Embed Size (px)
Citation preview

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 1/7
814
Znd Eng Chem. Res. 1994,33,
814-820
Calorimetric Investigation
of
an Exothermic Reaction: Kinetic and
Heat Flow Modeling
R a l p h
N Landau;*+ Donna
G.Blackmond , '
and Hsien-Hsin Tung*
Merck Manufacturing Division and Merck Research Laboratories Merck Company Inc. P.O. Box 2000,
Rahway New Jersey 07065-0900
Util izing an auto mated laboratory reaction calorimeter, an energetic reaction was investigated t o
determ ine feasible pi lot plant operat ing conditions. T he calorimetric data led to kinetic parameters
and a predict ive heat flow model which al lowed simulat ions of the required pilot plant jacket
tem pera ture profiles. On th e basis of thes e profiles, several feasible and safe operat ing condit ions
were determined. Th is study dem onstrates the power of calorimetry as i t relates to process design
an d scale-up of batch an d sem ibatch processes.
In t roduct ion
Pharmaceutical reactions are often accompanied by
significant heat release and mu st therefore be thoroughly
understood t o manage them successfullyon a factory scale.
The heat losses often att end ant to laboratory-scale ap-
paratus make it difficult or impossible to quantify the
rate of he at release associated with the chem istry being
carried out therein. Th e adve nt of computer-co ntrolled,
laboratory-scale calorimeters has provided a tool to
elucidate heat flows accurately to a bout 0.1
W/L
with a
high degree of reproducibility [ l - 4 ] . Combining the
calorimetric data thus obtained with kinetic analysis allows
for the construction of pre dictive heat flow models which
can be app lied to vessels of any volume. T he work
discussed herein focuses on the development of a heat
flow model an d subseq uent simulations of large-sca leplant
vessels ultimately leading t o achievable, safe opera ting
conditions.
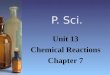
Figure
1
shows the desired chemical reaction which
involves th e att ack of a cyclic sulfite by sodium cyanide
in the presence of catalyst and solvent to yield the
hydroxynitrile. This ste p produces an intermediate which
ultimately leads to a drug currently under investigation
in these laboratories.
The proposed plant procedure suggests charging all
components at am bient conditions followed by a ramp at
1.5 C/min from
20
to
90
C where the re action is carried
out to completion. In our laboratory study heat effects
were investigated a t temperatures up t o 110 C.
E x p e r i m e n t a l S e c t i o n
Th e equipment utilized in this study was Mettler's RC1
Reaction Calorimeter 151 outfitted with an MKOl batch
reactor. All com ponents were charged to the reactor a t
ambient conditions followed by
a
reactor temperature
ramp to
90
C at 1.5 C/min. After 15 min a t
90 C,
the
tem peratu re was rampe d at 1.5 C/m in to 100 C. Finally,
after 15 min at 100 C, the temperature was ramped a t 1.5
C/min to 110 C. Th e reactor temperature was held a t
110 C until all therm al activity had ceased. A stirring
ra te of 200 rpm was employed througho ut the experiment.
These conditions were employed t o provide kinetic par-
ameters in th e vicinityof the proposed pilot plant op erating
conditions. Calibrations
to
determine the hea t capacity
* To whom correspondence should be addressed.
t
Merck Manufacturing Division.
1 Merck Research Laboratories.
R
I
Solvent, Catalyst
0,
I NaCN
S
HO
CN
Figure
1.
Desired chemistry which involves the attack of a cyclic
sulfite by sodium cyanide in the presenceof catalyst and solvent to
yield the desired hydroxynitrile.
Reactor
- - - -
Pmbe 0n
I
Time
Figure
2.
Temperature profiles for the jacket and reactor contents
during a typical calibration experiment.
and he at-tran sfer coefficient were performed p rior to an d
after the reaction period.
Ca lo r ime t r i c Procedu re
Th e reaction calorimeter analyzes the raw da ta (tem p-
eratur es and masses) by th e heat flow technique. There-
fore, an energy balance is performe d with th e limits at th e
reactor outer surface. A t any given mom ent in time, for
a batch process, the instantaneous heat flow due to
reaction,
qr,
is given by eq 1, where
U
is the heat-transfer
1)
coefficient, A is the wetted area, Tr is the reactor
temperature,
Tj
is the jacket tem perature, m is the mass
of th e reactor contents, and
C,
is the hea t capacity of th e
reactor contents.
A
calibration experiment imposing
known qr values on the system is used to solve for th e
unknown quantities U and C,. Figure
2
shows the
temperature profiles for th e jacket and reactor contents
during a typical calibration experiment.
Ther e are two distinct parts to th e calibration because
eq
1
has two unknowns. Th e first part of the experiment
involves a short temperature ramp effected by ramping
the jacket temperature. During this period,
qr
is equal to
0 since ther e is no heat flow. Th e second portion of the
calibration involves he ac tion of a precision heating probe
(23.5
W
in this case). Th e calorimeter is instructed to
qr =
UA(Tr
Tj)+
mC,(dTr/dt)
0888-5885/94/2633-0814$04.50/0
1994 American Chemical Society

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 2/7
Ind. Eng. Chem. Res., Vol. 33, No. 4
1994
815
Table 1 Calorimeter Evaluated P arameters
20
110
- -
I
0 5h 100 150
ba
'lime I Minutes
Figure 3. Temperature profiles measured by the automated
calorimeter during the he atu p
and
isothermal period(s).
3
5
l o 1M w
lime
/ h utes
Figure 4. Baseline
and
reaction heat
flows
calculated during the
heat-up and isothermal period(s).
maintain the desired isothermal temperature (using the
jacket to remove the heat flow); thu s dT,/dt is equal to
0
and
q
is equal to 23.5 W. Hence, from these two
experiments, the heat-transfer coefficient
and
the heat
capacity may be determined . Normally, this procedure is
carried out before initiating reactions and afte r reaction
iscompletetoaccoun t forchangesin thesepropertieswith
exten t of reaction. Using these two calibration endpoints,
C,
and UA a t
e
=
0 )
and
C ,
and UA a t
e
=
ef),
the data
analysis allows for several methods of varying (linearly,
proportional
to
heat flow, and others) these properties
over the course of the experime nt. Thi s is necessary since
they generally change during reactions, and eq
1
works
best when the most accurate values for
U
and C, are
employed.
Re s u l t s
Reactor and jacket temperatures were collected con-
tinuously a nd the instantaneous heat flow
was
calculated
over th e course of th e experiment. Figure
3
depicts the
temp erature profiles measured by the calorimeter during
the tem perature ramp and isothermal periods.
Ascan beseen, thereactoreasily maintained thedesired
temperature profile, this being due primarily to i ts
significant heat-transfer coefficient and relatively high
surfaceareatoreactorcontents massratio. Figure4shows
the baseline and reaction he at flows calculated using eq
1
during the tempe rature ram p an d isothermal periods.
Equation
2
relates the total h eat evolved, AHnet, o the
instantaneous heat flow. Th e total heatevolved
was
ound
to be
22.8
kJ (eq
2), or 190
kJ/kg of material charged to
the reactor. In this case,
C,
and
UA were varied in
proportion to the fractional heat evolved. Table 1 ists
heat-transferwff area at t = 0 UA)o 2.17 WIK
heattransfer coeff x area at
t =
if
( U A k 2.72
WIK
1400
J/(kg K)
eat cnpacity (at t
=
0)
C d
heat capacity (at t = if) C d 1750 J/(kg K)
m a
f
MKOl contents 0.120 kg
total
heat released
22.0
kJ
109
'C
diabatic temp rise AT,)
1.25
.. Exp-mt.1 Cddul.*d
0
o
60
l h e fterStanof
Isolhemul
Period/
M u m
Figures. Kineticanalyaisoftheheatflowdataobtainedduringthe
three isothermal reaction periods.
other sign ificant information calculated from th e experi-
ment. Th e final entry in Table
1,
the adiabatic tempera-
ture rise, is the theoretical AT, = AHneJrnCp) emp-
era ture rise which could man ifest itself if cooling capabili-
ties were lost. Th e value reported herein, 109 C,serves
as
an indicator of th e significant exothermic potential of
this reaction. A detailed discussion of these calculations
is available in th e literature [61.
Scrutin y of Figures
3
and 4 reveals th at the three peaks
in h eat flow
(58.5, 78.0,
and 96.6 min) correspond to the
exact times
at
which the reactor temperature reached the
threeiso therm alstage s (90,100,and llO'C, respectively).
Th e subsequen t decay in heat evolution in the isothermal
period following each of thes e peak s is direc tly du e to the
concentration dependence of the rate expression. From
the energy balance, it can be seen th a t the he at flow can
be viewed
as
the p roduct of th e reaction rate, dC /dt, the
specific heat of reaction,
AH-.
and the volume, V, for a
simple reaction, as shown in
eq 3.
Th e implication of eq
(3)
3
for this experiment is that three isothermal kinetic
experiments are embedded in these data. Th e decay in
hea t flow during each isotherm al period is proportional
to
the expected decay in reaction rate, dC/dt, during th at
time. A pseudo-first-order model fo r reaction is given in
eq 4, where Co and qa correspond to the concentration
dC/dt = -kC- ln(C/Co) = -kt - n(qJq,J = -kt (4)
and heat flow values at the beginning of an isothermal
period. Th e relationship depicted in eq 4 allows for
conversion of the heat flow data obtained with the
calorimeter into kinetic information aspseudo-first-order
rate constants. Figure 5 shows the results of such an
analysis whichappear to fit a
pseudefirst-order rate
model
well.
Table
2
lists the significant statistical parameters
obtained during th e regression analysis.
For predictive purposes, it would be useful
to be
able
to model the rate constants' variation with temperature.
Equation 5 is the well-known A rrheniusexpression, w here
(5)

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 3/7
816 Ind. Eng. Chem. Rea., Vol.
33,
No.4,1994
Table 2. Kinetic Regression Analysis
R e su l t s
T 'C) k (min-1) stand . error (m in-9 correln coeff
9)
90
0.0016
O.ooo4 0.951
100
0.0328
O.ooo4 0.998
110
0.0737
O.ooO8
0.987
-25
-3
0ExperinenW
-Arrhdus
-5
a m a m 5 a m a m 0.Mu)
1fl
OK)
Figure
6. Arrheniw plot of the ratc const nts obtained from th e
three isothermal reaction periods
Table 3. Arrhenius
Remnsi ion
Analysis
R e su l t s
param value stand . error
E
31 kcaVmol
5
kcaVmol
Ao 6.0 x 10 min-L
2 x 10
min-1
k is the rate con stant, A0 is the preexponential factor,
E.
is the activation energy, R is the gas law con stant, and
T
is the temperature. Figure 6 depicts the fit of th e rate
constants given in Table 2 to the Arrhenius expression (In
k vs lln. The Arrhenius expression fits the data
reasonably well 9= 0.978), lthough only three points
were available for the regression. Ta ble 3 lists the
significant statistical param eters.
Th e use of only three isothe rmal estimates of th e rate
constant to determine A rrhenius parameters would seem
insufficient. However, it is the p urpo se of this stu dy to
predict the global heat evolution rate (not the individual
species concen tration profiles) in order
to
carry out the
reaction safely on a larger scale. Therefore, slight devia-
tions from linearity (as een in Figure 6) are acceptable.
For the current o bjective, a polynomial could be used to
describe the rate constants' variation with temperature;
however, th e more fam iliar Arrhen ius expression was used.
Th e hea t flow modeling section will show tha t th e slight
deviations from linea rity have little or no impact on the
predictions. It should be clear from the procedu re
discussed previously that an elegant, however simple,
app roac h for the de term inatio n of pseud o-first-order (or
other orders via insertion into eq
4)
rate constants is
possible.
Proceeding with this analysisrequires tha tth e chemical
pathways do not vary significantly over the temperature
range. Th is assum ption is valid providing th at ultimate
tem pera tures do not exceed the maxim um observation of
110 C.
Equation
6
elates the fractional heat evolution, FH E,
to the instantaneo us he at flow, qr. Th e only difference
between the two integrands is the upp er limit of integra-
tion, and by th is definition, FHE always varies between
0
and 1. Due
to
the re lationships elucidated in eqs 3,4,
and 6 he fractional he at evolution, FH E, may be loosely
(in
the case of incomplete reactions)
or
precisely (in the
case of comp lete single reac tions) related to the extent of
reaction,
or
conversion. Figure
7
shows theFHEcalculated
Figure 7. Fractionalheat evolution
ealeulatad
with eq 6 during the
heatu pand isothermalperiod(s).The AFHEpericdsshoamindieate
the fractional amoun tof heat r e l e d during the isothermal periods
at
90
nd 100
'C.
lkrl
onrlnion
H 1 G e m d o n k l n y h n i
1 . f l l W
$ 1
:
5
V O
E 0 5
0 1 0 0 m 3 0 0 1 1 0 0 5 0 0 6 c m
T i e M i n u t e
Figure
8.
Predicted heat
f low
expected for propod operating
cond itions. Temp erature ramped from 20to
90
C at 1.5 C/rnin,
then held at
90
C .
with eq 6 during the temperature ramp and isothermal
periods. Figure 7 also depicts the regions in time when
the system was holding at th e
90
nd 100 'C isothe rms ,
and th e point a t which the system reached 110 C.
I t is interesting to note th at all of these he at flow and
kinetics parameters describing a complex and energetic
reaction were obtained from two simple temperature
measurem ents of th e reactor and the jacket in a non
invasive in sit u experiment. These parameters can now
be used to develop a predictive model for other reactor
vessels and operating con ditions.
Heat Flow
Modeling
Using the regressed Arrhenius parameters for any
assumed temperature profile for the reactor contents, a
reasonab le estimate of th e rate of hea t evolution may be
made. Clearly, a t any given tempe rature, a rate constant
maybe calculatedfromeq5 and theArrheniusparameters
previously obtained. From this, a prediction of the
expected he at flow can be made.
As
a starting point, the
predicted heat flow diagram for the proposed operating
conditions is shown in Figure 8. For the conditions in
Figure 8, the peak in the heat generation curve occurs
when thebatchfirstreaches9 C. Additionally,themodel
predicts a maximum heat flow of 3.1
W
for the laboratory-
scale reactor upon initially reaching 90 C.
Equation
7
relates th e predicted m ass specifichea t flow,
&(heatflowdivided
bymass),toanadiabatictemperature
rise rat e (dAT.d/dt). Using th e initial heat capacity given
(7)
in Table
1,
1400
/ (kg
K),
he maximum predicted heat

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 4/7
Ind . Eng. Chem. Res., Vol. 33, No.
4, 1994
817
0
40 O
120
lko
200
Tune Minutes
Figure 9.
Predicted heat flow expected for modified operating
conditions. Temperature ramped from 20 to 110 OC at 1.5 OC/min,
then held at 110 OC.
flow, approxim ately
1.5
kJ/(kg.min), converts to
1.07
C/
min adiabatic temperature rise rate with eq
7.
Pilot plant
and factory-scale vessels typically displace approx imately
500-3000
gal for batch an d semibatch processes. These
vessels can d issipate he at a t approximately
0.02
C/min
when operating without the aid of forced cooling [A.
Therefore, the temperature rise rate,
1.07
C/min, is
significant, and could lead t o a runaway reaction.
Th e mass specific hea t flow can also be con verted back
into an ordina ry hea t flow simply by multiplying by t he
total mass being employed. For this experiment, th e total
mass was
0.120
kg, which converts he maximum predicted
he at flow of 1.5 kJ /(kgmin) to 0.18 kJ/min or 3.1 W (as
shown in Figure 8). Referring to Figure
4,
this com pares
well to the value of 3.7 W obtained experimentally.
Figure
9
shows th e predicted hea t flows for a modified
reactor tempe rature profile where th e initial ram p a t 1.5
C/min to 90 C was extended to 110 C.
Again, using th e initial heat capacity given in Tab le
1,
1400 J/(kg K), the maximum predicted heat flow, ap-
proximately
9
kJ/(kgmin), converts to
6.43
C/min
adiabatic temperature rise rate w ith eq 7. Clearly, this
adiabatic tem pera ture rise rate is significant, and it will
be shown in the ne xt section th at this will lead to a runaway
reaction under pilot plant or factory conditions. For th e
experiment, the maximum predicted heat flow of
9
kJ/
(kgm in) becomes 18 W. Referring to Figure 4, this exceeds
the value of
9
W obtained in the stepped temperature
profile obtained in th e experimental data, due for the most
par t to th e consumption of reactan ts during the waiting
periods at 90 and 100 C in our experiment. Thi s claim
will be substa ntiated in the following. If the fractional
am oun t of he at released is considered (Figure
71,
th e model
and th e experimental data would be nearly identical. From
the corresponding changes in the FH E, an estim ate of th e
FH E which would have been observed (ha d he calorimeter
gone directly at 1.5 C/min to 110 C) is possible. Th e
calorimeter reached 110 C at approximately 96.6 min,
when the FH E was
0.70.
Subtracting the changes in FH E
durin g the two prior isotherm al periods gives
0.70 0.22
-
0.14
=
0.34.
Th e model also calculates conversion (as
seen in Figures 8 and 9) and can be directly compared to
the estimate provided by th e calorimeter data. Figure
10
shows the predicted conversion along with the cor-
responding tem pera ture profile. Th is simulation star ted
a t 20 C, ramped at 1.5 C/min up
to
110 C, and then
held at
110 C.
At the mom ent the reactor temperature
reached
110
C, th e conversion was
0.37.
This compares
well to th e estimated value of
0.34
which would have been
obtained by the system had it gone directly to
110
C.
Th e initial conclusion is that the model does a reasonable
job of estimating th e rate
of
reaction and the rate of heat
evolution. Th e model could be improved by exploring
30 35 40 45
50 55
60
65
Time Minutes
Figure10.
Predicted conversionand temp erature duringsimulation
of heat flow for a reactor temperature profiie rampingto 110 O C at
1.5 OC/min and holding. Th e model indicates that the Conversion
is
0.37
at the time 110 C
is
reached.
more complex reaction rate expressions. Th e objectives
of thi s work simply requ ire a model providing a reasonable
estimate of reaction rate, and therefore heat evolution
rate, which may be used
to
provide additional insight
to
help identify an intrinsically safe operating procedure.
Pilot Plant Modeling
Th e laboratory d ata o btained has been utilized toarrive
a t a kinetic model of the specific hea t flow. Th e ultimate
use of th e model thu s developed is
to
predict plan t vessel
performance. Th e ability
to
predict such behavior depen ds
primarily on our es tima tes of th e intrinsic properties of
th e pla nt vessel, namely, th e overall heat-transfer coef-
ficient. Th e influences of changes in reactor geometry,
agitation, and mass transfer when moving from the
laboratory
to
the pilot plant have been assumed
to
be
minor relative
to heat-transfer issues. Th e laboratory
reactor provides bette r mixing, and th erefore its observed
reaction rate will be equal to or higher than th at expected
in the pilot plant. Th e following simulations then
repre sent a worst-case scenario.
Observ ations of th e proposed pilot plan t vessel indicate
th at the best consistent cooling rate is approximately 1.5
C/min while maintaining a
75
C
A T
across th e jacket
durin g a dummy ru n (solvent charge only, therefore qr =
0).
Using eq 1, an estimate of th e effective
UApaot plant
can be obtained. Solving eq 1 for
UA,
and using
C, =
1400
J/(kg K ) (as obtained in the calibration) and m =
118.7
kg (the mass of solven t used in th e
runs , UApdot
plant is
found to be
3324
(J/min)/K or
55
W/K. The normal pilot
pla nt charge is 154.7 kg; therefore UApilotplant is expec ted
to increase since the w etted a rea will also increase, and in
the absence
of
other information, the mass ratio
(154.7
kg/118.7
kg- 1.303)willbeusedtoobtainanewUAmotpbt
of
71.7
W/K. This
UApaot plant
may be used to simulate
several scenarios in th e pilot plant, including th e desired
operating conditions, altern ate tem peratu re programming
options, an d investigation of sem ibatch approaches.
Th e relative heat-transfer ability of th e laboratory and
the pilot plan t vessels may now be com pared. Tab le
1
listed the UA prior to
and
after the reaction period for the
laboratory reactor, with an average of
2.45
W/K. To
compare this to the pilot plant value of
71.7
W/K , both
mu st be divided by th eir respective mass charges, yielding
(
U A / ~ ) M K ~ ~20.4(W/K)/kgand (UA/m)pd0t
p h t
=
0.463
(W/K)/kg. These figures indicate that the laboratory
vessel transfers heat a t 44 times the ra te of th e pilot plant
vessel per un it mass present. Therefore, it is clear tha t
while laboratory studies may indicate ease in handling
heat removal, often larger vessels
will
present significant
challenges in operating a t similar conditions.
Using the model developed earlier, estimates of the
required jacket tem peratu re may be made using eq 8, which

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 5/7
818
Ind. Eng. Chem. Res., Vol. 33, No. 4, 1994
-50-
-100
is a rearrang emen t of eq 1. Equation8 eveals that, during
temperature ramping, the dTr/dt term will reduce the
required cooling and t ha t the maximum cooling will occur
when the reactor tem peratu re initially reaches ita desired
set point, since from th at p oint forward, the dT r/dt term
is zero.
Figure 11shows th at t he required jacket temp erature
profile for the curre nt proposed operating procedure (begin
a t 20 C, ramp at 1.5 C/min to 90 C, then hold at 90 C)
calls for a rapid decrease in temp eratur e w ithin a narrow
window of time . Figure 1 2 shows the same simulation,
for
conditions where the temperature ram p for the reactor
continued up to 100 C and then held at 100 C. It is clear
th at once the reactor reaches 100 C, there is no hope of
regaining control since no conventional cooling appara tus
may be expected to carry out the almost 200 C decrease
in the short time required. Th e calorimetry, heat flow
modeling, and plant modeling clearly indicate tha t th e
result of such an overshoot w ill be a d angerou s runaway
reaction.
Analysis of the required jacket temperature response
curves presented in Figures 11and 1 2 ndicates th at several
factors should be considered w hen seeking an intrinsically
safer method to run the process while maintaining its
productivity. Practically, th e discontinuity in the slope
of the
T,
curve, dTr/dt, at the moment the reactor
temperature reaches t he desired set point
90
or 100 C,
depending on the scenario) causes extreme difficulty as
displayed in th e acket temperature response curves. Th e
solution is to con sider a m ore realistic reactor temp eratur e
profile. Initially, dT r/dt will be equa l to 0; hen, as the
jacke t tem pera ture rises, dT,ld t will slowly increase. As
the tem perature ap proaches the upper set point, it would
be desirable for dTr/dt to tend toward
0
once again.
Mathematically, this is shown in eq
9.
Reactor acket
1
Equation 9 suggests the use of a parabo la to repres ent
the derivatives' variation with time since it mu st pass
through
0
a t both ends of the ramping period, and i t has
a maximum. Using an expression suc h as eq 10 for
2 5 -1 /
0
d
Tr
a t 2
+
bt dT,
=
J ( a t 2
+
bt) dt ==+
d t
Reactor acket
T, =
a t 3 + g +
c (10)
3 2
obtaining a reactor tem pera ture profile will significantly
reduce the stiffness of th e required jacket temp erature
response. Because th e derivative is
0
a t t
=
0,
there is no
zero-order parame ter in the expression for dTr/dt. Th e
initial tem pera ture is assumed to be 20 C; therefore the
con stant of integration
c
in thi s case) will be e qual t o 20.
Figure
13
shows this app roach qualitatively. Th e value
of dTr/dt reaches a maximum, exactly half way to the
desired upper se t point for the reactor temperature during
the tempe rature ramp. Using this approach, there are no
sudden changes in d Tr/dt a s there were in th e previous
examples. Th is will provide th e safest mode for a fully
batch operation. Th e variable which determines th e
constants
a
and b in eq 10 is the t ime taken to reach 90
C. Realistically, under p ilot plant conditions, several
linear ram ps would likely be executed to simulate the
parabolic dT,/dt constraint.
Reactor acket
0 -
0 250 500 750
11
Jo
Time
/
Minutes
Figure
11.
Required acket temperatureprofile
to
maintain desired
reactor temp erature profile (ramped from 20 to
90
C at
1.5
OC/min,
then held at 90 C).
Time
Figure
13.
Representation
of
a parabolic dTJdt curve which resuita
in a smooth approach to the desired upper set point for the reactor
temperature.
0
Time
I Minutes
Figure
14.
Required jacket tem perature response for a parabolic
dT,/dt constraint employing a 120-min heat-up time.
Figure 14 shows the resulting required jacket temper-
ature profile if the time taken to reach 90 C is 120 min.
Th e relationship for the reactor temperature profile is

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 6/7

8/19/2019 Calorimetric Investigation of an Exothermic Reaction
http://slidepdf.com/reader/full/calorimetric-investigation-of-an-exothermic-reaction 7/7
820 Ind. Eng. Chem. Res., Vol. 33,
No.
4 1994
'lime
Minutes
Figure 18. Predicted heat flow shown for
semibatch operation
with
a
180-min addition
period and reaction
at
90OC
if a situation should arise which suggests th at t he reaction
is beginning to run away, an adverse situation may be
averted by simply stopping th e feed. Th e heat flow will
decay, control will be regained, and th e add ition can be
resumed. In essence, runn ing in
a
semibatch mode will
provide two leverages against a runaway reaction: th e
jacket temperature and the feed rate.
Conclusions
Th e work presented herein de monstrates the de pth of
useful an d predictive information which may be obtained
from a simple set of calorimetricmeasurements. A kinetic
and heat flow model was developed from these m easure-
me nts which was applied to th e scale-up of heat-tra nsfer
problems in batch and semibatch processes leading to
intrinsically safe, feasible operating conditions. In pa r-
ticular, the power of automated laboratory calorimeters
was proven
as
simple empe rature data obtained from this
instrument were the basis for all of t he d eterminations
made.
Referring t o the example cited , two safe and feasible
alternatives for pilot plant operation were discovered one
which allowed for a fully batch mode of operation and
ano ther which considered a semibatch alternative. This
example illustrates th e need to integrate developmentand
safety objectives into a common goal, ultimately yielding
highly productive, reliable p rocesses.
As a final note, it should be understood th at caution
should be exercised in the ap plication of these concepts.
For example, in the case stud y presente d herein, initially,
a parabolic dT,ldt constraint up to
70
C or the first
batch would be approp riate to
test
th e model safely. Once
confidence is gained with the model and pilot plant
performa nce, a more aggressive approach m ay be take n.
Nomenclature
= time, min
qr =
instantaneous heat
flow
W
qa
= instantaneous heat
flow
at t = 0, W
U = overall he at-transfer coefficient, W /(m2K)
UO overall heat-tran sfer coefficient at = 0, W/(m2 K)
Ut= overall heat-transfe r coefficient at t = tf , W/(m2K)
A = area available for heat transfer, m2
A
=
area available for heat transfer a t
=
0, m2
At = area available for heat transfer a t
t =
tf, m2
TI temperature of reactor contents, C
dTI/dt = time derivative
of
reactor contents temp erature,
Tj = temperature of jacket contents, C
m = mass of reacto r contents, kg
C, =
hea t capacity of reactor con tents , J/( kg
K)
t =
extent of reaction
AHnet
= total heat released or consumed, kJ
AT,d
=
adiabatic temperature rise, C
C
=
conc entration, mol/L
CO
concentration at t
=
0, mol/L
dC/dt
=
general rate of reaction, mol/min
A , = molar heat of reaction, kJ/mol
V
= volume of rea ction mass, L
k
= pseudo-first-order ate constant, min-1
A = pree xpo nen tial factor in Arrhenius expression, min-l
E,
= activation energy in Arrhenius expression, kcal/mol
FHE =
fractional heat evolution
Qr
=
mass specific heat flow, W/kg
UApilot
p k t = overall hea t-transfer coefficient X wetted area
a =
third -order coefficient in temp erature expression, C/s3
b
=
second-order coefficient in temp erature expression, C/
c
=
zero-order coefficient in temperature expression,
C
m,= mass of rea ctor co nten ts, kg
C,, = heat capacity of reactor co ntents, J/(k g K)
dmddt
=
mass addition rate of dosed material, kg/s
C,
= heat capacity of adde d mate rial, J/( kg K)
T d =
temperature of added material, C
U s
for pilot plant, W/K
92
Literature Cited
(1) Regenass,
W. Thermal and Kinetic DesignData from
a Bench-
Scale Heat
flow Calorimeter.
ACS Symp. Ser. 1978,65, 37.
(2)Karlsen, L. G.; Soeberg, H.; Villadsen, J. Optimal Data
Acquisition
for Heat Flow Calorimetry. Thermochirn. Acta
1984,
72, 83.
3) Litz,
W.
The Thermokinetic Reactor TKR and ita
Possible
Applications n Chemical Research and Engineering. J . Therm. Anal.
1983, 27,
215.
(4)
Landau,
R.
N ;
Williams,
L.
R. Reaction
Calorimetry:
A
Powerful
Tool
Chem. Eng.
Prog. 1991,87 (12), 65-69.
(5)
Mettler Instrument Corporation,69
Princeton-Heightatown
Rd., P.O.
Box
71,Heightatown, NJ 08520-0071.
6) Landau R.
N.;
Cutro, R. S. Assess Risk Due to Desired
Chemistry. Chem. Eng. Prog.
1993,89
(4), 66-71.
(7)Sharkey, John J.; Cutro, Robert S.; Fraser, William J.;
Wildman, G eorgeT rocess Safety Testing Program for
Reducing
Risks Associated With
Large Scale Chemical Manufacturing Opera-
tions. Presented a t
the AIChE 1992Loss Prevention Symposium,
March
31, 1992.
(8)
Mills, P.L.;
Ramachandran,
P.
A.; Chaudari,
R.
V.
Multiphaee
Reaction Engineering
or
Fine
Chemicals
and
Pharmaceuticals.
Rev.
Chem.
Eng.
1992,8 (1-2), -176.
(9)Paul,
E. . Design
of
Reaction Systemsfor
Specialty
Organic
Chemicals. Chem. Eng.
Sci. 1988,43, 1773-1782.
Received
for
review September
2,
1993
Revised
manuscript
received
December 27, 1993
Accepted January 14, 1994.
* Abstract published in Advance
ACS
Abstracts, March 15,
1994.