Embed Size (px)
Citation preview

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 1
CAMPEONATO DE ARAGÓN DE FORMACIÓN PROFESIONAL
2011
4. MECATRÓNICA Colabora:
Aragón Skills 2011 Skill 4. Mecatrónica
v.1 2
FECHA Fecha: 4 y 5 de Febrero de 2011 Lugar: Feria de Zaragoza, pabellón 7
HORARIO: Viernes 4: De 10:00 a 20:00 h. Sábado 5: De 9:00 a 14:00h.
De 17:00 a 19:00 h Entrega de medallas. CENTROS INVITADOS
IES. SIGLO XXI (Pedrola) IES VIRGEN DEL PILAR (Zaragoza) IES TUBALCAÍN (Tarazona) IES EMILIO JIMENO (Calatayud) IES CINCO VILLAS (Ejea de los Caballeros) IES F. LÁZARO CARRETER (Utrillas) IES PABLO SERRANO (Andorra) IES SEGUNDO DE CHOMÓN (Teruel) IES VIRGEN DEL PILAR (Zaragoza) C. SALESIANOS LAVIAGA CASTILLO (La Almunia). C. SALESIANOS NTRA. SRA. DEL PILAR (Zaragoza)
PARTICIPANTES • Cada centro podrá proponer 1 equipo , formado por dos alumnos . • Deberán ser alumnos/as matriculados/as en algún Ciclo de Formación Profesional
en el curso 2010/11, en el centro que realice la inscripción. • La edad de los alumnos propuestos por los centros no deberá superar los 25 años
(podrán participar aquellos que como máximo cumplan 25 años durante el año 2011) • Las cuestiones relacionadas con el alojamiento y la manutención correrán a cargo de
la organización de Aragón Skills. • Cada centro educativo determinará el sistema de selección de sus representantes. • Cada centro educativo designará a un jefe de equipo, que será responsable de
acompañar a los competidores de su centro en los desplazamientos y posibles alojamientos, además de orientar y apoyar durante la competición.
APORTACIÓN DE HERRAMIENTAS Cada equipo ha de aportar las herramientas que considere necesarias para el montaje eléctrico y mecánico y puesta a punto de las estaciones FESTO MPS. Se entiende que se trata de herramientas propias de la profesión.
La Organización proporcionará todos los cables, las terminaciones de cables y ataduras para cables, así como tubo neumático necesario para la conexión de elementos neumáticos.
DESCRIPCIÓN DE LAS PRUEBAS Se han planteado una secuenciación de pruebas de modo que cada una de ellas, en sí misma, tenga sentido desde el punto de vista de la práctica laboral real y así mismo se haga patente además que forma parte de un proyecto global de trabajo y por tanto que es un estadio del proceso de “Instalación, programación, puesta en marcha, mantenimiento y optimización o mejora continua de una línea de producción automatizada”
La línea de producción automatizada a instalar, programar, poner en marcha, mantener y mejorar consiste en:
- El primer puesto de trabajo almacena productos semielaborados para la posterior alimentación de piezas a procesar al sistema.
- El segundo puesto de trabajo o estación verifica que las piezas semielaboradas aportadas por la estación anterior cumple los requisitos necesarios. Si los cumple dejará pasar las piezas al puesto de trabajo siguiente. Si no los cumple retirará del proceso productivo la pieza defectuosa.

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 3
- El tercer puesto de trabajo simula un mecanizado y realiza un testeo de las piezas antes de seguir al siguiente puesto
- El cuarto puesto de trabajo realiza una clasificación de las piezas.
EQUIPAMIENTO PARA LAS PRUEBAS MECATRÓNICA Estación 1: Estación de Distribución: La estación de Distribución almacena y aporta piezas semielaboradas al proceso de producción. Hay hasta ocho piezas en el tubo del almacén de apilado. Un cilindro de doble efecto expulsa las piezas individualmente. El módulo Cambiador sujeta la pieza separada por medio de una ventosa. El brazo del cambiador, que es accionado por un actuador giratorio, transporta la pieza al punto de transferencia de la estación posterior.
Estación 2: Estación de Verificación: La estación de Verificación detecta si las piezas semielaboradas aportadas por la estación de distribución cumplen determinadas especificaciones, en cuanto a tipo de material, forma y tamaño. Si las cumplen deja pasar las piezas a la siguiente estación. Si no las cumplen las retira de la línea de producción. Distingue las piezas con la ayuda de un sensor óptico y un sensor capacitivo. Un sensor de retro-reflexión supervisa si el espacio operativo está libre después de que la pieza haya sido elevada por un cilindro lineal. Un sensor analógico mide la altura de la pieza. Un cilindro lineal guía las piezas correctas hacia la estación siguiente, a través de la rampa con colchón de aire. Las piezas defectuosas son rechazadas a través de la rampa de aire inferior.
Estación 3: Estación de Proceso: Las funciones de la estación de Proceso son:
- Verificar las características de piezas (posición correcta, taladro)
- Mecanizar piezas
- Suministrar piezas a una estación posterior
Estación 4: Estación de Clasificación: La sección de transporte puede derivarse para la clasificación, donde se activan diferentes topes desviadores según el tipo de pieza.
Las piezas deben entrar individualmente para que no se vean afectadas por los movimientos de conmutación de los topes desviadores.
En la estación de Clasificación, las piezas son clasificadas en tres rampas, de acuerdo con el material y el color.
Un sensor óptico de reflexión detecta las piezas que entran en el transportador.
Las características de la pieza (negra, roja, metálica) son detectadas por unos sensores situados en la entrada, frente al dispositivo de retención, y es clasificada en la rampa apropiada a través de los topes desviadores, los cuales se mueven por medio de cilindros de carrera corta.
Un sensor óptico de reflexión supervisa el nivel de llenado de las rampas.

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 4
RELACIÓN ESQUEMÁTICA DE LAS PRUEBAS (Aproximadamente 2 meses antes de la competición se remitirán a los equipos participantes los test projets correspondientes a c ada una de las pruebas, test project que se modificarán en un máximo de un 15 % en el mo mento de la competición)
Prueba 1: Montaje completo, programación y puesta e n marcha de la estación de
Distribución. Planteamiento: Eres el responsable del envío de una estación de trabajo de una línea de producción comprada por un cliente en Reino Unido, para ser usada en automatización parcial de su proceso de producción.
Tarea: Monta, cablea y coloca tubos en la estación de trabajo de tu responsabilidad en la placa perfilada de aluminio según la documentación que se te dé. Desarrolla un programa y pon en marcha la estación de la línea de producción según especificaciones que te indique el jurado.
Tu tarea esta completa cuando:
La estación de la línea de producción ha sido mecánicamente montada, correctamente cableada, conectada y está garantizado su correcto funcionamiento (evaluación basada en la utilización de la caja de simulación).
Está garantizada la correcta ejecución del programa mediante la activación del PLC (evaluación basada en el PLC)
El sistema sigue las especificaciones (según “el acuerdo de práctica profesional”).
Tiempo máximo 180 min.
Prueba 2: Montaje completo, programación y puesta e n marcha de la estación de Verificación.
Planteamiento: Eres el responsable del envío de una estación de trabajo de una línea de producción comprada por un cliente en Reino Unido, para ser usada en automatización parcial de su proceso de producción.
Tarea: Monta, cablea y coloca tubos en la estación de trabajo de tu responsabilidad en la placa perfilada de aluminio según la documentación que se te dé. Desarrolla un programa y pon en marcha la estación de la línea de producción según especificaciones que te indique el jurado.
Tu tarea esta completa cuando:
La estación de la línea de producción ha sido mecánicamente montada, correctamente cableada, conectada y está garantizado su correcto funcionamiento (evaluación basada en la utilización de la caja de simulación).
Está garantizada la correcta ejecución del programa mediante la activación del PLC (evaluación basada en el PLC)
El sistema sigue las especificaciones (según “el acuerdo de práctica profesional”).
Tiempo máximo 180 min. Prueba 3: Mantenimiento y detección de averías del conjunto de los puestos productivos
montado y programado en las pruebas anteriores
Planteamiento : Con las estaciones que se han montado en las pruebas anteriores, se han de realizar trabajos tanto de mantenimiento preventivo como correctivo. Tarea: Por un lado hemos de realizar una tarea de mantenimiento de la máquina y por otro lado, un error se ha presentado en el sistema. Al menos dos componentes están dañados, mal calibrados o mal montados y necesitan ser identificados y reparados.
Aragón Skills 2011 Skill 4. Mecatrónica
v.1 5
La tarea estará terminada cuando: • El sistema ha sido re ensamblado mecánicamente, se ha cableado y conectado
correctamente, y su funcionamiento correcto está garantizado (basado en una evaluación utilizando la caja de simulación)
• Se garantiza la ejecución correcta del programa con la activación del PLC de cada estación según el funcionamiento de la prueba anterior (basado en evaluación / tablero del PLC)
• El sistema cumple con las especificaciones (establecidas en el “Acuerdo sobre Prácticas Profesionales”, el cual ha sido proporcionado)
Tiempo máximo 60 min.
Prueba 4: Ensamblado total de la línea de producció n: ensamblado de las 4 estaciones montadas y en funcionamiento y puesta en marcha de la misma.
Planteamiento
Eres el responsable del envío de una línea de producción comprada por un cliente en Reino Unido, para ser instalada y puesta en marcha en su empresa.
Tarea
Ensambla y cablea lo necesario para la configuración de la línea de producción completa en concordancia con la documentación.
Adapta los programas que cada estación o conjunto tiene (desde el centro escolar se tendrán que traer las estaciones de proceso y clasificación programadas previamente según instrucciones que se darán a los equipos participantes) para conseguir el funcionamiento global según especificaciones.
Tu tarea esta completa cuando:
La línea de producción ha sido ensamblada mecánicamente, conectada, cableada correctamente y su correcta operación está garantizada (basado en la evaluación utilizando la caja de simulación).
Se garantiza la correcta ejecución del programa con la activación de los PLC (basado en la evaluación/ tablero del PLC)
El sistema cumple con las especificaciones (establecidas en el “Acuerdo sobre Prácticas Profesionales”, el cual ha sido proporcionado)

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 6
CRITERIOS DE EVALUACIÓN Y PUNTUACIÓN Se elaborará una hoja de evaluación por cada prueba a desarrollar sobre la que se describirán los criterios de evaluación y puntuación. En esta hoja habrá unas tablas en las que se puntuará de manera secuenciada y ordenada los ítems de los cuatro criterios básicos de evaluación: • Evaluación basada en la caja de simulación. • Evaluación basada en el funcionamiento a través del PLC • Evaluación basada en el “Acuerdo de práctica profesional” • Evaluación de tiempo. Primera Prueba
Descripción Evaluación Evaluación Máxima
Puntos por operación basada en la caja de simulación (comprobación del correcto cableado de la máquina)
7
Puntos por operación basada en el PLC (comprobación correcto funcionamiento del programa realizado)
17
Puntos por Práctica profesional 5
Puntos por Evaluación del tiempo 5
Total de Puntos 34
Segunda Prueba Descripción Evaluación Evaluación Máxima
Puntos por operación basada en la caja de simulación (comprobación del correcto cableado y puesta en marcha de la máquina)
7
Puntos por operación basada en el PLC (comprobación correcto funcionamiento del programa realizado)
17
Puntos por Práctica profesional 5
Puntos por Evaluación del tiempo 5
Total de Puntos 34
Tercera Prueba Descripción Evaluación Evaluación Máxima
Puntos por operación basada en la caja de simulación (comprobación del correcto cableado y puesta en marcha de la máquina). Cada ítem no resuelto restará el global
0
Puntos por operación basada en el PLC (comprobación correcto funcionamiento del programa realizado). Cada ítem no resuelto restará el global
0
Puntos por Práctica profesional. Cada ítem no resuelto restará el global
0
Puntos por Evaluación del tiempo 10
Total de Puntos 10

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 7
Cuarta Prueba Descripción Evaluación Evaluación Máxima
Puntos por operación basada en la caja de simulación (comprobación del correcto cableado y puesta en marcha de la máquina).
No aplica No aplica
Puntos por operación basada en el PLC (comprobación correcto funcionamiento del programa realizado).
10
Puntos por Practica profesional 2,5
Puntos por Evaluación del tiempo 9,5
Total de Puntos 22
Cómo se realiza la Evaluación del Tiempo : Descripción Evaluación Evaluación Máxima
Evaluación de Tiempo: (solamente si el número máximo de puntos se alcanza con la Placa de PLC y la Caja de Simulación y por lo menos se tienen el 80% de los puntos en la práctica profesional)
Puntos por tiempo = (Tiempo Máximo – Tiempo Actual) x Máx. Puntuación /( Tiempo Máximo – Tiempo Mínimo)
El tiempo mínimo será el 50% del tiempo máximo. Cómo se realiza la Evaluación de la práctica profes ional: Cada desviación de la práctica profesional dará lugar a restar o sumar puntos dependiendo de cada prueba. Ver Anexo de práctica profesional.
SECUENCIACIÓN DE LAS PRUEBAS HORA TAREAS A REALIZAR
8:00 VERIFICACIÓN EQUIPOS. Y PRESENTACIÓN DEL JURA DO Y PARTICIPANTES
9:00 PRUEBA 1: EXPLICACIÓN Y RESOLUCIÓN DE DUDAS PO R PARTE DEL JURADO.
9:30 – 12:30 DESARROLLO PRUEBA 1 12:30 – 13:00 EVALUACIÓN Y DESCANSO
15:00
PRUEBA 2: EXPLICACIÓN Y RESOLUCIÓN DE DUDAS POR PARTE DEL JURADO.
15:30 – 18:30 DESARROLLO PRUEBA 2 18:30 -19:00 EVALUACIÓN
9:00 – 9:30 PRUEBA 3: EXPLICACIÓN Y RESOLUCIÓN DE D UDAS POR
PARTE DEL JURADO 9:30 – 10:30 DESARROLLO PRUEBA 3 10:30 – 11:00 EVALUACIÓN Y DESCANSO
11:00 PRUEBA 4: EXPLICACIÓN Y RESOLUCIÓN DE DUDAS P OR PARTE DEL JURADO.
11:30 – 13:30 DESARROLLO PRUEBA 4 13:30 – 14:00 EVALUACIÓN
En caso de que algún competidor no terminase en el tiempo previsto la primera o segunda pruebas, tendrá desde las 19:00 h. del día 4 de febrero hasta las 20:00 h del mismo día para acabar con la ayuda del experto de su centro.

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 8
LISTA DE MATERIALES Y EQUIPOS NECESARIOS A APORTAR POR CADA EQUIPO PARTICIPANTE:
Cada equipo tiene que traer: Cantidad Dimensiones Tipo
PLC con Tarjetas de PLC ya montadas: entradas digitales: 16 salidas digitales16 Fuente de alimentación CABLE DE CONEXIÓN CON PC
4 24 VCC 24 VCC, 400 mA
Conexiones entre PLC y estaciones según procedimiento de Festo (syslink)
Estación Festo MPS totalmente equipadas INCLUYENDO MANUALES,PLANOS E INSTRUCCIONES DE MONTAJE
1
ESTACIÓN DE DISTRIBUCIÓN
. Estación Festo MPS totalmente equipada INCLUYENDO MANUALES, PLANOS E INSTRUCCIONES DE MONTAJE
1 ESTACIÓN DE VERIFICACIÓN
Estación Festo MPS totalmente equipada INCLUYENDO MANUALES, PLANOS E INSTRUCCIONES DE MONTAJE
1 ESTACIÓN DE PROCESO
Estación Festo MPS totalmente equipada INCLUYENDO MANUALES, PLANOS E INSTRUCCIONES DE MONTAJE
1 ESTACIÓN DE CLASIFICACIÓN
JUEGO DE PIEZAS
Ordenador Mínimo 1
El software para programar y comunicar el PLC Mínimo 1
Cable de comunicación entre PC Y PLC Mínimo 1
Caja de simulación de Festo Aconsejable 1
Cables con clavija de 4 mm de diámetro. Longitud mínima de 250 mm
Mínimo 9
Cables con clavija de 4 mm de diámetro. Longitud mínima 1500 mm.
Mínimo 1
Última versión de los manuales Festo de las estaciones, y puede ser en soporte papel o informático
Aragón Skills 2011 Skill 4. Mecatrónica
v.1 9
NOTA:
• La organización proporcionará transporte para las estaciones FESTO MPS que necesitan los equipos participantes para la competición, que cada centro aportará.
• La organización se compromete a devolver las estaciones en condiciones de uso a los centros participantes después de la competición.
• Cualquier modificación o cambio en las pruebas será comunicada a los equipos participantes con la mayor brevedad posible
JURADO Jefe de Expertos:……………..Raúl Rada Martínez (IES Siglo XXI) ([email protected]) Adjunto Jefe de Expertos: …..Gonzalo Olmo Correcher Experto:…………………….. Por determinar Experto:…………………….. Por determinar Experto:…………………….. Por determinar Experto:……………………... Profesional del sector (por determinar)
PREMIOS El primer clasificado representará a Aragón en el Campeonato de España de Formación Profesional a celebrarse en Madrid del 04 al 08 de abril de 2011. Con tal motivo se organizará un periodo de preparación previo a la celebración del Campeonato de España, al que será necesario asistir. INSCRIPCIÓN La inscripción se realizará del 25 de octubre al 22 de noviembre de 2010 , remitiendo la hoja de inscripción al Correo Electrónico: [email protected] o al FAX 976 715552
Aragón Skills 2011 Skill 4. Mecatrónica
v.1 10
CAMPEONATO DE FORMACIÓN PROFESIONAL 2011
4. Mecatrónica HOJA DE INSCRIPCIÓN
CENTRO EDUCATIVO
Apellidos Nombre Fecha nacimiento Dirección Teléfono Ciclo Formativo
PA
RT
ICIP
AN
TE
1
Correo Electrónico Apellidos Nombre Fecha nacimiento Dirección Teléfono Ciclo Formativo
PA
RT
ICIP
AN
TE
2
Correo Electrónico Apellidos Nombre Teléfono Contacto
Jefe
Equ
ipo
Correo Electrónico Remitir a: [email protected] o al FAX 976 715552 Periodo de inscripción: del 25 de octubre al 22 de noviembre de 2010

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 11
ANEXO: Acuerdo sobre práctica profesional. Acuerdo general que se particularizará para cada una de las pruebas.
Mecánica PP- Nr.
ok not ok
M - 10 Diseño: Tubos y cables
separados en la placa
perfilada.
M – 20 Está permitido juntar cables,
tubos y fibra óptica si están
montados sobre un módulo
con movimiento.
M – 30 Las bridas de sujeción de los
cables han de ser cortadas al
ras para evitar cortes.
M – 40 La distancia entre bridas no
ha de sobrepasar los 40 – 50
mm.
M – 50 La distancia entre dos
soportes para embridar
colocadas en la placa
perfilada consecutivas no
será de más de 100 – 120 mm.
M – 60 La distancia desde el punto
de conexión hasta la primera
brida será de 60 +/- 5mm

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 12
M – 70 Los movimientos de todos los
actuadores y elementos de
trabajo han de estar libres de
colisión
Colisión entre cables,
actuadores o elementos de
trabajo durante la evaluación.
M – 80 No debe de haber
herramientas en la estación
M – 90 No debe haber tubos o cables
sobre la estación
M – 100 Todos los elementos han de
estar fijados (No puede haber
ningún tornillo suelto)
M – 110 No puede haber módulos o
partes de estos módulos
rotos o dañados (incluyendo
cables, alambres, tubos…)
M - 120 Las estaciones deben
colocarse a ras (máxima
desalineación de 5 mm)
M – 130 Las estaciones han de estar
unidas mediante al menos 2
conectores.
M – 140 La máxima distancia entre
dos estaciones adyacentes es
de 5 mm.

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 13
M – 150 Los perfiles han de estar
protegidos en sus extremos.
M – 160 Para fijar las canaletas
portacables se usarán como
mínimo 2 tornillos –
arandelas. Los módulos
deben ser montados y fijados
como en el dibujo.
M – 170 Todos los conductos han de
pasar por los soportes para
embridar, incluso los
conductores de fibra óptica.
M – 180 Está permitido embridar
conductores de fibra óptica
junto con conductores
eléctricos sobre la placa
perfilada.
M – 190 Las cabezas de los tornillos
de los borneros de conexión
no deben estar dañados ni
presentar residuos de
herramientas rotas
Electricidad
PP- Nr.
ok not ok
E - 10 No se pueden ver partes
metálicas en la unión de cable
y punteras
E – 20 Longitud de las punteras de
conexión.
Aragón Skills 2011 Skill 4. Mecatrónica
v.1 14
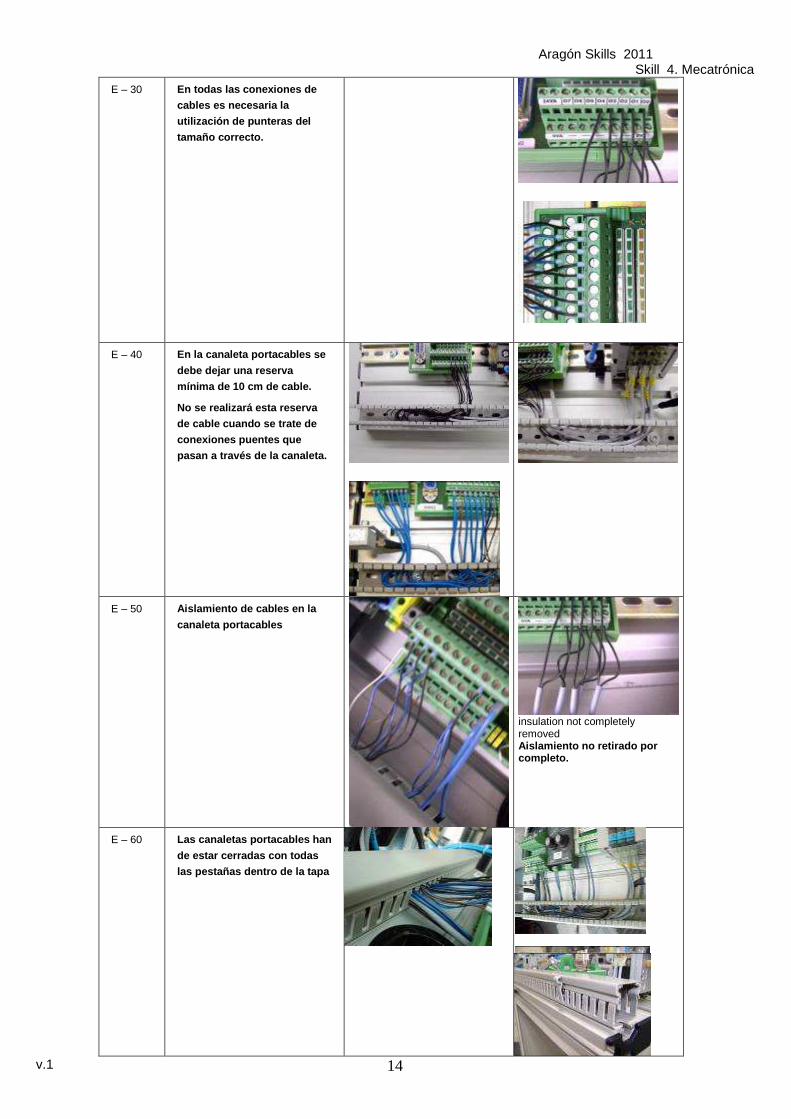
E – 30 En todas las conexiones de
cables es necesaria la
utilización de punteras del
tamaño correcto.
E – 40 En la canaleta portacables se
debe dejar una reserva
mínima de 10 cm de cable.
No se realizará esta reserva
de cable cuando se trate de
conexiones puentes que
pasan a través de la canaleta.
E – 50 Aislamiento de cables en la
canaleta portacables
insulation not completely removed Aislamiento no retirado por completo.
E – 60 Las canaletas portacables han
de estar cerradas con todas
las pestañas dentro de la tapa

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 15
E – 70 No debe haber ningún hueco
en la canaleta portacables sin
usar.
No hay cambio de la canaleta
portacables.
E – 80 No debe haber daños en el
aislamiento
E – 90 Los cables no deben
sobresalir de los extremos de
la canaleta portacables
Las excepciones serán
notificadas por el equipo de
expertos
E – 100 Los cables sueltos no deben
pasar sobre el perfil soporte
que tiene aristas cortantes
sino es usando 2 soportes
para embridar
Neumática ok not ok
P - 10 Tubos no rotos
P - 20 Los tubos no atraviesan las
canaletas portacables .
P - 30 No puede haber escapes en
las conexiones neumáticas

Aragón Skills 2011 Skill 4. Mecatrónica
v.1 16
Otros
ok not ok
O - 10 No debe haber restos (basura)
en la canaleta portacables.
O - 20 El radio de doblado de la fibra
óptica
> 25mm < 25 mm
O - 30 Las partes no usadas
ordenadas sobre la mesa





























