Embed Size (px)
Citation preview
Óbudai Egyetem
Habilitációs tézisfüzet
A felületi mikrotopográfia tribológiai szempontú jellemzése, a működő felületek topográfiai sajátosságai
Czifra Árpád
PhD, okleveles gépészmérnök
Biztonságtudományi Doktori Iskola
Budapest, 2018. június 27.
2
Tartalomjegyzék
Jelölésjegyzék ........................................................................................... 3
1. A kutatás előzményei............................................................................ 4
2. Mikrotopográfiák hullámhossz és fraktál jellegű kiértékelése ............. 6
2.1. A PSD analízis érzékenysége a mérési és kiértékelési
körülményekre ..................................................................................... 7
2.2. Fraktál analízis alkalmazása eltérő megmunkálású felületek
értékelésére ........................................................................................ 10
2.3. Bifraktálok és teljes frekvencia spektrum analízis ....................... 11
2.4. Következtetések, új tudományos eredmények (1. és 2. tézis) .... 14
3. A felületi érdesség alkalmazása tribológiai felületek jellemzésére .... 15
3.1. A felületi érdesség vizsgálata acél-ferrodo anyagpár súrlódási
vizsgálatánál ....................................................................................... 15
3.2. Vasúti féktuskó kopási viselkedése ............................................. 17
3.3. Felületmódosító eljárások hatása gépalkatrész
mikrogeometriájára ............................................................................ 18
3.4. Következtetések, új tudományos eredmények (3. tézis)............. 20
4. Műszaki felületek mikrotopográfiai sajátosságai ............................... 21
4.1. Felületi sajátosságok értelmezése ............................................... 21
4.2. Felületi sajátosságok azonosításának lehetőségei ...................... 22
4.3. A felületi sajátosságok rendszere ................................................ 28
4.4. Következtetések, új tudományos eredmények (4. tézis)............. 29
5. A kutatás és a bemutatott eredmények hatása, visszhangja ............. 30
6. Hivatkozásjegyzék ............................................................................... 31
7. A tézispontokhoz kapcsolódó tudományos közlemények .................. 36
8. További tudományos közlemények .................................................... 37
Köszönetnyilvánítás ................................................................................ 38
3
Jelölésjegyzék
érdességcsúcsok csúcsszöge [ °]
Df vagy Df fraktál dimenzió [-]
R átlagos motifmagasság [m]
Ra átlagos érdesség [m]
Rk hordozófelületi magzóna magassága [m]
Rku a profil magasságeloszlásának hegyessége, Kurtosis [-]
Rp átlagos csúcsmagasság [m]
Rpk hordozófelületi csúcszóna magassága [m]
RS a profil lokális maximumainak átlagos távolsága [m]
Rsk a profil magasságeloszlásának asszimetriája, Skewness [-]
RSm az egyenetlenségek közepes hullámhossza [m]
Rv átlagos völgymélység [m]
Rvk hordozófelületi völgyzóna mélység [m]
Rz érdesség magasság [m]
Sq vagy Sdq a felület átlagos lejtése [ °]
S10z a felület 10 pont magassága [m]
S5p a felület 5 csúcs magassága [m]
S5v a felület 5 völgy mélysége [m]
Sa a felület átlagos érdessége [m]
Sal autókorrelációs hossz [m]
Sbi hordozófelületi jelzőszám [-]
Sku a felület magasságeloszlásának hegyessége, Kurtosis [-]
Ssk a felület magasságeloszlásának asszimetriája, Skewness [-
]
Str textúra irány viszonyszám [-]
Sz a felület érdességmagassága [m]
4
1. A kutatás előzményei
A felületi mikrogeometria és mikrotopográfia vizsgálata az 1930-as
években kezdődött, amikor Abbot és Fireston a Michigeni Egyetemen
megalkotta az első érdességmérő műszert. Az Óbudai Egyetem (ÓE)
jogelődjében, a „Bánkin” (ma: ÓE, Bánki Donát Gépész és
Biztonságtechnikai Mérnöki Kar) ez a kutatási terület az 1970-es évek
óta folyamatosan jelen van kiemelt kutatási területként. A Palásti Kovács
Béla által vezetett szakmai műhely munkájába az 1990-es évek második
felében kapcsolódtam be, és kutatásaimat azóta is ennek a műhelynek a
keretei között végzem. Munkásságom – kapcsolódva napjaink aktuális
kutatási irányaihoz – a felületi érdesség és mikrotopográfiai tribológiai
vonatkozásai felé terjesztette ki a kutatócsoport munkáját.
A tribológia, mely az egymáshoz képest elmozduló felületek közötti
kölcsönhatás tudománya, technikája és azok eredményeinek gyakorlati
hasznosítása 1966 óta létezik önálló tudományágként. A tribológiai
rendszereknek négy fő összetevőjét különböztetjük meg, melyek közül
az egyik a felület [Bushan, 2001]. A kapcsolódó alkatrészek felületének
jellemzéséhez hozzátartozik a felület anyagszerkezettani, mechanikai,
fizikai, kémiai, hőtani jellemzésén túl a felület geometriai jellemzése is.
A geometriai eltérések a felelősek a valós érintkezési viszonyokért
[Thomas, 1998], de amellett, hogy a mikrogeometria, mikrotopográfia
befolyásolja a működést, egyúttal információkat is hordoz a felület
megelőző állapotáról. Éppen emiatt kapcsolódott az érdességmérés
elsősorban a gyártástechnológiához [Thomas, 1998; Stahl et. al., 2011;
Zawada-Tomkiewicz, 2011; Palásti-Kovács et. al., 2014; Mikó et. al, 2012]: a
legyártott felület értékelésével tulajdonképpen a gyártási folyamatról
szerzünk információkat.
A műszaki felületek összetettsége kapcsán a felületet jellemző
információk összegyűjtése, meghatározása nem könnyű feladat. Az
érdességmérés (az érdességmérés kifejezést használom – alkalmazkodva
a szakmai nyelvezethez –, de alatta a felületi mikrogeometria komplex
vizsgálatát értem) napjainkra önálló tudományággá nőtte ki magát,
melyhez hozzátartozik a felületek méréstechnikájának kérdésköre, a mért
felület kiértékelésének témája, a gyártási folyamatok és a felületi
érdesség kapcsolatának vizsgálata, valamint az érdes felületek tribológiai
folyamatokban betöltött szerepének vizsgálata.
5
Kutatómunkám e tématerületek közül a kiértékelési technika és az
érdes felületek tribológiai folyamatokban betöltött szerepének
vizsgálatához áll legközelebb.
Az elmúlt 10 évben végzett kutatásaim három fő célkitűzés mentén
foglalhatók össze:
- Műszaki felületek hullámhossz alapú kiértékelése során
vizsgáltam, hogy az amplitúdó sűrűség spektrum (PSD) és a PSD
analízisre épülő fraktál kiértékelés milyen korlátok közt
alkalmazható és a módszer miként használható valós műszaki
felületek értékelésére.
- Ipari megbízások és alkalmazott kutatási projektek keretében
igyekeztem feltárni a felületi érdességmérés egyes kiértékelés
módszereinek alkalmazási területeit, ajánlásokat megfogalmazni
a hatékony és eredményes mérési és kiértékelési protokollok
kidolgozásához.
- Kutatásaim harmadik eleme a mikrotopográfiai sajátosságokon
alapuló kiértékelés technika, mint új módszertan, módszertani
elemeinek feltárása és egy önálló, ugyanakkor komplex rendszer
megalkotása, mely képes a felületi mikrogeometria és
mikrotopográfia tribológia szempontú kiértékelésre.
A vizsgálatok eredményei több kísérletsorozat együtteséből
származnak. A további fejezetekben a módszertan és a kísérletsorozatok
bemutatására csak a kapcsolódó cikkek révén hivatkozom, a hangsúlyt
az eredmények ismertetésére és azok egységes szerkezetbe fűzésére
fektetem.
6
2. Mikrotopográfiák hullámhossz és fraktál jellegű kiértékelése
A felületi mikrogeometria jellemzéséhez évtizedek óta hozzátartozik
az érdesség és hullámosság szétválasztása. A különböző forrásból
származó, eltérő hullámhosszú egyenetlenség komponensek
szétválasztása fontos információkat hordoz az egyes mikrogeometriai
elemek létrejöttéről. Ezek tribológiai folyamatokban betöltött szerepe is
eltérő, így a súrlódási, kopási, kenési jelenségek megértésének fontos
eleme az egyes hullámhossz összetevők azonosítása.
Az érdességmérésben az érdesség és hullámosság szétválasztására
hagyományosan az RC és Gauss szűrők kerültek alkalmazásra. A
növekvő igények kiszolgálására a továbbfejlesztett kettős-Gauss szűrő, a
robosztus, vagy spline szűrők állnak az ipar és a kutatók rendelkezésére
[Horváth, 2008; Seewig, 2005; Krystek, 2000; ISO4287:1997]. Nagy
hagyományokkal bír a motif kombinációkon alapuló kiértékeléstechnika,
ahol ugyancsak megvannak az érdesség és hullámosság
szétválasztásának módjai [Horváth, 2008; ISO 12085:1996; Blateyron,
2007]. A 2000-es évek elején jelent meg a német autóipari szabványban
az ún. domináns hullámhossz fogalma [VDA2007:2006], de újraéledtek
a morfológiai szűrési módszerek is [Persson et. al., 2005]. Mindezek
mellett egyre nagyobb szerephez jutnak a teljes frekvencia spektrumot
jellemző vizsgálatok [Persson et. al., 2005; Le Gal et. al, 2008; Krolczyk et
al., 2016], melyek már nem egy-egy frekvencia azonosítását, hanem a
felületek frekvenciatérben történő jellemzését célozzák. Ide tartoznak a
wavelet alapú jellemzések, a korrelációs függvények és a Fourier-
transzformáción alapuló amplitúdó sűrűség spektrumok (PSD – Power
Spectral Density) [Grzesik and Brol, 2009; Leach, 2013; Scaraggi et. al,
2018]. Ezeknek a módszereknek a legfontosabb előnye, hogy míg a
hagyományos konvolúciós szűrők a határhullámhosszak (cut-off) és
súlyfüggvények megadásával törekszenek a nagy és kistérközű elemek
szétválasztására, addig a PSD analízis (és részben a többi módszer is)
valódi frekvencia szeparációt végez.
A PSD analízis speciális kiértékelése a felület fraktál jellemzésére
alkalmas [Persson et. al., 2005]. A fraktál dimenzió az önhasonlóság
jellemzője. Műszaki felületek esetén bizonyított az önhasonlósági jelleg
[Leach, 2013; Mandelbrot, 1983], de a felületek fraktál dimenziójának
meghatározása és főként a fraktál jellemzés alkalmazása sok
ellentmondást mutat (ld. [han et. al., 2005; Wu, 2001]). Jelenleg nincs
olyan egységes álláspont és módszertan, amely elfogadná a fraktál

7
technika alkalmazását műszaki felületek jellemzésére, noha számos
tribológia (súrlódási és hiszterézis veszteség) számítási elmélet [Persson
et. al., 2005; Le Gal et. al, 2008; Pálfi et. al, 2012; Kanafi, 2017] a felület
fraktál jellegére épít, és igényli a teljes spektrumú analízist, amit a
klasszikus érdességi paraméterek nem képesek megadni, éppen a
mérések viszonylag szűk frekvenciatartománya miatt.
Kutatásaim célkitűzése a tématerület kapcsán a következő kérdések
megválaszolása volt:
- A hagyományos technikákkal összevetve milyen paraméterek
befolyásolják a PSD technikán alapuló kiértékelési módszereket?
- A módszertan alkalmas lehet-e általános alkalmazásra, képes-e
új, a paraméter alapú jellemzéssel nem kinyerhető információkat
szolgáltatni a felületről?
- Műszaki felületek esetén értelmezhető-e a teljes spektrum (full
length scale) analízis, és ha nem, akkor miként határozhatók meg
a módszer hullámhossz/frekvencia korlátai?
2.1. A PSD analízis érzékenysége a mérési és kiértékelési
körülményekre
Az érdességmérés hagyományos, paraméter alapú kiértékelés
technikájának egyik „gyengepontja” az érdességi paraméterek
mintavételi lépésköztől való erős függése [Thomas and Rosen, 2000;
Stout et. al., 1993]. Különböző megmunkálású (mart, köszörült,
esztergált és tükrösített) és különböző átlagos érdességű (Ra=0,4 m és
Ra=3,2 m) felületeket vizsgáltam annak érdekében, hogy feltárjam a
mintavételi lépésköz hatását a PSD analízisre és az abból számolt fraktál
dimenzió értékére. A méréseket az ÓE, BGK Mikrotopográfiai
laborjának Mahr 3D-s metszettapintós berendezésén végeztem. A
mérések részletes ismertetését és az alkalmazott módszertan matematikai
hátterének bemutatását a [1] publikáció foglalja össze. A vizsgálatok
eredményeként egyértelműen kimutatható volt, hogy a mintavételi
lépésköz (2, 4, 6, 8, 10 m) a domináns hullámhosszak azonosítását nem
befolyásolta jelentősen. Ahogyan a 2.1. és 2.2. ábrák bal oldali
diagramján is látszik a mintavételhez képest lényegesen nagyobb
domináns hullámhossz (ez megmunkálásoknál szinte minden esetben
jelentősen meghaladja a mintavételt, de sokszor kopási folyamatok estén
is fennáll ugyanez) igazolja az előző állítást. A jobb oldali képek viszont
már jól mutatják, hogy a kisebb hullámhossz összetevőket előtérbe
helyező logaritmikus ábrázolás – melyből a felület fraktál dimenzióját
8
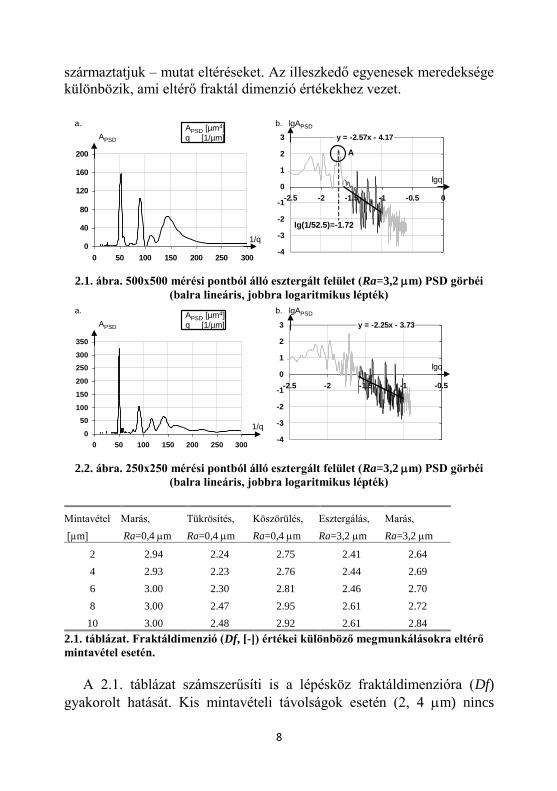
származtatjuk – mutat eltéréseket. Az illeszkedő egyenesek meredeksége
különbözik, ami eltérő fraktál dimenzió értékekhez vezet.
2.1. ábra. 500x500 mérési pontból álló esztergált felület (Ra=3,2 m) PSD görbéi
(balra lineáris, jobbra logaritmikus lépték)
2.2. ábra. 250x250 mérési pontból álló esztergált felület (Ra=3,2 m) PSD görbéi
(balra lineáris, jobbra logaritmikus lépték)
Mintavétel
[µm]
Marás,
Ra=0,4 m
Tükrösítés,
Ra=0,4 m
Köszörülés,
Ra=0,4 m
Esztergálás,
Ra=3,2 m
Marás,
Ra=3,2 m
2 2.94 2.24 2.75 2.41 2.64
4 2.93 2.23 2.76 2.44 2.69
6 3.00 2.30 2.81 2.46 2.70
8 3.00 2.47 2.95 2.61 2.72
10 3.00 2.48 2.92 2.61 2.84
2.1. táblázat. Fraktáldimenzió (Df, [-]) értékei különböző megmunkálásokra eltérő
mintavétel esetén.
A 2.1. táblázat számszerűsíti is a lépésköz fraktáldimenzióra (Df)
gyakorolt hatását. Kis mintavételi távolságok esetén (2, 4 m) nincs
y = -2.57x - 4.17
-4
-3
-2
-1
0
1
2
3
-2.5 -2 -1.5 -1 -0.5 0
a. b.
0
40
80
120
160
200
0 50 100 150 200 250 300
lgAPSD
lgq
APSD [µm4]
q [1/µm]APSD
1/q
A
lg(1/52.5)=-1.72
y = -2.25x - 3.73
-4
-3
-2
-1
0
1
2
3
-2.5 -2 -1.5 -1 -0.5
0
50
100
150
200
250
300
350
0 50 100 150 200 250 300
a. b. lgAPSD
lgq
APSD [µm4]
q [1/µm]APSD
1/q

9
jelentős változás, sőt durvább felületeknél (Ra=3,2 m), ahol a felület
jellegét (ld. 2.3. ábra) nem befolyásolja jelentősen a mintavételek
sűrűsége még a 6 m-es lépésköz sem okoz jelentős eltérést, de e fölötti
lépésközöknél a Df emelkedését tapasztaljuk.
2.3. ábra. Esztergált topográfiák 300x300 µm-es részletei. a. 10 µm-es, b. 2 µm-es
lépésközzel.
A kiértékeléstechnika módszertani vizsgálata ugyancsak fontos
kérdés, mert ez is befolyásolhatja az eredményeket. A frekvenciaanalízis
numerikus kivitelezése bizonyos frekvenciaosztást követel, mely
jelentősen befolyásolja a CPU időt. A 2.4. ábra köszörült felületnél
mutatja a frekvencia lépésköz hatását. Jól megfigyelhető, hogy a
domináns elemek (A-val és B-vel kiemelve kettő) azonosíthatók, tehát a
módszer viszonylag kis számú frekvencia alkalmazásával is megbízható
eredményt szolgáltat.
2.4. ábra. Köszörült felület PSD görbéi, a. 25x25=625 és b. 125x125=15625
frekvenciából.
A fraktáldimenzió meghatározására az illeszkedő egyenes
meredekségét használjuk fel, melyet nem csak a mérési lépésköz és a
frekvencia lépésköz befolyásol, de az is, hogy mekkora
9.09 µm
-3.45 µm
a. b. 9.10 µm
-3.47 µm300 µm 300 µm300 µm300 µm
y = -2.3912x - 4.0133
-6
-5
-4
-3
-2
-1
0
1
2
3
4
-3 -2 -1 0
y = -2.1688x - 3.6823
-6
-5
-4
-3
-2
-1
0
1
2
3
4
-3 -2 -1 0
a. b.
lgq
lgAPSDAPSD [µm4]
q [1/µm]lgAPSD
lgq
A A
B
B
10
frekvenciatartományon fektetjük az egyenest a PSD görbére. Ennek
hatása elérheti a 22%-ot is (részleteket ld. [1]).
2.2. Fraktál analízis alkalmazása eltérő megmunkálású felületek
értékelésére
A PSD alapú fraktál kiértékelés – figyelembe véve a korábbi
megállapításokat – elsősorban összehasonlító vizsgálatok elvégzésére
alkalmas. A KRISTAL, Knowledge-based Radical Innovation Surfacing
for Tribology and Advanced Lubrication, EU6 projekt (2005-2009)
keretében eltérő felületkezelésű (surface finishing) fékmunkahengereket
vizsgáltunk [Le Gal et. al, 2008]. A vizsgálatok célja olyan
felületjellemző paraméter meghatározása volt, mely a felületkezelési
technológiához kapcsolható. A projekt partnerek által elvégzett súrlódási
kísérletek igazolták, hogy a felületkezelés összefüggésben áll a súrlódási
tényezővel, de nem sikerült olyan felületi jellemzőt találni, mely
egyértelműen utalt volna a felületkezelés jellegére.
Saját mikrotopográfiai méréseim (részleteket ld. [2]) igazolták a
korábbi eredményeket. A parafa töltetű köszörűkorongokkal (cork
wheel, mintadarabok jelölése: A és B), csiszolóvászonnal (sand paper,
mintadarabok jelölése: C és D) és görgőzéssel (rolling, mintadarabok
jelölése: E és F; eltérő technológia paraméterekkel legyártva) kezelt
felületek érdességmérési paraméterei (ld. 2.2. táblázat) az egyes
felületkezelések között elenyésző, míg az egyes megmunkálási
típusokon belül jelentős különbséget mutattak.
Az amplitúdó jellegű paraméterekre (Sa, Sz), a hordfelületet jellemző-
(Ssk, Sku), a hibrid- (Sdq) vagy működési paraméterekre (Sbi) egyaránt
elmondható volt ugyanez. Hasonló eredményre vezettek a nagyobb
mérési hosszokon elvégzett 2D-s mérések is. Feltételezve, hogy a
felületen fellelhető hullámhosszak befolyással bírnak a súrlódási
folyamatra (a dugattyúk tömítéseken generált hiszterézis veszteségén
keresztül), ezért a felületek vizsgálatát frekvenciatartományba is
kiterjesztettük. Az elvégzett PSD és fraktál analízis – szigorúan ügyelve
az azonos mérési körülményekre – a paraméter alapú kiértékelésnél
sokkal kedvezőbb eredményeket hozott. A 2.3. táblázat foglalja össze az
eredményeket. Az eredményekből világosan látszik, hogy az azonos
megmunkálású felületek nagyon kis eltéréssel azonos fraktál értéket
mutatnak. Ez kifejezi a felület „részleteiben” rejlő hasonlóságokat, annak
ellenére, hogy pl. a parafakorongos (cork wheel) megmunkálásnál az
átlagos érdesség (Sa) a két mintadarab esetén közel 1/2 arányú. A
11
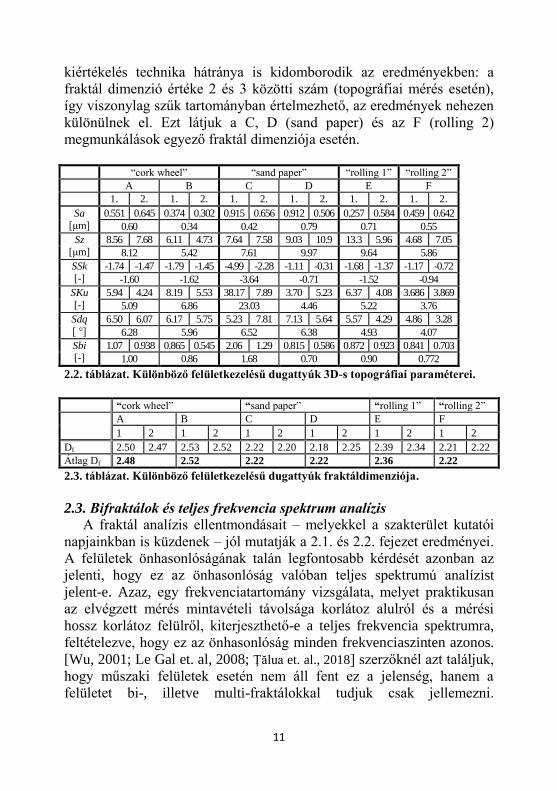
kiértékelés technika hátránya is kidomborodik az eredményekben: a
fraktál dimenzió értéke 2 és 3 közötti szám (topográfiai mérés esetén),
így viszonylag szűk tartományban értelmezhető, az eredmények nehezen
különülnek el. Ezt látjuk a C, D (sand paper) és az F (rolling 2)
megmunkálások egyező fraktál dimenziója esetén.
“cork wheel” “sand paper” “rolling 1” “rolling 2”
A B C D E F
1. 2. 1. 2. 1. 2. 1. 2. 1. 2. 1. 2.
Sa
[μm]
0.551 0.645 0.374 0.302 0.915 0.656 0.912 0.506 0.257 0.584 0.459 0.642
0.60 0.34 0.42 0.79 0.71 0.55
Sz
[μm]
8.56 7.68 6.11 4.73 7.64 7.58 9.03 10.9 13.3 5.96 4.68 7.05
8.12 5.42 7.61 9.97 9.64 5.86
SSk
[-]
-1.74 -1.47 -1.79 -1.45 -4.99 -2.28 -1.11 -0.31 -1.68 -1.37 -1.17 -0.72
-1.60 -1.62 -3.64 -0.71 -1.52 -0.94
SKu
[-]
5.94 4.24 8.19 5.53 38.17 7.89 3.70 5.23 6.37 4.08 3.686 3.869
5.09 6.86 23.03 4.46 5.22 3.76
Sdq
[ °]
6.50 6.07 6.17 5.75 5.23 7.81 7.13 5.64 5.57 4.29 4.86 3.28
6.28 5.96 6.52 6.38 4.93 4.07
Sbi [-]
1.07 0.938 0.865 0.545 2.06 1.29 0.815 0.586 0.872 0.923 0.841 0.703
1.00 0.86 1.68 0.70 0.90 0.772
2.2. táblázat. Különböző felületkezelésű dugattyúk 3D-s topográfiai paraméterei.
“cork wheel” “sand paper” “rolling 1” “rolling 2”
A B C D E F
1 2 1 2 1 2 1 2 1 2 1 2
Df 2.50 2.47 2.53 2.52 2.22 2.20 2.18 2.25 2.39 2.34 2.21 2.22
Átlag Df 2.48 2.52 2.22 2.22 2.36 2.22
2.3. táblázat. Különböző felületkezelésű dugattyúk fraktáldimenziója.
2.3. Bifraktálok és teljes frekvencia spektrum analízis
A fraktál analízis ellentmondásait – melyekkel a szakterület kutatói
napjainkban is küzdenek – jól mutatják a 2.1. és 2.2. fejezet eredményei.
A felületek önhasonlóságának talán legfontosabb kérdését azonban az
jelenti, hogy ez az önhasonlóság valóban teljes spektrumú analízist
jelent-e. Azaz, egy frekvenciatartomány vizsgálata, melyet praktikusan
az elvégzett mérés mintavételi távolsága korlátoz alulról és a mérési
hossz korlátoz felülről, kiterjeszthető-e a teljes frekvencia spektrumra,
feltételezve, hogy ez az önhasonlóság minden frekvenciaszinten azonos.
[Wu, 2001; Le Gal et. al, 2008; Ţălua et. al., 2018] szerzőknél azt találjuk,
hogy műszaki felületek esetén nem áll fent ez a jelenség, hanem a
felületet bi-, illetve multi-fraktálokkal tudjuk csak jellemezni.

12
Módszertanilag azonban nem világos, nem tisztázott, hogy miként
szabhatunk határt az egyes fraktál jelleg kezdetének és végének.
A korábban vizsgált fékmunkahengerek méréseit kiterjesztve széles
frekvencia spektrumra erre kerestünk választ. Az atomerő mikroszkópos
(AFM – atomic force microscope) és metszettapintós mérések
együttesen 5 frekvencia nagyságrendet öleltek át (19,61 nm-től 3000
m-ig). A mérési és kiértékelési módszertan részletei megtalálhatók [3]-
ban, az elvégzett mérések beállításait foglalja össze a 2.4. táblázat. Két
eltérő frekvencia spektrumban készült topográfiát mutat a 2.5. ábra. Jól
látszik, hogy a különböző frekvenciatartományok esetén jelentős
különbségek figyelhetők meg a topográfiákban.
Mérési terület
[µm2]
Mintavétel
(mindkét irányban azonos)
[nm]
Mérések száma
Tapintó
3000x3000 3000 1
1000x1000 1000 1
AFM
90x90 352.9 3
50x50 196.1 2
25x25 98.04 2
10x10 39.21 2
5x5 19.61 2
2.4. táblázat. Dugattyú mérési beállításai.
2.5. ábra. Mért mikrotopográfiák: balra tapintós mérés 1x1 mm2 felületről
(mintavétel 1000 nm); jobbra 10x10 m2 felületről (mintavétel 39,21 nm).
A vizsgálatok eredményeinek megjelenítését újszerű megközelítésbe
helyeztük. Nem csupán helytartományból frekvenciatartományba
léptünk át (ezt valósítja meg a PSD analízis), hanem létrehoztunk egy
frekvenciatartomány-fraktáltartomány kapcsolatot. Ez azt jelentette,
hogy az egyes frekvenciatartományokhoz tartozó fraktál dimenzió
értékeket jelenítettük meg. Ez látható a 2.6. ábrán.
-3190
1490
[nm]
1 mm1 mm
-159
129
[nm]
10 µm
10 µm

13
2.6. ábra. Fraktáldimenziók a mintavételi távolság függvényében.
A korábbi vizsgálatok kapcsán felmerült bizonytalanság (ld. 2.1.
fejezet) figyelembe vétele mindenképpen szükséges az eredmények
értékeléséhez. Az eltérő mérési beállítások okozta pontatlanságok hatása
nem érzékelhető az eredményekben, melynek oka az alkalmazott
mintavételi lépésköz kis értékével magyarázható. Tehát az eltérő
mintavételi lépésköz nem okozott jelentős hibát a kiértékelésben. Ezt
támasztják alá a különböző mintadarabokon elvégzett mérések (ld. 2.6.
ábra lila pontok, kék x-ek) azonos fraktál eredményei. A mérési
módszertan okozta hatás sem írható az eredmények számlájára, mert bár
a két mérési technika esetén döntően eltérő fraktál eredményeket
kaptunk, ugyanakkor az átmenetet is megfigyelhetjük az AFM mérések
legnagyobb lépésköze esetén. Továbbá a metszettapintós mérések esetén
is fennáll a mintavételi lépésköz hatásának elhanyagolhatósága, mert
mindhárom mérés tökéletesen azonos eredményt hozott. Ezek után
megfogalmazhatjuk azt, hogy a fenti módszer képes megjeleníteni azt a
határpontot, ami a fraktál jelleg megmunkáláshoz köthető szélső értékét
jelenti. Vizsgálataink esetén ez az átmenet a 196.1 – 1000 nm
mintavételi távolságba esik. Ez azt jelenti, hogy a megmunkálásra
vonatkozó Df=2.22 fraktál dimenzió csak az 1 m-nél nagyobb
frekvencialéptékben érvényes. Felső határát a PSD görbe domináns
hullámhosszot jelentő törése jelzi (de ez eddig is ismert tény volt; ld. pl.
2.1.-es ábra). Így értelmezhetjük a bi-fraktál és multi-fraktál fogalmakat
és a mintavételi lépésköz (logaritmikus skálán) – fraktál dimenzió
diagram felhasználásával pontosan meghatározhatjuk a
határhullámhosszakat és az egyes fraktáldimenziók értelmezési
tartományát.
2
2.2
2.4
2.6
2.8
3
0.001 0.01 0.1 1 10
Plunger A
Plunger B
Mintavétel; dx [µm]
lg10dx
Df
Fra
ktá
l dim
enzió
; D
f[-
] AFM
Nano-léptékTapintó
Mikro-lépték
Df=2.51
Df=2.22

14
2.4. Következtetések, új tudományos eredmények (1. és 2. tézis)
A vizsgálatok kapcsán az alábbi következtetések fogalmazhatók meg:
- A PSD analízis a domináns hullámhossz elemek azonosítására
stabil, a mintavételtől és a frekvencia lépésköztől kevéssé függő
eredményeket mutat.
- A fraktáldimenzió érzékeny a mérési és kiértékelési beállításokra.
Megfelelően kis lépésköz alkalmazásával azonban ez az
érzékenység csökkenthető.
- A fraktál kiértékelés elsősorban összehasonlító vizsgálatok
elvégzésére lehet alkalmas, azonos mérési és kiértékelési
beállítások mellett.
- A felületek részleteiben, a kis hullámhosszú összetevőkben
fellelhető információtartalmat képes a fraktál kiértékelés
megbízhatóan megjeleníteni, számszerűsíteni.
- A mintavételi lépésköz – fraktáldimenzió fentiekben bemutatott
ábrázolási módja lehetőséget ad az egyes fraktáldimenziók
értelmezési tartományának azonosítására.
A kutatás új tudományos eredményei:
1. tézis. A PSD analízisen alapuló fraktál dimenzió analízis
érzékeny a mintavételi lépésközre. Megbízható eredményeket csak
abban az esetben kapunk, ha a mintavételi távolság és a felület
domináns hullámhossza jelentősen különbözik egymástól. Az általam
vizsgált felületek esetén Ra=0,4 m felületi érdességnél maximum 4
m, míg Ra=3,2 m érdesség esetén maximum 6 m lehet a
mintavételi lépésköz. [1]
2. tézis. Műszaki felületek esetén a fraktál dimenzió nem
használható teljes spektrum analízisre. Az általam vizsgált felületek
bi-fraktál jelleget mutattak. A fraktál dimenzió térbe történő áttérés (a
logaritmikus léptékű mintavételi távolság – fraktál dimenzió diagram)
alkalmas a bi-fraktál határhullámhossz meghatározására. [2, 3]
15
3. A felületi érdesség alkalmazása tribológiai felületek
jellemzésére
Egy adott tudományterület esetén rendkívül fontos az alapkutatás,
mert ez lendíti előre a tudományterületet és nyit meg új utakat és
lehetőségeket. A 2. fejezet a felületi mikrotopográfia vizsgálatának
alapkutatási vonatkozásait mutatta meg. Ezek mellett kiemelt szerepet
kell kapjon az alkalmazott kutatás is, hiszen ennek révén kerülnek át az
új tudományos eredmények a mérnöki gyakorlatba. Jelen fejezetben
olyan eredményeket foglalok össze, melyek az érdességmérés
módszertanában ismert elemekre támaszkodnak, és az egyes módszerek
gyakorlati alkalmazására világítanak rá. Az eredmények tudományos
értéke kisebb, de gyakorlati jelentőségük kézzelfogható. Mindezek miatt
az eredményeket csak röviden ismertetem, rámutatva azokra az
alkalmazástechnikai elemekre, melyek a felületi érdességmérés
hagyományos módszerein túlmutatnak.
3.1. A felületi érdesség vizsgálata acél-ferrodo anyagpár súrlódási
vizsgálatánál
Kopási folyamatok esetén a kapcsolódó anyagpárok felülete
változásokon megy keresztül. Így a felületi érdesség részben indikátora a
változásoknak, másrészt viszont mint input paraméter a további
változások befolyásoló tényezője [Ao et. al., 2002; Schargott and Popov,
2006; Eleőd et. al., 2000; Békési and Váradi, 2013; Renner et. al, 2011;
Zielecki et. al., 2013]. Az elvégzett acél-ferrodo koptatóvizsgálatok
(részleteket ld. [4, 5]) arra kerestek választ, hogy különböző érdességű és
a csúszási irányhoz képest eltérő orientációjú felületek esetén milyen
változások következnek be. A kísérletek során a finoman megmunkált
köszörült felületek eredeti mintázata teljesen eltűnt, míg a durvább
köszörülés esetén csak átalakult. A felületek értékelésére szabványos
topográfiai paramétereket, érdességcsúcs analízist és fraktál analízist
használtunk.
A felület változásai a szabványos paraméterek esetén is jól
követhetőek voltak, bár itt viszonylag nagy szórást mutatnak az
eredmények. Érdemes kiemelni ezek közül a felület átlagos lejtését
mutató Sq térközi paramétert (ld. 3.1. táblázat). Ez a paraméter a finom
és durva köszörülés estén jelentősen eltér egymástól, de a kopási
folyamat alatt az értékei közös érték felé tolódnak el. Hasonló folyamatot
tapasztalunk a (az érdességcsúcsok átlagos lejtése) paraméter esetén,
16
mely formailag hasonlít az Sq-hoz, de tartalmát tekintve jelentősen
eltér. Ez a paraméter a saját fejlesztésű érdességcsúcs azonosító és
elemző szoftverből került meghatározásra és elsősorban a felület
domináns elemeit (érdességcsúcsait) értékeli. Így értéke – elméletileg –
kevésbé függ a mérési beállításoktól (pl. mintavételi lépésköz, mérési
terület), de az eredmények tekintetében hasonlóan nagy szórást mutat. A
két paraméter eltérő tribológiai folyamatokról számol be. Az Sq
jelentős változása és közös értéke utal arra, hogy a felületnek nem csak a
csúcszónáját, hanem a völgyeket is érik a kopás során fellépő változások,
hiszen a durva köszörülésnél ezek nem tűntek el, hatásuk az
eredményekben mégsem látszik markánsan.
A csúcsszögek esetén már a kapott értékek viszonya az Sq
paraméterrel fontos információt hordoz: a kisebb értékek azt mutatják,
hogy a köszörült felületnél nem a domináns csúcsok okozzák a felület
tagoltságát, hanem a lokális kiemelkedések (Sq ezek átlagát mutatja,
míg esetében csak a domináns elemek kerülnek értékelésre). A
csúcsszög koptatás utáni értékei tovább erősítik azt az állítást, hogy a
kopási folyamat nem csak a csúcszónában, hanem az „elérhetetlennek”
tűnő völgyekben is változásokat okoz, különösen az ottani lokális
kiemelkedésekben.
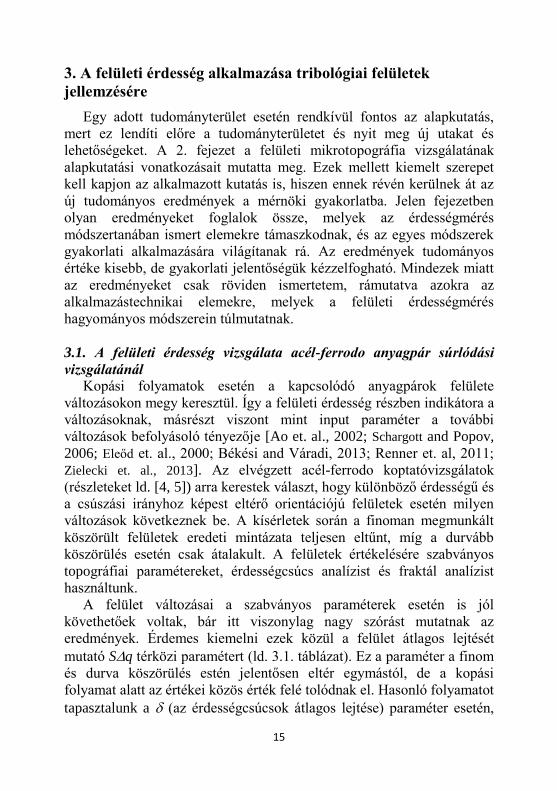
Finom (F) Durva (R)
Merőleges (N) Párhuzamos
(P) Merőleges (N)
Párhuzamos
(P)
NF_A NF_B PF_A PF_B NR_A NR_B PR_A PR_B
SΔq
[ °]
Előtt 2.7 2.9 2.8 3.1 11.8 12.6 11.1 13.4
Után 6.8 5.4 5.4 3.6 5.0 5.2 6.3 7.1
δ
[ °]
Előtt 1.19 0.92 0.86 1.13 3.99 4.89 4.10 4.36
Után 1.32 0.97 0.83 0.55 0.83 0.89 0.71 0.89
Df
[-]
Előtt 2.80 2.81 2.78 2.82 2.71 2.81 2.86 2.81
Után 2.67 2.63 2.73 2.67 2.55 2.62 2.73 2.70
3.1. táblázat. Acél felület mikrotopográfiai paraméterei és fraktál dimenziója a
koptatás előtt és után.
A fraktál dimenzió is a felület tagoltságával van összefüggésben,
mégis jól látható, hogy lényegesen eltérő viselkedést mutat a másik két
paraméterhez képest. Itt az azonos típusú megmunkálás azonos, 2,8
körüli Df értékeket ad függetlenül attól, hogy a felület durva vagy finom.
17
Az eredmények tekintetében pedig elkülönül a merőleges és párhuzamos
irány. Párhuzamos esetben az értékek közelebb maradnak az eredeti 2,8-
as értékhez, 2,7 körül ingadoznak, míg merőleges koptatás esetén tovább
csökkennek 2,6 körüli szintre. Ez utal a különböző tribológia jellegre.
Összegzésképpen elmondható, hogy a felületek tribológia szempontú
értékelése igényli a komplex vizsgálatokat, mert az egyes módszerekből
származó paraméterek más-más aspektusait tárják föl a felület
geometriájának.
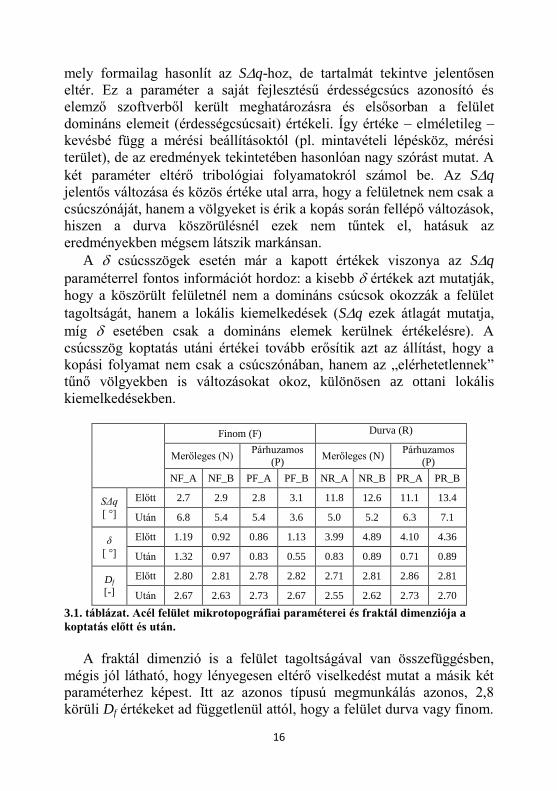
3.2. Vasúti féktuskó kopási viselkedése
Öntöttvas (P10) vasúti féktuskó kopási viselkedésének feltárása során
alkalmazott érdességmérési eredményeket foglal össze ez az alfejezet. A
vizsgálatok részleteit [6] publikáció foglalja össze. A tribokémiai
reakciók során kialakuló nagy keménységű felszíni réteg, mely a magas
mechanikai és hőtani igénybevételek hatására megrepedezik, eltöredezik
és a felszínről leválik a tribokémiai kopási mechanizmus „tankönyvi”
esetét mutatja [Tallian, 1999]. Ezek mellett azonban néhány érdekes
mikrotopográfiai elem megjelenése jelentett kihívást. Ezek
elektronmikroszkópos és érdességmérési képét mutatja a 3.1. ábra.
3.1. ábra. P10-es öntöttvas féktuskó kopott felületének elektronmikroszkópos
(balra) és érdességmérési (jobbra) képe.
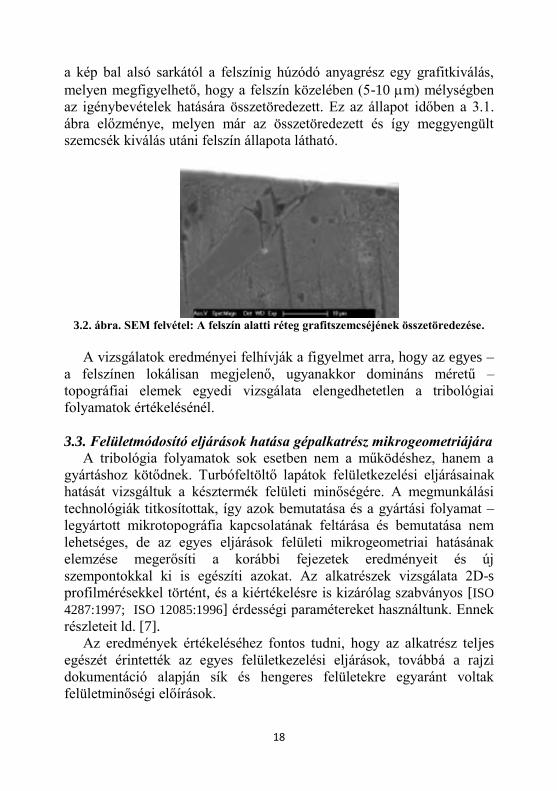
A 6-7 m mély és a felszínen 100 m, míg a mélyebb zónákban 20-
50 m kiterjedésű kráterek nem jellemzők tipikusan egyik ismert kopási
mechanizmusra sem. Létrejöttük okát a P10-es anyag sajátos
szövetszerkezetében találtuk meg. A 3.2. ábra a féktuskóról készült
elektronmikroszkópos keresztmetszeti csiszolatot mutatja. Ezen a képen
150 µm
2,55 m
-5,15 m
100x150 m
18
a kép bal alsó sarkától a felszínig húzódó anyagrész egy grafitkiválás,
melyen megfigyelhető, hogy a felszín közelében (5-10 m) mélységben
az igénybevételek hatására összetöredezett. Ez az állapot időben a 3.1.
ábra előzménye, melyen már az összetöredezett és így meggyengült
szemcsék kiválás utáni felszín állapota látható.
3.2. ábra. SEM felvétel: A felszín alatti réteg grafitszemcséjének összetöredezése.
A vizsgálatok eredményei felhívják a figyelmet arra, hogy az egyes –
a felszínen lokálisan megjelenő, ugyanakkor domináns méretű –
topográfiai elemek egyedi vizsgálata elengedhetetlen a tribológiai
folyamatok értékelésénél.
3.3. Felületmódosító eljárások hatása gépalkatrész mikrogeometriájára
A tribológia folyamatok sok esetben nem a működéshez, hanem a
gyártáshoz kötődnek. Turbófeltöltő lapátok felületkezelési eljárásainak
hatását vizsgáltuk a késztermék felületi minőségére. A megmunkálási
technológiák titkosítottak, így azok bemutatása és a gyártási folyamat –
legyártott mikrotopográfia kapcsolatának feltárása és bemutatása nem
lehetséges, de az egyes eljárások felületi mikrogeometriai hatásának
elemzése megerősíti a korábbi fejezetek eredményeit és új
szempontokkal ki is egészíti azokat. Az alkatrészek vizsgálata 2D-s
profilmérésekkel történt, és a kiértékelésre is kizárólag szabványos [ISO
4287:1997; ISO 12085:1996] érdességi paramétereket használtunk. Ennek
részleteit ld. [7].
Az eredmények értékeléséhez fontos tudni, hogy az alkatrész teljes
egészét érintették az egyes felületkezelési eljárások, továbbá a rajzi
dokumentáció alapján sík és hengeres felületekre egyaránt voltak
felületminőségi előírások.

19
A vizsgálatok kiterjedtek az előgyártmányra (A), valamint 4 típusú
felületkezelési eljárásra, melyek közül a C1 és C2 hasonló technológia
eltérő gyártási paraméterekkel történő alkalmazása volt, míg a C1+2 a
C1 és C2 technológiák kombinációja.
3.3. ábra. A vizsgált felületek átlagos motif magassága (balra) és a sík felületek
átlagos motif magasságának szórása (jobbra)
A felületkezelés minden technológia esetén javította az előgyártmány
felületi minőségét (ld. 3.3. ábra), de a változások megítélése már árnyalt.
Sík felületek esetén a C1 és C2 technológiák biztosították a finomabb
felületet, míg hengeres felületeknél a B és C2 technológia bizonyult
kedvezőnek. A sík felületek durvább minősége miatt megvizsgáltuk az
átlagos motifmagasság szórását is ebben az esetben. Itt a C2 kiugróan
rossz eredményt mutat, ami a folyamat kézben tarthatóságának
hiányosságaira utal.
A B C1 C2 C1+2
Rskmin -2,47 -3,74 -2,87 -5,83 -3,43
Rskmax 5,36 2,38 3,79 1,09 3,29
Rskátlag 0,19 -0,70 -0,81 -1,29 -1,20
3.2. táblázat. A felület ferdeségi mérőszáma (Rsk) a különböző megmunkálások
esetén.
Ezt a komplex képet tovább árnyalja, ha megvizsgáljuk a felület
ferdeségi mérőszámát (3.2. táblázat). Ezt a paramétert több kutatás is a
hordozófelületi jellemzők közül kiemeli és fontos tribológiai minősítő
eszközként kezeli [Sogalad et. al, 2012; Boutoutaou et. al., 2013; Novovic
et. al, 2004; Menezes and Kishor, 2009; Sedlacek et. al., 2009]. A nagy
negatív Rsk értékű felületeket tekinthetjük kedvező hordozótulajdonságú
20
tribológiai felületnek. Az eredmények alapján erre a C2 adja a
legkedvezőbb eredményt, bár a paraméter értéke igen széles
tartományban ingadozik.
A korábbi megállapításokkal összhangban kijelenthető, hogy a
felületek kiinduló állapota (sík vagy hengeres) jelentősen befolyásolja az
azonos tribológia folyamatban résztvevő felületek módosulását.
Elmondható, hogy a B, C1 és C2 technológia egyaránt alkalmas lehet
befejező műveletként, de kiválasztásuk mindig az aktuális igények
figyelembevételével kell történjen.
3.4. Következtetések, új tudományos eredmények (3. tézis)
Az egymástól független alkalmazástechnikai vizsgálatok hasonló
következtetések levonásához vezettek:
- A felületek tribológiai szempontú értékelése komplex
mikrogometriai kiértékelési módszereket kíván.
- A megbízható tribológiai elemzések igénylik a felületen lokálisan
megjelenő, de domináns méretű geometriai egyenetlenségek
részletes vizsgálatát.
- A kiinduló felületek alakja (sík vagy hengeres), a felületi textúra
iránya (merőleges, párhuzamos) befolyásolja a felület tribológia
folyamatban betöltött szerepét és azonos működési körülmények
között is eltérő felületi minőséghez vezet.
A kutatás új tudományos eredményei:
3. tézis. Tribológiai folyamatokban a kiinduló felületek geometriája
(sík vagy hengeres), a felületi textúra iránya (merőleges, párhuzamos)
befolyásolja a felület tribológia folyamatban betöltött szerepét és azonos
működési körülmények között is eltérő felületi minőséghez vezet. [4-7]
21
4. Műszaki felületek mikrotopográfiai sajátosságai
Egy tudományterület fejlődésének három nélkülözhetetlen eleme van.
Az alapkutatás, mely új lehetőségeket tár fel, az alkalmazott kutatás,
mely az új eredményeket átülteti a mérnöki gyakorlatba és az a
rendszerszemlélet, ami képes az egyes eredményeket rendszerbe
foglalni, átfogó, egységes szerkezetet képezni és ezáltal a
tudományterületen belüli kapcsolati viszonyokat értelmezni. Ebben a
fejezetben a felületi érdesség legújabb trendje, a mikrotopográfiai
sajátosságokon alapuló kiértékelés technika rendszerszemléletű
modelljét mutatom be kutatási eredményeimen keresztül.
4.1. Felületi sajátosságok értelmezése
Számos szakirodalom említi a felületi sajátosságok módszerét (pl.
[Leach, 2013; Blanc et. al, 2011; Senin et. al, 2013; Chiffre et. al., 2000; Wang
et. al, 2018]), ugyanakkor a legtöbb esetben a felületi sajátosságok
(features) alatt az ISO/DIS 25178-2 szabvány [ISO/DIS 25178-2:2012]
által definiált ún. Wolf féle szeletelő technikát értik (ld.: [Gavin et. al.,
2016]). Ez azonban mindössze a felületek érdességcsúcsainak és
völgyeinek azonosítására szolgáló módszer, mely az azonosított
érdességcsúcsok és völgyek „átlagos” jellemzését adja egy-egy
mikrotopográfiai paraméterrel (pl. S10z, S5p, S5v paraméterek). Néhány
esetben találkozunk ezen túlmutató értelmezéssel is. Bruzzone és Costa
[Bruzzone and Costa, 2013] a tribológiai folyamatok tükrében a mintázat
jellegére utaló geometriai elemeket azonosít felületi sajátosságként
(„features in the texture patterns”).
Átfogóan kiterjeszthetjük a mikrotopográfiai sajátosságok
értelmezését úgy, hogy sajátosságként definiáljuk azokat a geomatriai
jellemzőket, melyek dominánsan kapcsolódnak a gyártási vagy
működési folyamathoz.
Ez szemléletváltást jelent, mert a korábban a felületi érdességmérésre
jellemző „statikus” kiértékelési módot egy „dinamikus” váltja fel, abban
az értelemben, hogy a sajátosság már nem értelmezhető pusztán a
mikrotopográfia geometriai jellemzésével, hanem szorosan kapcsolódik
a tribológiai folyamathoz. Így egy adott felületi érdességmérés
sajátosságai egészen mások, ha a felületet létrehozó gyártási folyamatot
szeretnénk jellemezni, mint akkor, ha a tribológiai folyamatba lépő
gépalkatrészt vizsgáljuk. (Természetesen a mérés hordozza mindkét
típusú geometriai információt, de más-más szempontokat veszünk

22
figyelembe azok meghatározásánál.) A mikrotopográfiai sajátosságok
ilyen értelemben vett rendszere jelenleg még nem kidolgozott.
4.2. Felületi sajátosságok azonosításának lehetőségei
Kutatásaim az elmúlt években és jelenleg is arra irányulnak, hogy
feltárjam, melyek azok a sajátosságok, melyek egy átfogó
mikrotopográfiai sajátosságokon nyugvó kiértékelési rendszer elemeit
képezhetik. A továbbiakban bemutatok néhány saját eredményt ezen a
területen, továbbá több olyan szakirodalmi eredményt, melyek révén egy
átfogó rendszer elemei kidolgozhatóak.
A szabványos érdességi paraméterek vizsgálata kapcsán számos
szerző tett kísérletet arra, hogy kiemeljen olyan paramétereket, melyek
egy-egy gyártástechnológiával, vagy tribológia folyamattal kapcsolatba
vannak [Zavarise et. al, 2004; Buczkowski and Kleiber, 2016]. A fenti
értelmezés szerint tehát a felület egy-egy sajátosságát jellemzik ezekkel a
paraméterekkel. A mikrogeometria teherviselő, hordozó
tulajdonságainak jellemzésére évtizedek óta használják az Rsk és Rku
paramétereket. A kutatások elsősorban 2D érdességmérésekhez és
gyártási folyamatokhoz kapcsolódnak [Tóth et. al., 2013; Horváth and
Drégelyi, 2013; Grabon et. al, 2010], de találunk kopással vagy súrlódással
foglalkozó szakirodalmi forrásokat is [Sedlacek t. al, 2012; Barányi et. al,
2018]. Ezen két paraméter egyidejű alkalmazására tesz javaslatot
Whitehouse [Whitehouse, 1994] az ún. topológiai térkép megalkotásával,
melyet gyártási eljárások tribológiai minősítésére javasol.
[8] munkánkban ISO és Wiper élgeometriájú szerszámokkal
forgácsolt alumínium ötvözet anyagú alkatrészek esetén készítettük el a
topológiai térképet (4.1. ábra) és elemeztük az alapanyag – gyártási
folyamat – mikrogeometria összefüggéseit.
4.1. ábra. Topológiai térképek különböző elgeometriai kialakítások esetén
a) AS12-es anyagra; b) AS17-es anyagra
23
A közel 2000 mérési pontból megalkotott térkép bal oldalán
helyezkednek el a Wiper, míg jobb oldalon az ISO élgeometriával
gyártott felületek. Rsk=-0,45 alatt kizárólag Wiper élgeometriájú
felületek, míg Rsk=0,5 fölött kizárólag ISO élgeometriájú felületeket
találunk.
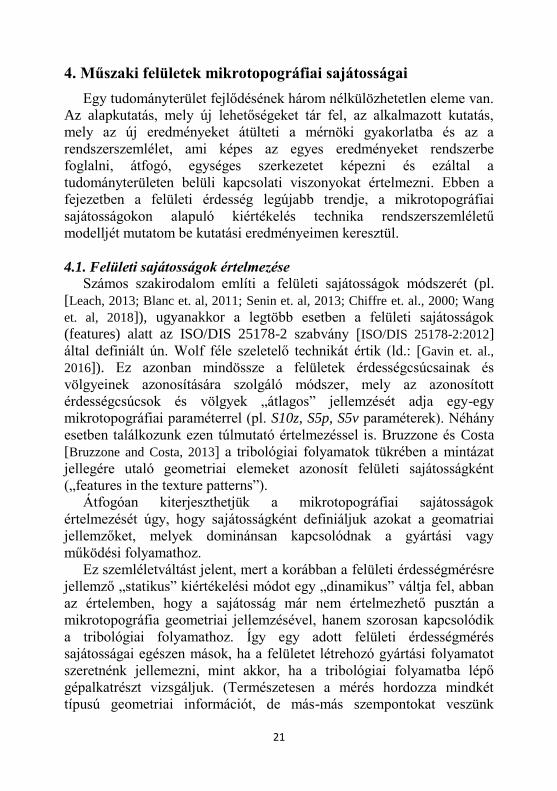
A felületi sajátosság, ami alapján a topológiai térképen
elhelyezkednek az egyes pontok, az a mikrogeometria hordozófelületi
jellege. A 4.2. ábra profiljai jól szemléltetik a plató szerű hordfelülettel
rendelkező Wiper lapkával gyártott felületet, míg a „hegyes”
érdességcsúcsok és kevésbé kiugró völgyek pozitív Rsk értéket mutatnak
az ISO lapkával történő gyártás esetén.
4.2. ábra. Érdességi profilok részlete
a) Wiper élgeometriával gyártva; b) ISO élgeometriával gyártva
A tribológiai szempontból optimális felületi geometria megtervezése és
legyártása napjaink realitásai közé tartozik, de kizárólag néhány speciális
szakterülethez köthető. Ilyen kiemelt terület a belsőégésű motorok
henger felületének kialakítása, melyre a hónolási technikát használják.
24
Az egyidejű forgó és alternáló mozgást végző szerszám az abrazív
szemcséjű hónoló hasábbal speciális keresztirányú megmunkálási
nyomokat hagy a felületen. Napjaink korszerű autóipari
technológiájaként precíziós célgépeken történik a megmunkálás. A
szakirodalom a többlépcsős megmunkálást ajánlja (plateau honing),
melynek eredményeként a kenőanyag megtartó képességet biztosító
durvább megmunkálást egy finomabb hónolási művelet követi, melynek
eredményeként a korábbi megmunkálás csúcszónája plató-szerű, sima
felületté alakul. Az így létrejövő felület jó hordozó tulajdonságokkal és
kedvező kenőanyag megtartó képességgel rendelkezik. Számos tesztpadi
kísérlet és numerikus modell eredményeként mára részletes
megmunkálási irányelvek alakultak ki. A működésre talán leginkább
ható tényező a felület mintázata. [Mezghani et. al, 2012] vizsgálatai
numerikus modellekre épülnek, ahol a hidrodinamikai kenéselméleten
alapulva a súrlódási tényező értékét vizsgálták a hónolási szög
függvényében. Vizsgálataik eredményeként a hónolási barázdák
optimális szögét 40-55°-ban és 115-130°-ban állapították meg. Több más
szerző kísérleti vizsgálatai alátámasztották ezeket az eredményeket,
melyeket az ipari gyakorlat is átvett. A súrlódási viselkedést nem csak a
barázdák szöge, hanem az érintkező felület minősége is befolyásolja.
[Ryk et. al., 2012] kísérleti eredményei a felület platószerű kialakításával,
míg [Mezghani et. al, 2013] modelljei a hónoló hasáb szemcseméretével
hozzák összefüggésbe a súrlódási viszonyokat. Közös megállapításként
elmondható, hogy a simább, platószerűen kialakított csúcszóna kisebb
súrlódási tényezőt eredményez. A felületi textúra kialakításának
legkomplexebb vizsgálatot igénylő és ezzel együtt legellentmondásosabb
kérdése a kenési viszonyok feltárása. A völgyek kenőanyag megtartó
szerepének jellemzése több területen is bizonytalan eredményeket hozott.
[53] megállapítja, hogy kísérleti eredményei nyomán a felület kenőanyag
megtartó képességét jellemző érdességi paraméterek (Rpk, Rvk, Rk) csak
gyenge (korrelációs együttható=0,66) korrelációt mutatnak a működési
tulajdonságokkal. A szakterület izgalmas és intenzíven kutatott témája a
hónolt felületre utólag (pl. lézerrel ) felvitt mintázat hatása. Több kísérlet
(ld.: [Ryk et. al., 2002; Grabon et. al, 2013]) kedvező eredményeket hozott
ezen a téren, különösen kis terhelések és nagy csúszási sebesség esetén.
[Keller et. al., 2009] igazolta, hogy még határkenési állapotban is
kedvezőbb súrlódási viselkedés mutatható ki a mintázattal rendelkező
felületeken. Napjaink legkomplexebb műszaki megoldásait ezen a téren
a Bruzzone és társai (ld.: [Bruzzone et. al., 2008]) által említett „self-
25
forming surfaces” jelentik. Ezen felületek megmunkálása olyan
technológiát jelent, mely a felület lokalizált diffúziója vagy kemény és
lágy fázisok kombinációja révén olyan felületet eredményez, mely a
kopás révén alakít ki a működés szempontjából ideális felületet.
Hengerfelületek kapcsán ezen technológiák alkalmazásáról még nem ad
tájékoztatást a szakirodalom.
A működési folyamatokra gyakorolt hatáson túl fontos kérdés, hogy a
felület mintázata miként befolyásolja a henger felületének
tönkremenetelét, kopását. A hengerfelület kopása kapcsán Slattery és
társai [Slattery et. al, 2009] több zónára osztják a felületet. A dugattyú
véghelyzetéhez közeli zónákat (TRR, BRR) elkülöníti az „egyenletes”
sebességű („normal”) zónától, továbbá külön kezeli a dugattyú
holtpontján kívül eső, ún. „skirt kontact” területet. Ezek esetében eltérő
kopási viselkedés figyelhető meg, mely felveti a henger felületének
eltérő megmunkálási igényét.
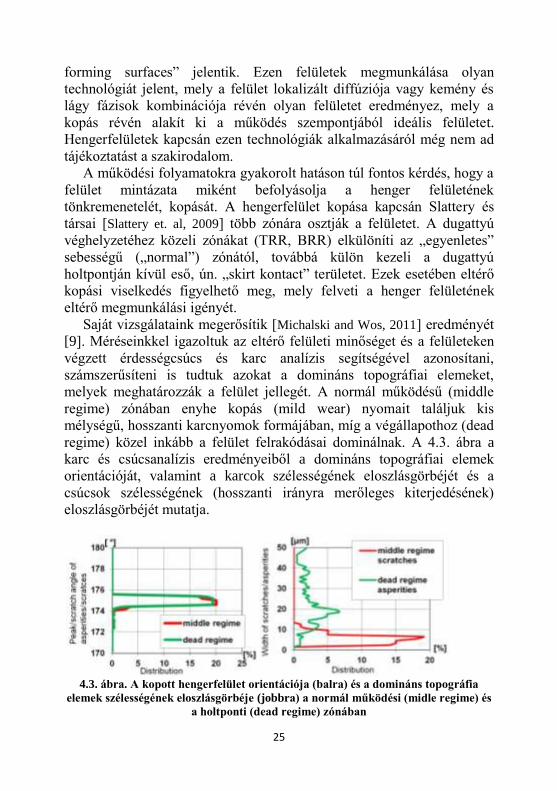
Saját vizsgálataink megerősítik [Michalski and Wos, 2011] eredményét
[9]. Méréseinkkel igazoltuk az eltérő felületi minőséget és a felületeken
végzett érdességcsúcs és karc analízis segítségével azonosítani,
számszerűsíteni is tudtuk azokat a domináns topográfiai elemeket,
melyek meghatározzák a felület jellegét. A normál működésű (middle
regime) zónában enyhe kopás (mild wear) nyomait találjuk kis
mélységű, hosszanti karcnyomok formájában, míg a végállapothoz (dead
regime) közel inkább a felület felrakódásai dominálnak. A 4.3. ábra a
karc és csúcsanalízis eredményeiből a domináns topográfiai elemek
orientációját, valamint a karcok szélességének eloszlásgörbéjét és a
csúcsok szélességének (hosszanti irányra merőleges kiterjedésének)
eloszlásgörbéjét mutatja.
4.3. ábra. A kopott hengerfelület orientációja (balra) és a domináns topográfia
elemek szélességének eloszlásgörbéje (jobbra) a normál működési (midle regime) és
a holtponti (dead regime) zónában
26
Jól megfigyelhető, hogy a karcok és felrakódott csúcsok irányultsága
180°-hoz közeli, azaz megegyezik a működési, csúszási iránnyal. Tehát
kialakulásukat döntően befolyásolja a működés kinematikája. Méretük
(szélességük) azonban jelentős különbségeket mutat. Míg a karcok
szélessége 10 m alatti, addig a felrakódott csúcsok szélessége 10-40 m
közé esik.
Kopott felületek értékelése és a kopási mechanizmus azonosításának
nélkülözhetetlen lépése a kopott felszín részletes vizsgálata. A felületen
megjelenő kopásnyomok (pl. pitting esetén a gödrösödés, vagy abráziós
kopásnál a karcnyomok, spalling típusú fáradásos kopásnál a nagyobb
kiterjedésű leválások) értékes információkat hordoznak a lezajlott
folyamatokról. Ugyanakkor a hagyományos érdességi paraméterek
használhatósága korlátozott, mert sok esetben nagy szórást mutatnak, és
nem tárják föl azokat a sajátosságokat, amik a kopási mechanizmus
azonosításához szükségesek.
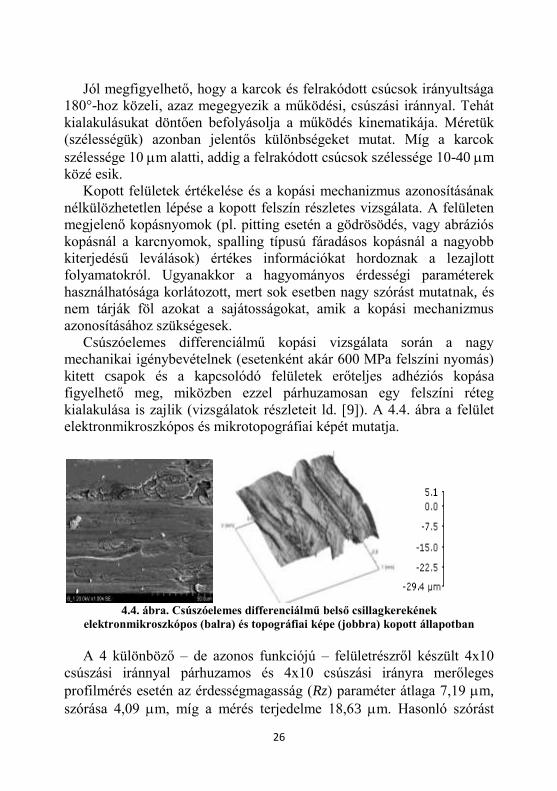
Csúszóelemes differenciálmű kopási vizsgálata során a nagy
mechanikai igénybevételnek (esetenként akár 600 MPa felszíni nyomás)
kitett csapok és a kapcsolódó felületek erőteljes adhéziós kopása
figyelhető meg, miközben ezzel párhuzamosan egy felszíni réteg
kialakulása is zajlik (vizsgálatok részleteit ld. [9]). A 4.4. ábra a felület
elektronmikroszkópos és mikrotopográfiai képét mutatja.
4.4. ábra. Csúszóelemes differenciálmű belső csillagkerekének
elektronmikroszkópos (balra) és topográfiai képe (jobbra) kopott állapotban
A 4 különböző – de azonos funkciójú – felületrészről készült 4x10
csúszási iránnyal párhuzamos és 4x10 csúszási irányra merőleges
profilmérés esetén az érdességmagasság (Rz) paraméter átlaga 7,19 m,
szórása 4,09 m, míg a mérés terjedelme 18,63 m. Hasonló szórást

27
mutat az összes többi paraméter is. Nyilvánvaló, hogy alkalmatlanok a
felület jellemzésére. Fontos azonban észrevenni, hogy a felület jellege
minden mérés esetén mutat hasonlóságokat. A 4.5. ábra
érdességprofilján ezek közvetlenül megfigyelhetők: bár a profil bal
oldali szegmense jóval finomabb felületrészletet mutat, mint a jobb
középső, vagy jobb oldali felületrész, jellegét tekintve mégis találunk
közös pontokat: a felszín viszonylag sík, a völgyek jelenléte dominál,
melyek mélysége lényegesen meghaladja a kiemelkedések magasságát,
formájuk és alakjuk hasonló, bár méretük eltérő. Fraktál jellegről nem
beszélhetünk, mert nem arról van szó, hogy a nagyobb völgyek egyes
szegmensei hasonlóak az eredeti geometriára, hanem arról van szó, hogy
a kisebb és nagyobb felületi sérülésnyomok hasonlítanak egymásra, azaz
ugyanaz a mechanizmus intenzívebb, vagy kevésbé intenzív módon
hozta őket létre.
4.5. ábra. Csúszóelemes differenciálmű kopott belső csillagkerekének egy érdességi
profilja
4.6. ábra. Rz és Rv paraméterek viszonya differenciálmű kopott csillagkerekének
érdességmérése esetén
Ennek a jelenségnek a számszerűsítése csak úgy lehetséges, ha az
abszolút méretek helyett viszonyszámokat alkalmazunk és elsősorban
olyan tulajdonságokat vizsgálunk, ami ezeknek a domináns elemeknek a
28
jellemzője. Választásunk az Rz és Rv paraméterekre esett. Ezek aránya a
völgyzóna dominanciáját fejezi ki a teljes érdességhez képest.
Miközben az Rz paraméter esetén a relatív szórás 56,9%, az Rv
paraméter esetén 54,8%, addig a két paraméter hányadosára Rz/Rv = 1,61
értéket kapunk, melynek relatív szórása mindössze 14,9%. A két
paraméter viszonyát mutatja a 4.6. ábra.
4.3. A felületi sajátosságok rendszere
A mikrotopográfiai sajátosságok azonosítása tehát sokféle módon
történhet, nem szabad kizárólag egy módszerhez kötni azt. Ezeket az
eredményeket és alapelveket felhasználva kidolgoztam azt az elméletet,
mely a felületi sajátosságokat rendszerbe foglalja [10].
Topográfiai sajátosság
megnevezése
Milyen tulajdonságát írja le
a felületnek.
Az adott sajátosságot
jellemző tényező, paraméter.
Csúcszóna hordfelületi tulajdonságok,
érintkezési viszonyok,
abrazív képességek, súrlódási viselkedés
érdességcsúcsok mérete
(kiterjedés, magasság,
forma), érdességcsúcsok sűrűsége,
felületi platók kiterjedése,
hordfelületi jellemzők (RSk; RKu),
csúcsszögek,
csúcssugarak, amplitúdó paraméterek (Rz,
Rp, Rpk)
Völgyzóna kenési viszonyok, megmunkálási nyomok,
adhéziós, abráziós és
fáradásos kopási nyomok,
völgyzóna mélysége, völgyek kiterjedése,
kiszakadások, völgyek
alakja, karcok szélessége,
mélysége
amplitúdó paraméterek (Rv, Rvk)
Tagoltság adhéziós képesség,
kenőanyag megtartó képesség,
szövetszerkezet,
fraktál dimenzió,
felületarány (Sds),
átlagos lejtés (Sq),
Irányultság a működés irányát,
a kenőanyag áramlás, érintkezési viszonyok,
érdességcsúcsok/karcok
orientációja, autókorrelációs jellemzők
(Str, Sal)
Periodicitás rezgések, zaj,
súrlódás
domináns hullámhossz, korrelációs függvények,
térközi paraméterek (RS,
RSm)
4.1. táblázat. A felületi sajátosságok rendszere.

29
Megítélésem szerint a felületi sajátosságok azonosításánál öt fő
szempontot kell képezzünk: csúcszóna jellemzői, völgyzóna jellemzői, a
felület tagoltságát jellemző sajátosságok, orientáció és periodicitás.
Ezeken belül természetesen számos módszer és elv felhasználható. A
4.1. táblázat egy lehetséges rendszerezést mutat, kiemelve néhány
módszert, mely az egyes sajátosságok meghatározásában szerepet
kaphat.
4.4. Következtetések, új tudományos eredmények (4. tézis)
Szakirodalmi források és saját kutatási eredményem alapján az alábbi
következtetéseket fogalmaztam meg:
- A felületi sajátosságok értelmezése kiterjeszthető a
szakirodalomban ismert fogalomkörön túlra és sajátosságként
értelmezhetünk minden olyan domináns geometriai jellemzőt,
ami a felület működési viszonyaival összefüggésbe hozható.
- Az érdességi paraméterek egymáshoz való viszonya képes a
felület geometriai tulajdonságainak azonosítására.
- A felületi sajátosságok rendszere komplex módon kell
tartalmazza a domináns geometriai elemek (csúcsok, völgyek)
jellemzése mellett a felület irányultságát, tagoltságát és
periodicitását is.
A kutatás új, tudományos eredményei:
4. tézis. A felületi sajátosságok értelmezése kiterjeszthető a
szakirodalomban ismert fogalomkörön túlra, és sajátosságként
értelmezhetünk minden olyan domináns geometriai jellemzőt, ami a
felület működési viszonyaival összefüggésbe hozható. A felületi
sajátosságok rendszere komplex módon kell tartalmazza a domináns
geometriai elemek (csúcsok, völgyek) jellemzése mellett a felület
irányultságát, tagoltságát és periodicitását is. [8, 9, 10]
30
5. A kutatás és a bemutatott eredmények hatása, visszhangja
Az 1. tézishez kapcsolódó [1] publikáció 3 független hivatkozással
rendelkezik, ezek mindegyike hazai szerzők hazai folyóiratokban
megjelent (magyar vagy angol nyelvű) publikációi.
A 2. tézishez kapcsolódó [2] és [3] szakirodalmak mellett az
eredmények legelső bemutatása 2009-ben a felületi érdességméréssel és
kiértékeléssel foglalkozó szakemberek nemzetközi konferenciáján (12th
International Conference on Metrology and Properties of Engineering
Surfaces) került sor [11]. Ezen a konferencián a szakterület vezető
kutatóiból (T. R. Thomas, L. Blunt, B. G. Rosen, P. Pawlus) álló
bizottság az eredményeket a „Best Poster Award of 12th Met & Prop”
díjjal jutalmazta.
Ugyanezen tézishez kapcsolódóan további publikációk is születtek:
[12, 13]. Az [2], [3], [12], [13] publikációk 11 független hivatkozással
rendelkeznek. Ezek közül 6 külföldi szerzőktől származó hivatkozás,
melyek közül 4 Wos vagy Scoopus által jegyzett folyóirat.
A 3. tézishez kapcsolódó 4 publikáció [4-7] hét független
hivatkozással rendelkezik, melyek közül 4 külföldi szerzőtől származik
(ezek közül 3 Wos vagy Scoopus által jegyzett folyóiratban).
A [7]-es publikáció előzetes eredményei Nagy Viktor hallgató
közreműködésével bemutatásra kerültek a 2014-es TDK konferencián,
ahonnan OTDK-ra kerültek. A 2015-ös XXII. OTDK, Műszaki
Tudományi Szekció, 42 - Minőségügy, gépészeti méréstechnika 1
tagozatában Nagy Viktor hallgató különdíjat kapott.
A 4. tézis [8] szakirodalma 2 független nemzetközi hivatkozással
rendelkezi külföldi szerzőktől nemzetközi folyóiratban. A tézishez
kapcsolódóan a [8-10] publikációk mellett a tézishez kapcsolódik a [14]-
es publikáció, mely Sándor Szabolcs hallgatómmal közösen készült. Az
előzetes eredményeket Sándor Szabolcs bemutatta az ÓE, BGK 2012.
évi TDK konferenciáján a Méréstechnika szekcióban, ahol III. helyezést
ért el, valamint OTDK részvételt.

31
6. Hivatkozásjegyzék
[Ao et. al., 2002] Ao Y, Wang QJ, Chen P. Simulating the worn surface
in a wear process. Wear 2002; 252: 37-44
[Barányi et. al., 2016] I. Barányi, R. Keresztes, Z. Szakál, G. Kalácska:
Prediction of Surface Roughness Parameters by New
Experimentally Validated Modelling Algorithm under Abrasive
Condition; ACTA POLYTECHNICA HUNGARICA 13:(7) pp.
197-208. (2016)
[Békési and Váradi 2013] N. Békési, K. Váradi: Contact Thermal
Analysis and Wear Simulation of a Brake Block, ADVANCES IN
TRIBOLOGY 2013: Paper 878274.(2013)
[Blanc et. al., 2011] Blanc, D Grime, F Blateyron: Surface
characterization based upon significant topographic features,
Journal of Physics:ConferenceSeries 311, 012014 (2011)
[Blateyron, 2007] Blateyron, F.: New 3D Parameters and Filtration
Techniques for Surface Metrology, Quality Magazine, White Paper,
May 15 2007
[Boutoutaou et. al., 2013] H. Boutoutaou, M. Bouaziz, J.F. Fontaine:
Modelling of interference fits with taking into account surfaces
roughness with homogenization technique, International Journal of
Mechanical Sciences, Vol. 69, .P. 21-31 (2013)
[Bruzzone and Costa, 2013] A.A.G. Bruzzone, H.L. Costa: Functional
characterization of structured surfaces for tribological applications,
Procedia CIRP 12, 456–461 (2013)
[Bruzzone et. al., 2008] A. A. G. Bruzzone, H. L. Costa, P. M. Lonardo,
D. A. Lucca: Advances in engineered surfaces for functional
performance, CIRP Annals-Manufacturing Technology, 57 (2008)
p. 750-769
[Buczkowski and Kleiber, 2016] R. Buczkowski, M. Kleiber: A study of
the surface roughness in elasto-plastic shrink fitted joint, Tribology
International, Vol. 98, P. 125-132 (2016)
[Bushan, 2001] B. Bushan: Modern Tribology Handbook, CRP Press
LLC, Boca Raton, London, New York, Washington D. C. (2001)
[Chiffre et. al., 2000] L. De Chiffre, P. Lonardo, H. Trumpold, D. A.
Lucca, G. Goch, C. A. Brown, J. Raja, H. N. Hansen, Quantitative
Characterisation of Surface Texture, Annals of CIRP, Vol. 49/2, p
635-652. (2000)
32
[Eleőd et. al., 2000] Eleőd A., Devecz J., Balogh T.: Numerical
modelling of the mechanical process of particle detachment by
finite element method, Periodica Polytechnica Transportation
Engineering 28:(1-2) (2000) 77-90.
[Gavin et. al., 2016] Gavin D. MacAulay, Nicola Senin, Claudiu L.
Giusca, Richard K. Leach: Study of manufacturing and
measurement reproducibility on a laser textured structured surface,
Measurement 94 (2016) 942–948
[Grabon et. al., 2010] W. Grabon, P. Pawlus, J. Sep: Tribological
characteristics of one-process and two-process cylinder liner honed
surfaces under reciprocating sliding conditions, Tribology
International, Vol. 43, Iss.10, p. 1882-1892 (2010)
[Grabon et. al., 2013] Grabon, W., Waldemar, K., Pawlus, P., Ochwat, S,
Improving tribological behaviour of piston ring-cylinder liner
frictional pair by liner surface testuring, Tribology International,
Vol 61. (2013) p. 102-108
[Grzesik and Brol, 2009] W. Grzesik, S. Brol, “Wavelet and fractal
approach to surface roughness characterization after finish turning
of different workpiece materials” Journal of Materials Processing
Technology Vol 209, 2009, pp. 2522–2531
[Hanet. al., 2005] J.H. Han, S. Ping, H. Shengsun, “Fractal
characterization and simulation of surface profiles of copper
electrodes and aluminum sheets” Materials Science and Engineering
403, 2005, p. 174–181
[Horváth et. al., 2013] Horváth R, Drégelyi-Kiss Á (2013) Analysis of
surface roughness parameters in aluminium fine turning with
diamond tool. Measurement 2013 Conference, Smolenice, Slovakia,
pp 275–278
[Horváth, 2008] Horváth, S.: A felületi hullámosság 2D-s és 3D-s
jellemzése, a működési tulajdonságokra gyakorolt hatásának
vizsgálata és elemzése, ZMNE, PhD értekezés, Budapest, 2008.
[ISO 12085:1996] ISO 12085:1996, Geometrical Product Specifications
(GPS) -- Surface texture: Profile method -- Motif parameters
[ISO 4287:1997] ISO 4287 Geometrical Product Specification (GPS) -
Surface texture: Profile method. Terms, definitions and surface
texture parameters (1997)
[ISO/DIS 25178-2:2012] ISO/DIS 25178-2: Geometrical product
specification (GPS) - Surface texture: Areal - Part 2. Terms,
definitions and surface texture parameters (2012)
33
[Kanafi et. al., 2017] Mona Mahboob Kanafi, Ari Juhani Tuononen: Top
topography surface roughness power spectrum for pavement friction
evaluation, Tribology International 107 (2017) 240–249
[Keller et. al., 2009] Keller, J., Fridrici, V., Kapsa, Ph., Huard, J.F.:
Surface topography of cast ironin boundary lubrication, Tribology
International, Vol. 42. (2009), p. 1011-1018
[Krolczyk et. al., 2016] G.M. Krolczyk, R.W. Maruda, P. Nieslony, M.
Wieczorowski: Surface morphology analysis of Duplex Stainless
Steel (DSS) in Clean Production using the Power Spectral Density,
Measurement 94 (2016) 464–470
[Krystek, 2000] Krystek, M.: Discrete linear profile filters. Tagungsband
X. Internatoional Colloquium on Surfaces. Chemnitz, 31. Januar-
2.Februar 2000. p. 145-152
[Le Gal et. al., 2008] Le Gal, A., Guy, L., Orange, G., Bomal, Y.,
Klüppel, M., “Modelling of sliding friction for carbon black and
silica filled elastomers on road tracks”, Wear 264, 2008, 606-615.
[Le Gal et. al., 2008] Le Gal, A., Guy, L., Orange, G., Bomal, Y.,
Klüppel, M., Modelling of sliding friction for carbon black and
silica filled elastomers on road tracks. Wear 264, (2008) 606-615.
[Leach, 2013] Richard Leach: Characterisation of Areal Surface Texture,
Springer-Verlag Berlin Heidelberg (2013)
[Mandelbrot , 1983] Mandelbrot BB., The fractal geometry of nature.
San Francisco, CA: Freeman; 1983
[Menezes and Kishore, 2009] Menezes PL, Kishore SV (2009) Kailas.
Influence of surface texture and roughness parameters on friction
and transfer layer formation during sliding of aluminium pin on
steel plate. Wear 267:1534–1549
[Mezghani et. al, 2012] S. Mezghani, I. Demirci, H. Zahouani, M. El
Mansori: The effect of groove texture patterns on piston-ring pack
friction. Precision Engineering, Vol. 36, Iss. 2, (2012), p. 210-217
[Mezghani et. al., 2013] Mezghani S., Demirci I., El Mansori M.,
Zahouani H.: Energy efficiency optimization of engine by frictional
reduction of functional surfaces of cylinder ring–pack system,
Tribology International, Vol. 59, .(2013), p. 240-247
[Michalski and Wos, 2011] Michalski, J., Wos, P.: The effect of cylinder
liner surface topography on abrasive wear of piston-cylinder
assembly in combustion engine, Wear 271 (2011) 582-589

34
[Mikó et. al., 2012] Mikó B, Beno J, Mankova I: Experimental
Verification of Cusp Heights when 3D Milling Rounded Surfaces;
Acta Polytechnica Hungarica, Vol.9 No.6. P.101-116 (2012)
[Novovic et. al., 2004] Novovic D, Aspinwall RC, Voice DK, Bowen P
(2004) The effect of machined topography and integrity on fatigue
life. Int J Mach Tools Manuf 44:125–134
[Palásti et. al., 2014] B. Palásti-Kovács, S. Sipos, I. Szalóki:
Experimental Research of Cutting Performance and Quality
Abilities of Modern Drilling Tools, Key Engineering Materials Vol.
581 pp 32-37 (2014)
[Pálfi et. al., 2012] László Pálfi, Tibor Goda, Károly Váradi, Enrique
Garbayo, José Manuel Bielsa, Miguel Ángel Jiménez: FE prediction
of hysteretic component of rubber friction, ADVANCES IN
TRIBOLOGY 2012: 12 p. Paper 807493
[Persson et. al., 2005] Persson, B. N. J., Albohr, O., Trataglino, U.,
Volokitin, A. I., Tosatti, E., On the nature of surface roughness with
application to contact mechanics, sealing, rubber friction and
adhesion. J Phys Cond Matter 17, (2005) R1-R62.
[Renner et. al., 2011] Renner T, Barányi I, Pék L: Sörétezett és
korundszórással felületkezelt acél alkatrészek mikrotopográfiai
vizsgálata, XVI. FMTÜ, Kolozsvár, 2011.03.24-25., pp. 257-260.
[Ryk et. al., 2002] Ryk, G., Kligerman, Y., Etsion, I.: Experimental
Investigation of Laser Surface Texturing for Reciprocating
Automotive ComponentsTribology Transactions, Vol. 45, Iss. 4.,
(2002) p. 444-449
[Scaraggi et. al., 2018] M. Scaraggi, J. Angerhausen, L. Dorogin, H.
Murrenhoff and B.N.J. Persson, Influence of anisotropic surface
roughness on lubricated rubber friction: Extended theory and an
application to hydraulic seals, Wear,
https://doi.org/10.1016/j.wear.2018.02.023
[Schargot and Popov, 2006] Schargott M, Popov V. Diffusion as a model
of formation and development of surface topography. J. Trib. Int.
2006;39:431-436
[Sedlacek et. al., 2009] Sedlacek M, Podgornik B, Vizintin J (2009)
Influence of surface preparation on roughness parameters, friction
and wear. Wear 266:482–487
[Sedlacek et. al., 2012] Sedlacek M, Podgornik B, Vizintin J (2012)
Correlation between standard roughness parameters skewness and
35
kurtosis and tribological behaviour of contact surfaces. Tribol Int
48:102–112
[Seewig, 2005] Seewig, J.: Linear and robust gaussian regression filters,
Journal of Physics: Conference Series 13 p. 254-257 (2005)
[Senin et. al., 2013] Nicola Senin, Michele Moretti and Liam A Blunt:
Identification of individual features in areal surface topography data
by means of template matching and the ring projection transform,
Surface Topography: Metrology and Properties, Vol 2, No1 (2013)
[Slattery et. al., 2009] Slattery, B., Perry, T., Edrisy, A.: Microstructural
evolution of an eutectic Al–Si engine subjected to severe running
conditions. Mater. Sci. Eng. A 512, 76–81 (2009)
[Sogolad et. al., 2012] Sogalad, H.N. Ashoka, N.G. Subramanya Udupa:
Influence of cylindricity and surface modification on load bearing
ability of interference fitted assemblies, Precision Engineering, Vol.
36, Iss. 4, . P. 629-640 (2012)
[Stahl et. al., 2011] J-E. Stahl, F. Schultheiss, S. Hagglund: Analytical
and Experimental Determination of the Ra Surface Roughness
during Turning, Procedia Engineering, 19 (2011) p. 349-356.
[Stout et. al., 1993] Stout K. J., Sullivan P. J., Dong W. P., Mainsah E.,
Luo N., Mathia T., Zahouani H. “The development of methods for
the characterisation of roughness in three dimension”, Birmingham:
University of Birmingham Edgbaston 1993
[Tallian, 1999] T. E. Tallian: Failure Atlas for Hertz Contact Machine
Elements, ASME Press (1999)
[Ţălua et. al., 2018] Ştefan Ţălua, Miroslaw Bramowiczb, Slawomir
Kuleszac, Shahram Solaymanid: Topographic characterization of
thin film field-effect transistors of 2,6-diphenyl anthracene (DPA)
by fractal and AFM analysis, Materials Science in Semiconductor
Processing 79 (2018) 144–152
[Thomas and Rosen, 2000] Thomas, T. R, Rosén, B. G.: Determination
of the sampling interval for rough contact mechanics, Tribology
International 33, p. 601-610 (2000)
[Thomas, 1998] Thomas, T. R., Rough Surface, Imp. Collage Press,
London, 1998
[Tomkiewicz, 2010] Anna Zawada-Tomkiewicz: Estimation of Surface
Roughness Parameter Based on Machined Surface Image,
Metrology and Measurement Systems 17(3) • January 2010
36
[Tóth et. al., 2013] G.N. Tóth, Á. Drégelyi-Kiss, B. Palásti-Kovács:
“Analysis of the microgeometric parameters of cut surfaces”,
Pollack Periodica 8:(02), in press, 2013
[VDA2007:2006] VDA 2007 Oberflächenbeschaffenheit Definitionen
und Kenngrößen der dominanten Welligkeit (2006)
[Wang et. al., 2018] A.Y. Wang, J.L. Mo, X.C. Wang, M.H. Zhu, Z.R.
Zhou: Effect of surface roughness on friction-induced noise:
Exploring the generation of squeal at sliding friction interface, Wear
402–403 (2018) 80–90
[Whitehouse, 1994] Whitehouse, D.J.: Handbook of surface metrology,
Inside of Phisics Publ., Bristol (1994)
[Wu, 2001] Wu, J., J.: Structure function and spectral density of fractal
profiles, Chaos, solitons and fractals, 12, 2481-2492 (2001)
[Zavarise et. al., 2004] Zavarise, G., Borri-Brunetto, M., Paggi, M., ’On
the reliability of microscopic contact models’, Wear 257, (2004) p.
229-245
[Zielecki et. al., 2013] W. Zielecki, P. Pawlus, R. Perlowski, A. Dzierwa,
Surface topography effect on strength of lap adhesive joints after
mechanical pre-treatment, Archives of Civil and Mechanical
Engineering 13 (2013) 175–185
7. A tézispontokhoz kapcsolódó tudományos közlemények
[1.] Czifra Á.: Sensitivity of power spectral density (PSD) analysis for
measuring conditions, STUDIES IN COMPUTATIONAL
INTELLIGENCE 43: pp. 505-517. (2009)
[2.] Árpád Czifra , Tibor Goda , Enrique Garbayo: Surface
characterisation by parameter-based technique, slicing method and
PSD analysis, MEASUREMENT 44:(5) pp. 906-916. (2011)
[3.] Czifra Árpád, Ancza Erzsébet: Bifractal Nature of Engineering
Surfaces, In: Proceedings of 8th International Engineering
Symposium at Bánki (IESB 2016). Konferencia helye, ideje:
Budapest, Magyarország, 2016.11.17 Budapest: Óbudai Egyetem,
2016. Paper 24. 4 p.
[4.] Czifra Á , Váradi K , Horváth S: Three dimensional asperity
analysis of worn surfaces, MECCANICA 43:(6) pp. 601-609.
(2008)
37
[5.] Árpád Czifra , Sándor Horváth: Complex Microtopography
Analysis in Sliding Friction of Steel-Ferodo Material Pair,
MECCANICA 46:(3) pp. 609-617. (2011)
[6.] Czifra Árpád , Fábián Enikő Réka , Kozma Mihály: Vasúti
féktuskó kopásának vizsgálata, GÉP 64:(7) pp. 82-85. (2013)
[7.] HORVÁTH Sándor , CZIFRA Árpád , LIPUSZ Gergely Levente ,
NAGY Viktor: Felületmódosító eljárások hatása az érdesség M-
rendszerű és motif paramétereire, In: Csibi Vencel-József (szerk.),
OGÉT 2015: XXIII. Nemzetközi Gépészeti Találkozó - OGÉT
2015, pp. 149-152.
[8.] Horváth Richárd, Czifra Árpád , Drégelyi-Kiss Ágota: Effect of
conventional and non-conventional tool geometries to skewness and
kurtosis of surface roughness in case of fine turning of aluminium
alloys with diamond tools, INTERNATIONAL JOURNAL OF
ADVANCED MANUFACTURING TECHNOLOGY 78:(1-4) pp.
297-304. (2015)
[9.] Árpád Czifra, Béla Palásti Kovács: Microtopographic features of
worn surfaces, In: WTC 2013, 5th World Tribology Congress .
Konferencia helye, ideje: Torino , Olaszország , 2013.09.08 -
2013.09.13. 2013. pp. 1-4.
[10.] Czifra Árpád: Mikrotopográfiai sajátosságok alkalmazása műszaki
felületek kiértékelésére, GÉP 69:(1) pp. 21-24. (2018)
8. További tudományos közlemények
[11.] Czifra Á , Goda T , Váradi K , Garbayo E: Wide frequency range
3D power spectral density analysis of plunger’s topography of brake
system, 12th International Conference on Metrology and Properties
of Engineering Surfaces, Rzeszów , Lengyelország , 2009.07.08 -
2009.07.10. pp. 377-381.
[12.] Czifra Árpád , Barányi István , Kalácska Gábor: Fractal analysis of
microtopographies in wear, 3rd European conference on tribology.
Bécs , Ausztria , 2011.06.09 pp. 593-597.
[13.] Barányi I , Czifra Á , Horváth S , Kalácska G: Power spectral
density (PSD) analysis of worn surface, Gépészet 2010, Budapest,
Magyarország , 2010.05.25 -2010.05.26. Budapest, pp. 1-6.
[14.] Sándor Szabolcs, Czifra Árpád: Differenciálmű alkatrész
kopásának és mikrogeometriájának vizsgálata, FMTÜ XVIII., 2013.
március 21-22. Kolozsvár, Románia pp. 355-359.

38
Köszönetnyilvánítás
Ez a munka nem készülhetett volna el mindazok támogatása és segítsége
nélkül, akik az elmúlt 2 évtizedben szakmai munkájukkal és személyes
támogatásukkal mellettem álltak.
Mindenekelőtt köszönöm feleségemnek, Annának, hogy szeretetével,
biztatásával túllendített a nehéz pillanatokon és támogatott, amikor arra
volt szükségem.
Köszönöm a gyermekeimnek, Nusinak, Antinak, Lizának, Emíliának
és Liánának, hogy megértéssel, türelemmel fogadták azt, hogy időnként
nem velük, hanem a tudománnyal foglalkozom.
A szakmai munka feltételeinek megteremtéséért és az elvégzett
vizsgálatok eredményeinek értékelésében nyújtott segítségért külön
köszönetet mondok Palásti Kovács Bélának, Váradi Károlynak,
Horváth Sándornak és Goda Tibornak. Értékes támogatásuk
nélkülözhetetlen volt ezen szakmai eredmények eléréséhez.
Köszönettel tartozom azoknak a hallgatóknak is, akik lelkes
munkájukkal, a mérések kivitelezésével, kiértékelésével és sok esetben
okos szakmai észrevételeikkel segítették munkámat. Közülük kiemelten
köszönetet mondok Vinis Csaba, Ács Dániel, Sándor Szabolcs, Nagy
Viktor és Bódi János hallgatóimnak.
Deo gratias!
![POLIMER GÉPELEM-ANYAGOK TRIBOLÓGIAI JELLEMZÉSEreal-d.mtak.hu/609/1/KalacskaGabor_tezisek.pdf · Acél felületi érdesség [ µm] Ra 0,05-0,1 Ra 0,05-0,1 Ra 0,05-0,1 Környezeti](https://img.dokumen.tips/doc/110x75/5e43c135153b8950013a38ac/polimer-gpelem-anyagok-tribolgiai-jellemzsereal-dmtakhu6091kalacskagabor.jpg)




























