Embed Size (px)
Citation preview
CANADIAN UPS
6.0L MONO FUEL ENGINE SYSTEM
INSTALLATION MANUAL
P13C4-9232-AA
Revision: A - Dated 2/12/14
Replaces: None
6) VEHICLE LIFT WITH, PREFERABLY, A MODIFIED TRANSMISSION JACK TO SUPPORT THE FUEL TANK DURING
FITMENT AND INSTALLATION
7) A 'FLUKE 77' MULTIMETER WITH TIME-BASED READOUT (REQUIRED FOR CALIBRATION & DIAGNOSTICS ONLY,
NOT NEEDED FOR GENERAL INSTALLATION).
3) SAFETY GLASSES, GLOVES AND HEARING PROTECTION
4) FUEL PRESSURE GAUGE (ICOM # 88500001) AND CALIBRATOR REMOVAL TOOL (ICOM # 90005400)
5) SOURCE OF COMPRESSED AIR
TO YOU OR SOMEONE ELSE IF YOU DON'T FULLY UNDERSTAND LPG AND ITS PROPERTIES.
BEGIN THE INSTALLATION BY PREPARING YOUR WORK SITE. THE AREA SHOULD BE CLEAN WITH SUFFICIENT LIGHTING. YOU WILL NEED:
1) A WORKBENCH
2) TOOLS, INCLUDING SOCKETS, SCREWDRIVERS, TORQUE WRENCH, METAL CUTTING TOOLS (SMALL RECIPROCATING
SAW, NIBBLERS, DRILLS, ECTC.)
THESE INSTRUCTIONS ARE INTENDED FOR TECHNICIANS WHO ARE CERTIFIED BY ALL AGENCIES THAT GOVERN PROPANE INSTALLATIONS
AND THE TRANSPORTATION OF PROPANE. THE CANADIAN STANDARDS ASSOCIATION PUBLISHES A CODE BOOK OF RULES
(CSA B149.5-05) THAT APPLY TO THE INSTALLATION OF PROPANE FUEL SYSTEMS AND TANKS ON HIGHWAY VEHICLES. LOCAL
PROPANE SUPPLIERS SUCH AS FERRELGAS AND AMERIGAS, AS WELL AS SOME AGENGIES SUCH AS THE TEXAS RAILROAD COMMISION
AND PERC (PROPANE EDUCATION & RESEARCH COUNCIL) OFFER INFORMATIVE COURSES TO HELP PREVENT SEVERE INJURY OR DEATH
LIQUID PROPANE IS EXTREMELY COLD (-40° F) AND CAUSES SERIOUS BURNS WHEN CONTACTING YOUR SKIN OR EYES. PREVENT
CONTACT WHEN HANDLING LPG BY WEARING APPROVED PROTECTIVE GLOVES AND EYE PROTECTION.
PROPANE IS STORED UNDER PRESSURE. THE FUEL SYSTEM OPERATES AT PRESSURES OF UP TO 312 PSI. A SUDDEN RELEASE
OF PROPANE CAN CAUSE SERIOUS INJURIES.
ENSURE THAT ALL PERSONNEL IN THE IMMEDIATE AREA ARE AWARE OF THESE REMINDERS.
PROPANE IS A NONTOXIC, NONPOISONOUS GAS THAT IS EXTREMELY FLAMMABLE. IF SOMETHING IGNITES IT, YOU COULD BE
BADLY BURNED. KEEP SPARKS, OPEN FLAMES AND SMOKING MATERIAL AWAY FROM PROPANE.
INTRODUCTION
SAFETY WARNING
READ BEFORE STARTING THE INSTALLATION OF THE ICOM JTG SYSTEM.
!
!
!
!
PACKAGING
CAREFULLY INSPECT THE CONTENTS OF THE KIT ONCE YOU RECEIVE IT TO ENSURE THAT ALL OF THE COMPONENTS ARE
AVAILABLE BEFORE STARTING THE INSTALLATION. A PARTS LIST IS ENCLOSED WITH THIS MANUAL. THE LIST OF PARTS MAY
VARY BASED ON THE APPLICATION.
CONTAMINATED WITH TEFLON TAPE WILL BE RETURNED.
BARE METAL SURFACES
ANYTIME THE OEM PAINTED SURFACE IS BROKEN BY DRILLING OR REMOVAL OF A PARTICULAR COMPONENT, THE EXPOSED
METAL SURFACE MUST BE DEBURRED AND COATED WITH A PRIMER OR SEALER TO PREVENT RAPID CORROSION. THIS IS
EXTREMELY IMPORTANT IN AREAS THAT USE ROAD SALT DURING THE WINTER MONTHS. FOLLOW THE LABEL INSTRUCTIONS
ON THE PRODUCT USED TO ENSURE POSITIVE RESULTS.
SEQUENCE.
THREADED FUEL LINE CONNECTORS / FITTINGS
THE ICOM FUEL HOSES ARE EQUIPPED WITH THREADED END CONNECTORS THAT SEAL WHEN THE PROPER TORQUE IS APPLIED.
DO NOT USE TEFLON TAPE OR THREAD SEALER ON ANY FITTING (UNLESS OTHERWISE INSTRUCTED) AS THIS MAY GET INTO THE
REGULATOR OR FUEL INJECTORS AND CAUSE FUEL PRESSURE PROBLEMS. ANY WARRANTY RETURNED COMPONENT FOUND
INTRODUCTION
IMPORTANTIT IS IMPORTANT THAT YOU REVIEW THIS ENTIRE INSTALLATION MANUAL BEFORE BEGINNING TO FAMILIARIZE YOURSELF WITH THE
INSTALLATION PROCESS. THIS WILL HELP MINIMIZE ANY POTENTIAL ERRORS THAT MAY OCCUR IF A PROCESS IS CONDUCTED OUT OF
!
!
!
!

PART NUMBER COMPONENT QTY
P13X4-4232-AB WIRE HARNESS ASSY - ENGINE 1
110000 GROMMET - ENGINE WIRE HARNESS 1
70306602 MONO FUEL ICU MODULE 1
8808000 AUXILIARY FUEL PUMP 1
90004208 FITTING - AUXILIARY FUEL PUMP (PIA) 2
320001 HEAT SHIELD 1
200006 BRACKET - AUXILIARY FUEL PUMP 1
950000 SELF TAP SCREW 1
700002 M6 FLAT WASHER 1
90009100 ICOM NTC SENSOR 1
19299100 ADAPTOR - NTC SENSOR 1
100004 EVAP CAP 1
2003708 1/2" HOSE CLAMP 1
440000 3/16" SHRINK TUBE 1
71301100 BUZZER 1
495000 LED LIGHT 1
464002 CONNECTOR - FEMALE SPADE 2
19318100 EVAP SENSOR ORIFICE 1
P11X4-4219-AA WIRE HARNESS ASSY - EV6 TO EV1 7
P11X4-4220-AA WIRE HARNESS ASSY - EV6 TO EV1 W/KEY ON & RPM 1
480000 RING TERMINAL - 1/4" 1
480001 RING TERMINAL # 10 1
150000 8" TIE STRAP 8
P13X4-9426-AA LABEL - STARTING INSTRUCTIONS
27036000 BRACKET - MONO FUEL ICU MODULE 1
800002 M4 NYLOCK NUT 4
900008 M4 x 30 SCREW 4
P13C4-2027L-AA FUEL RAIL ASSY - 6.0L MONO FUEL ENGINE LH 1
P13C4-2027R-AA FUEL RAIL ASSY - 6.0L MONO FUEL ENGINE RH 1
P13C4-2305-AA REGULATOR W/TEE ASSY 1
P11X4-9302-AA BRACKET ASSY - REGULATOR 1
P13C4-2306-AA NON-RETURN VALVE W/TEE ASSY 1
P14X4-9319-AA BRACKET ASSY - NON RETURN VALVE 1
17091000 FUEL FILL FILTER 1
90004201 MALE / MALE ADAPTOR 2
330003 1-7/8" CABLE CLAMP 2
330005 1-3/8" CABLE CLAMP 10
330009 2-1/2" CABLE CLAMP 5
950000 SELF TAP SCREW 17
PACKAGE C
PACKAGE D
PACKAGE E
PACKAGE F (FUEL RAILS)
PACKAGE G
PACKAGE H
INSTALLATION KIT CONTENTS
THE CONTENTS IN THE INSTALLATION KIT LISTED BELOW IS BASED ON A 6.0L MONOFUEL APPLICATION. PART NUMBERS FOR SOME
PARTICULAR COMPONENTS WILL CHANGE BASED ON THE APPLICATION.
PACKAGE A
PACKAGE B
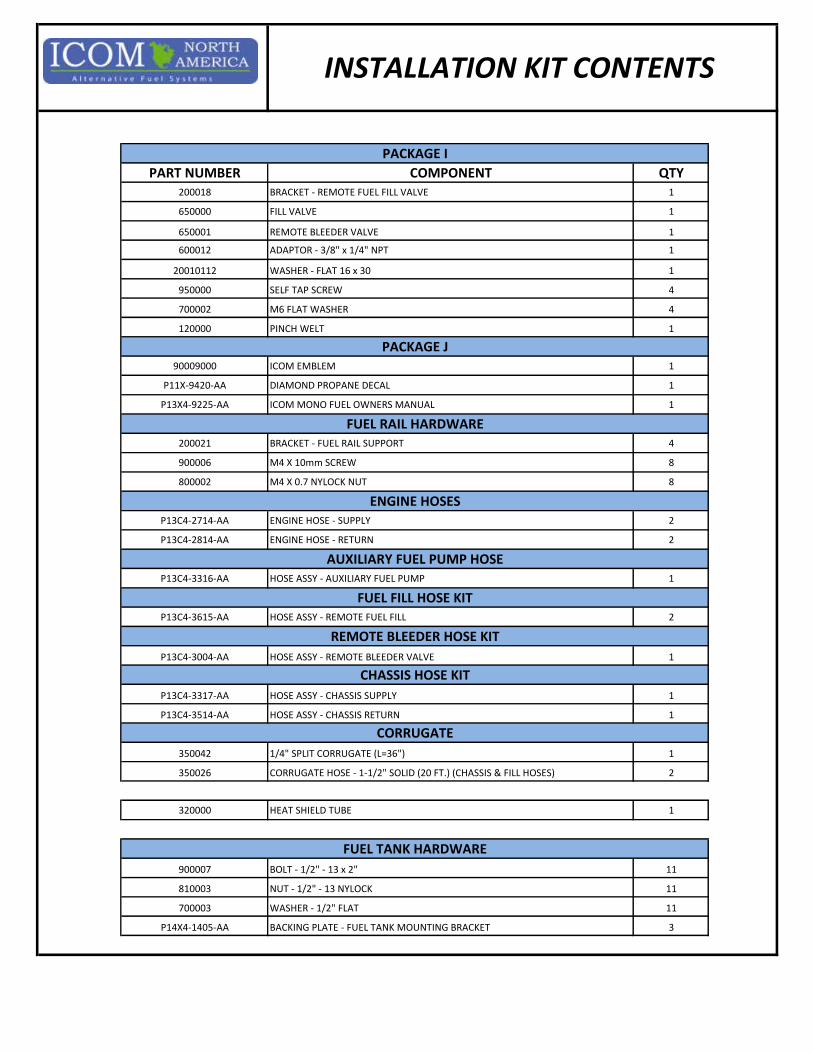
PART NUMBER COMPONENT QTY200018 BRACKET - REMOTE FUEL FILL VALVE 1
650000 FILL VALVE 1
650001 REMOTE BLEEDER VALVE 1
600012 ADAPTOR - 3/8" x 1/4" NPT 1
20010112 WASHER - FLAT 16 x 30 1
950000 SELF TAP SCREW 4
700002 M6 FLAT WASHER 4
120000 PINCH WELT 1
90009000 ICOM EMBLEM 1
P11X-9420-AA DIAMOND PROPANE DECAL 1
P13X4-9225-AA ICOM MONO FUEL OWNERS MANUAL 1
200021 BRACKET - FUEL RAIL SUPPORT 4
900006 M4 X 10mm SCREW 8
800002 M4 X 0.7 NYLOCK NUT 8
P13C4-2714-AA ENGINE HOSE - SUPPLY 2
P13C4-2814-AA ENGINE HOSE - RETURN 2
P13C4-3316-AA HOSE ASSY - AUXILIARY FUEL PUMP 1
P13C4-3615-AA HOSE ASSY - REMOTE FUEL FILL 2
P13C4-3004-AA HOSE ASSY - REMOTE BLEEDER VALVE 1
P13C4-3317-AA HOSE ASSY - CHASSIS SUPPLY 1
P13C4-3514-AA HOSE ASSY - CHASSIS RETURN 1
350042 1/4" SPLIT CORRUGATE (L=36") 1
350026 CORRUGATE HOSE - 1-1/2" SOLID (20 FT.) (CHASSIS & FILL HOSES) 2
320000 HEAT SHIELD TUBE 1
900007 BOLT - 1/2" - 13 x 2" 11
810003 NUT - 1/2" - 13 NYLOCK 11
700003 WASHER - 1/2" FLAT 11
P14X4-1405-AA BACKING PLATE - FUEL TANK MOUNTING BRACKET 3
CORRUGATE
ENGINE HOSES
AUXILIARY FUEL PUMP HOSE
FUEL FILL HOSE KIT
REMOTE BLEEDER HOSE KIT
CHASSIS HOSE KIT
FUEL TANK HARDWARE
INSTALLATION KIT CONTENTS
PACKAGE I
PACKAGE J
FUEL RAIL HARDWARE

PROCESS # PROCESS NAME REV
P13C4-9232-0010 INSTALL CHASSIS SUPPLY & RETURN HOSES ONTO FUEL TANK A
P13C4-9232-0020 REMOVE EVAP CANNISTER A
P13C4-9232-0030 INSTALL FUEL TANK MOUNTING BRACKETS A
P13C4-9232-0040 INSTALL FUEL TANK A
P13C4-9232-0050 CONNECT FUEL LEVEL WIRE LEADS A
P13C4-9232-0060 INSTALL FUEL FILL ACCESS HOLE A
P13C4-9232-0070 INSTALL FUEL FILL VALVE & BRACKET A
P13C4-9232-0080 INSTALL FUEL FILL & BLEEDER VALVE HOSES A
P13C4-9232-0090 INSTALL LPG FUEL RAILS A
P13C4-9232-0100 MODIFY EVAP SENSOR A
P13C4-9232-0110 INSTALL LPG FUEL INJECTOR WIRE HARNESS LEADS A
P13C4-9232-0120 INSTALL LPG REGULATOR & NON-RETURN VALVE A
P13C4-9232-0130 INSTALL LPG ENGINE SUPPLY / RETURN HOSES A
P13C4-9232-0140 INSTALL AUXILIARY FUEL PUMP & HOSE ASSY A
P13C4-9232-0150 ATTACH CHASSIS SUPPLY / RETURN HOSES A
P13C4-9232-0160 INSTALL MONO FUEL ICU MODULE A
P13C4-9232-0170 INSTALL LED LIGHT A
P13C4-9232-0180 INSTALL ENGINE START INSTRUCTION LABEL A
P13C4-9232-0190 INSTALL LPG ENGINE WIRE HARNESS ASSY A
P13C4-9232-0200 INSTALL ICOM NTC SENSOR A
P13C4-9232-0210 INSTALL AUDIBLE INDICATOR A
P13C4-9232-0220 ATTACH NEGATIVE BATTERY LEAD A
P13C4-9232-0230 INSTALL PROPANE DIAMOND DECAL A
P13C4-9232-0240 FINAL INSPECTION AND SYSTEM CHECK A
P13C4-9232-0250 TROUBLESHOOTING A
INSTALLATION MANUAL
TABLE OF CONTENTS
10)
20)
30)
40)
ITEM QTY
A 1
B 1
REV
PAGE1 OF 7
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
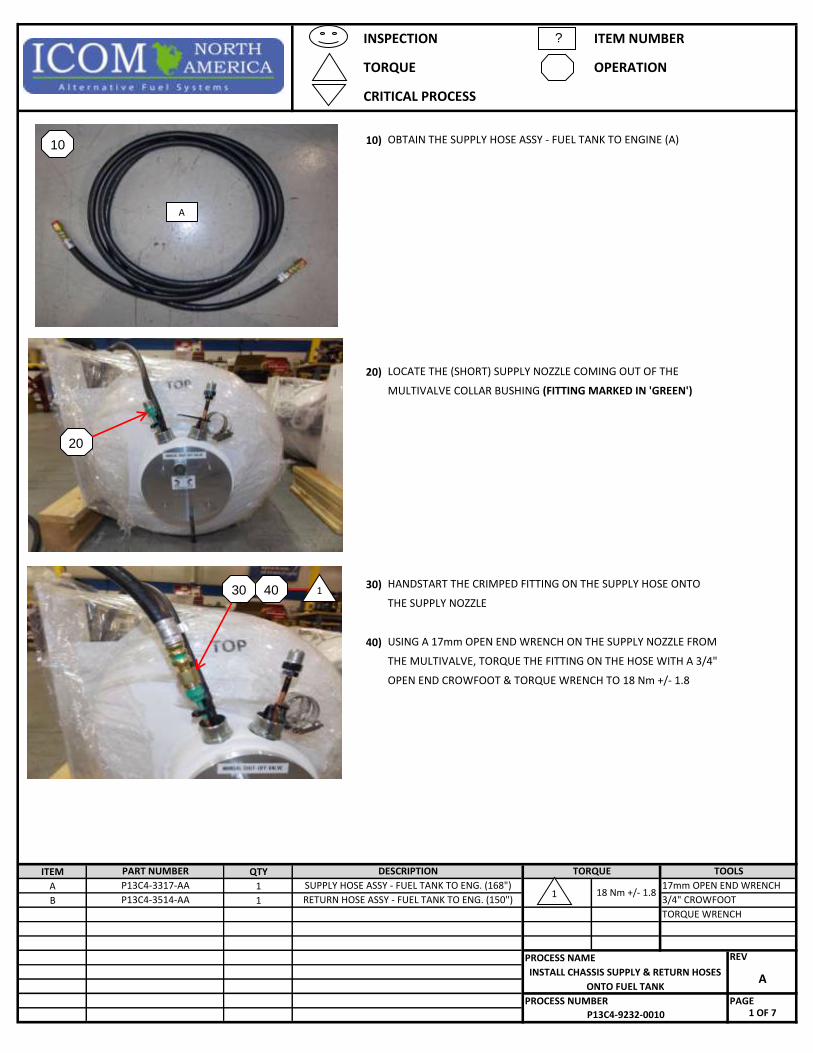
OBTAIN THE SUPPLY HOSE ASSY - FUEL TANK TO ENGINE (A)
LOCATE THE (SHORT) SUPPLY NOZZLE COMING OUT OF THE
MULTIVALVE COLLAR BUSHING (FITTING MARKED IN 'GREEN')
HANDSTART THE CRIMPED FITTING ON THE SUPPLY HOSE ONTO
THE SUPPLY NOZZLE
USING A 17mm OPEN END WRENCH ON THE SUPPLY NOZZLE FROM
THE MULTIVALVE, TORQUE THE FITTING ON THE HOSE WITH A 3/4"
OPEN END CROWFOOT & TORQUE WRENCH TO 18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
P13C4-3317-AA SUPPLY HOSE ASSY - FUEL TANK TO ENG. (168")18 Nm +/- 1.8
17mm OPEN END WRENCH
P13C4-3514-AA RETURN HOSE ASSY - FUEL TANK TO ENG. (150") 3/4" CROWFOOT
TORQUE WRENCH
PROCESS NAME
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NUMBER
P13C4-9232-0010
?
1
10
A
20
30 40 1

50)
60)
70)
80)
ITEM QTY
A 1
B 1
REV
PAGE2 OF 7
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN THE RETURN HOSE ASSY - FUEL TANK TO ENGINE (B)
LOCATE THE (LONG) RETURN NOZZLE COMING OUT OF THE
MULTIVALVE COLLAR BUSHING (FITTING MARKED IN 'BLACK')
HANDSTART THE CRIMPED FITTING ON THE RETURN HOSE ONTO
THE RETURN NOZZLE
USING A 17mm OPEN END WRENCH ON THE RETURN NOZZLE FROM
THE MULTIVALVE, TORQUE THE FITTING ON THE HOSE WITH A 3/4"
OPEN END CROWFOOT & TORQUE WRENCH TO 18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
P13C4-3317-AA SUPPLY HOSE ASSY - FUEL TANK TO ENG. (168")18 Nm +/- 1.8
17mm OPEN END WRENCH
P13C4-3514-AA RETURN HOSE ASSY - FUEL TANK TO ENG. (150") 3/4" CROWFOOT
TORQUE WRENCH
PROCESS NAME
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NUMBER
P13C4-9232-0010
?
1
50
B
60
70 80 1

90)
100)
110)
120)
ITEM QTY
C 1
REV
PAGE3 OF 7
PROCESS NUMBER
P13C4-9232-0010
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NAME
350026 CORRUGATE HOSE (20')
PART NUMBER DESCRIPTION TORQUE TOOLS
GRASP THE OPPOSITE END OF THE RETURN HOSE ASSY ATTACHED TO
FITTING MARKED IN 'BLACK' ON THE FUEL TANK
INSERT (1) HOSE CLAMP ONTO ONE END OF THE CORRUGATE HOSE (C )
AS SHOWN
REMOVE THE (2) HOSE CLAMPS ATTACHED TO ONE OF THE
SUPPLY / RETURN TUBES ON THE FUEL TANK
OBTAIN (1) CORRUGATE HOSE (20') (C )
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
90
C
120
100
110

130)
140)
150)
160)
ITEM QTY
C 1
REV
PAGE4 OF 7
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
COMPLETELY INSERT THE RETURN HOSE INTO THE CORRUGATE
HOSE
ALIGN AND SEAT THE CORRUGATE HOSE ONTO THE FUEL TANK
COLLAR BUSHING; POSITION THE HOSE CLAMP ON THE CORRUGATE
HOSE OVER THE BUSHING; FULLY TIGHTEN THE HOSE CLAMP TO SECURE
THE CORRUGATE ONTO THE BUSHING
OBTAIN (1) CORRUGATE HOSE (20') (C )
INSERT (1) HOSE CLAMP ONTO ONE END OF THE CORRUGATE HOSE (C )
AS SHOWN
PART NUMBER DESCRIPTION TORQUE TOOLS
350026 CORRUGATE HOSE (20')
PROCESS NAME
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NUMBER
P13C4-9232-0010
?
130
140
C
150
160

170)
180)
190)
ITEM QTY
REV
PAGE5 OF 7
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
GRASP THE OPPOSITE END OF THE SUPPLY HOSE ASSY ATTACHED TO
FITTING MARKED IN 'GREEN' ON THE FUEL TANK; GRASP THE FUEL TANK
WIRE HARNESS
COMPLETELY INSERT THE SUPPLY HOSE AND FUEL TANK WIRE
HARNESS INTO THE CORRUGATE HOSE
ALIGN AND SEAT THE CORRUGATE HOSE ONTO THE FUEL TANK
COLLAR BUSHING; POSITION THE HOSE CLAMP ON THE CORRUGATE
HOSE OVER THE BUSHING; FULLY TIGHTEN THE HOSE CLAMP TO SECURE
THE CORRUGATE ONTO THE BUSHING
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NUMBER
P13C4-9232-0010
?
170
180
190

200)
210)
ITEM QTY
REV
PAGE6 OF 7
PROCESS NUMBER
P13C4-9232-0010
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
USING A RAZOR BLADE, CAREFULLY SLICE OPEN THE CORRUGATE HOSE
AND LOCATE THE FUEL LEVEL SENDING UNIT LEAD; REMOVE LEAD
THROUGH OPENING
MEASURE 30" FROM THE FUEL TANK BUSHING ON THE CORRUGATE
HOSE THAT CONTAINS THE CHASSIS SUPPLY HOSE AND FUEL TANK
WIRE HARNESS ASSY
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
200
210

220)
230)
ITEM QTY
REV
PAGE7 OF 7
PROCESS NUMBER
P13C4-9232-0010
INSTALL CHASSIS SUPPLY & RETURN HOSES
ONTO FUEL TANKA
PROCESS NAME
ELECTRICAL TAPE
PART NUMBER DESCRIPTION TORQUE TOOLS
SEAL CUT OPENING ON 1-1/2" CORRUGATE HOSE WITH ELECTRICAL TAPE
AS SHOWN
OBTAIN 1/4" SPILT CORRUGATE (D) FROM THE ENGINE KIT; INSTALL
CORRUGATE ONTO EXPOSED WIRE LEADS AND CUT TO REQUIRED LENGTH
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
220
D
230
10)
20)
30)
ITEM QTY
REV
PAGE1 OF 2
PROCESS NUMBER
P13C4-9232-0020
REMOVE EVAP CANNISTER A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
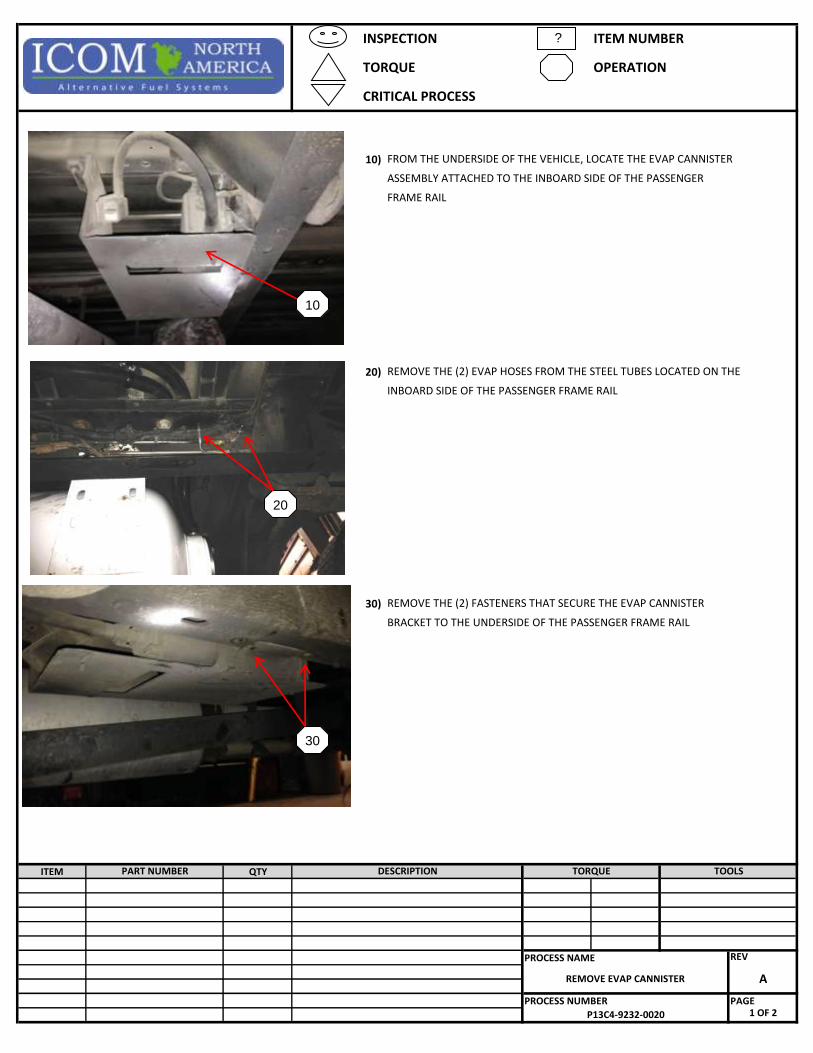
REMOVE THE (2) FASTENERS THAT SECURE THE EVAP CANNISTER
BRACKET TO THE UNDERSIDE OF THE PASSENGER FRAME RAIL
REMOVE THE (2) EVAP HOSES FROM THE STEEL TUBES LOCATED ON THE
INBOARD SIDE OF THE PASSENGER FRAME RAIL
FROM THE UNDERSIDE OF THE VEHICLE, LOCATE THE EVAP CANNISTER
ASSEMBLY ATTACHED TO THE INBOARD SIDE OF THE PASSENGER
FRAME RAIL
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
20
30

40)
50)
60)
70)
ITEM QTY
A 1
B 1
REV
PAGE2 OF 2
PROCESS NUMBER
P13C4-9232-0020
REMOVE EVAP CANNISTER A
PROCESS NAME
100004 EVAP CAP
20003708 1/2" CLAMP
PART NUMBER DESCRIPTION TORQUE TOOLS
TIGHTEN SECURELY
INSTALL EVAP CAP (A) ONTO THE STEEL LINE CIRCLED IN THE ADJACENT
PHOTO; INSTALL THE 1/2" HOSE CLAMP (B) ONTO THE EVAP CAP AND
OBTAIN THE EVAP CAP (A) AND 1/2" CLAMP (B) FROM PACKAGE D
CAREFULLY REMOVE THE EVAP CANNISTER ASSEMBLY FROM THE VEHICLE
REMOVE THE (1) FASTENER THAT SECURES THE EVAP CANNISTER
BRACKET TO THE CROSSMEMBER
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
40
50
60
70

10)
20)
30)
40)
50)
ITEM QTY
REV
PAGE1 of 4
PROCESS NUMBER
P13C4-9232-0030
INSTALL FUEL TANK MOUNTING BRACKETS A
PROCESS NAME
DRILL
1/2" DRILL BIT
PART NUMBER DESCRIPTION TORQUE TOOLS
FRAME RAIL (11 PLACES)
USING A DRILL WITH A 1/2" DRILL BIT, CAREFULLY DRILL THE (11)
MARKED HOLES INTO THE PASSENGER SIDE FRAME RAIL
EDGE OF THE TEMPLATE NESTED AGAINST THE VEHICLE ENTRY STEP AND
THE TOP EDGE OF TEMPLATE NESTED AGAINST THE FLOOR PAN
REINFORCEMENTS
MARK THE BRACKET ATTACHMENT HOLES ONTO THE PASSENGER SIDE
PASSENGER SIDE OF THE VEHICLE, POSITION THE TEMPLATE WITH THE
SIDE MARKED 'FRONT' TOWARDS THE FRONT OF THE VEHICLE AND 'TOP'
POINTING UP
FROM UNDERNEATH THE VEHICLE, SEAT THE TEMPLATE ONTO THE
OUTBOARD PASSENGER SIDE OF THE FRAME RAIL; PLACE THE FRONT
OBTAIN THE FUEL TANK MOUNTING BRACKET TEMPLATE; FROM THE
REMOVE & SEPARATE THE FUEL TANK ATTACHMENT BRACKETS FROM THE
FUEL TANK AS SHOWN; SET FASTENERS ASIDE FOR LATER
RE-INSTALLATION
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10

60)
70)
80)
90)
100)
ITEM QTY
A 11
B 11
C 11
D 3
REV
PAGE2 of 4
PROCESS NUMBER
P13C4-9232-0030
INSTALL FUEL TANK MOUNTING BRACKETS A
PROCESS NAME
810003 NUT - 1/2" - 13 NYLOCK TORQUE WRENCH
P11X4-1405-AA BACKING PLATE - FUEL TANK MTG. BRKT.
900007 BOLT - 1/2" - 13 X 2 19mm WRENCH
700003 WASHER -1/2" FLAT 19mm SOCKET100 Nm +/- 10
PART NUMBER DESCRIPTION TORQUE TOOLS
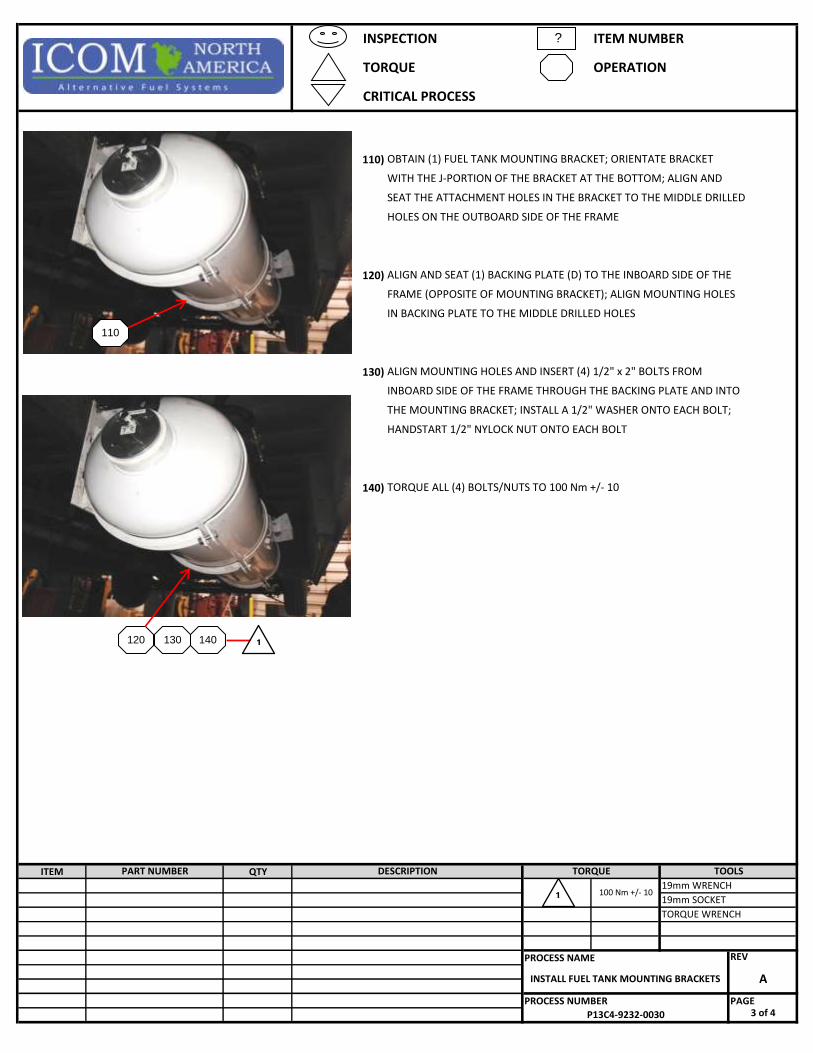
TORQUE ALL (4) BOLTS/NUTS TO 100 Nm +/- 10
ALIGN MOUNTING HOLES AND INSERT (4) 1/2" x 2" BOLTS FROM
INBOARD SIDE OF THE FRAME THROUGH THE BACKING PLATE AND INTO
THE MOUNTING BRACKET; INSTALL A 1/2" WASHER ONTO EACH BOLT;
HANDSTART 1/2" NYLOCK NUT ONTO EACH BOLT
ALIGN AND SEAT (1) BACKING PLATE (D) TO THE INBOARD SIDE OF THE
FRAME (OPPOSITE OF MOUNTING BRACKET); ALIGN MOUNTING HOLES
IN BACKING PLATE TO THE REAR DRILLED HOLES
OBTAIN (1) FUEL TANK MOUNTING BRACKET; ORIENTATE BRACKET
WITH THE J-PORTION OF THE BRACKET AT THE BOTTOM; ALIGN AND
SEAT THE ATTACHMENT HOLES IN THE BRACKET TO THE REAR DRILLED
HOLES ON THE OUTBOARD SIDE OF THE FRAME
OBTAIN THE (11) 1/2" x 2" BOLTS (A), (11) 1/2" FLAT WASHERS (B), (11)
1/2" NYLOCK NUTS (C ) AND (3) BACKING PLATES (D) FROM THE
ENGINE KIT
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
A B C
60
J-PORTION OF BRACKET 70
80 90 100 1
1
110)
120)
130)
140)
ITEM QTY
REV
PAGE3 of 4
PROCESS NUMBER
P13C4-9232-0030
INSTALL FUEL TANK MOUNTING BRACKETS A
PROCESS NAME
TORQUE WRENCH
19mm WRENCH
19mm SOCKET100 Nm +/- 10
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE ALL (4) BOLTS/NUTS TO 100 Nm +/- 10
ALIGN MOUNTING HOLES AND INSERT (4) 1/2" x 2" BOLTS FROM
INBOARD SIDE OF THE FRAME THROUGH THE BACKING PLATE AND INTO
THE MOUNTING BRACKET; INSTALL A 1/2" WASHER ONTO EACH BOLT;
HANDSTART 1/2" NYLOCK NUT ONTO EACH BOLT
ALIGN AND SEAT (1) BACKING PLATE (D) TO THE INBOARD SIDE OF THE
FRAME (OPPOSITE OF MOUNTING BRACKET); ALIGN MOUNTING HOLES
IN BACKING PLATE TO THE MIDDLE DRILLED HOLES
OBTAIN (1) FUEL TANK MOUNTING BRACKET; ORIENTATE BRACKET
WITH THE J-PORTION OF THE BRACKET AT THE BOTTOM; ALIGN AND
SEAT THE ATTACHMENT HOLES IN THE BRACKET TO THE MIDDLE DRILLED
HOLES ON THE OUTBOARD SIDE OF THE FRAME
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
110
120 130 140 1
1

150)
160)
170)
180)
ITEM QTY
REV
PAGE4 of 4
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN (1) FUEL TANK MOUNTING BRACKET; ORIENTATE BRACKET
WITH THE J-PORTION OF THE BRACKET AT THE BOTTOM; ALIGN AND
SEAT THE ATTACHMENT HOLES IN THE BRACKET TO THE FRONT DRILLED
HOLES ON THE OUTBOARD SIDE OF THE FRAME
ALIGN AND SEAT (1) BACKING PLATE (D) TO THE INBOARD SIDE OF THE
FRAME (OPPOSITE OF MOUNTING BRACKET); ALIGN MOUNTING HOLES
IN BACKING PLATE TO THE FRONT DRILLED HOLES
ALIGN MOUNTING HOLES AND INSERT (3) 1/2" x 2" BOLTS FROM
INBOARD SIDE OF THE FRAME THROUGH THE BACKING PLATE AND INTO
THE MOUNTING BRACKET; INSTALL A 1/2" WASHER ONTO EACH BOLT;
HANDSTART 1/2" NYLOCK NUT ONTO EACH BOLT
TORQUE ALL (3) BOLTS/NUTS TO 100 Nm +/- 10
PART NUMBER DESCRIPTION TORQUE TOOLS
19mm WRENCH
19mm SOCKET100 Nm +/- 10
TORQUE WRENCH
PROCESS NAME
INSTALL FUEL TANK MOUNTING BRACKETS A
PROCESS NUMBER
P13C4-9232-0030
?
150
160 170 180 1
1
10)
20)
30)
40)
ITEM QTY
REV
PAGE1 OF 5
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
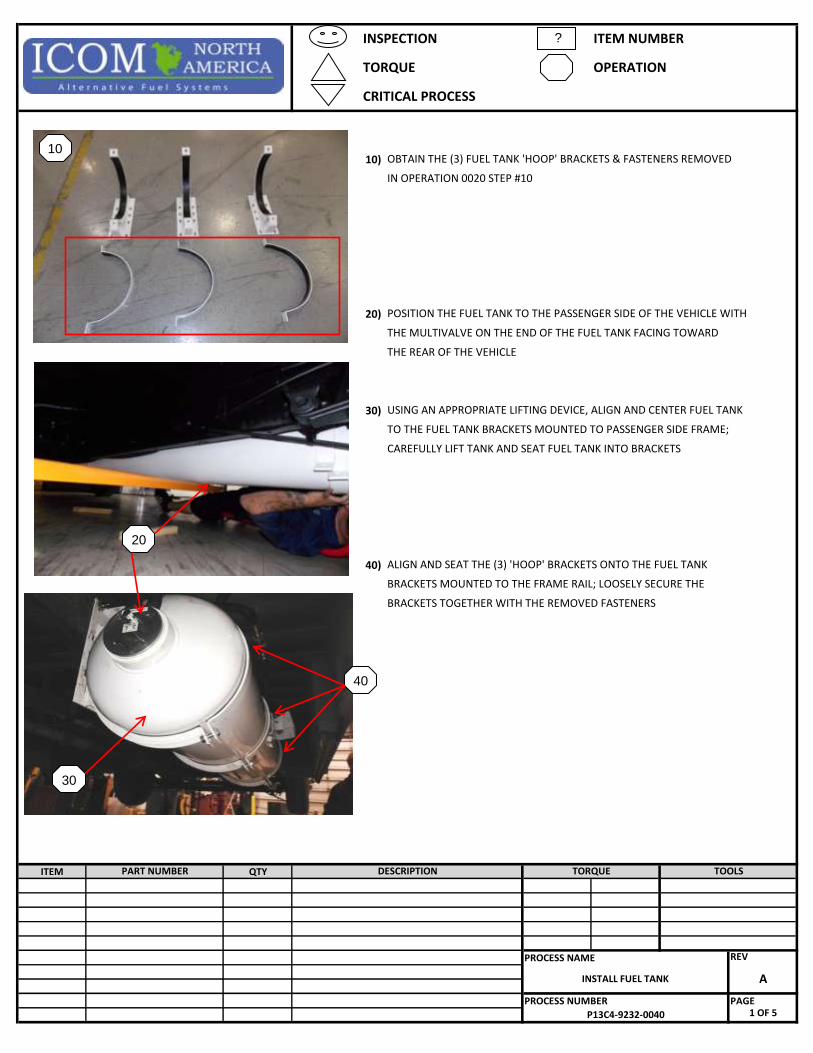
OBTAIN THE (3) FUEL TANK 'HOOP' BRACKETS & FASTENERS REMOVED
IN OPERATION 0020 STEP #10
POSITION THE FUEL TANK TO THE PASSENGER SIDE OF THE VEHICLE WITH
THE MULTIVALVE ON THE END OF THE FUEL TANK FACING TOWARD
THE REAR OF THE VEHICLE
USING AN APPROPRIATE LIFTING DEVICE, ALIGN AND CENTER FUEL TANK
TO THE FUEL TANK BRACKETS MOUNTED TO PASSENGER SIDE FRAME;
CAREFULLY LIFT TANK AND SEAT FUEL TANK INTO BRACKETS
ALIGN AND SEAT THE (3) 'HOOP' BRACKETS ONTO THE FUEL TANK
BRACKETS MOUNTED TO THE FRAME RAIL; LOOSELY SECURE THE
BRACKETS TOGETHER WITH THE REMOVED FASTENERS
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL FUEL TANK A
PROCESS NUMBER
P13C4-9232-0040
?
10
20
30
40

50)
60)
70)
80)
ITEM QTY
REV
PAGE2 OF 5
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
MOVE THE TANK AS NEEDED TO CENTER THE TANK FRONT TO REAR
INSIDE THE BRACKETS AND ROTATE THE TANK TO POSITION THE 'TOP'
DECAL AT TOP CENTER
ONCE TANK IS POSITIONED CORRECTLY, TORQUE THE (6) FASTENERS
TO 100 Nm +/- 10 TO SECURE THE FUEL TANK IN PLACE
GRASP THE (2) CORRUGATE HOSES ATTACHED TO THE MULTIVALVE
COLLAR ON THE FUEL TANK
ROUTE THE (2) CORRUGATE HOSES TOWARD THE INBOARD SIDE OF THE
VEHICLE ABOVE THE PASSENGER SIDE FRAME RAIL
PART NUMBER DESCRIPTION TORQUE TOOLS
19mm WRENCH
19mm SOCKET100 Nm +/- 10
TORQUE WRENCH
PROCESS NAME
INSTALL FUEL TANK A
PROCESS NUMBER
P13C4-9232-0040
?
50
60
1
1
70
80
90)
100)
110)
ITEM QTY
A 5
B 5
REV
PAGE3 OF 5
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
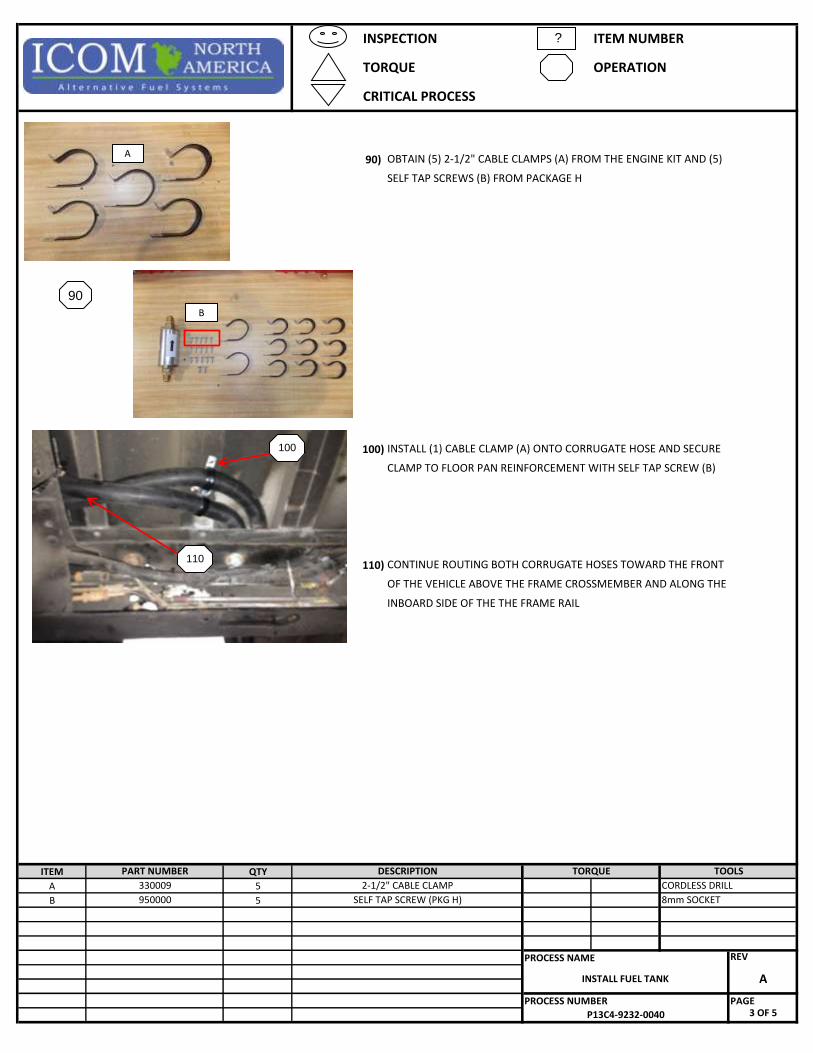
OBTAIN (5) 2-1/2" CABLE CLAMPS (A) FROM THE ENGINE KIT AND (5)
SELF TAP SCREWS (B) FROM PACKAGE H
INSTALL (1) CABLE CLAMP (A) ONTO CORRUGATE HOSE AND SECURE
CLAMP TO FLOOR PAN REINFORCEMENT WITH SELF TAP SCREW (B)
CONTINUE ROUTING BOTH CORRUGATE HOSES TOWARD THE FRONT
OF THE VEHICLE ABOVE THE FRAME CROSSMEMBER AND ALONG THE
INBOARD SIDE OF THE THE FRAME RAIL
PART NUMBER DESCRIPTION TORQUE TOOLS
330009 2-1/2" CABLE CLAMP CORDLESS DRILL
950000 SELF TAP SCREW (PKG H) 8mm SOCKET
PROCESS NAME
INSTALL FUEL TANK A
PROCESS NUMBER
P13C4-9232-0040
?
90
A
B
100
110

120)
130)
140)
150)
160)
ITEM QTY
REV
PAGE4 OF 5
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN (1) 2-1/2" CABLE CLAMP (A) AND (1) SELF TAP SCREW (B)
INSTALL CABLE CLAMP (A) ONTO CORRUGATE HOSE AND SECURE CLAMP
TO FLOOR PAN REINFORCEMENT WITH SELF TAP SCREW (C ) BETWEEN
THE (2) FRAME CROSSMEMBERS AS SHOWN
CONTINUE ROUTING BOTH CORRUGATE HOSES ABOVE THE DRIVESHAFT
HOOP CROSSMEMBER AND TOWARD THE FRONT OF THE VEHICLE
ALONG THE INBOARD SIDE OF THE FRAME RAIL AS SHOWN
OBTAIN (1) 2-1/2" CABLE CLAMP (A) AND (1) SELF TAP SCREW (B)
INSTALL CABLE CLAMP (A) ONTO CORRUGATE HOSE AND SECURE CLAMP
TO FLOOR PAN REINFORCEMENT WITH SELF TAP SCREW (C ) JUST
FORWARD OF THE ABS MODULE AS SHOWN
CONTINUE ROUTING BOTH CORRUGATE HOSES TOWARD THE ENGINE
COMPARTMENT ALONG THE INBOARD SIDE OF THE PASSENGER FRAME
RAIL
INSTALL THE REMAINING (2) 2-1/2" CABLE CLAMPS (A) AND (2) SELF
TAP SCREWS (B) ONTO BOTH CORRUGATE HOSES EVERY TWO FEET FROM
THE ABS MODULE FORWARD; SECURE CLAMPS TO A FLOOR PAN
REINFORCEMENT WITH SELF TAP SCREW
PART NUMBER DESCRIPTION TORQUE TOOLS
CORDLESS DRILL
8mm SOCKET
PROCESS NAME
INSTALL FUEL TANK A
PROCESS NUMBER
P13C4-9232-0040
?
120
FRAME CROSSMEMBERS
130
ABS MODULE
140
150 160

170)
180)
190)
ITEM QTY
C 1
REV
PAGE5 OF 5
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN THE HEAT SHEILD TUBE (C ) FROM THE ENGINE KIT
INSTALL HEAT SHIELD TUBE (C ) ONTO THE END OF BOTH CORRUGATE
HOSES; POSITION HEAT SHIELD ONTO CORRUGATE HOSES AS SHOWN
BY THE TRANSMISSION BELL HOUSING
ROUTE BOTH CORRUGATE HOSES INTO THE PASSENGER SIDE OF THE
ENGINE COMPARTMENT AS SHOWN
PART NUMBER DESCRIPTION TORQUE TOOLS
320000 HEAT SHIELD TUBE
PROCESS NAME
INSTALL FUEL TANK A
PROCESS NUMBER
P13C4-9232-0040
?
170
C
180
190

10)
20)
ITEM QTY
REV
PAGE1 OF 3
PROCESS NUMBER
P13C4-9232-0050
CONNECT FUEL LEVEL WIRE LEADS A
PROCESS NAME
RAZOR BLADE
PART NUMBER DESCRIPTION TORQUE TOOLS
CAREFULLY USING A RAZOR BLADE, OPEN THE CORRUGATE IN CLOSE
PROXIMITY TO THE FUEL LEVEL SENDING UNIT LEAD
ALONG THE INBOARD SIDE OF THE PASSENGER SIDE FRAME RAIL, LOCATE
THE OEM WIRE HARNESS LOOM FOR THE GASOLINE FUEL TANK
FROM THE UNDERSIDE OF THE VEHICLE PASSENGER SIDE, LOCATE THE
FUEL LEVEL SENDING UNIT LEAD ATTACHED TO THE CORRUGATE HOSE
COMING FROM THE LPG FUEL TANK (YELLOW / GREEN WIRES)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
20

30)
40)
50)
60)
70)
80)
ITEM QTY
A 1
REV
PAGE2 OF 3
PROCESS NUMBER
P13C4-9232-0050
CONNECT FUEL LEVEL WIRE LEADS A
PROCESS NAME
440000 3/16" SHRINK TUBE (PKG D) WIRE CUTTERS
WIRE STRIPPERS
PART NUMBER DESCRIPTION TORQUE TOOLS
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM THE
END OF THE GREEN WIRE COMING FROM THE LPG FUEL TANK WIRE
HARNESS; INSTALL A 1-1/2" PIECE OF SHRINK TUBE (A) ONTO WIRE
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM THE
END OF THE YELLOW WIRE COMING FROM THE LPG FUEL TANK WIRE
HARNESS; INSTALL A 1-1/2" PIECE OF SHRINK TUBE (A) ONTO WIRE
INSULATION FROM THE END OF THE BLACK SENDING UNIT
WIRE (FRONT HALF)
USING WIRE STRIPPERS, CAREFULLY REMOVE APPROXIMATELY 1/2" OF
INSULATION FROM THE END OF THE PURPLE/WHITE SENDING UNIT
WIRE (FRONT HALF)
CUT THE PURPLE/WHITE WIRE IN HALF AND SEPARATE THE FRONT HALF
FROM THE REAR
USING WIRE STRIPPERS, CAREFULLY REMOVE APPROXIMATELY 1/2" OF
FROM THE REAR
LOCATE THE PURPLE/WHITE SENDING UNIT WIRE INSIDE THE OEM WIRE
HARNESS LOOM
LOCATE THE BLACK SENDING UNIT WIRE INSIDE THE OEM WIRE
HARNESS LOOM
CUT THE BLACK WIRE IN HALF AND SEPARATE THE FRONT HALF
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
30
40
50
60
70
80

90)
100)
110)
ITEM QTY
REV
PAGE3 OF 3
PROCESS NUMBER
P13C4-9232-0050
CONNECT FUEL LEVEL WIRE LEADS A
PROCESS NAME
SOLDER IRON
ROSIN CORE SOLDER
PART NUMBER DESCRIPTION TORQUE TOOLS
AS SHOWN
SOLDER CONNECTIONS TOGETHER AND SEAL WITH SHRINK TUBE
ATTACH THE PURPLE/WHITE SENDING UNIT LEAD AND YELLOW WIRE
LEAD FROM THE LPG FUEL TANK HARNESS TOGETHER A SHOWN
ATTACH THE BLACK SENDING UNIT LEAD AND GREEN WIRE LEAD
FROM THE LPG FUEL TANK HARNESS TOGETHER A SHOWN
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
90
100
110

10)
20)
30)
ITEM QTY
REV
PAGE1 OF 1
INSPECTION
TORQUE
CRITICAL PROCESS
MEASURE 66-1/4" FROM THE REAR EDGE OF THE PASSENGER DOOR
USING A FILE, REMOVE ANY SHARP BURRS FROM THE DRILLED HOLE
THE CENTER OF THE HOLE FOR THE FUEL FILL OPENING
FRAME AND 15-1/2" FROM THE BOTTOM EDGE OF THE BODY TO LOCATE
4-3/8" HOLE SAW
DRILL
PART NUMBER DESCRIPTION
AS SHOWN
TOOLS
A
PROCESS NUMBER
P13C4-9232-0060
PROCESS NAME
INSTALL FUEL FILL ACCESS HOLE
ITEM NUMBER
OPERATION
TORQUE
USING A DRILL WITH A 4-3/8" HOLE SAW, DRILL A HOLE IN THE BODY
?
66-1/4" 10
15-1/2"
20 30

10)
20)
30)
40)
ITEM QTY
A 1
B 1
C 1
D 1
E 1
F 4 REV
G 4
H 1
PAGE1 OF 4
PROCESS NUMBER
P13C4-9232-0070
700002 M6 FLAT WASHERINSTALL FUEL FILL VALVE & BRACKET A120000 PINCH WELT (L=15")
20010112 REMOTE FILL VALVE
950000 SELF TAP SCREW PROCESS NAME
650001 FLAT WASHER
600012 ADAPTOR - REMOTE BLEEDER VALVE
200018 BRACKET - FUEL FILL VALVE 1-1/4" WRENCH
650000 REMOTE BLEEDER VALVE
PART NUMBER DESCRIPTION TORQUE TOOLS
OBTAIN THE FUEL FILL BRACKET (A); INSERT THE REMOTE FILL VALVE
INTO THE LARGE 'D' RING HOLE INTO THE BRACKET AS SHOWN
RE-INSTALL LOCK WASHER ONTO FILL VALVE; HANDSTART AND FULLY
SECURE NUT ONTO FILL VALVE USING A 1-1/4" WRENCH
OBTAIN THE REMOTE FILL VALVE (E ); REMOVE THE NUT AND LOCK
WASHER FROM THE FILL VALVE AND SET ASIDE
D - ADAPTOR - REMOTE BLEEDER VALVE (QTY. 1)
E - REMOTE FILL VALVE (QTY. 1)
F - SELF TAP SCREW (QTY. 4)
G - M6 WASHER (QTY. 4)
H - PINCH WELT (QTY. 1)
OBTAIN THE FOLLOWING FROM PACKAGE 'I';
A - BRACKET - FUEL FILL VALVE (QTY. 1)
B - REMOTE BLEEDER VALVE (QTY. 1)
C - FLAT WASHER (QTY. 1)
ITEM NUMBER
OPERATION
INSPECTION
TORQUE
CRITICAL PROCESS
?
20
30
40
A
B
C
D E
F
G
H
10

50)
60)
70)
80)
ITEM QTY
B 1
C 1
D 1
F 4
G 4REV
PAGE2 OF 4
PROCESS NUMBER
P13C4-9232-0070
INSTALL FUEL FILL VALVE & BRACKET A
700002 M6 FLAT WASHER
PROCESS NAME
600012 ADAPTOR - REMOTE BLEEDER VALVE
950000 SELF TAP SCREW
650000 REMOTE BLEEDER VALVE 9/16" WRENCH
650001 FLAT WASHER 16mm WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
16mm WRENCH
OBTAIN THE (4) SELF TAP SCREWS (F) AND (4) M6 FLAT WASHERS (G)
KNOB CLOCKWISE UNTIL IT STOPS)
APPLY THREAD SEALER ONTO THE REMOTE BLEEDER VALVE THREADS;
INSTALL THE FLAT WASHER ONTO THE BLEEDER VALVE; HANDSTART
THE ADAPTOR ONTO THE BLEEDER VALVE; HOLDING THE BLEEDER VALVE
IN PLACE WITH A 9/16" WRENCH, FULLY TIGHTEN THE ADAPTOR WITH A
INSERT THE REMOTE BLEEDER VALVE INTO THE SMALL HOLE ON THE
FUEL FILL BRACKET AS SHOWN; POSITION THE SMALL HOLE ON THE SIDE
OF THE BLEEDER VALVE 'DOWN' TOWARD THE EDGE OF THE BRACKET
AS SHOWN (VERIFY BLEEDER VALVE IS CLOSED BY FULLY ROTATING THE
OBTAIN THE REMOTE BLEEDER VALVE (B), FLAT WASHER (C ) AND
BLEEDER VALVE ADAPTOR (D) FROM PACKAGE 'I'
ITEM NUMBER
OPERATION
INSPECTION
TORQUE
CRITICAL PROCESS
?
60
70
50
80

90)
100)
110)
120)
ITEM QTY
REV
PAGE3 OF 4
PROCESS NUMBER
P13C4-9232-0070
INSTALL FUEL FILL VALVE & BRACKET A
PROCESS NAME
SILICONE ADHESIVE
CORDLESS DRILL
8mm SOCKET
PART NUMBER DESCRIPTION TORQUE TOOLS
LENGTH OF THE PINCH WELT CHANNEL
THE FLOOR PAN)
OBTAIN THE PINCH WELT (H)
APPLY A SMALL BEAD OF SILICONE ADHESIVE DOWN THE ENTIRE
POSITION & CENTER (2) MOUNTING HOLES ON EACH END OF THE
BRACKET TO THE FLOOR PAN REINFORCEMENTS; INSTALL (1) M6 FLAT
WASHER (G) ONTO EACH SELF TAP SCREW (F); USING A CORDLESS
DRILL W/8mm SOCKET, SECURE THE FILL VALVE BRACKET TO THE FLOOR
PAN REINFORCEMENTS (EXERCISE CAUTION NOT TO INSERT SCREWS INTO
FROM THE PASSENGER UNDERSIDE OF THE VEHICLE, CENTER THE
FILL VALVE AND BLEEDER VALVE TO THE ACCESS HOLE CUT INTO THE
VEHICLE BODY; POSITION THE BRACKET APPROXIMATELY 2 INCHES
FROM THE ACCESS HOLE
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
ACCESS HOLE
90
100
110
120
2"

130)
ITEM QTY
REV
PAGE4 OF 4
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
CAREFULLY ALIGN AND SEAT THE PINCH WELT CHANNEL ONTO AND
AROUND THE EDGES OF THE FILL VALVE ACCESS HOLE; TRIM AND
DISCARD EXCESS PINCH WELT AS REQUIRED; CAREFULLY WIPE AND
REMOVE ANY EXCESS SILICONE ADHESIVE FROM THE BODY EXTERIOR
PART NUMBER DESCRIPTION TORQUE TOOLS
RAZOR BLADE
PROCESS NAME
INSTALL FUEL FILL VALVE & BRACKET A
PROCESS NUMBER
P13C4-9232-0070
?
130

10)
20)
30)
40)
ITEM QTY
A 2
B 1
C 1
D 2
E 2REV
PAGE1 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
330003 1-7/8" CABLE CLAMP
PROCESS NAME
17091000 FUEL FILL FILTER
950000 SELF TAP SCREW
P13C4-3615-AA HOSE ASSY - REMOTE FUEL FILL 7/8" CROWFOOT
P13C4-3004-AA HOSE ASSY - BLEEDER VALVE TORQUE WRENCH30 Nm +/- 3.0
PART NUMBER DESCRIPTION TORQUE TOOLS
D - SELF TAP SCREW (QTY. 2)
E - 1-7/8" CABLE CLAMP (QTY. 2)
VALVE; USING A 7/8" CROWFOOT AND TORQUE WRENCH, TORQUE THE
HOSE FITTING TO 30 Nm +/- 3.0
OBTAIN THE FOLLOWING ITEMS FROM PACKAGE H
C - FUEL FILL FILTER (QTY. 1)
TORQUE THE HOSE FITTING TO 30 Nm +/- 3.0
FROM THE UNDERSIDE OF THE VEHICLE, LOCATE THE REMOTE FUEL
FILL VALVE; OBTAIN (1) FUEL FILL HOSE (A); HANDSTART THE HOSE
FITTING ON ONE END OF THE HOSE ONTO THE REMOTE FUEL FILL
FROM THE UNDERSIDE OF THE VEHICLE, LOCATE THE FUEL FILL VALVE
ON THE FUEL TANK; OBTAIN (1) FUEL FILL HOSE (A); HANDSTART THE
HOSE FITTING ON ONE END OF THE HOSE ONTO THE FUEL FILL VALVE
ON THE TANK; USING A 7/8" CROWFOOT AND TORQUE WRENCH,
OBTAIN THE (2) FUEL FILL HOSES (A) AND THE (1) BLEEDER VALVE
HOSE (B)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
20
1
1
30 1
A
B
C
D
E
50)
60)
70)
80)
ITEM QTY
REV
PAGE2 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
PROCESS NAME
CORDLESS DRILL
8mm SOCKET
7/8" CROWFOOT
TORQUE WRENCH30 Nm +/- 3.0
PART NUMBER DESCRIPTION TORQUE TOOLS
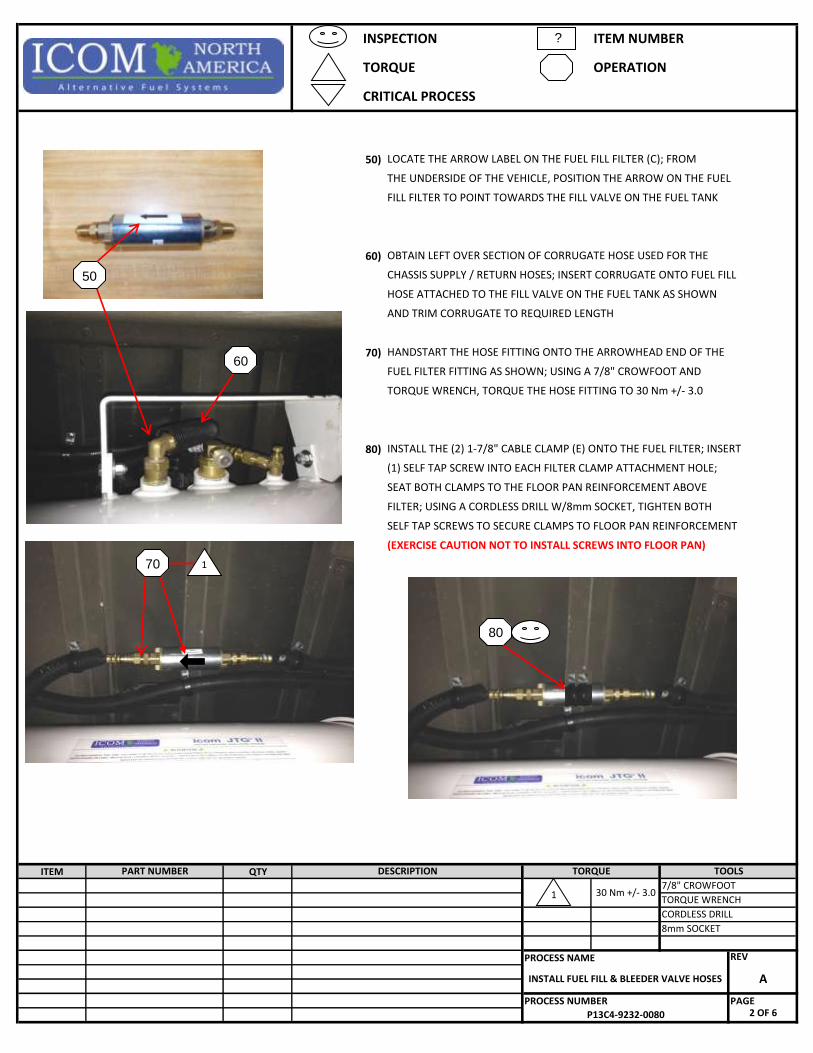
(1) SELF TAP SCREW INTO EACH FILTER CLAMP ATTACHMENT HOLE;
SEAT BOTH CLAMPS TO THE FLOOR PAN REINFORCEMENT ABOVE
FILTER; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN BOTH
SELF TAP SCREWS TO SECURE CLAMPS TO FLOOR PAN REINFORCEMENT
(EXERCISE CAUTION NOT TO INSTALL SCREWS INTO FLOOR PAN)
HANDSTART THE HOSE FITTING ONTO THE ARROWHEAD END OF THE
FUEL FILTER FITTING AS SHOWN; USING A 7/8" CROWFOOT AND
TORQUE WRENCH, TORQUE THE HOSE FITTING TO 30 Nm +/- 3.0
INSTALL THE (2) 1-7/8" CABLE CLAMP (E) ONTO THE FUEL FILTER; INSERT
OBTAIN LEFT OVER SECTION OF CORRUGATE HOSE USED FOR THE
CHASSIS SUPPLY / RETURN HOSES; INSERT CORRUGATE ONTO FUEL FILL
HOSE ATTACHED TO THE FILL VALVE ON THE FUEL TANK AS SHOWN
AND TRIM CORRUGATE TO REQUIRED LENGTH
LOCATE THE ARROW LABEL ON THE FUEL FILL FILTER (C); FROM
THE UNDERSIDE OF THE VEHICLE, POSITION THE ARROW ON THE FUEL
FILL FILTER TO POINT TOWARDS THE FILL VALVE ON THE FUEL TANK
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
50
60
70 1
80

90)
100)
110)
120)
ITEM QTY
D 4
F 4
REV
PAGE3 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
PROCESS NAME
950000 SELF TAP SCREW30 Nm +/- 3.0
7/8" CROWFOOT
330005 1-3/8" CABLE CLAMP TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
FUEL FILTER FITTING AS SHOWN; USING A 7/8" CROWFOOT AND
TORQUE WRENCH, TORQUE THE HOSE FITTING TO 30 Nm +/- 3.0
OBTAIN (4) SELF TAP SCREWS (D) AND (4) 1-3/8" CABLE CLAMPS (F)
FROM PACKAGE H
CHASSIS SUPPLY / RETURN HOSES; INSERT CORRUGATE ONTO FUEL FILL
HOSE ATTACHED TO THE REMOTE FUEL FILL VALVE AS SHOWN AND
TRIM CORRUGATE TO REQUIRED LENGTH
HANDSTART THE HOSE FITTING ONTO THE OPPOSITE END OF THE
LOCATE THE FUEL FILL HOSE ATTACHED TO THE REMOTE FUEL FILL
VALVE
OBTAIN LEFT OVER SECTION OF CORRUGATE HOSE USED FOR THE
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
90
110 1
F
D
120
100

130)
140)
150)
160)
170)
ITEM QTY
REV
PAGE4 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
PROCESS NAME
CORDLESS DRILL
8mm SOCKET
PART NUMBER DESCRIPTION TORQUE TOOLS
LOCATE THE REMOTE BLEEDER VALVE ATTACHED TO THE FUEL FILL
BRACKET
INSERT (1) SELF TAP SCREW INTO THE ATTACHMENT HOLE IN THE
CLAMP; SEAT THE CLAMP ONTO THE FLOOR PAN REINFORCEMENT AS
SHOWN; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE
SELF TAP SCREW TO SECURE THE CLAMP TO THE FLOOR PAN
REINFORCEMENT (EXERCISE CAUTION NOT TO INSTALL SCREW INTO
FLOOR PAN)
INSTALL (1) 1-3/8" CABLE CLAMP ONTO THE FUEL FILL HOSE CORRUGATE
ATTACHED TO THE REMOTE FUEL FILL VALVE; POSITION CLAMP
APPROXIMATELY 12" INBOARD OF THE REMOTE FUEL FILL VALVE
AS SHOWN
INSERT (1) SELF TAP SCREW INTO EACH CLAMP ATTACHMENT HOLE;
SEAT CLAMPS ONTO THE FLOOR PAN REINFORCEMENTS SHOWN; USING
A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE SELF TAP SCREWS
TO SECURE THE CLAMPS TO THE FLOOR PAN REINFORCEMENTS
(EXERCISE CAUTION NOT TO INSTALL SCREWS INTO FLOOR PAN)
INSTALL (3) 1-3/8" CABLE CLAMPS ONTO THE BOTH FUEL FILL HOSE
CORRUGATE IN THE LOCATIONS AS SHOWN
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
130 140
150 160
170

180)
190)
200)
210)
ITEM QTY
REV
PAGE5 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
PROCESS NAME
3/4" CROWFOOT
TORQUE WRENCH18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
TO 18 Nm +/- 1.8
ON THE FUEL TANK
HANDSTART HOSE FITTING ONTO FUEL TANK BLEEDER VALVE; USING
A 3/4" CROWFOOT AND TORQUE WRENCH, TORQUE THE HOSE FITTING
LOCATE THE BLEEDER VALVE ON THE FUEL TANK; GRASP THE OPPOSITE
END OF THE BLEEDER HOSE AND ROUTE TOWARD THE BLEEDER VALVE
OBTAIN LEFT OVER SECTION OF CORRUGATE HOSE USED FOR THE
CHASSIS SUPPLY / RETURN HOSES; INSERT CORRUGATE ONTO THE
BLEEDER VALVE HOSE AND TRIM CORRUGATE TO REQUIRED LENGTH
HANDSTART HOSE FITTING ON ONE END OF THE BLEEDER VALVE HOSE
ONTO THE BLEEDER VALVE; USING A 3/4" CROWFOOT AND TORQUE
WRENCH, TORQUE THE HOSE FITTING TO 18 Nm +/- 1.8
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
180 2
2
190
200 210 2

220)
230)
240)
250)
260)
ITEM QTY
D 2
F 2
REV
PAGE6 OF 6
PROCESS NUMBER
P13C4-9232-0080
INSTALL FUEL FILL & BLEEDER VALVE HOSES A
PROCESS NAME
950000 SELF TAP SCREW CORDLESS DRILL
330005 1-3/8" CABLE CLAMP 8mm SOCKET
PART NUMBER DESCRIPTION TORQUE TOOLS
SELF TAP SCREW TO SECURE THE CLAMP TO THE FLOOR PAN
REINFORCEMENT (EXERCISE CAUTION NOT TO INSTALL SCREW INTO
FLOOR PAN)
VALVES IN THE FUEL TANK AS SHOWN
INSERT (1) SELF TAP SCREW INTO THE ATTACHMENT HOLE IN THE
CLAMP; SEAT THE CLAMP ONTO THE FLOOR PAN REINFORCEMENT AS
SHOWN; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE
FLOOR PAN)
INSTALL (1) 1-3/8" CABLE CLAMP ONTO THE BLEEDER HOSE CORRUGATE;
POSITION THE CLAMP IS CLOSE PROXIMITY TO THE FILL / BLEEDER
INSERT (1) SELF TAP SCREW INTO THE ATTACHMENT HOLE IN THE
CLAMP; SEAT THE CLAMP ONTO THE FLOOR PAN REINFORCEMENT AS
SHOWN; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE
SELF TAP SCREW TO SECURE THE CLAMP TO THE FLOOR PAN
REINFORCEMENT (EXERCISE CAUTION NOT TO INSTALL SCREW INTO
INSTALL (1) 1-3/8" CABLE CLAMP ONTO THE BLEEDER HOSE CORRUGATE;
POSITION THE CLAMP APPROXIMATELY 12" INBOARD OF THE REMOTE
BLEEDER VALVE AS SHOWN
OBTAIN (2) SELF TAP SCREWS (D) AND (2) 1-3/8" CABLE CLAMPS (F)
FROM PACKAGE H
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
220 F
D
230 240
250 260

10)
20)
30)
40)
50)
ITEM QTY
REV
PAGE1 of 3
PROCESS NUMBER
P13C4-9232-0090
INSTALL LPG FUEL RAILS A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
PASSENGER SIDE GASOLINE FUEL RAILS TO THE INTAKE MANIFOLD
CAREFULLY REMOVE THE DRIVER & PASSENGER SIDE GASOLINE FUEL
RAILS FROM THE ENGINE
DISCONNECT THE OEM GASOLINE SUPPLY LINE ATTACHED TO THE DRIVER
SIDE GASOLINE FUEL RAIL
LOOSEN AND REMOVE THE (4) SCREWS THAT SECURE THE DRIVER AND
FROM INSIDE THE VEHICLE, REMOVE THE ENGINE COVER AND SET ASIDE
DISCONNECT THE NEGATIVE CABLE FROM THE BATTERY
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
30
40 50

60)
70)
80)
90)
ITEM QTY
A 1
1
B 4
8
8REV
PAGE2 OF 3
PROCESS NUMBER
P13C4-9232-0090
INSTALL LPG FUEL RAILS A
800002 NUT - M4 x 0.7 NYLOCK
PROCESS NAME
200021 BRACKET - FUEL RAIL SUPPORT 5W30 MOTOR OIL
900006 SCREW - M4 x 10
P13C4-2027L-AA FUEL RAIL ASSY - 6.0L MONO FUEL ENGINE LH PHILLIP SCREWDRIVER
P13C4-2027R-AA FUEL RAIL ASSY - 6.0L MONO FUEL ENGINE RH 7mm SOCKET WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
ON THE PASSENGER SIDE OF THE ENGINE, POSITION THE LPG FUEL RAIL
WITH THE BRACKET ON THE RAIL FACING TOWARD THE CENTER OF THE
ENGINE; LUBRICATE THE (4) INJECTOR NOZZLE O-RINGS WITH 5W30
MOTOR OIL; ALIGN AND SEAT EACH INJECTOR INTO EACH OF THE
GASOLINE INJECTOR PORT
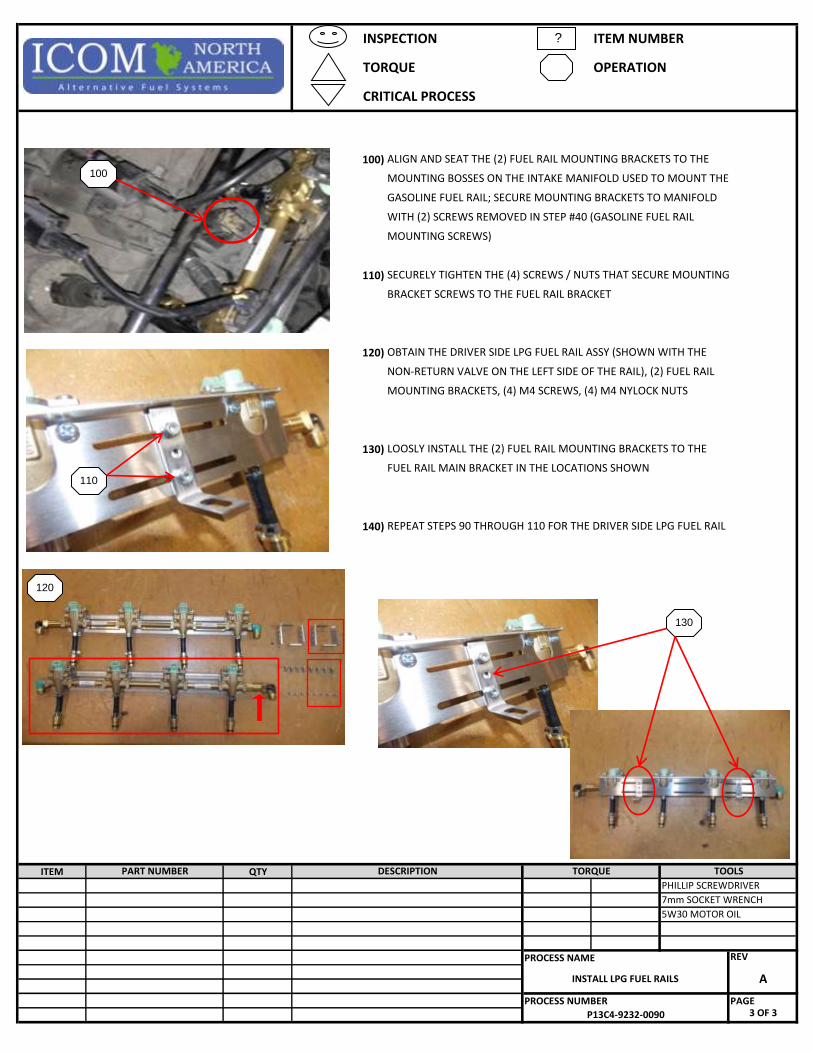
LOOSLY INSTALL THE (2) FUEL RAIL MOUNTING BRACKETS TO THE
FUEL RAIL MAIN BRACKET IN THE LOCATIONS SHOWN
OBTAIN THE PASSENGER SIDE LPG FUEL RAIL ASSY (SHOWN WITH THE
NON-RETURN VALVE ON THE LEFT SIDE OF THE RAIL), (2) FUEL RAIL
MOUNTING BRACKETS, (4) M4 SCREWS, (4) M4 NYLOCK NUTS
OBTAIN THE DRIVER/PASSENGER LPG FUEL RAILS (A) AND FUEL RAIL
MOUNTING HARDWARE (B)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
A
B
60
70
80
90
100)
110)
120)
130)
140)
ITEM QTY
REV
PAGE3 OF 3
PROCESS NUMBER
P13C4-9232-0090
INSTALL LPG FUEL RAILS A
PROCESS NAME
5W30 MOTOR OIL
PHILLIP SCREWDRIVER
7mm SOCKET WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
FUEL RAIL MAIN BRACKET IN THE LOCATIONS SHOWN
REPEAT STEPS 90 THROUGH 110 FOR THE DRIVER SIDE LPG FUEL RAIL
OBTAIN THE DRIVER SIDE LPG FUEL RAIL ASSY (SHOWN WITH THE
NON-RETURN VALVE ON THE LEFT SIDE OF THE RAIL), (2) FUEL RAIL
MOUNTING BRACKETS, (4) M4 SCREWS, (4) M4 NYLOCK NUTS
LOOSLY INSTALL THE (2) FUEL RAIL MOUNTING BRACKETS TO THE
MOUNTING SCREWS)
SECURELY TIGHTEN THE (4) SCREWS / NUTS THAT SECURE MOUNTING
BRACKET SCREWS TO THE FUEL RAIL BRACKET
ALIGN AND SEAT THE (2) FUEL RAIL MOUNTING BRACKETS TO THE
MOUNTING BOSSES ON THE INTAKE MANIFOLD USED TO MOUNT THE
GASOLINE FUEL RAIL; SECURE MOUNTING BRACKETS TO MANIFOLD
WITH (2) SCREWS REMOVED IN STEP #40 (GASOLINE FUEL RAIL
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
100
110
120
130

10)
20)
30)
ITEM QTY
A 1
REV
PAGE1 OF 2
PROCESS NUMBER
P13C4-9232-0100
MODIFY EVAP SENSOR A
PROCESS NAME
19318100 EVAP SENSOR ORIFICE
PART NUMBER DESCRIPTION TORQUE TOOLS
CAREFULLY DISCONNECT AND REMOVE THE EVAP HOSES AND WIRE
HARNESS CONNECTION FROM THE EVAP SENSOR; REMOVE THE
EVAP SENSOR FROM THE ENGINE
LOCATE THE EVAP SENSOR AT THE DRIVER SIDE FRONT OF THE ENGINE
OBTAIN THE EVAP SENSOR ORIFICE (A) FROM PACKAGE D
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
A
20
30

40)
50)
ITEM QTY
REV
PAGE2 OF 2
PROCESS NUMBER
P13C4-9232-0100
MODIFY EVAP SENSOR A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
REINSTALL THE EVAP SENSOR ONTO THE ENGINE; RECONNECT THE
EVAP HOSES AND ELECTRICAL CONNECTION
CAREFULLY ALIGN AND SEAT THE EVAP ORIFICE (A) INTO THE NOZZLE
NEXT TO THE ELECTRICAL CONNECTOR ON THE EVAP SENSOR AS SHOWN
(BLACK COLORED NOZZLE ON EVAP SENSOR)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
40
50
10)
20)
30)
40)
ITEM QTY
A 7
B 1
REV
PAGE1 OF 2
PROCESS NUMBER
P13C4-9232-0110
INSTALL LPG FUEL INJECTOR WIRE HARNESS
LEADSA
PROCESS NAME
P11X4-4219-AA WIRE HARNESS ASSY - EV6 TO EV1
P11X4-4220-AA WIRE HARNESS ASSY - EV6 TO EV1 W/KEY ON & RPM
PART NUMBER DESCRIPTION TORQUE TOOLS
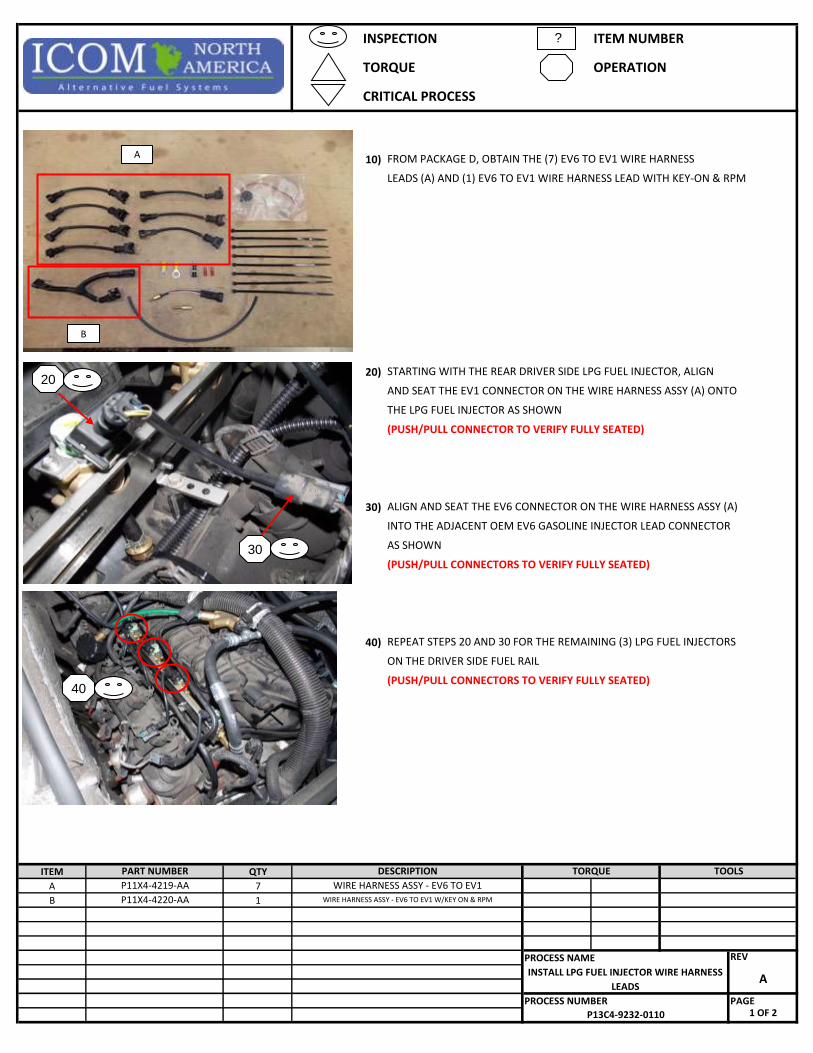
REPEAT STEPS 20 AND 30 FOR THE REMAINING (3) LPG FUEL INJECTORS
ON THE DRIVER SIDE FUEL RAIL
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
ALIGN AND SEAT THE EV6 CONNECTOR ON THE WIRE HARNESS ASSY (A)
INTO THE ADJACENT OEM EV6 GASOLINE INJECTOR LEAD CONNECTOR
AS SHOWN
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
STARTING WITH THE REAR DRIVER SIDE LPG FUEL INJECTOR, ALIGN
AND SEAT THE EV1 CONNECTOR ON THE WIRE HARNESS ASSY (A) ONTO
THE LPG FUEL INJECTOR AS SHOWN
(PUSH/PULL CONNECTOR TO VERIFY FULLY SEATED)
FROM PACKAGE D, OBTAIN THE (7) EV6 TO EV1 WIRE HARNESS
LEADS (A) AND (1) EV6 TO EV1 WIRE HARNESS LEAD WITH KEY-ON & RPM
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
20
30
40
A
B

50)
60)
70)
80)
90)
ITEM QTY
REV
PAGE2 OF 2
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
STARTING WITH THE FRONT PASSENGER SIDE LPG FUEL INJECTOR,
ALIGN AND SEAT THE EV1 CONNECTOR ON THE WIRE HARNESS ASSY (A)
ONTO THE LPG FUEL INJECTOR AS SHOWN
(PUSH/PULL CONNECTOR TO VERIFY FULLY SEATED)
ALIGN AND SEAT THE EV6 CONNECTOR ON THE WIRE HARNESS ASSY (A)
INTO THE ADJACENT OEM EV6 GASOLINE INJECTOR LEAD CONNECTOR
AS SHOWN
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
REPEAT STEPS 50 AND 60 FOR THE NEXT (2) LPG FUEL INJECTORS ON
THE PASSENGER SIDE FUEL RAIL
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
ALIGN AND SEAT THE EV1 CONNECTOR ON THE WIRE HARNESS ASSY (B)
(WIRE HARNESS LEAD W/KEY ON & RPM) ONTO THE REAR PASSENGER
SIDE LPG FUEL INJECTOR AS SHOWN
(PUSH/PULL CONNECTOR TO VERIFY FULLY SEATED)
ALIGN AND SEAT THE EV6 CONNECTOR ON THE WIRE HARNESS ASSY (B)
INTO THE ADJACENT OEM EV6 GASOLINE INJECTOR LEAD CONNECTOR
AS SHOWN
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL LPG FUEL INJECTOR WIRE HARNESS
LEADSA
PROCESS NUMBER
P13C4-9232-0110
?
50
60
70
80
90

10)
20)
30)
40)
ITEM QTY
A 1
B 1
C 1
D 1
REV
PAGE1 OF 2
PROCESS NUMBER
P13C4-9232-0120
INSTALL LPG REGULATOR AND NON-RETURN
VALVEA
PROCESS NAME
P14X4-9319-AA NON-RETURN VALVE BRKT ASSY
P13C4-2306-AA NON-RETURN VALVE ASSY
P13C4-2305-AA REGULATOR ASSY M4 TEE HANDLE
P11X4-9302-AA REGULATOR BRACKET ASSY M6 TEE HANDLE
PART NUMBER DESCRIPTION TORQUE TOOLS
ATTACH THE REGULATOR BRACKET TO THE INTAKE MANIFOLD AS
SHOWN (ATTACHMENT SCREW NOT INCLUDED WITH KIT)
POSITION THE REGULATOR WITH THE BRANCH TEE POINTING
TOWARD THE REAR OF THE VEHICLE
FROM INSIDE THE VEHICLE, LOCATE THE THREADED HOLE IN THE
TOP OF THE INTAKE MANIFOLD TOWARD THE REAR OF THE ENGINE
ATTACH THE REGULATOR BRACKET (D) TO THE REGULATOR (C )
USING THE SCREWS PROVIDED WITH THE REGULATOR AS SHOWN
(1) NON-RETURN VALVE ASSY
OBTAIN THE FOLLOWING ITEMS FROM PACKAGE 'G'
(1) REGULATOR ASSY (A)
(1) REGULATOR BRACKET (B)
(1) NON-RETURN VALVE BRACKET ASSY
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
20
30 40
A B C D
10

50)
60)
70)
ITEM QTY
REV
PAGE2 OF 2
PROCESS NUMBER
P13C4-9232-0120
INSTALL LPG REGULATOR AND NON-RETURN
VALVEA
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
INSTALL THE NON-RETURN VALVE ASSY ONTO THE MANIFOLD BOSS
AS SHOWN (ATTACHMENT SCREW NOT INCLUDED WITH KIT)
POSITION THE NON-RETURN VALVE WITH THE INLET PORT ON THE
VALVE POINTING TOWARD THE PASSENGER SIDE OF THE VEHICLE
LOCATE THE THREADED BOSS ON THE PASSENGER FRONT SIDE OF
THE INTAKE MANIFOLD
ATTACH THE NON-RETURN VALVE BRACKET (B) TO THE NON-RETURN
VALVE (A) USING THE SCREWS PROVIDED WITH THE NON-RETURN VALVE
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
50
60 70

10)
20)
30)
40)
50)
60)
ITEM QTY
A 2
B 2
REV
PAGE1 OF 4
PROCESS NUMBER
P13C4-9232-0130
INSTALL LPG ENGINE SUPPLY/RETURN HOSES A
PROCESS NAME
P13C4-2814-AA RETURN HOSE ASSY - FUEL RAIL TO TEE18 Nm +/- 1.8
3/4" CROWFOOT
P13C4-2714-AA SUPPLY HOSE ASSY - FUEL RAIL TO TEE TORQUE WRENCH
WRENCH TO 18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
INSTALL AND HANDTIGHTEN THE HOSE FITTING ONTO THE PASSENGER
SIDE OF THE TEE AS SHOWN
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
ROUTE THE OPPOSITE END OF THE HOSE TOWARDS THE TEE MOUNTED
ON THE NON-RETURN VALVE
THE FITTINGS ON THE HOSE ONTO THE SUPPLY FITTING LOCATED ON
THE FRONT OF THE PASSENGER SIDE FUEL RAIL
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
OBTAIN (1) SUPPLY HOSE ASSY - FUEL RAIL TO TEE (B)
FROM THE FRONT OF THE VEHICLE, INSTALL AND HANDTIGHTEN ONE OF
OBTAIN THE FOLLOWING ITEMS:
(2) - RETURN HOSE ASSY - FUEL RAIL TO TEE (A)
(2) - SUPPLY HOSE ASSY - FUEL RAIL TO TEE (B)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
20 30 1
40
50 60 1
10 A
B

70)
80)
90)
100)
110)
120)
ITEM QTY
REV
PAGE2 OF 4
PROCESS NUMBER
P13C4-9232-0130
INSTALL LPG ENGINE SUPPLY/RETURN HOSES A
PROCESS NAME
18 Nm +/- 1.83/4" CROWFOOT
TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
INSTALL AND HANDTIGHTEN THE HOSE FITTING ONTO THE DRIVER
SIDE OF THE TEE AS SHOWN
WRENCH TO 18 Nm +/- 1.8
ROUTE THE OPPOSITE END OF THE HOSE TOWARDS THE TEE MOUNTED
ON THE NON-RETURN VALVE
FROM THE FRONT OF THE VEHICLE, INSTALL AND HANDTIGHTEN THE
FITTING ON THE HOSE ONTO THE SUPPLY FITTING LOCATED ON THE
FRONT OF THE DRIVER SIDE FUEL RAIL
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
OBTAIN THE SECOND SUPPLY HOSE ASSY - FUEL RAIL TO TEE (B)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
80 90 1
100
110 120 1
70
B

130)
140)
150)
160)
170)
180)
ITEM QTY
REV
PAGE3 OF 4
PROCESS NUMBER
P13C4-9232-0130
INSTALL LPG ENGINE SUPPLY/RETURN HOSES A
PROCESS NAME
18 Nm +/- 1.83/4" CROWFOOT
TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
INSTALL AND HANDTIGHTEN THE OPPOSITE END OF THE PASSENGER
SIDE RETURN HOSE ONTO THE PASSENGER SIDE OF THE REGULATOR TEE
AS SHOWN
WRENCH TO 18 Nm +/- 1.8
ROUTE THE HOSE TOWARD THE REGULATOR AS SHOWN
FROM INSIDE THE VEHICLE, INSTALL AND HANDTIGHTEN THE
FITTING ON THE HOSE ONTO THE RETURN FITTING LOCATED ON THE
REAR OF THE PASSENGER SIDE FUEL RAIL
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
OBTAIN (1) HOSE ASSY - ENGINE RETURN (A)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
140 150 1
160
170 180 1
130 A

190)
200)
210)
220)
230)
240)
ITEM QTY
REV
PAGE4 OF 4
PROCESS NUMBER
P13C4-9232-0130
INSTALL LPG ENGINE SUPPLY/RETURN HOSES A
PROCESS NAME
18 Nm +/- 1.83/4" CROWFOOT
TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
INSTALL AND HANDTIGHTEN THE OPPOSITE END OF THE DRIVER
SIDE RETURN HOSE ONTO THE DRIVER SIDE OF THE REGULATOR TEE
AS SHOWN
WRENCH TO 18 Nm +/- 1.8
ROUTE THE HOSE TOWARD THE REGULATOR AS SHOWN
FROM INSIDE THE VEHICLE, INSTALL AND HANDTIGHTEN THE
FITTING ON THE HOSE ONTO THE RETURN FITTING LOCATED ON THE
REAR OF THE DRIVER SIDE FUEL RAIL
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
OBTAIN THE SECOND HOSE ASSY - ENGINE RETURN (A)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
200 210 1
220
230 240 1
190 A
10)
20)
30)
40)
ITEM QTY
A 1
B 1
C 1
D 1
E 1REV
PAGE1 OF 4
PROCESS NUMBER
P13C4-9232-0140
INSTALL AUXILIARY FUEL PUMP AND HOSE
ASSYA
320001 HEAT SHIELD PADDING
PROCESS NAME
950000 SELF TAP SCREW
700002 M6 FLAT WASHER
88080000 AUXILIARY FUEL PUMP
200006 BRACKET - AUXILIARY FUEL PUMP
PART NUMBER DESCRIPTION TORQUE TOOLS
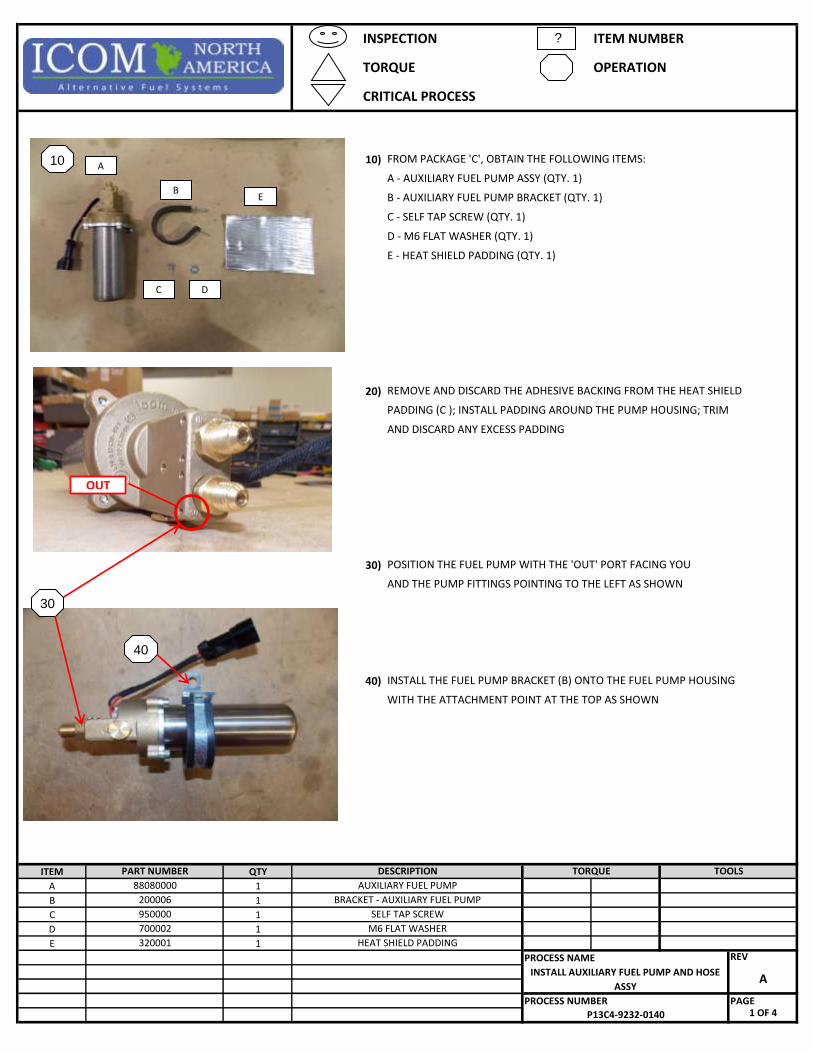
WITH THE ATTACHMENT POINT AT THE TOP AS SHOWN
AND THE PUMP FITTINGS POINTING TO THE LEFT AS SHOWN
INSTALL THE FUEL PUMP BRACKET (B) ONTO THE FUEL PUMP HOUSING
POSITION THE FUEL PUMP WITH THE 'OUT' PORT FACING YOU
REMOVE AND DISCARD THE ADHESIVE BACKING FROM THE HEAT SHIELD
PADDING (C ); INSTALL PADDING AROUND THE PUMP HOUSING; TRIM
AND DISCARD ANY EXCESS PADDING
D - M6 FLAT WASHER (QTY. 1)
E - HEAT SHIELD PADDING (QTY. 1)
FROM PACKAGE 'C', OBTAIN THE FOLLOWING ITEMS:
A - AUXILIARY FUEL PUMP ASSY (QTY. 1)
B - AUXILIARY FUEL PUMP BRACKET (QTY. 1)
C - SELF TAP SCREW (QTY. 1)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
OUT
30
40
10 A
B
C D
E

50)
60)
70)
80)
90)
ITEM QTY
REV
PAGE2 OF 4
PROCESS NUMBER
P13C4-9232-0140
INSTALL AUXILIARY FUEL PUMP AND HOSE
ASSYA
PROCESS NAME
CORDLESS DRILL
8mm SOCKET
PART NUMBER DESCRIPTION TORQUE TOOLS
COOLANT BRACKET; INSERT SCREW INTO THE HOLE IN THE ENGINE
COOLANT RESERVOIR BRACKET AND SECURE
INSTALL (1) M6 FLAT WASHER ONTO (1) SELF TAP SCREW
SEAT THE AUXILIARY FUEL PUMP AND BRACKET ONTO THE ENGINE
FITTINGS POINTING INBOARD TO THE CENTERLINE OF THE VEHICLE
ALIGN THE HOLE IN THE MOUNTING TAB ON THE FUEL PUMP BRACKET
TO THE THIRD HOLE FROM THE BOTTOM OF THE ENGINE COOLANT
RESERVOIR BRACKET
POSITION THE AUXILIARY FUEL PUMP ONTO THE BACKSIDE OF THE
ENGINE COOLANT RESERVOIR BRACKET WITH THE MOUNTING TAB
ON THE FUEL PUMP BRACKET AT THE TOP AND THE FUEL PUMP
WITH THE HOOD OPEN FROM THE FRONT OF THE VEHICLE, LOCATE
THE ENGINE COOLANT RESERVOIR ATTACHED TO THE PASSENGER
SIDE COWL PANEL
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
50
ENGINE COOLANT RESERVOIR
60 70
80 90

100)
110)
120)
130)
ITEM QTY
F 1
REV
PAGE3 OF 4
PROCESS NUMBER
P13C4-9232-0140
INSTALL AUXILIARY FUEL PUMP AND HOSE
ASSYA
PROCESS NAME
P13C4-3316-AA HOSE ASSY - AUXILIARY FUEL PUMP18 Nm +/- 1.8
3/4" CROWFOOT
TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
ROUTE THE HOSE TOWARD THE SUPPLY ELECTROVALVE MOUNTED
ON THE TOP FRONT OF THE INTAKE MANIFOLD
USING A 15mm WRENCH TO HOLD THE FITTING ON THE AUXILIARY
FUEL PUMP, TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT
AND TORQUE WRENCH TO 18 Nm +/- 1.8
INSTALL AND HANDTIGHTEN ONE OF THE HOSE FITTINGS
ONTO THE REAR 'OUT' PORT FITTING ON THE AUXILIARY FUEL PUMP
AS SHOWN
OBTAIN THE HOSE ASSY - AUXILIARY FUEL PUMP (F)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
110 120 1
100
130
F

140)
150)
ITEM QTY
REV
PAGE4 OF 4
PROCESS NUMBER
P13C4-9232-0140
INSTALL AUXILIARY FUEL PUMP AND HOSE
ASSYA
PROCESS NAME
18 Nm +/- 1.83/4" CROWFOOT
TORQUE WRENCH
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
LOCATE AND GRASP THE OPPOSITE END OF THE AUXILIARY FUEL PUMP
HOSE; INSTALL AND HANDTIGHTEN THE HOSE FITTING ONTO THE
THE NON-RETURN VALVE FITTING AS SHOWN
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
1
140 150 1

10)
20)
30)
40)
50)
ITEM QTY
REV
PAGE1 OF 2
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
FROM THE FRONT OF THE VEHICLE, INSIDE THE ENGINE COMPARTMENT,
LOCATE THE CHASSIS SUPPLY / RETURN HOSES AND FUEL TANK
WIRE HARNESS ON THE PASSENGER SIDE OF THE ENGINE BAY
LOCATE AND GRASP THE CHASSIS SUPPLY HOSE (FITTING MARKED
WITH 'GREEN')
ROUTE THE CHASSIS SUPPLY HOSE TOWARD THE AUXILIARY FUEL
PUMP MOUNTED BEHIND THE COOLANT RESERVOIR
INSTALL AND HANDTIGHTEN THE HOSE FITTING ONTO THE 'IN' PORT
FITTING ON THE AUXILIARY FUEL PUMP
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
3/4" CROWFOOT
TORQUE WRENCH18 Nm +/- 1.8
PROCESS NAME
ATTACH CHASSIS SUPPLY / RETURN HOSES A
PROCESS NUMBER
P13C4-9232-0150
?
10
20
40
1
30
50 1

60)
70)
80)
90)
ITEM QTY
REV
PAGE2 OF 2
PROCESS NUMBER
P13C4-9232-0150
ATTACH CHASSIS SUPPLY / RETURN HOSES A
PROCESS NAME
3/4" CROWFOOT
TORQUE WRENCH18 Nm +/- 1.8
PART NUMBER DESCRIPTION TORQUE TOOLS
TORQUE THE HOSE FITTING WITH A 3/4" CROWFOOT AND TORQUE
WRENCH TO 18 Nm +/- 1.8
INSTALL AND HANDTIGHTEN THE HOSE FITTING ONTO THE FITTING
INSTALLED ON THE SIDE OF THE REGULATOR AS SHOWN
ROUTE THE HOSE TOWARD THE REGULATOR MOUNTED ON THE TOP
FRONT OF THE INTAKE MANIFOLD
LOCATE AND GRASP THE CHASSIS RETURN HOSE (FITTING MARKED
WITH 'BLACK')
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
60
70
80 90 1
1

10)
20)
ITEM QTY
A 1
B 1
C 4
D 4
REV
PAGE1 OF 2
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN THE FOLLOWING ITEMS:
(1) MONO FUEL ICU MODULE (A)
(1) BRACKET - ICU MODULE (B)
(4) M4 x 30 SCREW (C )
(4) M4 NYLOCK NUT (D)
(2) SELF TAP SCREW (E)
POSITION THE ICU BRACKET (B) WITH THE MOUNTING TAB AT THE TOP
POINTING UP; ALIGN AND SEAT THE ICU MODULE (A) ONTO THE
BRACKET WITH THE CONNECTOR OPENING ON THE MODULE
POSITIONED TO THE RIGHT; SECURE THE MODULE TO THE BRACKET
WITH THE (4) M4 x 30 SCREWS (C ) AND (4) M4 NYLOCK NUTS (D)
PART NUMBER DESCRIPTION TORQUE TOOLS
70306602 MONO FUEL ICU MODULE 3mm ALLEN WRENCH
27036000 BRACKET - ICU MODULE (PKG E) 7mm SOCKET WRENCH
900008 SCREW - M4 x 30 (PKG E)
800002 NUT - M4 x 0.7 NYLOCK (PKG E)
PROCESS NAME
INSTALL MONO FUEL ICU MODULE A
PROCESS NUMBER
P13C4-9232-0160
?
10
MOUNTING TAB
20
A
B
C
D
E

30)
40)
50)
ITEM QTY
REV
PAGE2 OF 2
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
FROM INSIDE THE DRIVERS SIDE OF THE VEHICLE, POSITION THE
ICU MODULE WITH THE MOUNTING TAB ON THE BRACKET POINTING
TOWARD THE PASSENGER SIDE OF THE VEHICLE
ALIGN AND SEAT THE MOUNTING TAB ON THE BRACKET TO THE DRIVER
SIDE UPPER PANEL INSIDE THE ENGINE COMPARTMENT AS SHOWN
INSERT THE (2) SELF TAP SCREWS (E) INTO THE BRACKET MOUNTING
TAB; USING A CORDLESS DRILL W/8mm SOCKET, FULLY TIGHTEN SCREWS
TO SECURE BRACKET IN PLACE
PART NUMBER DESCRIPTION TORQUE TOOLS
CORDLESS DRILL
8mm SOCKET
PROCESS NAME
INSTALL MONO FUEL ICU MODULE A
PROCESS NUMBER
P13C4-9232-0160
?
30 40
50
10)
20)
30)
40)
50)
ITEM QTY
A 1
B 2
REV
PAGE1 OF 1
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
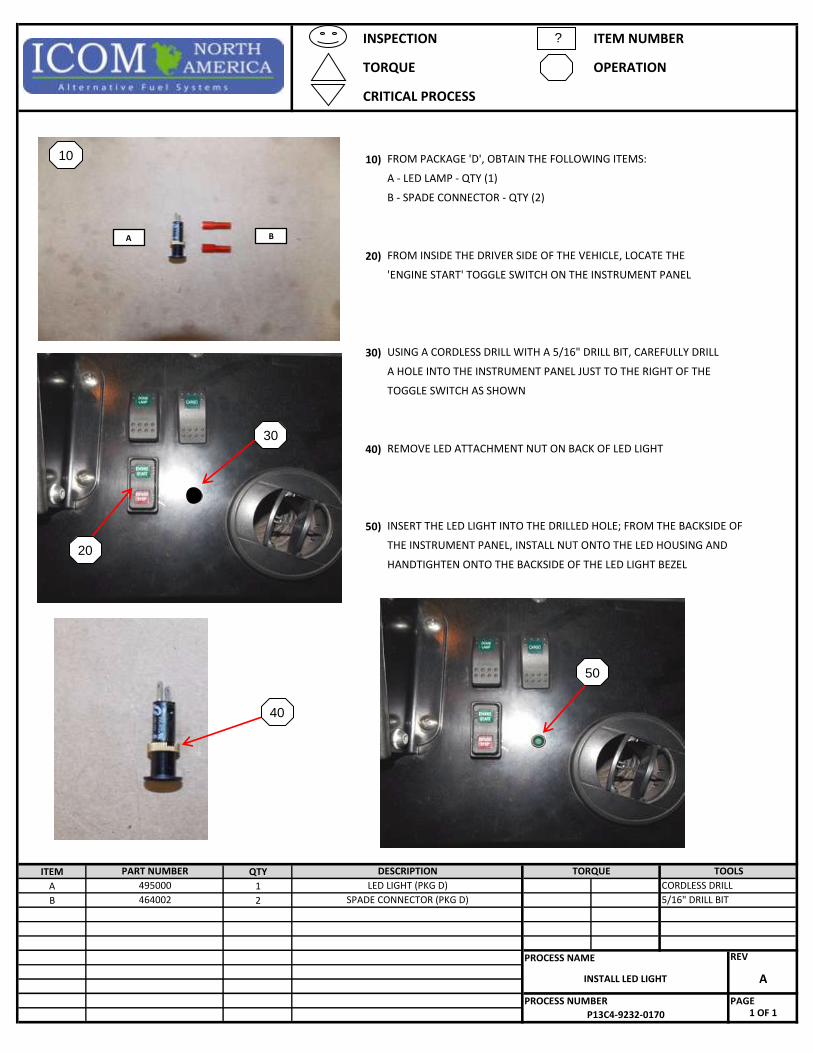
FROM PACKAGE 'D', OBTAIN THE FOLLOWING ITEMS:
A - LED LAMP - QTY (1)
B - SPADE CONNECTOR - QTY (2)
FROM INSIDE THE DRIVER SIDE OF THE VEHICLE, LOCATE THE
'ENGINE START' TOGGLE SWITCH ON THE INSTRUMENT PANEL
USING A CORDLESS DRILL WITH A 5/16" DRILL BIT, CAREFULLY DRILL
A HOLE INTO THE INSTRUMENT PANEL JUST TO THE RIGHT OF THE
TOGGLE SWITCH AS SHOWN
REMOVE LED ATTACHMENT NUT ON BACK OF LED LIGHT
INSERT THE LED LIGHT INTO THE DRILLED HOLE; FROM THE BACKSIDE OF
THE INSTRUMENT PANEL, INSTALL NUT ONTO THE LED HOUSING AND
HANDTIGHTEN ONTO THE BACKSIDE OF THE LED LIGHT BEZEL
PART NUMBER DESCRIPTION TORQUE TOOLS
495000 LED LIGHT (PKG D) CORDLESS DRILL
464002 SPADE CONNECTOR (PKG D) 5/16" DRILL BIT
PROCESS NAME
INSTALL LED LIGHT A
PROCESS NUMBER
P13C4-9232-0170
?
A B
10
20
30
40
50
10)
20)
30)
ITEM QTY
A 1
REV
PAGE1 OF 1
PROCESS NUMBER
P13C4-9232-0180
INSTALL ENGINE START INSTRUCTION LABEL A
PROCESS NAME
P13X4-9426-AA LABEL - STARTING INSTRUCTIONS
PART NUMBER DESCRIPTION TORQUE TOOLS
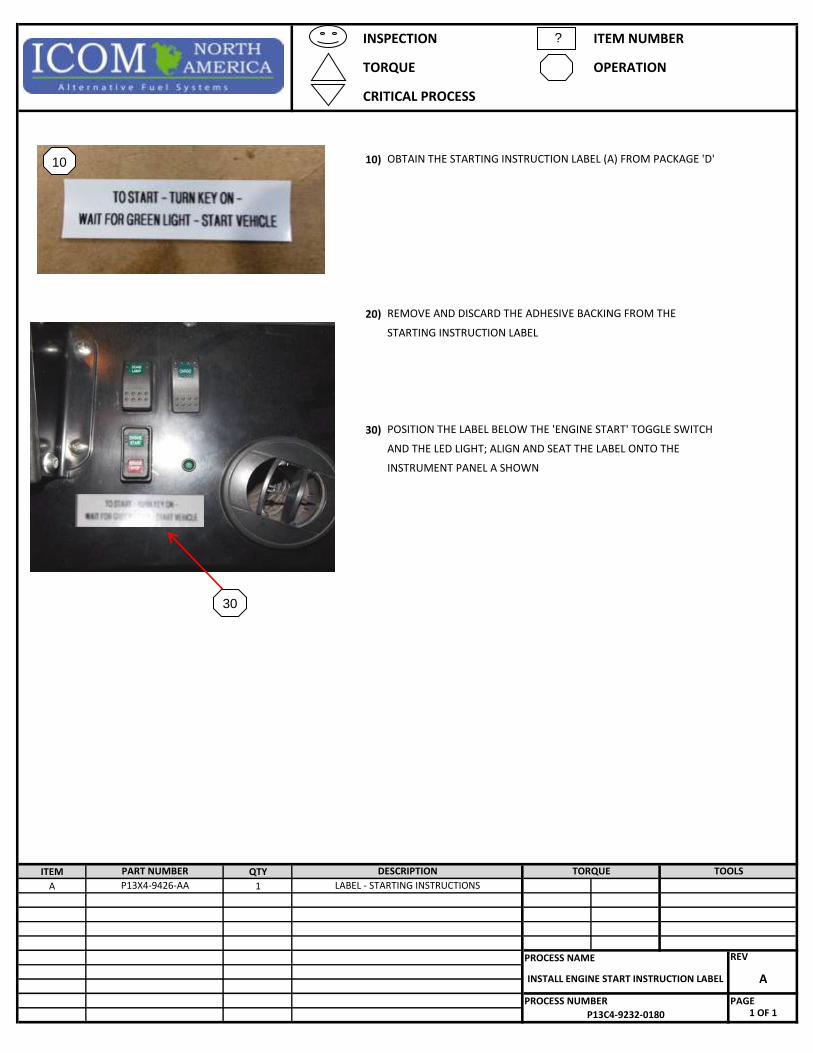
INSTRUMENT PANEL A SHOWN
POSITION THE LABEL BELOW THE 'ENGINE START' TOGGLE SWITCH
AND THE LED LIGHT; ALIGN AND SEAT THE LABEL ONTO THE
REMOVE AND DISCARD THE ADHESIVE BACKING FROM THE
STARTING INSTRUCTION LABEL
OBTAIN THE STARTING INSTRUCTION LABEL (A) FROM PACKAGE 'D'
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
30

10)
20)
30)
40)
ITEM QTY
A 1
REV
PAGE1 OF 11
PROCESS NUMBER
P13C4-9232-0190
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NAME
P13X4-4232-AB WIRE HARNESS ASSY - 6.0L ENGINE CORDLESS DRILL
1/2" DRILL BIT
PART NUMBER DESCRIPTION TORQUE TOOLS
ON THE LPG ENGINE WIRE HARNESS; INSERT BOTH LEADS INTO
THE DRILLED HOLE AS SHOWN
USING A CORDLESS DRILL WITH 1/2" DRILL BIT, CAREFULLY DRILL A
HOLE THROUGH THE DRIVER SIDE ENGINE COMPARTMENT PANEL
BY THE ICU MODULE A SHOWN
LOCATE AND GRASP THE 'LED LIGHT' AND 'AUDIBLE INDICATOR' LEADS
FROM INSIDE THE VEHICLE, ALIGN AND SEAT INSERT THE MAIN
CONNECTOR ON THE WIRE HARNESS INTO THE ICU MODULE AS SHOWN
(PUSH/PULL CONNECTOR TO VERIFY FULLY SEATED)
OBTAIN THE ICOM LPG ENGINE WIRE HARNESS ASSY (A)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
20
30
40
A
50)
60)
70)
80)
ITEM QTY
REV
PAGE2 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
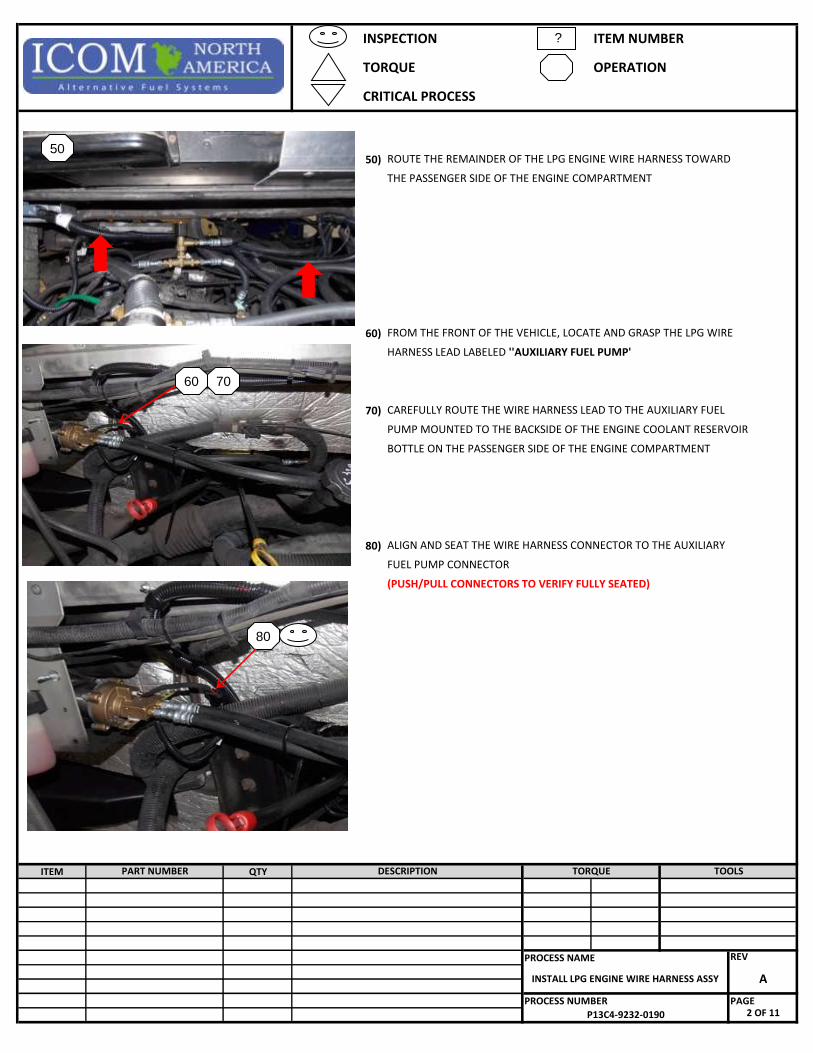
ROUTE THE REMAINDER OF THE LPG ENGINE WIRE HARNESS TOWARD
THE PASSENGER SIDE OF THE ENGINE COMPARTMENT
FROM THE FRONT OF THE VEHICLE, LOCATE AND GRASP THE LPG WIRE
HARNESS LEAD LABELED ''AUXILIARY FUEL PUMP'
CAREFULLY ROUTE THE WIRE HARNESS LEAD TO THE AUXILIARY FUEL
PUMP MOUNTED TO THE BACKSIDE OF THE ENGINE COOLANT RESERVOIR
BOTTLE ON THE PASSENGER SIDE OF THE ENGINE COMPARTMENT
ALIGN AND SEAT THE WIRE HARNESS CONNECTOR TO THE AUXILIARY
FUEL PUMP CONNECTOR
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
50
60 70
80
90)
100)
110)
120)
130)
140)
ITEM QTY
A 2
B 2
REV
PAGE3 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
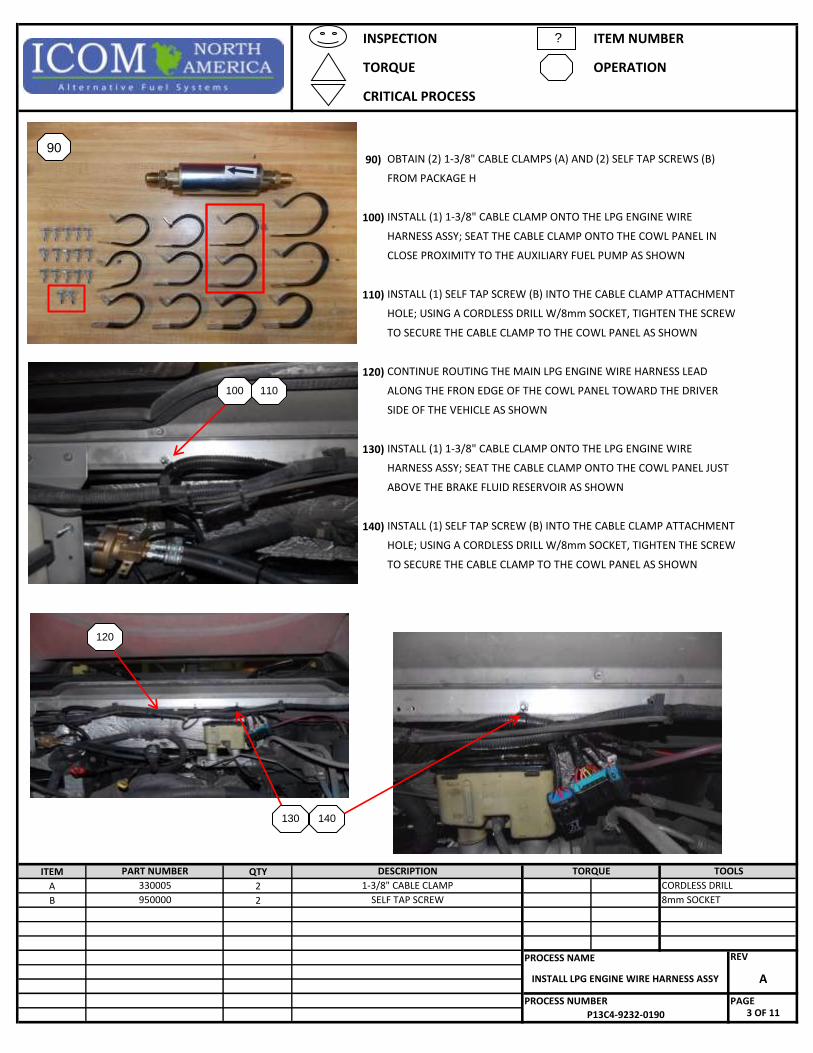
OBTAIN (2) 1-3/8" CABLE CLAMPS (A) AND (2) SELF TAP SCREWS (B)
FROM PACKAGE H
INSTALL (1) 1-3/8" CABLE CLAMP ONTO THE LPG ENGINE WIRE
HARNESS ASSY; SEAT THE CABLE CLAMP ONTO THE COWL PANEL IN
CLOSE PROXIMITY TO THE AUXILIARY FUEL PUMP AS SHOWN
INSTALL (1) SELF TAP SCREW (B) INTO THE CABLE CLAMP ATTACHMENT
HOLE; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE SCREW
TO SECURE THE CABLE CLAMP TO THE COWL PANEL AS SHOWN
CONTINUE ROUTING THE MAIN LPG ENGINE WIRE HARNESS LEAD
ALONG THE FRON EDGE OF THE COWL PANEL TOWARD THE DRIVER
SIDE OF THE VEHICLE AS SHOWN
INSTALL (1) 1-3/8" CABLE CLAMP ONTO THE LPG ENGINE WIRE
HARNESS ASSY; SEAT THE CABLE CLAMP ONTO THE COWL PANEL JUST
ABOVE THE BRAKE FLUID RESERVOIR AS SHOWN
INSTALL (1) SELF TAP SCREW (B) INTO THE CABLE CLAMP ATTACHMENT
HOLE; USING A CORDLESS DRILL W/8mm SOCKET, TIGHTEN THE SCREW
TO SECURE THE CABLE CLAMP TO THE COWL PANEL AS SHOWN
PART NUMBER DESCRIPTION TORQUE TOOLS
330005 1-3/8" CABLE CLAMP CORDLESS DRILL
950000 SELF TAP SCREW 8mm SOCKET
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
90
100 110
120
130 140

150)
160)
170)
180)
ITEM QTY
C 1
D 1
REV
PAGE4 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
OBTAIN THE SMALL DIAMETER RING TERMINAL (C ) AND LARGE
DIAMETER RING TERMINAL (D) FROM PACKAGE D
LOCATE AND GRASP THE NEGATIVE AND POSITIVE WIRE LEADS ON THE
LPG ENGINE WIRE HARNESS
USING WIRE STRIPPERS, CAREFULLY REMOVE APPROXIMATELY 1/2"
OF WIRE INSULATION FROM THE ENDS OF BOTH THE NEGATIVE AND
POSITIVE WIRE LEADS
USING WIRE CRIMPERS, ATTACH THE SMALL DIAMETER RING TERMINAL
ONTO THE END OF THE NEGATIVE WIRE LEAD
PART NUMBER DESCRIPTION TORQUE TOOLS
480000 RING TERMINAL - 1/4" WIRE STRIPPERS
480001 RING TERMINAL # 10 WIRE CRIMPERS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
150
160
170

190)
200)
210)
220)
ITEM QTY
REV
PAGE5 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
LOCATE THE GROUND STUD ATTACHED TO THE DRIVER SIDE DASH
PANEL; REMOVE THE NUT ATTACHED TO THE GROUND STUD
INSTALL THE RING TERMINAL ATTACHED TO THE NEGATIVE WIRE LEAD
ONTO THE GROUND; REINSTALL THE GROUND STUD NUT AND TIGHTEN
SECURELY
USING WIRE CRIMPERS, ATTACH THE LARGE DIAMETER RING TERMINAL
ONTO THE END OF THE POSITIVE WIRE LEAD
ROUTE THE POSITIVE WIRE LEAD TOWARD THE FUSE - RELAY CENTER
PART NUMBER DESCRIPTION TORQUE TOOLS
WIRE CRIMPERS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
190
200
220

230)
240)
250)
ITEM QTY
REV
PAGE6 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
REMOVE THE FUSE-RELAY COVER; ATTACH THE POSITIVE WIRE LEAD
TO THE POSITIVE TERMINAL INSIDE THE FUSE BOX; REINSTALL COVER
LOCATE AND GRASP THE LPG ENGINE WIRE HARNESS LEAD
LABELED 'IRIS'; ROUTE LEAD TOWARD THE FRONT OF THE ENGINE
LOCATE THE SUPPLY SOLENOID MOUNTED ON THE TOP FRONT OF THE
ENGINE; ALIGN AND SEAT THE 'IRIS' LEAD AND SUPPLY SOLENOID
LEAD CONNECTORS TOGETHER
(PUSH/PULL CONNECTOR TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
230
250
260)
270)
280)
290)
300)
310)
320)
ITEM QTY
REV
PAGE7 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
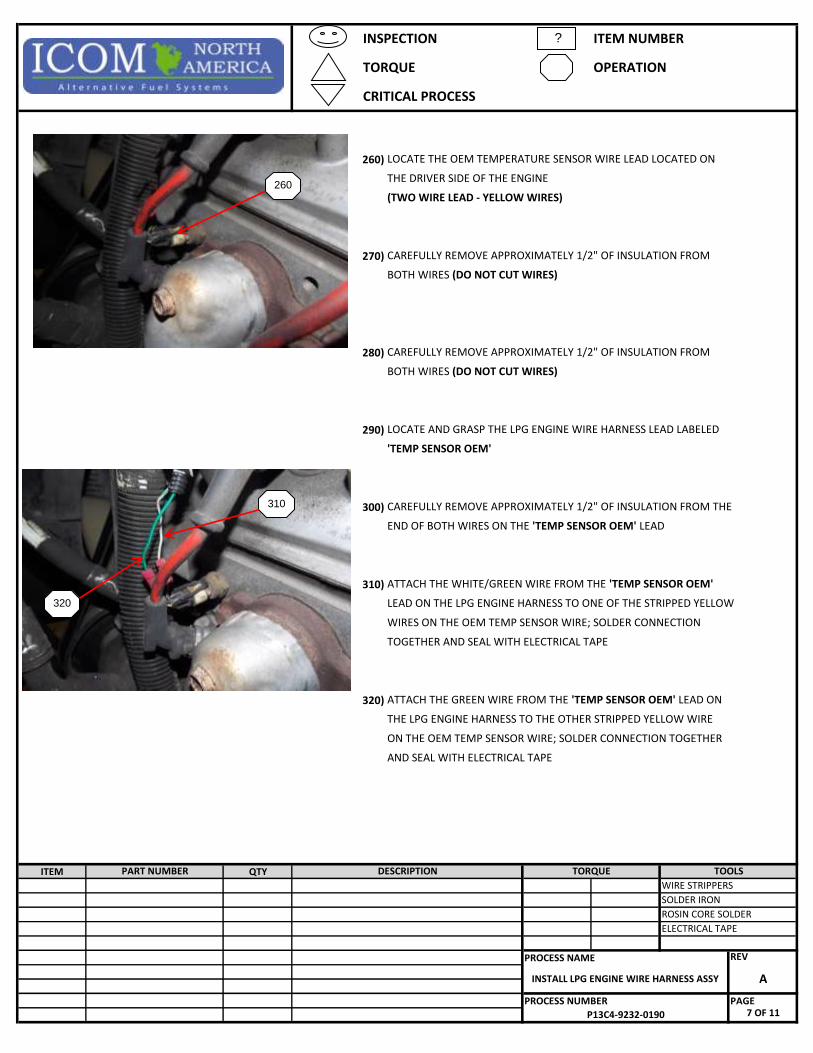
LOCATE THE OEM TEMPERATURE SENSOR WIRE LEAD LOCATED ON
THE DRIVER SIDE OF THE ENGINE
(TWO WIRE LEAD - YELLOW WIRES)
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM
BOTH WIRES (DO NOT CUT WIRES)
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM
BOTH WIRES (DO NOT CUT WIRES)
LOCATE AND GRASP THE LPG ENGINE WIRE HARNESS LEAD LABELED
'TEMP SENSOR OEM'
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM THE
END OF BOTH WIRES ON THE 'TEMP SENSOR OEM' LEAD
ATTACH THE WHITE/GREEN WIRE FROM THE 'TEMP SENSOR OEM'
LEAD ON THE LPG ENGINE HARNESS TO ONE OF THE STRIPPED YELLOW
WIRES ON THE OEM TEMP SENSOR WIRE; SOLDER CONNECTION
TOGETHER AND SEAL WITH ELECTRICAL TAPE
ATTACH THE GREEN WIRE FROM THE 'TEMP SENSOR OEM' LEAD ON
THE LPG ENGINE HARNESS TO THE OTHER STRIPPED YELLOW WIRE
ON THE OEM TEMP SENSOR WIRE; SOLDER CONNECTION TOGETHER
AND SEAL WITH ELECTRICAL TAPE
PART NUMBER DESCRIPTION TORQUE TOOLS
WIRE STRIPPERS
SOLDER IRON
ROSIN CORE SOLDER
ELECTRICAL TAPE
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
260
310
320

330)
340)
350)
360)
370)
ITEM QTY
REV
PAGE8 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
LOCATE AND GRASP THE BROWN WIRE ATTACHED TO THE FUEL TANK
HARNESS COMING OUT OF THE SUPPLY HOSE CORRUGATE (PASSENGER
SIDE OF THE ENGINE COMPARTMENT)
OBTAIN THE 1-PIN CONNECTOR, TERMINAL AND SEAL THAT COMES
ATTACHED TO THE FUEL TANK WIRE HARNESS
ATTACH THE SEAL, TERMINAL AND 1-PIN CONNECTOR ONTO THE
END OF THE BROWN WIRE AS SHOWN
LOCATE AND GRASP THE BLACK 1-PIN CONNECTOR AND LEAD ATTACHED
TO THE LPG ENGINE WIRE HARNESS
ALIGN AND SEAT THE BROWN WIRE LEAD CONNECTOR ON THE FUEL
TANK WIRE HARNESS TO THE BROWN WIRE LEAD CONNECTOR ON THE
LPG ENGINE WIRE HARNESS
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
WIRE STRIPPERS
WIRE CRIMPERS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
330
340
340
370
380)
390)
400)
410)
420
430)
ITEM QTY
REV
PAGE9 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
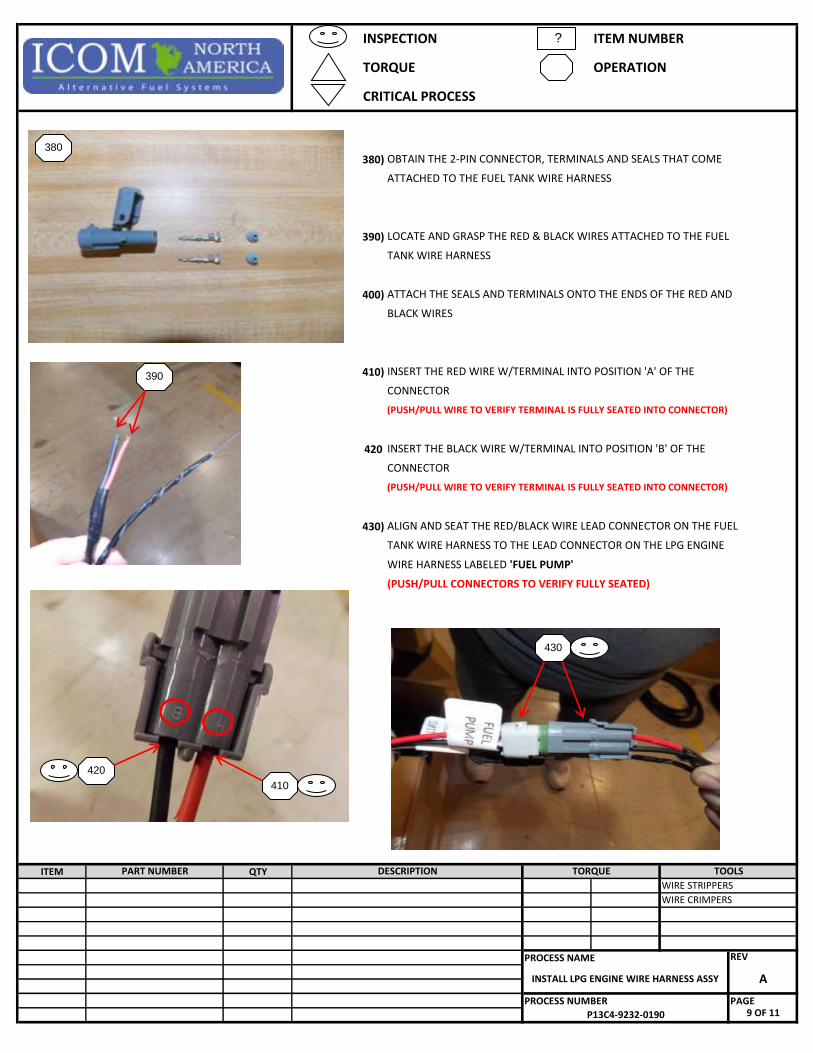
OBTAIN THE 2-PIN CONNECTOR, TERMINALS AND SEALS THAT COME
ATTACHED TO THE FUEL TANK WIRE HARNESS
LOCATE AND GRASP THE RED & BLACK WIRES ATTACHED TO THE FUEL
TANK WIRE HARNESS
ATTACH THE SEALS AND TERMINALS ONTO THE ENDS OF THE RED AND
BLACK WIRES
INSERT THE RED WIRE W/TERMINAL INTO POSITION 'A' OF THE
CONNECTOR
(PUSH/PULL WIRE TO VERIFY TERMINAL IS FULLY SEATED INTO CONNECTOR)
INSERT THE BLACK WIRE W/TERMINAL INTO POSITION 'B' OF THE
CONNECTOR
(PUSH/PULL WIRE TO VERIFY TERMINAL IS FULLY SEATED INTO CONNECTOR)
ALIGN AND SEAT THE RED/BLACK WIRE LEAD CONNECTOR ON THE FUEL
TANK WIRE HARNESS TO THE LEAD CONNECTOR ON THE LPG ENGINE
WIRE HARNESS LABELED 'FUEL PUMP'
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
WIRE STRIPPERS
WIRE CRIMPERS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
380
390
410
420
430

440)
450)
460)
ITEM QTY
REV
PAGE10 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
LOCATE AND GRASP THE WIRE LEADS LABELED 'NTC SENSOR' AND
'FUEL INJ. / KEY ON SIGNAL' ATTACHED TO THE LPG ENGINE WIRE
HARNESS ASSY
ROUTE BOTH LEADS TOWARD THE PASSENGER SIDE REAR LPG
FUEL INJECTOR
LOCATE AND GRASP THE LEAD AND CONNECTOR ATTACHED TO THE EV1
TO EV6 WIRE HARNESS ON THE PASSENGER SIDE REAR LPG FUEL
INJECTOR; ALIGN AND SEAT THE 'FUEL INJECTOR SIGNAL / KEY ON'
CONNECTOR TO THE CONNECTOR ON THE EV1 TO EV6 LEAD
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
440
450
460
470)
480)
490)
ITEM QTY
REV
PAGE11 OF 11
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
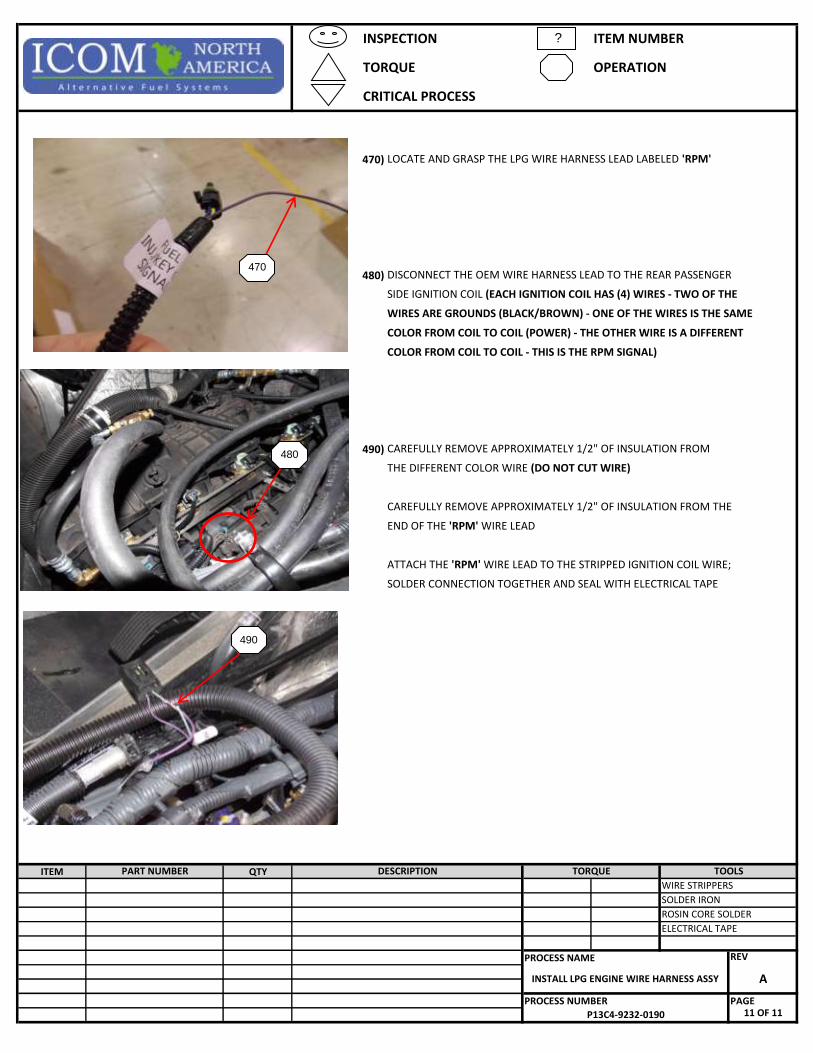
LOCATE AND GRASP THE LPG WIRE HARNESS LEAD LABELED 'RPM'
DISCONNECT THE OEM WIRE HARNESS LEAD TO THE REAR PASSENGER
SIDE IGNITION COIL (EACH IGNITION COIL HAS (4) WIRES - TWO OF THE
WIRES ARE GROUNDS (BLACK/BROWN) - ONE OF THE WIRES IS THE SAME
COLOR FROM COIL TO COIL (POWER) - THE OTHER WIRE IS A DIFFERENT
COLOR FROM COIL TO COIL - THIS IS THE RPM SIGNAL)
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM
THE DIFFERENT COLOR WIRE (DO NOT CUT WIRE)
CAREFULLY REMOVE APPROXIMATELY 1/2" OF INSULATION FROM THE
END OF THE 'RPM' WIRE LEAD
ATTACH THE 'RPM' WIRE LEAD TO THE STRIPPED IGNITION COIL WIRE;
SOLDER CONNECTION TOGETHER AND SEAL WITH ELECTRICAL TAPE
PART NUMBER DESCRIPTION TORQUE TOOLS
WIRE STRIPPERS
SOLDER IRON
ROSIN CORE SOLDER
ELECTRICAL TAPE
PROCESS NAME
INSTALL LPG ENGINE WIRE HARNESS ASSY A
PROCESS NUMBER
P13C4-9232-0190
?
470
480
490
10)
20)
30)
40)
ITEM QTY
A 1
REV
PAGE1 OF 1
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
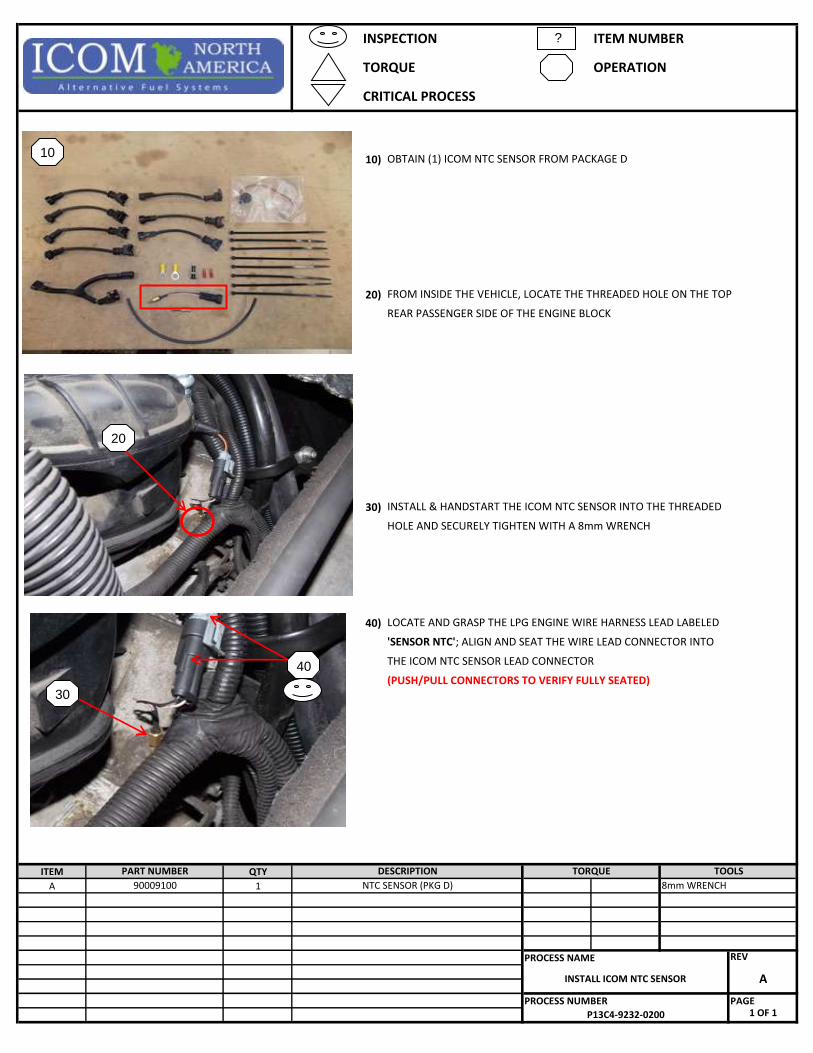
OBTAIN (1) ICOM NTC SENSOR FROM PACKAGE D
FROM INSIDE THE VEHICLE, LOCATE THE THREADED HOLE ON THE TOP
REAR PASSENGER SIDE OF THE ENGINE BLOCK
INSTALL & HANDSTART THE ICOM NTC SENSOR INTO THE THREADED
HOLE AND SECURELY TIGHTEN WITH A 8mm WRENCH
LOCATE AND GRASP THE LPG ENGINE WIRE HARNESS LEAD LABELED
'SENSOR NTC'; ALIGN AND SEAT THE WIRE LEAD CONNECTOR INTO
THE ICOM NTC SENSOR LEAD CONNECTOR
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
PART NUMBER DESCRIPTION TORQUE TOOLS
90009100 NTC SENSOR (PKG D) 8mm WRENCH
PROCESS NAME
INSTALL ICOM NTC SENSOR A
PROCESS NUMBER
P13C4-9232-0200
?
10
20
30
40

10)
20)
30)
40)
ITEM QTY
A 1
B 1
REV
PAGE1 OF 1
PROCESS NUMBER
P13C4-9232-0210
INSTALL AUDIBLE INDICATOR (BUZZER) A
PROCESS NAME
71301100 AUDIBLE INDICATOR (BUZZER) (PKG D)
150000 8" TIE STRAP
PART NUMBER DESCRIPTION TORQUE TOOLS
BUNDLE THE 'AUDIBLE INDICATOR' LEADS TOGETHER; TIE STRAP THE
AUDIBLE INDICATOR TO THE AUDIBLE INDICATOR LEADS; TRIM AND
DISCARD EXCESS TIE STRAP
ALIGN AND SEAT THE AUDIBLE INDICATOR CONNECTOR AND THE
WIRE HARNESS LEAD CONNECTOR TOGETHER
(PUSH/PULL CONNECTORS TO VERIFY FULLY SEATED)
LOCATE THE WIRE HARNESS LEADS LABELED 'AUDIBLE INDICATOR' ON THE
DRIVERS SIDE PASSENGER COMPARTMENT BY THE LED LIGHT
OBTAIN THE FOLLOWING ITEMS FROM PACKAGE 'D';
A - AUDIBLE INDICATOR
B - 8" TIE STRAP (QTY. 1)
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
30
40
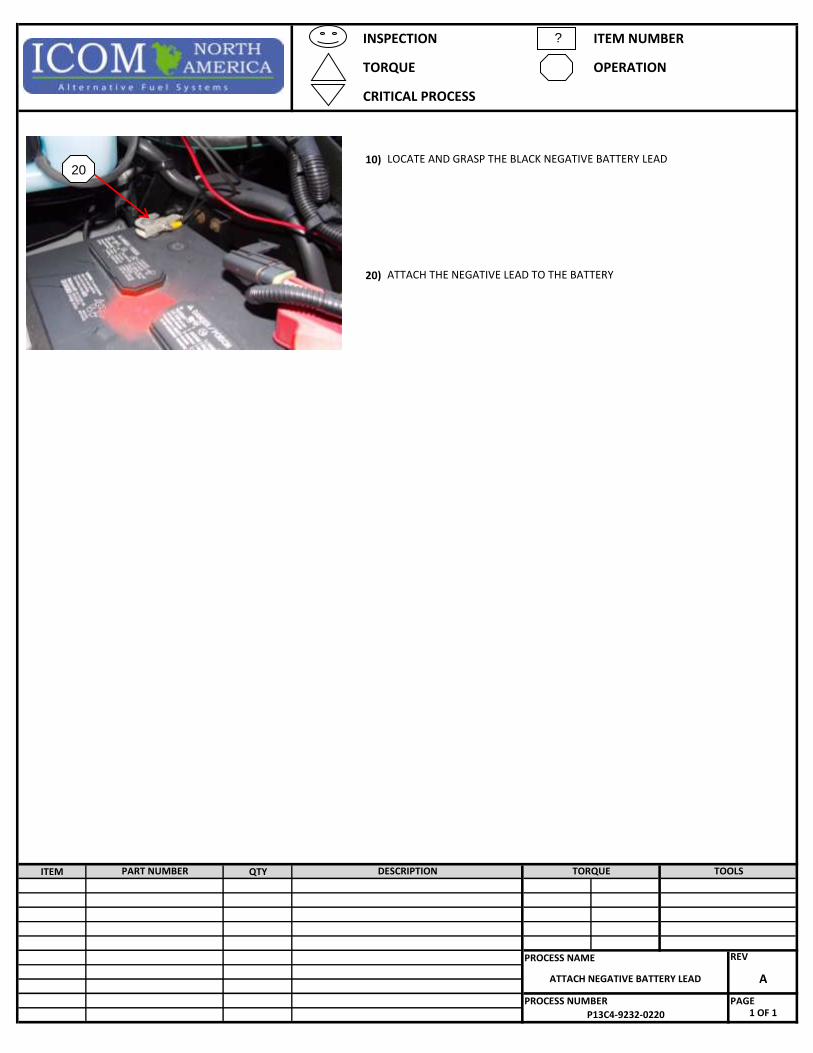
10)
20)
ITEM QTY
REV
PAGE1 OF 1
PROCESS NUMBER
P13C4-9232-0220
ATTACH NEGATIVE BATTERY LEAD A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
ATTACH THE NEGATIVE LEAD TO THE BATTERY
LOCATE AND GRASP THE BLACK NEGATIVE BATTERY LEAD
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
20

10)
20)
30)
ITEM QTY
REV
PAGE1 OF 1
PROCESS NUMBER
P13C4-9232-0230
INSTALL PROPANE DIAMOND DECAL A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
CLEAN THE AREA ABOVE THE REAR BUMPER ON THE PASSENGER
SIDE OF THE VEHICLE; ALIGN AND CENTER THE DIAMOND PROPANE
DECAL ABOVE THE REAR BUMPER; SEAT DECAL ONTO THE VEHICLE
AS SHOWN
REMOVE AND DISCARD THE ADHESIVE BACKING FROM THE DIAMOND
PROPANE DECAL
OBTAIN THE DIAMOND PROPANE DECAL FROM PACKAGE J
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
10
30
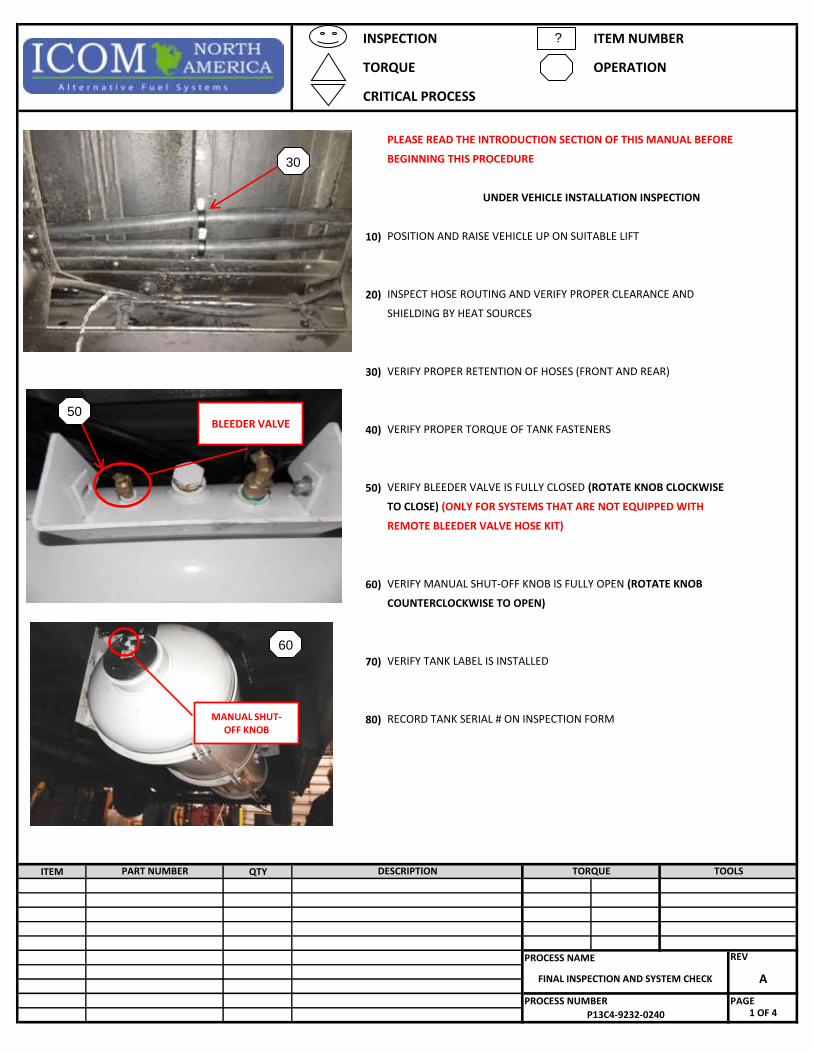
10)
20)
30)
40)
50)
60)
70)
80)
ITEM QTY
REV
PAGE1 OF 4
PROCESS NUMBER
P13C4-9232-0240
FINAL INSPECTION AND SYSTEM CHECK A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
RECORD TANK SERIAL # ON INSPECTION FORM
VERIFY MANUAL SHUT-OFF KNOB IS FULLY OPEN (ROTATE KNOB
COUNTERCLOCKWISE TO OPEN)
VERIFY TANK LABEL IS INSTALLED
VERIFY BLEEDER VALVE IS FULLY CLOSED (ROTATE KNOB CLOCKWISE
TO CLOSE) (ONLY FOR SYSTEMS THAT ARE NOT EQUIPPED WITH
REMOTE BLEEDER VALVE HOSE KIT)
VERIFY PROPER RETENTION OF HOSES (FRONT AND REAR)
VERIFY PROPER TORQUE OF TANK FASTENERS
POSITION AND RAISE VEHICLE UP ON SUITABLE LIFT
INSPECT HOSE ROUTING AND VERIFY PROPER CLEARANCE AND
SHIELDING BY HEAT SOURCES
PLEASE READ THE INTRODUCTION SECTION OF THIS MANUAL BEFORE
BEGINNING THIS PROCEDURE
UNDER VEHICLE INSTALLATION INSPECTION
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
50 BLEEDER VALVE
60
MANUAL SHUT-OFF KNOB
30
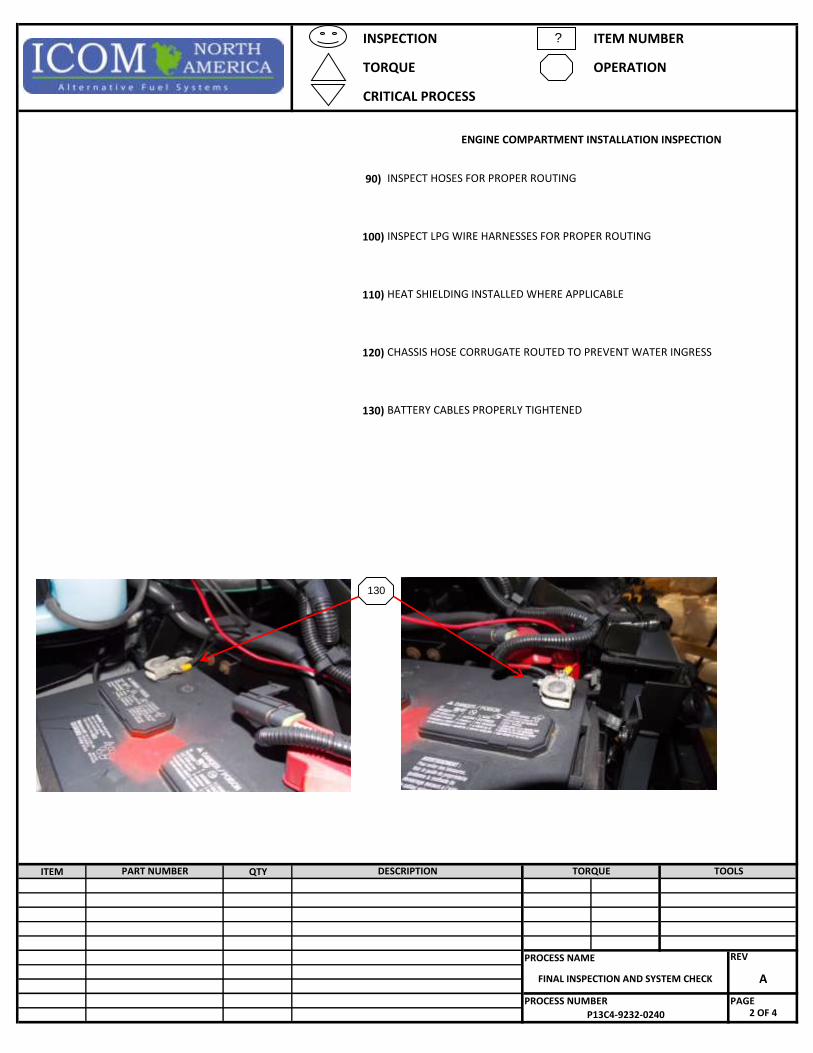
90)
100)
110)
120)
130)
ITEM QTY
REV
PAGE2 OF 4
PROCESS NUMBER
P13C4-9232-0240
FINAL INSPECTION AND SYSTEM CHECK A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
CHASSIS HOSE CORRUGATE ROUTED TO PREVENT WATER INGRESS
BATTERY CABLES PROPERLY TIGHTENED
INSPECT LPG WIRE HARNESSES FOR PROPER ROUTING
HEAT SHIELDING INSTALLED WHERE APPLICABLE
ENGINE COMPARTMENT INSTALLATION INSPECTION
INSPECT HOSES FOR PROPER ROUTING
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
130

140)
150)
160)
180)
190)
200)
210)
220)
230)
ITEM QTY
REV
PAGE3 OF 4
PROCESS NUMBER
P13C4-9232-0240
FINAL INSPECTION AND SYSTEM CHECK A
PROCESS NAME
REINSTALL CORRUGATE ONTO TANK BUSHING; POSITION HOSE CLAMP
OVER BUSHING AND TIGHTEN CLAMP TO SECURE CORRUGATE
PART NUMBER DESCRIPTION TORQUE TOOLS
FITTINGS AND CHECK FOR LEAKS AND REPAIR IF NEEDED
REMOVE CORRUGATE FROM TANK; SPRAY THE CHASSIS RETURN AND
SUPPLY HOSE FITTINGS AT THE TANK AND CHECK FOR LEAKS; REPAIR
IF NEEDED
POSITION AND RAISE VEHICLE UP ON SUITABLE LIFT
USING AN APPROVED LEAK DETECTION SOLUTION, SPRAY FILL HOSE
CYCLE THE KEY TO START THE VEHICLE; VERIFY VEHICLE STARTS AND
RUNS
ALLOW VEHICLE TO RUN FOR A FEW MINUTES THEN SHUT VEHICLE OFF
INSERT IGNITION KEY AND CYCLE TO THE 'ON' POSITION; WAIT TO
VERIFY GREEN LED LIGHT ON DASH PANEL ILLUMINATES AFTER A
SHORT PERIOD OF TIME
VERIFY FUEL LEVEL INDICATION ON OEM FUEL GAUGE AND RECORD
RESULTS ON INSPECTION FORM
SYSTEM FUNCTION / ROAD TEST
FILL FUEL TANK WITH PROPANE - RECORD GALLONS INSTALLED ON
INSPECTION FORM
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
160
210
220 230

240)
250)
260)
270)
280)
290)
ITEM QTY
REV
PAGE4 OF 4
PROCESS NUMBER
P13C4-9232-0240
FINAL INSPECTION AND SYSTEM CHECK A
PROCESS NAME
PART NUMBER DESCRIPTION TORQUE TOOLS
DRIVE THE VEHICLE AND VERIFY NO HESITATION, STUMBLE OR
SURGING IS EXHIBITED
VERIFY NO ENGINE LIGHT COMES ON DURING THIS TIME
DRIVEABILITY INSPECTION
VERIFY VEHICLE DOES NOT EXHIBIT AN EXTENDED CRANK TIME
WHEN STARTING
VERIFY THE PROPANE DIAMOND LABEL IS INSTALLED ON THE LOWER
PASSENGER SIDE OF THE VEHICLE ABOVE THE REAR BUMPER
LOWER VEHICLE ON HOIST
FROM INSIDE THE ENGINE COMPARTMENT, SPRAY THE ENGINE AND
CHASSIS HOSE CONNECTIONS AND CHECK FOR LEAKS; REPAIR AS NEEDED
INSPECTION ITEM NUMBER
TORQUE OPERATION
CRITICAL PROCESS
?
260
250

REV
PAGE1 OF 1
PROCESS NUMBER
P13C4-9232-0250
JTG TROUBLESHOOTING A
PROCESS NAME
C) NON-RETURN VALVE BLOCKED
B) LPG FUEL PUMP DEFECTIVE
THE DIFFERENTIAL PRESSURE (LPG FUEL PUMP PRESSURE) IS HIGHER THAN THE MAXIMUM VALUE
POSSIBLE CAUSES:
A) REGULATOR NEEDS TO BE ADJUSTED
B) LPG RETURN HOSE (BLACK HOSE FROM THE REGULATOR TO THE TANK) IS BENT/KINKED
POSSIBLE CAUSE:
A) DIFFERENTIAL PRESSURE IS LESS THAN THE MINIMUM VALUE
THE DIFFERENTIAL PRESSURE (LPG FUEL PUMP PRESSURE) IS LESS THAN THE MINIMUM VALUE
POSSIBLE CAUSES:
A) REGULATOR NEEDS TO BE ADJUSTED
ENGINE IS HARD TO START IN COLD OUTSIDE TEMPERATURES
POSSIBLE CAUSE:
A) ONE OR MORE LPG FUEL INJECTORS ARE LEAKING
WHILE DRIVING AT A CONSTANT SPEED (IN LPG MODE), THE ENGINE HESITATES (JERKS)
A) REMOTE FILL HOSE BENT / KINKED
B) LACK OF SUFFICIENT PUMP PRESSURE AT FILL STATION
A) REMOTE FILL HOSE BENT / KINKED
- PROCEED TO CHECK IF ANY OF THE FILL HOSES ARE BENT/KINKED PREVENTING LPG TO PASS THROUGH THE HOSE - IF A HOSE IS FOUND TO
BE BENT/KINKED, REPLACE IT.
JTG II TROUBLESHOOTING
FAILURE TO FILL THE SYSTEM
- THE SYSTEM DOES NOT ALLOW THE REFUELING OF LPG
POSSIBLE CAUSES:

VIN # Vehicle:
Date:
ingress
Yes ______ No _____
Yes ______ No _____
F 3/4 1/2 1/4 E Yes ______ No _____
COMMENTS
Installed By: Approved By:
Leak check engine hoses
Leak check chassis hoses (at tank)
Leak check chassis hoses (at engine)
Propane diamond label installed
LED lamp functions
Auxiliary pump functions
Leak check fill hoses
OVERALL DRIVEABILITY
Gallons installed Starting Crank Time - Stalls - Stumbles
Fuel Gauge Level Operation (circle one:) Hesitations - Surging - Stability
Check Engine Light
COMMENTS
SYSTEM FUNCTION / ROAD TEST INSPECTION
Propane fill complete
Inspect hoses for proper routing Chassis hose corrugate routed to prevent water
Inspect LPG wire harnesses for proper routing
Heat shielding installed where applicable Battery cables properly tightened
Manual Supply Shut-Off Operates (leave fully open)
Tank Serial #
COMMENTS
ENGINE COMPARTMENT INSTALLATION INSPECTION
and shielding by heat sources for systems that are not equipped with remote
Verify proper retention of hoses (front to rear) bleeder valve hose kit
Verify proper torque of tank fasteners Tank Label Installed
LPG MONOFUEL CONVERSION
INSTALLATION INSPECTION FORM
UNDER VEHICLE INSTALLATION INSPECTION
Inspect hose routing and verify proper clearance Verify bleeder valve closed on fuel tank (only
QF-82-04-1
Revision: (A) - Dated 10/16/12
Replaces: None

Title:
Rev A
A 2/12/2014 M. STEPPEY
Author: Approval: Date: 2/12/2014
Title: Title:
Initials
CANADIAN UPS - 6.0L MONO FUEL
ENGINE SYSTEM INSTALLATION
MANUAL
Document I.D.: P13C4-9232 Page
REVISIONS
OPERATION
NUMBER
REVISION
LEVELDESCRIPTION OF CHANGE DATE
APPROVED
BY
INITIAL RELEASE
Marc Steppey
Technical Manager





























