Embed Size (px)
Citation preview
1
Campinas
CURSO DE ENGENHARIA DE PRODUÇÃO
GERENCIAMENTO DE MATERIAIS NO PROCESSO DE
FABRICAÇÃO: Substituição do Kanban de Produção pelo
sistema de Máximos e Mínimos
Flávio Augusto dos Santos
Campinas – SP – Brasil Dezembro de 2012
Não é possível exibir esta imagem no momento.

ii
Campinas
CURSO DE ENGENHARIA DE PRODUÇÃO
GERENCIAMENTO DE MATERIAIS NO PROCESSO DE
FABRICAÇÃO: Substituição do Kanban de Produção pelo
sistema de Máximos e Mínimos
Flávio Augusto dos Santos
Monografia apresentada à disciplina de Trabalho de Conclusão de Curso, do Curso de Engenharia de Produção da Universidade São Francisco, sob a orientação da Prof. Marilia Rosário Bestani, como exigência parcial para conclusão do curso de graduação. Orientador: Profa. Marilia Rosário Bestani
Campinas – São Paulo – Brasil Dezembro de 2012
Não é possível exibir esta imagem no momento.

iii
GERENCIAMENTO DE MATERIAIS NO PROCESSO DE
FABRICAÇÃO: Substituição do Kanban de Produção pelo
sistema de Máximos e Mínimos
Flávio Augusto dos Santos
Monografia defendida e aprovada em 29 de novembro de 2011 pela
Banca Examinadora assim constituída:
Profa.Me. Marilia Rosário Bestani (Orientador)
USF – Universidade São Francisco – Campinas – SP.
Prof. Me. Helton Salles de Oliveira
USF – Universidade São Francisco – Campinas – SP.
Prof. Ms. Emilio Gruneberg Boog
USF – Universidade São Francisco – Campinas – SP.

iv
“A imaginação é mais importante que o
conhecimento. Conhecimento auxilia por fora,
mas só o amor socorre por dentro. Conhecimento
vem, mas a sabedoria tarda.”
(ALBERT EINSTEIN)

v
.Agradecimentos
Agradeço primeiramente a Deus por ter iluminado meu caminho e por ter me
dado condições que possibilitou minha chegada até esse momento.
Aos meus pais pelo incentivo e apoio nos momentos difíceis e nas decisões a
serem tomadas, o que contribuiu e continua contribuindo em minha formação
pessoal e profissional.
Ao orientador de Trabalho de Conclusão de Curso (TCC), professora Marilia
Rosário Bestani, por toda dedicação em orientar-me.
Ao supervisor de TCC, professor Emilio Boog, por auxiliar nos momentos
incertos.
Agradeço a minha namorada que foi e é companheira nos momentos difíceis
e incentiva em meus projetos.
A todos os colegas e professores que fizeram parte desse período da minha vida,
pela contribuição, apoio e pela troca de experiências.

vi
Sumário
Lista de Siglas ......................................................................................................... viii Lista de Figuras ........................................................................................................ ix
Resumo ...................................................................................................................... x
Abstract ..................................................................................................................... xi
1 Introdução .......................................................................................................... 12
1.1 Apresentação ................................................................................................ 12
1.2 A indústria e o desenvolvimento na economia .............................................. 13
1.3 Estudo de Caso ............................................................................................. 14
1.4 Problema estudado ....................................................................................... 14
1.5 Objetivo ......................................................................................................... 15
1.6 Justificativa .................................................................................................... 15
2 Revisão bibliográfica ........................................................................................ 16
2.1 Empresa: uma visão geral ............................................................................. 16
2.1.1 Kanban .................................................................................................... 17
2.1.2 Origem do sistema Toyota de Produção ................................................. 17
2.1.3 “JIT – Just in Time” .................................................................................. 18
2.1.4 Surgimento e definição de Kanban.......................................................... 19
2.1.5 Funções do Kanban ................................................................................ 20
2.1.6 Analogias do Kanban .............................................................................. 21
2.1.7 Aplicações de Kanban ............................................................................. 21
2.1.8 Princípios do Sistema Kanban ................................................................ 23
2.1.9 As regras do Sistema Kanban ................................................................. 24
2.1.10 Dimensionamento do Número de Kanban ............................................... 25
2.1.11 Conceitos de Lead-Time, Frequência e Período. .................................... 26
2.1.12 SET-UP-TIME.......................................................................................... 27
2.2 Sistema de Máximos & Mínimo para controle de estoque. ............................ 27
2.2.1 Objetivos e funções dos estoques. ........................................................... 27
2.2.1 Custos com estoques .............................................................................. 30
2.2.2 Custos com a falta de estoques. ............................................................. 31
2.2.3 Níveis de estoque .................................................................................... 31
2.2.4 Sistema dos Máximos & Mínimos ............................................................ 34
2.2.5 Modelos de estoques .............................................................................. 35
3 Metodologia ....................................................................................................... 37
3.1 Aplicação de Kanban e máximos & mínimos ................................................ 37
3.1.1 Significado das cores do colocada no quadro Kanban ............................ 41
3.1.2 Cálculos das quantidades de cartões Kanban ........................................ 42
3.1.3 Atualização do Kanban ............................................................................ 47
3.1.4 Relatório Kanban Report ......................................................................... 48
vii
3.2 Máximos & Mínimos ...................................................................................... 49
3.3 Definição de lote máximo e mínimo............................................................... 50
3.4 Método de trabalho com máximos e mínimos ............................................... 51
3.4.1 Utilização da ferramenta de máximos e mínimos. ................................... 51
3.4.2 Informações para cálculo dos máximos e mínimos. ................................ 54
3.5 Resultados obtidos ........................................................................................ 55
4 Conclusão .......................................................................................................... 56
4.1 Considerações Finais .................................................................................... 57
Referências Bibliográficas ..................................................................................... 59
Bibliografia consultada ........................................................................................... 60

viii
Lista de Siglas
BI
JIT
Business Intelligence
Just-in-Time – Entrega no tempo certo
MRP
STP
Material Requirement Planning
Sistema Toyota de Produção
ix
Lista de Figuras
Figura 1: Fórmula matemática para cálculo de Kanban de fabricação ...................... 25
Figura 2: Analogia dos estoques ............................................................................... 29
Figura 3: Fórmula matemática do comportamento do estoque ................................. 29
Figura 4: Gráfico dente de serra. ............................................................................... 32
Figura 5: Gráfico de Reposição Continua ou lote Padrão ......................................... 36
Figura 6: Definição/Localização de supermercados .................................................. 38
Figura 7: Fluxo do processo dividido “Two Looping” ................................................. 38
Figura 8: Imagem ilustrativa do quadro Kanban ........................................................ 39
Figura 9: Fotos do quadro usado no processo. ......................................................... 39
Figura 10: Imagem ilustrativa da régua ..................................................................... 40
Figura 11: Modelo de cartões Kanban e cartões de reposição ................................. 40
Figura 12: Modelo de cartões de Setup e cartões de manutenção ........................... 41
Figura 13: Modelo de cartões de prioridade e de cartões de prioridade ................... 41
Figura 14: Identificação dos cartões Kanban por cores e seus significados ............. 41
Figura 15 Exemplo de quantidade de cartões de Kanban na parte usinagem verde e
retifica................................................................................................................. 46
Figura 16: Kanban Report ......................................................................................... 48
Figura 17: Kanban Report detalhado ........................................................................ 48
Figura 18 – Definição da estratégia da classificação ABC ........................................ 51
Figura 19: Relatório de máximos & mínimos ............................................................. 52
Figura 20: Gráfico de máximos & mínimos................................................................ 54
Figura 21: Frequência de atualizações do sistema Kanban ...................................... 55
Figura 22: Frequência de atualizações do sistema de máximos e mínimos ............. 55

x
Resumo
O estudo realizado nessa monografia ocorre em uma empresa do segmento
automobilístico, que tem como característica a fabricação de alguns componentes
que compõem seu produto além da montagem final, trabalha com um sistema misto
de programação utilizando um programa para gerar a necessidade de todos os
componentes que compõem cada produto, para os componentes fabricados é
utilizado o Kanban de Produção para gerenciamento no processo produtivo. Devido
à necessidade de resposta no atendendo das demandas de mercado, avalia-se a
possibilidade de estar substituindo a ferramenta Kanban de Produção pelo sistema
de Máximos e Mínimos. O objetivo dessas analise é implantar uma ferramenta
dinâmica que transmita com qualidade e velocidade as informações de demandas
do mercado para a manufatura, possibilitando que decisões e ações sejam tomadas
para o atendimento das necessidades dos clientes.
Para essas analises, estão sendo avaliados os conceitos e as sistemáticas de
trabalho e os resultados obtidos pelas ferramentas citadas, e como podem ser
aplicadas no ambiente estudado.
PALAVRAS-CHAVE: Kanban; Controle de estoques; Gerenciamento de materiais.

xi
Abstract
The study conducted in this monograph is a company in the automotive sector, which
is characterized by the production of some components that comprise your product
beyond the final assembly, works with a mixed system programming using a program
to generate the need for all components compose each product is manufactured to
the components used for the Kanban Production management in the production
process. Due to the need to respond in light of market demands, we evaluate the
possibility of replacing the tool being Kanban Production System by Maxima and
Minima. The objective of these analyzes is to deploy a dynamic tool that conveys
quality and speed of the information market demands for manufacturing, enabling
decisions and actions are taken to meet the needs of customers.
For these analyzes, are being evaluated concepts and systematic work and the
results obtained by the tools mentioned, and how they can be applied in this study.
KEYWORDS: Kanban, inventory control, materials management.

12
1 INTRODUÇÃO
1.1 Apresentação
As necessidades e exigências dos clientes mudam continuamente. Essa
mudança no comportamento do mercado deu início a uma busca incessante das
empresas para atender as exigências e necessidade de seus clientes, buscando
destacar-se no segmento de atuação, com inovação em seus produtos e tornando-
se mais competitivos. Para conseguir tal objetivo, foi necessário criar e reinventar
novos meios de gestão.
Com o crescimento no mercado capitalista, empresas do mesmo segmento
passaram a competir umas com as outras independentemente da distância. O
cliente, que até então não opinava, passou a ter um papel fundamental dentro da
economia.
O setor automobilístico proporcionou grandes contribuições no que tange a
inovação de conceitos de trabalho dentro das organizações.
Frederick Winslow Taylor (1856 – 1915), engenheiro mecânico é considerado
o pai da administração científica. Com os seus trabalhos surgiu à sistematização do
conceito de produtividade, gerando uma procura incessante por melhores métodos
de trabalho e processos de produção, com o objetivo de maximizar a produtividade
com o menor custo possível. Ainda hoje, essa busca é o objetivo principal de todas
as empresas, alterando apenas as técnicas utilizadas, entre essas técnicas é
importante destacar a Análise da relação entre o output.
Conforme o autor Martins e Laugeni, (2005, pg. 2):
“[...] Análise da relação entre o output, em outros termos, medida
quantitativa do que foi produzido, como quantidade ou valor das receitas
provenientes das vendas dos produtos e/ou serviços finais e o input, medida
quantitativa dos insumos, como quantidade ou valor das matérias-primas,
mão de obra, energia elétrica, capital, instalações prediais e outras, permite
quantificar a produtividade, que sempre foi o grande indicador de sucesso
ou fracasso das empresas [...]”.

13
Henry Ford (1863-1947) fez grandes contribuições quando popularizou a
fabricação de automóveis, produto que até então era feito artesanalmente e
destinado a quem possuía um poder aquisitivo mais elevado.
Entre 1905 e 1910, Ford promoveu a inovação do século XX, o automóvel
passou a ter preço mais baixo e garantia.
Conforme o autor Chiavenato, (2000, pg. 42):
“[...] Ford promoveu a grande inovação do século XX: a produção em
massa, onde o mesmo ferro que era extraído da natureza, pouco tempo
depois, se transformaria em um automóvel pronto para ser entregue ao seu
cliente, a preço mais acessível e assistência técnica garantida [...]”.
Também no século XX outra pessoa fez história quando criava o Sistema
Toyota de Produção (STP). Taiichi Ohno (1912-1990) reinventou conceitos que até
então eram tidos como a melhor forma de se trabalhar e gerenciar uma fábrica.
Ohno (1997) dizia que “Em tempos de alta ou baixa produção eliminar desperdícios
era o que mantinha uma estabilidade continua da empresa, perante o mercado e
seus concorrentes”.
O século XX passou por várias transformações e sugiram grandes
contribuições para a sociedade. Os métodos de trabalho, a criação de novos
sistemas de gestão, entre outros, contribuíram fortemente para a melhoria do
relacionamento entre empresa e cliente.
1.2 A indústria e o desenvolvimento na economia
O desenvolvimento econômico vem gerando uma concorrência cerrada entre
as empresas dentro de seus segmentos, com o objetivo de se manter e aumentar
sua participação no mercado de atuação, as empresas vêm buscando atender e
exceder as expectativas de seus clientes, com inovação tecnológica em seus
produtos, melhorando o nível de qualidade, o prazo de entrega e com preço atrativo
aos seus clientes.
Hoje no Brasil, o custo operacional e o custo com matérias-primas estão
muitos significativos, esse fator dificulta à produção de produtos com inovações e ao
mesmo tempo mantendo os preços baixos sem que a lucratividade seja afetada,
muitas vezes de tal maneira que o negócio deixe de ser viável.
14
Por esse motivo, várias empresas estão buscando novas alternativas, tais
como: importações de componentes (matéria-prima) de outros países, onde os
custos são menores, o que se tornam competidores fortes em uma batalha “desleal”
com as empresas nacionais.
Para tentar contornar essa situação, as empresas estão cada vez mais
reavaliando seus processos para minimizar os custos em suas operações e tornar-
se competitiva perante seus concorrentes.
1.3 Estudo de Caso
O estudo de caso abordado nessa monografia ocorre em uma empresa da
região de Campinas, onde seu segmento de atuação é o automobilístico.
A empresa FS Manufatura Ltda. é global em gerenciamento de energia e tem
como finalidade contribuir para que seus clientes faça uma utilização mais eficiente,
segura e sustentável de energia elétrica, hidráulica e mecânica.
No Brasil, a FS Manufatura oferece soluções hidráulicas, componentes
elétricos e sistemas de distribuição de energia, produtos para motores automotivos e
para filtração industrial, além de sistemas de transmissão para veículos em geral.
A FS Manufatura conta com aproximadamente 73 mil profissionais e
comercializa seus produtos para clientes em mais de 150 países. Os seguimentos
foram divididos em grupos, que formaram os grupos de Electrical, Hydraulics,
Filtration e Vehicle.
O desenvolvimento do estudo de caso apresentado nessa monografia será
realizada na planta que pertence ao grupo Vehicle que está localizado na região de
Campinas.
1.4 Problema estudado
O ambiente estudado trabalha com uma programação mista, através da
utilização de “MRP- Material Requirement Planning” que é responsável por gerar a
necessidade dos componentes comprados e fabricados, utilizando as informações

15
do plano mestre de produção do produto final. No gerenciamento do processo de
fabricação é utilizado o Kanban de Produção.
O problema estudado é o período ou a frequência com que a ferramenta
Kanban de Produção é calculada, seu cálculo é feito normalmente todo início de
cada mês após a definição da estratégia de produção, porém essa estratégia sofre
variações devido ao reflexo de mercado. Variações acima de 10% são significativas
para o volume de produção, nesses casos os cálculos são refeitos considerando as
novas informações, variações até 10% teoricamente podem ser absorvidas pelos
parâmetros aplicados nos cálculos.
1.5 Objetivo
Analisar os recursos oferecidos por outras ferramentas de gerenciamento de
matérias, em busca de uma ferramenta dinâmica, que ofereça todas as
características do conceito do “STP”, que tenha como grande diferencial transmitir as
informações de demandas com qualidade e velocidade para a manufatura.
1.6 Justificativa
O mercado está cada vez mais competitivo, as empresas buscam se destacar
em seu segmento com foco na redução de custos, preços e velocidade no tempo de
atendimento aos clientes.
Algumas ações vêm sendo tomadas para diminuir os custos, ações como a
redução dos níveis de inventários de componentes comprados e fabricados sem que
o atendimento aos clientes seja afetado, melhoria na comunicação da manufatura
com as informações de demandas do mercado, possibilitando que as decisões
sejam tomadas.
Alguns conceitos como o “JIT” do “STP” podem contribuir com o objetivo de
redução de inventario sem afetar a qualidade de atendimento ao cliente.
Um dos grandes desafios para implantação desse conceito é encontrar
ferramentas que tenham todos os requisitos necessários atendendo as expectativas
e que se aplique ao ambiente de trabalho requisitante.

16
As ferramentas que ajudam a evitar possíveis ocorrências que possam afetar
os objetivos da empresa são:
- Fabricação de itens e quantidades desnecessárias.
- Parada de linha de montagem e consequentemente impacto com o cliente
- Custos com estoques desnecessários.
- Ampliação no espaço físico para aumento de capacidade produtiva. (muitas
vezes o espaço que pode ser usado para esse fim, está sendo usado para
estoques).
2 REVISÃO BIBLIOGRÁFICA
2.1 Empresa: uma visão geral
Gerenciar uma empresa não é uma tarefa fácil. Existem vários fatores que
interferem no bom andamento dos negócios, por qualquer que seja seu tamanho:
pequena, média ou grande porte.
Segundo Chiavenato (2000, pg. 52):
“[...] A empresa é um tipo de empreendimento social pelo qual se reúnem
recursos variados para atingir determinados objetivos. Sem recursos não há
como atingir os objetivos [...]”.
Portanto podemos dizer que aspectos culturais, técnicos, políticos, sistemas
de produções entre outros fatores, influenciam diretamente na gestão e equilíbrio
dos negócios.
Quando esses aspectos são detalhados, podem ser visualizados claramente
os motivos que, até então, não eram compreensíveis aos olhos da razão. Caso a
empresa tenha deficiência em algum fator, logo poderá ter suas atividades levadas
ao fracasso, caso ações não venham a ser tomadas a tempo.
Uma empresa, cuja característica seja fabricar vários tipos de produtos (mix
elevado) com lotes cada vez menores, sempre buscando aumento de produtividade
e redução de custos, terá de possuir ferramentas de gestão e/ou tecnologia sempre
a seu favor.

17
2.1.1 Kanban
O Kanban é um sistema que foi desenvolvido a partir do conceito simples de
aplicação de gestão visual, onde seu termo é de origem japonesa, com tradução
literária é “registro visível” de controle da produção e inventário no chão de fábrica. É
um sistema relacionado com a utilização de cartões, contudo, ele pode ser qualquer
sinal.
Esses cartões indicam o andamento dos fluxos de produção nas empresas de
fabricação em série. Autoriza a movimentação do produto entre centro fornecedor
até o centro consumidor, e após o consumo do item ele retorna solicitando ao centro
fornecedor que seja abastecido novamente o lote consumido. O cartão Kanban
acompanha as peças ou matérias possibilitando o controle de estoque no processo,
criando uma disciplina no ambiente onde os lotes estipulados sejam cumpridos. Sua
sistemática de trabalho permite a avaliação de cada item por célula de fabricação.
A utilização de um sistema Kanban permite o controle detalhado de produção
com informações sobre quando, quanto e o que produzir, além de ter informações
especificas de cada item, como o número da peça, descrição, origem de fabricação,
destino (centro consumidor) e lote. O Kanban e o “JIT” tiveram origem no sistema
Toyota de produção. Onde o sistema Kanban é um dos instrumentos essenciais para
implantação do conceito “JIT”, embora muitas pessoas confundem o conceito
Kanban com o “JIT”.
2.1.2 Origem do sistema Toyota de Produção
Após a segunda Guerra Mundial a Toyota recebeu autorização do exercito
americano para produzir caminhões com o propósito de reconstruir a empresa. Na
época sua produtividade era bastante baixa e a economia do Japão estava bem
abalada, de tal forma que se fosse produzido apenas um modelo de caminhão não
seria possível produzir outros, pois não tinha demanda de vendas para apenas um
modelo de produto, e faltariam recursos para produzir outros modelos. Com essas
restrições a Toyota não poderia adotar o método de produção usado pela Ford – que
se caracterizava em produção em massa de um único modelo a baixo custo.
18
Segundo Moura (2007, pg. 3):
“[...] Teve que desenvolver um sistema próprio para produzir veículos a
baixo custo, com a mesma qualidade dos carros europeus e americanos,
aumentando a produtividade mais de oito vezes. Do contrario, a indústria
automobilística japonesa não conseguiria sobreviver. Portanto, a única
possibilidade de sobrevivência nesta indústria era o desenvolver um sistema
único de produção por eles mesmos da Toyota. [...]”.
A Toyota foi à primeira empresa a sentir as necessidades de estar mudando o
conceito de produção empurrada para a produção puxada, isso ao longo dos anos,
outras empresas passaram pelas mesmas necessidades, como a Toyota foi pioneira
no conceito de produção de pequenos lotes com vários modelos de produtos na
mesma linha de montagem, passou a ser referência para outras empresas com o
seu sistema Toyota de produção.
2.1.3 “JIT – Just in Time”
O “JIT - Just in Time” é um conceito cujo objetivo é aumentar a
competitividade das empresas, criando ou modificando processos a ponto de serem
capazes de entregar as peças necessárias, nas quantidades e no tempo necessário.
A filosofia do “JIT” resulta na eliminação de desperdícios que possa
influenciar na produção e nos custos das empresas afetando suas receitas, ou seja,
tudo aquilo que não agrega valor ao produto, alguns desperdícios citados são:
– Desperdício de produção (produzir o que não é necessário).
– Desperdícios de tempo de espera (fluxo não contínuo).
– Desperdícios de transportes (enviar itens errados).
– Desperdícios de estoques (espaço físico, custo com manutenção, matéria
prima e capital parado).
– Desperdícios de processamentos
– Desperdícios de movimentos (layout e fluxos descontínuos podem gerar
movimentações desnecessárias).
– Rejeitos (desperdícios com processo, material e tempo).
Kanban e “JIT” tem o mesmo conceito de programação, de forma que ambos
trabalham com o sistema puxado de produção e não empurrado, como era o

19
fordismo. O Kanban se torna uma ferramenta que possibilita que o conceito de “JIT”
venha a ser aplicado.
2.1.4 Surgimento e definição de Kanban
Em entrevista de Taiichi Ohno a Reinaldo Moura do IMAM, em Nagoya –
Japão -23 de Setembro de 1895. Diz que a ideia do Kanban nasceu dos
“Supermercados dos Estados Unidos” e tinha inicialmente o nome de “Sistema
supermercado de produção”.
O Kanban é um instrumento de controle de produção. Sua principal função é
de avisar o fornecedor de que a peça está sendo consumida e que em um
determinado intervalo de tempo será necessário sua reposição.
A ferramenta Kanban é basicamente uma gestão visual, que pode ser
aplicada para o gerenciamento de componentes comprados e fabricados.
Para os componentes comprados o Kanban pode ser aplicado nos seguintes
formatos:
- Cartões Kanban: Um cartão indicando uma necessidade especifica é
enviado pelo cliente para o fornecedor indicando a necessidade de abastecimento.
- Contendedores: Tem o mesmo fluxo que o cartão, mas nesse caso é usado
o contendedor vazio e o mesmo é usado para transportar as peças.
- Espaço demarcado: Um espaço vago (no piso, no armazém, num gabinete
ou em uma prateleira) é sinal de que o reabastecimento está autorizado. Esse
modelo pode ser observado nos supermercados.
- E-ban: um sinal eletrônico é enviado ao fornecedor pelo cliente autorizando
a produção ou abastecimento das peças nas quantidades determinadas, processo
esse conhecido como (Kanban Eletrônico). Esse modelo pode necessitar do auxilio
de meios de comunicações como: telefonia e internet.
Para os componentes fabricados, os métodos possíveis para aplicação do
Kanban são:
- Cartões Kanban: Um cartão indicando uma necessidade especifica (lote) é
passado ao posto de consumo junto com o material, quando o material é consumido
esse cartão volta ao posto de fabricação, que indica que pode ser fabricado
novamente.

20
- Contenedor: Um contenedor vazio autorizará a produção ou embarque de
material suficiente para reabastecê-lo.
- Luminosos: Um sinal luminoso elétrico, controlado pelo cliente, indica a
necessidade de reabastecimento instantaneamente visível para o posto de
produção.
- Espaço demarcado: Desenvolvido para manter um número limitado de
unidades. Um espaço vago (no piso, no armazém, num gabinete ou em uma
prateleira) é sinal de que o reabastecimento está autorizado.
Para essas técnicas de abastecimento de componentes fabricados, é
importante que seja mantido o quadro visual no local de produção, para identificar
quando é autorizado o reabastecimento do local de consumo.
2.1.5 Funções do Kanban
O Kanban trabalha com produção puxada e não empurrada, tornando-se
responsável pela sincronização da produção de componentes conforme demanda.
Por suas características o Kanban recebe algumas funções especiais, sendo:
- Aciona o processo de fabricação, apenas quando necessário
(supermercado).
- Não permite produção para estoque, apenas vendas já realizadas.
- Permite claramente o autogerenciamento, de forma visual de cada processo.
- Identificação de peças, com informações de lotes, processos subsequentes
e etc.
- Controle de inventario dos componentes fisicamente.
- Não depende da informação de saldo sistêmico dos componentes.
- Evita excesso e faltas de componentes no processo, controlando inventario
desnecessário.
- Nivelando a produção de componentes, protegendo os processos de
oscilações.
- Produção em pequenos lotes, permitindo a flexibilidade de produção e
melhorando a rastreabilidade.
- Produção conforme consumo, seguindo o conceito “JIT”.

21
2.1.6 Analogias do Kanban
A sistemática de trabalho do sistema Kanban, muitas vezes está em algumas
atividades do nosso dia-a-dia, no qual fazemos ou presenciamos sem notarmos,
podemos citar essas analogias sendo:
- Prateleira de supermercado: Tem uma quantia do produto estabelecida (lote)
e quando retiramos alguns produtos da prateleira, esse espaço fica vazio, isso indica
aos repositores e fornecedores que é necessário estar repondo o produto naquele
local.
- Bujão de gás: Quando chega ao fim do gás, é necessário estar substituindo
por outro para não parar o processo.
- Caixa d’ água: A caixa fica sempre cheia de água, onde seu nível é
controlado por uma boia, quando o nível da água diminui, automaticamente a boia
libera para estar repondo até chegar ao nível “estipulado”.
- Mc Donald ’s: Preparação do lanche conforme pedido do cliente. (Sistema
puxado).
2.1.7 Aplicações de Kanban
O conceito de sistema Kanban pode ser utilizado de varias maneiras, com a
finalidade de controlar os materiais.
2.1.7.1 Sistema Kanban de Controle de Produção
Esse sistema é uma aplicação ao nível de chão de fábrica para auxilio do
controle da produção. Onde consiste no emprego de cartões, tanto para requisição
de material de um centro produtor para um centro consumidor, quanto para ordenar
o centro produtor a produzir determinado produto em determinado momento.
Visando a redução dos estoques em processo a limites mínimos e a produção
somente quando necessária. A principal característica dessa aplicação, é que toda a
responsabilidade de inventário do chão de fábrica, passa a ser dos operadores e

22
coordenadores de produção, e o que diferencia do sistema tradicional de controle, é
que por intermédio dele a produção é puxada e não empurrada.
As características do sistema Kanban para essa aplicação são:
- O uso desse sistema não admite trabalhar com previsão de vendas e sim
com as vendas concretizadas, onde o que se produz hoje vende hoje, amanhã ou
em um menor prazo possível, não admitindo grandes estoques.
- Se na cadeia produtiva tiver alguma paralisação, automaticamente todo o
processo é interrompido, evitando gargalos e movimentações de peças.
- Com a padronização das embalagens, quadros Kanban e dos cartões,
permite-se uma rápida e clara visualização do andamento da produção.
- O sistema requer a produção de lotes equivalentes há um dia ou a frações
do dia, o que restringe a produção de lotes grandes.
- O centro fornecedor só produz quando o centro consumidor solicita.
2.1.7.2 Kanban de Produção
Também conhecido como Kanban de Ordem de Produção ou Kanban de
Processo, que designa o tipo e a quantidade de produto que o centro produtor
deverá produzir. Sua circulação limita-se do centro produtor até o estoque pequeno
de saída do centro. É essencial que o cartão possua no mínimo as seguintes
informações:
- Centro de Trabalho – Identifica o centro produtor em que o cartão circula.
- Código da Peça – Identifica o código do produto que acompanha o cartão
- Descrição da Peça – descreve o nome do produto que acompanha o cartão
- Capacidade do contêiner – Informa a quantia do produto que acompanha o
cartão.
- Locação no Estoque – Identifica o local onde o contêiner cheio vai ficar até
ser transferido para o centro consumidor.
- Materiais Necessários – Indica o código da matéria-prima que será utilizada
na fabricação daquele produto, em caso de conjunto informa o registro dos “filhos”.
23
2.1.7.2 Kanban de Movimentação
Conhecido também por Kanban de Retirada, Kanban de Transporte ou
Kanban de Recebimento, informa o tipo e a quantidade de produto que o centro
consumidor deverá retirar do centro produtor, funcionando como se fosse uma
requisição de material. Sua circulação restringe-se entre o centro consumidor e o
centro produtor.
2.1.8 Princípios do Sistema Kanban
Para poder aplicar o sistema Kanban como ferramenta de gerenciamento de
componentes, existem alguns princípios básicos que devem ser seguidos para
conseguir obter os melhores resultados com a implantação dessa ferramenta, alguns
princípios como:
- Principio da Eliminação das Perdas: Qualquer coisa, além das quantidades
mínimas necessárias, tais como: espaço, material, mão de obra que são
absolutamente essenciais à produção, são considerados desperdícios.
- Principio da Produção e Transporte Unitário: O tamanho ideal do lote é
apenas para atender as necessidades imediatas. Faça a produção fluir. Faça “setup”
com apenas um digito (menos de dez minutos).
- Principio do Supermercado: O cliente vai buscar o que necessita, na ocasião
exata e na quantidade que ele determina. O supermercado repõe somente o que
vende.
- Princípio do Momento Exato: Fabricar apenas o necessário (a peça, a
quantidade, o tempo, a qualidade e o lugar), conforme o conceito “JIT”.
- Principio do Estoque Mínimo: Eliminar o excesso de estoque no processo.
Quando os problemas ocorrerem, identifique as causas e corrija-as. O processo de
correção determina a necessidade de encontrar as causas e não encobri-la.
- Principio da Qualidade 100%: Peças com defeitos não devem prosseguir no
processo de fabricação.

24
- Principio da Sincronização: Sempre siga o programa de produção, nunca
atrase nem por um dia. Se uma máquina quebrar, interrompa o processo anterior e o
processo posterior, essa ação evita que tenha superproduções e gargalos.
- Principio da Mão de Obra Multifuncional: Nunca produza peças
desnecessárias apenas para utilizar máquina ou mão de obra disponível, tente
deslocar a mão de obra para outras atividades necessárias.
- Principio do Contenedor Padrão: Cada contenedor deve conter a quantidade
de peças especificada no cartão Kanban.
- Principio da Disciplina (Postura): Disciplinas rígidas, porém simples. Não
facilite exceções.
- Principio da Flexibilidade: Flexibilização da produção para atender as
demandas de qualquer produto, em qualquer momento, desde que os lotes sejam
completados conforme especificado no Kanban, evitando perdas de rastreabilidade
e desorganização no controle.
2.1.9 As regras do Sistema Kanban
A utilização do sistema Kanban, exige que algumas regras básicas sejam
respeitadas, tais como:
- O processo que consome (cliente), deve retirar no estoque do processo que
produz (fornecedor), os componentes, nas quantidades e no tempo necessário.
Cada processo recebe uma “ordem de produção”, quando o cartão Kanban volta
para o processo de origem sinaliza que pode estar produzindo novamente, seguindo
o conceito de supermercado.
- O processo de produção deverá fazer suas peças nas quantidades
requisitadas pelo processo que consome. Isso possibilita o controle de material
evitando produções desnecessárias e faltas de componentes ocasionando parada
no processo produtivo, cada processo deve produzir conforme encomenda
(produção puxada).
- Produtos com defeito, não devem ser enviados ao processo subsequente. A
identificação e a correção de defeitos constituem um grande custo e obstáculo à
eficiência da produção em qualquer organização. Se for encontrado algum item com
defeito no processo subsequente, corre o risco de estar parando o processo, pois

25
não tem item em seu “estoque” para estar substituindo, o que pode gerar quebra de
lote.
- Kanban é usado para adaptar flutuações na demanda. (Sincronização da
produção por Kanban). Refere-se em um sistema mais notável, devido à sua
capacidade de adaptabilidade às oscilações de demanda ou exigências de
produção.
- O número de cartões Kanban deve ser minimizado. Como o número de
Kanban reflete o inventario de uma peça, ele deve ser mantido no mínimo possível.
2.1.10 Dimensionamento do Número de Kanban
A quantidade máxima de produção de uma peça é a quantidade total de
Kanban multiplicado pela sua capacidade do seu contenedor ou lote padrão definido
por peça.
As variáveis que são usadas para determinar o número total de Kanban em
qualquer Fórmula são:
- Demanda média diária
- “Lead Time”, frequência e período.
- Coeficiente de segurança ou estoque de segurança
- Capacidade do contenedor
A montagem de uma Fórmula matemática para determinar a quantidade de
Kanban, dependerá do tipo de aplicação. O principio pode e deve ser alterado de
caso para caso.
Um exemplo de como calcular a quantidade de Kanban (Figura 1):
Total de Kanban de Fabricação =
Fonte: “KANBAN A SIMPLICIDADE DO CONTROLE DA PRODUÇÃO” Reinaldo A. Moura 1989.
Figura 1: Fórmula matemática para cálculo de Kanban de fabricação
x
Capacidade do contenedor
x x + x Total de
peças
necessária
1 + Fator de
segurança/h
oras úteis
=
Tempo
de
fabricaçã
Tempo
de
transport
Intervalo
de
fornecim
Qtd/dia

26
O número de cartões Kanban e a quantidade representada por cartão estão
diretamente relacionados com a velocidade de consumo na linha de montagem e o
tempo de reposição necessário para ressuprimento dos lotes.
2.1.11 Conceitos de Lead-Time, Frequência e Período.
Para a implantação e determinação da quantidade de cartões Kanban, alguns
conceitos básicos devem ser compreendidos.
Segundo Pace (2003, pg. 19) “Esses conceitos são muitos importantes para
definir a quantidade de Kanban”.
A frequência é uma grandeza física ondulatória que indica o número de
ocorrências de um evento (ciclos, voltas, oscilações, etc.) em um determinado
intervalo de tempo.
Podemos medir o tempo decorrido em uma oscilação, esse tempo em
particular recebe o nome de período. Sendo assim a frequência é o inverso do
período.
Esses termos estão presentes em qualquer atividade cíclica, como ocorre no
Sistema Kanban, aonde o contenedor vazio vai do centro consumidor para o centro
produtor, aguardando a produção de uma nova quantia do componente, depois de
cheio ele voltará ao centro consumidor e assim sucessivamente, fechando o ciclo.
O período / lead time é o tempo gasto pelo contenedor para completar tal
ciclo. Em outras palavras, é a somatória do tempo de consumo, do tempo de
transporte, do tempo de produção, do tempo de reposição do contenedor e do tempo
na fila de espera.
Esse conceito aplicado no sistema Kanban, refere-se desde o momento que é
feita a produção da primeira peça do lote com a somatória do tempo necessário para
que passe por todos os processos subsequentes até o consumo da última peça
daquele lote em específico e o retorno do contenedor até o ponto de fabricação
inicial.
O período, o tempo de processo e o tempo de espera são definidos em
termos de frações do dia.

27
2.1.12 SET-UP-TIME
Tempo necessário para preparar e ajustar as máquinas para a fabricação de
outro tipo de produto.
Segundo Pace (2003, pg. 19) “O tempo que decorre entre o final de produção
de um tipo de produto para o início de produção de outro”.
Pode-se dizer que set-up é a somatória do tempo necessário para troca de
ferramental e todos os outros processos necessários para fabricação de outro
produto considerando as inspeções necessárias para liberação da produção do
próximo produto.
2.2 Sistema de Máximos & Mínimo para controle de estoque.
2.2.1 Objetivos e funções dos estoques.
O estudo do papel dos estoques nas empresas é antigo, ele é considerado
um regulador do fluxo de produção que atua no processo manufatureiro, no fluxo de
vendas e no processo comercial.
Todos os tipos de negócio têm como objetivo principal, a maximização de
seus lucros sobre o capital investido.
O estoque é considerado um capital investido. Caso exista a necessidade de
recursos financeiros, a empresa tomará o estoque emprestado para atendimento das
necessidades.
Segundo Dias (1993, pg. 23), “Espera-se, então que o dinheiro que está
investido em estoques seja o lubrificante necessário para a produção e o bom
atendimento das vendas”.
O estoque tem que receber um controle rigoroso, pois mesmo ele sendo um
lubrificante para o bom atendimento das vendas, como foi citado pelo autor Dias, o
seu excesso não controlado, pode gerar custos indesejáveis pela empresa.
Para alguns autores como Ronald H. Ballou, considerado um dos gurus da
logística, afirma que, em sistemas logísticos, os inventários são mantidos para:

28
- Melhorar o serviço ao cliente: suporte na área de marketing, contribuindo
para concretização das vendas criadas.
- Economia de escala: os custos de produção em escala são tipicamente
menores.
- Mudanças de preços em tempo de inflação alta: uma compra grande
minimiza os possíveis impactos gerados pelo aumento de preço colocado pelos
fornecedores.
- Incerteza na demanda e problema com entrega: Protege a empresa dos
problemas de entrega causados pelos fornecedores, e atende o cliente caso exista
uma necessidade em curto prazo, isso acontece quando a demanda informada pelo
cliente é não é perfeitamente conhecida.
- Contra contingências: Protege a empresa de possíveis paradas geradas por
variáveis exógenas como: greve, incêndio e outros.
Sem o estoque dificilmente uma empresa consegue manter suas atividades
sem que exista interrupções ou atraso no seu processo, o que pode prejudicar o
atendimento de clientes.
Portanto o objetivo é aperfeiçoar o investimento em estoques, aumentando o
uso eficiente dos meios internos da empresa, minimizando as necessidades de
capital investido, de tal forma que o estoque funcione como um amortecedor,
protegendo a fábrica e os clientes das oscilações de mercado e dos imprevistos que
possam interromper o processo e atendimento ao cliente.
Em outras palavras podemos dizer que os estoques funcionam como
reguladores do fluxo de negócios.
Se a quantidade e a velocidade de abastecimento foram maiores que a
velocidade e quantidade de consumo, automaticamente o consumo vai ser o
gargalo, ou seja, vai entrar mais material do que sair, gerando estoques
indesejáveis.
A analogia da caixa d’água usada nas residências é a mais adequada, onde
mostra esquematicamente o estoque (Figura 2).

29
Fonte: Petrônio G. Martins e Fernando P. Laugeni, pág. 134, 2001.
Figura 2: Analogia dos estoques
Nessa analogia podemos observar que o estoque tem que ser administrado
conforme o seu consumo, onde a velocidade e quantidade de abastecimento tem
que ser igual à velocidade e quantidade de consumo, se a velocidade e quantidade
de consumo forem iguais ao de abastecimento os níveis de estoque vão se manter
estáveis.
Se a velocidade e a quantidade de abastecimento for maiores que a
quantidade e velocidade de consumo, em um determinado intervalo de tempo a
caixa d’água irá transbordar.
Se aplicar esse exemplo na fábrica, o resultado é o acumulo de peças no
estoque antes do próximo processo ou no armazém, isso poderá acarretar em
algumas restrições como: espaço físico para armazenar esse estoque, investimento
em matéria prima e custo com armazenagem. Essas restrições poderão impactar a
produção dos itens que são realmente necessários.
Se considerarmos V (t) como sendo a velocidade de entrada (unidades
recebidas/unidade de tempo), V (t) como a velocidade de saída (unidades
expedidas/unidade de tempo) e “E” como sendo o estoque, a relação lógica é
(Figura 3):
Fonte: Petrônio G. Martins e Fernando P. Laugeni, pág. 135, 2001. Figura 3: Fórmula matemática do comportamento do estoque

30
Conseguir a igualdade V (t) X t = V (t) X t é o grande objetivo e desafio da
filosofia just-in-time, aplicada na gestão dos estoques, conseguindo trabalhar
rigorosamente com essa filosófica os estoques poderão chegar à zero.
A gestão do fluxo de chegada, V(t) X, é função de compras. Já a gestão do
fluxo de saída, V(t) X t, é função de vendas e distribuição.
2.2.2 Custos com estoques
A geração de estoque, algumas vezes acaba sendo estratégia de alguns
administradores, isso varia conforme o seguimento e complexidade de cada
empresa, geralmente esses estoques são estipulados e controlados por itens,
levando em consideração o histórico de ocorrências.
Para os demais administradores, o estoque muitas vezes não é planejado ou
controlado da forma correta, alguns vê o estoque sendo um ponto positivo em sua
empresa, mas sabemos que estoque não planejado e não controlado não é
saudável financeiramente para empresa. Por isso é necessário que uma analise de
viabilidade de estoque seja feita. Para fazer a analise sobre a viabilidade de manter
estoques de produtos acabados ou matéria-prima, é necessário citar os
determinados custos, que são:
- Juros;
- Depreciação;
- Aluguel;
- Equipamentos de movimentação;
- Deterioração;
- Obsolescência;
- Seguros;
- Salários;
- Conservação;
As variáveis responsáveis pelo aumento desses custos são, a quantidade de
estoque e o tempo de permanecia do estoque.
Desta forma, antes de tomar decisões de estratégia relacionada aos
estoques, importante que a viabilidade dessa estratégia seja analisada
cuidadosamente.

31
2.2.3 Custos com a falta de estoques.
Da mesma forma que o excesso de estoque pode gerar custos, a falta dele
também.
Alguns autores como Marco Aurélio P. Dias diz que algumas maneiras de
determinar os custos gerados pela falta de estoque são:
- por meio de lucros cessantes, devidos à incapacidade de fornecedor. Perdas
de lucros com cancelamento de pedidos;
- custos adicionais, causados por fornecimentos em substituição com material
de terceiros;
- custos causados pelo não cumprimento dos prazos contratuais com multas,
prejuízos, bloqueio de reajuste;
- “quebra de imagem” da empresa, e consequentemente beneficiando o
concorrente;
No momento de definição dos níveis de estoque, é importante levantar o
custo total que poderá ser gerado com a falta de estoque. Alguns exemplos de
custos que devem ser levado em conta: custo de linha de montagem parada,
transporte, atraso entrega para o cliente e outros.
2.2.4 Níveis de estoque
Para entender o comportamento do estoque no consumo e reposição, pode-
se usar a representação da movimentação (entrada e saída) de uma peça dentro de
um sistema de estoque, podendo ser feita através do gráfico conhecido como “dente
de serra”, onde sua abscissa é o tempo decorrido (T), para o consumo, normalmente
em meses, e sua ordenada é a quantidade em unidades desta peça em estoque no
intervalo de tempo (T) (Figura 4).

32
Fonte: Marco Aurélio P. Dias, pág. 56, 1993. Figura 4: Gráfico dente de serra.
Se o processo não sofre alterações como: frequência, quantidade de
consumo, o prazo de entrega fosse atendido corretamente e o programa não sofre
nenhuma oscilação na demanda do produto, não seria necessário trabalhar com
estoques de matéria-prima, mas sabendo que esses casos acontecem, é necessário
trabalhar com um estoque nomeado de estoque mínimo.
2.2.4.1 Estoque mínimo
A determinação do estoque mínimo é um momento que requer muita atenção
e detalhamento entre todos os interessados, pois está diretamente ligado ao grau de
imobilização financeira da empresa. O estoque mínimo ou também estoque de
segurança como é conhecido, é a quantia mínima que deve existir em estoque para
cobrir eventuais problemas de fornecimento evitando interrupção no processo.
Podemos citar as seguintes causas que podem ocasionar a falta dos produtos
nos estoques:
- Oscilação no consumo;
- Oscilações no tempo de aquisição (atraso no tempo de reposição);
- Problema de qualidade;
- Remessas por parte do fornecedor, divergentes do solicitado;
- Diferença de inventario. (erro de saldo)
O estoque mínimo pode ser determinado através de:
33
- Fixação e determinação da projeção mínima (projeção estimada do
consumo).
- Cálculos e modelos matemáticos.
O estabelecimento precisa ter uma margem de segurança mínima de
estoque, caso não tenha a empresa terá que assumir os riscos com a sua falta.
A definição de estoque mínimo depende do grau de exatidão da previsão do
consumo de atendimento. Nunca ambos os casos são determinados com 100% de
certeza.
Pode-se utilizar como base, para determinação de estoque mínimo
informações como:
- Projeção estimada de consumo
- Cálculos modelos matemáticos
Alguns autores como Martins e Laugeni, trazem em sua bibliografia um
exemplo simples de modelo matemático de cálculo de estoque mínimo;
- EMn – Estoque mínimo
- C - Consumo médio semanal
- K – Fator de segurança arbitrário com o qual se deseja garantia contra o
risco de ruptura (estoque de segurança) (Equação 1).
EMn = C x K (1)
Outra informação que vem sendo considerada para definição de estoque
mínimo é a criticidade dos componentes, que podem ser calculados através das
informações obtidas com a classificação ABC.
2.2.4.2 Classificação ABC
A curva ABC ou classificação ABC como geralmente é conhecida, é um
importante instrumento que pode ter suas informações usadas na composição do
estoque mínimo, ele permite identificar os itens que necessita de uma atenção
diferenciada, pode-se obter a curva ABC, através da ordenação dos itens conforme
a sua importância relativa, e também pelo seu preço relativo.

34
Segundo o autor Moreira (2011, pg. 452):
“[...] Observa-se que uma pequena parte dos itens é responsável
pela maior parte dos investimentos. Assim é provável que menos de 20%
dos itens respondam por até 70% a 80% do investimento essa classe é
nomeada como classe A. Existe uma classe intermediaria de itens, classe B,
onde cerca de 20% dos itens representam 20 % dos investimentos, também
existe a classe que contêm a maior quantidade de itens classe C, podendo
chegar de 60% a 70% dos itens, que representam 10% do investimento total
[...]”.
Classe A: Corresponde a um pequeno grupo de itens, que são responsáveis
pela maior porcentagem acumulada dos investimentos.
Classe B: Constituída por um numero intermediário, responsável por uma
parte intermediaria acumulada dos investimentos.
Classe C: Corresponde à classe com maior número de itens, e tem uma
pequena participação acumulada no investimento total.
Algumas empresas usam o valor dos componentes na composição da
classificação ABC, mas em alguns casos dependendo da aplicação a demanda dos
componentes e sua complexidade de fabricação, podem ser consideradas para
compor a classificação.
2.2.5 Sistema dos Máximos & Mínimos
O sistema de máximos e mínimos tem como principal função o controle de
estoque, ele utiliza como premissa os parâmetros que foram incluídos em seus
cálculos.
Segundo Aurélio (1993, pg. 116):
“[...]. Se, para a reposição do estoque, tivéssemos conhecimento do
consumo exato do material num período predeterminado, a dificuldade de
determinar um ponto de pedido não existiria, essas condições são utópicas,
por que o estoque estaria a “zero” assim que o material comprado fosse
recebido [...]”.
Com as dificuldades para determinar o consumo e pelas variações do tempo
de reposição é que se usa o sistema de máximos e mínimos, também chamado de
sistema de quantidades fixas. Basicamente esse sistema consiste em:
– Determinação dos consumos previstos para o item desejado;

35
– Fixação do período de consumo previsto
– Cálculo do ponto pedido em função do tempo de reposição do item pelo
fornecedor;
– Cálculos dos estoques mínimos e máximos;
– Cálculo dos lotes de compra;
Por ter a característica de determinar a reposição de componentes no
estoque e limita-lo, pode-se dizer que é um sistema que trabalha com a produção
puxada e não empurrada.
2.2.6 Modelos de estoques
Existem diversos modelos de cálculos que podem ser usado para administrar
os estoques, porém cada empresa tem suas particularidades desde seus produtos,
processos e estratégias, dessa forma torna-se impossível definir um modelo padrão
para controle de estoques que possa ser aplicado em diversas empresas.
Segundo Martins e Campos (2001, pg. 185):
“[...] Todas as empresas devem definir a forma como administrar seus
estoques, não só pelas vantagens decorrentes da organização, como
também da exigência da implantação dos sistemas informatizados, hoje
presentes em quase todas as empresas. Tais regras definem a estrutura
dos modelos de estoque ou, mais generalizadamente, modelos de
administração dos materiais que procuram responder às perguntas quando
comprar e quanto comprar. [...]”.
Sendo assim modelos de estoques utilizados podem ser simplificados por
hipóteses que consideram constantes (ou variáveis) as demandas, os tempos de
atendimento, os lotes e os intervalos de pedidos. Se a demanda ou o tempo de
atendimento forem variáveis, haverá a necessidade de estoque de segurança:
Para obter um controle eficiente em seu estoque, alguns pontos usados como
referência devem ser estipulados. Pontos tais como estoque máximo, ponto de
reposição e claro o ponto mínimo.
- O estoque máximo (Emáx) é calculado somando-se o estoque de segurança
(ES), com o lote de compra (Q) (lotes diferentes do econômico também podem ser
usados, a critério do administrador de matérias).

36
- O estoque médio (Em) é a soma do estoque de segurança com metade do
lote de compra (Equação 2):
(2)
O ponto de pedido ou reposição (PP) pode ser determinado pelo resultado da
multiplicação entre tempo de atendimento (TA) (também chamado de tempo de
ressuprimento, ou lead time) e demanda (D), somando ao estoque de segurança
(Equação 3):
(3)
O intervalo entre pedidos (IP) é o inverso do número de pedidos emitidos por
intervalo de tempo (N) (Equação 4):
(4)
O número de pedidos emitidos por intervalo de tempo (N) é calculado
dividindo-se a demanda (D), pelo lote de compra(Q) (Equação 5):
(5)
Esses pontos podem ser apresentados em forma gráfica (Figura 5):
Fonte: Petrônio G. Martins e Paulo Renato Campos, pág. 186, 2001. Figura 5: Gráfico de Reposição Continua ou lote Padrão
PP = (TA x D) + ES
M 2 E = ES + Q
IP = 1 N
N = D Q

37
Algumas observações são importantes:
- Quando a demanda for variável, o que muitas vezes ocorrerá, deve-se
utilizar a demanda média.
- O mesmo é valido para o tempo de atendimento: quando ele for variável,
utiliza-se o tempo de atendimento médio.
- o estoque de segurança é fixado em função das variações na demanda no
tempo de atendimento e no nível de serviço.
- O risco de ficar sem estoques passa a ocorrer após a emissão do pedido de
compra, pois, se a demanda for maior que a média utilizada na determinação do
ponto de pedido, a empresa poderá ficar sem estoques antes do recebimento de
mercadoria. Assim, o risco é função da demanda no tempo de atendimento.
3 METODOLOGIA
3.1 Aplicação de Kanban e máximos & mínimos
O ambiente estudado tem como característica a fabricação de alguns
componentes e a montagem final do produto.
Utiliza programação mista, onde utiliza o “MRP – Material Requirement
Planning” para gerar a necessidade dos componentes através do plano mestre de
produção, os componentes fabricados são programados e gerenciados pelo Kanban
de Produção.
A fábrica tem o layout em células com fluxo continuo e em formato de “U”,
dividindo os processos em usinagem verde, tratamento térmico, acabamento e linha
montagem. Com esse layout a Definição/Localização dos supermercados ficou
determinada no início de cada processo (Figura 6).

38
Fonte: O Autor, 2008.
Figura 6: Definição/Localização de supermercados
Devido ao tempo de processo desde a entrada do forjado na célula de
usinagem verde até o estoque de componentes da linha de montagem serem muito
longo, o processo exigiu a quebra de fluxo do Kanban em duas etapas nomeado
como “Two Looping”, onde foi dividido em usinagem verde e acabamento (Figura7).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 7: Fluxo do processo dividido “Two Looping”
Cada divisão tem seu cálculo específico que determina a quantidade de
cartões Kanban, para conseguir diferenciar os cartões de cada processo, foi definido
trabalhar com cores de cartões diferenciadas entre os dois processos, onde o cartão
branco representa a usinagem verde e o cartão da cor verde representa o processo
de acabamento.
Os ganhos com essa divisão é a flexibilidade no processo de acabamento,
onde é possível priorizar a fabricação na retifica/acabamento de componentes que
vai ser utilizado na linha de montagem, os lotes podem ser menores chegando até
50% do lote da usinagem verde.
Exemplo: na usinagem verde o lote de uma determinada peça é de 140 (cento
e quarenta), após o tratamento térmico quando a peça entra no acabamento, seu
lote pode ser quebrado passando a ter 70 (setenta) peças, isso quem vai determinar
é a capacidade de contenedor que é específico para cada peça.
Para trabalhar com o sistema Kanban de produção que utiliza cartões, é
necessária a implantação de quadros Kanban que é colocado no início de cada
célula, tanto na usinagem verde quanto no acabamento, com a identificação de

39
todos os componentes que são produzidos em cada célula. Nos supermercados
definido, no início de cada processo, o fluxo do estoque é gerenciado usando o
conceito “FIFO – First-in, First-out” (Primeiro a chegar, Primeiro a sair). Esses
supermercados são responsáveis por autorizar a produção dos componentes no
processo anterior, isso ocorre quando o lote de peça é consumido e o cartão Kanban
volta ao seu quadro de origem (Figura 8).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 8: Imagem ilustrativa do quadro Kanban
Os quadros foram projetados para receber as informações das peças e os
cartões Kanban, junto com a identificação por cores, facilitando o gerenciamento dos
itens e também melhorando a comunicação os operadores entre os turnos (Figura
9).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 9: Fotos do quadro usado no processo.

40
Dessa forma o quadro foi projetado com uma espécie de “régua”, onde ela
tem os horários do dia atual e do dia seguinte “HOJE & AMANHA”, assim é possível
programar e identificar o que está sendo produzido e o que produzir nos próximos
horários, todas essas “priorizações” são atualizadas diariamente conforme as
reuniões de produção, que ocorrem em todos os dias nos inícios dos turnos de
trabalho e é organizado pelos responsáveis da logística (Figura 10).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 10: Imagem ilustrativa da régua
O cartão da próxima peça a ser produzida é retirado do seu local e colocado
no horário que se estima a produção da mesma.
Essa régua também é usada para identificar quando existem algumas
atividades diferenciadas nas células, atividades como: produção de peças para
reposição, protótipos, previsão de setup e a parada para a manutenção preventiva.
Esses níveis de informações são feitas através de identificações usando os
cartões específicos (Figuras 11, 12 e 13).
Fonte: Material interno, FS Manufatura, 2008. Figura 11: Modelo de cartões Kanban e cartões de reposição
41
Fonte: Material interno, FS Manufatura, 2008. Figura 12: Modelo de cartões de Setup e cartões de manutenção
Fonte: Material interno, FS Manufatura, 2008. Figura 13: Modelo de cartões de prioridade e de cartões de prioridade
3.1.1 Significado das cores do colocada no quadro Kanban
Para dar priorização e facilitar a compreensão do cálculo da quantidade de
cartões, e também identificar no quadro o que uma determinada quantia de cartões
significa, foi montado um padrão de identificação por cores.
Essa identificação por cores melhora a sistemática de trabalho, ajudando a
identificar a necessidade de ter a flexibilidade das máquinas com a fabricação de
outros componentes, sem que o processo seja afetado (priorizando a produção).
A identificação foi feita usando três cores, sendo: verde, amarelo e vermelho
(Figura 14).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 14: Identificação dos cartões Kanban por cores e seus significados
Tamanho de Lote Proteção Lead-Time

42
- Verde – (Tamanho de Lote): Quantidade mínima a ser produzida – Nesse
caso ajuda a identificar aos operadores que se ele produzir a quantidade total de
cartões Kanban representadas pela cor verde, ele produzirá o mínimo suficiente para
atender a necessidade, e pode estar produzindo outros componentes críticos, mas
esse item ainda merece uma atenção especial.
- Amarelo – (Proteção): Quantidade para proteger as incertezas do
processo.
- Vermelho – (Lead–Time): Quantidade mínima para suprir a demanda
durante o tempo de resposta do processo.
As leituras dessas cores são feitas da direita para esquerda, quando estiver
aparecendo apenas às cores vermelha, significa que a quantidade de peça que está
em processo ou no estoque do processo consumidor, é o suficiente apenas para
suprir o tempo de setup e inicialização de um novo lote de produção. Quando as
cores são vermelhas e amarelas, significa que o que existe em processo e estoque
do processo consumidor atende o tempo de resposta mais as incertezas do
processo (quebra de equipamento), quando não tem nenhum cartão no quadro e
todas as cores estão visíveis, significa que o processo está sobre controle e o lote da
peça foi atendido para as necessidades dos próximos dias.
3.1.2 Cálculos das quantidades de cartões Kanban
Para a aplicação de dois Kanban no mesmo processo, sendo um na
usinagem verde e o outro na retifica/acabamento, foi necessário fazer cálculos
separados, onde esse cálculo se inicia de trás para frente, começando na
retifica/acabamento e depois na usinagem verde.
.

43
3.1.2.1 Cálculos de cartões Kanban na Retifica/Acabamento
3.1.2.1.1 Quantidade de cartões verdes
Cálculo da quantidade de cartões que representa o lote na retífica
(Equação 6).
Exemplo:
Produção Mensal = 1200
Quantidade Setups = 4
Múltiplo Tratamento Térmico = 60
Aplicando a fórmula no exemplo acima (Equação 7)
3.1.2.1.2 Quantidade de cartões Amarelos
Cálculo da quantidade de cartões que representa as incertezas na retífica
(Equação 8).
(6)
(7)
(8)

44
Exemplo:
Demanda Máxima Diária = 150
Múltiplo Tratamento Térmico = 60
Aplicando a fórmula no exemplo acima (Equação 9)
3.1.2.1.3 Quantidade de cartões Vermelhos
Cálculo da quantidade de cartões que representa o Lead-Time na retífica
(Equação 10).
Exemplo:
Demanda Máxima Diária = 150
Múltiplo Tratamento Térmico = 60
Lead Time = 2
Aplicando a fórmula no exemplo acima (Equação 11)
3.1.2.2 Cálculos de cartões Kanban na usinagem Verde
3.1.2.2.1 Quantidade de cartões verdes
Cálculo da quantidade de cartões que representa o lote na usinagem
(Equação 12).
(9)
(10)
(11)

45
Exemplo:
Produção Mensal = 1200
Quantidade Setups = 3
Múltiplo Tratamento Térmico = 60
Aplicando a fórmula no exemplo acima (Equação 13)
3.1.2.2.2 Quantidade de cartões Amarelos
Cálculo da quantidade de cartões que representa as incertezas na usinagem
(Equação 14).
Exemplo:
Número de cartões verdes retifica = 5
Múltiplo da retifica = 60
Múltiplo Tratamento Térmico = 60
Aplicando a fórmula no exemplo acima (Equação 15)
(12)
(13)
(14)
(15)

46
3.1.2.2.3 Quantidade de cartões Vermelhos
Cálculo da quantidade de cartões que representa o Lead-Time na Usinagem
(Equação 16).
Exemplo:
Número de cartões verdes da retifica = 5 Demanda média diária = 50
Múltiplo da retifica = 60
Múltiplo Tratamento Térmico = 60
Lead Time = 5
Aplicando a fórmula no exemplo acima (Equação 17)
Usando esses exemplos para montar a identificação das cores do quadro
Kanban na retifica e na usinagem verde temos os seguintes resultados (Figura 15):
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 15 Exemplo de quantidade de cartões de Kanban na parte usinagem verde e retifica
(16)
(17)
47
3.1.3 Atualização do Kanban
Os cálculos de quantidade de cartões Kanban na fábrica são realizados uma
vez por mês e ocorre no início de cada mês, após determinação do plano mestre de
produção.
Esses cálculos são feito em uma planilha do Excel, e usa como informação os
dados de demandas liquidas detalhadas com uma visão em um horizonte de 15
(quinze) dias. Após carregar as informações de demanda na planilha do Kanban, as
quantidades de cartões são sugeridas automaticamente pelos cálculos. É necessária
uma analise detalhada verificando se a quantidades de cartões sugeridas estão
coerente aos volumes de demanda, e se existe a necessidade de fazer alguma
correção nos cálculos. Com os dados prontos é necessário à manutenção de todos
os quadros Kanban da fábrica, quando necessário é feito a colocação de mais
cartões Kanban com as borrachas indicando as cores, as adições de cartões podem
gerar a necessidade de fabricar novos cartões Kanban, que são feitos de forma
artesanal usando imã e os recursos necessários para plastificar esses cartões. No
caso de corte, a retirada de cartão só é possível quando o mesmo estiver no quadro
Kanban, ou seja, nem sempre é possível concluir a manutenção em um determinado
espaço de tempo, isso depende muito do tempo de consumo das peças e o retorno
do cartão para o quadro, pois o cartão Kanban acompanha o lote físico das peças.
Considerando que o tempo necessário para montar as estratégias de produção
gerando o plano mestre seja de um dia, e são necessários mais dois ou três dias
para fazer todos os cálculos e as manutenções nos quadros, podemos considerar
que trabalhamos quatro dias no mês com as informações desatualizadas. Sabendo-
se que as demandas dos clientes variam ao longo do tempo, a fábrica só é
redimensionada se as variações forem acima de 10% para mais ou para menos,
toda variação abaixo desse percentual não é transmitido em tempo real para a
manufatura, consideram-se que os parâmetros aplicados nos cálculos absorvem
essas variações.

48
3.1.4 Relatório Kanban Report
Para auxiliar no gerenciamento das células, foi desenvolvido em Excel um
relatório nomeado como Kanban Report, esse relatório tem as características de
uma lista de falta, onde ele considera a demanda liquida extraída do sistema e o
estoque disponível na linha de montagem, ele considera a programação para os
próximos dias e desconta o saldo disponível na linha de montagem e calcula a
próxima falta em dias, considerando todo o tempo de processamento da peça desde
o início na usinagem verde até a disponibilização no estoque da linha de montagem,
ele sinaliza os itens que requer uma atenção especial (Figuras 16 e 17).
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 16: Kanban Report
Fonte: Material de treinamento interno, FS Manufatura, 2008. Figura 17: Kanban Report detalhado
Esse relatório é usado em nível gerencial sendo distribuído aos lideres de
produção, que recebe a responsabilidade de alertar os operadores sobre as
necessidades, isso contribui para o planejamento de cada célula de trabalho.

49
3.2 Máximos & Mínimos
Recentemente o sistema utilizado pela empresa teve uma atualização, essa
atualização possibilitou a integração de todos os departamentos da empresa, outra
grande mudança foi poder acompanhar os materiais dentro da empresa de forma
online, ou seja, tornou-se possível identificar onde os componentes se encontram
dentro do processo de fabricação, com isso surgiu oportunidades de desenvolver
melhorias no controle desses materiais, sendo ele pela rastreabilidade exigida pela
qualidade e também o controle de quantidade de material em cada ponto da fábrica,
melhorando assim as analises para tomada de decisão e a gestão sobre o
inventário. Com esse novo processo necessitou-se garantir a acurácia das
informações sistêmicas com o físico, como é o caso de saldo de componentes,
dessa forma além da prática do inventario físico geral da planta que é praticado uma
vez por ano, foi necessário à implantação do inventario cíclico, sendo feita nas peças
mais criticas.
As informações contidas no sistema usado pela empresa podem ser extraídas
usando uma espécie de relatório conhecido com cognos. Com as informações
extraídas por esse relatório, elas podem ser trabalhadas usando outros tipos de
arquivos como, por exemplo, o Excel.
Com o saldo físico sendo controlado pelo sistema, foi possível trabalhar com
outra ferramenta para gerenciamento de componentes no processo produtivo,
podendo ter o mesmo resultado que o Kanban de Produção, mas com sistemáticas
de trabalho diferente que poça ser mais bem aproveitado pelo ambiente aplicado,
ferramentas como máximos e mínimos.
Para esse ambiente de trabalho a ferramenta de máximos e mínimos estaria
apenas substituindo o Kanban de Produção, o mesmo ainda trabalharia com o
sistema misto de programação, onde utiliza o “MRP – Material Requirement
Planning” para gerar as necessidades dos componentes usando com base o plano
mestre de produção e utilizando a ferramenta de máximos e mínimos para
programação de peças fabricadas.
Para poder trabalhar com essa ferramenta de máximos e mínimos é
necessário algumas informações, tais como:
- Número dos itens.
50
- Qual a célula de fabricação.
- Previsão de consumo futuro, de no mínimo 15 dias.
- Parâmetros de estoque conforme classificação ABC.
- Informação do múltiplo do lote por peça.
- Informação do lote Mínimo e o Máximo.
3.3 Definição de lote máximo e mínimo
Para a definição dos lotes considerados como máximos e mínimos, é
necessário avaliação detalhada dos itens, pois para cada componente existem
particularidades que possa a vir interferir no resultado do cálculo.
As informações necessárias para esse cálculo estão listadas abaixo:
- T = Média diária de consumo (média diária de produção).
Para cálculo da média diária, é considerado um horizonte de 15 dias uteis,
assim como era o Kanban de Produção.
- SS = Safety Stock (estoque de segurança) + classificação ABC.
- LT = Lead Time, considerando a disponibilidade do material (CT + QT).
- FE = Frequência de entrega ou agrupamento
- CT = Tempo de ciclo do componente
- QT = Tempo de espera do componente
Com essas informações, a fórmula matemática aplicada fica (Equação 18):
Min = (SS + LT) x T
Max = Min + FE x T
Para as informações de Safety Stock “SS” usado na fórmula de mínimo, são
considerados os resultados obtidos na classificação ABC.
(18)

51
Essa classificação tornou-se padrão para a organização (Figura 18):
Fonte: Material de treinamento interno, FS Manufatura, 2012. Figura 18 – Definição da estratégia da classificação ABC
No quadro acima está à classificação ABC determinada como padrão pela
empresa, onde 80 % dos itens com maior valor é classificado como itens “A”, para
esses itens a estratégia de dias de estoque em “casa” “DOH – Days On Hand” (dias
em casa) é de no mínimo 5 (cinco) dias e o máximo 10 (dez) dias, para os itens que
receberam classificação “B” que representam 13% do total de itens, o mínimo é 10
(dez) dias e o máximo é 20 (vinte) dias, os itens que receberam classificação “C” que
representam 7 % do total de itens, o mínimo é de 20 (vinte) dias e o máximo 30
(trinta) dias.
3.4 Método de trabalho com máximos e mínimos
3.4.1 Utilização da ferramenta de máximos e mínimos.
Para a utilização da ferramenta de máximos e mínimos não é necessário
utilização de quadros usados como gestão visual assim como o caso da ferramenta
Kanban aplicada nesse ambiente, trata-se de um relatório que está sendo calculado
em Excel e que utiliza as informações de saldo extraída do sistema, essas
informações abastecem a planilha de cálculos que automaticamente informa os
resultados por peças, que foram agrupadas por célula de fabricação e usa cores
para sinalizar o status de cada item, além de conter informações importantes que
ajuda no auxilio aos operadores no momento de priorizar a produção, esses
relatórios são impressos e distribuído aos lideres responsáveis pela manufatura.
52
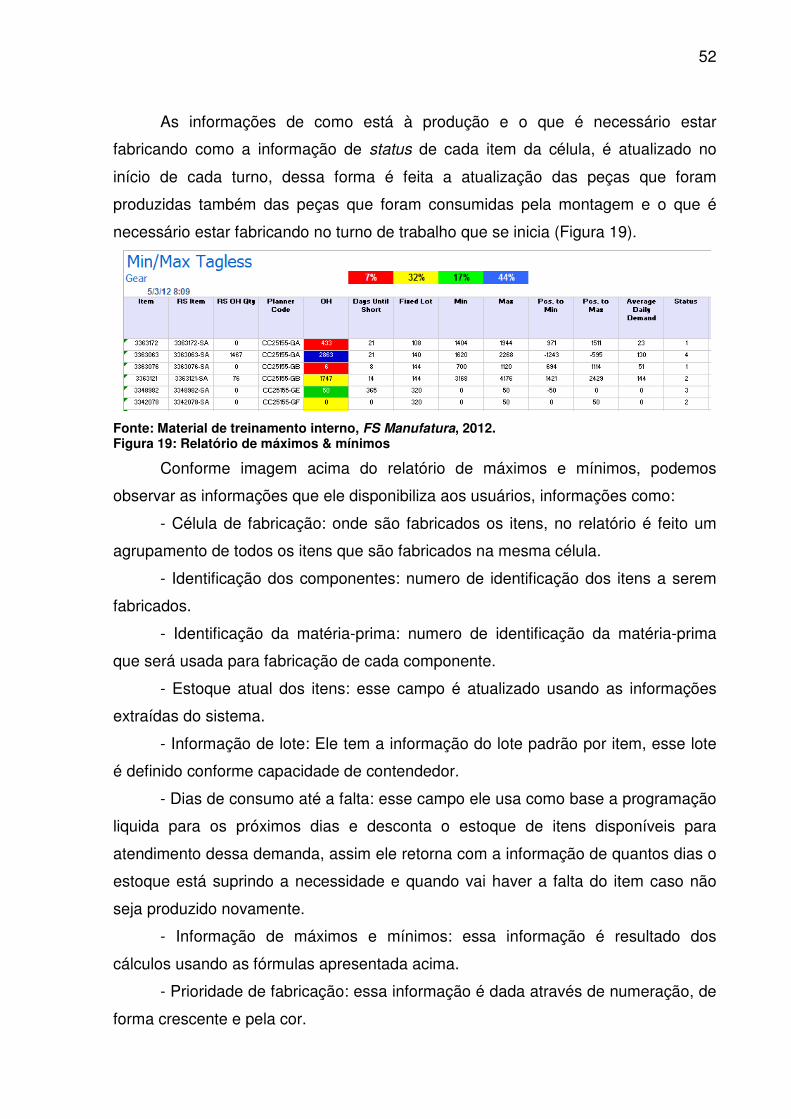
As informações de como está à produção e o que é necessário estar
fabricando como a informação de status de cada item da célula, é atualizado no
início de cada turno, dessa forma é feita a atualização das peças que foram
produzidas também das peças que foram consumidas pela montagem e o que é
necessário estar fabricando no turno de trabalho que se inicia (Figura 19).
Fonte: Material de treinamento interno, FS Manufatura, 2012. Figura 19: Relatório de máximos & mínimos
Conforme imagem acima do relatório de máximos e mínimos, podemos
observar as informações que ele disponibiliza aos usuários, informações como:
- Célula de fabricação: onde são fabricados os itens, no relatório é feito um
agrupamento de todos os itens que são fabricados na mesma célula.
- Identificação dos componentes: numero de identificação dos itens a serem
fabricados.
- Identificação da matéria-prima: numero de identificação da matéria-prima
que será usada para fabricação de cada componente.
- Estoque atual dos itens: esse campo é atualizado usando as informações
extraídas do sistema.
- Informação de lote: Ele tem a informação do lote padrão por item, esse lote
é definido conforme capacidade de contendedor.
- Dias de consumo até a falta: esse campo ele usa como base a programação
liquida para os próximos dias e desconta o estoque de itens disponíveis para
atendimento dessa demanda, assim ele retorna com a informação de quantos dias o
estoque está suprindo a necessidade e quando vai haver a falta do item caso não
seja produzido novamente.
- Informação de máximos e mínimos: essa informação é resultado dos
cálculos usando as fórmulas apresentada acima.
- Prioridade de fabricação: essa informação é dada através de numeração, de
forma crescente e pela cor.

53
As cores são usadas para sinalizar o Status de cada componente, o que
contribui para a priorização da fabricação dos itens conforme a necessidade, e
também facilita o gerenciamento das células, onde recebe o nome de “Régua
Gráfica”, tendo os seguintes significados:
- Vermelho: Corresponde a 50 % do valor de mínimo.
Exemplo: mínimo 100 (cem) peças, o que tiver saldo abaixo de 50 (cinquenta)
peças está no vermelho.
- Amarelo: Corresponde a 50,1 % do valor de mínimo até a média do mínimo
& máximo (mínimo + máximo).
Exemplo: mínimo 100 (cem) peças, máximo 200 (duzentas) peças e média
150 (cento e cinquenta) peças.
Amarelo > ou = 51 (cinquenta e uma) peças e < ou = 150 (cento e cinquenta)
peças.
- Verde: Corresponde à média do mínimo máximo até o máximo.
Exemplo: mínimo 100 (cem) peças, máximo 200 (duzentas) peças e média
150 (cento e cinquenta) peças.
Amarelo > ou = 150 (cento e cinquenta) peças e < ou = 200 (duzentas) peças
- Azul: Corresponde ao que está acima do máximo.
Exemplo: máximo 200 (duzentas) peças
Azul > ou = 201 (duzentas e uma) peças
O relatório disponibiliza por célula de fabricação um consolidado de quantos
itens estão em Vermelho, Amarelo, Verde e Azul. Esse tipo de informação é usado
de forma gerencial para tomada de decisões.
Para um controle gerencial de forma macro, é possível montar gráficos de
acompanhamento de níveis de estoque conforme abaixo, sendo por célula, por
processo (verde/acabamento) ou pela unidade de negócio (Figura 20).
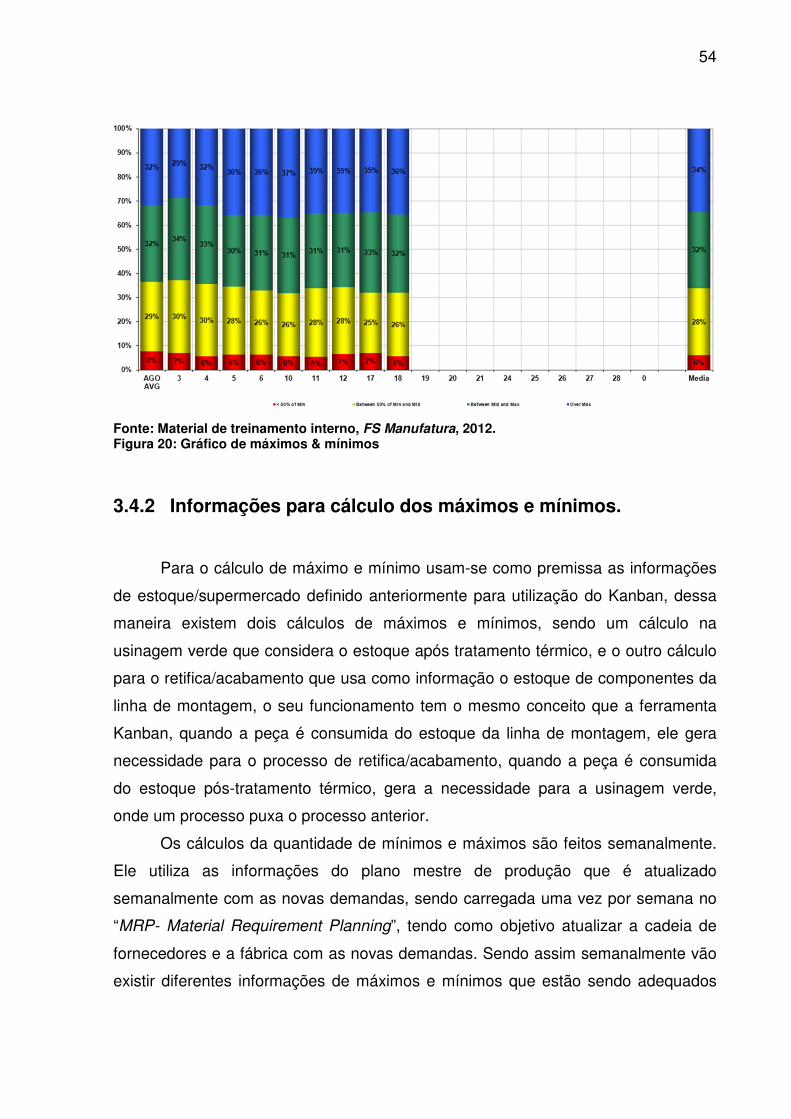
54
Fonte: Material de treinamento interno, FS Manufatura, 2012. Figura 20: Gráfico de máximos & mínimos
3.4.2 Informações para cálculo dos máximos e mínimos.
Para o cálculo de máximo e mínimo usam-se como premissa as informações
de estoque/supermercado definido anteriormente para utilização do Kanban, dessa
maneira existem dois cálculos de máximos e mínimos, sendo um cálculo na
usinagem verde que considera o estoque após tratamento térmico, e o outro cálculo
para o retifica/acabamento que usa como informação o estoque de componentes da
linha de montagem, o seu funcionamento tem o mesmo conceito que a ferramenta
Kanban, quando a peça é consumida do estoque da linha de montagem, ele gera
necessidade para o processo de retifica/acabamento, quando a peça é consumida
do estoque pós-tratamento térmico, gera a necessidade para a usinagem verde,
onde um processo puxa o processo anterior.
Os cálculos da quantidade de mínimos e máximos são feitos semanalmente.
Ele utiliza as informações do plano mestre de produção que é atualizado
semanalmente com as novas demandas, sendo carregada uma vez por semana no
“MRP- Material Requirement Planning”, tendo como objetivo atualizar a cadeia de
fornecedores e a fábrica com as novas demandas. Sendo assim semanalmente vão
existir diferentes informações de máximos e mínimos que estão sendo adequados

55
aos volumes de mercado, tornando-se uma informação dinâmica, assim como as
necessidades do mercado.
Em outras palavras a fábrica recebe semanalmente novas métricas de
produção sendo consequência das variações das demandas de mercado.
3.5 Resultados obtidos
Os resultados obtidos com o sistema de máximos e mínimos foram
satisfatórios de maneira que o objetivo foi alcançado, onde anteriormente com a
ferramenta Kanban o tempo para que uma variação de demanda até 10% chega-se
à operação poderia variar, levando em consideração o período que ocorreu a
variação da demanda, por exemplo: como o cálculo do Kanban acontecia sempre na
primeira semana de cada mês e após esse período se tivesse alguma variação até
10%, essa variação só era considerada no cálculo do próximo mês (Figura 21).
Fonte: O Autor, 2012. Figura 21: Frequência de atualizações do sistema Kanban
Conforme imagem acima, podemos visualizar que o tempo para atualização
do Kanban pode chegar até 20 dias úteis, considerando que a variação ocorresse
logo na primeira semana após o cálculo do sistema Kanban.
Com o sistema de máximos e mínimos o período de atualização diminui em
torno de 75%, chegando a um intervalo de atualização de 5 dias úteis (Figura 22).
Fonte: O Autor, 2012. Figura 22: Frequência de atualizações do sistema de máximos e mínimos
Com o sistema de máximos e mínimos, a fábrica recebe semanalmente as
informações de variações de demandas, o que possibilita que sejam tomadas as

56
ações necessárias para se adequar ao novo cenário atendendo as demandas dos
clientes e mantendo as metas de inventário.
4 CONCLUSÃO
Analisando o funcionamento das duas ferramentas apresentadas nessa
monografia podemos concluir que ambas tem os mesmos conceitos e os mesmos
objetivos, porém tem sistemáticas de trabalho e requisitos diferentes para seu
funcionamento.
O Kanban de produção é uma ferramenta que atua de forma manual, onde
depende da movimentação física de cartões junto com os lotes de peças e oferece
uma gestão visual aos operadores através dos quadros de Kanban, pode ser
considerada uma ferramenta ideal para implantação de um modelo de gestão de
materiais em processos que ainda não utiliza nenhum modelo de gestão, ou até
mesmo aos casos que estão passando por melhorias, pois seu requisito de
funcionamento contribuiu para o desenvolvimento de cultura e disciplina no ambiente
de produção, também é caracterizado por “proteger” a fábrica de oscilações de
mercado muito instável, nivelando os níveis de produção da fábrica.
Já o sistema de máximos e mínimos é uma ferramenta totalmente dinâmica
que atua de forma sistêmica, seu funcionamento pode ser através da utilização de
um sistema específico ou até mesmos em outros tipos de programas, como é o caso
do Excel. Essa ferramenta tem como principal exigência além da cultura e disciplina
operacional madura, a qualidade das informações que serão usadas pela
ferramenta, algumas informações como: estoques físicos e sistêmicos e estrutura
dos produtos.
O ambiente estudado nessa monografia já possui uma cultura madura, que foi
desenvolvida através da utilização do Kanban de Produção, esse fator possibilitou à
aplicação da ferramenta de máximos e mínimos sem grandes impactos no processo
que poderiam ser causados pela falta de cultura, onde o principal objetivo foi
alcançado e surgiram outros benefícios junto com a implantação da ferramenta.
Concluiu-se que o sistema de máximos e mínimos é uma ferramenta eficiente
e adequada para o ambiente estudado nessa monografia.

57
4.1 Considerações Finais
Os resultados obtidos tornaram a ferramenta atrativa, dessa maneira foram
avaliadas maneiras de implantá-la usando o próprio sistema da empresa
substituindo o Excel.
A implantação da ferramenta de máximos e mínimos através do sistema
trouxe além da redução do tempo de atualização outros ganhos, tais como redução
na probabilidade de erro nos cálculos que passaram tender à zero, ainda não é
possível afirmar que não existe probabilidade de erros, pois os cálculos dos
parâmetros ainda são feitos e inseridos no sistema manualmente, redução de custo
com os quadros e os cartões Kanban que contava com o auxilio de 25 (vinte e cinco)
quadros distribuídos pela fábrica e a manutenção de cada quadro custa em média
R$350,00, (trezentos e cinquenta reias) além dos cartões Kanban que quando o
volume aumenta ou o cartão que está em utilização se danifica, é necessário
confeccionar para substituí-lo, o custo unitário é de R$ 1,20 (um real e vinte
centavos), nos últimos meses de utilização do Kanban existiam na fábrica em torno
de 1500 (um mil e quinhentos reais) cartões. Considerando que em um ano 40% dos
quadros necessitem de manutenção o que equivale a 10 (dez) quadros com um
custo de R$ 350,00 (trezentos e cinquenta reais) cada, o custo total é de R$
3.500,00, (três mil e quinhentos reais) para os cartões Kanban considerando que
50% do volume de cartões existentes precisam ser confeccionados para reposição
dos cartões danificados ou suportar o aumento de produção, esse volume equivale a
750 (setecentos e cinquenta) cartões, com um custo de R$1,20 (em real e vinte
centavos) cada, o custo total fica em torno de R$900,00 (novecentos reais), sendo
assim os custos anuais com as manutenções de quadros e cartões acumulam em
R$ 4.400,00 (quatro mil e quatrocentos reais).
Com a utilização do sistema de máximos e mínimos para gerenciamento de
componentes no processo produtivo, gerou alguns desconfortos por parte
operacional, pois é um sistema que não necessita de quadros ou cartões visuais
para seu funcionamento assim como o Kanban, necessitando apenas das
informações geradas através de relatórios e distribuído aos responsáveis pelas
células de trabalho.
58
Outro ponto que questionou a viabilidade da implantação da ferramenta é a
oscilação constante da demanda, o que dificulta o planejamento da fábrica, para
atender as metas operacionais que estão ligadas diretamente aos volumes de
produção estipulados no início do mês, pois o sistema de máximos e mínimos tem
sua função de administrar o ritmo de produção e toda variação de demanda tanto
para mais quanto para menos são absorvidos pela ferramenta, e um novo ritmo de
produção é determinado ao processo produtivo considerando os parâmetros
estipulados.
Tendo pontos fracos que questionam a viabilidade da ferramenta de máximos
e mínimos, sugere-se que novos estudos sobre essa ferramenta sejam feitos, a fim
de eliminar todos os pontos que possam questionar a sua viabilidade.

59
REFERÊNCIAS BIBLIOGRÁFICAS
Chiavenato, Idalberto. Administração – Teoria, processo, e prática. São Paulo:
Pearson Education do Brasil, 2000.
Chiavenato, Idalberto. Introdução à teoria geral da administração. 2. ed. Rio de
Janeiro: Campus, 2000.
Dias, Marco Aurélio P. Administração de Materiais: uma abordagem logística. 4. ed.
São Paulo: Atlas, 1993
Martins, Petrônio Garcia Campos, Paulo Renato. Administração de Materiais e
Recursos Patrimoniais. Ed Saraiva, 2000
Martins, Petrônio Garcia Laugeni, Fernando Piero. Administração da Produção. Ed
Saraiva, 2000
Material de treinamento interno: FS Manufatura, 2008. Moreira, Daniel Augusto: Administração da produção e operações. Ed Cengage
Learning, 2011.
Moura, Reinaldo Aparecido. Kanban – A simplicidade do controle da produção. 7.
ed. São Paulo: IMAM, 2007.
Ohno, Taiichi. O sistema Toyota de Produção: além da produção em larga escala.
Trad. Cristina Schumacher – Porto Alegre: Bookman, 1997.
Pace, João Henrique. O Kanban na prática – Rio de Janeiro: Qualitymark, 2003.

60
BIBLIOGRAFIA CONSULTADA
<http://www.guialog.com.br/ARTIGO184.htm> acesso em 12 Jun. 2012
<http://www.brasilescola.com/geografia/taylorismo-fordismo.htm>acesso em 12 Jun.
2012