului difuzantc
x
∂
∂
.
Cu cât acesta este mai mare, cu atât viteza de difuzie este maimare. În acest sens, trebuiesc avute în vedere următoarele:
0 • recoacerea de omogenizare este eficientă în cazul materialelor cu segregaţiiiniţiale mari şi poate fi neeconomică în cazul materialelor cu neomogenitate chimicăredusă;2 • pe parcursul menţinerii la temperatura de omogenizare, datorită reduceriicontinue a gradientului de concentraţie, viteza de difuzie se reduce trepat spre anulare(fig.2.15), astfel încât fiecărei temperaturi îi corespunde o valoare limită agradientului minim de concentraţie. Aceasta este cu atât mai mică, cu cât temperaturade recoacere este mai mare. Drept urmare, prelungirea excesivă a duratei de
menţinere, la o temperatură dată, poate deveni neraţională. De aceea, dacă lamenţineri de 10 - 25 ore nu s-a obţinut rezultatul dorit, este preferabilă ridicareatemperaturii cu 20 – 30 oC;
3 • mărimea suprafeţei prin care se realizează difuzia (dS). Cu cât structura este mai fină,deci dS mai mare, cu atât viteza de difuzie este mai mare. Structuri fine se pot obţine prin:
4 • conducerea corespunzătoare a proceselor de elaborare şi turnare;5 • finisarea structurii printr-o deformare plastică prealabilă omogenizării.
De regulă, duratele de transformare pentru recoacerea de omogenizare sunt de 2 - 20 ore,duratele mai reduse (de 2 - 5 ore) fiind practicate în cazul temperaturilor de încălzire mari(0,9 ⋅Ttop), iar cele îndelungate (de 15 - 20 ore), pentru temperaturile mici (0,7 ⋅Ttop).
C.6. Regimul de răcire nu influenţează asupra gradului de omogenizare, dar răcireatrebuie să respecte două condiţii:1 • evitarea apariţiei de tensiuni termice periculoase, având în vedere faptul că se porneştede la temperaturi foarte înalte, iar produsele turnate din oţel prezintă plasticitate redusă;
Fig.2.15. Variaţia gradientului deconcentraţie cu durata de menţinere
pentru temperaturi diferite(T1>T2>T3)
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 13/41
2 • obţinerea unor structuri de echilibru.Din aceste motive, răcirea se face cu viteze foarte mici (de 30 – 50 oC/h), odată cu
cuptorul, până sub temperatura critică de transformare, apoi în aer. Având în vedere faptul că şiîncălzirea se face cu viteză redusă, iar menţinerea este de ordinul orelor, rezultă astfel cicluri deomogenizare foarte lungi, de 50 de ore sau chiar mai mult.
2.1.5. Recoacerea de regenerare
A. SCOP Recoacerea de regenerare este o recoacere completă, cu transformări de fază în staresolidă, care se aplică produselor din oţeluri carbon şi slab aliate, în scopul corectării structurilor defectuoase, rezultate în urma unor operaţii de prelucrare la cald efectuate la temperaturi înalte,cum sunt: turnarea, sudarea, deformarea plastică la cald sau anumite tratamente termice.Regenerarea structurii este necesară în următoarele situaţii:1 • la produsele turnate din oţeluri carbon şi aliate, care, după turnare, prezintă granulaţiegrosolană cu aspect Widmannstätten;2 • la produsele deformate plastic la cald, confecţionate din oţeluri moi, care, dupădeformare, prezintă structură în benzi;3 • la produsele sudate, în vederea corectării granulaţiei grosolane din zona de influenţă
termică (ZIT);1 • după aplicarea unei recoaceri de omogenizare, în vederea finisării granulaţiei grosolane.
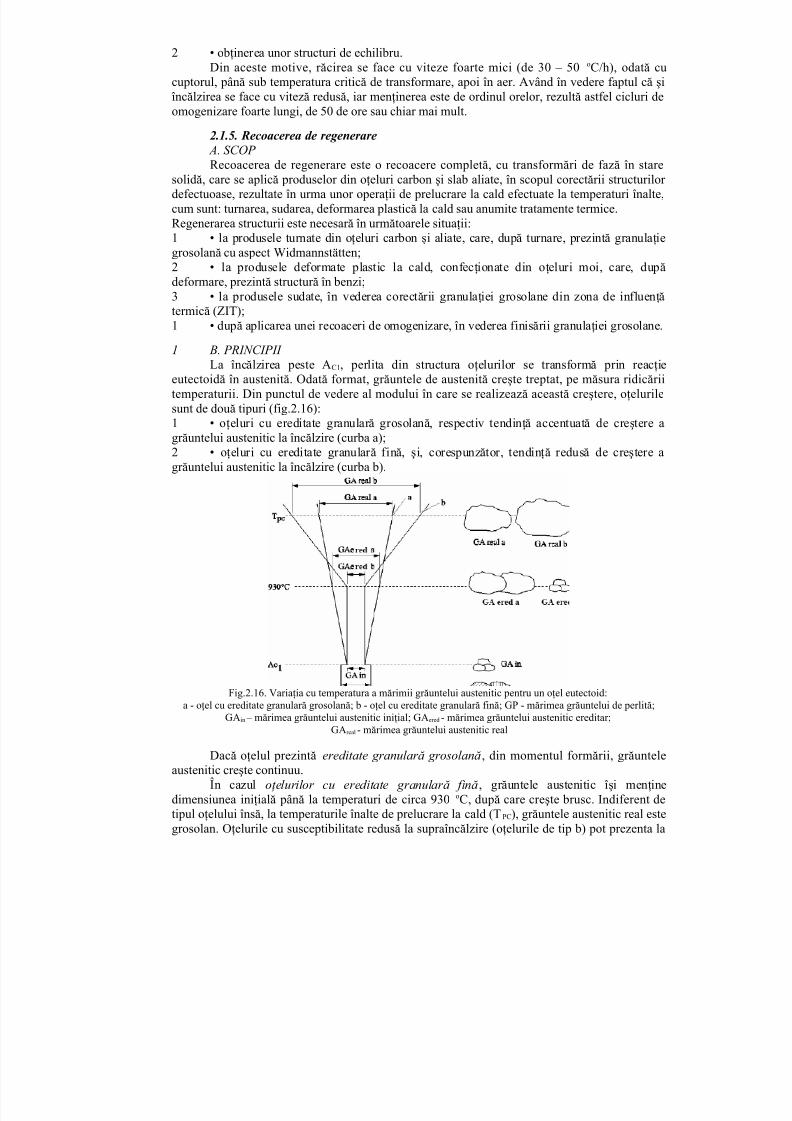
1 B. PRINCIPII La încălzirea peste AC1, perlita din structura oţelurilor se transformă prin reacţie
eutectoidă în austenită. Odată format, grăuntele de austenită creşte treptat, pe măsura ridicăriitemperaturii. Din punctul de vedere al modului în care se realizează această creştere, oţelurilesunt de două tipuri (fig.2.16):1 • oţeluri cu ereditate granulară grosolană, respectiv tendinţă accentuată de creştere agrăuntelui austenitic la încălzire (curba a);2 • oţeluri cu ereditate granulară fină, şi, corespunzător, tendinţă redusă de creştere a
grăuntelui austenitic la încălzire (curba b).
Fig.2.16. Variaţia cu temperatura a mărimii grăuntelui austenitic pentru un oţel eutectoid:a - oţel cu ereditate granulară grosolană; b - oţel cu ereditate granulară fină; GP - mărimea grăuntelui de perlită;
GAin – mărimea grăuntelui austenitic iniţial; GAered - mărimea grăuntelui austenitic ereditar;GAreal - mărimea grăuntelui austenitic real
Dacă oţelul prezintă ereditate granulară grosolană , din momentul formării, grăunteleaustenitic creşte continuu.
În cazul oţelurilor cu ereditate granulară fină , grăuntele austenitic îşi menţinedimensiunea iniţială până la temperaturi de circa 930 oC, după care creşte brusc. Indiferent detipul oţelului însă, la temperaturile înalte de prelucrare la cald (TPC), grăuntele austenitic real estegrosolan. Oţelurile cu susceptibilitate redusă la supraîncălzire (oţelurile de tip b) pot prezenta la
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 14/41
aceste temperaturi o granulaţie austenitică chiar mai mare decât celelalte. Pe fondul unui astfelde grăunte austenitic, la răcire pot rezulta structuri defectuoase, cum sunt structuraWidmannstätten, structura în benzi şi granulaţia mixtă.
Structura Widmannstätten (fig.2.17) constă în existenţa unor lamele de ferită, respectivcementită, separate în interiorul grăunţilor de perlită şi apare în cazul în care răcirea de latemperatura de prelucrare la cald se face accelerat (în aer liniştit sau ventilat), iar oţelul conţine ocantitate mare de fază proeutectoidă liberă. Această ultimă condiţie este îndeplinită dacă
conţinutul în carbon al oţelului este cuprins între 0,15 - 0,5%, respectiv 1 - 1,5%. Existenţastructurii de tip Widmannstätten implică valori scăzute pentru ductilitate, tenacitate şi prelucrabilitatea prin aşchiere.
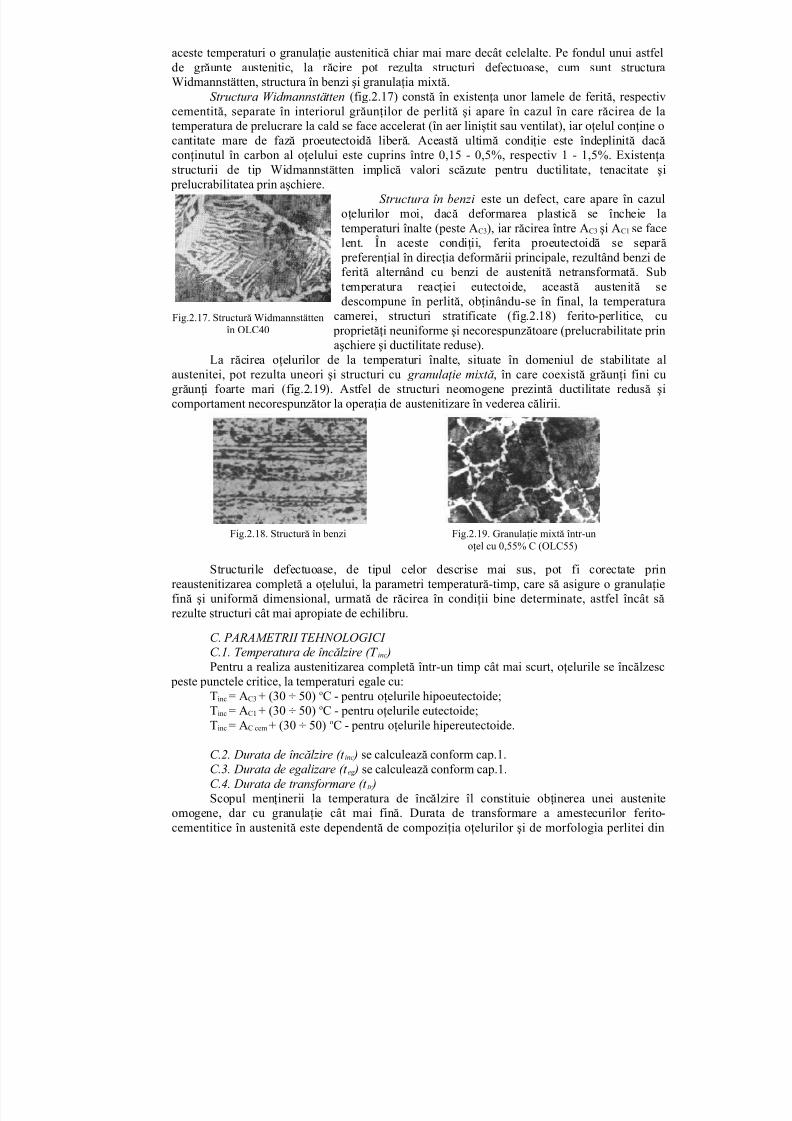
Structura în benzi este un defect, care apare în cazuloţelurilor moi, dacă deformarea plastică se încheie latemperaturi înalte (peste AC3), iar răcirea între AC3 şi AC1 se facelent. În aceste condiţii, ferita proeutectoidă se separă
preferenţial în direcţia deformării principale, rezultând benzi deferită alternând cu benzi de austenită netransformată. Subtemperatura reacţiei eutectoide, această austenită sedescompune în perlită, obţinându-se în final, la temperatura
camerei, structuri stratificate (fig.2.18) ferito-perlitice, cu proprietăţi neuniforme şi necorespunzătoare (prelucrabilitate prinaşchiere şi ductilitate reduse).
La răcirea oţelurilor de la temperaturi înalte, situate în domeniul de stabilitate alaustenitei, pot rezulta uneori şi structuri cu granulaţie mixtă , în care coexistă grăunţi fini cugrăunţi foarte mari (fig.2.19). Astfel de structuri neomogene prezintă ductilitate redusă şicomportament necorespunzător la operaţia de austenitizare în vederea călirii.
Fig.2.18. Structură în benzi Fig.2.19. Granulaţie mixtă într-unoţel cu 0,55% C (OLC55)
Structurile defectuoase, de tipul celor descrise mai sus, pot fi corectate prinreaustenitizarea completă a oţelului, la parametri temperatură-timp, care să asigure o granulaţiefină şi uniformă dimensional, urmată de răcirea în condiţii bine determinate, astfel încât sărezulte structuri cât mai apropiate de echilibru.
C. PARAMETRII TEHNOLOGICI C.1. Temperatura de încălzire (T inc )Pentru a realiza austenitizarea completă într-un timp cât mai scurt, oţelurile se încălzesc
peste punctele critice, la temperaturi egale cu:Tinc = AC3 + (30 ÷ 50) oC - pentru oţelurile hipoeutectoide;Tinc = AC1 + (30 ÷ 50) oC - pentru oţelurile eutectoide;Tinc = AC cem + (30 ÷ 50) oC - pentru oţelurile hipereutectoide.
C.2. Durata de încălzire (t inc ) se calculează conform cap.1.C.3. Durata de egalizare (t eg ) se calculează conform cap.1.
C.4. Durata de transformare (t tr )Scopul menţinerii la temperatura de încălzire îl constituie obţinerea unei austeniteomogene, dar cu granulaţie cât mai fină. Durata de transformare a amestecurilor ferito-cementitice în austenită este dependentă de compoziţia oţelurilor şi de morfologia perlitei din
Fig.2.17. Structură Widmannstättenîn OLC40

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 15/41
structura acestora. Astfel, în timp ce în cazul oţelurilor hipoeutectoide sunt suficiente menţineride 3 - 8 minute, oţelurile eutectoide şi hipereutectoide necesită perioade mai lungi, de 10 - 60minute, în vederea dizolvării complete a cristalelor de cementită din perlită şi a cementitei liberedin structură. Pe de altă parte, fiind dat faptul că grăunţii de austenită germinează preferenţial peinterfeţele dintre cristalele de ferită şi cementită din perlită, rezultă că viteza de transformare a
perlitei în austenită este cu atât mai mare, cu cât suprafaţa totală a acestor interfeţe este maimare. Drept urmare, perlita lamelară se va transforma mai repede decât cea globulară, iar
structurile fine mai rapid decât cele grosolane.C.5. Regimul de răcire joacă un rol hotărâtor în ceea ce priveşte rezultatul final al
recoacerii de regenerare, prin alegerea unor condiţii de răcire adecvate putându-se asiguraobţinerea unei anumite proporţii de perlită, respectiv fază proeutectoidă (ferită sau cementităliberă) şi, de asemenea, o anumită morfologie a perlitei.
Răcirea se poate realiza în două moduri:1 • continuu;2 • cu treaptă de menţinere (recoacere izotermă).
Răcirea continuă, în funcţie de tipul structurii care trebuie obţinută, se face în douăvariante tehnologice: cu cuptorul sau în aer.
Dacă răcirea se face cu cuptorul , vitezele de răcire reduse (5 – 15o
C/min, în funcţie demărimea şi inerţia termică a cuptorului) determină transformarea austenitei la grade de subrăciremici (fig.2.20, curba 1a). Drept urmare, se obţin structuri care corespund întocmai indicaţiilor diagramelor de echilibru, în ceea ce priveşte proporţia constituenţilor (ferită/perlită sau
perlită/cementită secundară), iar perlita este lamelară grosolană. Recoacerea de regenerare cu răcire în aer (fig.2.20, curba 1b) este cunoscută sub
numele de normalizare. În acest caz, austenita se transformă la grade de subrăcire mai mari înconstituenţi de treaptă perlitică. Proporţia de ferită, respectiv cementită secundară, din structuraobţinută la temperatura camerei este mai mică decât cea corespunzătoare diagramei de echilibruşi depinde direct de gradul de subrăcire la care are loc transformarea. Perlita este lamelară fină.
Viteza de răcire în aer este determinată, în principal, de grosimea produselor tratate.
Pentru calcule orientative se poate utiliza relaţia:
(2.17)unde X [mm] este grosimea de răcire.
În cazul răcirii continue, indiferent dacă aceasta se efectuează cu cuptorul sau în aer,structura finală şi duritatea acesteia se pot evalua prin suprapunerea curbei de răcire pestediagrama TRC a oţelului (fig.2.20).
Fig.2.20. Ciclograme de tratament pentru recoacerea de regenerarecu răcire cu cuptorul (curba 1a) şi normalizare (1b) (HRC2 > HRC1)
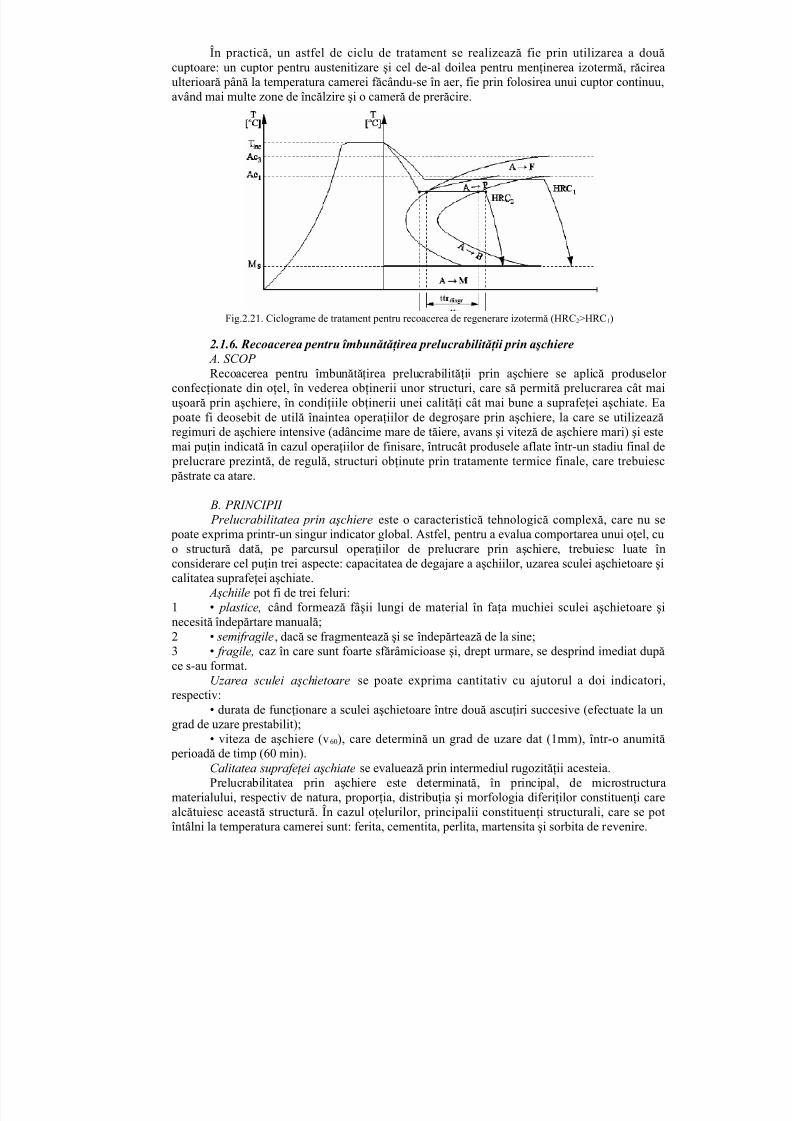
În cazul recoacerii izoterme (fig.2.21), se alege din diagrama TTT a oţelului, în funcţie
de structura şi caracteristicile dorite (valoarea durităţii HRC impusă produsului), o temperaturăde menţinere în domeniul transformării perlitice (între 650 – 550 oC). Se determină apoi, tot dindiagramă, valoarea duratei de transformare pentru temperatura aleasă (ttr diagr ) şi se consideră ovaloare acoperitoare (ttr ) egală cu: ttr = 1,5 ⋅ ttr diagr (2.21)
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 16/41
În practică, un astfel de ciclu de tratament se realizează fie prin utilizarea a douăcuptoare: un cuptor pentru austenitizare şi cel de-al doilea pentru menţinerea izotermă, răcireaulterioară până la temperatura camerei făcându-se în aer, fie prin folosirea unui cuptor continuu,având mai multe zone de încălzire şi o cameră de prerăcire.
Fig.2.21. Ciclograme de tratament pentru recoacerea de regenerare izotermă (HRC2>HRC1)
2.1.6. Recoacerea pentru îmbunătăţirea prelucrabilităţii prin aşchiere A. SCOP Recoacerea pentru îmbunătăţirea prelucrabilităţii prin aşchiere se aplică produselor
confecţionate din oţel, în vederea obţinerii unor structuri, care să permită prelucrarea cât maiuşoară prin aşchiere, în condiţiile obţinerii unei calităţi cât mai bune a suprafeţei aşchiate. Ea
poate fi deosebit de utilă înaintea operaţiilor de degroşare prin aşchiere, la care se utilizeazăregimuri de aşchiere intensive (adâncime mare de tăiere, avans şi viteză de aşchiere mari) şi estemai puţin indicată în cazul operaţiilor de finisare, întrucât produsele aflate într-un stadiu final de
prelucrare prezintă, de regulă, structuri obţinute prin tratamente termice finale, care trebuiesc păstrate ca atare.
B. PRINCIPII Prelucrabilitatea prin aşchiere este o caracteristică tehnologică complexă, care nu se
poate exprima printr-un singur indicator global. Astfel, pentru a evalua comportarea unui oţel, cuo structură dată, pe parcursul operaţiilor de prelucrare prin aşchiere, trebuiesc luate înconsiderare cel puţin trei aspecte: capacitatea de degajare a aşchiilor, uzarea sculei aşchietoare şicalitatea suprafeţei aşchiate.
Aşchiile pot fi de trei feluri:1 • plastice, când formează fâşii lungi de material în faţa muchiei sculei aşchietoare şi
necesită îndepărtare manuală;2 • semifragile, dacă se fragmentează şi se îndepărtează de la sine;3 • fragile, caz în care sunt foarte sfărâmicioase şi, drept urmare, se desprind imediat dupăce s-au format.
Uzarea sculei aşchietoare se poate exprima cantitativ cu ajutorul a doi indicatori,respectiv:
• durata de funcţionare a sculei aşchietoare între două ascuţiri succesive (efectuate la ungrad de uzare prestabilit);
• viteza de aşchiere (v60), care determină un grad de uzare dat (1mm), într-o anumită perioadă de timp (60 min).
Calitatea suprafeţei aşchiate se evaluează prin intermediul rugozităţii acesteia.
Prelucrabilitatea prin aşchiere este determinată, în principal, de microstructuramaterialului, respectiv de natura, proporţia, distribuţia şi morfologia diferiţilor constituenţi carealcătuiesc această structură. În cazul oţelurilor, principalii constituenţi structurali, care se potîntâlni la temperatura camerei sunt: ferita, cementita, perlita, martensita şi sorbita de revenire.

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 17/41
Ferita, asemenea tuturor soluţiilor solide, este o fază moale şi ductilă. Drept urmare,aşchiile sunt plastice şi alcătuiesc panglici lungi, care se pot lipi de muchia sculei aşchietoare,formând aşa-numitul “tăiş de depunere”. Acesta determină uzarea prematură a sculei şi apariţiaunor denivelări sau adâncituri pe suprafaţa prelucrată a produsului. Aşadar, în ansamblu, feritamanifestă o prelucrabilitate prin aşchiere scăzută.
Cementita (compusul chimic Fe3C) este o fază dură şi fragilă. Din acest motiv, aşchiilesunt fragile şi se desprind extrem de uşor, dar în urma lor, pe suprafaţa aşchiată, rămân
numeroase denivelări sau ciupituri cu colţuri ascuţite, care exercită o acţiune abrazivă intensăasupra muchiei sculei aşchietoare. Drept urmare, uzura foarte mare a sculei şi calitatea scăzută asuprafeţei, sunt factori care conduc la prelucrabilitatea prin aşchiere complet nesatisfăcătoare acementitei.
Perlita este un amestec mecanic ferito-cementitic. Comportarea acestuia pe parcursuloperaţiilor de prelucrare prin aşchiere depinde, în principal, de forma, dimensiunea şi distribuţiacristalelor de cementită. Astfel, în cazul perlitei lamelare, aşchiile sunt semifragile şi calitateasuprafeţei este bună, dar gradul de uzare al sculei este considerabil. Perlita globulară, în schimb,formează aşchii semifragile sau chiar plastice (dacă gradul de dispersie al globulelor decementită este prea mic), uzura sculei aşchietoare este redusă, iar calitatea suprafeţei este îngeneral satisfăcătoare.
Martensita, constituentul tipic de călire al oţelurilor, prezintă aşchiabilitatenecorespunzătoare, caracteristică tuturor fazelor dure şi fragile. În acest sens, deşi aşchiile suntfragile, iar calitatea suprafeţei acceptabilă, uzarea sculei este extrem de mare.
Sorbita reprezintă amestecul mecanic ferito-cementitic, rezultat în urma aplicării uneiîmbunătăţiri. Din punct de vedere structural, sorbita este alcătuită dintr-o masă de bază feritică,în care sunt incluse cristale globulare foarte fine de cementită. La prelucrarea prin aşchiere,muchia sculei aşchietoare alunecă peste acestea şi atacă masa feritică moale, pe care o dislocă,antrenând în aşchiile semifragile şi globulele de cementită. Drept urmare, uzarea sculeiaşchietoare este medie şi calitatea suprafeţei foarte bună, aşchiabilitatea sorbitei fiind, înansamblu, foarte bună.
C. PARAMETRII TEHNOLOGICI.VARIANTE DE RECOACERE PENTRU ÎMBUNĂTĂŢIREA
PRELUCRABILITĂŢII PRIN AŞCHIERE Tehnologia de recoacere în vederea îmbunătăţirii prelucrabilităţii prin aşchiere se
stabileşte în funcţie de tipul oţelului şi structura sa iniţială. De la caz la caz, obiectivele pot ficomplet diferite: durificarea sau, dimpotrivă, înmuierea oţelului.
C.1. Recoacerea oţelurilor moiOţelurile moi, numite şi oţeluri de cementare, prezintă un conţinut redus în carbon
(C<0,25%) şi elemente de aliere (EA<2%). În structura lor de echilibru predomină ferita
(F>70%, fig.2.22), prelucrabilitatea prin aşchiere fiind, în consecinţă, necorespunzătoare.Aşchiile plastice formează „tăişul de depunere”, care determină uzarea accentuată a sculei şiobţinerea unor suprafeţe rugoase, cu „imprimări de material”.
În cazul oţelurilor moi, scopul aplicării recoacerii în vederea ameliorării aşchiabilităţii îlconstituie durificarea oţelului, efect care se poate obţine prin:1 • reducerea proporţiei de ferită din structură;2 • fragilizarea feritei.Aceste două obiective pot fi atinse prin normalizare sau recoacere izotermă, cu condiţia ca oţelulsă fie supraîncălzit, astfel încât structura austenitică de pornire să fie grosolană. Pe fondulacesteia, la răcire, se poate obţine o ferită grosolană cu aspect Widmannstätten (ferită acicularăsau lamelară).
În cazul normalizării cu supraîncălzire (fig.2.23), se efectuează încălzirea prelungită(timp de 2 - 4 h) la temperaturi înalte (950 – 1050 oC), iar răcirea se face accelerat, în aer ventilat(produse subţiri, sub 30 mm) sau în ulei (produse groase). Tratamentul este recomandat în cazuloţelurilor carbon şi slab aliate cu conţinut redus în carbon.

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 18/41
Şi la recoacerea izotermă se recurge mai întâi lasupraîncălzirea oţelului (încălzirea timp de 2 - 4 h la930 - 950 oC), iar apoi se realizează prerăcirea accelerată pânăla 650 – 700 oC şi menţinerea de 1 - 2 h la această temperatură(fig.2.24). Avantajul procedeului constă în faptul cătransformările se produc simultan în toată masa pieselor, ceeace conduce la structuri şi duritate uniforme şi asigură astfel
constanţa procesului de prelucrare prin aşchiere. Recoacereaizotermă se aplică în cazul oţelurilor de cementare slab aliate cu0,15-0,20 %C (21TiMnCr12, 18MoCrNi13).
Fig.2.23. Ciclograma normalizării cu supraîncălzire
Fig.2.24. Ciclograma recoacerii izoterme cu supraîncălzire
C.2. Recoacerea oţelurilor semidureDin categoria oţelurilor semidure fac parte oţelurile carbon şi slab aliate pentru
îmbunătăţire, având un conţinut în carbon cuprins între 0,3 - 0,65%. Comportarea lor în timpuloperaţiilor de prelucrare prin aşchiere depinde de proporţia celor doi constituenţi structurali(ferită/perlită), astfel încât ele trebuiesc tratate diferit, în funcţie de valoarea acestui raport.
Oţelurile cu 0,3 - 0,5 %C prezintă proporţii aproximativ egale de ferită şi perlită înstructură (fig.2.25), fapt care asigură valori acceptabile spre bune pentru toţi indicatorii de
prelucrabilitate prin aşchiere (aşchii semifragile, uzare medie a sculelor şi o calitatesatisfăcătoare a suprafeţei). Drept urmare, nu este necesară recoacerea. Dacă însă conţinutul încarbon al oţelului este mai ridicat C = 0,55 - 0,65%), structura este predominant perlitică, feritafiind dispusă în reţea în jurul grăunţilor de perlită (fig.2.26).
Fig.2.22. Structura de echilibru aunui oţel de cementare (OLC15)
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 19/41
Deoarece perlitaexercită o acţiuneabrazivă accentuată
asupra muchiei sculeiaşchietoare,
pentru a reduce
de scule, în cazulacestor oţeluri se recurge la tratamente care modifică forma particulelor de cementită dinalcătuirea perlitei, respectiv la recoaceri de globulizare. Acestea sunt:
1 • recoacerea incompletă , la 740 – 760 oC, cu răcire lentă (30 – 40 oC/h) până sub punctulde sfârşit de transformare perlitică (600 oC), care conduce la obţinerea unui amestec de
perlită lamelară şi perlită globulară fină;2 • normalizare, urmată de recoacere subcritică la 650 – 680 oC.
C.3. Recoacerea oţelurilor dureDin această grupă fac parte oţelurile eutectoide şi hipereutectoide (C ≥ 0,8%) cu structură
predominant perlitică (P = 90–100%), restul fiind constituit din cementită secundară liberă
(fig.2.27 şi 2.28). Aceste oţeluri prezintă duritate foarte mare şi, drept urmare, se prelucreazănecorespunzător prin aşchiere, fiind necesară aplicarea unei recoaceri de înmuiere, respectiv deglobulizare a cristalelor de cementită din perlită şi a cementitei libere din structură. Structuradupă tratament trebuie să fie alcătuită dintr-o masă de bază feritică, în care sunt înglobate cristalesferice de cementită (fig.2.29). O astfel de structură asigură valori corespunzătoare pentru toţiindicatorii de prelucrabilitate prin aşchiere.
Fig.2.27. Structura de echilibru a unui Fig.2.28. Structura de echilibru a unuioţel eutectoid (OSC 8) oţel hipereutectoid (OSC 13)
Recoacerea de globulizare se poate aplica în următoarelevariante tehnologice:1 • recoacere incompletă;2 • recoacere izotermă;3 • recoacere pendulară;4 • recoacere subcritică;
5 • izoforming. Recoacerea incompletă (fig.2.30) se bazează pe faptul că
austenita neomogenă, conţinând fragmente de cementitănedizolvate, se transformă la răcire lentă în perlită globulară. Încălzirea se realizează latemperaturi cu puţin superioare temperaturii AC1, iar răcirea se face cu cuptorul, în intervalultemperaturilor de transformare perlitică (până la 400 – 500 oC), iar după aceea se continuă în aer.
Fig.2.25. Structura de echilibru aunui oţel nealiat cu 0,35%C
OLC 35
Fig.2.26. Structura de echilibru aunui oţel nealiat cu 0,55%C
OLC55
Fig.2.29. Microstructura perliteiglobulare

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 20/41
Fig.2.30. Ciclograma recoacerii incomplete pentru globulizarea oţelurilor dure
Recoacerea izotermă (fig.2.31) se execută asemănător în ceea ce priveşte operaţia deîncălzire (austenitizare incompletă), dar asigură transformarea la răcire la o temperaturăconstantă, situată cu puţin sub A1 (650 – 680 oC). Răcirea de la această temperatură până la
temperatura camerei se face tot în aer.
Fig.2.31. Ciclograma recoacerii izoterme pentru globulizarea oţelurilor dure
În cazul recoacerii pendulare, pentru a reduce durata ciclului de tratament, dupăaustenitizarea incompletă se procează la pendularea (de 3 - 4 ori) în jurul temperaturii A 1
(fig.2.32). Această metodă poate fi însă aplicată numai în cazul produselor subţiri, capabile sărespecte ciclul impus.
Fig.2.32. Ciclograma recoacerii pendulare pentru globulizarea oţelurilor dure
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 21/41
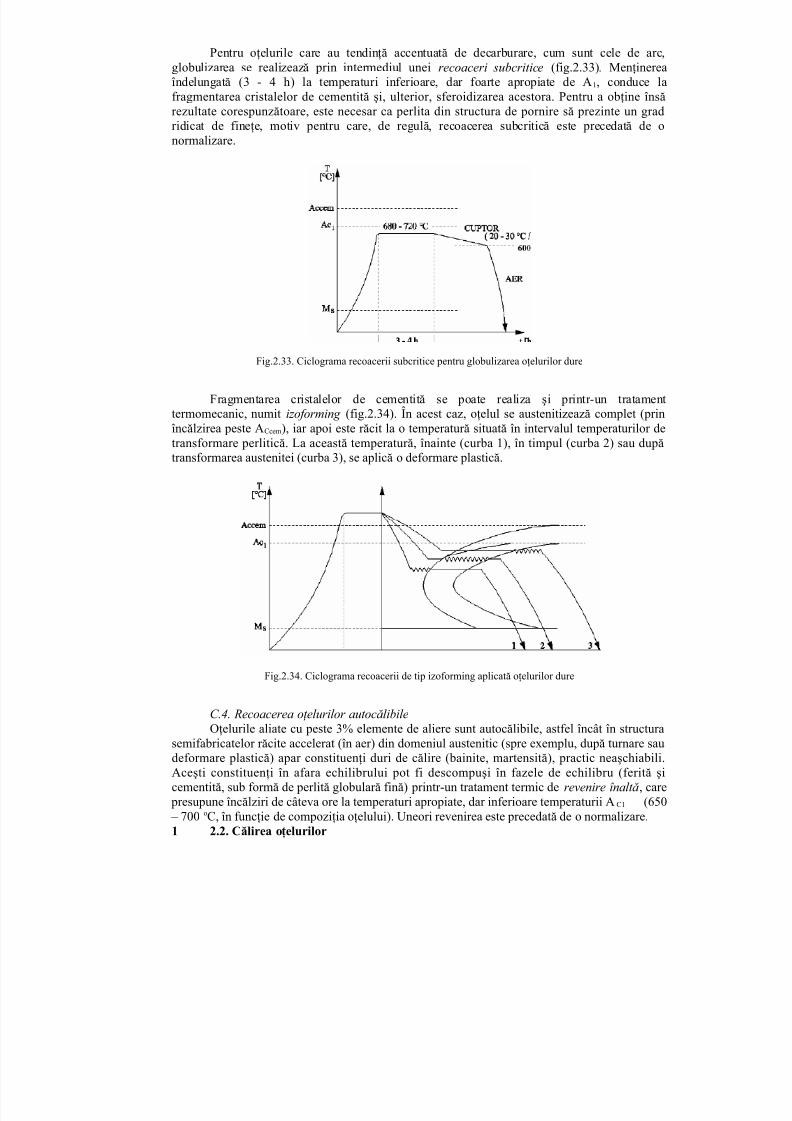
Pentru oţelurile care au tendinţă accentuată de decarburare, cum sunt cele de arc,globulizarea se realizează prin intermediul unei recoaceri subcritice (fig.2.33). Menţinereaîndelungată (3 - 4 h) la temperaturi inferioare, dar foarte apropiate de A1, conduce lafragmentarea cristalelor de cementită şi, ulterior, sferoidizarea acestora. Pentru a obţine însărezultate corespunzătoare, este necesar ca perlita din structura de pornire să prezinte un gradridicat de fineţe, motiv pentru care, de regulă, recoacerea subcritică este precedată de onormalizare.
Fig.2.33. Ciclograma recoacerii subcritice pentru globulizarea oţelurilor dure
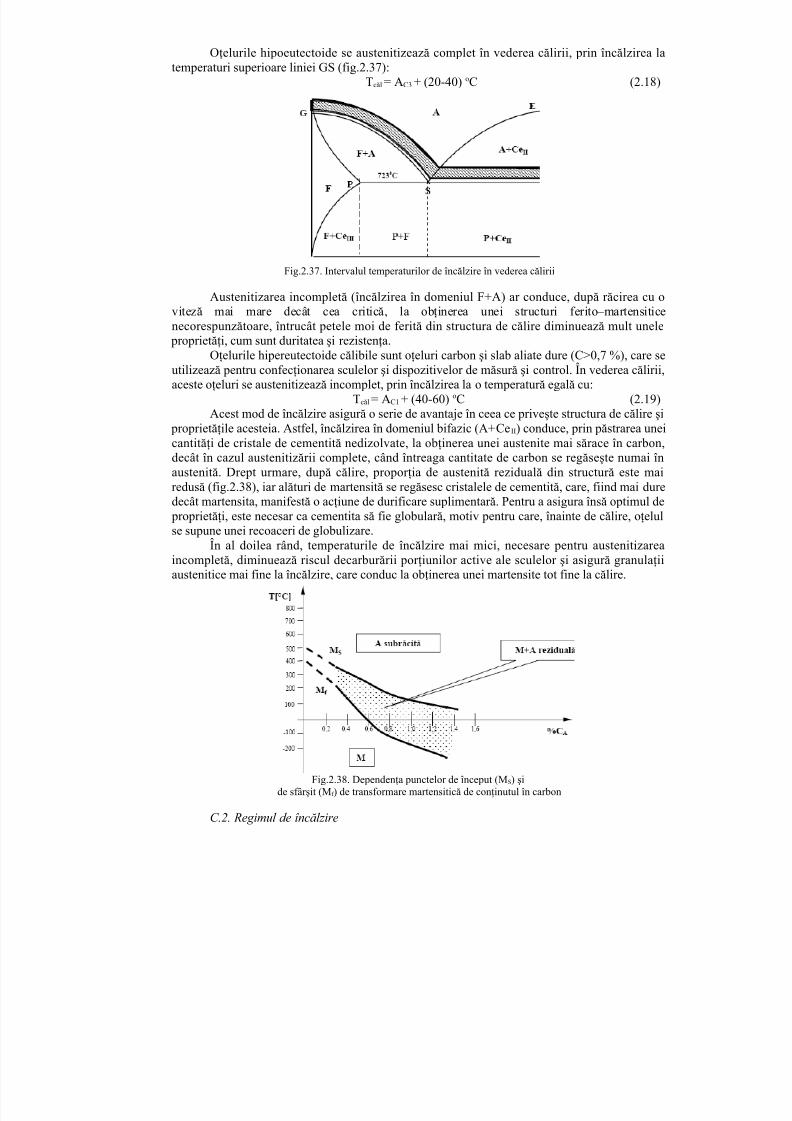
Fragmentarea cristalelor de cementită se poate realiza şi printr-un tratamenttermomecanic, numit izoforming (fig.2.34). În acest caz, oţelul se austenitizează complet (prinîncălzirea peste ACcem), iar apoi este răcit la o temperatură situată în intervalul temperaturilor detransformare perlitică. La această temperatură, înainte (curba 1), în timpul (curba 2) sau dupătransformarea austenitei (curba 3), se aplică o deformare plastică.
Fig.2.34. Ciclograma recoacerii de tip izoforming aplicată oţelurilor dure
C.4. Recoacerea oţelurilor autocălibileOţelurile aliate cu peste 3% elemente de aliere sunt autocălibile, astfel încât în structura
semifabricatelor răcite accelerat (în aer) din domeniul austenitic (spre exemplu, după turnare saudeformare plastică) apar constituenţi duri de călire (bainite, martensită), practic neaşchiabili.Aceşti constituenţi în afara echilibrului pot fi descompuşi în fazele de echilibru (ferită şi
cementită, sub formă de perlită globulară fină) printr-un tratament termic de revenire înaltă , care presupune încălziri de câteva ore la temperaturi apropiate, dar inferioare temperaturii AC1 (650 – 700 oC, în funcţie de compoziţia oţelului). Uneori revenirea este precedată de o normalizare.1 2.2. Călirea oţelurilor

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 22/41
22.2.1. Călirea volumică
A. SCOP Scopul călirii volumice îl constituie obţinerea unei structuri în afara echilibrului,
predominant martensitică, în întreg volumul produsului. O astfel de structură prezintăcaracteristici de duritate şi rezistenţă mecanică ridicate, dar este fragilă şi conţine importantetensiuni interne.
B. PRINCIPII Călirea oţelurilor se realizează prin încălzirea la temperaturi superioare temperaturii AC3
(oţeluri hipoeutectoide), respectiv AC1 (oţeluri hipereutectoide), menţinerea la aceste temperaturiun timp suficient pentru transformarea perlitei din structură în austenită şi răcirea cu o viteză maimare decât viteza critică, care să asigure obţinerea proporţiei dorite de martensită.
Martensita este o soluţie solidă suprasaturată de carbonîn fier α, care are acelaşi conţinut în carbon cu austenita din care
provine. Prin menţinerea excesului de carbon în reţeaua fieruluiα, aceasta se distorsionează şi din cubică cu volum centrat setransformă în reţea tetragonală cu volum centrat. Gradul de
tetragonalitate depinde de conţinutul în carbon al martensitei.La microscop, martensita prezintă un aspect acicular
specific (fig.2.35).Transformarea martensitică se realizează fără difuzie,
prin deplasări coordonate şi colective ale unui număr mare deatomi pe distanţe mai mici decât distanţa de salt difuziv. Ea face
parte din categoria transformărilor eterogene, care se produc prin germinare şi creştere. Viteza de creştere a acelor de martensită este foarte mare, de circa 1km/s, astfel încât durata totală de transformare este determinată de fapt de mărimea vitezei degerminare şi este extrem de redusă (de ordinul a 10 -7s). Drept urmare, întreaga cantitate demartensită, corespunzătoare unei temperaturi situate în intervalul cuprins între temperatura deînceput (Ms) şi de sfârşit de transformare martensitică (M f ), se formează într-un interval de timpde ordinul milisecundelor şi de aceea se poate considera că transformarea martensitică este
practic instantanee. Cinetica transformărilor martensitice este descrisă de curbe de tipul celor dinfigura 2.36.
Aspectul şi poziţiile relative ale curbelor dinfigura 2.36 evidenţiază două caracteristici importanteale cineticii transformării martensitice, şi anume:1 • pentru fiecare temperatură, situată între Ms şi Mf ,se poate obţine o anumită cantitate maximă demartensită. Aceasta este cu atât mai mare, cu cât
temperatura este mai scăzută;2 • întreaga cantitate de martensită se formează practic instantaneu, în momentul atingerii temperaturiirespective.
C. PARAMETRII TEHNOLOGICI:C.1. Temperatura de călireTemperatura de încălzire în vederea călirii se alege în funcţie de tipul oţelului şi este
întotdeauna superioară temperaturii AC1.Din categoria oţelurilor hipoeutectoide se supun călirii oţelurile semidure nealiate şi slab
aliate, aşa-numitele oţeluri de îmbunătăţire, având un conţinut în carbon cuprins între 0,3-0,65%.Acestea se utilizează la confecţionarea organelor de maşini (axe, arbori cotiţi, roţi dinţate,arcuri), care sunt supuse în exploatare unor solicitări complexe (statice, dinamice, variabile, laoboseală).
Fig.2.35. Oţel cu 0,8%C, călit în apăcu supraîncălzire de la 11000C.Martensită grosolană şi austenită
reziduală
Fig.2.36. Curbe cinetice pentru transformareamartensitică la diferite temperaturi:
Ms>T1>T2>T3>Mf
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 23/41
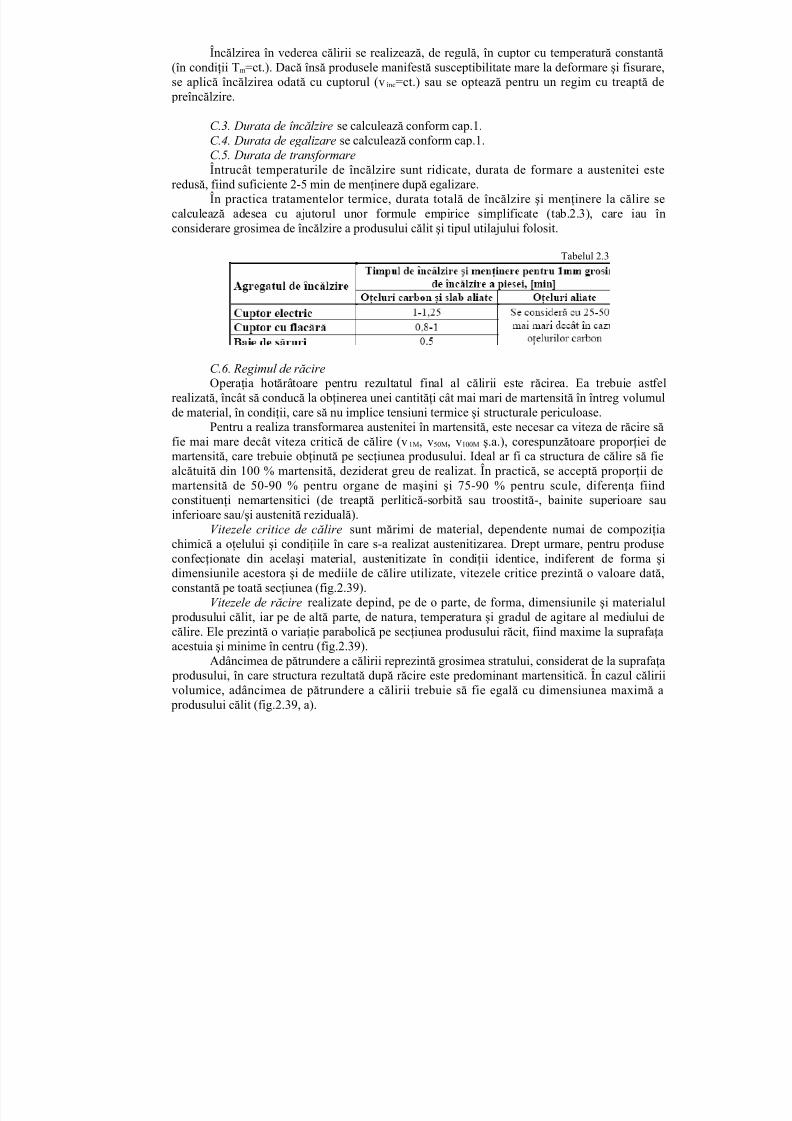
Oţelurile hipoeutectoide se austenitizează complet în vederea călirii, prin încălzirea latemperaturi superioare liniei GS (fig.2.37):
Tcăl = AC3 + (20-40) oC (2.18)
Fig.2.37. Intervalul temperaturilor de încălzire în vederea călirii
Austenitizarea incompletă (încălzirea în domeniul F+A) ar conduce, după răcirea cu o
viteză mai mare decât cea critică, la obţinerea unei structuri ferito–martensiticenecorespunzătoare, întrucât petele moi de ferită din structura de călire diminuează mult unele proprietăţi, cum sunt duritatea şi rezistenţa.
Oţelurile hipereutectoide călibile sunt oţeluri carbon şi slab aliate dure (C>0,7 %), care seutilizează pentru confecţionarea sculelor şi dispozitivelor de măsură şi control. În vederea călirii,aceste oţeluri se austenitizează incomplet, prin încălzirea la o temperatură egală cu:
Tcăl = AC1 + (40-60) oC (2.19)Acest mod de încălzire asigură o serie de avantaje în ceea ce priveşte structura de călire şi
proprietăţile acesteia. Astfel, încălzirea în domeniul bifazic (A+CeII) conduce, prin păstrarea uneicantităţi de cristale de cementită nedizolvate, la obţinerea unei austenite mai sărace în carbon,decât în cazul austenitizării complete, când întreaga cantitate de carbon se regăseşte numai în
austenită. Drept urmare, după călire, proporţia de austenită reziduală din structură este mairedusă (fig.2.38), iar alături de martensită se regăsesc cristalele de cementită, care, fiind mai duredecât martensita, manifestă o acţiune de durificare suplimentară. Pentru a asigura însă optimul de
proprietăţi, este necesar ca cementita să fie globulară, motiv pentru care, înainte de călire, oţelulse supune unei recoaceri de globulizare.
În al doilea rând, temperaturile de încălzire mai mici, necesare pentru austenitizareaincompletă, diminuează riscul decarburării porţiunilor active ale sculelor şi asigură granulaţiiaustenitice mai fine la încălzire, care conduc la obţinerea unei martensite tot fine la călire.
Fig.2.38. Dependenţa punctelor de început (MS) şide sfârşit (Mf ) de transformare martensitică de conţinutul în carbon
C.2. Regimul de încălzire
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 24/41
Încălzirea în vederea călirii se realizează, de regulă, în cuptor cu temperatură constantă(în condiţii Tm=ct.). Dacă însă produsele manifestă susceptibilitate mare la deformare şi fisurare,se aplică încălzirea odată cu cuptorul (vînc=ct.) sau se optează pentru un regim cu treaptă de
preîncălzire. C.3. Durata de încălzire se calculează conform cap.1.C.4. Durata de egalizare se calculează conform cap.1.
C.5. Durata de transformareÎntrucât temperaturile de încălzire sunt ridicate, durata de formare a austenitei esteredusă, fiind suficiente 2-5 min de menţinere după egalizare.
În practica tratamentelor termice, durata totală de încălzire şi menţinere la călire secalculează adesea cu ajutorul unor formule empirice simplificate (tab.2.3), care iau înconsiderare grosimea de încălzire a produsului călit şi tipul utilajului folosit.
Tabelul 2.3
C.6. Regimul de răcireOperaţia hotărâtoare pentru rezultatul final al călirii este răcirea. Ea trebuie astfel
realizată, încât să conducă la obţinerea unei cantităţi cât mai mari de martensită în întreg volumulde material, în condiţii, care să nu implice tensiuni termice şi structurale periculoase.
Pentru a realiza transformarea austenitei în martensită, este necesar ca viteza de răcire săfie mai mare decât viteza critică de călire (v1M, v50M, v100M ş.a.), corespunzătoare proporţiei demartensită, care trebuie obţinută pe secţiunea produsului. Ideal ar fi ca structura de călire să fie
alcătuită din 100 % martensită, deziderat greu de realizat. În practică, se acceptă proporţii demartensită de 50-90 % pentru organe de maşini şi 75-90 % pentru scule, diferenţa fiindconstituenţi nemartensitici (de treaptă perlitică-sorbită sau troostită-, bainite superioare sauinferioare sau/şi austenită reziduală).
Vitezele critice de călire sunt mărimi de material, dependente numai de compoziţiachimică a oţelului şi condiţiile în care s-a realizat austenitizarea. Drept urmare, pentru produseconfecţionate din acelaşi material, austenitizate în condiţii identice, indiferent de forma şidimensiunile acestora şi de mediile de călire utilizate, vitezele critice prezintă o valoare dată,constantă pe toată secţiunea (fig.2.39).
Vitezele de răcire realizate depind, pe de o parte, de forma, dimensiunile şi materialul produsului călit, iar pe de altă parte, de natura, temperatura şi gradul de agitare al mediului decălire. Ele prezintă o variaţie parabolică pe secţiunea produsului răcit, fiind maxime la suprafaţaacestuia şi minime în centru (fig.2.39).
Adâncimea de pătrundere a călirii reprezintă grosimea stratului, considerat de la suprafaţa produsului, în care structura rezultată după răcire este predominant martensitică. În cazul căliriivolumice, adâncimea de pătrundere a călirii trebuie să fie egală cu dimensiunea maximă a
produsului călit (fig.2.39, a).
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 25/41
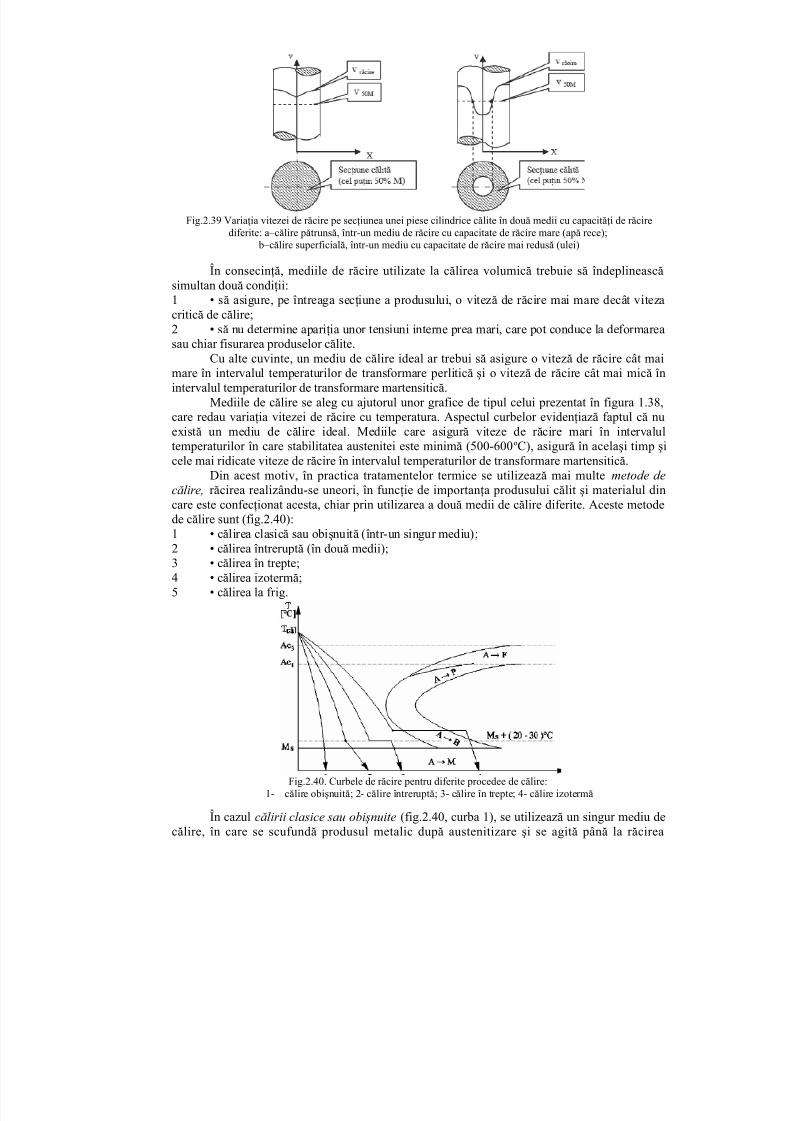
Fig.2.39 Variaţia vitezei de răcire pe secţiunea unei piese cilindrice călite în două medii cu capacităţi de răcirediferite: a–călire pătrunsă, într-un mediu de răcire cu capacitate de răcire mare (apă rece);
b–călire superficială, într-un mediu cu capacitate de răcire mai redusă (ulei)
În consecinţă, mediile de răcire utilizate la călirea volumică trebuie să îndeplineascăsimultan două condiţii:1 • să asigure, pe întreaga secţiune a produsului, o viteză de răcire mai mare decât viteza
critică de călire;2 • să nu determine apariţia unor tensiuni interne prea mari, care pot conduce la deformareasau chiar fisurarea produselor călite.
Cu alte cuvinte, un mediu de călire ideal ar trebui să asigure o viteză de răcire cât maimare în intervalul temperaturilor de transformare perlitică şi o viteză de răcire cât mai mică înintervalul temperaturilor de transformare martensitică.
Mediile de călire se aleg cu ajutorul unor grafice de tipul celui prezentat în figura 1.38,care redau variaţia vitezei de răcire cu temperatura. Aspectul curbelor evidenţiază faptul că nuexistă un mediu de călire ideal. Mediile care asigură viteze de răcire mari în intervalultemperaturilor în care stabilitatea austenitei este minimă (500-600oC), asigură în acelaşi timp şicele mai ridicate viteze de răcire în intervalul temperaturilor de transformare martensitică.
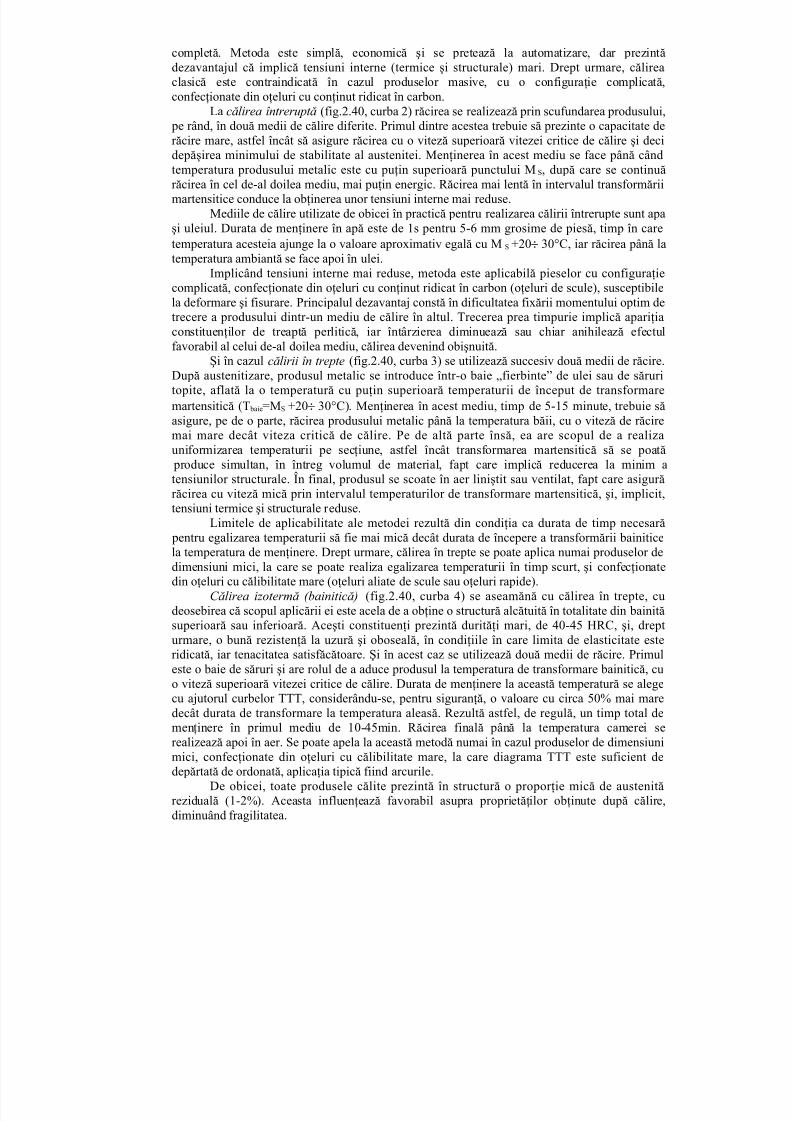
Din acest motiv, în practica tratamentelor termice se utilizează mai multe metode decălire, răcirea realizându-se uneori, în funcţie de importanţa produsului călit şi materialul dincare este confecţionat acesta, chiar prin utilizarea a două medii de călire diferite. Aceste metodede călire sunt (fig.2.40):1 • călirea clasică sau obişnuită (într-un singur mediu);2 • călirea întreruptă (în două medii);3 • călirea în trepte;4 • călirea izotermă;5 • călirea la frig.
Fig.2.40. Curbele de răcire pentru diferite procedee de călire:1- călire obişnuită; 2- călire întreruptă; 3- călire în trepte; 4- călire izotermă
În cazul călirii clasice sau obişnuite (fig.2.40, curba 1), se utilizează un singur mediu decălire, în care se scufundă produsul metalic după austenitizare şi se agită până la răcirea
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 26/41
completă. Metoda este simplă, economică şi se pretează la automatizare, dar prezintădezavantajul că implică tensiuni interne (termice şi structurale) mari. Drept urmare, călireaclasică este contraindicată în cazul produselor masive, cu o configuraţie complicată,confecţionate din oţeluri cu conţinut ridicat în carbon.
La călirea întreruptă (fig.2.40, curba 2) răcirea se realizează prin scufundarea produsului, pe rând, în două medii de călire diferite. Primul dintre acestea trebuie să prezinte o capacitate derăcire mare, astfel încât să asigure răcirea cu o viteză superioară vitezei critice de călire şi deci
depăşirea minimului de stabilitate al austenitei. Menţinerea în acest mediu se face până cândtemperatura produsului metalic este cu puţin superioară punctului MS, după care se continuărăcirea în cel de-al doilea mediu, mai puţin energic. Răcirea mai lentă în intervalul transformăriimartensitice conduce la obţinerea unor tensiuni interne mai reduse.
Mediile de călire utilizate de obicei în practică pentru realizarea călirii întrerupte sunt apaşi uleiul. Durata de menţinere în apă este de 1s pentru 5-6 mm grosime de piesă, timp în caretemperatura acesteia ajunge la o valoare aproximativ egală cu MS +20÷ 30°C, iar răcirea până latemperatura ambiantă se face apoi în ulei.
Implicând tensiuni interne mai reduse, metoda este aplicabilă pieselor cu configuraţiecomplicată, confecţionate din oţeluri cu conţinut ridicat în carbon (oţeluri de scule), susceptibilela deformare şi fisurare. Principalul dezavantaj constă în dificultatea fixării momentului optim de
trecere a produsului dintr-un mediu de călire în altul. Trecerea prea timpurie implică apariţiaconstituenţilor de treaptă perlitică, iar întârzierea diminuează sau chiar anihilează efectulfavorabil al celui de-al doilea mediu, călirea devenind obişnuită.
Şi în cazul călirii în trepte (fig.2.40, curba 3) se utilizează succesiv două medii de răcire.După austenitizare, produsul metalic se introduce într-o baie „fierbinte” de ulei sau de săruritopite, aflată la o temperatură cu puţin superioară temperaturii de început de transformaremartensitică (T baie=MS +20÷ 30°C). Menţinerea în acest mediu, timp de 5-15 minute, trebuie săasigure, pe de o parte, răcirea produsului metalic până la temperatura băii, cu o viteză de răciremai mare decât viteza critică de călire. Pe de altă parte însă, ea are scopul de a realizauniformizarea temperaturii pe secţiune, astfel încât transformarea martensitică să se poată
produce simultan, în întreg volumul de material, fapt care implică reducerea la minim atensiunilor structurale. În final, produsul se scoate în aer liniştit sau ventilat, fapt care asigurărăcirea cu viteză mică prin intervalul temperaturilor de transformare martensitică, şi, implicit,tensiuni termice şi structurale reduse.
Limitele de aplicabilitate ale metodei rezultă din condiţia ca durata de timp necesară pentru egalizarea temperaturii să fie mai mică decât durata de începere a transformării bainiticela temperatura de menţinere. Drept urmare, călirea în trepte se poate aplica numai produselor dedimensiuni mici, la care se poate realiza egalizarea temperaturii în timp scurt, şi confecţionatedin oţeluri cu călibilitate mare (oţeluri aliate de scule sau oţeluri rapide).
Călirea izotermă (bainitică) (fig.2.40, curba 4) se aseamănă cu călirea în trepte, cudeosebirea că scopul aplicării ei este acela de a obţine o structură alcătuită în totalitate din bainită
superioară sau inferioară. Aceşti constituenţi prezintă durităţi mari, de 40-45 HRC, şi, drepturmare, o bună rezistenţă la uzură şi oboseală, în condiţiile în care limita de elasticitate esteridicată, iar tenacitatea satisfăcătoare. Şi în acest caz se utilizează două medii de răcire. Primuleste o baie de săruri şi are rolul de a aduce produsul la temperatura de transformare bainitică, cuo viteză superioară vitezei critice de călire. Durata de menţinere la această temperatură se alegecu ajutorul curbelor TTT, considerându-se, pentru siguranţă, o valoare cu circa 50% mai maredecât durata de transformare la temperatura aleasă. Rezultă astfel, de regulă, un timp total demenţinere în primul mediu de 10-45min. Răcirea finală până la temperatura camerei serealizează apoi în aer. Se poate apela la această metodă numai în cazul produselor de dimensiunimici, confecţionate din oţeluri cu călibilitate mare, la care diagrama TTT este suficient dedepărtată de ordonată, aplicaţia tipică fiind arcurile.
De obicei, toate produsele călite prezintă în structură o proporţie mică de austenităreziduală (1-2%). Aceasta influenţează favorabil asupra proprietăţilor obţinute după călire,diminuând fragilitatea.
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 27/41
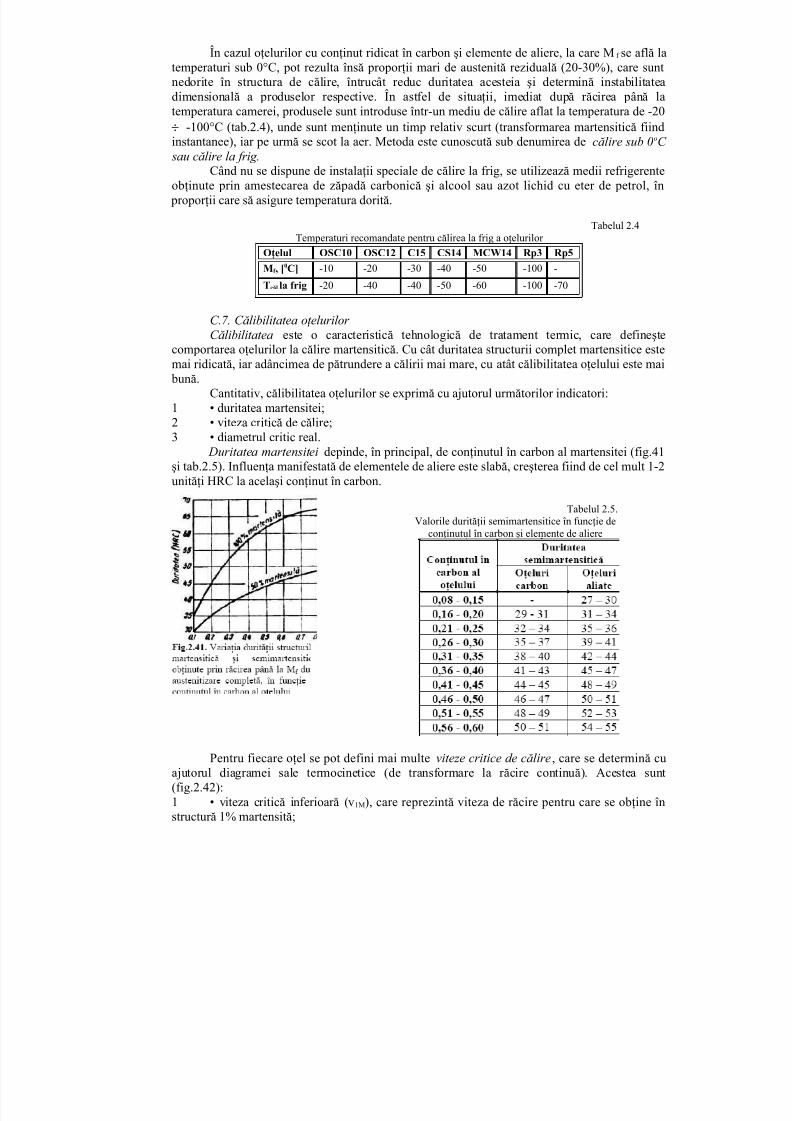
În cazul oţelurilor cu conţinut ridicat în carbon şi elemente de aliere, la care Mf se află latemperaturi sub 0°C, pot rezulta însă proporţii mari de austenită reziduală (20-30%), care suntnedorite în structura de călire, întrucât reduc duritatea acesteia şi determină instabilitateadimensională a produselor respective. În astfel de situaţii, imediat după răcirea până latemperatura camerei, produsele sunt introduse într-un mediu de călire aflat la temperatura de -20÷ -100°C (tab.2.4), unde sunt menţinute un timp relativ scurt (transformarea martensitică fiindinstantanee), iar pe urmă se scot la aer. Metoda este cunoscută sub denumirea de călire sub 0oC
sau călire la frig.Când nu se dispune de instalaţii speciale de călire la frig, se utilizează medii refrigerenteobţinute prin amestecarea de zăpadă carbonică şi alcool sau azot lichid cu eter de petrol, în
proporţii care să asigure temperatura dorită.
Tabelul 2.4Temperaturi recomandate pentru călirea la frig a oţelurilor
Oţelul OSC10 OSC12 C15 CS14 MCW14 Rp3 Rp5
Mf , [0C] -10 -20 -30 -40 -50 -100 -
Tcăl la frig -20 -40 -40 -50 -60 -100 -70
C.7. Călibilitatea oţelurilor Călibilitatea este o caracteristică tehnologică de tratament termic, care defineşte
comportarea oţelurilor la călire martensitică. Cu cât duritatea structurii complet martensitice estemai ridicată, iar adâncimea de pătrundere a călirii mai mare, cu atât călibilitatea oţelului este mai
bună.Cantitativ, călibilitatea oţelurilor se exprimă cu ajutorul următorilor indicatori:
1 • duritatea martensitei;2 • viteza critică de călire;3 • diametrul critic real.
Duritatea martensitei depinde, în principal, de conţinutul în carbon al martensitei (fig.41
şi tab.2.5). Influenţa manifestată de elementele de aliere este slabă, creşterea fiind de cel mult 1-2unităţi HRC la acelaşi conţinut în carbon.
Tabelul 2.5.Valorile durităţii semimartensitice în funcţie de
conţinutul în carbon şi elemente de aliere
Pentru fiecare oţel se pot defini mai multe viteze critice de călire, care se determină cuajutorul diagramei sale termocinetice (de transformare la răcire continuă). Acestea sunt
(fig.2.42):1 • viteza critică inferioară (v1M), care reprezintă viteza de răcire pentru care se obţine înstructură 1% martensită;

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 28/41
2 • viteza critică semimartensitică (V50M), respectiv viteza de răcire pentru care se obţine înstructura de călire 50 % martensită;1 • viteza critică superioară (V100M); pentru viteze egale sau mai mari decât aceasta seobţine o structură alcătuită din 100% martensită.
Fig.2.42. Determinarea vitezelor critice de călire ale unui oţel cu ajutorul diagramei TRC :
Tînc – temperatura de austenitizareCarbonul şi elementele de aliere (cu excepţia aluminiului şi cobaltului) stabilizează
austenita şi, prin aceasta, îngreunează transformarea perlitică şi bainitică, deplasând curbele dindiagrama TRC spre dreapta. Corespunzător, vitezele critice de călire sunt cu atât mai mici, cu câtconţinutul în carbon şi gradul de aliere al oţelului este mai mare. Drept urmare, pentru oţelurilenealiate, cu conţinut redus în carbon, trebuiesc folosite medii de călire cu capacităţi de răcirefoarte mari (apă rece), în timp ce călirea oţelurilor slab aliate se poate realiza în ulei, iar oţelurileînalt aliate sunt călibile chiar în aer.
Pe de altă parte, cu cât temperatura de austenitizare este mai înaltă şi durata de menţineremai îndelungată, cu atât gradele de omogenitate chimică şi uniformitate structurală ale austenitei
sunt mai mari, iar granulaţia acesteia mai grosolană. Toate acestea îngreunează germinarea latransformarea perlitică şi favorizează corespunzător transformarea martensitică, acţionând însensul reducerii vitezelor critice de călire.
Pentru a compara între ele diferite oţeluri, din punctul de vedere al adâncimii de pătrundere a călirii într-un mediu de călire dat (natură, temperatură şi grad de agitare), seutilizează indicatorul numit diametru critic real ( Dcr ). Acesta reprezintă cel mai mare diametru alunui cilindru, având înălţimea de cel puţin patru ori mai mare decât diametrul, care, dupăaustenitizare completă şi răcire în mediul respectiv, prezintă în centru o duritate egală cuduritatea semimartensitică (HRC50M).
Diametrul critic real al unui oţel, pentru cazul călirii într-un anumit mediu, se poatedetermina experimental , prin călirea succesivă a unui număr mare de probe cilindrice,
confecţionate din acelaşi oţel şi austenitizate în aceleaşi condiţii, dar prezentând diametre diferite(şi H/D>4). După răcire, probele se secţionează la jumătatea înălţimii şi se măsoară duritatea încentru lor, comparându-se cu valoarea HRC50M. Metoda este însă laborioasă şi costisitoare.
În practică, pentru aflarea diametrului critic se apelează la două metode:1 • determinarea prin calcul a valorii Dcr ;2 • determinarea Dcr cu ajutorul curbei de călibilitate.Calculul diametrului critic real se face pornind de la valoarea diametrului critic ideal ( Dcr i) ,care reprezintă valoarea diametrului critic pentru cazul răcirii într-un mediu de răcire ideal (cucapacitate de răcire infinit de mare). Acesta se poate determina cu ajutorul formulei luiGrossman:
Dcr i = DC ⋅ f Mn ⋅ f Cr ⋅ f Ni ⋅ f Mo ⋅ f Cu ⋅ f Si ⋅ f S ⋅ f P ⋅ f TC (2.20)
unde: DC - factor care depinde de conţinutul în carbon şi punctajul granulaţiei austenitice(fig.43);
f Mn , f Cr , f Ni , f Mo , f Cu , f Si , f S , f P - factori de multiplicare dependenţi de conţinutul îndiferitele elemente însoţitoare sau de aliere (fig.2.44 şi tab.2.6);
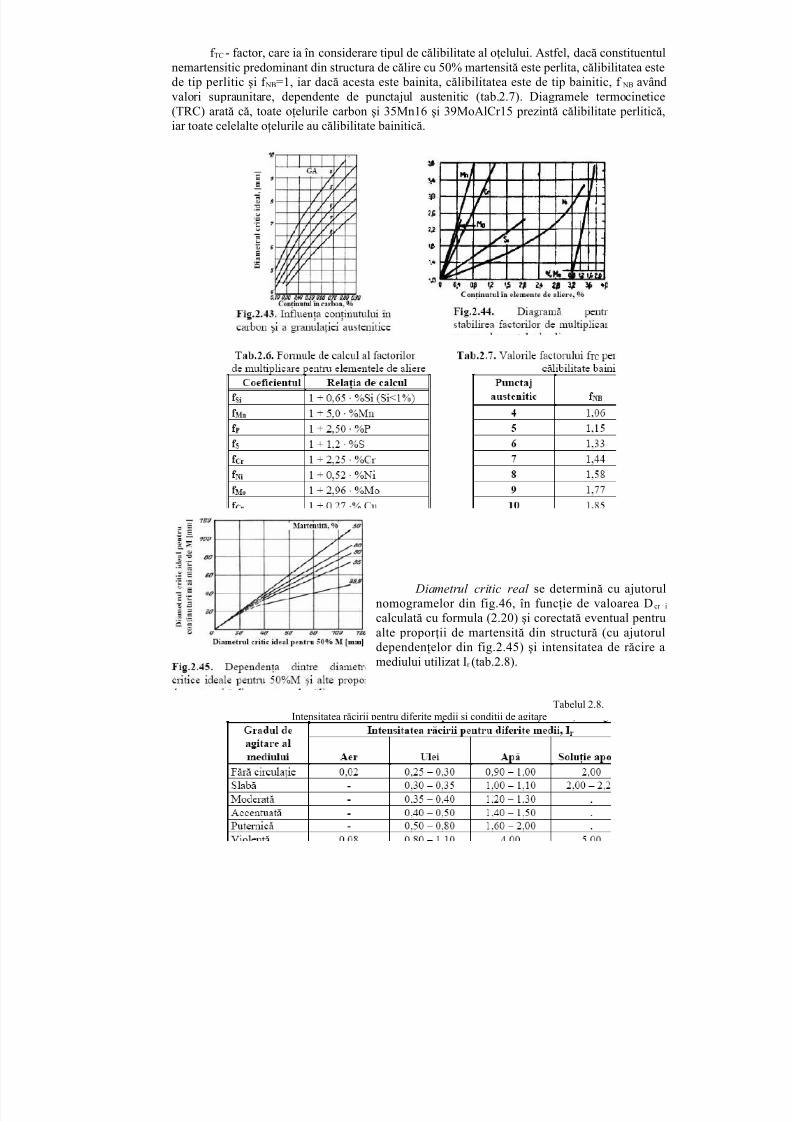
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 29/41
f TC - factor, care ia în considerare tipul de călibilitate al oţelului. Astfel, dacă constituentulnemartensitic predominant din structura de călire cu 50% martensită este perlita, călibilitatea estede tip perlitic şi f NB=1, iar dacă acesta este bainita, călibilitatea este de tip bainitic, f NB avândvalori supraunitare, dependente de punctajul austenitic (tab.2.7). Diagramele termocinetice(TRC) arată că, toate oţelurile carbon şi 35Mn16 şi 39MoAlCr15 prezintă călibilitate perlitică,iar toate celelalte oţelurile au călibilitate bainitică.
Diametrul critic real se determină cu ajutorulnomogramelor din fig.46, în funcţie de valoarea Dcr i
calculată cu formula (2.20) şi corectată eventual pentrualte proporţii de martensită din structură (cu ajutoruldependenţelor din fig.2.45) şi intensitatea de răcire amediului utilizat Ir (tab.2.8).
Tabelul 2.8.Intensitatea răcirii pentru diferite medii şi condiţii de agitare
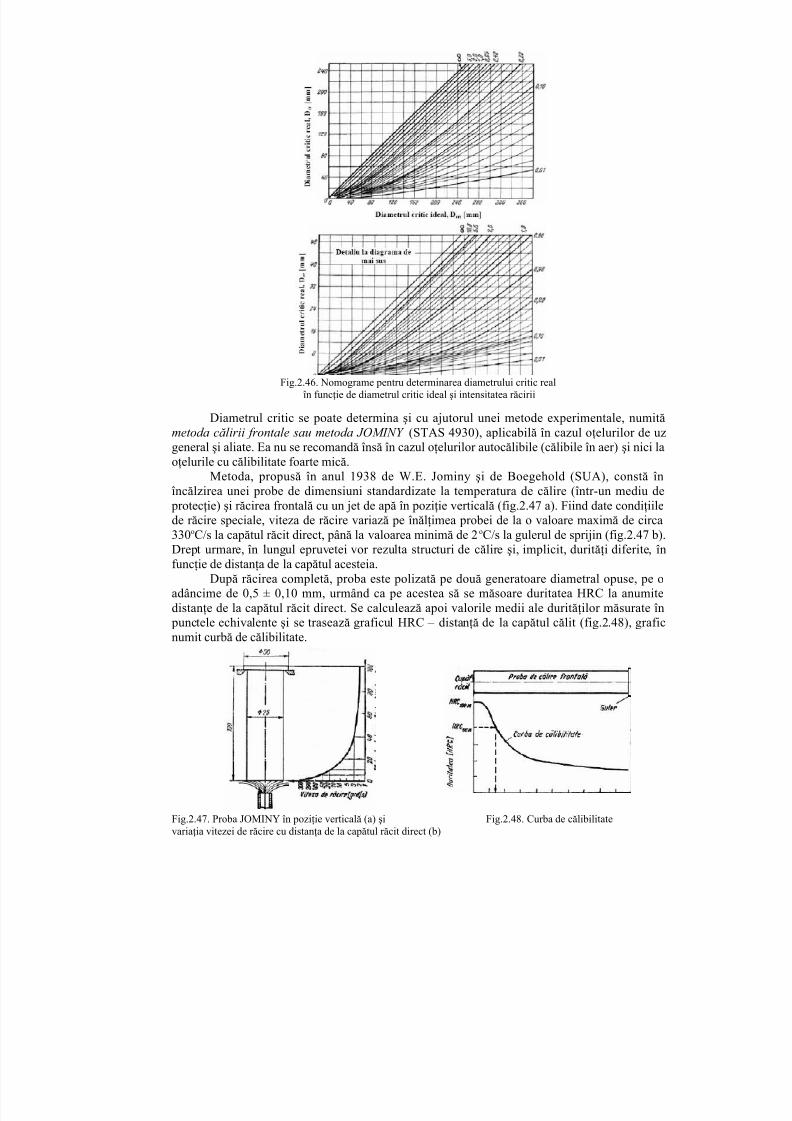
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 30/41
Fig.2.46. Nomograme pentru determinarea diametrului critic realîn funcţie de diametrul critic ideal şi intensitatea răcirii
Diametrul critic se poate determina şi cu ajutorul unei metode experimentale, numitămetoda călirii frontale sau metoda JOMINY (STAS 4930), aplicabilă în cazul oţelurilor de uzgeneral şi aliate. Ea nu se recomandă însă în cazul oţelurilor autocălibile (călibile în aer) şi nici laoţelurile cu călibilitate foarte mică.
Metoda, propusă în anul 1938 de W.E. Jominy şi de Boegehold (SUA), constă înîncălzirea unei probe de dimensiuni standardizate la temperatura de călire (într-un mediu de
protecţie) şi răcirea frontală cu un jet de apă în poziţie verticală (fig.2.47 a). Fiind date condiţiilede răcire speciale, viteza de răcire variază pe înălţimea probei de la o valoare maximă de circa330oC/s la capătul răcit direct, până la valoarea minimă de 2oC/s la gulerul de sprijin (fig.2.47 b).Drept urmare, în lungul epruvetei vor rezulta structuri de călire şi, implicit, durităţi diferite, înfuncţie de distanţa de la capătul acesteia.
După răcirea completă, proba este polizată pe două generatoare diametral opuse, pe oadâncime de 0,5 ± 0,10 mm, urmând ca pe acestea să se măsoare duritatea HRC la anumitedistanţe de la capătul răcit direct. Se calculează apoi valorile medii ale durităţilor măsurate în
punctele echivalente şi se trasează graficul HRC – distanţă de la capătul călit (fig.2.48), graficnumit curbă de călibilitate.
Fig.2.47. Proba JOMINY în poziţie verticală (a) şi Fig.2.48. Curba de călibilitatevariaţia vitezei de răcire cu distanţa de la capătul răcit direct (b)

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 31/41
Pentru oţelurile uzuale, în standardele dematerial (STAS 880 şi STAS 791) se găsesc benzi decălibilitate, obţinute prin trasarea curbelor decălibilitate pentru cel puţin 100 de şarje din marcarespectivă de oţel (fig.2.49).
Cunoscându-se duritatea semimartensitică(HRC50M) a oţelului şi curba sa de călibilitate, se poate
determina grafic distanţa de la capătul călit, la care seobţine această duritate, respectiv distanţasemimartensitică (d50M) (fig.2.48). Dacă se lucrează cu
banda de călibilitate a mărcii respective de oţel, se ia înconsiderare curba minimă.
Prin prelucrarea statistică a unui număr mare dedeterminări experimentale s-au obţinut grafice careredau dependenţa diametrului critic real, pentru răcireaîn medii cu capacităţi de răcire diferite, de distanţasemimartensitică (fig.2.50). Corespondenţe similaresau stabilit şi pentru diametrul critic ideal (fig.2.51),
caz în care se utilizează ulterior, pentru aflareadiametrului critic real, nomogramele din fig.2.46.
Cunoaşterea curbei de călibilitate permite şideterminarea grafică a vitezei critice de călire cuajutorul unor grafice de tipul celui redat în fig.2.52.
Fig.2.51. Legătura dintre diametrul critic idealFig.2.52. Legătura dintre viteza critică de călire şidistanţaşi distanţa semimartensiticăsemimartensitică, rezultată din curba decălibilitate
2.2.2. Călirea superficială A. SCOP Călirea superficială este un
tratament termic local, care se aplică înscopul obţinerii unei structuri martensitice în suprafaţa produselor, pe
adâncimi cuprinse între zecimi de milimetru până la 5-10 mm.În urma aplicării călirii superficiale rezultă piese duplex, având stratul exterior dur,
rezistent la uzură şi oboseală şi miezul plastic şi tenace, rezistent la celelalte tipuri de solicitări înexploatare: încovoiere, şoc, răsucire. În plus, tensiunile de compresiune din stratul călit mărescmult rezistenţa la solicitări alternante.
Pentru a obţine însă o astfel de asociere de caracteristici, călirea superficială trebuieaplicată la oţeluri hipoeutectoide semidure, având conţinutul în carbon cuprins între 0,3% şi0,65%.
B. PRINCIPII Călirea superficială se realizează prin încălzirea cu viteză mare a stratului superficial al
produselor până la o temperatură situată în domeniul austenitic, menţinerea de scurtă durată şirăcirea rapidă, cu viteze mai mari decât viteza critică de călire.
Fig.2.49. Banda de călibilitate a oţelului18MnCr11, conform STAS 791-88
Fig.2.50. Legătura dintre diametrul critic real şidistanţa semimartensitică pentru răcirea în medii
cu intensităţi de răcire diferite

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 32/41
Fiind date condiţiile specifice de încălzire, temperatura de încălzire scade rapid de lasuprafaţă spre centrul produsului (fig.2.53). Drept urmare, numai un strat foarte subţire de lasuprafaţă se încălzeşte peste AC3 şi prezintă după răcirea rapidă o structură de călire completă(M), dar cu grade diferite de supraîncălzire. Stratul imediat următor, încălzit între A C1 şi AC3 ,devine un strat călit incomplet, care face trecerea spre structura iniţială, caracteristică miezului.Grosimea finală a stratului călit complet depinde nu numai de durata de încălzire, ci şi de
perioada de timp dintre încetarea acţiunii sursei termice şi începerea răcirii, perioadă pe
parcursul căreia se mai modifică distribuţia temperaturii pe secţiunea produsului.
C. PARAMETRII TEHNOLOGICI Pentru a realiza încălzirea rapidă a suprafeţei seutilizează surse termice de mare intensitate.Principalul dezavantaj al călirii superficiale constăîn faptul că procedeul este limitat în privinţa formei
pieselor, pretându-se doar la suprafeţe regulate derevoluţie sau plane.În funcţie de sursa termică utilizată, se deosebescurmătoarele metode de călire superficială:
• călirea superficială cu flacără;• călirea superficială prin inducţie;• călirea în electrolit;• călirea în topituri;• călirea prin contact.
C.1. Călirea cu flacără permite obţinerea unor straturi superficiale călite cu grosimi (δ)cuprinse între 5-10 mm.
Încălzirea se realizează cu ajutorul unor arzătoare cu flacără oxiacetilenică, având formeconstructive adaptate formei pieselor ce se călesc (arzătoare plane, tubulare, inelare, etc.).Flacăra obţinută prin arderea acetilenei cu oxigen, având o temperatură foarte înaltă (temperaturamaximă de ardere este egală cu 3140 oC), este proiectată pe suprafaţa piesei, de la o anumitădistanţă şi pentru o durată de timp relativ redusă (de ordinul secundelor). Temperatura însuprafaţa produsului atinge valori ridicate (1000-1100 oC), dar scade rapid către centru, deoareceviteza de transmitere a căldurii prin conducţie spre interior este limitată. Fiind dată viteza deîncălzire foarte mare (câteva sute de grade pe secundă), care determină o deplasare importantă
punctelor critice spre temperaturi înalte, temperaturile mari din suprafaţa piesei nu constituie însăun inconvenient, cu atât mai mult, cu cât durata de încălzire este redusă, astfel încât se obţine oaustenită cu granulaţie foarte fină (punctaj 10-12). Pornind de la acesta, la răcirea ulterioarărezultă o martensită fină, cu duritate mai mare decât cea obişnuită.
Răcirea se poate face fie cu un duş cu apă sub presiune (care uneori face corp comun cu
arzătorul), fie prin scufundare într-un bazin de răcire cu apă (la călirea simultană).În funcţie de mărimea pieselor care trebuiesc tratate superficial, călirea cu flacără se poate realiza în două variante tehnologice:
• călire simultană;• călire succesivă.Călirea simultană (fig.2.54) se aplică în cazul pieselor de dimensiuni reduse, la care este
posibilă încălzirea şi răcirea suprafeţei dintr-o dată. Arzătorul are poziţie fixă, iar după atingereatemperaturii dorite, piesele sunt trecute sub un duş de răcire sau se scufundă într-un bazin decălire.
Călirea succesivă (fig.2.55) se aplică la piese lungi, la care suprafeţele ce trebuiesc călitesunt mari (atât plane, cât şi de revoluţie). Dacă arzătorul are putere suficient de mare, se poate
realiza încălzirea dintr-o dată a întregului contur, la piesele cilindrice, respectiv a întregii lăţimi,la cele plane, iar călirea suprafeţei totale rezultă prin deplasarea concomitentă a arzătorului şirăcitorului în lungul piesei.
Fig.2.53. Distribuţia temperaturii şi structurilor peadâncimea pieselor călite superficial

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 33/41
În cazul în care suprafeţele supuse călirii sunt foarte mari şi arzătorul nu asigurăîncălzirea dintr-o dată a întregului contur al pieselor cilindrice sau a întregii lăţimi a celor plane,se recurge la călirea în spirală (şurub), respectiv în fâşii paralele.
Fig.2.54. Călirea simultană a capetelor unor şuruburiFig.2.55. Călirea succesivă a suprafeţelor plane
de presiune: 1-arzător; 2-răcitor (jet de apă); 3-şurub;4-strat încălzit; 5-strat călit
Parametrii tehnologici ai călirii superficiale cu flacără sunt:• parametrii de ardere: raportul de amestec acetilenă/oxigen, debitul şi presiunea
amestecului;• parametrii de lucru: durata de încălzire, timpul dintre întreruperea încălzirii şi începerea
răcirii, viteza de deplasare a pieselor, respectiv a ansamblului arzător/duş, distanţa dintre piese şiansamblul arzător/duş.
Stabilirea aproximativă a acestor parametri se face în baza recomandărilor tehnologice şia graficelor din literatura de specialitate, care redau dependenţe determinate experimental, şi severifică apoi prin încercări. Metoda este simplă şi economică şi se recomandă în cazul pieselor de dimensiuni mari şi de serie mică. Dezavantajele sunt date de supraîncălzirea stratului
superficial, care poate conduce la tensiuni interne mari, şi de precizia mai redusă a controluluigrosimii stratului călit.
C.2. Călirea superficială prin inducţie sau prin curenţi de înaltă frecvenţă (C.I.F) permite un control mai riguros al grosimii stratului călit, acesta fiind de 0,2 - 5 mm.
Încălzirea se realizează prin transformarea în energie calorică (prin efect Joule-Lenz) aenergiei câmpului electromagnetic indus în straturile superficiale ale pieselor supuse călirii decătre un inductor, prin care circulă curenţi de medie sau înaltă frecvenţă.
În principiu, instalaţia de încălzire prin inducţie (fig.2.56) este formată dintr-un generator de curent alternativ de medie sau înaltă frecvenţă (1), o baterie de condensatoare (2), untransformator de adaptare, care coboară tensiunea ridicată a generatorului la valoarea celei din
inductor (3) şi un inductor (4) plasat în jurul piesei care trebuie călită superficial (5). Acesta esterealizat din ţeavă de cupru cu secţiunea pătrată, dreptunghiulară sau rotundă, care se înfăşoarăsub forma uneia sau mai multor spire. În cazul straturilor cu grosimi reduse, se utilizeazăinductoare din sârmă de cupru.
Răcirea se efectuează cu ajutorul unui duş cu apă sub presiune (care poate fi separat deinductor şi confecţionat din ţeavă de cupru sau alamă sau poate forma corp comun cu acesta) sau
prin scufundarea pieselor într-un bazin de călire.
Fig.2.56. Schema instalaţiei de încălzire prin inducţie

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 34/41
În funcţie de mărimea şi de configuraţia suprafeţelor care trebuiesc tratate superficial şide puterea instalaţiilor disponibile, călirea prin inducţie se poate realiza practic în două variantetehnologice:
• călire simultană (fig.2.57, a), care se aplică în cazul suprafeţelor de dimensiuni reduse;• călire succesivă (fig.2.57, b), care se utilizează la piese de dimensiuni mari, suprafaţa
încălzindu-se progresiv, prin deplasarea piesei în inductor, cu sau fără rotire.
Fig.2.57. Metode de călire superficială prin inducţie:a-călire simultană (H > h) cu inductor şi duş formând corp comun; b–călire succesivă (piesa efectuează mişcare de rotaţie, iar ansamblul inductor/duş o mişcare de translaţie);
1–suprafaţa care se căleşte
Parametrii tehnologici care trebuiesc stabiliţi sunt de două tipuri:• parametrii electrici;• parametrii de lucru.
Parametrii electrici principali sunt frecvenţa curentului alternativ (f) şi puterea specificăla piesă. Frecvenţa se alege în funcţie de grosimea stratului care trebuie obţinut, având în vederefaptul că acesta este cu atât mai subţire, cu cât frecvenţa este mai mare. Dependenţa f - δ este
dată de relaţia:
(2.21)unde: δ - adâncimea de pătrundere [mm];
ρ - rezistivitatea electrică a oţelului [Ω⋅mm2/m];μ - permitivitatea magnetică relativă a oţelului [GS/Oe];f - frecvenţa curentului [Hz].Puterea specifică la piesă este un parametru tehnologic important, care, pentru o
frecvenţă dată, determină temperatura de încălzire şi, în combinaţie cu durata de încălzire,influenţează asupra adâncimii stratului. Pentru ca suprafaţa să nu se supraîncălzească, iar duratasă se menţină în limite normale (câteva secunde), puterea specifică trebuie să se încadreze întrelimitele recomandate din tabelul 2.9.
În funcţie de valoarea puterii specifice la piesă (pS) şi a randamentului total al instalaţiei(ηtot), se poate calcula puterea specifică la generator (pG) şi, ţinând cont de mărimea suprafeţeicălite (S), puterea generatorului (PG) :
(2.22)Tabelul 2.9.
Puteri specifice la piesă recomandate la călirea superficială prin C.I.F.
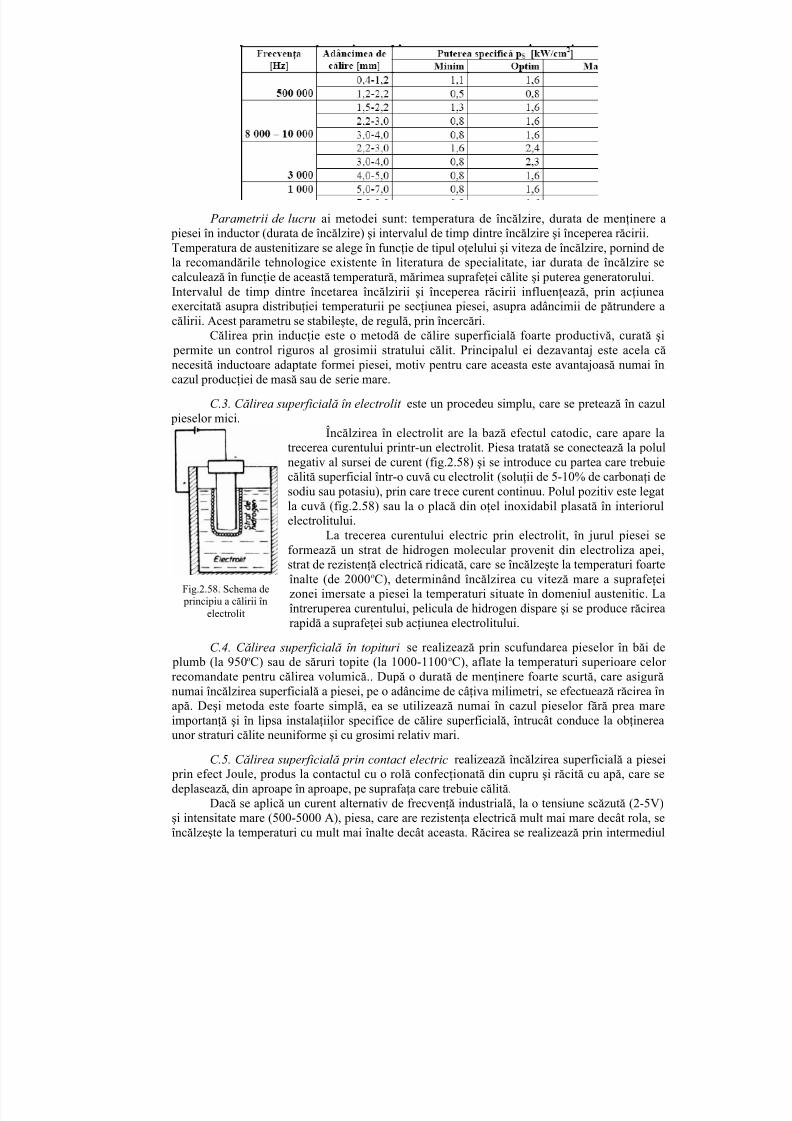
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 35/41
Parametrii de lucru ai metodei sunt: temperatura de încălzire, durata de menţinere a piesei în inductor (durata de încălzire) şi intervalul de timp dintre încălzire şi începerea răcirii.Temperatura de austenitizare se alege în funcţie de tipul oţelului şi viteza de încălzire, pornind dela recomandările tehnologice existente în literatura de specialitate, iar durata de încălzire secalculează în funcţie de această temperatură, mărimea suprafeţei călite şi puterea generatorului.Intervalul de timp dintre încetarea încălzirii şi începerea răcirii influenţează, prin acţiuneaexercitată asupra distribuţiei temperaturii pe secţiunea piesei, asupra adâncimii de pătrundere acălirii. Acest parametru se stabileşte, de regulă, prin încercări.
Călirea prin inducţie este o metodă de călire superficială foarte productivă, curată şi permite un control riguros al grosimii stratului călit. Principalul ei dezavantaj este acela cănecesită inductoare adaptate formei piesei, motiv pentru care aceasta este avantajoasă numai încazul producţiei de masă sau de serie mare.
C.3. Călirea superficială în electrolit este un procedeu simplu, care se pretează în cazul pieselor mici.
Încălzirea în electrolit are la bază efectul catodic, care apare latrecerea curentului printr-un electrolit. Piesa tratată se conectează la polulnegativ al sursei de curent (fig.2.58) şi se introduce cu partea care trebuiecălită superficial într-o cuvă cu electrolit (soluţii de 5-10% de carbonaţi desodiu sau potasiu), prin care trece curent continuu. Polul pozitiv este legatla cuvă (fig.2.58) sau la o placă din oţel inoxidabil plasată în interiorulelectrolitului.
La trecerea curentului electric prin electrolit, în jurul piesei seformează un strat de hidrogen molecular provenit din electroliza apei,strat de rezistenţă electrică ridicată, care se încălzeşte la temperaturi foarteînalte (de 2000oC), determinând încălzirea cu viteză mare a suprafeţeizonei imersate a piesei la temperaturi situate în domeniul austenitic. Laîntreruperea curentului, pelicula de hidrogen dispare şi se produce răcirea
rapidă a suprafeţei sub acţiunea electrolitului.C.4. Călirea superficială în topituri se realizează prin scufundarea pieselor în băi de
plumb (la 950oC) sau de săruri topite (la 1000-1100oC), aflate la temperaturi superioare celor recomandate pentru călirea volumică.. După o durată de menţinere foarte scurtă, care asigurănumai încălzirea superficială a piesei, pe o adâncime de câţiva milimetri, se efectuează răcirea înapă. Deşi metoda este foarte simplă, ea se utilizează numai în cazul pieselor fără prea mareimportanţă şi în lipsa instalaţiilor specifice de călire superficială, întrucât conduce la obţinereaunor straturi călite neuniforme şi cu grosimi relativ mari.
C.5. Călirea superficială prin contact electric realizează încălzirea superficială a piesei prin efect Joule, produs la contactul cu o rolă confecţionată din cupru şi răcită cu apă, care sedeplasează, din aproape în aproape, pe suprafaţa care trebuie călită.
Dacă se aplică un curent alternativ de frecvenţă industrială, la o tensiune scăzută (2-5V)şi intensitate mare (500-5000 A), piesa, care are rezistenţa electrică mult mai mare decât rola, seîncălzeşte la temperaturi cu mult mai înalte decât aceasta. Răcirea se realizează prin intermediul
Fig.2.58. Schema de principiu a călirii în
electrolit

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 36/41
unui răcitor cu jet de apă, care se deplasează în lungul suprafeţei la un anumit interval de timpdupă electrodul de contact, timp în care se produce uniformizarea temperaturii în stratulsuperficial.
Dezavantajele metodei constau în productivitatea redusă şi imposibilitatea evităriiobţinerii de fâşii revenite între două poziţii succesive ale electrodului, fâşii care apar datorităinfluenţei termice a zonei care se încălzeşte asupra zonei călite anterior şi determină o distribuţieneuniformă a durităţii în suprafaţa piesei.
2.3. Revenirea oţelurilor
A. SCOP Structura obţinută prin călire se caracterizează prin duritate ridicată, dar este fragilă şi
prezintă tenacitate scăzută, ca urmare a tensiunilor interne apărute în procesul de călire. Pentru aelimina aceste inconveniente, după călire se poate aplica un tratament termic subcritic, numitrevenire.
Scopul aplicării revenirii îl constituie aducerea produselor din oţel călite în stăristructurale şi de tensiuni interne mai apropiate de echilibru. Concomitent se produce şi înmuierea
oţelului, în sensul scăderii caracteristicilor de rezistenţă şi al creşterii celor de plasticitate şiductilitate.
B. PRINCIPII La revenire, constituenţii în afara echilibrului obţinuţi prin călire (martensită, austenită
reziduală, bainită) se descompun treptat în constituenţi de revenire: martensită, troostită şi sorbităde revenire. Descompunerea se realizează prin difuzie şi necesită activare termică. Aceasta seasigură prin încălzirea materialului călit la temperaturi superioare celei ambiante, dar inferioaretemperaturii critice (Ac1), stadiul de descompunere a structurii iniţiale fiind cu atât mai avansat,cu cât temperatura de revenire este mai înaltă.
Succesiunea transformărilor structurii de călire tipice, formată din martensită şi resturi deaustenită reziduală, în constituenţi de revenire, laîncălzirea oţelurilor carbon până sub temperatura AC1 , poate fi schematizată pe intervale aletemperaturilor de revenire.Astfel, la temperaturi cuprinse între 80-200°C , din martensita de călire (numită şi albă, datorităsusceptibilităţii reduse la atacul cu reactiv metalografic) (fig.2.59), care este o soluţie solidăsuprasaturată de carbon în fier α cu reţea tetragonală, precipită treptat excesul de carbon subformă de carburi ε (Fe2,3C). Acestea au forma unor lamele foarte fine, submicroscopice, şi suntlegate coerent cu matricea, o soluţie solidă suprasaturată de carbon în fier α, cu un grad mai micde suprasaturare. Cu cât temperatura de revenire este mai ridicată, cu atât cantitatea de carbon,care iese din soluţia solidă sub formă de carburi, este mai mare şi, corespunzător, gradul de
tetragonalitate al acesteia se reduce, reţeaua devenind cubică. Constituentul astfel obţinut prezintă un aspect acicular, asemănător bainitei inferioare, şi se numeşte martensită de revenire,martensită cubică sau martensită neagră, fiind puternic atacat de reactivul metalografic(fig.2.60).
Schematic, reacţia de descompunere a martensitei de călire în martensită de revenire se
poate scrie:

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 37/41
La creşterea temperaturii, între 200–300°C , se produce şi transformarea austeniteireziduale în martensită de revenire, prin modificarea reţelei acesteia şi precipitarea carbonuluisub formă de carburi ε, coerente cu masa de bază feritică. La finalul acestei etape, structura estealcătuită în totalitate din martensită neagră (fig.2.61). Reacţia de transformare este:
(2.24)Între 300–400 °C au loc importante modificări la nivelul carburilor precipitate în etapele
anterioare. Astfel, concomitent cu încheierea procesului de ieşire a carbonului din soluţia solidăα (care ajunge aproape la compoziţia de echilibru), are loc transformarea carburilor ε (Fe2,3C) încementită (Fe3C) şi ruperea coerenţei cristalelor de cementită cu reţeaua feritei. Drept urmare,microstructura devine eterogenă şi începe să-şi piardă aspectul acicular. Constituentul obţinut senumeşte troostită de revenire şi este alcătuit din ferită şi plachete de cementită. Fiind dată
precipitarea preferenţială a cristalelor de cementită pe fostele interfeţe dintre acele de martensităde călire şi austenita reziduală, amestecul bifazic ferito-cementitic păstrează aspectul acicular (fig.2.62).
La temperaturi mai mari decât 4000C, dar inferioare temperaturii critice (Ac1) se produce,treptat, modificarea formei şi dimensiunilor cristalelor de cementită, în sensul că acestea seglobulizează şi cresc prin coalescenţă. Constituenţii bifazici obţinuţi, în funcţie de temperatura
de revenire situată în acest domeniu, sunt:• la temperaturi situate sub 650 oC - sorbita de
revenire (fig.2.63), constând dintr-un amestec de ferită poliedrică şi globule fine, de 10 ⋅10-5 mm, de cementită.Sorbita de revenire este constituentul tipic de îmbunătăţire(tratamentul combinat, constând din călire, urmată de revenireînaltă);
• la temperaturi de 650 °C (AC1) - perlita globulară ,alcătuită din ferită poliedrică şi globule grosolane (30⋅10-5
mm) de cementită.În cazul oţelurilor aliate cu elemente dizolvatesubstituţional, succesiunea transformărilor la revenire este
aceeaşi, dar apropierea de starea de echilibru se produce mai lent, toate procesele fiind deplasate

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 38/41
spre temperaturi mai înalte. Fenomenul este cunoscut sub denumirea de stabilitate la revenire sau rezistenţă la înmuiere.
Elementele de aliere care formează carburi stabile (V, Nb, W), micşorează tendinţa decreştere a grăuntelui de austenită (la încălzirea în vederea călirii) şi de ferită (în etapa derevenire), conducând, în final, la obţinerea unor structuri de revenire mai fine.
Dacă oţelul este aliat cu elemente carburigene, care manifestă afinitate mai mare faţă decarbon decât fierul (Mo, V, W, Cr), apare însă un al patrulea stadiu de revenire - modificarea
fazei carbidice. Acest proces se desfăşoară în trei etape:• între 450-5500C – elementele de aliere carburigene se dizolvă în cementită;• între 550-6500C – cementita este înlocuită treptat cu o carbură a elementului de aliere,mai săracă în carbon;• între 650-7000C – carbura elentului de aliere se transformă într-o altă carbură specială,mai bogată în carbon.
În cazul oţelurilor slab aliate se produce numai prima etapă, iar la oţelurile mediu şi înaltaliate, etapele a doua şi a treia. La acestea din urmă, carburile speciale pot apărea şi latemperaturi ceva mai joase, fiind foarte fine şi legate coerent cu matricea. Drept urmare,formarea lor determină un efect de durificare, fenomen cunoscut sub denumirea de durificare
secundară prin revenire (fig.2.64).
Transformările structurale care se produc la reveniredetermină importante modificări ale proprietăţilor oţelului călit,acestea evoluând treptat în sensul scăderii caracteristicilor derezistenţă şi duritate şi al creşterii ductilităţii şi tenacităţii.În stadiile iniţiale ale revenirii, în care densitatea în dislocaţii amatricei se menţine ridicată, iar dispersia precipitatelor decarburi este fină şi legătura lor cu matricea este coerentă,eliminarea fragilităţii şi creşterea tenacităţii se face cusacrificarea minimă a valorilor de rezistenţă şi duritate.
Înmuierea pronunţată începe să se manifeste şi seaccelerează în etapa intermediară şi finală, în care se produce
pierderea coerenţei precipitatelor cu matricea, coalescenţacristalelor de cementită şi creşterea grăunţilor de ferită(fig.2.65).
Revenirea oţelurilor călite are drept scop înlăturarea fragilităţii şi creşterea tenacităţiioţelurilor. În cazul în care revenirea se realizează prin încălzirea la temperaturi situate între250-400oC (oţeluri carbon şi aliate) sau între 500-650oC (oţeluri slab aliate cu Mn, Si, Cr, Ni, V)
pot rezulta valori reduse ale energiei de rupere prin şoc (KCU). Fenomenul este cunoscut subdenumirea de fragilitate la revenire şi se manifestă prin apariţia unor minime pe curba devariaţie KCU - temperatură de revenire, corespunzătoare celor două tipuri de fragilităţi.
Primul tip, respectiv fragilitatea de temperatură joasă sau de ordinul I , apare datorită
descompunerii neuniforme a martensitei şi austenitei reziduale, precipitarea carburilor ε disperse,coerente cu reţeaua α, desfăşurându-se mai intens la limitele de grăunte. Fragilitatea de revenire joasă apare indiferent de viteza de răcire aplicată (fig.2.66) şi este ireversibilă , în sensul că, odatăce s-a produs, ea nu mai poate fi înlăturată. Din acest motiv, revenirea oţelurilor în acest intervaltrebuie evitată.Cel de-al doilea tip de fragilitate , fragilitatea de temperatură înaltă sau de ordinul II , se producenumai în cazul răcirii lente după încălzirea în intervalul temperaturilor periculoase. Aceastăfragilizare poate fi evitată prin răcirea rapidă după menţinerea la temperatura de revenire şi, încazul în care s-a produs, poate fi înlăturată printr-o nouă revenire, urmată de răcirea cu vitezămare. Din acest motiv, ea se numeşte şi fragilitate reversibilă (fig.2.66). Motivul apariţiei sale îlconstituie precipitarea intergranulară a carburilor complexe, datorită scăderii bruşte a solubilităţii
carbonului în soluţia solidă α.

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 39/41
C. PARAMETRII TEHNOLOGICI C.1. Temperatura de revenireTemperatura de încălzire este parametrul tehnologic
principal al revenirii, întrucât manifestă cea mai mareinfluenţă asupra proprietăţilor obţinute în urma revenirii.Cu cât temperatura este mai ridicată, cu atât proprietăţile se
modifică mai intens şi se stabilizează într-un timp maiscurt.Variaţia durităţii cu temperatura de revenire
(fig.2.67) este similară variaţiei celorlalte caracteristici derezistenţă (R P0,2şi R m), de aceea în practica tratamentelor termice controlul caracteristicilor mecanice ale produselor revenite se face prin determinări ale valorii durităţii, careeste mai uşor de executat şi nu implică sacrificarea unor
produse-martor de şarjă şi nici confecţionarea de epruvete.Temperatura de revenire se alege în funcţie de caracteristicile impuse produsului după
tratament, pornind de la gradul de detensionare, care
trebuie realizat, şi nivelul de înmuiere admis. Înfuncţie de temperatura de revenire se deosebesc 3tipuri de reveniri:• revenire joasă;• revenire medie;• revenire înaltă.
Revenirea joasă se realizează prin încălzireala temperaturi de 150 – 250 oC şi are drept scopeliminarea parţială a tensiunilor de călire, încondiţiile menţinerii unei durităţii ridicate, care săasigure rezistenţă la uzură şi oboseală. După revenire
joasă, duritatea scade foarte puţin (cu numai 1–3unităţi HRC), structura obţinută fiind alcătuită dinmartensită de revenire şi, eventual, o proporţie deaustenită reziduală nerevenită. Acest tip de revenirese aplică sculelor confecţionate din oţeluri nealiate(OSC-uri) şi slab aliate, organelor de maşini călitesuperficial sau carburate şi călite.
Revenirea medie presupune încălzirea produselor la 350 - 550 oC şi determină diminuareatensiunilor de călire, în condiţiile asigurării unei
tenacităţi mai bune, fără a reduce prea mult duritatea.În funcţie de temperatura de încălzire, constituenţiistructurali obţinuţi pot fi de tipul martensită,troostită sau sorbită de revenire, duritatea variindcorespunzător între 50–40 HRC, iar limita de
elasticitate se menţine ridicată. Revenirea medie este un tratament specific arcurilor. Revenirea înaltă se realizează la temperaturi situate între 550 - 650 °C, în vederea
obţinerii unor caracteristici de tenacitate deosebite. Tratamentul termic constând dintr-o călire,urmată de revenire înaltă, se numeşte îmbunătăţire, iar structura rezultată este de tip sorbită sau
perlită globulară. Revenirea înaltă se aplică sculelor din oţeluri înalt aliate şi pieselor în mişcare(arbori cotiţi, biele), confecţionate din oţeluri carbon şi oţeluri aliate pentru îmbunătăţire, şi care
sunt supuse în exploatare unor solicitări complexe (tracţiune, încovoiere, răsucire, şoc, oboseală).Temperatura de revenire pentru revenirea medie şi înaltă se alege cu ajutorul diagramelor de variaţie a caracteristicilor mecanice ale oţelului în funcţie de temperatura de revenire(fig.2.68). În acest scop, pentru valorile minime impuse pentru rezistenţa la curgere (R P0,2),
Fig.2.65. Variaţia proprietăţilor mecaniceale oţelului 33MoCr11 în funcţie de
temperatura de revenire
Fig.2.66. Dependenţa rezilienţei oţelului 40Cr10de temperatura de revenire şi viteza de răcire
aplicată
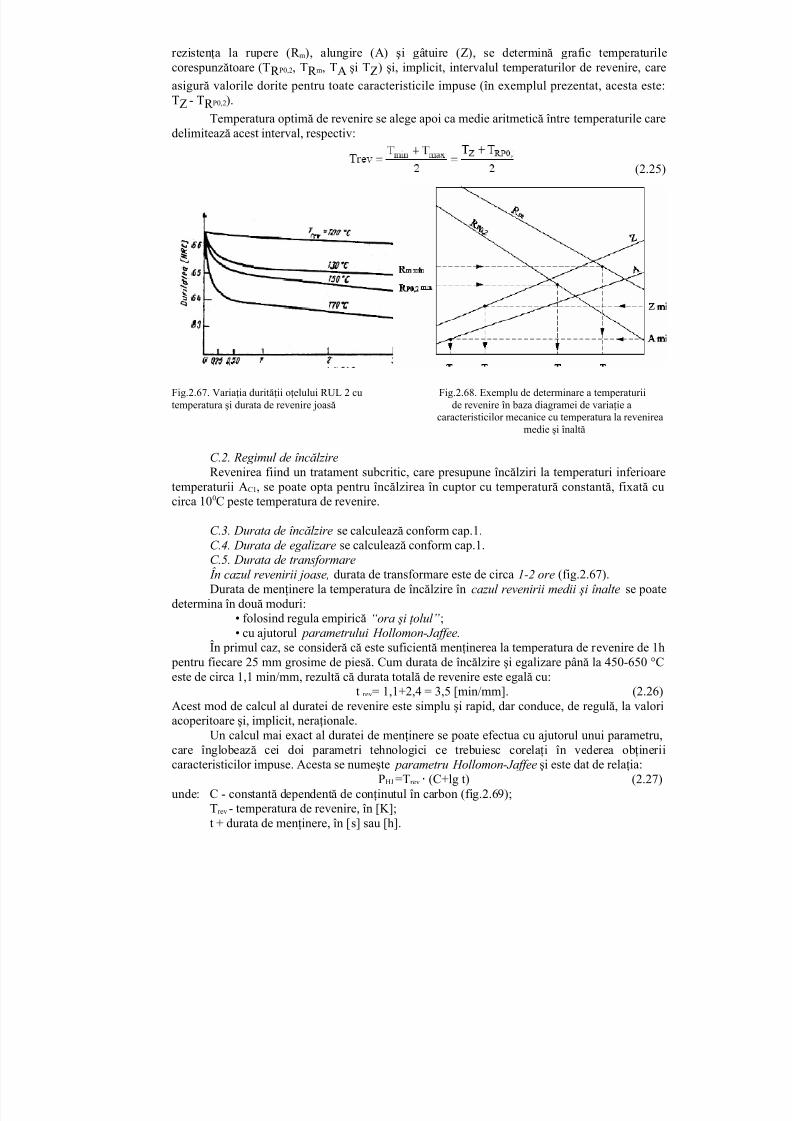
5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 40/41
rezistenţa la rupere (R m), alungire (A) şi gâtuire (Z), se determină grafic temperaturilecorespunzătoare (TR P0,2, TR m, TA şi TZ) şi, implicit, intervalul temperaturilor de revenire, care
asigură valorile dorite pentru toate caracteristicile impuse (în exemplul prezentat, acesta este:TZ - TR P0,2).
Temperatura optimă de revenire se alege apoi ca medie aritmetică între temperaturile caredelimitează acest interval, respectiv:
(2.25)
Fig.2.67. Variaţia durităţii oţelului RUL 2 cu Fig.2.68. Exemplu de determinare a temperaturiitemperatura şi durata de revenire joasă de revenire în baza diagramei de variaţie a
caracteristicilor mecanice cu temperatura la revenireamedie şi înaltă
C.2. Regimul de încălzire
Revenirea fiind un tratament subcritic, care presupune încălziri la temperaturi inferioaretemperaturii AC1, se poate opta pentru încălzirea în cuptor cu temperatură constantă, fixată cucirca 100C peste temperatura de revenire.
C.3. Durata de încălzire se calculează conform cap.1.C.4. Durata de egalizare se calculează conform cap.1.C.5. Durata de transformare
În cazul revenirii joase, durata de transformare este de circa 1-2 ore (fig.2.67).Durata de menţinere la temperatura de încălzire în cazul revenirii medii şi înalte se poate
determina în două moduri:• folosind regula empirică “ora şi ţolul”;• cu ajutorul parametrului Hollomon-Jaffee.
În primul caz, se consideră că este suficientă menţinerea la temperatura de revenire de 1h pentru fiecare 25 mm grosime de piesă. Cum durata de încălzire şi egalizare până la 450-650 °Ceste de circa 1,1 min/mm, rezultă că durata totală de revenire este egală cu:
t rev= 1,1+2,4 = 3,5 [min/mm]. (2.26)Acest mod de calcul al duratei de revenire este simplu şi rapid, dar conduce, de regulă, la valoriacoperitoare şi, implicit, neraţionale.
Un calcul mai exact al duratei de menţinere se poate efectua cu ajutorul unui parametru,care înglobează cei doi parametri tehnologici ce trebuiesc corelaţi în vederea obţineriicaracteristicilor impuse. Acesta se numeşte parametru Hollomon-Jaffee şi este dat de relaţia:
PHJ =Trev⋅
(C+lg t) (2.27)unde: C - constantă dependentă de conţinutul în carbon (fig.2.69);Trev - temperatura de revenire, în [K];t + durata de menţinere, în [s] sau [h].

5/13/2018 capitolul 2tt - slidepdf.com
http://slidepdf.com/reader/full/capitolul-2tt 41/41
Dacă se cunoaşte, pentru oţelul respectiv, curba de variaţie adurităţii cu parametrul Hollomon-Jaffee (fig.2.70, [3]),
pentru o valoare impusă a durităţii (fig.2.71 –„a”) sedetermină grafic valoarea PHJ („b”). Se alege apoi otemperatură de revenire şi se determină, cu ajutorul formulei(2.27), valoarea corespunzătoare a duratei de menţinere.
Trebuie menţionat faptul că aceeaşi duritate se poate obţine prin mai multe regimuri de revenire echivalente (Trev-tmenţ),care se numesc regimuri izosclere (izo = aceeaşi;scleros = duritate).
Dependenţa HV-PHJ se poate determina experimental,dar această metodă necesită un volum foarte mare de muncă.
Din acest motiv, de cele mai multe ori, astfel de curbe se trasează pe baza unor relaţii deduse prin analiza de regresie matematică, cum sunt:
(2.28) pentru oţeluri slab aliate fără molibden sau alte elemente care pot durifica dispers (V, Nb, Ti),sau
(2.29) pentru oţeluri cu molibden.
C.6.RăcireaLa revenire se recomandă ca răcirea să se realizeze, pe cât posibil, cu viteză mică (deregulă în aer), astfel încât tensiunile interne să fie cât mai reduse. Excepţie de la această regulăfac oţelurile slab aliate cu Cr, Mn, Cr-Mn, Mn-Si, Cr-Si, Cr-Ni, care prezintă fragilitate larevenire de ordinul II. Pentru a evita apariţia acesteia, răcirea trebuie efectuată, în astfel desituaţii, cu viteză mare.
Fig.2.69. Valorile constantei C dinexpresia PHJ în funcţie de conţinutul în
carbon al oţelului