Embed Size (px)
Citation preview

NRRI/
TR-9
1/09
INVESTIGATION IN PRODUCTION OF
IRON ORE CONCENTRATES WITH LESS THAN 3 PERCENT SILICA
FROM MINNESOTA TACONITES – REPORT ONE – MINNTAC CONCENTRATE:
A FINAL REPORT
By
Blair R. Benner and
Rodney L. Bleifuss June 1991 Technical Report NRRI/TR-91/09 Natural Resources Research Institute University of Minnesota Duluth 5013 Miller Trunk Highway Duluth, MN 55811-1442 Coleraine Minerals Research Laboratory One Gayley Avenue PO Box 188 Coleraine, MN 55722

Recommended Citation Benner, B.R., and Bleifuss, R.L., 1991, Investigation into production of iron ore concentrates with less than 3 percent silica from Minnesota taconites – Report One – Minntac concentrate: A Final Report: University of Minnesota Duluth, Natural Resources Research Institute, Coleraine Minerals Research Laboratory, Technical Report NRRI/TR-91/09, 136 p. Natural Resources Research Institute University of Minnesota, Duluth 5013 Miller Trunk Highway Duluth, MN 55811-1442 Telephone: 218-720-4272 Fax: 218-720-4329 e-mail: [email protected] Web site: http://www.nrri.umn.edu/egg ©2012 by the Regents of the University of Minnesota All rights reserved. The University of Minnesota is committed to the policy that all persons shall have equal access to its programs, facilities, and employment without regard to race, color, creed, religion, national origin, sex, age, marital status, disability, public assistance status, veteran status, or sexual orientation.
This publication is accessible from the home page of the Coleraine Minerals Research Laboratory or Economic Geology Group of the Center for Applied Research and Technology Development at the Natural Resources Research Institute, University of Minnesota, Duluth (www.nrri.umn.edu/cartd/cmrl or www.nrri.umn.edu/egg) as a PDF file readable with Adobe Acrobat 6.0.
Date of release: March 2012

INVESTIGATION INTO PRODUCTION OF IRON ORE CONCENTRATES WITH LESS THAN 3 PERCENT SILICA FROM MINNESOTA TACONITES
REPORT ONE - MINNTAC CONCENTRATE
A FINAL REPORT
by
Blair R. Benner and Rodney L. Bleifuss
June 1991
Technical Report NRRlfTR-91/09
Funded by AISl/LCMR/IRRRB/DNR
Natural Resources Research Institute University of Minnesota, Duluth 5013 Miller Trunk Highway Duluth, MN 55811
Coleraine Research Laboratory Box 188 - Gayley Avenue Coleraine, MN 55722

Figure
1a
1b
1c
2
3
4
5
6
7
8
9
10
11
12
13
14
LIST OF FIGURES
Description
Photomicrograph of 270 by 325 Mesh Fraction of Finisher Magnetic Concentrate After Recleaning in Davis Tube - 1 OOX Magnification
Photomicrograph of 16 by 10 Micron Cyclosizer Fraction of Finisher Magnetic Concentrate After Recleaning in Davis Tube - 1 OOX Magnification
Photomicrograph of 270 by 325 Mesh Fraction of Finisher Magnetic Concentrate After Recleaning in Davis Tube - 160 X Magnification
Schematic of Matrix Separator
Grade-Recovery Curves for Laboratory Flotation Tests on Pretreatment Concentrates
Baseline Flowsheet
Grade-Recovery Curves for Various Tests of Minntac Concentrate
Schematic of Pilot-Plant Flotation
Material Balance for Baseline Flowsheet
Schematic of Column Flotation Setup
Liberation Curves for Treatment of Oversize From Screening of Bulk Rougher Concentrate and Scavenger Concentrate
Liberation Curves from Treatment of Bulk Rougher Froth
Davis-Tube Concentrate Silica as a Function of Grinding Energy for Bulk Rougher Froth
Liberation Curves for Froth Products
Material Balance for Flowsheet Treating Minntac Concentrate by Conventional Flotation Followed by Froth Regrind and Concentrate Screening - Base Case
Material Balance Using Less Grinding Energy in Screen Oversize Grinding Then in Base Case Balance

Figure
15
16
17
18
19
Description
Material Balance Using Less Grinding Energy in Froth Regrind Then in Base Case Balance
Material Balance for Base Case Flowsheet Using Leeds Column to Treat Reground Froth
Material Balance for Flowsheet Using Double Screening of Rougher Concentrate
Material Balance Using Column Scavenger Flotation of Rougher Froth
Material Balance for Flowsheet Using Rougher Column Flotation

II
111
IV
v
VI
VII
VIII
IX
x
XI
XII
XIII
LIST OF TABLES
Description
Chemical Analyses of Screen and Cyclosizer Size Fractions Obtained From "As Received" Concentrate
Chemical Analyses of Davis-Tube Concentrates Obtained From Screen and Cyclosizer Size Fractions Run on "As Received" Concentrates
Results of Laboratory Magnetic Separator Drum Tests on "As Received" Concentrates
Results of Screen Tests on "As Received" Concentrates Using Derrick "K" Screen With a 280 Sandwich Deck
Screen Analysis of Derrick Screen Products
Results of Matrix Magnetic Separator Tests on '.'As Received" Concentrate
Results of Bulk Elutriation Tests on "As Received" Concentrate
Results of Standard Laboratory Flotation Tests on "As Received" Concentrates and the Specified Preconcentrates
Chemical Analyses, Fe and Si02, of Screen and Cyclosizer Size Fractions of "As Received" Plant Concentrates and the Corresponding Flotation Cell Product
Chemical Analysis, Fe and Si02, of Screen and Cyclosizer Size Fractions of the Laboratory Magnetic Concentrate and the Corresponding Flotation Cell Product
Chemical Analyses of Screen and Cyclosizer Size Fractions of the Derrick "K" Screen Undersize and the Corresponding Flotation Cell Product
Chemical Analyses of the Screen and Cyclosizer Size Fractions of the Flotation Cell Product Obtained From the Matrix Magnetic Separator Concentrate
Chemical Analyses of the Screen and Cyclosizer Size Fractions of the Elutriation Test Underflow and the Corresponding Flotation Cell Product

XIV
xv XVI
XVII
XVIII
XIX
xx
XXI
XXll
XXlll
XXIV
xxv
XXVI
XXVll
Description
Comparison of Laboratory Flotation of Old and Fresh Concentrate Samples
Results of Bulk Pilot-Plant Tests on Fresh Concentrate Sample
Screen Analyses of Flotation Feed, Concentrate, and Tailings From Test A-7
Batch Ball-Mill Regrind Tests on Flotation Froths From Tests A-6, A-7, and A-8 and Davis-Tube Test Data on the "As-ls" Mill Discharge
Derrick "K" Screen Test Results Obtained on the A-7 Bulk Flotation Concentrate
Screen Analysis of Derrick Screen Products, Feed,. Oversize, and Undersize, Obtained From the A-7 Bulk Concentrate
Batch Ball-Mill Regrind Tests on the Derrick "K" Screen Oversize (Table XVIII) and Davis-Tube Test Data on the "As Is" Ball-Mill Discharge
Column Flotation Test Data on "As Is" Concentrates
Screen Analyses of Column Flotation Feed, Concentrate, and Froth Obtained With 0.15 lb/LT of MG83A
Screen Analyses of Column Flotation Feed, Concentrate, and Froth Obtained With 0.22 lb/LT of MG83A
Secondary Flotation of the Primary Froth Product From Test A-7 Conventional and Column Flotation
Conventional Flotation Test Results on the Derrick "K" Screen Oversize Product Obtained by Sizing the Concentrate (Cell Product) From Primary Flotation
Screen Analysis of Underflow (Cell Product) Obtained by Flotation of the Derrick "K" Screen Oversize
Results of Matrix Magnetic Separator Tests on the New Concentrate. The Concentrate From Test FFD-2 was Used for Laboratory Flotation Tests

XXVlll
XXIX
xxx XXXI
XXXll
XXXlll
XXXIV
xx xv
XXXVI
XXXVll
XXXVlll
XXXIX
XL
XLI
XLll
Description
Results of Batch Flotation Tests of Matrix Concentrate (Test FFD-1)
Comparison of Fe and Si02 Recovery by Size Fraction in Flotation Concentrates Obtained by Conventional and Column Flotation of "As Received" Concentrate
Bulk Rougher Flotation Results
Screen Analysis of Bulk Rougher Flotation Products
Calculated Recoveries by Size Fraction in Bulk Rougher Concentrate
Results of Screening Bulk Concentrate
Screen Analyses of the Products From Screening. Bulk Rougher Concentrate
Recovery by Size Fraction in Undersize From Screening of Bulk Rougher Concentrate
Results of Rescreening Oversize From the Screening of Bulk Rougher Concentrate
Screen Analysis of Products From Rescreening Oversize From the Screening of Bulk Rougher Concentrate
Recovery in Undersize From Rescreening Bulk Rougher Concentrate Oversize
Column Flotation Tests on Oversize From Screening of Bulk Rougher Concentrate
Screen Analysis of Products From Column Flotation of Oversize From Screening of Bulk Rougher Concentrate
Recovery by Size Fraction for Column Flotation Concentrate From Oversize From Screening of Bulk Rougher Concentrate
Grinding of Screen Oversize From Bulk Rougher Concentrate

XLlll
XLIV
XLV
XLVI
XLVll
XLVlll
XLIX
L
LI
Lil
Lill
LIV
LV
LVI
LVll
Description
Laboratory Magnetic Separator Tests on Ball-Mill Discharges From Grinding of Oversize From Screening of Bulk Rougher Concentrate
Calculated Upgraded Concentrates Produced by Screening of Bulk Rougher Concentrate and Subsequent Grinding and Magnetic Separation of the Screen Oversize
Grinding of Bulk Rougher Froth
Laboratory Magnetic Separator Tests on Ball-Mill Discharge From Grinding of Bulk Froth
Davis-tube Concentrate Analysis From Third Pass Magnetic Concentrate From the Six Grinding Tests
Column Flotation of Ball-Mill Discharges From Grinding of Bulk Rougher Froth
Screen Analysis of Column Flotation Tests on Ball-Mill Discharges from Bulk Froth Regrind
Leeds Column Flotation of Ball-Mill Discharge #2 From the Grinding of Bulk Rougher Froth
Screen Analysis of Concentrate From Leeds Column Tests on Ball Mill Discharge #2
Column Scavenging Tests on Bulk Rougher Froths
Screen Analysis of Products From Scavenger Column Test 2
Liberation Grinds arid Davis-Tube Results From Scavenger Column Test 2 Froth
Screen Analysis of Products From Bulk Scavenger Column Test
Recovery by Size Fraction for Concentrate From Bulk Scavenger Column Test
Derrick Screen Test on Bulk Scavenger Concentrate

LVlll
LIX
LX
LXI
LXll
LXlll
LXIV
LXV
LXVI
LXVll
LXVlll
LXIX
LXX
LXXI
LXXll
LXXlll
Description
Screen Analysis of Feed and Products From Derrick Screen Test on Bulk Scavenger Concentrate
Recoveries in Undersize From Derrick Screen Test on Scavenger Concentrate
Liberation Grinds and Davis-tube Results on Oversize From Screening Scavenger Concentrate
Liberation Grinds and Davis-Tube Results From Bulk Column Scavenger Froth
Rougher Column Flotation of Minntac Concentrate
Screen Analysis of Products From Rougher Column Tests
Recoveries by Size Fraction in Rougher Column Concentrates
Liberation Grinds and Davis-Tube Results From Rougher Column Flotation Froths
Laboratory Flotation of Minntac Concentrate
Results of Derrick Screen Test on Bulk Column Rougher Concentrate
Screen Analysis of Screen Feed and Undersize From the Derrick Screen Test on Bulk Rougher Column Concentrate
Recovery by Size Fraction in Undersize From Screening of Bulk Rougher Column Concentrate 1
Results From Grinding Bulk Rougher Column Froth
Laboratory Magnetic Separator Tests on Ball-Mill Discharges From Grinding of Bulk Rougher Column Froth
Calculated Weight, Iron and Silica Distributions for Rougher Column Flotation Producing the Bulk Rougher Column Froth and Concentrate
Summary of Material Balances for Simulated Flowsheets

Table
LXXIV
LXXV
Description
Basis for Estimating Major Operating Costs
Estimated Major Operating Costs for Simulated Flowsheets

INVESTIGATION INTO PRODUCTION OF IRON ORE CONCENTRATES WITH LESS THAN 3 PERCENT SILICA FROM MINNESOTA TACONITES
REPORT ONE - MINNTAC CONCENTRATE
INTRODUCTION
The pellets produced by Minnesota taconite companies generally contain between 4.0 and 7.0 percent silica. The silica levels were established initially by the concentratability of the ore, that is, its response to closed circuit ball mill grinding and magnetic concentration. Those operations that had taconite that was easy to concentrate generally produced lower silica pellets. As processing technology improved and it became possible to achieve lower silica levels constraints imposed by the blast-furnace operation became limiting. These constraints related primarily to sulphur and alkali levels in the furnace which control both the volume and chemistry of the furnace slag. Because the trend in blast-furnace practice has been to move toward lower slag volumes, pellets with lower silica levels have become more desirable. Recent extensiv~ installation of external hot metal desulphurization facilities at many steel works allows even lower slag volumes. The basic driving force to go to lower slag volumes is the cost and availability of high quality metallurgical grade coke and related environmental problems.
The recent move to produce fluxed pellets has made lower pellet silica levels more attractive because of the lower pelletizing costs related to both the lower flux addition and higher production rates with a lower silica content. A common target silica level in fluxed pellets is now about 4.0 percent. A 4.0 percent silica pellet requires a concentrate containing between 3.7 and 3.9 percent silica depending upon bentonite addition levels. This lower silica level has been accomplished in some plants by the use of fine screens, while other plants require the use of silica flotation. The lower silica level has been accomplished at a relatively small incremental cost, generally less than $0.50 per ton. With increasing pressure from the blast furnaces for lower-silica pellets to reduce coke consumption, concentrate silica levels on the order of 3.0 percent may be common in the future.
In addition to the need to produce a lower silica blast-furnace feed, there is a potential need to produce even lower silica concentrates, below 3.0 percent, as feed stock for direct steelmaking. Worldwide the current research emphasis is on the development of a coal-based direct-steelmaking process to replace the conventional two step, blast furnace-basic oxygen furnace, process. Most of the current prototype direct steelmaking processes would benefit from a lower silica feed. These low silica levels will require increasingly complex and expensive secondary treatment of normal magnetic concentrates which exceed the capability of current !aconite processing flowsheets. The purpose of this test program is to establish the lower silica limits that can be achieved by current technology for various Minnesota !aconites and gain a preliminary indication of the cost.

Because the magnetite concentrates produced by different taconite plants range significantly in terms of their size-silica relationships the program included three different concentrate sources for evaluation. Major differences will exist between concentrates produced in a fully autogenous grinding system and those produced in a conventional rod mill-ball mill circuit in which the ball mills are closed with hydrocyclones and/or a combination of hydrocyclones and fine screens. There are also differences in the nature of the siliceous gangue minerals in the various operations. The concentrates from the western Mesabi range contain quartz and low- grade metamorphic iron silicates such as minnesotaite, stilpnomelane, and talc and iron carbonates. The concentrates from the east Mesabi metamorphosed iron formation contain high grade metamorphic iron silicates such as cummingtonite, grunerite, and fayalite as well as quartz. The type of gangue mineral greatly affects the ability to upgrade the concentrates by silica flotation.
The purpose of this test program is to determine the lowest silica content that it is technically possible to produce from three different concentrate sources representing the east Mesabi metamorphosed iron formation (Erie), the unmetamorphosed central range produced in a rod mill and ball mill circuit (Minntac), and the unmetamorphosed western Mesabi produced in an autogenous milling circuit (Hibtac). Sufficient data were collected to allow preliminary cost estimates to be made at several silica levels. The.cost estimates will be based on reagent consumption, regrind power and metal requirements, and iron recovery.
This report contains all of the information obtained on the Minntac samples. This includes the results of the initial characterization studies, basic bench scale beneficiation test results, pilot plant flotation data, and the results of the secondary and tertiary treatment of bulk flotation froth to improve overall iron recovery.
2

SAMPLE ACQUISITION AND CHARACTERIZATION
The testwork schedule established for the program included an extensive series of bench-scale and pilot plant tests. This required the acquisition of a relatively large sample of cleaner magnetic separator concentrate, flotation plant feed, to provide enough material for the entire program so that the starting material for each test phase would be identical. A further requirement was that the concentrate samples be collected over an extended period of time so that they would include the normal ore variations associated with the plant. Consequently it was requested that the plant accumulate a 10 ton sample over a period of two weeks.
The Minntac concentrate sample, flotation plant feed, was collected in twenty 55-gallon drums. The twenty drums were mixed and blended in a slurry holding tank and the blended concentrate slurry then pumped into drums to provide a suite of uniform feedstock samples for the test program. As the drums were loaded incremental samples were taken and mixed to provide a head sample for screen analyses.
The head sample was sized from 150 mesh through 325 mesh by.a combination of wet and dry screening. The minus 325 mesh fraction was sized in a cyclosizer. The individual screen and cyclosizer size fractions were analyzed for Fe, Si02, Al20 3, Cao and MgO. The size and chemical analyses of the "as received" concentrate are given in Table I.
Davis tube tests were also run on the concentrate to provide an indication of the quality that might be achieved by the most efficient magnetic separation. These tests, run on each screen and cyclosizer fraction, establish the theoretical grade limitations for magnetic separation for each size fraction. The Davis tube concentrates for each fraction were also analyzed for Fe, Si02, Al20 3, CaO and MgO. The size and chemical analyses are given in Table II.
The concentrate size and chemical analyses presented in Table I show the silica grade and distribution patterns characteristic of Minnesota !aconite concentrates. The total silica in the concentrate calculated ftom the individual size fractions is 4.93 percent. The plus 270 mesh size fraction represents 15.2 percent of the concentrate weight and contains 49.2 percent of the silica. By contrast, the minus 270 mesh fraction contains only 2.95 percent silica. The potential benefit of "perfect" screening is obvious, but at this time technically difficult.
Similar data for the Davis-tube concentrate presented in Table II show the potential benefit that could be obtained by very efficient magnetic separation. The total silica in the magnetically cleaned concentrate is 3.55 percent, 1.38 percent lower than in the asreceived concentrate. The size and silica relationships are similar to those in the as received concentrate. The plus 270 mesh size fraction represents 14.2 percent of the
3

concentrate weight, but contains a greater proportion of the silica, 54.4 percent compared to 49.2 percent in the as received concentrate. This difference represents the selective rejection of silica in fines and slimes from the minus 270 mesh size fraction.
The minus 270 mesh size fraction contains only 1.98 percent silica compared to 2.95 percent silica in the as received concentrate. The data in the finer cyclosizer fractions indicate that a lower silica threshold for magnetic separation alone without comminution will be about 1.4 percent.
The data suggest that the near-term benefits available by more efficient magnetic separation, improved desliming, and closer top-size control with fine screens are significant and represent an opportunity for quality improvement through improved operating practice without significant capital investment.
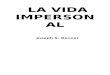
The individual size fractions were examined with a petrographic microscope. The samples that had been re-cleaned by Davis tube concentration were found to contain insignificant amounts of free gangue minerals. The quartz, iron silicates, and iron carbonates associated with the magnetite follow a normal locking pattern. That is, the magnetite is not disseminated in fine, micron-size particles in the gangue. In general the middling or locked particles in the coarser size fractions are 2 to 4 mineral component grains, which could be liberated by additional comminution.
This is illustrated qualitatively by the photomicrographs shown as Figure 1. A more detailed description of the mineralogical characteristics of the individual size fractions in the concentrate are contained in the report on the QEM-SEM work prepared by the Mineral Resource Research Center.
BENCH SCALE TEST PROGRAM
The initial program presented to the steering committee of the American Iron and Steel Institute (AISI) had assumed that the initial approach to obtaining a very low silica concentrate would involve flotation of current plant concentrates. This choice was based on the desire to demonstrate the maximum potential tonnage that could be produced from Minnesota !aconites so that they would represent a major source of iron units for projected direct steelmaking technology. Information available from commercial flotation installations on the range had shown that about 80 percent of the current plant production concentrate could be recovered as a low silica concentrate.
The premise was that limited re-treatment of the rougher concentrates would provide the bulk of the very low silica concentrates desired. More intensive treatment of the primary froth product would then be explored to increase iron unit recovery.
4

Bench Scale Laboratory Pretreatment Tests
The results of the sample characterization studies were presented to the steering committee of the American Iron and Steel Institute (AISI) in December 1989. Based on evaluation of the studies at that meeting and plant experience with flotation, it was decided to investigate several pre-treatment options ahead of flotation. The purpose was to determine if any pretreatment option would significantly improve flotation efficiency and perhaps make it easier to obtain the low silica levels desired. The pretreatment options to be considered are listed below.
1. Conventional magnetic separation. 2. Fine screening with a Derrick "K" screen. 3. Low intensity matrix magnetic separation. 4. Desliming and elutriation.
The concentrates produced by the various pre-treatment options would be tested using a standard time-rate flotation test procedure and compared with the results obtained on the as-received concentrates.
The test procedures and the results obtained under the four pretreatment options are described in the following sections. ·
Magnetic Separation
The rationale for pretreatment of the concentrates by magnetic separation was that there would be some grade improvement and also some rejection of siliceous slimes. To the extent that the silica slimes tend to increase reagent consumption and to promote formation of stable flotation froths that are difficult to handle, their reduction should have some beneficial results on the overall metallurgy.
The magnetic separation tests were conducted in a laboratory drum unit manufactured by Eriez Magnetics. The separator drum was 18 inches in diameter and 1 O inches wide. The unit was operated batchwise and 1000 grams of concentrate were fed at 33 percent solids for each test. Multiple runs were made with products of each run being combined to produce a concentrate and tailing for analyses. The test results, presented in Table Ill, demonstrate that some upgrading would be possible, the percent silica in the concentrate was 4. 78 percent as compared to the feed silica of 5.19 percent. The weight and iron recovery were high, 99.0 and 99.6 percent respectively. The tailings contained 46.14 percent silica, 8.9 percent of the silica in the sample. Based on the characterization studies it is assumed that the bulk of the grade improvement was related to desliming of the concentrate.
5

Fine Screening
The reason for considering pretreatment by fine screening was to separate the· concentrate into a coarse and fine product. The fines would be expected to be easily upgraded without additional comminution. The coarse oversize would be treated by regrinding and magnetic separation or flotation. The coarse-fines split was to be made with a commercial fine screen to obtain size splits equivalent to that expected on a plant scale as opposed to the near perfect separations obtained by laboratory wet sieving.
The test unit used for the separations was a one-sixth scale Derrick "K" machine equipped with a 280 deck. The 280 deck is designed to make a nominal 400 mesh split.
The tests were run in closed circuit, i.e., the screen.oversize and undersize were recombined in a common sump and recirculated across the screen. The percent solids in the screen feed was maintained at 40 percent solids by weight and the fe.ed rate controlled with a variable speed pump. Demagnetization of the concentrate ahead of fine screening is essential and the feed line was run through a 60 cycle demagnetizing coil. The sample was tested at three different feed rates to obtain information on how feed rate might affect the separation efficiency. However, the bulk sample for flot~tion tests was taken at the intermediate feed rate under the assumption that the differences in the size consist of the screen products would not be great enough to affect the laboratory flotation tests.
The weight split and the iron and silica analyses of the oversize and undersize products are shown in Table IV. The corresponding screen analyses and iron and silica analyses by size fraction are presented in Table V. Within the feed rate range tested, 1.7 to 3.5 long ton per hour of dry solids, the feed rate had little effect on the screening. The screen undersize weight recovery varied from 42.8 to 45.5 percent. The silica in the screen undersize showed a slight increase with feed rate, ranging from 2.87 percent at the low feed rate to 3.05 percent at the high feed rate.
The screening efficiency, calculated from the screen analyses given in Table V and the weight recovery given in Table IV, show that the separation efficiency at 400 mesh ranged from 54.6 to 56.7 percent. This suggests that a commercial installation would require a two-stage screening system.
The recovery and grade obtained for the bulk sample are also included in Table IV. The undersize fraction for flotation feed sample contained 2.86 percent silica and the weight recovery was 46.3 percent, somewhat higher than shown by the feed rate tests.
6

The results of the preliminary elutriation tests and the bulk sample separation are given in Table VII. The preliminary test data showed that the upward velocities were probably too high. The overflow product ranged from 18.8 percent to 63.0 percent. In keeping with the original concept of desliming, the bulk sample was collected with an upward calculated velocity of 0.25 feet per minute. It should be noted that in the test with the highest velocity the overflow was significantly up graded with respect to the underflow, 4.66 percent silica compared to 6.00 percent silica. This indicates another alternative approach which would involve higher elutriation velocities, flotation of the overflow and regrind and flotation of the underflow, essentially a variation of the classification and two stage concentration reported by Iwasaki.
The elutriation tests on the bulk sample produced an underflow representing 87.0 percent of the feed and containing 4.63 percent silica which was used for flotation tests. The overflow contained 9.32 percent silica.
Laboratory Flotation Tests On Pretreated Concentrate
The concentrates from the pretreatment tests described above and the as-received concentrate were evaluated using an identical bench scale flotation procedure that has been demonstrated to be highly reproducible. The object was to obtain data from which to plot grade-recovery curves which could be used to evaluate the effect of the various pretreatment options on the flotation efficiency.
The laboratory flotation tests were run using a standard Denver D-2 flotation machine. The unit was equipped with a froth crowder in the back of the cell and a motorized froth paddle to assure a constant froth removal rate for each test. The machine was run at 1200 rpm with an air rate of 10.75 scfh. The feed samples consisted of filter cake at 9 to 10 percent moisture, 1000 grams equivalent dry weight. Water was added to bring the initial percent solids to 35 percent. Coleraine tap water was used in all the tests.
A standard procedure was followed for all tests. The filter cake and appropriate amount of water were added to the cell and the agitator operated for 2 minutes to fully disperse and mix the solids. The agitator was then turned off and appropriate amounts of collector, 0.15 pounds per long ton of Sherex MG83A, and frother, 0.07 pound per long ton of MISC, were added to the slurry. Both reagents were diluted 1 to 100 by weight with Coleraine tap water. The agitator, air, and timer were then started and the froth collected in four 30 second increments over the first 2 minutes and as a final 60 second increment, identified in the tables as times of 0.5, 1.0, 1.5, 2.0, and 3.0 minutes. Water was added as necessary during the testto maintain a constant froth depth within the cell. The products were filtered, dried, weighed, and analyzed for iron and silica. The cell underflow was screened through 500 mesh and the minus 500 mesh fractionated in a
8

Low Intensity Matrix Magnetic Separation
High intensity matrix magnetic separators have been used successfully by industry for several years for especially difficult beneficiation problems such as removing trace iron amounts from kaolin. However, low intensity matrix magnetic separation has not been widely used commercially. Exploratory tests conducted by Magnetic North with their Ferrous Wheel machine showed that it could have application for the upgrading of conventional finisher concentrates. The stated advantage of the machine is that by adjusting the magnetic field strength it is possible to reject coarse, plus 200 mesh, middling particles that are recovered by conventional drum magnetic separators. Because these coarse middling particles are the most difficult to float, and they are a major contributor to the silica grade problem, removing them prior to flotation should improve the flotation response of the concentrate.
The test unit was supplied by Magnetics North. The main components of the separator are shown schematically in Figure 2. The product nomenclature and the flow of material through the unit are also indicated. The final product that was obtained for flotation testing is designated "Magnetics II." The Ferrous Wheel unit used for the test work had a 4 foot diameter and a matrix width of 0.75 inches. The matrix used was a stainless steel screen cloth with 1/4-inch square openings. '
The test work on the matrix separator was conducted by Mr. Al Fritz of Magnetics North. Several tests were. run on a bench scale test unit to establish the desired operating parameters for the pilot plant test. A single pilot plant run was then made to produce the concentrate for flotation testing. The test data from the run are presented in Table VI. The Ferrous Wheel did achieve significant upgrading but at a rather low iron recovery. The Magnetics II product contained 69.1 percent iron and 3.08 percent silica. The weight and iron recovery were 77.6 and 79.9 percent respectively. The low recovery is due to the fact that only the primary Magnetic II product was considered. Later tests showed that scavenging of the tailings would greatly improve recovery with a small increase in the silica level of the concentrate.
Desliming and Elutriation
The desliming and elutriation tests were intended to remove a significant slime component from the ore prior to flotation. The intention was to establish whether flotation of a clean, slime-free material would be significantly better than that of the as received concentrates.
The elutriation tests were conducted in two phases. The preliminary tests were run in a 2-inch-diameter tube with the upward water velocity being changed from 0.32 to 0.49 to 0.65 ft/min. These tests determined the conditions for the bulk elutriation tests, which were conducted in a 4-inch-diameter tube.
7

The results of the preliminary elutriation tests and the bulk sample separation are given in Table VII. The preliminary test data showed that the upward velocities were probably too high. The overflow product ranged from 18.8 percent to 63.0 percent. In keeping with the original concept of desliming, the bulk sample was collected with an upward calculated velocity of 0.25 feet per minute. It should be noted that in the test with the highest velocity the overflow was significantly up graded with respect to the underflow, 4.66 percent silica compared to 6.00 percent silica. This indicates another alternative approach which would involve higher elutriation velocities, flotation of the overflow and regrind and flotation of the underflow, essentially a variation of the classification and two stage concentration reported by Iwasaki.
The elutriation tests on the bulk sample produced an underflow representing 87.0 percent of the feed and containing 4.63 percent silica which was used for flotation tests. The overflow contained 9.32 percent silica.
Laboratory Flotation Tests On Pretreated Concentrate
The concentrates from the pretreatment tests described above and the as-received concentrate were evaluated using an identical bench scale flotation procedure that has been demonstrated to be highly reproducible. The object was to obtain data from which to plot grade-recovery curves which could be used to evaluate the effect of the various pretreatment options on the flotation efficiency.
The laboratory flotation tests were run using a standard Denver D-2 flotation machine. The unit was equipped with a froth crowder in the back of the cell and a motorized froth paddle to assure a constant froth removal rate for each test. The machine was run at 1200 rpm with an air rate of 10.75 scfh. The feed samples consisted of filter cake at 9 to 10 percent moisture, 1000 grams equivalent dry weight. Water was added to bring the initial percent solids to 35 percent. Coleraine tap water was used in all the tests.
A standard procedure was followed for all tests. The filter cake and appropriate amount of water were added to the cell and the agitator operated for 2 minutes to fully disperse and mix the solids. The agitator was then turned off and appropriate amounts of collector, 0.15 pounds per long ton of Sherex MG83A, and frother, 0.07 pound per long ton of MIBC, were added to the slurry. Both reagents were diluted 1 to 100 by weight with Coleraine tap water. The agitator, air, and timer were then started and the froth collected in four 30 second increments over the first 2 minutes and as a final 60 second increment, identified in the tables as times of 0.5, 1.0, 1.5, 2.0, and 3.0 minutes. Water was added as necessary during the test to maintain a constant froth depth within the cell. The products were filtered, dried, weighed, and analyzed for iron and silica. The cell underflow was screened through 500 mesh and the minus 500 mesh fractionated in a
8

cyclosizer. The individual screen and cyclosizer size fractions were analyzed for iron and silica.
The basic flotation grade and recovery data for the as received concentrate and the concentrates from the four pretreatment options are given in Table VIII and are summarized below:
Pretreatment Flot Wt Rec% Tot Wt Rec% Si02%
As-Received 73.0 73.0 1.92 Mag Sep Cone 66.0 65.3 1.81 "K" Scrn Un'S 84.2 38.9 1.66 Matrix Mag Sep 50.9 39.5 1.71 Elut Un'flow 60.5 52.6 2.25
The silica analyses of the cell product was less than 2.0 percent for all but the elutriation underflow sample which contained 2.25 percent silica. The cell product obtained from the as received concentrate contained 1.92 percent silica. The cell product with the lowest silica content, 1.66 percent, was obtained from the Derrick "K" screen undersize. Although the cell product obtained from the Derrick "K" screen undersize represented the highest weight recovery in terms of the flotation feed, it had nearly the lowest recovery based on the total product.
The relative effect of each pretreatment option on flotation iron recovery and grade is illustrated by the grade/recovery CL1rves plotted on Figure 3. This plot shows clearly that the pretreatment steps tested did not have a major impact on the silica content of the flotation cell product. Although matrix magnetic separation and fine screening did permit a somewhat lower silica concentrate it was achieved with unacceptable iron recoveries.
Screen and Cyclosizer Analyses of Pretreatment Concentrates
Because the ultimate objective of this program was to produce the lowest possible silica, both the pretreatment concentrate and the corresponding flotation concentrates were examined in greater detail. Screen and cyclosizer separations were made with iron and silica analyses run on the size fractions.
Plus 270 Mesh Screen Fraction. The screen analyses of the flotation cell product obtained from the as-received concentrate, presented in Table IX, shows that significant grade improvement was achieved in the plus 270 mesh size fraction. The silica in that fraction of the as-received concentrate was 15.9 percent whereas the corresponding fraction in the cell product contained only 6.0 percent. This same size fraction of the as-
9

received concentrate contained 49.2 percent of the total silica whereas the cell product contained only 34.3 percent of the silica.
Plus 270 Mesh Data
Flot Feed
Wt% +270M Si02 % Si02 Dist%
Flot Cell Prod
Wt% +270M Si02 % Si02 Dist%
As Red
15.2 15.9 49.2
11.8 6.0
34.3
Conv Mag Dck "K"
11.9 1.0 16.9 15.3 45.2 4.8
14.8 4.3
36.1
0.7 13.9 5.3
Mtx Mag
NA NA NA
15.4 4.4
36.7
14.3 17.2 54.3
15.9 7.3
48.7
Minus 400 Mesh Screen Fraction. Significant upgrading was also achieved in the minus 400 mesh size range. This size fraction of the rougher flotatio.n cell product, obtained from as-received concentrate, represents 72.8 percent of the weight and contains only 1.43 percent silica. These general. relationships apply to the other pretreatment options. The minus 400 mesh data are summarized below:
Minus 400 Mesh Data
Flot Feed As Red Conv Mag Dck "K" Mtx Mag Elut
Wt%-400M 82.8* 78.1 94.2 NA 76.8 Si02 % 2.84* 2.37 2.98 NA 2.11 Si02 Dist% 47.6* 41.6 37.9 NA 34.4
Flot Cell Prod
Wt %-400M 72.8 70.8 94.3 66.6 67.0 Si02 % 1.34 1.22 1.64 1.29 1.34 Si02 Dist% 50.7 49.4 84.4 46.1 37.4
* Minus 325 mesh.
The detailed screen and cyclosizer data for the as-received concentrates and the four pretreatment options are presented in Tables IX, X, XI, Xii and XIII.
10

This information supports the initial flowsheet concept where a concentrate screening step was included in the baseline flowsheet circuit with the associated regrind and magnetic separation steps for the oversize. Fine screening of the concentrate will easily produce a less than 2.0 percent silica concentrate. However, the iron recovery would be too low to be economic unless secondary treatment of the coarse fractions to increase recovery is included in the flowsheet.
. The analyses of the combined minus 400 mesh size fraction provides an indication of the practical limitations achievable by bulk flotation. Examination of the individual size fractions of the bulk concentrate provides additional insight into what may be the ultimate silica limits achievable by physical separation.
The silica analyses by size fraction for the flotation cell products obtained from each pretreatment step are shown below:
Mesh/um As-red
+200 18.15 200/270 3.77 270/400 2.00 400/500 1.40
500/25 um 1.23 25/17 um 1.21 17/11 um 1.16 11/8 um 1.12 -8 um 1.99 Total: 2.05
Conv-Mag
14.66 2.93 1.78 1.27 1.02 1.05 0.95 0.89 1.61 1.76
Dck-"K"
13.87 3.80 2.03 1.42 1.41 1.45 1.20 1.91 1.83
Mtx-Maq Elut
12.75 18.54 2.65 4.49 1.80 1.95 1.35 1.27 1.07 1.11 1.04 1.03 0.98 1.02 0.94 1.07 2.10 2.52 1.87 2.40
Size by size examination of the silica analyses shows that pretreatment by conventional magnetic separation and matrix magnetic separation both produce significantly lower silica grade in each size fraction compared to direct flotation of the asreceived concentrate. Because the difference appeared small when the total concentrate was considered, most of the subsequent work was based on rougher flotation without a pretreatment step. However, as lower silica levels become important it may be necessary to reevaluate the effect of primary treatment by magnetic separation because the 0.2 to 0.3 silica differential shown could become critical.
Summary of Pretreatment Options
The principal objective of pretreatment was to establish whether pretreatment would have a major impact on the final concentrate grade that could be attained by flotation. This did not appear to be the case. The silica content of the flotation concentrates obtained with the different pretreatment steps was not very great. However,
11

when the concentrates are considered size by size, pretreatment clearly offers some opportunities to lower the final silica levels.
There appears to be a lower threshold silica value at about 1.0 percent, even in the finer size ranges, that cannot be crossed. Petrographic examination of the cyclosizer size fractions shows that the remaining silica, both free quartz and iron-silicates, is present as small particles attached to a few magnetite grains. The vast majority of the magnetite appears to be completely liberated and additional comminution to liberate silica would be extremely inefficient.
Based on these observations it did not appear that a pretreatment step is essential at this stage of the investigation. The grade benefits were small compared to the relatively large iron losses. Therefore, the next stage of the investigation was directed toward developing baseline data for the simplest flowsheet, essentially rougher flotation followed by fine-screening, regrind, and magnetic separation.
Preliminary Pilot-Plant Program
The initial flowsheet concept was based on rougher flotation of the as-received concentrate. The flotation concentrate was to be screened with the undersize going as the final product and the oversize going to a regrind mill followed by magnetic separation. The rougher flotation froth was also to go to a separate regrind mill and magnetic separation. This baseline flowsheet, Figure 4, was intended to test the metallurgical limits in terms of iron unit recovery and concentrate grade. The underlying premise was that nearly all of the elements of the flowsheet would be changed as the work progressed and information on alternative treatment strategies developed.
The following sections describe the preliminary pilot-plant tests conducted to establish a material balance for the baseline flowsheet and to evaluate potential alternative treatment options for reducing the silica grade and/or improving recovery. The results of those tests would be used to develop the main pilot-plant test program.
Bulk Flotation
The initial bulk flotation tests were run on samples of concentrate that had been collected several months at the beginning of the program and stored for several months. The pilot plant runs produced poor recovery and grade. It was apparent that the concentrate had been significantly altered during storage and a new concentrate bulk sample was obtained for the testing. The new bulk concentrate was somewhat higher in silica and the response to flotation was not quite as effective. The bench scale flotation tests, presented in Table XIV, show both lower weight recovery and lower concentrate silica when compared to similar data from the original sample. At the same reagent level, 0.15 pounds of MG83A per long ton, the weight recovery and silica grade for the old
12

concentrate, tests run when it was first received, were 73.0 and 1.92 percent. The results from the new concentrate were 66.8 and 2.38 percent. A plot of the silica grade versus iron recovery in the flotation underflow, Figure 5, illustrates the differences. Although the differences were appreciable, it was decided to use the material anyway even though it might yield more conservative results.
The flotation pilot plant, shown schematically in Figure 6, consisted of a bank of nine, 0.75 cubic footWemco flotation cells. The flotation feed, as-received concentrate, was mixed in a slurry tank at 45 percent solids. The feed to the flotation cells was pumped to a mixing tank where it was diluted to provide 30 percent solids in the overflow which was fed directly to the feed well of the first flotation cell. The overflow volume was adjusted to provide a feed rate of 20 pounds per minute of dry solids. With these conditions the average residence time was 7 minutes. Flotation reagents were added to the first flotation cell feed well. The collector, Sherex MG83A, was added at a rate of 0.20 pounds per long ton. The frother, Sherex 139, was added at a rate of 0.07 pounds per long ton of feed for all tests.
A series of five bulk pilot plant runs were made and the grade and recovery data are shown in Table XV.
The first three tests, A-6, A-7, and A-8, were run with about the same collector level, 0.2 pounds per long ton. The cell product silica grade was 2.78 percent and the weight recovery 59.7 percent. The cell product silica obtained in tests A-7 and A-8 were similar and averaged 2.45 percent. The average weight recovery was 51.5 percent.
The collector level was dropped to 0.15 pounds per long ton in test A-9. The silica level in the cell product, increased markedly to 3.05 percent and the weight recovery increased to 77.8 percent.
To obtain some indication of whether two-stage flotation would be more effective, the cell product from A-9 was refloated with 0.06 pounds per long ton of MG83A. The silica level in the cell product dropped to 2.27 percent. The combined cell product weight recovery was 56.3 percent and the total iron recovery 58.4 percent. The average weight recovery for tests A-7 and A-8 was 51.5 percent and the iron recovery 53.4 percent.
The data indicate that two-stage flotation is more efficient and should be incorporated into the pilot plant program.
In general the metallurgy of the bulk flotation was not as good a~ that observed in the bench tests (Table XIV). The bulk flotation concentrate weight recovery was about 10 percentage points lower and the silica about 0.2 percent points higher than companable values in the batch flotation underflow. Plotting the results of the bulk flotation tests on the same grade-recovery curve as the bench scale tests, Figure 5, indicates that only one bulk flotation test produced results comparable to the laboratory
13

tests. The results from Test A-9, run at 0.15 lb/LT MG83A, lay on the grade-recovery curve for the laboratory test run at the same reagent rate. This suggests a difference in flotation kinetics between the laboratory batch cell and the pilot plant continuous cells. The reason for the poorer performance for the other bulk tests could be a combination of the higher reagent dosages and the inherent inefficiencies of small continuous flotation cells.·
Screen analyses were run on the A-7 flotation feed, concentrate and froth and are presented in Table XVI. The minus 500 mesh size fraction of the concentrate contained 1.26 percent silica. This compares to 1.44 percent silica in minus 500 mesh size fraction in the underflow from the laboratory flotation of the initial concentrate. The percentage of minus 500 mesh material in the bulk concentrate is also about 8 percent lower. The silica in the coarser size fractions of the bulk concentrate was higher than equivalent size fractions from the original sample. It would appear that the pilot plant cells did not float the coarser size fractions as efficiently as the bench test unit and the higher reagent levels used to achieve grade resulted in floating a greater percentage of fines. However, direct comparison of the two sets of data has to be qualitative because the two concentrate feeds are different. The data suggest that the pilot plant cells did not float the coarser size fractions as efficiently as the bench test unit and the higher reagent levels required to achieve grade resulted in floating a greater percentage of fines.
Froth Regrind and Davis Tube Test Data
The froth product from tests A-6, A-7, and A-8 were run through a series of batch ball mill grinds with the "as is" ground material concentrated in the Davis tube. The grind times, the percent passing 500 mesh, and the Davis tube data are presented in Table XVII. The grinds ranged from 94.4 to 99.3 percent passing 500 mesh. The Davis tube concentrate silica ranged from 2.07 to 1.49 percent.
The results indicate that it would be practical to grind the flotation froth fine enough to achieve good liberation. However, it would be difficult to achieve a 2.0 percent silica concentrate in a plant situation because of magnetic separator inefficiency.
Fine Screening of the Flotation Cell Product
The bulk flotation cell product from A-7 was sized using a Derrick "K" screen with a 280 deck. The screen testing procedures have been described previously. The feed rate to the test unit was 1 .63 long tons per hour at 42.4 percent solids. The undersize product represented 58.9 percent of the screen feed and contained 1.47 percent silica. The screen oversize contained 4. 72 percent silica. The test data are given in Table XVIII.
14

Screen analyses were run on the feed, oversize and undersize, Table XIX. The screening efficiency for the minus 500 mesh size fraction was 78 percent.
Screen Oversize Regrind and Davis Tube Tests
Batch ball mill grinds and Davis tube tests were run on the oversize from the screening of A-7 concentrate. ·The liberation characteristics of the reground screen oversize, as expected, are better than those on the flotation froth. The grinds ranged from 59.7 to 80.9 percent minus 500 mesh and the silica from 1.18 to 1.45 percent. These data are given in Table XX.
Baseline Flowsheet Material Balance, Test A-7
The test data described above were used to calculate the baseline flowsheet material balance shown on Figure 7. The cumulative data indicate potential to produce a final concentrate containing 70.6 percent Fe and 1.49 percent silica. Total weight and iron recovery would be 83.1 and 87.0 percent respectively.
The combined tailings would contain 53.0 percent iron and 26.1 percent silica.
These values are based on Davis tube test data. If a plant Davis tube correction factor of 2.0 percent silica is assumed at the same recovery then the silica in the final concentrate would be increased to 2.75 percent.
The baseline flowsheet has two major problem areas. A significant tonnage of concentrate has to be reground in ball mills to achieve liberation. A major portion of the material has to be upgraded by magnetic separation and the concentrates will not equal the optimistic low values obtained in Davis tube tests.
Alternative Treatment Options
Several exploratory tests were run to make a preliminary evaluation of alternative treatment options that would reduce the ball mill regrind requirements and provide an alternative to magnetic concentration. They included column flotation of the as-received concentrate, secondary flotation of the primary froth product, flotation of the concentrate Derrick screen oversize, and matrix magnetic separation and flotation.
15

Column Flotation Tests On As-Received Concentrate
Preliminary column flotation tests were run on the as-received concentrate at three different collector levels. A schematic of the column flotation setup is given in Figure 8. The column is essentially a 3-inch-diameter vertical tube 138-inches high. The feed containing the collector is introduced 96 inches from the bottom by a feed pump. The concentrate is pumped from the bottom while the froth overflows the top. The slurry-froth interface level is maintained by adjusting the rate of concentrate removal. Micro bubbles are introduced into the column by two bubble generators. The bubble generators mix air and water containing frother to produce the bubbles. Wash water is added to the top of the column to aid in the removal of mechanically entrained particles from the froth. The object was to obtain basic data points that could be compared with the flotation data obtained by in a conventional cell. The data, presented in Table XXI, show that the column flotation unit produces a concentrate with a lower silica content at consistently higher weight and iron recoveries as compared to the conventional flotation. The data given in Table XXI have been plotted on the same figure that shows the grade and recovery curves plotted for the conventional flotation tests, Figure 5.
The final concentrate silica attainable, and the recovery are significantly superior and clearly demonstrate the need to investigate column flotation in greater depth as the primary flotation stage.
Screen analyses were run on the column flotation feed, concentrate and froth from the test run with 0.15 pounds of collector, Table XXVll, and the test run with 0.22 pounds of collector, Table XXVlll. These data, compared with the results form the conventional flotation test A-7 on Table XVI, indicate considerable upgrading in the plus 270-mesh fraction of the column concentrate. The plus 270-mesh fraction in the A-7 concentrate contained 8.07 percent silica compared to 4.15 percent silica in the same size fraction from the column concentrate produced with a MG83A dosage of 0.22 lb/LT. The silica grades of the minus 270-mesh fractions are essentially the same; 1.45 percent for the column concentrate and 1.49 percent for the conventional concentrate.
The iron recovery by size fraction in the column flotation concentrate was significantly higher in the finer size fractions than conventional flotation, Table XXIV. This confirms the claims that a column flotation unit is more effective in recovering fine iron. Because of the thick froth layer and the wash water the magnetite fines are more efficiently washed from the froth and report to the concentrate.
Secondary Flotation of the Primary Froth
The froth product from test A-7 was refloated by both conventional and column flotation. The column flotation tests produced better results than the conventional cell as

shown in Table XXV. The weight recovery was higher in the column concentrate, 70.2 compared with 63.9 percent. The silica in the concentrate was significantly lower, 3.12 compared to 4.03 percent. However, the froth products from both units were relatively high in iron and probably would not be acceptable as a final tailing. Also the concentrates would have to be retreated to reduce the silica grade.
More work is needed in this area to attempt to produce either a froth with a low iron content which could be discarded or a concentrate with a sufficiently low silica grade to not require retreatment.
Flotation of "K" Screen Oversize From Primary Flotation Cell Product
A laboratory flotation test was run on the Derrick "K" screen oversize product obtained by screening the primary flotation concentrate (cell product). The test produced a cell product that contained 2.99 percent silica ahd represented 70.52 percent of the feed, Table XXVI. The iron and silica analysis for the flotation underflow shown in Table XXVll indicates that screening of the underflow will produce low silica product. The minus 200-mesh fraction of the underflow contained only 1.66 percent silica. Flotation of the primary concentrate screen oversize followed by screening of the flotation concentrate will produce a low silica product and reduce the requirements for ball mill regrinding and subsequent magnetic separation.
Matrix Magnetic Separation and Flotation of As Received Concentrate
A review of the matrix magnetic separator test procedure combined with information from bench scale tests indicated that modification of the treatment scheme to include scavenging of the primary tailings would significantly increase recovery.
A pilot plant test was run to generate sufficient material for laboratory flotation testing. The matrix magnetic separator concentrate contained 3.45 percent silica. The concentrate weight recovery was 91.7 percent. The test data are given in Table XXVlll, Test No. FFD-1.
Two flotation tests were carried out on the concentrate. The first with 0.12 pounds per long ton of collector and the second with 0.14 pounds. The results are given in Table XXIX. The silica in the cell products was 2.12 and 1.58 percent. Weight recovery was 82.6 and 71.5 percent. The flotation time in the first test with 0.12 pounds per long ton of collector was extended to 4.0 minutes rather than the normal 3.0 minute float time.
17

shown in Table XXV. The weight recovery was higher in the column concentrate, 70.2 compared with 63.9 percent. The silica in the concentrate was significantly lower, 3.12 compared to 4.03 percent. However, the froth products from both units were relatively high in iron and probably would not be acceptable as a final tailing. Also the concentrates would have to be retreated to reduce the silica grade.
More work is needed in this area to attempt to produce either a froth with a low iron content which could be discarded or a concentrate with a sufficiently low silica grade to not require retreatment.
Flotation of "K" Screen Oversize
From Primarv Flotation Cell Product
A laboratory flotation test was run on the Derrick "K" screen oversize product obtained by screening the primary flotation concentrate (cell product). The test produced a cell product that contained 2.99 percent silica and represented 70.52 percent of the feed, Table XXVI. The iron and silica analysis for the flotation underflow shown in Table XXVll indicates that screening of the underflow will produce low silica product. The minus 200-mesh fraction of the underflow contained only 1.66 percent silica. Flotation of the primary concentrate screen oversize followed by screening of the flotation concentrate will produce a low silica product and reduce the requirements for ball mill regrinding and subsequent magnetic separation.
Matrix Magnetic Separation and
Flotation of As Received Concentrate
A review of the matrix magnetic separator test procedure combined with information from bench scale tests indicated that modification of the treatment scheme to include scavenging of the primary tailings would significantly increase recovery.
A pilot plant test was run to generate sufficient material for laboratory flotation testing. The matrix magnetic separator concentrate contained 3.45 percent silica. The concentrate weight recovery was 91.7 percent. The test data are given in Table XXVlll, Test No. FFD-1.
Two flotation tests were carried out on the concentrate. The first with 0.12 pounds per long ton of collector and the second with 0.14 pounds. The results are given in Table XXIX. The silica in the cell products was 2.12 and 1.58 percent. Weight recovery was 82.6 and 71.5 percent. The flotation time in the first test with 0.12 pounds per long ton of collector was extended to 4.0 minutes rather than the normal 3.0 minute float time.
17

These data were encouraging, but the calculated silica in the feed to the matrix magnetic separator test was only 4.48 percent and the data were suspect. Therefore, an extended series of pilot matrix magnetic separation tests were run to verify metallurgical performance using new material.
A series of eight tests were run under varying conditions. The test results are given in Table XXVlll. The weight recovery of primary magnetic concentrate ranged from 66.3 to 78.6 percent and the silica in the concentrates ranged from 3.33 to 3.51 percent. Combining the scavenger concentrate with the primary concentrate resulted in a higher weight recovery. The combined weight recovery ranged from 86.6 to 95.5 percent and the silica in the combined concentrate from 3.58 to 3.77 percent. The grade and recovery data are shown on the same plot as the flotation data, Figure 5. The results for the combined scavenger and primary magnetic concentrates are considerably above the grade-recovery curves for conventional flotation. Clearly more work is warranted in this area.
BULK SAMPLE TEST PROGRAM
Based on the information obtained from the preliminary program pilot plant flotation runs were made to produce bulk materials for secondary treatment to improve iron recovery. The primary rougher flotation separation was made by: 1) single stage rougher flotation using conventional flotation cells, and 2) single stage rougher flotation using a 3-inch column flotation unit.
Secondary treatment of the rougher concentrate involved fine screening to produce a final low silica undersize product combined with treatment of the screen oversize to improve recovery. The treatment of the screen oversize included: 1) column flotation, 2) regrind and magnetic separation, and 3) fine screening.
Secondary treatment of the rougher froth included: 1) ball mill regrinding followed by either column flotation or magnetic separation, 2) scavenger column flotation of the asis froth followed by either regrinding and magnetic separation, or fine screening.
The work plan flowsheet is presented in Figure 6.
Conventional Bulk Rougher Flotation
The bulk rougher flotation tests were conducted in the pilot flotation plant described previously and shown in Figure 6.
18
\

As in the preliminary tests the collector was Sherex MG83A, added at a rate of 0.20 pounds per long ton of dry solids. The !rather, Sherex 139, was added at a rate of 0.07 pounds per long ton. A total of 7,000 pounds of feed were floated in the pilot plant. The drums of concentrate and froth were decanted and combined. Pipe core samples were taken from each of the concentrate and froth drums and combined for analyses. The grade and recovery data are given in Table XXX. The metallurgical balance was calculated from the iron and silica analyses of the feed, concentrate, and froth. The bulk flotation test data agree well with the results obtained from the individual rougher tests presented in Table XV. The average weight recovery, iron recovery, and silica analyses of the cell products was 54.8, 56.7, and 2.5 percent respectively, compared to 59.0, 61.1 and 2. 77 percent from the bulk flotation test.
The carryover of fine iron ir\ the froth is the most significant recovery and grade factor. This is shown by the weight recovery and iron and silica analyses by screen fraction for the concentrate and froth given in Table XXXI and the corresponding iron and silica recovery by size fraction in Table XXXll. The percent minus 500 mesh in the froth was 74.3 percent compared to only 43.2 percent in the cell product. The percent silica in the minus 500 mesh froth product was 3.33 percent compared to 1.23 percent in the cell product.
This data highlights the non-selectivity of silica flotation in the finer size range as well as the problem of the carryover of minus 500 mesh fines. The very low silica in the finer size range of the cell product indicates the potential to produce a final product below 2.0 percent silica by screening.
Bulk Concentrate Screening and Tertiary Treatment
The screen analyses of the flotation cell product, Table XXXI, clearly showed that a low silica concentrate could be obtained by screening. To establish what could be . achieved in a commercial screening circuit tests were run on a 1/6 scale Derrick "K" screen with a DF-280 deck (nominal 400 mesh split). The screen test unit can be operated in a closed loop mode with the undersize.and oversize recycled to the sump, or open circuit to collect bulk samples. The feed line is run through a demagnetizing coil so that the screen feed is always demagnetized. The tests are all run at 40 percent solids and the feed rate controlled with a variable speed pump. The feed rate was adjusted so that the screen was bordering on being overloaded. A timed sample of the feed was taken and bulk samples of screen undersize and oversize were taken.
The material balance obtained from screening of the bulk rougher concentrate is given in Table XXXlll. The iron and silica analysis by size fraction are given in Table XXXIV, and the recovery by size fraction in the undersize is given in Table XXXV.
19

The screen undersize contained 1.4 percent silica and represented 40.8 percent of the weight. The low recovery is in part due to the fact that the screen oversize still contained 50.7 percent minus 400 mesh material. The silica analyses was 1.29 percent. It is evident that two stage screening, i.e., rescreening of the oversize, would certainly increase the weight recovery and probably not have a significantly adverse affect on grade.
Rescreening of the Screen Oversize. To evaluate this possibility a sample of screen oversize was rescreened on the Derrick DF-280 deck at a feed rate of 2.06 L TPH. The results of the rescreening test are given in Table XXXVI. The screen undersize silica, 1.42 percent, was almost identical to the 1.4 percent silica undersize produced in the initial screening of the bulk concentrate. The iron and silica by size fraction for the screen products is given in Table XXXVll with the recoveries by size fractions being given in Table XXXVlll. The screening efficiency was very high with over 80 percent of the minus 400-mesh fraction reporting to the undersize. The combined weight recovery of the two undersize products represented 83.0 percent of the flotation cell product. The silica content of the screen oversize was 5.85 percent and would require regrinding and magnetic separation, or alternative concentration treatment to attain an acceptable grade.
Flotation of Screen Oversize. The screen analyses of the Derrick screen oversize from the first stage of screening suggested that refloating the material might produce a rejectable tailing and a concentrate that could be added to the low silica concentrate or upgraded in some other manner.
To evaluate this possibility two column tests were run on the oversize from the bulk concentrate screening: the first at a MG83A level of 0.03 lb/LT and the second at a MG83A level of 0.04 lb/LT. The feed rate was about 1 lb/min dry solids. The feed density was 40 percent solids by weight. The test results are given in Table XXXIX. There was very little upgrading and the froth still contained a substantial amount of iron. The iron and silica by size fractions for the test products are given in Table XL and the recoveries by size fractions are given in Table XU. In both tests very little of the coarsehigh silica material floated. Most of the material that floated was in the finer fractions. The large drop in recovery of the minus 500-mesh fractions when the MG83A level was increased from 0.03 to 0.05 lb/LT suggests that additional increases in MG83A to reduce the silica would result in very high iron losses to the froth.
The test results are not encouraging and it does not appear that column flotation, applied to a fine screen oversize product, can provide the upgrading and selectivity required to produce either a final tailings, or an acceptable concentrate.
Ball Mill Regrinding and Magnetic Separation. The most direct approach to upgrading the screen oversize would be ball mill regrinding combined with magnetic separation. This was evaluated by running standard batch ball mill liberation grinds and
20

Davis tube tests to establish the grind required to attain an acceptable concentrate silica level. In addition open circuit ball mill grinding tests were run in and 18" x 18" ball mill to obtain an indication of the power requirements.
The results of the liberation tests, presented in Table XLll, show that regrinding the screen oversize will allow production of a low silica concentrate. At a regrind of 65.4 percent minus 500 mesh the concentrate grade was 1.22 percent silica, compared to the screen oversize feed which was 30.4 percent minus 500 mesh and contained 3.67 percent silica.
To corroborate the liberation grind data open-circuit tests were run in an 18-inch ball mill containing a mixture of 1, 3/4, and 1 /2-inch balls. The tests were run at 55 percent solids and a feed rate of about 1.65 lb/min of dry solids. A watt-hour meter indicated that the mill drew a constant net power 0.7 kw throughout the tests. To produce different grinds from a limited amount of material, the material was run through the mill three times. Samples of mill discharge were taken after each pass to provide material for laboratory magnetic separator tests. The results of the grinding tests on the screen oversize are given in Table XLll.
The Davis-tube results on both the liberation grinds and the open-circuit grinds indicate that the screen oversize should be amenable to upgrading to below two percent silica by grinding and magnetic separation. The liberation curves produced from the liberation mill and the open-circuit mill are shown on Figure 9. The higher Davis-tube silicas for the same percent minus 500 mesh with the open-circuit mill is due to some oversize short circuiting the mill.
Laboratory magnetic separator tests were conducted using a 10-inch wide by 18-inch diameter drum separator. The test procedure was to mix 1000 grams of ball-mill discharge with 2000-ml of water and run the slurry through the separator. The magnetic concentrate from the first pass was dried, sampled and repulped to be run through the separator a second time. Likewise the concentrate from the second pass was run through the separator a third time to simulate a 3-drum separator. The magneiic separator results are given in Table XLllL In all cases the magnetic concentrate from the third pass was below 2.00 percent silica. In all cases the differences between the Davistube silica and the silica in the third pass magnetic concentrate was less then 0.4 percentage points.
Using the data from ball mill test No. 1, 11.59 kwhr/L T, and the laboratory magnetic separation tests (1.97 percent silica concentrate) along with the screening data, Table XXXlll, an upgraded concentrate can be calculated. This upgraded concentrate would be 1.73 percent silica and contain 97.2 percent of the weight and 98.5 percent of the iron from the bulk concentrate. Likewise upgraded concentrates can be calculated using the data from the other grinding and magnetic separation tests. These results are given in Table XLIV.
21

Summary of Bulk Concentrate Treatment Options. These test data indicate that a final concentrate containing from 1.41 to 1.73 percent silica could be produced from the rougher flotation cell product which contained 2.77 percent silica by a combination of screening and regrind and magnetic separation of the screen oversize. The energy requirements are relatively high; howeve'r, if two-stage screening of the concentrate is incorporated into the system then the grinding energy would be reduced significantly because only 17.9 percent of the rougher concentrate would have to be ground rather than 59.2 percent.
Two stage screening of the rougher concentrate and regrinding and magnetic separation of the screen oversize appears to be the most practical way to produce a low silica concentrate from the rougher concentrate. However, the overall recovery based on the rougher flotation feed is still under 60 percent and supplementary recovery of iron units from the rougher flotation froth will be required.
Bulk Rougher Froth Treatment and Tertiary Treatment
Two approaches were tested to upgrade the rougher froth; 1) ball mill regrinding followed by magnetic separation, column flotation, and Wemco-Leeds column flotation, 2) scavenger flotation followed by regrinding and magnetic concentration of the froth, and screening and regrinding the screen oversize and magnetic separation.
Ball Mill Regrind and Magnetic Separation
Both liberation grinds and open-circuit grinds were conducted on the bulk froth. The open-circuit tests were run in the 18-inch-diameter mill described in the work on the concentrate screen oversize. The test procedure was the same in that the same material was passed through the mill three times to get different grinds. A feed density of 55 percent solids by weight was chosen as being the best value that could be obtained by dewatering separators. Another set of grinds was run at 63 percent solids to determine the benefit of higher density. The results of the grinding and subsequent Davis-tube tests are given in Table XLV. These results indicate that grinding to produce a magnetic concentrate below 2 percent silica will require a large amount of energy. A plot of the Davis-tube silica versus percent minus 500 mesh, Figure 10, for both the liberation grinds and open-circuit grinds indicate that at fine grinding, greater than 96 percent minus 500 mesh, the liberation grinds and open-circuit tests produce almost identical Davis-tube results. The beneficial effects of higher density is shown in Figure 11, which is a plot of Davis-tube silica as a function of grinding energy. This plot shows that until the grinding energy requirement exceed about 32 kwhr/L T, the grinding at higher density will produce a Davis-tube silica about 0.5 percent points lower in silica. To produce a 2.2 percent silica Davis-tube conceritrate requires about 33 kwhr/L T at 55 percent solids and about
22

24 kwhr/L T at 63 percent solids. There is a definite benefit for grinding at the higher density.
Laboratory magnetic separator tests were run on the six ball-mill discharges. The procedure was the same as with the screen oversize grinding. The results are given in Table XLVI. In no case was the magnetic concentrate less than 2.0 percent silica. The lowest silica concentrate was the one from the third pass with ball mill test 3, 2.23 percent silica. The upgrading in the laboratory separator compared very well to Davis-tube silica for ball mill discharge 1, 2, and 3, Figure 10. The difference between Davis-tube silicas and laboratory separator silica were 0.3 percent points or less. That was not the case with the laboratory tests on ball-mill discharge 4, 5 and 6 which had a silica difference closer to 1.0 percent point. The reason for the differences is unknown. Davis-tube tests on the third pass magnetic concentrates from all six grinds, Table LXVlll, indicate that the silica in the magnetic concentrate from ball mill discharge 4, 5 and 6 can be lowered to a value much closer to the Davis-tube value. ·
Ball Mill Regrind and Column Flotation
Another method to treat the ground froth is to refloat it. A series of column flotation tests were run on ball mill discharge 1, 2 and 3. All tests were run at a feed rate of 1.0 lb/min of dry solids and at a slurry density of 40 percent. The test results are given in Table XLVlll. The results are surprising in that there appears to be a reverse relationship between grind and concentrate silica. The flotation of ball mill discharge 1 produced a 3 percent silica concentrate. This is better than the 3.57 percent silica Davistube concentrate from ball mill discharge 1. Flotation of ball mill discharge 2 produced a 3.2 percent silica concentrate compared with a 2.54 percent Davis tube. Column flotation of ball mill discharge 3 resulted in a 3.42 percent silica concentrate compared with a 1.84 percent Davis tube. Adding more MG83A in the flotation of ball mill discharge 3 resulted in only a slight improvement.
The problem can be seen by examining the iron and silica analysis by size fraction for the flotation concentrates, Table XLIX. The silica content in the minus 500-mesh fraction goes from 2.5. percent with ball mill discharge 1 to 2.9 percent in ball mill discharge 2 to 3.3 percent with ball mill discharge 3. Why this is occurring is unknown but it may have something to do with the way the reagents are added to the system. This area needs more research.
Ball Mill Regrind and Wemco Leeds Column Flotation
Unrelated to this project, CRL has been testing a laboratory version of Wemco's Leeds column flotation machine. The machine has a bottom driven mechanical agitator in a conventional type cell. On top of the cell is a tower co_ntaining rows of different
23

density rods. The froth must work its way around the rods before it can discharge over the top. On typical flotation feed the Leed column and the 3-inch conventional column produce essentially the same results.
Two tests on ball mill discharge 2 were run in the Leeds column. The first was run at 0.15 lb/LT MG83A and the second at 0.20 lb/LT MG83A. The results are given in Table L. These results are significantly different then those obtained with the conventional column, Table XLIX, and indicate that flotation of reground froth is a viable alternative. The iron and silica analysis by screen fraction given in Table LI show very good upgrading in the minus 500-mesh fractions. The good results from the Leeds column suggests that something must have been wrong with the conventional column tests. This should be investigated in more detail.
Column Scavenger Flotation
Because the bulk froth contains a considerable amount of iron in the minus 500-mesh fractions, Table XXXI, column scavenger flotation tests were conducted to determine if this iron could be recovered at a reasonable grade. The, froth from the scavenger column would then be reground and the reground material would be treated by either magnetic separation or flotation.
In the first column scavenger test, sufficient MG83A was added to the feed tank to produce a dosage of 0.1 lb/LT. The column was run for 10 minutes and samples of concentrate and froth were taken. More MG83A was added to increase the dosage to 0.12 lb/LT. After 10 more minutes, the froth and concentrate were sampled and the MG83A level was raised to 0.17 lb/LT. The column was sampled after another 1 O minutes. The test results along with the results from all the scavenger column tests are given in Table LI. Increasing the MG83A dosage from 0.12 to 0.17 lb/LT had a very large effect on the flotation. At 0.12 lb/LT about 70 percent of the weight reported to the concentrate, while at 0.17 lb/LT about 79 percent of the weight reported to the froth . Even at the lower weight recovery, the concentrate silica was still greater than 2.0 percent. This result suggests that the scavenger concentrates will require screening to produce a concentrate below 2.0 percent silica. To determine the potential for screening scavenger concentrates, a second scavenger column test was run to produce sufficient concentrate and froth for screen analysis and liberation grinds. The second test was run with an MG83A dosage of 0.13 lb/LT. The results are presented in Table Lii. The iron and silica analysis by size fraction, Table Liii, indicates that screening the scavenger concentrate on the DF-280 deck should produce an undersize below 2.0 percent silica.
Liberation grinds and Davis-tube tests, Table LIV, indicate the scavenger froth is difficult to liberate and that grinding to essentially 100 percent minus 500 mesh may be necessary. However, because the amount of material to be ground is much less, the overall grinding energy will probable be lower than with grinding the entire froth.
24

To produce enough scavenger concentrate for screening tests a bulk scavenger column test was run at a MG83A dosage of 0.15 lb/LT. The results are given in Table LI I. The concentrate contained about 63 percent of the weight with a silica grade of 2.49 percent. Iron and silica analysis by size fraction, Table LV, indicate that screening of the concentrate should produce an undersize below 2.0 percent silica. A comparison of the scavenger concentrate, Table LV, and the original bulk rougher concentrate, Table XXXI, indicates that the scavenger concentrate is not as well liberated as the rougher concentrate although the head silicas are very close. Recoveries by size fraction, Table LVI, show that the scavenger column was rejecting the coarsest fractions very well. These recoveries support the idea that most of the fine iron in the rougher froth is due to mechanical entrainment and does not refloat in the column.
A Derrick screen test was run on the bulk scavenger concentrate. The feed rate was 2.2 L TPH at a slurry density of 32.4 percent by weight. The results are given in Table LVll. The iron and silica analysis by size fraction for the screen feed and products is given in Table LVlll, with the recoveries by size fraction being presented in Table LIX. The screening efficiency was very high with 91.7 percent of the weight being recovered in the undersize at a silica grade of about 2 percent. Liberation grinds and Davis-tube tests on the screen oversize, Table LX, shows that the oversize can be easily upgraded by regrinding and magnetic separation.
Liberation grinds and Davis-tube results on the bulk scavenger froth are given in Table LXI. The results are closer to those obtained with the froth from column scavenger test 2, Table LIV. A product containing about 3.5 percent silica is probably the best that can be produced by regrinding the scavenger froth followed by magnetic separation. Because of the reduced volume of scavenger froth compared with rougher froth, the 3.5 percent silica product will be able to be added to the final concentrate without raising its silica content above 2.0 percent. Column flotation of the reground scavenger froth may reduce the silica below 3.5 percent but at a lower recovery.
Rougher Column Flotation of Concentrate
Column flotation has been shown to be more selective than conventional flotation in terms of its ability to recover minus 500 mesh material in the concentrate. The substantial carryover of magnetite in the minus 500 mesh size fraction in conventional cells requires expensive retreatment of the froth to obtain adequate iron recovery. Because recovery of minus 500 mesh iron is more efficient in a column flotation unit it has the potential to significantly reduce froth retreatment costs. The following series of tests were run to quantify the potential advantages of column flotation over conventional flotation.
25

Rougher Column Flotation
Column flotation runs were made with the test column to establish operating conditions that would maximize recovery and grade. The principal operating parameters varied were collector level and feed rate, i.e., retention time. The test column, Figure 8, has been described earlier.
Collector Addition Levels. The initial column test was run with MG83A dosage of 0.14 lb/LT and a feed rate of 1.0 lb/min dry solids. The feed slurry density in all tests was 40 percent solids by weight. The results of all of the rougher column tests are given in Table LXll. The first test confirmed the results from the preliminary test program i.e. that it is possible to produce a column rougher concentrate below 2.0 percent silica with an iron recovery close to 80 percent.
Test 2 was run under the same conditions as test 1 to produce enough product to conduct screen analysis and liberation grinds. The concentrate and froth from tests I and 2 were combined. The weight and iron recoveries from the combined tests are essentially the same as test I, however, the concentrate silica is 0.62 percentage points higher in the combined concentrate than in test 1. Examination of the iron and silica by size fraction, Table LXlll, shows that the minus 270 mesh fraction have upgraded very well, however, rejection in the plus 250 mesh factions is poor. This can be better illustrated by the recovery by size fraction in the concentrate, Table LXIV. Over 50 percent of the silica in the 100/150 mesh fraction reported to the concentrates along with all of the plus 100
· mesh. However, there has been some upgrading in the plus 150 mesh fractions. The plus 150 mesh in the concentrate contains about 26 percent silica while the corresponding fraction in the froth is over 67 percent silica. Liberation grinds and Davistube tests on the froth from tests 1 and 2, Table LXV, indicate that it will be very difficult to produce a product containing less than 2.0 percent silica from the column froth by grinding and magnetic separation.
To determine the effect of MG83A dosage, a third rougher column test was run. The initial MG83A dosage was 0.12 lb/LT. After 10 minutes the column products were sampled (Sample A) and the dosage was increased to 0.15 lb/LT. After 10 minutes the dosage was increased to 0.18 lb/LT. The results are given in Table LXll. The results indicate some improvement in concentrate grade with increasing reagent level, but not as much as was expected from column tests on other projects. To get enough material for screen analysis and liberation grinds, rougher column tests were run at 0.18 lb/LT (Test 4) and 0.12 lb/LT (Test 5) MG83A. Again the results are shown in Table LXll. The flotation response was very poor in both tests. The concentrate silicas were about 0.7 percentage points higher than the concentrates from Test 3 at equal MG83A levels. Examination of the analyses and recoveries by screen fractions indicates poor response in all size fractions.
26

There were several possible reasons for the poor response: the feed had aged, reagent mixing in the feed tank was poor, and/or the reagent feedstock had aged. To determine if any of these things was happening a sixth column rougher test was run with a MG83A dosage of 0.15 lb/LT. After sampling the column, the batch laboratory flotation cell was filled from the column feed pump, so that the laboratory flotation would have the same feed as the column. Following the laboratory test, two more laboratory tests were run at a MG83A level of 0.15 lb/LT. Orte was run with the stock MG83A solution and the other with fresh MG83A solution. The results of the laboratory tests are shown in Table LXVI along with the results from the initial laboratory tests on this sample. The laboratory tests indicate that neither the feed nor the MG83A solution had aged. The laboratory tests on the column 6 feed indicated that the mixing of reagent was not as effective in column feed as in the laboratory. To improve.the mixing, it was decided to use smaller batches of solids in the feed tank. This would mean a shorter run time but better reagent mixing.
Retention Time/Feed Rate. Another idea to improve the column flotation was to reduce the feed rate. The concentrate from several of the tests appeared to be highly reagentized. By increasing the average residence time in the column, better utilization of the reagent could be achieved. The lower feed rate, approximately q.7 lb/min, was tried in column test 6. The results, Table LXll, indicate that the slower feed rate was an improvement. The screen fraction data, Tables LXlll and LXIV, show improvement in all fractions. The conditions of test 6 were repeated in test 7 except the volume of feed material was reduced to allow better mixing. The results of test, 7, Table LXll, are very similar to the results obtained in test 1.
Rougher Column Bulk Flotation
Because of the limited time available for this part of the test program the froth and concentrates from tests 1, 2, 4 and 7 were combined and hereafter are referred to as bulk flotation products. The bulk column rougher concentrate contained 2.39 percent silica and bulk froth 14.18 percent silica.
Bulk Rougher Concentrate. The bulk rougher concentrate was screened on the Derrick DF-280 deck at a feed rate of 2.15 L TPH and a slurry density of 38 percent solids by weight. The results of the screen tests are shown in Table LXVll. The iron and silica analysis by size fraction for the screen feed and undersize are given in Table LXVlll. The weight, iron, and silica recovery in the oversize sample was calculated from the size and silica analyses of the feed and undersize are shown on Table LXIX. The minus 500-mesh recovery to the undersize was high at 87 percent.
Because the sample of screen oversize was contaminated during preparation, liberation grinds and Davis-tube tests could not be run. It is assumed, based on the results obtained on the bulk rougher concentrate obtained by conventional flotation,
27

Tables, XLll and LXlll, that it would be possible to obtain a concentrate containing less than 2.0 percent silica by regrinding and magnetic separation.
Bulk Rougher Froth. The bulk rougher column froth was ground in the 18-inch ball mill as described previously. The mill was operated in open circuit with a high percent solids, 65, feed. Concurrent with the open-circuit grinding tests, liberation grinds and Davis-tube tests were conducted on the bulk froth. The results of the grinding tests are given in Table LXX. The liberation characteristics of the rougher column froth are between those for the conventional rougher froth and the scavenger column froth as shown on Figure 12.
The three ball-mill discharges from the open-circuit grinds were run through the laboratory magnetic separator. As with the other open-circuit grinding tests, each ball-mill discharge was passed through the laboratory separator three times. The results are given in Table LXX. The upgrading in the separator was not good with the silica content of the third pass concentrate being about 1.2 percentage points higher than the Davistube value. The iron recoveries were high, about 96 percent or greater. It is probable that additional treatment could reduce the silica content to a value closer to the Davistube silica.
Material Balances for Simulated Flowsheets
The test work described in the previous sections indicated many ways to produce a product containing less than 2 percent silica from Minntac magnetic concentrates. The purpose of this section is to combine the test results in various ways to develop material balances for potential flowsheets. In calculating the material balances several assumptions are made. Since no tests were conducted on dewatering the various froth products, this step is not included in the material balance. It is assumed that densities approaching 65 percent solids by weight can be obtained in the ball-mill feed. It is assumed that conventional magnetic separators can produce a concentrate with a silica content 0.3 percentage points higher than the Davis-tube silica, as was the case with the laboratory separator tests for ball-mill discharges 1, 2, and 3 from the grinding of bulk rougher froth, Tables XLV and XLVI.
A total of seven flowsheets are presented. Six involve conventional rougher flotation with various combinations of concentrate and froth retreatment, while the seventh uses column rougher flotation. The conventional bulk rougher flotation data, Table XXX, form the basis for all of the conventional rougher flotation material balances. The test work on retreating the conventional bulk rougher froth and concentrate was used to calculate the various material balances using conventional rougher flotation. The data from the bulk column rougher test, Table LXVll, and the subsequent froth and concentrate
28

retreatment tests form the basis for the material balance involving column rougher flotation.
Base Case Flowsheet: The base case flowsheet, Figure 13, simulates conventional rougher flotation at 0.20 lb/LT MG83A. The rougher concentrate is screened with the undersize being final product and the oversize being reground. The reground screen oversize is treated by magnetic separation to recover additional iron units. The rougher froth is reground and treated by magnetic separation. The screen undersize and the two magnetic separator products form the final concentrate. This base case scenario produced a 1.79 percent silica final product containing 90.8 percent of the weight and 95.4 percent of the iron.
Base Case with Less Grinding of the Concentrate Screen Oversize: The effect of reducing the grinding energy for the concentrate screen oversize is shown on Figure 14. This flowsheet is identical to the base case, Figure 13, except the grinding energy in the screen oversize regrind mill is reduced from 23. 7 to 11.6 kwhr per long ton of flotation feed (kwhr/L T). This reduces the overall grinding energy by about 22 percent. The coarser grind of the screen oversize increases the silica grade in the subsequent magnetic concentrate to 1 .97 percent compared with 1.60 percent in the b~se case. This results in an overall concentrate silica grade of 1.94 percent compared with 1. 79 percent in the base case. The weight and iron recoveries each increase 0.2 percentage points over the base case to 91.0 and 95.6 percent, respectively.
Base Case With Less Energy for the Froth Regrind: Another variation of the base case flowsheet is shown in Figure 15. In this scenario the froth regrind energy is reduced from the base case value of 29 kwhr/L T to 19 kwhr/L T. This represents an overall grinding energy savings of about 20 percent or about the same savings as was shown in the previous flowsheet with reduced grinding of the screen oversize. Grinding the froth at the lower energy consumption resulted in an increased silica grade of 2.76 percent in the froth regrind magnetic concentrate. This increased silica grade raised the silica content in the overall concentrate to 1.99 percent compared with 1. 79 percent in the base case. The weight and iron recoveries increased to 91.3 and 96.0 percent, respectively.
If the results for the lower grinding energies are used for both the screen oversize and the froth, then a product containing 2.14 percent silica would be produced with a weight recovery of 91.5 percent and an iron recovery of 96.2 percent. The grinding energy would be only about 58 percent of the base case amount.
Leeds Column Treatment of Reground Froth: A method to reduce the silica grade and still regrind the froth at the lower energy rate would be to use column flotation to treat the reground froth. This scenario is presented in Figure 16. Because the test work was conducted using a Leeds column, it is shown in the flowsheet. It is anticipated that comparable results could be obtained using conventional column flotation. The Leeds column concentrate was 1.63 percent silica compared with a magnetic concentrate of
29

2. 76 percent silica, Figure 15. This results in an overall concentrate containing 1.56 percent silica with a weight recovery of 82.6 percent and an iron recovery of 88.6 percent.
Double Screening of the Rougher Concentrate: Another variation on the base case involves double screening of the rougher concentrate. This is illustrated in Figure 17. The screen oversize from the initial screening is rescreened with the second oversize going to regrind and the two undersizes being combined. For this material balance it is assumed that the second screen oversize containing 8.48 percent silica will regrind and upgrade by magnetic separation the same as the rougher froth containing 8.69 percent silica. With this assumption, the overall concentrate contains 91.0 percent of the weight and 95.6 percent of the iron at a silica grade of 1.80 percent.
Column Scavenging of the Rougher Froth: The effect of using column flotation to scavenger the conventional rougher froth is shown in Figure 18. The conventional rougher froth is sent to a column scavenger. The scavenger concentrate is screened, with the undersize being final product and the oversize being combined with the scavenger froth. The combined froth and screen oversize are ground at a high power rate, 40 kwhr/L T, with the reground material being treated by magnetic separation. For the purposes of this material balance it is assumed that the combined scavenger froth and screen oversize regrinds and upgrades the same as the bulk column rougher froth. With this assumption, column scavenging of the conventional rougher froth produces a 1.87 percent silica concentrate with a weight recovery of 91.1 percent and an iron recovery of 93.7 percent.
Column Rougher Flotation: The effect of replacing the conventional rougher flotation with column rougher flotation is shown in Figure 19. This flowsheet represents column rougher flotation using about 0.16 lb/LT MG83A compared with 0.20 lb/LT in the base case conventional rougher, Figure 13. The column rougher froth is reground at a higher energy rate, 41.6 kwhr/L T than the base case, 29 kwhr/L T. However, since the tonnage of column rougher froth is lower then the base case, the energy consumption for froth regrind is about 84 percent of the base case value. The use of column flotation to replace conventional flotation in the rougher stage results in an overall concentrate containing 1.80 silica with a weight recovery of 93.2 percent and an iron recovery of 98.3 percent.
Material Balance Summary: The material balances have shown that it is possible by various methods to produce a final product with a silica content below 2.0 percent from Minntac plant concentrate. To allow a better comparison of the various flowsheets a summary of the calculated final concentrate silica grade, weight recovery and iron recovery is presented in Table LXXlll. With the flowsheet utilizing conventional rougher flotation the silica grades ranged from 1.56 percent, Leeds column to treat reground froth, to 1.99 percent, base case with lower froth regrind energy. Iron recovery generally followed the silica grade with the 1.56 percent silica concentrate having the lowest iron recovery, 88.6 percent. For the flowsheets utilizing conventional rougher flotation, the
30

. highest silica concentrate, 1.99 percent, had the highest iron recovery 96.0 percent. The replacement of conventional rougher flotation with column flotation resulted in the highest iron recovery, 98.3 percent with one of the lowest silica grades of 1.80 percent. Based on these data the flowsheet utilizing column rougher flotation appears to be superior to the ones using conventional rougher flotation. However, the final choice of flowsheet will depend on total costs. While it is beyond the scope of this project to develop detailed costs, an estimate of some of the major operating costs - reagents, grinding energy and media consumption, and a value for iron losses - has been made.
Estimate Operating Costs: The basis for estimating the costs is given in Table LXXIV. The costs were calculated based on dollars per long ton of flotation feed. The power is for froth and screen oversize grinding only and does not include pumps, agitators, blowers, etc. The cost for power was taken to be $0.04 per kwhr. Collector costs were estimated to be $1.10 per pound with frother costs at $0.60 per pound. The grinding media consumption was calculated from the Bond formula for grinding magnetite with an abrasion index of 0.222. This results in an average media consumption of 0.094 kg/kwhr. Media cost was estimated to be $0.44/kg. Iron losses were taken to be $0.08 per percent iron lost. As explained earlier the iron losses do not include any losses in the densification of the froth prior to regrind.
The major operating costs for the simulated flowsheets are given in Table LXXV. The total costs range from a low of $1.60 per long ton of flotation feed for the column rougher flotation to a high of $2.53 for the Leeds column treatment of the reground froth. The costs associated with regrinding the froth and screen oversize accounted for over one-half of the costs in all of the flowsheets. Therefore, any method that can reduce the grinding costs should significantly affect the overall economics. The apparent exception is the flowsheet utilizing column rougher flotation which has higher grinding costs than some of the other flowsheets, but has an overall lower cost. The use of the column rougher results in less fine iron being reground; therefore, the grinding energy is being utilized to liberate and not to grind fine liberated iron. Thus,· the iron recovery is significantly higher with the column rougher flowsheet which more than offsets the increased grinding costs.
The simulated flowsheets and associated cost estimates have shown that it is possible to produce a 1.8 percent silica concentrate with estimated operating costs of about $1.83 per long ton of flotation feed using conventional rougher flotation. The use of column rougher flotation to produce the same silica reduces the operating costs to about $1.66 per long ton of flotation feed.
31

CONCLUSIONS AND RECOMMENDATIONS
The test program has achieved its principal objectives which were to demonstrate the technical feasibility of producing taconite concentrates that would contain less than 2.0 percent silica with over 95 percent Iron recovery from plant flotation feed.
The primary concentration step in the flow sheet is rougher flotation with either conventional cells or column flotation to produce a low silica concentrate and a high silica froth.
Fine screening of the concentrate using Derrick screens with a 280 deck will product an undersize produce that will contain less than 2.0 percent silica containing 60 to 75 percent of the iron units.
Retreatment of both the concentrate fine screen oversize and the rougher froth are required to achieve 95 percent iron unit recovery.
Retreatment of the rougher concentrate fine screen oversize can be most effectively achieved by regrinding and magnetic separation to produce low silica concentrate to be added back to the concentrate.
Retreatment of the rougher froth is more difficult and several options were tested:
1) Regrind and magnetic separation 2) Regrind and column flotation 3) Scavenger column flotation with froth regrind
All three options were technically feasible; the principal difference is the trade-off between regrind energy, grade, and recovery.
If conventional cells are used for rougher flotation, the most favorable retreatment flow sheet for the rougher froth is scavenger flotation using column flotation units followed by secondary treatment of both concentrate and froth.
Use of column flotation in the rougher stage produces less froth because of more effective recovery of 500-mesh magnetite and reduces the cost of secondary treatment. Performances of a column flotation unit as a rougher is essentially equivalent to conventional flotation followed by column scavenger flotation of the froth.
Pretreatment was an important part of the program and the options tested included:
32

1) Conventional magnetic separation 2} Fine screening with a Derrick "K" screen 3) Low intensity matrix magnetic separation 4) Desliming and elutriation
Pretreatment was not essential for production of concentrates containing less than 2.0 percent silica. However, it does allow production of lower silica concentrates from the fines fraction and would facilitate products of concentrates with 0.2 to 0.4 percent lower silica levels.
The most promising pretreatment method was low intensity matrix magnetic separation, which allowed production of lower silica concentrates and also could materially reduce the flotation froth volumes that require expensive retreatment. Low intensity matrix magnetic separation also has the potential to nearly duplicate conventional rougher flotation for limited silica reduction. · This has the potential to supplement or replace some of .the existing !aconite flotation circuits.
There are several areas that could benefit from further study:
1) Low intensity matrix magnetic separation because of its potential to supplement or replace flotation and reduce costs.
2) Expanded work using column flotation as the rougher stage.
3) Fine grinding of froth or screen oversize using the Vertimill system.
4) Further work using column flptation to upgrade reground froth.
5) Select the optimal flow sheet and build a pilot-plant study facility to produce bulk concentrate for agglomeration testing.
33

FIGURES 1 TO 14

Matrix Sections
Wash Water
Magnetics II
Feed
Wash Water
I
~~~t--~~~~~~~~:--~~r-~.:,.,Non Magnetics I
Magnetics I
Magnets
Non Magnetics II
SCHEMATIC OF MATRIX SEPARATOR
Figure 2

100
90
..., 80 i:: <ll C)
H <ll p..
• 70 :>-. I .. / (ii) • As Is Flot Feed H <ll
j 60 j // • Mag Cone
.t:,. Screen Undersize i::
~ 50 J v y Matrix Separator
A @Elutriation
40
30 1. 4 1.8 2.2 2.6 3.0 3.4 3.8 4.2 4.6 5.0 5.4
Concentrate Grade, % Si02
GRADE-RECOVERY CURVE FOR LAB FLOTATION TESTS ON PRETREATMENT CONCENTRATES
Figure 3

Feed
' . Rougher Froth
Flotation
Concentrate
'. Screen
Undersize
Oversize
'. Ball Mill . .
~ Ball Mill ...
- .
Magnetic Concentrate Separator
Tail
•r
BASELINE FLOWSHEET
Magnetic Tail Separator
. •
. •
'. Final Concentrate
Figure 4
. .

100
90
80
70 -I 1111"""'/ • Lab Float Old Minntac 0.15 lb/LT MG83A
II Lab Float New Minntac 0.15 lb/LT MG83A
60 -l -0
0 A Lab Float New Minntac 0.17 lb/LT MG83A
'\J Column Flotation 00
50 -I 0 Pilot Plant Flotation
0 Matrix Magnetic Separation With Scavenger
40
30 -!-~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ 1.4 1.8 2.2 2.6 3.0 3.4 3.8 4.2 4.6 5.0 5.4 5.8
Grade, % Si02
GRADE-RECOVERY CURVES FOR VARIOUS TESTS ON MINNTAC CONCENTRATE Figure 5

HzO Reagents
Bank of 9 Cells
Froth
Mixer
Pump Cone
Drums
SCHEMATIC OF PILOT-PLANT FLOTATION
Figure 6

100.0 5.20
' 48.2 48.2
Rougher Froth 8.67 Ball Mill 8.67 . Flotation ..
Concentrate
51.8 2.42
dr
30.5
Screen Under size 1.46
Oversize
21.3 4. 72
' -21.3
Magnetic. 19.6 Ball Mill 4. 72
~ Concentrate 1.45 • Separator
Tail
1. 7
'. 42 .33
MATERIAL BALANCE FOR BASEL.INil FLOWSREET
. •
15.2 Magnetic 24.3
~
Separator • Tan
Concentrate
33.0 1.54
. •
LT %
. . Final Concentrat 83.1 1.49
~ , 87. 0% Iron Recov
PR Si02
e
ery
Figure 7

.j.
~
r--1 1. '~ 1--- Level
f Indicator
Froth
I
•
. I-
. I-
Feed Pump - ·I--I-
-
~ -
.11..
- L
-
Column is 311 diameter by 13811 high. Feed inlet is 96 11 from bottom.
. .
'
Bubble Generators
. I
' '
..
.
•
.L.
.L.
·--·-·-·-.L.
.L.
' I
. . ' . •
' ' I I I
. .... . ~ .t .....
~ ~ ~ ~ ~ ' ~. -'-
I
• - I ' Air •
. '
Fr other Pump
Water
Cone Pump Con centrate
SCHEMATIC OF COLUMN FLOTATION SETUP
Figure 8

2.4 _,
2.2
2.0
1.8
N 0 .,.., (/) 1. 6 ...,
1.4
1.2
1.0
56 60
e Liberation Grinds-Davis Tube-Rougher
m Open Circuit~Davis Tube-Rougher
8. Open Circuit-3 Drum Magnetic Separator-Rougher
"Ir Liberation Grinds-Davis Tube-Scavenger
64 68 72 76 80 Percent Minus 500 Mesh
• •
84 88
LIBERATION CURVES FOR TREATMENT OF OVERSIZE FROM SCREENING OF BULK ROUGHER CONCENTRATE AND SCAVENGER CONCENTRATE
92 96
Figure 9

3.8 I ~ '\. • Liberation Grinds-Davis Tube
II Open Circuit 52% Solids-Davis Tube
3.4 -I " " "' ® Open Circuit 63% Solids-Davis Tube
... Magnetic Separator Concentrate 52% Solids Ball Mill Discharge
3.0 J (aJ
""' ""' "'--- !::. Magnetic Separator Concentrate 63% Solids
Ball Mill Discharge
2.6
N 2.2 0 "H
"' iN!
1.8
1.4
1.0 85 87 89 91 93 95 97 99
% Minus 500 Mesh
LIBERATION CURVES FROM TREATMENT· OF BULK ROUGHER FROTH
Figure 10

DAVIS-TUBE CONCENTRATE SILICA AS A FUNCTION OF GRINDING ENERGY FOR BULK ROUGHER FROTH
3.8 • 55% Solids
A 63% Solids
3.4
..., . 3.0
N 0 .,... "' "' '-'
"' 2. 6 _, ,., '-'
'" "' " '" 0 '-'
"' 2.2 - -.0 I " I'-<
I
I (I] .,... > "' 1.8 -I I "'
I I I
1.4
1.0 I
10 14 18 22 I 26 30 I 34 38 42 23.8 33.4
kwhr/LT
Figure 11

14
12 ~ ' 10
,_,, . 8 N
0
"'"' Cf)
aJ .µ
"' ,., 6 .µ
<=l aJ CJ <=l 0
I u aJ
.0 4 ::J E-< I
CJ)
"'"' ;>
"' "' 2
0 66 70
........__
74 I
78
• Bulk Rougher Froth - Liberation Grind
@ Bulk Rougher Froth - Open Circuit
• Bulk Rougher Column Froth - Liberation Grind
@ Bulk Rougher Column Froth - Open Circuit
~ Bulk Scavenger Froth - Liberation Grind
"-<•
82 86 90 94 % Minus 500 Mesh
LIBERATION CURVES FOR FROTH PRODUCTS
Figure 12

100.0 5.20
. Ir
Froth Tail Rougher Grind Magnetic . .
Flotation 41.0 • 29 kwhr/LT • Separator
8.69 Cone Cone
59.0 33.9 2. 77 2.23
... 21.0 ..
Screen Undersize 1.40
-r
Oversize
38.0 3.53
38.0 35.9
Grind .Magnetic --Gonce 1.60
23. 7 kwhr/L , ", - Separator -•
Tail Fina
2.1 90.8
40.15 1. 79 ... "'
MATERIAL BALANCE FOR FLOW SHEET TREATING MINNTAC CONCENTRATE BY CONVENTIONAL FLOTATION FOLLOWED BY FROTH REGRIND AND CONCENTRATE SCREENING - BASE CASE
. 7.1 39.59
LTPH % Si02
Rec
Figure 13

100.0 --5.20
Rougher Froth Flotation 41.0
8.69
Cone 59.0 2.77
• Screen
21.0 Undersize 1.40
Oversize 38.0 3.53
Grind 11.6 kwhr/L.
38.0 3.53 • .
Grind 29 kwhr/LT
Magnetic Separator
...
·Tail 1.9 40.15
36.1 Cone 1.97
. •
Magnetic Separator
• •
Cone 33.9 2.23
Tail • .
7.1 39.59
LTPH
. .
•
Final Product 91.0 95.6% Fe Rec 1.94
% Si02
MATERIAL BALANCE USING LESS GRINDING ENERGY IN SCREEN OVERSIZE GRINDING THEN IN BASE CASE BALANCE
Figure 14

100.0 5.20
,. Rougher Froth Grind :Magnetic Tail . .
Flotation 41.0 . 19 kwhr/LT . Separator
8.69
Cone Cone
59.0 34.L 2.77 2. 71
• 21.0
Screen Undersize 1.40 . •
.
Oversize 38.0 3.53
• 38.0 35.9 -- Magnetic Grind 3.53 Cone 1.60 . Separator • 123.7 kwhr/LT . .
Tail Final 2.1 91.3 40.15 1.99 '. ·r
MATERIAL BALANCE USING LESS GRINDING ENERGY IN FROTH REGRIND THEN IN BASE CASE BALANCE
. .6.6
39.59
LTPH
% Si02
Rec
Figure 15

100.0 5.20
Froth ' . 14.3
Rougher Grind Leeds 21.64 Froth • .
Flotation 41.0
. 19 kwhr/LT . Column 41.0
8.69 8.69 Cone Cone 59.0 26.7 2. 77 1.63
' 21.0
Screen Undersize 1.40 . .
Oversize LTPH
38.0 % Si02 3.53
38.0 35.9
Grind 3.53 Magnetic Cone 1.60 . .
23.7 kwhr/L . Separator •
Tail Fina 2.1 82.6 e Rec 40.15 1.56
'' ' .
MATERIAL BALANCE FOR BASE CASE FLOW SHEET USING LEEDS COLUMN TO TREAT REGROUND FROTH
Figure 16

100.0 5.20
•r
Rougher Froth Grind -Flotation 41.0 . 29 kwhr/LT
8.69
Cone 59.0 2. 77
.. Screen Undersize
21.0
Oversize 1.40
38.0 3.53
'.
Screen Undersize • 27.1 1.42
Oversize 10.9 8.48
' 2...:.2_
Grind Magnetic 2.23 -
29 kwhr/LT ' • Separator
Tail 1. 9
,. 39.59
- -41.0 . 8.69
-~~
48.1 1.41
Magnetic Tail . Separator .
Cone 33.9 2.23
11
%
•• ¥
. •
Final Product 91.0 95.6% Fe R --1.80
•' .
7.1 89.59
'PH Si02
ec
MATERIAL BALANCE FOR FLOW SHEET USING DOUBLE SCREENING OF ROUGHER CONCENTRATE Figure 17

1100.0 5.20
Column -----. 17.2
Rougher Froth Froth
' Grind 17.56 . Flotation
. ... • 41.0 • 15.0 40 kwhr/LT -- 18.96 8.69 ·•
Cone 59.0 2. 77
Cone 26.0
... 'Ir 2. 49
Under size ·. Screen . Screen Oversize .
• 2.2 • 21.0 -- 8.04 1.40
Jversize Under size
23.8 --38.0 ' 1.99 3.53
.. Grind
23.7 kwhr/L
38.0 3.53
.. 35.9
Magnetic Cone 1.60 Separator
Tail 2.1
.~ 40.15
MATERIAL BALANCE USING COLUMN SCAVENGER FLOTATION OF ROUGHER FROTH
Magnetic Tail . Separator
Cone 10.4 3.50
'
'
•
. •
Final 91.1 1.87 ...
Figure 18
6.8 39.06
LTPH % Si02
e Rec

100.0 5.20
•• 24.0 Froth Grind 14.18 Magnetic Tail . . . ., 41.6 kwhr/L r Separator r
24.0 Column
14.18 ·Cone 18.7 2.81
Cone 76.0 --2.37
1 50.4
Screen Undersize 1.49 . •
Oversize 25.6 4.03
Grind 23. 7 kwhr /L'
25.6 4.03
1• 24.1
Magnetic Cone 1.65 .
• Separator
Final Produc Tail 93.2 98.3% 1.5 1.80
• 38.0 ••
MATERIAL BALANCE FOR FLOW SHEET USING ROUGHER COLUMN FLOTATION
Figure 19
5.3 39.0
LTPH
% Si02
t
Fe Rec

TABLES I TO LXXV

Table I
CHEMICAL ANALYSES OF SCREEN AND CYCLOSIZER SIZE FRACTIONS OBTAINED FROM "AS RECEIVED" CONCENTRATE
Mesh Wt.% Fe,% Si02. % 8602. % CaO,% MgO,%
150 0.7 54.2 29.45 0.24 1.03 0.97 150/200 3.0 41.4 31.69 0.26 2.13 1.93 200/270 11.5 60.4 11.62 0.15 0.93 0.84 270/325 2.0 64.0 7.89 0.12 0.69 0.59 325/30 um 17.0 69.7 2.22 0.07 0.22 0.19 30/23 um 13.9 68.5 3.89 0.10 0.41 0.31 23/16 um 14.0 69.0 2.99 0.11 0.30 0.23 16/10 um 10.2 70.0 2.17 0.10 0.21 0.16 10/8 um 6.4 70.1 1.85 0.10 0.17 0.13 -8 um 21.3 68.7 3.15 0.15 0.24 0.26
Total 100.0 67.1 4.93 0.12 0.41 0.36
Distribution Cum Cum Cum
Mesh Wt.% Fe,% Fe,% Si02. % Si02. %
150 100.0 0.6 67.1 2.75 4.93 150/200 99.3 1.8 67.2 19.29 4.83 200/270 96.3 10.3 68.0 27.11 3.99 270/325 84.8 1.9 69.1 3.20 2.95 325/30 um 82.8 17.6 69.2 7.66 2.84 30/23 um 65.8 14.2 69.1 10.97 2.99 23/16 um 51.9 14.4 69.2 8.49 2.75 16/10 um 37.9 10.6 69.3 4.49 2.67 10/8 um 27.7 6.7 69.0 2.40 2.85 -8 um 21.3 21.8 68.7 13.61 3.15

Table II
CHEMICAL ANALYSES OF DAVIS-TUBE CONCENTRATES OBTAINED FROM SCREEN AND CYCLOSIZER SIZE FRACTIONS RUN ON
"AS RECEIVED" CONCENTRATE
Dt Wt Mag* Mesh Rec,% Wt.% Fe,% Si02. % 8bP3· % Cao. % MgO,%
150 92.1 0.6 56.0 17.04 0.17 0.92 0.88 150/200 91.7 2.8 44.0 28.71 0.25 1.97 1.78 2001270 94.2 10.8 62.3 9.53 0.14 0.81 0.67 270/325 95.4 1.9 65.9 6.05 0.10 0.55 0.44 325/30 um 98.5 16.7 70.3 2.03 0.20 0.21 0.25 30/23 um 96.2 13.4 69.5 2.76 0.19 0.30 0.23 23/16 um 97.2 23.6 70.1 2.01 0.11 0.20 0.19 16/10 um 97.5 9.9 70.2 1.50 0.12 0.16 0.13 10/8 um 97.8 6.3 70.8 1.36 0.10 0.15 0.13 -8 um 93.8 20.0 70.6 1.44 0.10 0.15 0.12
Total 96.0 68.4 3.69 0.12 0.32 0.28
Distribution Mag* Cum Cum Cum
Mesh Wt.% Wt,% Fe,% Fe.% Si02. % Si02. %
150 0.6 96.0 0.5 68.4 3.09 3.69 150/200 2.8 95.4 1.8 68.5 22.24 3.61 2001270 10.8 92.6 10.3 69.2 29.06 2.86 270/325 1.9 81.8 1.9 70.1 3.25 1.98 325/30 um 16.7 79.9 17.9 70.2 9.57 1.88 30/23 um 13.4 63.2 14.1 70.2 10.39 1.84 23/16 um 13.6 49.8 14.5 70.4 7.70 1.60 16/10 um 9.9 36.2 10.6 70.5 4.20 1.44 10/8 um 6.3 26.2 6.7 70.6 2.40 1.42 -8 um 20.0 20.0 21.5 70.6 8.10 1.44
* Adjusted for Davis-tube weight recovery.

Table Ill
RESULTS OF LABORATORY MAGNETIC SEPARATOR DRUM TESTS ON "AS RECEIVED" CONCENTRATES
Product Wt,% Fe. % Fe Dist. % Si02. % Si02 Dist. %
Feed 100.0 67.2 100.0 5.19 100.0
Concentrate 99.0 67.6 99.6 4.78 91.1
Tailing 1.0 26.7 0.4 46.14 8.9

Table IV
RESULTS OF SCREEN TESTS ON "AS RECEIVED" CONCENTRATES USING
Product
Feed #1 Oversize Undersize
Feed #2 Oversize Undersize
Feed #3 Oversize Undersize
Bulk Feed Oversize Undersize
DERRICK "K" SCREEN WITH A 280 SANDWICH DECK
LTPH
1.69 0.95 0.74
2.64 1.55 1.09
3.52 2.06 1.46
Wt,%
100.0 56.1 43.9
100.0 58.7 41.3
100.0 58.6 41.4
100.0 53.7 46.3
Fe.%
66.9 64.8 69.4
66.9 64.7 69.3
66.7 65.2 69.1
66.9 64.7 69.1
Fe Dist,%
100.0 54.5 45.5
100.0 57.2 42.8
100.0 57.1 42.9
100.0 52.2 47.8
Si02 • %
5.45 7.47 2.87
5.57 7.41 2.96
5.40 7.06 3.05
5.37 7.53 2.86
Si02
Dist.%
100.0 76.9 23.1
100.0 78.1 21.9
100.0 76.6 23.4
100.0 75.3 24.7

Table V
SCREEN ANALYSIS OF DERRICK SCREEN PRODUCTS (TABLE IV)
Feed% Undersize, % Oversize,% Mesh Wt Fe Si02 Wt Fe Si02 Wt Fe Si02
Test 1
+150 0.4 28.4 48.58 0 0.4 27.7 52.31 150/200 2.5 38.2 32.14 0.2 37.9 34.55 4.6 38.8 37.96 200/270 10.5 58.9 11.93 0.8 60.0 10.48 18.6 59.6 14.00 270/400 11.1 65.6 6.16 4.8 66.7 4.84 20.2 66.1 5.43 400/500 23.2 68.8 3.36 17.2 69.1 2.91 19.3 68.7 2.43 -500 53.2 69.4 2.73 77.0 69.6 2.42 36.9 69.5 2.43
Test 2
+150 0.3 28.3 49.60 0 0.6 28.2 49.40 150/200 2.6 40.5 33.68 0.2 38.1 34.99 5.8 41.4 30.67 200/270 10.6 58.4 13.99 0.9 59.2 10.72 24.1 60.0 11.82 270/400 11.5 65.6 6.33 3.7 66.8 5.21 13.9 66.8 4.95 400/500 24.0 68.6 3.25 20.5 69.3 2.82 21.2 68.8 3.16 -500 51.0 69.4 2.57 74.7 69.5 2.61 34.4 69.4 2.61
Test 3
+150 0.3 27.5 51.11 0 0.5 28.2 49.02 150/200 2.5 40.0 30.48 0.2 37.6 35.29 5.5 43.1 27.59 200/270 10.3 59.4 23.23 1.0 57.9 12.33 20.6 58.2 14.19 270/400 13.6 66.2 5.71 4.6 66.3 5.38 18.0 66.2 5.73 400/500 18.3 68.4 3.41 23.0 68.7 3.05 16.0 68.5 3.16 -500 55.0 69.1 2.63 71.2 68.8 2.56 39.4 69.2 2.63

Table VI
RESULTS OF MATRIX MAGNETIC SEPARATOR TESTS ON "AS RECEIVED" CONCENTRATE
Product Wt,% Fe,% Fe Dist.% Si02. %
Non Magnetic I 16.9 60.0 15.1 12.51
Non Magnetic II 5.5 60.1 5.0 12.24
Magnetics II 77.6 69.1 79.9 3.08
Cale Head 100.0 67.1 5.18
Cale Magnetic I 83.1 68.5 84.9 3.69
Si02 Dist.%
40.8
13.1
46.1
59.2

Table VII
RESULTS OF BULK ELUTRIATION TESTS ON "AS RECEIVED" CONCENTRATE
Preliminary Tests (2-inch column)
Product Wt.% Fe.% Fe Dist.% Si02, %
Feed (0.32*) 100.0 67.0 100.0 5.19
Underflow 81.2 67.1 81.3 5.12
Overflow 18.8 66.5 18.7 5.77
Feed (0.49*) 100.0 67.0 100.0 5.19
Underflow 55.1 66.8 54.9 5.23
Overflow 44.9 67.2 45.1 5.05
Feed (0.65*) 100.0 67.0 100.0 5.19
Underflow 37.0 66.00 36.4 6.00
Overflow 63.0 67.6 63.6 4.66
*feet/minute
Bulk Sample Test
Product Wt,% Fe.% Fe Dist.% Si02 • %
Feed 100.0 67.0 100.0 5.24
Overflow 13.0 63.0 12.2 9.32
Underflow 87.0 67.6 87.8 4.63
Si02 Dist.%
100.0
80.1
19.9
100.0
55.5
44.5
100.0
42.8
57.2
Si02 Dist.%
100.0
23.1
76.9

Table VIII
RESULTS OF STANDARD LABORATORY FLOTATION TESTS ON "AS RECEIVED" CONCENTRATES AND THE SPECIFIED PRECONCENTRATES
Product
Froth 0.5 min 1.0 min 1.5 min 2.0 min 3.0 min
Underflow Cale Head
Froth 0.5 min 1.0 min 1.5 min 2.0 min 3.0 min
Underflow Cale Head
Froth 0.5 min 1.0 min 1.5 min 2.0 min 3.0 min
Underflow Cale Head
Fe Si02
Wt.% Fe.% Dist.% Si02• % Dist.%
Plant Concentrate. "As Received"
8.2 54.8 6.7 20.99 32.8 8.8 59.7 7.8 13.90 23.3 5.8 62.6 5.4 10.21 11.3 3.0 64.5 2.9 7.63 4.4 1.2 65.6 1.1 6.12 1.4
73.0 69.7 76.1 1.92 26.8 67.0 5.24
Laboratorv Magnetic Separator Drum Concentrate
11.3 11.8
7.0 2.8 1.1
66.0
3.0 3.4 2.9 2.5 4.0
84.2
58.5 63.3 65.8 66.5 66.3 70.1 67.5
9.8 11.1 6.8 2.7 1.1
68.5
15.21 9.09 6.60 5.69 6.20 1.81 4.68
36.8 23.0
9.9 3.4 1.4
25.5
Derrick "K" Screen Undersize (280 Deck)
62.6 2.7 10.82 11.8 62.8 3.1 10.36 12.8 64.5 2.7 8.33 8.8 65.1 2.4 7.54 6.9 66.2 3.8 5.97 8.7 70.4 85.3 1.66 51.0 69.4 2.74
Cale % Si02 in Underflow
3.84 2.77 2.21 1.99 1.92
3.34 2.45 2.03 1.88 1.81
2.49 2.21 2.01 1.86 1.66

Table VIII - Continued
Fe Si02
Product Wt,% Fe.% Dist.% Si02' % Dist.%
Matrix Separator Concentrate
Froth. 0.5 min 10.2 67.1 1.0 min 12.4 67.1 1.5 min 10.6 67.8 2.0 min 8.4 68.5 3.0 min 7.5 69.2
Underflow 50.9 70.1 Cale Head 69.0
Froth 0.5 min 9.4 62.5 1.0 min 11.7 63.9 1.5 min 9.3 65.6 2.0 min 5.8 66.5 3.0 min 3.3 66.9
Underflow 60.5 69.5 Cale Head 67.6
Flotation Reagents: Collector - MG83A, 0.15 lb/LT Frother - MIBC, 0.07 lb/LT.
9.9 6.17 19.7 12.1 5.64 22.0 10.5 4.48 15.0 8.4 3.53 9.4 7.5 2.79 6.6
51.7 2.71 27.3 3.18
Elutriation Underflow
8.7 10.91 22.2 11.1 9.21 23.3 9.0 6.94 13.9 5.7 5.72 7.2 3.3 5.64 4.0
62.2 2.25 29.4 4.63
Cale % Si02 in Underflow
2.84 2.39 2.06 1.85 1.77
3.98 3.20 2.70 2.43 2.25

Table IX
CHEMICAL ANALYSES, FE AND Sl02 , OF SCREEN AND CYCLOSIZER SIZE FRACTIONS OF "AS RECEIVED" PLANT CONCENTRATES
AND THE CORRESPONDING FLOTATION CELL PRODUCT (TABLE VIII)
Mesh Wt.% Fe.% Fe Dist.% Si02. % Si02 Dist.%
"As Is" Concentrate
+150 0.7 54.2 0.6 19.45 2.76 150/200 3.0 41.4 1.8 31.69 19.29 200/270 11.5 60.4 10.3 11.62 27.11 270/325 2.0 64.0 1.9 7.89 3.20 325/30 um 17.0 69.7 17.6 2.22 7.66 30/23 um 13.9 68.5 14.2 3.89 10.97 23/16 um 14.0 69.0 14.4 2.99 8.49 16/10 um 10.2 70.0 10.6 2.17 4.49 10/8 um 6.4 70.1 6.7 1.85 2.40 -8 um 21.3 68.7 21.8 3.15 13.61
Total 100.0 67.1 4.93
Flotation Cell Product
+200 1.8 49.1 1.27 18.15 15.93 200/270 10.0 65.2 9.38 3.77 18.38 270/400 15.4 69.6 15.42 2.00 25.02 400/500 18.5 70.8 18.84 1.40 12.63 500/25 um 4.5 71.5 4.63 1.23 2.70 25/17 um 15.0 71.0 15.32 1.21 8.85 17/11 um 11.2 70.8 11.41 1.16 6.33 11/8 um 6.2 70.7 6.31 1.12 3.39 -8 um 7.4 70.0 17.42 1.99 16.78
Cale Head 69.6 2.05

Table X
CHEMICAL ANALYSES, FE AND Sl02, OF SCREEN AND CYCLOSIZER SIZE FRACTIONS OF THE LABORATORY MAGNETIC CONCENTRATE AND
THE CORRESPONDING FLOTATION CELL PRODUCT (TABLE VIII)
Mesh
+150 150/200 200/270 270/400 400/500 500/25 um 25/17 um 17/11 um 11/8 um -8 um Cale Head
+200 200/270 270/400 400/500 500/25 um 25/17 um 17/11 um 11/8 um -8 um Cale Head
Wt,%
0.2 2.1 9.6 9.9
20.2 3.3
16.3 14.8 9.3
14.2
1.7 13.1 14.4 22.9
1.4 13.0 10.9
6.1 16.5
Fe Fe,% Dist.%
Magnetic Drum Concentrate
29.5 0.1 40.1 1.3 60.2 8.5 65.0 9.5 68.7 20.5 70.0 3.4 70.8 17.1 70.1 15.3 70.2 9.7 69.6 14.6 67.7
Flotation Cell Product
51.9 1.3 66.7 12.5 70.2 14.5 70.8 23.2 71.5 1.4 71.3 13.3 70.8 11.0 70.7 6.2 70.4 16.6 69.9
Si02
Si02, % Dist. %
48.22 2.2 32.80 15.5 12.72 27.5 5.85 13.1 3.25 14.8 2.33 1.7 1.60 5.9 2.12 7.1 1.79 3.7 2.63 8.4 4.44
14.66 14.2 2.93 21.9 1.78 14.6 1.27 16.6 1.02 0.8 1.05 7.8 0.95 5.9 0.89 3.1 1.61 15.2 1.76

Table XI
CHEMICAL ANALYSES OF SCREEN AND CYCLOSIZER SIZE FRACTIONS OF THE DERRICK "K" SCREEN UNDERSIZE AND THE
CORRESPONDING FLOTATION CELL PRODUCT (TABLE VIII)
Fe Si02
Mesh Wt,% Fe,% Dist.% Si02 • % Dist,%
Derrick Screen Undersize
+200 0.2 37.9 0.1 34.55 2.2 200/270 0.8 60.0 0.7 10.48 2.6 270/400 4.8 66.7 4.6 4.84 7.3 400/500 17.2 69.1 17.2 2.91 15.7 500/25 um 1.7 71.1 1.8 1.77 0.9 25/17 um 15.7 70.8 16.1 1.87 9.2 17/11 um 16.0 70.2 16.2 2.23 11.1 11/8um 10.5 70.2 10.7 2.09 6.9 -8 um 33.1 68.2 32.6 4.26 44.1 Cale Head 69.1 3.20
Flotation Underflow From Screen Undersize
+270 0.7 57.4 0.6 13.87 5.3 270/400 5.0 68.2 4.9 3.80 10.3 400/500 17.4 70.1 17.3 2.03 19.3 500/25 um 4.1 70.9 4.1 1.42 3.2 25/17 um 19.9 71.1 20.1 1.41 15.3 17/11 um 17.8 70.8 17.9 1.45 14.1 11/8 um 10.4 70.8 10.5 1.20 6.8 -8 um 24.7 70.6 24.6 1.91 25.7 Cale Head 70.4 1.83

Table XII
CHEMICAL ANALYSES OF THE SCREEN AND CYCLOSIZER SIZE FRACTIONS OF THE FLOTATION CELL PRODUCT OBTAINED FROM THE MATRIX MAGNETIC SEPARATOR CONCENTRATE
(THERE WAS INSUFFICIENT SAMPLE FOR ANALYSES OF THE FEED.)
Fe Si02
Mesh Wt.% Fe.% Dist.% Si02. % Dist.%
+150 0.3 40.0 0.2 30.56 4.9 150/200 1.9 55.9 1.5 12.75 13.0 200/270 13.3 68.2 13.0 2.65 18.8 270/400 17.9 70.3 18.0 1.80 17.2 400/500 28.4 70.9 28.8 1.35 20.5 500/25 um 4.4 71.4 4.5 1.07 2.5 25/17 um 14.5 71.0 14.7 1.04 8.1 17/11 um 7.8 71.1 7.9 0.98 4.1 11/8 um 3.2 70.2 3.2 0.94 1.6 -8 um 8.3 69.3 8.2 2.10 9.3 Cale Head 70.0 1.87

Table XIII
CHEMICAL ANALYSES OF THE SCREEN AND CYCLOSIZER SIZE FRACTIONS OF THE ELUTRIATION TEST UNDERFLOW AND THE
CORRESPONDING FLOTATION CELL PRODUCT (TABLE VIII) Fe Si02
Mesh Wt. % Fe. % Dist. % Si02• % Dist. %
Bulk Elutriation Underflow
+150 0.3 29.0 0.1 49.71 3.1 150/200 2.8 39.6 1.6 30.53 20.5 200/270 11.2 57.5 9.3 12.97 30.7 270/400 11.9 67.5 11.6 4.48 11.3 400/500 20.5 70.3 20.7 2.07 9.0 500/25 um 3.0 71.1 3.1 1.23 0.8 25/17 um 12.6 71.2 12.9 1.24 3.3 17/11 um 10.2 70.6 10.4 1.29 2.8 11/8 um 6.2 70.8 6.3 1.20 1.6 -8 um 24.3 68.8 24.1 3.29 16.9 Cale Head 67.5 4.73
Flotation Underflow From Elutriation Underflow
+150 0.4 34.4 0.2 37.11 6.2 150/200 2.3 46.7 1.6 18.54 17.8 200/270 13.2 65.5 12.4 4.49 24.7 270/400 17.1 69.8 17.2 1.95 13.9 400/500 28.9 71.1 29.6 1.27 15.3 500/25 um 4.3 71.4 4.4 1.11 2.0 25/17 um 13.8 71.4 14.2 1.03 5.9 17/11 um 7.8 71.2 8.0 1.02 3.3 11/8 um 3.3 70.9 3.4 1.07 1.5 -8 um 8.9 69.5 8.7 2.52 9.4 Cale Head 69.3 2.40

Table XIV
COMPARISON OF LABORATORY FLOTATION OF OLD AND FRESH CONCENTRATE SAMPLES
Cale Fe Si02 Si02 in MG83A,
Product Wt.% Fe.% Si02, % Dist.% Dist.% Underflow lb/LT
Old Concentrate
Froth 0.5 min 8.20 54.8 20.99 6.72 32.82 3.84 0.15 1.0 min 8.80 59.7 13.90 7.82 23.30 2.77 1.5 min 5.80 62.6 10.21 5.44 11.30 2.21 2.0 min 3.10 64.5 7.63 2.85 4.40 1.99 3.0 min 1.20 65.6 6.12 1.14 1.40 1.92
Underflow 73.00 96.7 1.92 76.03 26.80 Cale Head 67.0 5.24
Fresh Concentrate
Froth 0.5 min 11.18 57.0 17.30 9.53 33.92 4.24 0.15 1.0 min 11.16 61.6 11.84 10.28 23.17 3.15 1.5 min 7.14 64.1 8.47 6.58 10.61 2.61 2.0 min 2.63 65.6 6.7 2.58 3.23 2.45 3.0 min 1.10 65.7 6.70 2.08 1.30 2.38
Underflow 66.79 69.8 2.38 69.69 27.88 Cale Head 66.9 5.70
Froth 0.5 min 14.42 59.3 15.46 12.76 39.61 3.97 0.17 1.0 min 12.69 63.0 10.07 11.92 22.70 2.91 1.5 min 8.37 65.8 6.85 8.22 20.19 2.40 2.0 min 3.63 67.1 5.11 3.64 3.30 2.24 3.0 min 2.76 66.3 5.88 1.74 1.83 2.13
Underflow 59.13 70.0 2.13 61.73 22.37 Cale Head 67.1 5.63

Table XV
RESULTS OF BULK PILOT-PLANT TESTS ON FRESH CONCENTRATE SAMPLE
Fe Si02
Test No. Product Wt,% Fe,% Si02 • % Dist.% Dist.%
A-6 Feed 100.0 67.3 5.54 100.0 100.0 Cone 59.7 69.5 2.78 61.7 32.4 Froth 40.3 64.6 9.62 38.3 67.6
A-7 Feed 100.0 67.4 5.43 100.0 100.0 Cone 51.8 69.8 2.42 53.7 23.1 Froth 48.2 64.3 8.67 46.3 76.9
A-8 Feed 100.0 67.1 5.42 100.0 200.0 Cone 51.2 69.5 2.49 53.1 23.5 Froth 48.8 64.1 8.50 46.9 76.5
A-9 Feed 100.0 67.5 5.10 100.0 100.0 Cone 77.8 69.0 3.05 79.6 46.6 Froth 22.2 61.1 12.30 20.4 53.4
A-10* Feed 100.0 69.2 2.99 100.0 100.0 Cone 72.3 70.0 2.27 73.1 54.9 Froth 27.7 67.3 4.87 26.9 45.1
Comb** Feed 100.0 67.5 5.10 100.0 100.0 Cone 56.3 70.0 2.27 58.4 25.2 Froth 43.7 64.3 8.75 41.6 74.9
* Feed for test A-10 was the A-9 concentrate.
** Calculated by combining A-9 and A-10 test data.
MG83A, lb/LT
0.206
0.205
0.194
0.150
0.063
0.213

Table XVI
SCREEN ANALYSES OF FLOTATION FEED, CONCENTRATE, AND TAILINGS FROM TEST A-7
Fe Si02
Product Mesh Wt.% Fe,% Si02. % Dist, % Dist.%
Feed +100 0.24 47.9 28.28 0.17 1.21 100/150 0.43 33.2 44.37 0.21 3.43 150/200 2.57 43.1 31.78 1.65 14.73 200/270 9.84 59.7 15.78 8.78 27.15 270/400 10.13 65.6 6.91 9.92 12.63 400/500 17.35 68.4 3.79 17.73 11.87 -500 59.45 69.3 2.70 61.54 28.98
Concentrate +100 0.40 53.6 21.26 0.31 3.31 100/150 0.40 39.5 34.81 0.32 5.42 150/200 2.94 54.7 16.26 2.30 18.44 200/270 12.95 67.8 4.98 12.59 24.92 270/400 13.47 70.0 2.35 13.51 12.23 400/500 23.06 70.8 1.45 23.40 12.92 -500 46.77 71.1 1.26 47.66 22.76
Tailings +100 100/150 0.54 22.0 60.71 0.18 3.98 150/200 2.57 29.8 49.18 1.19 15.37 200/270 5.83 40.4 35.18 3.65 24.92 270/400 4.48 51.5 21.44 3.57 11.68 400/500 8.37 62.1 11.72 8.06 11.93 -500 78.21 68.8 3.38 83.35 32.13

Test No.
A-6
A-7
A-8
Table XVII
BATCH BALL-MILL REGRIND TESTS ON FLOTATION FROTHS FROM TEST A-6, A-7, AND A-8 AND DAVIS-TUBE TEST DATA
ON THE "AS IS" MILL DISCHARGE
Grind Time, min
8 12 16 20
8 12 16 20
12 16 20
% Minus 500 Mesh·
94.4 96.8 98.8 99.4
94.6 97.4 98.8 99.3
97.5 98.7 99.4
Fe,%
70.4 70.6 70.8 70.8
70.4 70.8 71.0 70.9
70.6 71.0 70.9
Davis Tube Si02. %
2.07 1.86 1.72 1.50
2.05 1.71 1.54 1.49
1.85 1.60 1.53
Wt Rec.%
74.3 74.6 70.7 67.2
75.2 72.9 68.4 67.6
71.7 72.6 72.7

Table XVIII
DERRICK "K" SCREEN TEST RESULTS OBTAINED ON THE A-7 BULK FLOTATION CONCENTRATE
Recovery% Unit Ogerations Flotation Feed
Product Wt.% Fe,% Si02. % Fe,% Si02. % Wt.% Fe.% Si02. %
Feed 100.0 69.3 2.80 100.0 100.0 51.8 53.7 23.1
Oversize 41.1 67.6 4.72 39.7 69.3 21.3 21.3 16.0
Undersize 58.9 70.9 1.46 60.3 30.7 30.5 32.4 7.1
Operating Conditions: Feed rate 1.63 L TPH at 42.4 percent solids. Screen deck - 280.

Table XIX
SCREEN ANALYSIS OF DERRICK SCREEN PRODUCTS, FEED, OVERSIZE, AND UNDERSIZE, OBTAINED FROM THE A-7 BULK CONCENTRATE (TABLE XVIII)
Fe Si02
Product Mesh Wt,% Fe,% Si02 , % Dist, % Dist,%
Feed +100 0.37 34.7 43.84 0.18 5.76 100/150 0.29 32.5 42.22 0.14 4.44 150/200 3.37 49.6 20.27 2.42 24.50 200/270 13.44 66.8 4.85 12.92 23.36 270/400 18.16 70.2 1.99 18.40 12.95 400/500 21.63 70.9 1.31 22.14 10.15 -500 42.74 70.9 1.23 43.76 18.84
Undersize +100 100/150 150/200 0.25 46.0 25.03 0.16 4.27 200/270 1.60 67.4 4.14 1.52 4.59 270/400 11.78 70.3 2.02 11.70 16.53 400/500 26.05 71.2 1.30 26.20 23.51 -500 60.32 70.9 1.22 60.42 51.10
Oversize +100 0.76 36.4 41.97 0.41 6.85 100/150 1.25 30.7 44.64 0.57 11.92 150/200 6.28 49.9 20.62 4.66 27.63 200/270 29.46 66.5 5.17 29.13 32.49 270/400 18.57 69.7 2.14 19.24 8.47 400/500 19.45 70.8 1.43 20.47 5.93 -500 24.22 70.8 1.30 25.50 6.72

Table XX
BATCH BALL-MILL REGRIND TESTS ON THE DERRICK "K" SCREEN OVERSIZE (TABLE XVIII) AND DAVIS-TUBE TEST DATA ON
THE "AS IS" BALL-MILL DISCHARGE
Grind Time, % Minus Davis Tube min 500 Mesh Fe.% Si02. % Wt Rec,%
8 59.7 70.6 1.45 92.0
12 69.3 71.0 1.31 91.8
16 80.9 71.0 1.18 91.5

Table XXI
COLUMN FLOTATION TEST DATA ON "AS IS" CONCENTRATES
Collector* Level (lb/L Tl
0,15
0.22
0.14
Product
Feed Cone Froth
Feed Cone Froth
Feed Cone Froth
Wt,%
100.0 79.2 20.8
100.0 69.6 30.4
100.0 84.6 15.4
* MG83A used for all tests.
Fe,%
67.3 70.1 57.3
67.3 70.4 60.6
67.3 69.9 55.4
Si02 , %
5.12 1.87
17.17
5.12 1.64
12.87
5.44 2.27
22.83
Fe Dist.%
100.0 82.4 17.6
100.0 72.6 27.4
100.0 87.8 23.2
Si02
Dist.%
100.0 29.2 70.8
100.0 22.3 77.7
100.0 35.3 64.7

Table XXll
SCREEN ANALYSES OF COLUMN FLOTATION FEED, CONCENTRATE, AND FROTH OBTAINED WITH 0.15 LB/LT OF MG83A
Fe Si02
Product Mesh Wt,% Fe,% Si02• % Dist.% Dist,%
Feed +150 0.32 47.3 25.66 0.23 1.62 150/200 1.40 40.7 35.52 0.85 9.65 200/270 6.45 55.6 18.35 5.33 22.96 270/400 8.00 64.0 8.63 7.61 13.39 400/500 16.42 67.9 4.82 16.57 15.36 -500 67.41 69.3 2.83 69.42 37.02
Cone +150 0.30 53.9 14.27 0.23 2.29 150/200 1.02 54.9 14.00 0.80 7.66 200/270 6.36 66.1 4.05 6.01 13.84 270/400 13.12 70.1 1.85 13.15 13.04 400/500 16.92 70.8 1.28 17.13 11.69 -500 62.28 70.4 1.54 62.68 51.53
Froth +150 0.37 27.3 51.88 0.18 1.12 150/200 3.03 25.7 58.44 1.36 10.27 200/270 9.48 33.0 48.34 5.46 26.61 270/400 7.19 39.9 38.67 5.01 16.16 400/500 9.08 46.0 30.33 7.30 16.00 -500 70.85 65.2 7.25 80.69 29.84

Table XXlll
SCREEN ANALYSES OF COLUMN FLOTATION FEED, CONCENTRATE, AND FROTH OBTAINED WITH 0.22 LB/LT OF MG83A
Fe Si02
Product Mesh Wt,% Fe.% Si02 • % Dist.% Dist.%
Feed +150 0.32 47.3 25.66 0.23 1.62 150/200 1.40 40.7 35.52 0.85 9.65 200/270 6.45 55.6 18.35 5.33 22.96 270/400 8.00 64.0 8.63 7.61 13.39 400/500 16.42 67.9 4.82 16.57 15.36 -500 67.41 69.3 2.83 69.42 37.02
Cone +150 0.30 55.9 12.28 0.24 2.10 150/200 1.39 60.1 9.45 1.18 7.53 200/270 9.24 68.3 3.09 8.96 16.39 270/400 18.34 70.7 1.49 18.31 15.60 400/500 15.37 71.7 1.17 15.64 10.32 -500 55.46 70.7 1.51 55.67 48.07
Froth +150 0.35 23.8 59.56 0.14 1.61 150/200 2.87 29.1 53.44 1.38 11.97 200/270 8.57 35.4 42.00 5.00 28.07 270/400 6.12 44.5 30.69 4.49 14.64 400/500 7.88 50.7 23.38 6.58 14.36 -500 74.21 67.4 5.07 82.42 29.34

Table XXIV
SECONDARY FLOTATION OF THE PRIMARY FROTH PRODUCT FROM TEST A-7 BY CONVENTIONAL AND COLUMN FLOTATION
Flotation Unit
Column
Conventional
Product
Feed Cone Froth
Feed Cone Froth
Wt,%
100.0 70.2 29.8
100.0 63.9 36.1
Fe,%
64.3 68.9 55.4
64.3 68.3 58.1
Si02 , %
8.67 3.12
21.75
8.67 4.03
15.86
Fe Dist.%
100.0 75.2 24.8
100.0 67.5 32.5
Si02
Dist.%
100.0 25.3 74.7
100.0 31.0 69.0
Ragent Addition: MG83A, 0.04 lb/LT for both the column and conventional cells.

Table XXV
CONVENTIONAL FLOTATION TEST RESULTS ON THE DERRICK "K" SCREEN OVERSIZE PRODUCT OBTAINED BY SIZING THE CONCENTRATE
(CELL PRODUCT) FROM PRIMARY FLOTATION
Cale Fe Si02 Si02 in
Product Wt,% Fe,% Si02 • % Dist.% Dist,% Underflow
Froth
0.5 min 11.77 63.2 9.44 11.01 24.89 3.80
1.0 min 11.27 65.1 7.98 10.86 20.15 3.19
1.5 min 5.64 67.0 5.36 5.60 6.78 3.01
2.0 min 0.80 67.4 5.22 0.80 0.94 2.99
Underflow 70.52 68.7 2.99 71.73 47.24
Cale Head 67.5 4.46

Table XXVI
SCREEN ANALYSIS OF UNDERFLOW (CELL PRODUCT) OBTAINED BY FLOTATION OF THE DERRICK "K" SCREEN OVERSIZE
(REFER TO TABLE XXV)
Fe Si02
Mesh Wt.% Fe,% Si02• % Dist.% Dist.%
+100 0.89 38,3 38.93 0.49 11.78
100/150 1.14 35.3 34.87 0.58 13.56
150/200 5.54 55.7 11.78 4.49 22.30
2001270 33.43 69.0 2.41 33.55 27.51
270/400 22.01 70.7 1.41 22.64 10.60
400/500 22.82 71.2 1.12 23.64 8.73
-500 14.17 70.9 1.14 14.61 5.52

Table XXVll
RESULTS OF MATRIX MAGNETIC SEPARATOR TESTS ON THE NEW CONCENTRATE. THE CONCENTRATE FROM TEST FFD-2 WAS
USED FOR LABORATORY FLOTATION TESTS
Fe Si02
Test No. Product Wt,% Fe,% Si02. % Dist.% Dist.%
FFD-1 Cone 91.7 68.7 3.45 93.1 70.6 Tailing 8.3 56.0 15.88 6.9 29.4 Feed 100.0 67.7 4.48
76-3 Pri Cone 67.4 69.1 3.33 69.1 43.2 Scav Cone 19.2 68.3 4.47 19.5 16.5 Combined 86.6 68.9 3.58 88.6 59.7 Tailing 13.4 57.5 15.57 11.4 40.2 Total 100.0 67.4 5.19 100.0
76-3A Pri Cone 66.3 69.1 3.33 68.2 44.1 Scav Cone 25.3 67.7 4.65 25.4 23.5 Combined 91.6 68.7 3.69 93.6 67.5 Tailing 8.4 53.0 19.40 6.4 32.5 Total 100.0 67.4 5.01 100.0
77-1 Pri Cone 69.2 69.3 3.47 70.8 47.8 Scav Cone 24.6 68.2 4.41 24.8 21.6 Combined 93.8 69.0 3.79 95.6 69.4 Tailing 6.2 47.7 24.90 4.4 30.8 Total 100.0 67.8 5.02 100.0
77-3 Pri Cone 78.6 69.1 3.40 80.4 54.4 Scav Cone 13.5 66.9 5.24 13.4 24.4 Combined 92.1 68.8 3.67 93.8 68.8 Tailing 7.9 53.9 19.35 6.2 31.1 Total 100.0 67.5 4.91 100.0
77-4 Pri Cone 71.9 69.0 3.44 73.4 51.1 Scav Cone 23.6 67.7 4.77 23.6 23.2 Combined 95.5 68.7 3.77 97.0 74.4 Tailing 4.5 45.2 27.60 3.0 25.7 Total 100.0 67.6 4.84 100.0
(Continued)

Table XXVll - Continued
Fe Si02 Test No. Product Wt.% Fe,% Si02• % Dist.% Dist.%
76-2 Pri Cone 73.9 69.1 3.51 75.2 55.3 Scav Cone 19.8 67.8 4.56 19.8 19.2 Combined 93.7 68.8 3.73 95.0 74.5 Tailing 6.3 54.1 19.05 5.0 25.5 Total 100.0 67.4 4.69 100.0

Table XXVlll
RESULTS OF BATCH FLOTATION TESTS OF MATRIX CONCENTRATE (TEST FFD-1)
Cale Fe Si02 Si02 in
Product Wt,% Fe,% Si02 • % Dist.% Dist. % Underflow
0.12 lb/LT MG83A
Froth 0.5 min 4.50 59.8 14.02 3.91 18.57 2.89 1.0 min 5.43 63.1 10.42 4.98 16.66 2.44 1.5 min 3.08 65.1 7.57 2.91 6.86 2.26 2.0 min 1.72 66.7 5.87 1.67 2.98 2.19 3.0 min 2.05 67.9 4.26 2.03 2.58 2.14 4.0 min 0.65 67.8 4.24 0.64 0.81 2.12
Underflow 82.57 69.9 2.12 83.86 51.54 Cale Head 68.8 3.40
0.14 lb/LT MG83A
Froth 0.5 min 6.57 60.6 13.00 5.78 25.06 2.73 1.0 min 10.03 64.4 8.54 9.37 25.11 2.04 1.5 min 6.82 66.9 5.64 6.63 11.29 1.72 2.0 min 3.35 68.1 4.05 3.31 3.98 1.61 3.0 min 1.77 69.3 2.81 1.78 1.46 1.58
Underflow 71.46 70.5 1.58 73.13 33.11 Cale Head 68.9 3.41

Table XXIX
COMPARISON OF FE AND Sl02 RECOVERY BY SIZE FRACTION IN FLOTATION CONCENTRATES OBTAINED BY CONVENTIONAL AND
COLUMN FLOTATION OF "AS RECEIVED" CONCENTRATE
Conventional Flotation, 2.42% Si02 Concentrate
Mesh Wt.% Fe.% Si02 • %
+100 100.0 100.0 100.0 100/150 44.3 67.3 29.0 150/200 55.1 69.2 26.5 200/270 70.5 80.0 23.1 270/400 76.4 81.1 23.9 400/500 74.8 77.1 24.5 -500 39.1 39.9 17.5
Column Flotation, 1.89% Si02 Concentrate
Mesh Wt,% Fe,% Si02 • %
+150 75.5 85.7 45.7 150/200 56.2 96.5 23.5 200/270 71.9 83.7 17.7 270/400 87.4 92.5 25.0 400/500 87.6 91.7 23.2 -500 77.0 78.4 41.6

Table XXX
BULK ROUGHER FLOTATION RESULTS
Fe Si02
Product Wt,% Fe.% Si02 • % Dist.% Dist.%
Feed 100.0 67.3 5.20 100.0 100.0
Concentrate 59.0 69.7 2.77 61.1 31.4
Froth 41.0 64.4 8.69 38.9 68.6

Table XXXI
SCREEN ANALYSIS OF BULK ROUGHER FLOTATION PRODUCTS (TABLE XXX)
Fe Si02
Product Mesh Wt,% Fe,% Si02, % Dist.% Dist.%
Concentrate +100 0.2 26.6 53.24 0.1 4.3 100/150 0.5 32.6 42.06 0.2 7.6 150/200 3.5 55.2 15.11 2.8 20.3 200/270 16.8 67.8 4.15 16.4 26.6 270/400 15.9 70.3 1.83 16.1 11.1 400/500 19.9 71.1 1.29 20.3 9.8 -500 43.2 71.1 1.23 44.1 20.3 Cale Head 69.6 2.62
Bulk Froth +100 0.1 100/150 0.4 20.0 64.23 0.1 3.7 150/200 3.0 29.5 50.90 1.4 18.0 200/270 7.2 43.0 31.66 4.8 27.1 270/400 5.3 55.5 18.40 4.6 11.6 400/500 9.7 63.7 9.20 9.5 10.5 -500 74.3 69.0 3.31 79.6 29.I Cale Head 64.5 8.44

Table XXXll
CALCULATED RECOVERIES BY SIZE FRACTIONS IN BULK ROUGHER CONCENTRATE
Recoverv, % Mesh Wt Fe Si02
+150 59.0 75.7 58.7
150/200 62.6 75.9 33.3
200/270 78.0 84.1 30.6
270/400 80.9 84.5 30.0
400/500 74.8 76.7 29.3
-500 45.5 46.3 31.1

Table XXXlll
RESULTS OF SCREENING BULK CONCENTRATE
Feed Rate,* Fe Si02
LTPH Product Wt,% Fe,% Si02 , % Dist.% Dist.%
2.53 Feed 100.0 69.7 2.66 100.0 100.0
Oversize 59.2 68.6 3.53 58.5 78.5
Undersize 40.8 70.9 1.40 41.5 21.5
* Approximately 40 percent solids.

Table XXXIV
SCREEN ANALYSES OF THE PRODUCTS FROM SCREENING BULK ROUGHER CONCENTRATE
Fe Si02
Product Mesh Wt,% Fe,% Si02, % Dist,% Dist%
Oversize +100 0.3 22.3 60.15 0.1 4.8 100/150 0.8 29.9 47.68 0.3 10.0 150/200 5.3 53.3 17.75 4.1 25.6 200/270 25.1 67.0 4.63 24.6 31.6 270/400 17.8 20.3 2.07 18.3 10.1 400/500 20.3 70.9 1.35 21.0 7.4 -500 30.4 71.0 1.25 31.6 10.5 Cale Head 68.5 3.67
Undersize +200 0.2 50.3 21.97 0.1 3.1 200/270 1.5 68.2 4.47 1.5 4.7 270/400 6.3 70.3 2.15 6.2 9.4 400/500 29.1 71.1 1.37 29.1 27.7 -500 62.9 71.2 1.26 63.1 55.1 Cale Head 71.0 1.44

Table XXXV
RECOVERY BY SIZE FRACTION IN UNDERSIZE FROM SCREENING OF BULK ROUGHER CONCENTRATE
RecoveQ:'., % Mesh Wt Fe Si02
+100 0 0 0
100/150 0 0 0
150/200 2.6 3.1 2.4
200/270 3.9 4.3 4.0
270/400 19.8 20.2 19.6
400/500 49.7 50.1 49.8
-500 58.7 59.0 58.8

Table XXXVI
RESULTS OF RESCREENING OVERSIZE FROM THE SCREENING OF BULK ROUGHER CONCENTRATE
Feed Rate, % Fe Si02
LTPH Solids Product Wt,% Fe,% Si02, % Dist.% Dist.%
2.06 39.5 Feed 100.0 69.6 2.69 100.0 100.0
Oversize 29.7 66.0 5.85 27.4 62.4
Undersize 71.3 70.9 1.42 72.6 37.6

Table XXXVll
SCREEN ANALYSIS OF PRODUCTS FROM RESCREENING OVERSIZE FROM THE SCREENING OF BULK ROUGHER CONCENTRATE
Fe Si02
Product Mesh Wt,% Fe.% Si02 • % Dist. % Dist.%
Undersize 200/270 2.0 66.7 5.01 1.8 6.8
270/400 8.1 70.1 2.06 8.0 11.6
400/500 32.3 71.1 1.44 32.3 32.3
-500 57.6 71.3 1.23 57.4 49.3
Cale Head 71.1 1.44
Oversize +100 0.7 21.1 60.65 0.2 6.4
100/150 1.5 27.7 49.25 0.7 12.3
150/200 8.5 49.0 21.51 6.3 29.6
200/270 35.7 65.3 6.16 35.5 35.7
270/400 17.9 69.5 2.50 18.9 7.3
400/500 19.2 70.5 1.67 20.6 5.2
-500 16.5 70.9 1.30 17.8 3.5
Cale Head 65.7 6.15

Table XXXVlll
RECOVERY IN UNDERSIZE FROM RESCREENING BULK ROUGHER CONCENTRATE OVERSIZE
Recove!Y Mesh Wt, % Fe,% Si02. %
+200 0 0 0
200/270 11.9 12.1 9.8
270/400 52.1 52.3 47.2
400/500 80.2 80.3 77.7
-500 89.3 89.4 91.2

Test No.
1
2
Table XXXIX
COLUMN FLOTATION TESTS ON OVERSIZE FROM SCREENING OF BULK ROUGHER CONCENTRATE
MG83A, lb/LT
0.03
0.05
Product
Feed Cone Froth
Feed Cone Froth
Wt,% Fe,%
100.0 68.7 90.8 69.1
9.2 64.0
100.0 68.7 81.6 69.1 18.4 65.3
Fe Si02• % Dist.%
3.38 100.0 2.90 91.3 8.10 8.7
3.38 100.0 2.66 82.1 6.58 17.9
Si02
Dist.%
100.0 77.9 22.1
100.0 64.2 35.8

Table XL
SCREEN ANALYSIS OF PRODUCTS FROM COLUMN FLOTATION OF OVERSIZE FROM SCREENING OF BULK ROUGHER CONCENTRATE
Test Fe Si02 No. Product Mesh Wt.% Fe,% Si02, % Dist.% Dist.%
1 Concentrate +100 0.9 25.1 56.00 0.3 17.0 100/150 1.3 34.3 37.80 0.6 16.4 150/200 9.4 62.5 7.76 8.5 24.3 200/270 42.1 70.5 1.77 42.9 24.9 270/400 18.3 71.4 1.17 18.9 7.1 400/500 17.0 71.4 1.02 17.5 5.8 -500 11.0 70.9 1.23 11.3 4.5 Cale Head 69.2 2.99
Froth +200 5.2 34.5 43.42 2.8 27.4 200/270 13.0 49.8 23.45 10.2 36.6 270/400 2.4 56.5 14.62 2.1 4.2 400/500 14.3 60.3 10.00 13.5 17.2 -500 65.1 70.0 1.88 71.4 14.6 Cale Head 63.8 8.34
2 Concentrate +100 0.7 22.2 57.08 0.2 14.4 100/200 6.8 55.4 13.65 5.5 33.8 200/270 36.2 68.9 2.11 36.2 27.9 270/400 25.4 71.0 1.26 26.2 11.7 400/500 21.3 71.3 1.00 22.0 7.8 -500 9.6 70.6 1.26 9.9 4.4 Cale Head 68.9 2.74
Froth +100 0.2 18.1 67.21 0.1 1.8 100/150 0.9 25.1 55.63 0.3 7.9 150/200 6.3 40.8 32.16 3.9 31.4 200/270 18.7 58.6 12.07 16.8 35.2 270/400 12.5 66.2 4.67 12.7 9.1 400/500 15.9 69.5 2.17 16.9 5.4 -500 45.5 70.8 1.29 49.3 9.2 Cale Head 65.4 6.42

Table XLI
RECOVERY BY SIZE FRACTION FOR COLUMN FLOTATION CONCENTRATE FROM OVERSIZE FROM SCREENING OF BULK ROUGHER CONCENTRATE
Recoverv, gercent Test Mesh Wt Fe Si02
1 +100 100.0 100.0 100.0 100/150 100.0 100.0 100.0 150/200 94.8 96.8 76.1 2001270 97.0 97.7 70.7 270/400 98.9 98.9 85.8 400/500 91.9 92.9 54.5 -500 62.4 61.3 52.2
2 +100 93.9 90.3 93.8 100/200 80.7 86.0 62.1 2001270 89.6 91.0 60.0 2701400 90.0 90.6 70.9 400/500 85.6 85.9 73.2 -500 48.3 48.4 47.5

Table XLll
GRINDING OF SCREEN OVERSIZE FROM BULK ROUGHER CONCENTRATE
Liberation Grinds - Davis-Tube Results
Grind Time, Davis Tube Concentrate min %-500 Mesh Fe,% Si02, % Wt Rec,%
10 65.4 71.2 1.22 94.4
16 86.0 71.4 1.15 94.2
20 89.0 71.4 1.06 94.1
Open-Circuit Grinds
Percent Passing % 150 200 270 400 500 OT
Test kwhr/LT Solids Mesh Mesh Mesh Mesh Mesh Si02, %
1 11.59 55.0 99.9 99.2 93.9 85.7 62.9 1.60
2 23.69 54.0 100.0 99.8 98.6 96.1 82.1 1.29
3 35.72 55.0 100.0 100.0 99.6 99.0 92.3 1.17
Feed 0 98.7 93.0 66.4 52.3 26.5

Table XLlll
LABORATORY MAGNETIC SEPARATOR TESTS ON BALL-MILL DISCHARGES FROM GRINDING OF OVERSIZE FROM SCREENING OF
BULK ROUGHER CONCENTRATE
Cumulative Recovery Test kwhr/LT Product Wt.% Fe.% SiO,, % Wt.% Fe,%
1 11.59 Pass #1 Cone 96.6 69.8 2.35 96.6 98.1 Tail 3.4 23.3 43.92 3.4 1.9
Pass #2 Cone 98.9 70.1 2.03 95.5 97.4 Tail 1.1 33.4 33.54 4.5 2.6
Pass #3 Cone 99.7 70.3 1.97 95.3 97.4 Tail 0.3 34.1 32.45 4.7 2.6
2 23.69 Pass #1 Cone 96.0 69.9 2.15 96.0 97.7 Tail 4.0 26.6 41.21 4.0 2.3
Pass #2 Cone 98.7 70.6 1.64 94.8 97.4 Tail 1.3 27.4 38.75 5.2 2.6
Pass #3 Cone 99.5 70.7 1.60 94.4 97.0 Tail 0.5 34.1 31.95 5.4 3.0
3 35.72 Pass #1 Cone 96.3 70.0 2.18 96.3 98.1 Tail 3.7 25.1 42.54 3.7 1.9
Pass #2 Cone 98.3 70.8 1.50 94.6 97.6 Tail 1.7 28.4 38.25 5.4 2.4
Pass #3 Cone 99.4 71.0 1.41 94.1 97.2 Tail 0.6 36.7 30.01 5.9 2.8

Table XLIV
CALCULATED UPGRADED CONCENTRATES PRODUCED BY SCREENING OF BULK ROUGHER CONCENTRATE AND SUBSEQUENT GRINDING
AND MAGNETIC SEPARATION OF THE SCREEN OVERSIZE
Grinding Energy, Wt% of kwhr/LT Si02. % Wt Rec.% Fe Rec.% Total Float Feed
11.59 1.73 97.2 98.5 57.3
23.69 1.52 96.7 98.2 57.1
35.72 1.41 96.5 98.3 56.9

Table XLV
GRINDING OF BULK ROUGHER FROTH
Liberation Grind and Davis-Tube Results
Grind Time, Davis-Tube Concentrate min %-500 Mesh Fe.% Si02. % Wt Rec.%
8 93.1 70.2 2.28 87.0
12 97.1 70.7 1.82 86.3
16 97.9 70.8 1.67 86.0
20 98.9 70.9 1.59 85.8
Open-Circuit Grinds
Percent Passing % 200 270 400 500 DT
Test kwhr/LT Solids Mesh Mesh Mesh Mesh Si02. %
1 14.08 58.0 99.4 97.8 95.1 88.9 3.57
2 27.16 54.0 99.8 99.2 97.7 93.3 2.54
3 39.66 55.0 100.0 99.7 99.0 96.5 1.89
4 13.60 64.0 99.6 99.0 96.2 90.3 3.01
5 27.84 63.0 99.9 99.7 98.9 96.3 1.98
6 40.88 63.0 100.0 99.8 99.6 98.5 1.71

Table XLVI
LABORATORY MAGNETIC SEPARATOR TESTS ON BALL-MILL DISCHARGE FROM GRINDING OF BULK FROTH
Cum Recoveries Test kwhr/L T Product Wt,% Fe.% Si02. % Wt,% Fe.%
1 14.08 Pass #1 Cone 93.6 67.4 5.39 93.6 98.0 Tail 6.7 22.6 54.44 6.7 2.0
Pass #2 Cone 96.1 .68.5 4.23 89.9 95.7 Tail 3.9 39.8 33.70 10.1 4.3
Pass #3 Cone 99.0 68.8 3.83 89.1 95.1 Tail 1.0 33.5 38.76 10.9 4.9
2 27.16 Pass #1 Cone 91.3 68.1 4.57 91.3 96.5 Tail 8.7 26.6 51.24 8.7 3.5
Pass #2 Cone 94.4 69.4 3.16 86.2 92.9 Tail 5.6 45.8 28.41 13.8 7.1
Pass #3 Cone 96.1 69.8 2.77 82.8 89.8 Tail 3.9 59.5 12.84 17.2 10.2
3 39.69 Pass #1 Cone 88.7 68.4 4.07 88.7 94.2 Tail 11.3 32.4 45.44 11.3 5.8
Pass #2 Cone 96.4 69.8 2.60 85.5 92.7 Tail 3.6 30.8 43.51 14.5 7.3
Pass #3 Cone 96.5 70.5 2.23 82.5 90.3 Tail 3.5 59.9 12.85 17.5 9.7
4 13.60 Pass #1 Cone 93.8 67.4 5.41 93.8 98.1 Tail 6.2 22.5 55.60 6.2 1.9
Pass #2 Cone 97.5 68.3 4.25 91.4 96.9 Tail 2.5 25.8 50.41 8.6 3.1
Pass #3 Cone 99.1 68.8 3.90 90.6 96.8 Tail 0.9 29.8 44.51 9.4 3.2
5 27.84 Pass #1 Cone 92.4 67.8 4.64 92.4 97.1 Tail 7.6 22.6 55.25 7.6 2.9
Pass #2 Cone 97.7 69.0 3.56 90.3 96.5 Tail 2.3 25.7 50.38 9.7 3.5
Pass #3 Cone 98.3 69.5 2.87 88.8 95.5 Tail 1.7 31.7 43.10 11.2 4.5

Table XLVI
Cum Recoveries Test kwhr/L T Product Wt.% Fe.% Si02. % Wt.% Fe.%
6 40.88 Pass #1 Cone 92.6 67.8 4.74 92.6 97.3 Tail 7.4 22.6 55.51 7.4 2.7
Pass #2 Cone 97.4 68.9 3.49 90.2 96.3 Tail 2.6 24.9 52.36 9.8 3.7
Pass #3 Cone 98.6 69.7 2.64 88.4 95.4 Tail 2.0 30.4 44.67 11.6 4.6

Table XLVll
DAVIS-TUBE CONCENTRATE ANALYSIS FROM THIRD PASS MAGNETIC CONCENTRATE FROM THE SIX GRINDING TESTS
Davis-Tube Concentrate Product Fe.% Si02. %
Ball-Mill Discharge 1 69.3 3.35
2 70.1 2.43
3 70.6 1.83
4 69.4 3.07
5 70.9 1.90
6 70.7 1.57

Table XLVlll
COLUMN FLOTATION OF BALL-MILL DISCHARGES FROM GRINDING OF BULK ROUGHER FROTH
MG83A, Fe Si02 BMD lb/LT Product Wt.% Fe,% Si02• % Dist.% Dist.%
1 0.15 Feed 100.0 64.4 8.37 100.0 100.0 Cone A* 82.4 69.1 2.94 88.4 28.9 Froth A 17.6 43.4 33.82 11.6 71.1 Cone B* 81.2 68.9 3.14 86.9 30.5 Froth B 18.8 45.7 30.91 13.1 69.5
2 0.15 Feed 100.0 69.4 8.60 100.0 100.0 Cone 82.0 68.7 3.32 87.4 30.6 Froth 18.0 43.1 33.10 12.6 69.4
3 0.15 Feed 100.0 64.0 9.16 100.0 100.0 Cone A* 85.3 68.5 3.45 91.3 32.1 Froth A 14.7 36.4 42.29 8.7 67.9 Cone B* 84.6 68.5 3.42 90.5 31.6 Froth B 15.4 37.8 40.74 9.5 68.4
3 0.20 Feed 100.0 64.6 8.50 100.0 100.0 Cone 89.1 68.7 3.31 94.8 34.7 Froth 10.9 29.8 51.03 5.2 65.3
3 0.24 Feed 100.0 64.6 8.50 100.0 100.0 Cone 87.6 68.6 3.29 93.0 33.9 Froth 12.4 34.1 45.19 7.0 66.1
*Sample A taken 10 minutes into run. Sample B taken 20 minutes into run.

Table XLIX
SCREEN ANALYSIS OF COLUMN FLOTATION TESTS ON BALL-MILL DISCHARGES FROM BULK FROTH REGRIND
Fe Si02
BMD Product Mesh Wt.% Fe,% Si02 • % Dist. % Dist.%
1 Cone A +200 0.4 37.3 34.81 0.2 5.5 2001270 1.4 53.3 16.45 1.1 7.6 270/400 1.5 63.5 7.16 1.4 3.6 400/500 8.3 68.6 2.92 8.2 8.2 -500 88.4 69.8 2.52 89.1 75.1 Cale Head 69.2 2.97
Cone B +200 0.4 34.2 42.05 0.2 5.6 2001270 1.4 49.6 21.45 1.0 9.4 270/400 1.4 61.6 9.54 1.3 4.4 400/500 8.2 68.1 3.53 8.0 9.3 -500 88.6 69.8 2.51 89.5 72.3 Cale Head 69.1 3.12
2 Cone +200 0.2 200/270 0.8 48.5 23.23 0.7 6.9 270/400 0.5 63.0 7.26 0.4 1.1 400/500 5.7 66.8 4.64 5.6 8.2 -500 92.8 69.0 2.93 93.3 83.8 Cale Head 68.7 3.25
3 Cone A +200 0.1 2001270 0.5 55.5 16.95 0.5 2.8 270/400 0.5 64.7 7.01 0.5 1.1 400/500 3.3 65.9 5.28 3.2 5.0 -500 95.6 68.9 3.34 95.8 91.1 Cale Head 68.7 3.50
Cone B +200 0.1 2001270 0.4 54.3 17.93 0.4 2.8 270/400 0.4 62.0 10.12 0.4 1.2 400/500 3.6 65.2 6.04 3.4 6.2 -500 95.5 68.8 3.25 95.8 89.8 Cale Head 68.6 3.46

Table XLIX
Fe Si02
BMD Product Mesh Wt.% Fe,% Si02 • % Dist. % Dist.%
3 0.2 lb/LT +400 0.2 47.6 23.32 0.2 1.6 MG83A 400/500 2.1 63.6 6.43 1.9 4.0
-500 97.7 68.6 3.22 97.9 94.4 Cale Head 68.4 3.33
0.24 lb/LT +400 0.2 44.1 26.72 0.1 1.8 MG83A 400/500 1.9 61.9 8.04 1.7 4.4
-500 97.9 68.6 3.37 98.2 93.8 Cale Head 68.4 3.37

MG83A, lb/LT
0.15
0.20
Table L
LEEDS COLUMN FLOTATION OF BALL-MILL DISCHARGE #2 FROM THE GRINDING OF BULK ROUGHER FROTH
Fe Si02
Product Wt,% Fe.% Si02• % Dist.% Dist.%
Feed 100.0 64.4 8.60 100.0 100.0
Cone 65.2 70.5 1.63 71.4 12.4
Froth 34.8 52.9 21.64 28.6 87.6
Feed 100.0 64.4 8.60 100.0 100.0
Cone 59.6 70.7 1.67 65.4 11.6
Froth 40.4 55.2 18.81 34.6 88.4

Table LI
SCREEN ANALYSIS OF CONCENTRATE FROM LEEDS COLUMN TESTS ON BALL MILL DISCHARGE #2
MG83A, Fe Si02
lb/LT Mesh Wt,% Fe.% Si02 , % Dist.% Dist.%
0.15 +200 0.1
200/270 0.5 50.0 19.69 0.4 7.5
270/400 0.6 61.7 7.47 0.6 2.9
400/500 3.0 67.9 3.12 2.9 5.6
-500 95.8 70.7 1.44 96.1 84.0
Cale Head 70.4 1.64
0.20 +200 0.1
2001270 0.5 50.0 18.89 0.4 7.0
270/400 0.6 62.5 6.91 0.6 2.7
400/500 3.2 68.7 2.80 3.1 5.6
-500 95.6 70.8 1.41 95.9 84.7
Cale Head 70.6 1.59

Table Lii
COLUMN SCAVENGING TESTS ON BULK ROUGHER FROTHS
Product
Feed
Concentrate Froth
Concentrate Froth
Concentrate Froth
Feed Concentrate Froth
Feed Concentrate Froth
Wt.%
100.0
71.7 28.3
70.2 29.8
21.3 78.7
Fe,%
Scavenger Column Test No. 1
64.6 8.53
0.1 lb/LT MG83A
68.6 3.39 54.2 21.57
0.12 lb/LT MG83A
68.6 3.52 54.8 20.35
0.17 lb/LT MG83A
70.2 62.9
2.12 10.27
Fe Dist.%
100.0
78.2 21.8
76.6 23.4
23.7 76.3
Scavenger Column Test No. 2 - 0.13 lb/LT MG83A
100.0 70.0 30.0
64.6 68.6 54.2
8.50 3.32
20.57
100.0 74.3 25.7
Bulk Scavenger Column Test - 0.15 lb/LT MG83A
100.0 63.4 36.6
69.6 69.7 55.6
8.52 2.49
18.96
100.0 68.4 31.6
Si02
Dist.%
100.0
28.5 71.5
29.0 71.0
5.3 94.7
100.0 27.3 72.7
100.0 18.5 81.5

Table Liii
SCREEN ANALYSIS OF PRODUCTS FROM SCAVENGER COLUMN TEST 2
Fe Si02
Product Mesh Wt.% Fe,% Si02. % Dist.% Dist.%
Concentrate +100 0.1
100/150 0.3 23.2 57.09 0.1 6.2
150/200 1.5 38.4 34.39 0.9 16.2
200/270 3.9 54.5 15.68 3.1 18.8
270/400 2.6 63.6 6.76 2.4 5.4
400/500 13.5 69.4 2.52 23.6 10.4
-500 78.1 70.5 1.79 79.9 43.0
Cale Head 68.9 3.26
Froth +100 0.1
100/150 0.7 17.5 69.14 0.2 2.6
150/200 5.9 24.2 59.89 2.6 17.2
200/270 13.2 32.9 47.00 8.0 30.4
270/400 5.8 39.2 37.84 4.2 10.8
400/500 9.3 45.4 32.24 7.8 14.6
-500 65.0 64.7 7.71 77.2 24.4
Cale Head 54.5 20.49

Table LIV
LIBERATION GRINDS AND DAVIS-TUBE RESULTS FROM SCAVENGER COLUMN TEST 2 FROTH
Grind Time, min %-500 Mesh Fe,% Si02 , % Wt Rec.%
0 65.0 56.7 18.70 88.0
8 89.9 66.5 6.44 72.6
12 93.7 67.8 5.13 71.0
16 97.3 68.5 4.31 70.0
20 98.5 69.2 3.52 68.9

Product
Concentrate
Froth
Table LV
SCREEN ANALYSIS OF PRODUCTS FROM BULK SCAVENGER COLUMN TEST
Mesh Wt.% Fe.% Si02. %
+150 0.2 28.6 48.10
150/200 2.0 42.0 29.28
200/270 2.5 56.3 13.02
270/400 3.3 65.2 5.52
400/500 12.3 69.4 2.29
-500 80.7 70.1 1.73
Cale Head 69.2 2.56
+150 0.9 17.9 67.75
150/200 5.5 26.6 57.79
200/270 4.6 32.5 43.72
270/400 5.8 40.6 38.11
400/500 10.2 45.8 30.78
-500 66.0 65.2 7.34
Cale Head 55.5 29.04
Fe Si02
Dist.% Dist.%
0.1 3.9
0.6 10.9
2.0 12.9
3.2 7.2
12.3 11.0
81.8 54.6
0.3 3.2
2.6 16.6
6.8 26.6
4.2 11.5
8.5 16.6
77.6 24.5

Table LVI
RECOVERY BY SIZE FRACTION FOR CONCENTRATE FROM BULK SCAVENGER COLUMN TEST
Recovery: Mesh Wt,% Fe,% Si02. %
+150 38.5 38.1 21.5
150/200 24.0 33.2 13.8
200/270 27.2 39.3 20.0
270/400 49.6 61.3 12.5
400/500 67.6 76.0 13.5
-500 67.9 69.5 33.3

Table LVll
DERRICK SCREEN TEST ON BULK SCAVENGER CONCENTRATE
Fe Si02 Product Wt,% Fe,% Si02 • % Dist.% Dist.%
Feed 100.0 69.7 2.49 100.0 100.0
Undersize 91.7 70.0 1.99 92.1 73.3
Oversize 8.3 63.1 8.04 7.9 26.7
Feed - 2.2 L TPH at 32.4 percent solids.

Table LVlll
SCREEN ANALYSIS OF FEED AND PRODUCTS FROM DERRICK SCREEN TEST ON BULK SCAVENGER CONCENTRATE
Fe Si02
Product Mesh Wt.% Fe,% SiO.% Dist.% Dist.%
Feed +150 0.2 28.6 48.10 0.1 3.4 150/200 1.0 42.0 29.28 0.6 10.9 200/270 2.5 56.3 13.02 2.0 12.9 270/400 3.3 65.2 5.52 3.2 7.2 400/500 12.3 69.4 2.29 12.3 11.0 -500 80.7 70.1 1.73 81.8 54.6 Cale Head 69.2 2.56
Undersize 200/270 0.7 61.6 9.00 0.6 3.1 270/400 2.5 66.6 5.01 2.4 6.5 400/500 12.2 69.2 2.41 12.0 15.0 -500 84.6 70.6 1.74 85.0 75.4 Cale Head 70.3 1.95
Oversize +100 0.4 25.9 55.38 0.2 2.4 100/150 1.1 27.0 50.34 0.5 6.7 150/200 7.6 40.3 31.65 4.8 28.3 200/270 20.8 54.3 16.76 17.9 41.1 270/400 6.9 63.9 7.03 7.0 5.7 400/500 10.1 68.1 3.14 10.8 3.7 -500 53.1 70.2 1.94 58.8 12.1 Cale Head 63.3 8.50

Table LIX
RECOVERIES IN UNDERSIZE FROM DERRICK SCREEN TEST ON SCAVENGER CONCENTRATE
Recovery Mesh Wt,% Fe,% Si02. %
+200 0 0 0
200/270 25.7 28.1 17.8
270/400 69.5 71.0 63.1
400/500 91.0 90.7 95.8
-500 96.1 96.8 96.1

Table LX
LIBERATION GRINDS AND DAVIS-TUBE RESULTS ON OVERSIZE FROM SCREENING SCAVENGER CONCENTRATE
Grind Time, min %-500 Mesh Fe.% Si02. % Wt Recovery, %
8 81.1 70.0 2.26 84.6
12 87.4 70.6 1.74 84.2
16 93.5 70.8 1.53 83.7
20 96.4 70.9 1.42 83.4

Grind Time, min
8
12
16
20
Table LXI
LIBERATION GRINDS AND DAVIS-TUBE RESULTS FROM BULK COLUMN SCAVENGER FROTH
Davis-Tube Concentrate % -500 Mesh Fe,% Si02. % Wt Rec.%
89.9 67.4 6.24 73.9
93.6 68.6 4.59 72.8
97.0 69.2 3.74 71.8
98.4 69.6 3.14 71.3

Table LXll
ROUGHER COLUMN FLOTATION OF MINNTAC CONCENTRATE
Product
Feed Concentrate Froth
Feed Concentrate Froth
Feed Concentrate A Froth A Concentrate B Froth B Concentrate C Froth C
Feed Concentrate Froth
Fe Wt,% Fe,% Si02. % Dist.%
Column Rougher Test 1
100.0 67.1 5.19 100.0 75.8 70.1 1.85 79.2 24.2 57.7 15.64 20.8
Combined Rougher Column Tests 1 and 2
100.0 77.5 22.5
100.0 84.5 15.5 83.6 16.4 78.5 21.5
100.0 85.8 14.2
67.2 69.9 59.4
5.16 2.47
14.43
Column Rougher Test 3
67.4 5.28 69.8 2.56 55.2 20.12 69.7 2.62 55.7 18.83 69.8 2.26 57.6 16.33
Column Rougher Test 4
66.8 69.1 53.7
5.61 2.96
21.59
(Continued)
100.0 80.7 19.3
100.0 87.5 12.5 86.5 13.5 81.3 18.7
100.0 88.7 11.3
Si02 Dist.%
100.0 27.0 73.0
100.0 37.1 62.9
100.0 41.0 59.0 41.5 58.5 33.6 66.4
100.0 45.3 54.7

Table LXll - Continued
Fe Si02
Product Wt.% Fe.% Si02, % Dist.% Dist.%
Column Rougher Test 5
Feed 100.0 67.2 5.34 100.0 100.0 Concentrate 91.7 68.9 3.39 94.0 58.2 Froth 8.3 49.0 26.90 6.0 41.8
Column Rougher Test 6
Feed 100.0 67.2 5.10 100.0 100.0 Concentrate 76.6 70.2 1.99 79.7 29.7 Froth 23.4 58.4 15.29 20.3 70.3
Column Rougher Test 7
Feed 100.0 67.7 5.08 100.0 100.0 Concentrate 73.4 70.2 1.86 76.1 26.9 Froth 26.6 59.5 13.95 33.9 73.1

Table LXlll
SCREEN ANALYSIS OF PRODUCTS FROM ROUGHER COLUMN TESTS
Fe Si02
Product Mesh Wt,% Fe.% Si02• % Dist.% Dist.%
Combined Tests 1 and 2
Concentrate +100 0.4 51.9 24.19 0.3 3.5 100/150 0.5 37.8 27.77 0.2 7.3 150/200 2.7 55.8 15.69 2.2 17.2 200/270 13.3 67.8 4.24 12.9 22.7 270/400 13.3 70.4 1.94 13.4 10.4 400/500 18.8 71.1 1.27 19.2 9.7 -500 51.0 71.1 1.42 51.8 29.2 Cale Head 69.9 2.48
Froth +150 0.7 18.3 67.57 0.2 3.4 150/200 4.5 27.2 56.32 2.1 17.5 200/270 9.9 34.6 43.54 5.8 29.8 270/400 5.5 44.6 32.58 4.1 12.3 400/500 8.6 51.4 23.97 7.3 14.1 -500 70.8 67.9 4.69 86.5 22.9 Cale Head 59.7 14.51
Test 4
Concentrate +100 0.2 25.0 54.48 0.1 3.4 100/150 0.5 29.7 46.65 0.2 8.1 150/200 2.6 51.1 20.98 1.9 18.4 200/270 10.9 66.0 5.78 10.4 21.4 270/400 10.1 69.5 2.52 10.1 8.7 400/500 21.2 70.8 1.52 21.7 11.0 -500 54.5 70.7 1.56 55.6 29.0 Cale Head 69.3 2.94
Froth +150 0.5 17.0 68.91 0.2 1.9 150/200 5.1 23.2 59.90 2.2 24.5 200/270 12.4 31.3 48.15 7.2 28.4 270/400 4.0 35.7 41.74 2.7 8.0 400/500 13.5 43.7 31.99 11.0 20.6 -500 64.5 63.9 8.64 76.7 26.6 Cale Head 53.7 20.96

Table LXlll - Continued
Fe Si02
Product Mesh Wt.% Fe.% Si02 • % Dist.% Dist.%
Test 5
Concentrate +100 0.3 25.9 54.12 0.1 4.6 100/150 0.5 28.9 46.92 0.2 7.6 150/200 3.1 49.6 22.10 2.3 21.5 200/270 11.8 64.7 6.19 11.1 22.7 270/400 8.2 69.1 2.89 8.2 7.3 400/500 22.5 70.5 1.69 23.1 11.8 -500 53.6 70.5 1.47 55.0 24.5 Cale Head 68.7 3.22
Froth +150 0.2 18.2 67.82 0.1 0.7 150/200 4.3 19.7 67.28 1.7 10.7 200/270 12.5 26.9 57.59 6.8 26.2 270/400 5.2 32.6 49.25 3.4 9.4 400/500 14.8 39.9 39.31' 12.0 21.3 -500 63.0 59.5 13.73 76.0 32.7 Cale Head 49.3 27.28
Test 6
Concentrate +150 0.4 50.6 25.02 0.3 5.0 150/200 2.6 57.2 23.60 2.1 17.7 200/270 11.5 68.9 2.73 11.3 15.9 270/400 12.1 70.6 1.66 12.2 10.2 400/500 21.8 71.2 1.27 22.0 14.0 -500 51.6 70.9 1.43 52.1 37.2 Cale Head 70.3 1.97
Froth +150 0.2 18.8 67.07 0.1 1.2 150/200 5.9 29.0 52.61 2.9 20.3 200/270 12.5 39.7 35.15 8.5 28.9 270/400 7.3 49.0 25.87 6.1 12.4 400/500 9.4 54.8 19.45 8.8 12.1 -500 64.7 66.8 5.90 73.6 25.1 Cale Head 58.6 15.19

Table LXIV
RECOVERIES BY SIZE FRACTION IN ROUGHER COLUMN CONCENTRATES
Recoverv Column Test Mesh Wt,% Fe,% Si02, %
Combined 1 & 2 +100 100.0 100.0 100.0 100/150 77.5 83.6 50.3 150/200 89.0 80.9 36.5 200/270 82.5 90.1 31.1 270/400 89.6 92.9 33.2 400/500 87.8 91.2 28.5 -500 721.2 72.2 42.9
4 +100 100.0 100.0 100.0 100/150 85.8 91.3 80.4 150/200 74.4 98.6 51.9 200/270 84.3 99.0 38.9 270/400 94.2 96.7 47.9 400/500 90.5 93.9 31.1 -500 83.7 85.0 48.0
5 +100 100.0 100.0 100.0 100/150 96.5 97.8 95.0 150/200 88.8 95.3 79.1 200/270 91.3 96.2 52.8 270/400 94.6 97.4 50.6 400/500 94.4 96.9 41.9 -500 90.4 91.8 50.2
6 100/150 86.7 94.6 71.0 150/200 59.1 74.0 27.2 200/270 79.1 83.9 19.0 270/400 84.4 88.7 25.8 400/500 88.4 90.8 33.1 -500 72.3 73.5 38.6

Column Test
Combined 1 & 2
4
5
Table LXV
LIBERATION GRINDS AND DAVIS-TUBE RESULTS FROM ROUGHER COLUMN FLOTATION FROTHS
Grind Time, Davis-Tube Concentrate min % -500 Mesh Fe.% Si02. % Wt Rec.%
8 93.2 68.6 3.78 79.6
12 95.7 69.6 2.94 78.9
16 98.2 70.0 2.52 77.9
20 99.1 70.0 2.59 75.4
8 89.5 66.3 6.93 71.0
12 94.0 67.7 5.05 69.0
16 97.3 68.4 4.25 67.3
20 99.1 69.0 3.23 66.7
8 89.0 64.1 91.0 63.9
12 92.8 65.6 7.68 62.5
16 96.9 66.7 6.05 60.8
20 98.3 67.7 5.18 59.3

Table LXVI
LABORATORY FLOTATION OF MINNTAC CONCENTRATE (0.15 lb/LT MG83A - 0.07 lb/LT MIBC)
Fe Si02 Cale Dist, Dist, Si02 in
Test Product Wt,% Fe,% Si02• % O/o % Underflow
10/20/90 Froth at 0.5 min 11.2 57.0 17.30 9.5 33.9 4.24 1.0 min 11.2 61.6 11.84 10.4 23.2 3.15 1.5 min 7.1 64.1 8.47 6.6 10.6 2.61 2.0 min 2.6 65.6 6.77 2.6 3.1 2.45 3.0 min 1.1 65.7 6.70 1.1 1.3 2.38
Underflow 66.8 69.8 2.38 69.8 27.9
12/28/90 Froth at 0.5 min 8.1 54.8 20.92 6.6 33.7 3.64 Test A 1.0 min 7.0 59.6 14.57 6.2 20.1 2.74
1.5 min 3.0 62.6 10.36 2.8 6.2 2.46 2.0 min 1.2 63.5 8.89 1.2 2.2 2.36 3.0 min 0.9 63.7 8.30 0.8 1.4 2.30
Underflow 79.8 69.7 2.30 82.4 36.4
12/28/90 Froth at 0.5 min 8.4 54.2 21.20 6.8 35.0 3.62 Test B 1.0 min 6.5 59.1 14.60 5.7 18.7 2.77 (Fresh 1.5 min 3.2 62.1 11.71 2.9 7.3 2.43 MG83A) 2.0 min 1.1 63.7 8.75 1.0 1.8 2.34
3.0 min 0.8 63.9 8.14 0.8 1.4 2.28 Underflow 80.0 69.9 2.28 82.8 35.8
Reagentized Froth at 0.5 min 7.2 55.8 19.14 5.9 27.5 3.90 Feed to 1.0 min 6.2 59.6 14.66 5.5 18.3 3.13 Rougher 1.5 min 2.8 60.9 12.52 2.5 7.0 2.81 Column 2.0 min 1.0 61.3 11.89 0.9 2.3 2.71 Test 6 3.0 min 0.5 60.5 12.14 0.5 1.3 2.65
Underflow 82.3 69.7 2.65 84.7 43.6

Product
Feed
Oversize
Undersize
Table LXVll
RE SUL TS OF DERRICK SCREEN TEST ON BULK COLUMN ROUGHER CONCENTRATE
Fe Wt.% Fe,% Si02, % Dist.%
100.0 69.9 2.37 100.0
33.7 68.0 4.03 32.9
66.3 70.7 1.49 67.1
Feed 2.15 L TPH at 38.0 percent solids.
Si02
Dist.%
100.0
58.3
41.7

Table LXVlll
SCREEN ANALYSIS OF SCREEN FEED AND UNDERSIZE FROM THE DERRICK SCREEN TEST ON BULK ROUGHER COLUMN CONCENTRATE
Product
Feed
Undersize
Mesh
+100 100/150 150/200 200/270 270/400 400/500 -500 Cale Head
200/270 270/400 400/500 -500
Wt,%
0.2 0.4 2.4 9.8
10.6 24.7 51.9
1.2 8.6
22.1 68.1
Fe,%
30.7 31.4 54.8 67.9 70.3 71.2 70.6 69.8
67.7 70.3 71.1 71.0
Si02• %
49.88 44.73 16.58
4.25 2.07 1.35 1.54 2.45
4.10 1.98 1.33 1.52
Fe Dist. %
0.1 0.2 1.9 9.5
10.6 25.2 52.5
1.1 8.5
22.2 68.2
Si02
Dist,%
4.1 7.3
16.3 17.0
9.0 16.6 32.7
3.2 11.0 19.0 66.8

Table LXIX
RECOVERY BY SIZE FRACTION IN UNDERSIZE FROM SCREENING OF BULK ROUGHER COLUMN CONCENTRATE 1
Recovery Mesh Wt,% Fe,% Si02, %
+200 0 0 0
200/270 8.1 8.1 7.8
270/400 53.8 53.8 51.5
400/500 59.3 59.3 58.4
-500 87.0 87.5 85.7

Table LXX
RESULTS FROM GRINDING BULK ROUGHER COLUMN FROTH
Liberation Grinds and Davis-Tube Results
Grind Time, Davis-Tube Concentrate min %-500 Mesh Fe,% Si02, % Wt Rec.%
0 68.1 62.2 12.16 92.0
12 95.3 69.4 3.01 78.1
16 96.8 69.7 2.68 77.9
20 98.6 70.0 2.39 77.4
Open-Circuit Grinding in 18-lnch-Diameter Mill
Percent Passing 150 200 270 400 500 DT
Test kwhr/LT % Solids Mesh Mesh Mesh Mesh Mesh Si02. %
1 13.40 66.0 100.0 99.4 97.4 95.8 88.9 4.86
2 27.10 65.0 100.0 99.9 99.4 98.6 96.3 3.09
3 41.63 62.0 100.0 100.0 99.8 99.1 97.9 2.41

Table LXXI
LABORATORY MAGNETIC SEPARATOR TESTS ON BALL-MILL DISCHARGES FROM GRINDING OF BULK ROUGHER COLUMN FROTH
Cumulative RecoveD'. Test kwhr/LT Product Wt,% Fe,% Si02. % Wt.% Fe.%
1 13.40 Pass #1 Cone 89.3 64.6 8.91 89.3 99.8 Tail 10.7 21.5 58.11 10.7 0.2
Pass #2 Cone 95.3 66.5 6.78 85.1 97.9 Tail 4.7 26.4 51.83 14.9 2.1
Pass #3 Cone 98.1 67.3 6.03 83.5 97.2 Tail 1.9 31.1 45.54 16.5 2.8
2 27.1 Pass #1 Cone 84.4 65.0 8.29 88.4 99.4 Tail 11.6 21.2 58.87 11.6 0.6
Pass #2 Cone 93.6 67.7 5.30 82.7 96.9 Tail 6.4 26.0 51.85 17.3 3.1
Pass #3 Cone 97.4 68.8 4.21 80.6 95.9 Tail 2.6 29.9 46.37 19.4 4.1
3 41.63 Pass #1 Cone 88.1 65.2 8.10 88.1 99.3 Tail 11.9 21.7 59.00 11.9 0.7
Pass #2 Cone 93.3 67.9 4.94 82.2 97.2 Tail 6.7 25.7 52.07 17.8 2.8
Pass #3 Cone 97.1 69.1 3.67 79.8 96.1 Tail 2.9 30.0 47.65 20.2 3.7

Product
Feed
Table LXXll
CALCULATED WEIGHT, IRON AND SILICA DISTRIBUTIONS FOR ROUGHER COLUMN FLOTATION PRODUCING THE
BULK ROUGHER COLUMN FROTH AND CONCENTRATE
Fe Si02
Wt,% Fe.% Si02. % Dist% Dist.%
100.0 67.3 5.20 100.0 100.0
Concentrate 76.0 69.9 2.37 78.9 34.6
Froth 24.0 57.8 14.18 21I1 65.4

Table LXXlll
SUMMARY OF MATERIAL BALANCES FOR SIMULATED FLOWSHEETS
Final Concentrate Wt Fe
Figure Flowsheet Description %Si02 Rec.% Rec.%
13 Base case 1.79 90.8 95.4
14 Base case with lower grinding energy for 1.94 91.0 95.6 screen oversize
15 Base case with lower grinding energy for 1.99 91.3 96.0 rougher froth
16 Base case with Leeds column to treat 1.56 82.6 88.6 reground froth
17 Base case with double screening of 1.80 91.0 95.6 rougher concentrate
18 Scavenger flotation of rougher froth 1.87 91.1 95.7
19 Column rougher flotation 1.80 93.2 98.3

Table LXXIV
BASIS FOR ESTIMATING MAJOR OPERATING COSTS
Item
Power
Collector
Frother
Grind Media
Iron Losses
Basis
$0.04 per kwhr
$1.10 per pound
$0.06 per pound
0.094 kg/kwhr and $0.44/kg
$0.08 per percent lost

Table LXXV
ESTIMATED MAJOR OPERATING COSTS FOR SIMULATED FLOWSHEETS
Costs are in $/Long Ton of Flotation Feed
Grinding Iron Flowsheet Power Media Reagents Losses Total
Base Case (1.79% Si02) 0.84 0.86 0.26 0.37 2.33
Base Case with Lower Regrind 0.65 0.67 0.26 0.35 1.93 Energy for Screen Oversize (1.94% Si02)
Base Case with Lower Regrind 0.67 0.69 0.26 0.32 1.94 Energy for Froth Regrind (1.99% Si02)
Base Case with Leeds Column 0.67 0.69 0.26 0.91 2.53 to Treat Reground Froth (1.56% Si02)
Base Case with Double Screening 0.60 0.62 0.26 0.35 1.83 of Rougher Concentrate (1.80% Si02)
Scavenger Flotation of Rougher 0.60 0.62 0.26 0.34 1.82 Froth (1 .87% Si02)
Column Rougher Flotation (1.80% Si02) 0.64 0.66 0.22 0.14 1.66