Embed Size (px)
Citation preview

HAL Id: hal-02310087https://hal.archives-ouvertes.fr/hal-02310087
Submitted on 9 Oct 2019
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Brewing, winemaking and distilling: an overview ofwastewater treatment and utilization schemes (Part IV -
Chapter 35)Luc Fillaudeau, Andre Bories, Martine Decloux
To cite this version:Luc Fillaudeau, Andre Bories, Martine Decloux. Brewing, winemaking and distilling: an overview ofwastewater treatment and utilization schemes (Part IV - Chapter 35). Improving Water and EnergyManagement in Food Industry, Woodhead Publishing Limited, 2008. �hal-02310087�

123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
35.1 Introduction
Food industries, due to the nature of their production, are identified as importantconsumers of high-quality water. Likewise, their wastewater production ishigh, and this forces the food industry to consider water resource preservationas a strategic and vital priority. Water cannot be considered as a commonfluid, but as a fundamental raw material to ensure the quality and safety ofproducts (Mathieu-André, 2000). At each level (production, cleaning, cooling,etc.), water management consists in controlling and reducing water consumptionand reducing effluent. Whatever the potential ways to reduce waterconsumption, by acting on the production process or on the effluent treatment,ready-to-use or plug-and-play solutions do not exist. Each process and eachproduct requires specific analysis to match different motivations and constraints(cost control or reduction, environmental constraints).
The brewing, winemaking and distilling industries produce alcohol as abeverage, industrial solvent or fuel. These three processes exhibit strongsimilarities (fermentation and separation operations) and stand as importantwater consumers and wastewater producers. In the food industry, the brewing,winemaking and distilling (spirit production) sectors hold a strategic economicposition with world production estimated at 159.8 109 L beer, 26.7 109 Lwine and 7.0 109 L spirits expressed in LPA/y (LPA = litre of pure alcohol)in 2004 (see Table 35.1).
Beer is the fifth most widely consumed beverage in the world behind tea,carbonates (sodas), milk and coffee and it continues to be a popular drinkwith an average consumption of 23 L/y per person. In Europe, the totalcontribution of the brewing sector to the European economy in terms of
35
Brewing, winemaking and distilling:overview of wastewater treatmentand utilisation schemesLuc Fillaudeau, LISBP INRA UMR792, France,André Bories, INRA UE999, France, andMartine Decloux, AgroParisTech, France

930 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
added value is 757.5 billion, generating jobs for 164 000 employees inbreweries, while 2.6 million jobs can be attributed to the brewing sector(Ernst and Young, 2006). The brewing sector is one of the few in whichseveral European based companies are amongst the leading companies in theworld (among the seven largest brewers, four are European). There are alsovery dynamic and innovative small and medium sized companies and breweriesestimated at 2800 in 2005. This market masks the high degree of heterogeneityin the production capacity (Ciancia, 2000; Levinson, 2002). In 2004, theworld’s 10 largest brewing groups shared almost 58 % of the world production(production capacity superior over 1.0 109 L/y–1), while a microbrewery maystart its activity with an annual production of around 1000 hL (Verstl, 1999).
World-wide wine production is 26.7 109 L, 70 % of which are producedin Europe (France, Italy, Spain, etc.), 17.2 % in America (USA, Argentina,Chile), 5 % in Asia (China), 4 % in Oceania (Australia) and 3.8 % in Africa(South Africa) (OIV, 2005). The world-wide wine market represented$99.6 billion in 2003 and the forecast for 2008 is $114 billion, whereas thewines and spirits market reached 250 billion dollars in 2003 (VINEXPOIWSR/GDR, 2005). Water consumption may appear to be erratic with ratiosvarying from 0.3 to 10 L water/L wine, depending on the winery. Theestablishment of regulations and the levying of taxes on winery effluents, theimplementation of water purification treatments and the improved awarenessof operators in relation to water management have contributed to reducingwater consumption to approximately 0.8 L/L (Rochard et al., 1996; ITV,2000; Rochard, 2005).
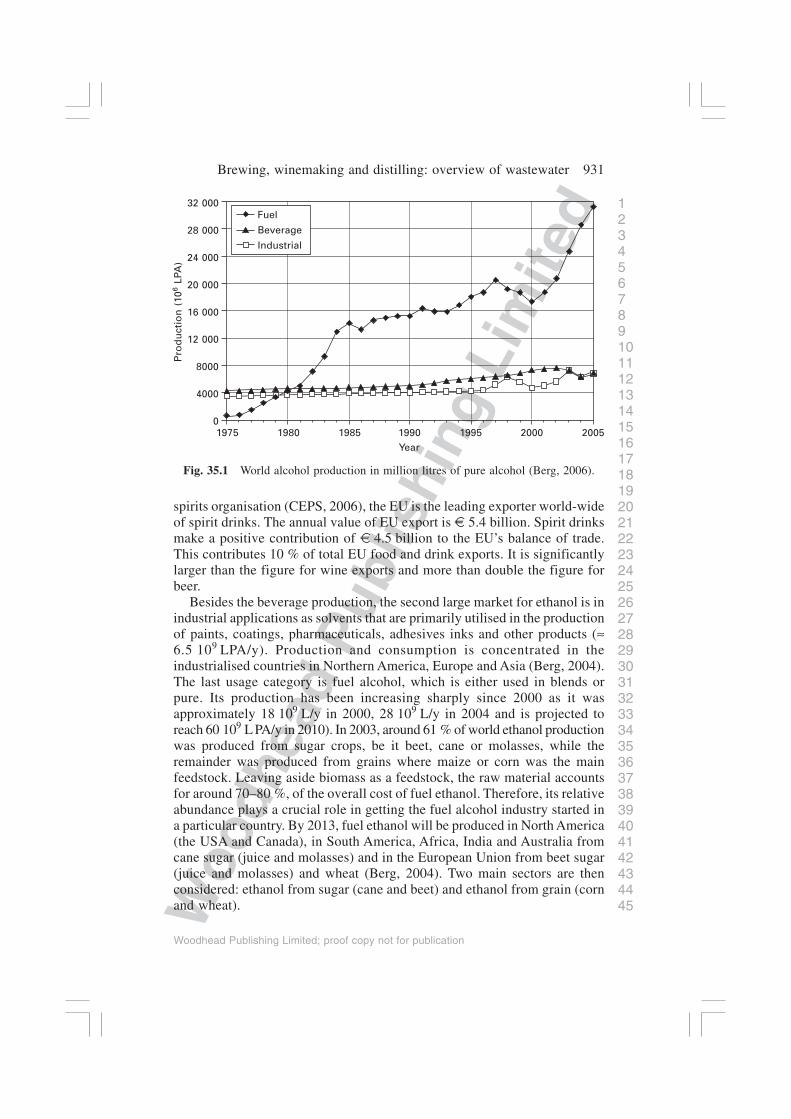
Agricultural alcohol may be distilled from many plants that produce eithersimple sugars directly (cane, beet, sweet sorghum) or starch (corn, grain,sorghum). The distribution, according to Berg (2006), between beverage,industrial utilisation and fuel ethanol is given in Fig. 35.1. The oldest use ofalcohol is as a beverage (rum, whisky, vodka, etc.). Demand for distilledspirits in most developed countries is stagnating and even declining, due toincreased heath awareness, around 7.0 109 LPA/y in 2004. These tendenciesand figures are unlikely to change in the near future. According to the European
Table 35.1 World production of beer (109 L), wine(109 L), spirits (109 L pure alcohol) in 2004
Area Beer Wine Spirits
America 50.29 4.6 naEurope 54.33 18.7 naAsia 45.65 1.3 naAfrica 7.42 1.01 naOceania 2.11 1.07 na
World 159.8 26.7 7.0
na = not available
Brewing, winemaking and distilling: overview of wastewater 931
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
spirits organisation (CEPS, 2006), the EU is the leading exporter world-wideof spirit drinks. The annual value of EU export is 7 5.4 billion. Spirit drinksmake a positive contribution of 7 4.5 billion to the EU’s balance of trade.This contributes 10 % of total EU food and drink exports. It is significantlylarger than the figure for wine exports and more than double the figure forbeer.
Besides the beverage production, the second large market for ethanol is inindustrial applications as solvents that are primarily utilised in the productionof paints, coatings, pharmaceuticals, adhesives inks and other products (≈6.5 109 LPA/y). Production and consumption is concentrated in theindustrialised countries in Northern America, Europe and Asia (Berg, 2004).The last usage category is fuel alcohol, which is either used in blends orpure. Its production has been increasing sharply since 2000 as it wasapproximately 18 109 L/y in 2000, 28 109 L/y in 2004 and is projected toreach 60 109 L PA/y in 2010). In 2003, around 61 % of world ethanol productionwas produced from sugar crops, be it beet, cane or molasses, while theremainder was produced from grains where maize or corn was the mainfeedstock. Leaving aside biomass as a feedstock, the raw material accountsfor around 70–80 %, of the overall cost of fuel ethanol. Therefore, its relativeabundance plays a crucial role in getting the fuel alcohol industry started ina particular country. By 2013, fuel ethanol will be produced in North America(the USA and Canada), in South America, Africa, India and Australia fromcane sugar (juice and molasses) and in the European Union from beet sugar(juice and molasses) and wheat (Berg, 2004). Two main sectors are thenconsidered: ethanol from sugar (cane and beet) and ethanol from grain (cornand wheat).
Fuel
Beverage
Industrial
1975 1980 1985 1990 1995 2000 2005Year
32 000
28 000
24 000
20 000
16 000
12 000
8000
4000
0
Pro
du
ctio
n (
106
LPA
)
Fig. 35.1 World alcohol production in million litres of pure alcohol (Berg, 2006).

932 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedThe role of environmental technology for industry has greatly evolved
over the past decades. Since the mid-seventies, the general trend is to considerthat pollution from industrial processes should be cleaned up. ‘The polluterspay’ remains the basis of regulations. During beer, wine or alcohol production,the product goes through a whole series of chemical and biochemical reactions(mashing, boiling, fermentation, distillation, evaporation) which require solid–liquid separations, cleaning, other water processes and energy. The brewing,wine and alcohol industries have grown from ancient tradition but stand asa dynamic sector open to new technological and scientific developments.These agro-industries recognise that business success should depend uponconsumer perception of company reliability. To be considered reliable byconsumers, they are making efforts to establish compliance statements, toguarantee the quality of their product, to build consumer satisfaction andconfidence, and to actually practice ecoship and sustainability management.Ecoship management can be defined as an attitude and policy towardsenvironmental issues. The aim is to take advantage of natural energy sources,to promote reuse of packaging and recycling waste, to reduce waste and topromote diversification (Kawasaki and Kondo, 2005).
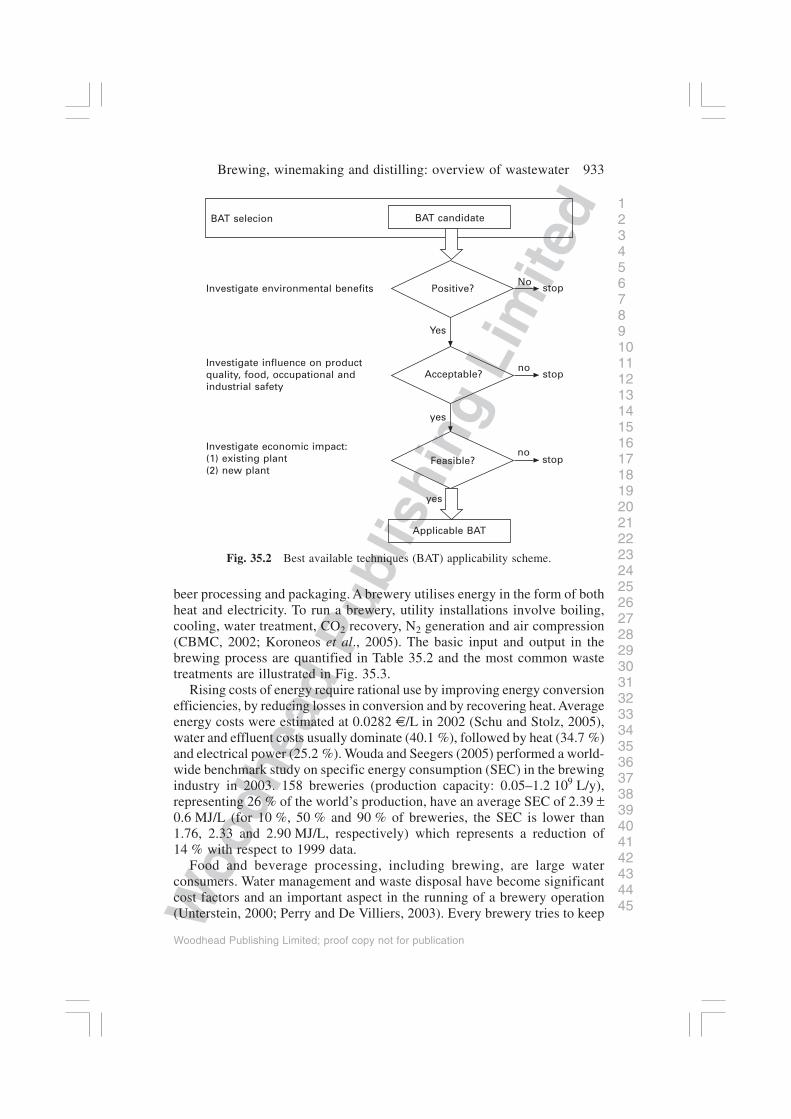
In 1996, the European Union approved the Integrated Pollution Preventionand Control (IPPC) directive 96/61/EC (EC, 1996). The IPPC directiveconstitutes an important tool to identify and quantify the environmentalimpact of production with life-cycle analysis (LCA), and to define the bestavailable techniques (BAT) under both economically and technically viableconditions (CBMC, 2002; Koroneos et al., 2005).
Brewers, winemakers and ethanol producers are very concerned that thetechniques they use are the best in terms of product quality, cost-effectivenessand environmental impact (Fig. 35.2). Consequently energy consumption,water use and wastewater generation constitute real economic opportunitiesfor improvements in the existing process. Our present analysis is designed tohighlight the emerging and existing constraints in relation to water and wastemanagement in these industries and to give an overview of resourceconsumption. The most common treatments and the associated constraintsand advantages are reported and possible biological and technical alternativesto reduce water consumption and waste production are discussed. Higherefficiencies and tighter environmental restrictions stand as a new frameworkfor environmental technology, in which sustainability and economy are thekeywords.
35.2 Water use: the Origin and nature of effluentsin the brewing, wine and distilling industries
35.2.1 Brewing industryThe main ingredients for the production of beer are barley malt, adjuncts,hops and water. The brewing process includes wort production, fermentation,
Brewing, winemaking and distilling: overview of wastewater 933
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
beer processing and packaging. A brewery utilises energy in the form of bothheat and electricity. To run a brewery, utility installations involve boiling,cooling, water treatment, CO2 recovery, N2 generation and air compression(CBMC, 2002; Koroneos et al., 2005). The basic input and output in thebrewing process are quantified in Table 35.2 and the most common wastetreatments are illustrated in Fig. 35.3.
Rising costs of energy require rational use by improving energy conversionefficiencies, by reducing losses in conversion and by recovering heat. Averageenergy costs were estimated at 0.0282 7/L in 2002 (Schu and Stolz, 2005),water and effluent costs usually dominate (40.1 %), followed by heat (34.7 %)and electrical power (25.2 %). Wouda and Seegers (2005) performed a world-wide benchmark study on specific energy consumption (SEC) in the brewingindustry in 2003. 158 breweries (production capacity: 0.05–1.2 109 L/y),representing 26 % of the world’s production, have an average SEC of 2.39 ±0.6 MJ/L (for 10 %, 50 % and 90 % of breweries, the SEC is lower than1.76, 2.33 and 2.90 MJ/L, respectively) which represents a reduction of14 % with respect to 1999 data.
Food and beverage processing, including brewing, are large waterconsumers. Water management and waste disposal have become significantcost factors and an important aspect in the running of a brewery operation(Unterstein, 2000; Perry and De Villiers, 2003). Every brewery tries to keep
BAT candidate
Positive?
Yes
No
Acceptable?
Feasible?
yes
yes
no
no
Applicable BAT
stop
stop
stop
BAT selecion
Investigate environmental benefits
Investigate influence on productquality, food, occupational andindustrial safety
Investigate economic impact:(1) existing plant(2) new plant
Fig. 35.2 Best available techniques (BAT) applicability scheme.

934 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
waste disposal costs low and the legislation imposed on waste disposal bythe authorities is becoming increasingly more stringent (Knirsch et al., 1999).Water consumption in a brewery is not only an economic parameter but alsoa tool to determine its process performance in comparison with other breweries(Unterstein, 2000; Perry and De Villiers, 2003). Furthermore, the position ofbeer as a natural product leads the brewers to pay attention to their marketingimage and to take waste treatment (wastewater, spent grains, Kieselguhrsludge and yeast surplus) into account. The average water consumption in abrewery is estimated to be 5–6 L water/L beer and the most voluminoussolid waste is identified as spent Kieselguhr, surplus yeast and brewers grain.Spent grain represents the largest quantity of all the by-products:0.18–0.24 kg/L beer, which is above surplus yeast: 0.025 kg/L beer andwhirlpool trub: approximately 0.008 kg/L beer and spent Kieselguhr: 0.004–0.008 kg/L.
Several legal requirements carry weight in decisions in the beverage industry:
• For industrial waste, the stringency of waste management requirementsin the beverage industry (including brewing) has been increased in Europein recent years. The consequences are an increasing cost factor due totreatment or dumping. In brewing, diatomaceous earth (Kieselguhr) isincreasingly scrutinised because legislation about dumping has comeinto effect since 2002. In Germany, legislation was reinforced in 2005by a technical regulation related to domestic waste and material recyclinglaw.
Table 35.2 Typical resources consumption (Moll, 1991; CBMC, 2002; Fillaudeau etal., 2006)
Parameter Unit Range
Raw materials Malt g/L 100–200Hops g/L 0.1Water consumption L/L 4–10Ferment L/L 0.01–0.1
Processing aids PVPP, siligel, etc. g/L 0.1Kieselguhr g/L 1–2
Energy supply Heat consumption MJ/L 1.7–3.0Electricity consumption kWh/L 0.08–0.12
Waste Wastewater discharge L/L 2.2–8.7g COD/L 8–25
Solid waste g/L <10–240Spent grain g/L 180–240Surplus yeast g/L 25Whirlpool trub g/L 8Spent Kieselguhr g/L 4–8
COD = chemical oxygen demandPVPP = polyvinyl polypyrrolidone

Brewing, winemaking and distilling: overview of wastewater 935
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
• From a public health point, the use of Kieselguhr sludge with spent grainas livestock feed is not a long-term solution and is not always viable.
• In terms of water management, strict legislation favours a reduction ofwater consumption and wastewater production in order to reduce thevolume to treat.
Water and wastewaterBreweries have a specific consumption of water ranging from 4–10 L water/L beer including brewing, rinsing and cooling water. The largest volume of
Inle
t
Raw material: malt, hops, yeast, water
Processing aids: Siligel, PVPP, Kieselguhr
Energy supply: heat, electricity
Malt
Milling
Water
Mash
cereal adjuncts
Mash Mashing wortseparation
Wort
Hops
BoilingWort
clarificationClarified
wortSpent hopshot break
Oxygen
Cooling andaerating
Water< 0.10 ppm O2
Bre
win
g p
roce
ssO
utl
et
Spent grains& hot break
Maturation &fermentationtank bottoms
Wastewater Beer
Kieselguhrsludge
Packaging
Sterilization
Rough beer
Excess yeasttank bottom
Greenbeer
Maturationvessel tank
bottom
Yeast
Primaryfermentation Maturation
Clarification
Dilution
Livestock feed
Fertiliser
Anaerobic digestion
Specific bioprocess
Mash separation
Extract recovery
Livestock feed
Fertiliser
Anaerobic digestion
Specific bioprocess
Tank bottom recovery
Aerobic treatment Livestock feed
Fertiliser
Anaerobic digestion
Dumping
Clarification
Cold sterilization
Fig. 35.3 Brewing process and effluent treatment.

936 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedwater is used as rinsing water in the brewing house (during the production)
and in the bottling plant. In addition to the hot water required for the brewingprocess (depending on the mashing programme and mash water cycles 0.9–1.1 L/L including false bottom rinsing, product displacement and vesselcleaning), additional quantities of hot water are needed in the plant forcleaning and sterilisation operations. Specific hot process water requirementsfluctuate widely between 0.2 and 1.5 L/L of cast wort (Schu and Stolz,2005). Cooling and brewing water only comprise a small part of the waterconsumption: cooling water is usually only needed as supplementation waterin a closed circuit; the brewing water is essentially the basis of the end-product (Braeken et al., 2004).
In brewing, the average water consumption is correlated to beer productionfor industrial breweries (Perry and De Villiers, 2003). Water consumption isdivided into 2/3 used in the process and 1/3 in the cleaning operations (Moll,1991). In the same way, the effluent to beer ratio is correlated to beer production.It has been shown that the effluent load is very similar to the water load sincenone of this water is used to brew beer and most of it ends up as effluent(Perry and De Villiers, 2003). The wastewater discharge will be equal to thewater supply minus the beer produced, water evaporated in brew house andutility plants, and the water present in the by-products and solid-wastes(spent Kieselguhr, surplus yeast and spent grains). Water loss along theprocess is estimated to be 1.3–1.8 L water/L beer.
(Water/Beer) = 2.89 + 8731200/Beer For 30 < Beer < 60 106 L/month
(Effluent/Beer) = 2.21 + 54589200/Beer Beer [L/month] with
Effluent/Beer and Water/Beer, [L/L beer
The brewing process generates a unique, high-strength wastewater as aby-product. The wastewater typically has a high biochemical oxygen demand(BOD) from the carbohydrates and protein used in brewing beer. Thewastewater from the brewery is usually quite warm (over 38 °C). Both thesespecificities make brewery wastewater an ideal substrate for anaerobictreatment. Anaerobic digestion of brewery wastewater is a proven processwith more than 250 full-scale systems in operation (Totzke, 2005).
Spent grainThe mashing process is one of the initial operations in brewing, renderingthe malt and cereal grain content soluble in water. After extraction, the spentgrains and wort (water with extracted matter) are called mash and need to beseparated. The amount of solid in the mash is typically 20–30 % but canreach 40 %. At present, spent grains, often mixed with yeast surplus and coldbreak (trub separation after cooling of wort), are sold as ruminant livestockfeed with an average profit close to 5 7/t (min: 1 7/t, max: 6 7/t, Knirsch etal., 1999). Anaerobic fermentation can be an attractive alternative to wastedisposal since it provides a gain of energy, although the composition of spentgrain (Table 35.3) requires a specific degradation process.

Brewing, winemaking and distilling: overview of wastewater 937
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Yeast surplusMaturation and fermentation tank bottoms constitute another source of sludgeestimated at 0.025 kg/L beer. Low-fermentation beer is produced throughtwo fermentation steps, the primary fermentation being when 90 % of thefermentable matter is consumed. Rapid cooling of the tank stops thisfermentation and causes the flocculation of insoluble particles and thesedimentation of yeast. The tank bottom becomes full of yeast and ‘greenbeer’. At present, the fermentation tank bottom generates a beer loss ofaround 1–2 % of production (Nielsen, 1989; Reed, 1989).
In brewing, surplus yeast is recovered by natural sedimentation at the endof the second fermentation and maturation. The yeast can be sold to theanimal feed industry. This brewing by-product has dry matter content closeto 10 %w/w and generates beer losses (or waste) of between 1.5 and 3 % ofthe total volume of produced beer.
Kieselguhr sludgeDiatomaceous earth has various advantages for filtration in the brewingprocess as reported by Baimel et al. (2004). The conventional dead-endfiltration with filter-aids (Kieselguhr) has been the standard industrial practicefor more than 100 years and will be increasingly scrutinised from economic,environmental and technical standpoints in the coming century (Hrycyk,1997; Knirsch et al., 1999). Approximately two-thirds of diatomaceous earthproduction is used in the beverage industry (beer, wine, fruit juice and liqueurs).The conventional dead-end filtration with filter-aids consumes a large quantityof diatomaceous earth (1–2 g/L of clarified beer) and carries seriousenvironmental, sanitary and economical implications (Modrok et al., 2006).At the end of the separation process, diatomaceous earth sludge (containingwater and organic substances) has more than tripled in weight. From theenvironmental point of view, the diatomaceous earth is recovered from open-pit mines and constitutes a natural and finite resource. The resources ofgood-quality Kieselguhr are limited and brewers are facing problems withthe continuously increasing iron content of the raw material. After use, recovery,recycling and disposal of Kieselguhr (after filtration) are a major difficulty
Table 35.3 Composition of spent grains and their ability to degrade (Voigt andSommer, 2005)
Ingredient Barley malt Wheat malt Degradation
Protein 20–22 20–18 EasyFat 16–18 15–18 EasyStarch 0.8–1.0 0.6–1.0 EasyHemicellulose 25–30 35–40 DifficultCellulose 18–20 14–16 DifficultLignin 8–10 4–7 DifficultAsh 3–4 3–4 Difficult

938 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
iteddue to its polluting effect and the increasing cost of disposal. From a health
perspective, the diatomaceous earth is classified as ‘hazardous waste’ beforeand after filtration (The World Health Organization defines the crystallinesilica as a cause of lung disease) and its use requires safe working conditions.From an economic standpoint, the diatomaceous earth consumption and sludgedisposal generate the main cost of the filtration process ranging between0.0025 and 0.007 7/L. In Europe, the economic aspect is strengthened becauseits consumption is higher (around 1.7 g/L of clarified beer). The disposalroutes of Kieselguhr sludge are into agriculture and recycling with an averagecost of 170 7/t. Disposal costs vary widely from one brewery to anotherwith a positive income of 7.5 7/t up to a maximum charge of 1100 7/t ofKieselguhr purchased (Knirsch et al., 1999).
35.2.2 Wine industryThe wine industry can be divided into two sectors of activity:
• wine production (winemaking) within the wineries that creates wineryeffluents and co-products: pomace, lees;
• transformation/recycling of winery co-products within wine distilleries(alcohol distillation, extraction of components, etc.), whose wastewatersconsist mainly of stillage.
These two sectors can be differentiated by the highly different productionprocesses and raw materials used, leading to different types of effluent producedand treatment and recycling methods specific to each one (Fig. 35.4).
One of the main characteristics of winery effluents is linked to the seasonalcharacter of the production with heavy pollution loads discharged over ashort period of time (grape harvest, winemaking). The transformation of theby-products resulting from wine production (pomace, lees) by distilleriesleads to the production of highly polluted wastewater (stillage).
The range of methods for treating and eliminating effluent (spreading,biological wastewater treatment, aerobic and anaerobic techniques, heatconcentration, etc.) was transposed to the wine sector. However, constraintslinked to the characteristics of the effluents and the companies involvedresulted in the emergence of suitable treatment methods: aerated storage,aerated lagooning, natural evaporation for winery effluents, anaerobic digestionfor stillage, etc. (OIV, 1999; ITV, 2000).
Winery wastewaterWater use and wastewaterWinery wastewater mainly consists of the water used to wash and cleanwinery equipment and facilities used for destalking, pressing, racking, alcoholicand malolactic fermentation, clarifying, tartaric stabilisation, filtering andbottling operations. The organic pollution of the effluent is due to thecontribution of matter from wash water and product loss.

123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Gra
pe
Mu
st
Win
e
Win
ery
Dis
tille
ry
Po
mac
eS
talk
ing
Pre
sses
Was
hin
g,
clea
nin
gw
aste
wat
erA
lco
ho
licfe
rmen
tati
on
Mal
ola
ctic
ferm
enta
tio
n
Rak
ing
s
Lees
Win
es
Filt
rati
on
Cla
yS
tilla
ges
Dis
tilla
tio
nex
trac
tio
ns
Filt
rati
on
Tart
aric
stab
ilisa
tio
n
Bo
ttlin
gW
iner
y w
aste
wat
er
Sp
read
ing
Eva
po
rati
on
po
nd
Bio
log
ical
oxi
dat
ion
An
aero
bic
dig
esti
on
An
aero
bic
dig
esti
on
Co
nce
ntr
atio
n
Eva
po
rati
on
po
nd
Co
mp
ost
Sp
read
ing
Alc
oh
ol
Bra
nd
y
Cal
ciu
m t
artr
ate
An
tho
cyan
ins
Po
lyp
hen
ols
Co
mp
ost
s
See
ds,
oil
Fig
. 35.
4O
verv
iew
of
win
e in
dust
ry p
roce
sses
and
was
te w
ater
pro
duct
ion.

940 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedWineries vary considerably, in production capacity – from several tens of
thousands to several tens of millions of litres of wine – and as a result of theextremely varied vinification methods and techniques used. They also varyas to their water resources – underground and/or drinking water systems – aswell as to the wastewater treatment methods that they use and to the level ofawareness of the operators responsible for water management. All thesedifferences lead to water consumption levels that vary considerably fromone establishment to another: from 0.3–10 L of water per litre of wineproduced (Duarte et al., 1998; Picot and Cabanis, 1998; ITV, 2000). Theestablishment of regulations and the levying of taxes on winery effluents, theimplementation of water purification treatments and the improved awarenessof operators in relation to water management have contributed to the reductionof water consumption to approximately 0.8 L/L (Rochard et al., 1996; ITV,2000; Rochard, 2005). The amount of taxes levied on waste depends on thecountry; the French and Italian wine industries generate six times less effluentsthan those of Spain where taxes are lower (Prodanov and Cobo Reuters,2003; Bustamante et al., 2005). The seasonality of wine production activityis an important factor to be taken into consideration in the management ofwastewater treatment. Of the annual volume of effluents 60 % is producedover a period of approximately two months (harvest/vinification) and wasteproduction is maximal from the start.
Water managementAfter separating rain water from uncontaminated process water (coolingwater), efforts to reduce water consumption focused on washing and cleaningoperations, the choice of materials and the intrinsic consumption of thevarious operations involved. Since the washing of facilities (tanks, equipment,floors) is a major source of water consumption in wineries, the use of high-pressure blowers (> 50 bars) or medium-pressure blowers (20–40 bars) thatare just as efficient but without the disadvantages (less splattering, aerosolsand abrasion), makes it possible to reduce water consumption (Seegers,2006). The nature and the quality of tank construction materials are alsoconsidered in terms of water management. For example, the use ofelectropolished-type stainless steel for tanks not only reduces the quantity ofwater required for washing but the pollution load discharged into the wateras well, as a result of decreased adherence and retention of matter on the tanksurface. Concerning cleaning (disinfecting) of equipment, the application ofchemicals (biocides) in the form of foams is recommended to limit productconsumption and to increase efficiency.
Among the different vinification operations, the filtering of musts andwines is an important step in the management of water and waste. Membranefiltering processes (tangential microfiltration) applied to wine productionare a considerable improvement in terms of the environmental impact ofvinification processes (Moutounet and Vernet, 1998). Some of the advantagesoffered by membrane filtration as opposed to clay filtration are: the suppression

Brewing, winemaking and distilling: overview of wastewater 941
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedof filtration waste (using clay), whose elimination is increasingly difficult;
the decrease in raw material loss (loss of wine through imbibitions), and thereduction of the pollution load in effluents. Nevertheless, water consumptionfor membrane filtration, linked to cleaning-in-place (CIP) procedures, is notactually less than that of clay filtration (Kerner et al., 2004). Moreover, thesubstitution of mineral filtration additives with substances suitable forreconditioning (Salame et al., 1998) or biodegradation (Erbslöh, 2006)contributes to the improved management of filtration residues.
Tartaric stabilisation of wines is a very specific operation and necessaryif the wine is to conform to quality criteria. It is often carried out by coolingthe wine at temperatures below freezing (–4 °C) for around eight days, andthen filtering it to eliminate potassium acid tartrate precipitates. This processconsumes a great deal of electrical energy (5 kWh/m3 wine) and producesconsiderable quantities of waste (filtration clay: 2 kg/m3 wine). Electrodialysisis a new technology used for the tartaric stabilisation of wine (Escudier etal., 1993) with a better environmental record: energy consumption is greatlyreduced (0.5–1 kWh/m3) and filtration wastes are eliminated. Waterconsumption in the electodialysis brine circuit (0.1 L/L wine) can be reducedthrough reverse osmosis (RO) of the brine and by recycling the permeate inthe process (Bories et al., 2006).
Organic load and composition of winery wastewatersStudies on winery effluents have generally focused on the evaluation ofoverall pollution loads on the basis of pollution measurement criteria –chemical oxygen demand (COD), biological oxygen demand (BOD, suspendedsolids (SS), etc. This research has shown that there is a wide disparity betweenwinery effluents depending on the winery, the activity and the productionperiod. On average, winery effluents have a COD close to 15 g O2/L, andthis organic load is easily biodegradable (COD/BOD < 1.5). Low nitrogenand phosphorus contents are observed and contribute to an insufficient BOD/N/P ratio in aerobic biological treatment. The quantity of sugars (glucoseand fructose) in musts – 200–250 g/L – and ethanol in wines – 100–120 g/L – that present a similar COD (# 250 g O2/L), contribute to the high organicload of effluents. Cleaning and disinfecting chemicals mainly consisting ofcaustic soda and biocides (hypochlorite, hydrogen peroxide, quaternaryammonium), very occasionally lead to a high level of alkalinity of the effluents(pH > 10) that are generally acidic (pH 3.5–5).
The detailed composition and the proportion of the different componentsof the pollution load of winery effluents have recently been studied (Borieset al., 1998; Colin et al., 2005). Ethanol is the major organic component andaccounts for up to 90 % of the COD, except during the grape harvestwhen it is mainly sugars (Table 35.4). Winery effluents may contain almost1 % (vol/vol) ethanol, corresponding to a wine diluted ten-fold. A closecorrelation has been shown between the COD of winery effluent and ethanolcontent.

942 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Winery stillageWater use and wastewaterThe recovery of alcohol by wine distilleries through the distillation of wineryco-products – pomace and lees – leads to the production of wastewater:pomace stillage and lees stillage (Fig. 35.4). Brandy production and thedistillation of excess wine production generate wine stillage. Taking thealcohol content of co-products into account (5–12 % v/v), the stillage volume(dealcoholised product + condensed steam) represents approximately 10–20 L/L of pure alcohol.
Water consumption in wine distilleries is obviously linked to the productionof steam for distillation and cooling (condensers, exchangers), as well as tothe extraction of alcohol from the pomace by steeping with water. The recyclingof pomace stillage for the extraction of pomace alcohol is used to reducewater consumption. Contrary to wineries whose waste production isconcentrated over short periods of time, distillery activity is spread out overa large part of the year as a result of the chronology of the production of co-products – pomace, lees, wine – and their storage.
Load and composition of distillery stillageThe dissolved organic components found in stillage are glycerol, organicacids (tartaric, malic/lactic, succinic, acetic) and other wine components(phenolic compounds, nitrogenous matter and polysaccharides). The absenceof ethanol in the stillage clearly differentiates it from winery effluent. Threetypes of stillage – lees, pomace and wine – have very distinct characteristics(Table 35.5).
Lees stillage is rich in suspended matter (50–100 g SS/L): yeasts andcrystals of potassium hydrogen tartrate, giving it a particularly high rawCOD (80–120 g O2/L). Of the dissolved organic matter in detartrated leesstillage (COD d # 30 g O2/L) 45 % is due to simple compounds (glycerol,
Table 35.4 Composition and breakdown of the COD of winery waste water
Concentration (g/L)1 % COD/d
pH 5.0Suspended solids (g /L) 3.3COD raw (g O2/L) 14.6COD dissolved (g O2/L) 12.7 100Ethanol (g/L) 4.9 80.3Glucose + fructose (g/L) 0.87 7.3Glycerol (g/L) 0.32 3.1Tartaric acid (g/L) 1.26 5.3Malic acid (g/L) 0.07 0.4Lactic acid (g/L) 0.16 1.2Acetic acid (g/L) 0.30 2.6
1except pHCOD = chemical oxygen demand

Brewing, winemaking and distilling: overview of wastewater 943
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
organic acids), and 55 % is due to complex substances (phenolic compounds,polysaccharides, nitrogenous compounds). Lees stillage has a relatively lowBOD/COD ratio of 0.36, highlighting the limited biodegradability of theorganic load.
Pomace stillage resulting directly from the extraction of alcohol and sugarsby washing with water has a COD of 15–20 g O2/L, whereas recycled pomacewine stillage is characterised by a high organic load (COD: 30–50 g O2/L).
Almost 70 % of the organic load of wine stillage (COD: 20–30 g O2/L)consists of glycerol and organic acids. The BOD/COD of wine stillage is thehighest (0.44–0.52) and testifies to its satisfactory biodegradability in relationto the high proportion of simple substances.
Concerning the nitrogen and phosphorus composition, pomace and leesstillage have BOD/N/P ratios of 100/3.2/2.0 and 100/3.8/1.6, respectively(Bories, 1978). However, wine stillage is characterised by a ratio of 100/0.6/0.4 that clearly reveals the deficiency in N and P for aerobic biologicaltreatment.
Concerning the mineral composition of stillage, potassium is the majorelement. It can be very highly concentrated in lees stillage (8–10 g K/L).Moreover, detartrated lees stillage is rich in sulphate (8–10 g SO4/L) or chloride,depending on the reagents used for the extraction of calcium tartrate: lime/calcium sulphate or lime/calcium chloride.
35.2.3 Distilling industryA project launched in 2002 between Indian organisations and Europedemonstrated that distilleries are one of the 17 most polluting industries
Table 35.5 Composition of stillages from wine distillery (Bories, 2006)
Pomace stillage Lee stillage Wine stillage
Not Recycled Without After(White wine)
recycled tartrate tartraterecovery recovery
pH 3.8 3.7 4.9 4.9 3.2Suspended solids (g/L) 0.69 2.4 86.9 64 3.25COD raw (g O2/L) 17.3 46.8 100 76 29.8COD dissolved (g O2/L) 15.2 44.9 36.1 27.2 26.2Ethanol (g/L) 0 0.13 0 0.07 0Glucose + Fuctose (g/L) 0 6.8 0 4.8 0Glycerol (g/L) 3.69 4.28 2.58 2.22 7.5Tartaric acid (g/L) 4.64 5.66 30.0 2.46 2.7Malic acid (g/L) 0 0 0.447 0.10 –Lactic acid (g/L) 1.13 13.0 4.58 3.53 5.6Acetic acid (g/L) 0.58 2.64 2.87 2.71 –Sulfate (SO4) (g/L) 0.264 0.62 0.885 8.09 –
COD = chemical oxygen demand

944 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedlisted by the Central Pollution Control Board (Nataraj et al. 2006). For each
litre of alcohol produced, the molasses-based distilleries would usually havewater consumption per litre of alcohol produced of 14–22 L in processapplications (yeast propagation, molasses preparation, steam generation) and100–240 L in non-process applications (cooling water, steam generation).They generate about 8–15 L of wastewater.
In all the schemes, it is possible to distinguish two types of wastewater:
• wastewater with high solids concentrations as spent wash (named alsostillage or vinasse) removed from the bottom of the column receivingthe fermented broth,
• wastewater with very low solids concentration as cooling water used toevacuate the heat from the fermentation and distillation steps and thecondensates from the stillage concentration plants.
The treatment of the first is very dependent on the raw material used for thefermentation. In contrast, in the second case their characteristics are thesame.
Spent wash from the distillation columnThe main difficulty comes from the spent wash issued from the bottom of thecolumn receiving the fermented broth. Its composition, treatment and recyclingschemes depend on the raw material used to produce the alcohol. The process,with cane and beet sugar products, is nearly the same and reported in Fig. 35.5.
The distilleries that ferment cane juice produce spent wash with a lowconcentration of solids (2–4 % solids) but high COD level (14–34 g/L)(Table 35.6) (Decloux and Bories, 2001). Their biodegradability is high(BOD/COD > 0.6) as 87 % of the COD of the cane juice stillage is representedby simple compounds: glycerol, organic acids. The glycerol alone represents38 %. Direct land application, anaerobic biodigestion, aerobic treatment anddischarge in aquatic environments are the main post-treatments.
Fermentation units working with cane molasses or green cane syrup needdilution water to decrease the sugar concentration to 16 % before fermentation.They produce stillage (8–10 % solids) of variable chemical compositionwith high mineral and organic matter content. Its COD is between 60 and120 g/L. The BOD/COD ratio (0.3–0.35) demonstrates the limitedbiodegradability of the organic load. Substances which are not easilybiodegradable represent a large proportion of the COD. It is made up ofcomplex compounds (hetero-polymers) responsible for the dark brown colourof molasses stillage (phenolic compounds, mixtures of caramels, melanoidinsand products of the alkaline degradation of hexoses). The mineral load ismainly made up of potassium (4–12 g/L), magnesium (2–3 g/L), calcium(2–3 g/L) sulphate (4–8 g/L) and chloride (5–6 g/L). Cane molasses stillageis rich in glycerol. Direct land application, anaerobic digestion, aerobictreatment, livestock feed production and other forms of recycling are themain post-treatments.

Brewing, winemaking and distilling: overview of wastewater 945
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Inle
tP
roce
ssO
utl
et
Su
gar
bee
tS
ug
ar c
ane
Wat
er
Tem
per
atu
rere
gu
lati
on
(wat
er)
Aer
atio
nM
ixin
g
Co
olin
g w
ater
Ste
amP
um
pin
g
1. F
erm
enta
tio
n2.
Dis
tilla
tio
n
3. E
vap
ora
tor
Win
e
Dis
tilli
ng
pro
cess
wit
hca
ne
and
bee
t p
rod
uct
s
CO
2
Alc
oh
ol
Co
nd
ensa
te
Aer
ob
ic t
reat
men
tD
iges
tio
nR
ever
se o
smo
sis
(wat
er r
e-u
se i
nfe
rmen
tati
on
)
Co
nce
ntr
ated
sti
llag
e
Fert
ilise
r
Live
sto
ck f
eed
Th
in s
tilla
ge
Off
sho
re d
um
pin
g
Ext
ract
ion
of
salt
s
Bio
dig
esti
on
Aer
ob
ic t
reat
men
t
Sp
ecif
ic e
xtra
ctio
ns
Th
in s
tilla
ge
bac
kset
Fig
. 35.
5Ty
pica
l di
stil
ling
pro
cess
wit
h ca
ne a
nd b
eet
prod
ucts
.

946 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Almost all the distilleries using beet juice are located alongside a sugarbeet factory. The spent wash is recycled into the beet diffuser. Outside thebeet harvest period, distilleries produce alcohol principally from molasses,green syrup (intermediate crystallisation products) or sugar syrup. As thetotal dissolved solids of the raw material is around 75 %, a mixture of waterand backset stillage is used to dilute the broth to about 16 % sugar beforefermentation. The amount of backset stillage is limited by the increasingosmotic pressure induced. The excess must be treated. Stillage from beetmolasses fermentation has an acid pH, a dry matter content of about 100 g/L including 60 % of organic matter, a COD of around 60 g/L and a BOD ofabout 30 g/L (Table 35.7). The potassium content (K2O) is high (8 g/100 g solids) as well as the glycerol (6 g/L) and betaine (15–20 g/L). Themain utilisation is to concentrate it to produce liquid fertiliser (syrup with55 % solids) with, in certain cases, an extraction of potassium sulphate crystals.Other forms of recycling are in study. The main cereals used to produceethanol are maize in the USA and wheat in Europe and Australia. The generalprocess in represented in Fig. 35.6.
There are two main production processes differentiated by the initialtreatment of the grain. In the first one, the whole grain is used to produce themash: the entire corn kernel or other starch grain is first ground into flourand processed without separating out the various component parts of thegrain. Water is added to form a ‘mash’. This slurry is then treated with aliquefying enzyme called α-amylase to hydrolyse the cereal to dextrins,which are a mix of oligosaccharides. The hydrolysis is done above the
Table 35.6 Characteristics of stillage from sugar cane products (juice, molasses andmixed) (from Cortez et al., 1999)
Parameter Juice Molasses Mixed
pH 3.7–4.6 4.2–5.0 4.4–4.6BOD (g/L) 6–16.5 25 19.8COD (g/L) 15–33 65 45Total solids (g/L) 23.7 81.5 52.7Organic matter (g/L) 19.5 63.4 38.0Reducing substances (g/L) 7.9 9.5 8.3Volatile matter (g/L) 20.0 60.0 40.0Fixed matter (g/L) 3.7 21.5 12.7Nitrogen (N) (g/L) 0.15–0.70 0.45–5.18 0.48–0.70Phosphorus (P2O5) (g/L) 0.01–0.21 0.10–0.29 0.09–0.20Potassium (K2O) (g/L) 1.2–2.1 3.74–7.83 3.34–4.60Calcium (CaO) (g/L) 0.13–1.54 0.45–5.18 1.33–4.57Magnesium (MgO) (g/L) 0.2–0.49 0.42–1.52 0.58–0.70Sulfate (SO4) (g/L) 0.60–0.76 6.4 3.7Carbon (C) (g/L) 5.7–13.4 11.2–22.9 8.7–12.1C/N ratio 19.7–21.07 16–16.27 16.4
BOD = biological oxygen demandCOD = chemical oxygen demand

Brewing, winemaking and distilling: overview of wastewater 947
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
temperature of gelatinisation of the cereal by cooking the mash at an appropriatetemperature to break down the granular structure of the starch. The dextrinsare further hydrolysed to glucose in the saccharification process using theexo-enzyme glucoamylase. Then the mash is cooled and transferred tofermenters where yeast is added. After fermentation, the resulting ‘beer’ istransferred to distillation columns where the ethanol is separated. The stillageextracted at the bottom of the column is sent through a centrifuge that separatesthe coarse grain from the solubles that are then concentrated to about 30 %solids by evaporation, resulting in condensed distillers solubles (CDS) or‘syrup’. The coarse grain and the syrup are then dried together to producedried distillers grains solubles (DDGS), a high-quality and nutritious livestockfeed. Most of the new corn distilleries use this process or a minor variationof it. In the second process, the different parts of the grain are separatedbefore hydrolysis of the starch. For the wheat, the separation process is thesame to produce the flour, and then the fibre and the gluten are removed andprocessed separately. The advantage of this process is a better recyclingvalue of the co-products and easier fermentation, but the disadvantage is adrop in the yield as the recovery of the starch is not complete.
For maize the grain needs to be soaked or ‘steeped’ in water and dilutesulphurous acid for 24 to 48 hours to facilitate the separation of the graininto its many component parts. After steeping the grain slurry is processedthrough a series of grinders to separate the germ. The remaining fibre, glutenand starch components are further segregated using centrifugal, screen andhydroclonic separators. The steeping liquor is concentrated in an evaporatorand co-dried with the fibre component. It is then sent to the livestock industry.The gluten component (protein) is filtered off and dried to produce thegluten meal co-product. This process requires large volumes of water (1.3 m3/
Table 35.7 Composition of concentrated beet molasses stillage(g/100 g solids) from three different French sugar plants(Decloux and Bories, 2002a)
Plant 1 2 3
Mineral solids 30.5 27.6 21.1Organic solids 69.5 72.4 78.9Glycerine 9.0 13.6 26.0Betaine 14.4 14.2 12.8Sodium 2.0 2.4 0.9Potassium (K2O) 7.7 10.7 8.8Sulfate 1.2 1.0 1.5Chloride 1.0 4.5 3.8Calcium 0.08 0.3 0.2Magnesium 0.03 0.02 0.03Nitrogen (N) 4.2 4.04 2.9TOC 37.0 36.88 42.4
TOC = total organic compounds

123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Fig
. 35.
6T
ypic
al d
isti
llin
g pr
oces
s w
ith
cere
al p
rodu
cts.
Inle
tP
roce
ssO
utl
et
corn
wh
eat
Wat
er
Tem
per
atu
rere
gu
lati
on
(wat
er)
Aer
atio
nM
ixin
g
Co
olin
g w
ater
Ste
amP
um
pin
g
1. F
erm
enta
tio
n
2. D
isti
llati
on
3. E
vap
ora
tor
Bee
r
Dis
tilli
ng
pro
cess
wit
hca
ne
and
bee
t p
rod
uct
s
CO
2
Alc
oh
ol
Co
nd
ensa
te
Aer
ob
ic t
reat
men
tD
iges
tio
nR
ever
se o
smo
sis
(wat
er r
e-u
se i
nfe
rmen
tati
on
)
Co
nce
ntr
ated
still
age
Live
sto
ck f
eed
Th
in s
tilla
ge
Mill
ing
+liq
uef
acti
on
+sa
ccha
rific
atio
n
4. D
ryer
DD
GS
Cen
trif
ug
atio
n
Thin stillage backset
DG
S (
dis
tille
r g
rain
s w
ith
so
lub
les)

Brewing, winemaking and distilling: overview of wastewater 949
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedt of maize) involving large volumes of diluted solutions to concentrate. The
starch and any remaining water from the mash can then be processed in oneof three ways: fermented to ethanol, dried and sold as dried or modified cornstarch, or processed into corn syrup. The fermentation process for ethanol isvery similar to the cane or beet juice process described previously.
In the USA, most fuel ethanol is produced from maize following eitherthe dry-grind (67 %) or the wet-mill (33 %) process. Theoretically, 1 kg ofcorn can yield a maximum of 0.44 LPA. Realistically, however, a yield ofbetween 0.37 and 0.41 LPA/kg is common, although the newest plants canachieve up to 0.42 LPA/kg (Rosentrater and Kuthukumarappan, 2006). Theproduction of DDGS is 0.30 kg/kg maize. The chemical properties of maizedistillers dried grains with solubles were reviewed by Rosentrater andKuthukumarappan (2006) and are reported in Table 35.8.
Until now, recycling of the co-products was mainly in the form of livestockfeeds as DDGS. A potential market exists in the world’s animal feed industrywhere traditionally-used sources of protein such as animal by-products andfish meal have been either eliminated due to concern surrounding mad cowdisease (BSE) or have becomed less available and more costly. The combinedprotein and energy value of ethanol by-products gives them tremendouspotential in animal feeds across the world. Nevertheless, research is beingcontinued to find better reuse opportunities and the bio-refinery conceptwhere the parameters are chosen not only for the ethanol production but alsofor the valorisation of the co-product is generally accepted. (Dawson, 2003).
As new technologies are implemented, adding value to co-products isessential to the profitability of the fuel business. This will require a moreholistic approach to ethanol in dry-grind plants. Optimisation of co-productsas well as ethanol yield must be considered.
Wastewaters with very low solids contentsAs highlighted previously, ethanol is produced by fermentation of a mustcontaining fermentable molecules from which it is separated by distillation.For fuel alcohol dehydratation a step using molecular sieves is added. In allcases, the plant needs cooling water to evacuate the heat from the fermenters
Table 35.8 Chemical properties of corn (Rosentrater andKuthukumarappan, 2006)
Property Reported values
Dry matter % 86.2–93.0Protein % solids 26.8–33.7Fat % solids 3.5–12.8Nitrogen free extract % solids 33.8–54.0Starch % solids 4.7–5.9Total dietary fiber % solids 25.0–39.8Ash % solids 2.0–9.8

950 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedand from the top of the distillation columns. To prevent any decrease in
fermentation kinetics, water cooler than 30 °C is necessary. In the condensersof the distillation columns, the cooling water temperature must be loweredas the distillation pressure is lowered, but generally not lower than 45 °C.The dehydratation step also needs cooling water at about 50 °C.
Some small distilleries may be on the coast or near a river and use thecooling water in an open loop (pumping in cold water and sending the heatedwater back into the sea or river). However, with the increasingly stringentenvironmental rules, this scheme is less and less used. The distillery plantsmust have a cooling system to recycle the water. Most of them use an air-cooling exchanger. This implies evaporation of water into the air and hencethe necessity to replace it with fresh water. Furthermore, to prevent saltaccumulation in this cooling loop, a small flux of water must be regularlyremoved from the system. Thus a consumption of fresh water is necessary toensure heat removal from the distillation columns. The main problem of thiscircuit is not the water consumption or the water quality even if disinfectanttreatments are needed to prevent bacterial development, but the difficulty inreaching sufficiently low temperatures, in particular in warm countries withhumid air. In some very large fuel plants an electrical cooling system may bethe solution.
The concentration of stillage by evaporation generates large volumes ofcondensate which cannot be discarded without treatment because of its CODwhich ranges from 1–10 g/L (Morin et al., 2003). It is mainly used as waterfor irrigation. However, tight regulations make this utilisation has easy thanit looks. Furthermore, alcoholic fermentation requires a major input of water.Some treatments are in study to allow the recycling of this water in fermentersare being studied.
35.3 Most widely used treatment methods: Livestock feed,discharge, anaerobic and aerobic treatments, incineration
Several techniques can be considered as existing industrial practice, butlivestock feed, discharge in soil, and biological (aerobic and anaerobic)treatments stand as the most widely used. The specificity of the brewing,winemaking and distilling industries leads to different levels of developmentfor each technique (Table 35.9). Their levels of development, advantagesand constraints are reported. The choice of wastewater treatment techniquesis based on numerous parameters:
• knowledge of process and product specificities;• characterisation of the effluent (nature, composition, concentration,
flowrate);• historical, economical and environmental constraints;• efficiency of the technique in agreement with BAT selection.

123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Tab
le 3
5.9
M
ost
wid
ely
used
tec
hniq
ues
– sy
nthe
sis
of b
iolo
gica
l an
d te
chno
logi
cal
path
way
s to
min
imiz
e ef
flue
nt p
rodu
ctio
n an
d w
ater
cons
umpt
ion
(A–L
: ac
adem
ic w
ork
on t
he l
abor
ator
y sc
ale;
A–P
P:
acad
emic
wor
k on
the
pil
ot-p
lant
sca
le;
I–N
D:
indu
stri
al a
ppli
cati
on –
new
deve
lopm
ent;
I–C
P:
Indu
stri
al a
ppli
cati
on –
cur
rent
pro
cess
)
Bre
win
g in
dust
ryW
ine
indu
stry
Dis
till
ing
indu
stry
Spe
nt g
rain
Yea
st s
urpl
usK
iese
lguh
rW
iner
yS
till
age
Sug
ar b
eet
Sug
ar c
ane
Whe
at(m
ash)
(tan
ksl
udge
effl
uent
mai
zebo
ttom
s)
Liv
esto
ck f
eed
I–C
PI–
CP
I–C
PI–
CP
I–C
PI–
CP
Dir
ect
land
app
lica
tion
I–C
PI–
CP
I–C
PI–
CP
I–C
PI–
CP
Fer
tili
ser
I–C
PI–
CP
I–C
PI–
CP
I–C
PI–
CP
I–C
PC
ompo
stin
gA
–PP
A–P
PI–
CP
A–P
PA
–PP
Dum
ping
/off
shor
e du
mpi
ngI–
CP
I–C
PE
vapo
rati
on i
n po
ndI–
CP
Ana
erob
ic d
iges
tion
I–C
PI–
CP
I–C
PI–
CP
I–C
PA
–PP
/I–N
DA
–PP
/I–N
DA
erob
ic t
reat
men
tI–
CP
I–C
PI–
CP
I–C
PI–
CP
I–C
PI–
CP
I–C
PIn
cine
rati
onA
–PP
/I–N
DI–
CP
A–P
PI–
ND

952 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedIn the brewing and distilling industries, the most common treatment is
livestock feed, discharge in soil and biological treatment. In wine production,the choice of wastewater treatment techniques is based on the seasonal natureand dependent on winery production capacities. Spreading and naturalevaporation were among the first treatments to be implemented since theysuit the variability of the pollution load and the technical and economiccontext of the sector (limited operating costs and investment). With thedevelopment of biological wastewater treatment technologies, companieswith large production capacities (distilleries, wineries) began using aerobicand anaerobic biological processes. The specificities of the composition ofwinery effluents were also a determinant factor in the study and developmentof new treatment methods (fractionation, membrane separation) and valorisation(molecule production/extraction).
35.3.1 Livestock feedIn breweries, the livestock feed is limited by several economical, technologicaland biological constraints. The fibre content of spent grain is 150–160 g/kg DM (dry matter) making them unsuitable as a feed for non-ruminantanimals (pork, poultry). Spent grain is bulky, due to its high water content(70–80 % w/w) making handling and transport inefficient. In wet form thespent grain is not stable and must be consumed within two or three daysotherwise a biological degradation takes place. The production of spent grainis high in summer when the demand for cattle feed is low, and in certainareas (Africa, Singapore) the cattle feed market does not exist.
Heineken Technical Service and 2B Biorefineries (Bruijn et al., 2001;Schwencke, 2006) adapted a grass separation method for use with spentgrains, which is environmentally sustainable, applicable world-wide andeconomically viable. The process separates spent grains into two usefulfractions, a ‘protein concentrate’ and a ‘fibre concentrate’ and produces awastewater stream. Wet spent grains (0.18–0.2 kg/L beer with 20–25 % w/w DM) are collected in a tank from which it is measured into an impellermixed tank. Water (0.54–0.80 kg/L beer) at 80 °C is added to obtain asuspension of 5 % w/w DM. This suspension is pumped through a vibratingscreen, which separates water and small particles (70 % vol/vol with 1.5–2 % w/w DM) and the coarse material (30 % vol/vol with 16–18 % w/w DM).After separation, the fibre material is fed into a screw press for water removalto reach 40 % w/w DM (0.095–0.140 kg/L beer), and the protein fraction isfed into a scroll-type decanter, where it can be dehydrated to 30 % w/w DM(0.030–0.050 kg/L beer). The liquid stream coming from the screw pressand the decanter is recirculated to the mixing tank and extracted as drain(0.60–0.85 L/L beer with an estimated COD 0.02 kg/L). In 2001, the proteinconcentrate fetched 170 7/t (88 % w/w DM) and the fibre concentrate, 20 7/t (45 % w/w). The value of the protein product is the most important factorand determines the success and applicability of a spent grain separation

Brewing, winemaking and distilling: overview of wastewater 953
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedprocess. Three scenarios can be investigated: (i) direct cattle feed with spent
grain; (ii) press and burn all spent grain without separation; (iii) separatespent grain, combust the fibres (see Section 35..3.5) and sell the proteins aswet product (30 % DM) or spray-dried (80 % DM). Schwencke (2006) reportspromising results with nutritional trials of 180 piglets (diet with 30 % proteincoming from spent grains). The protein content could be included in dietformulation with a net and metabolisable energy value of 117 and 18.0 MJ/kg DM, respectively.
At an experimental level, the incorporation of brewery waste (spent grain)into fish-feed (carp) was investigated by Kaur and Saxena (2004) in India.The better growth performance in fish fed on diets containing brewery wasteis attributed to the availability of good-quality protein, as the waste containsmore essential amino acids such as lysine, arginine and methionine than fishmeal and about three times the level of these amino acids present in ricebran. In beet and cane molasses alcohol production, because of the high salt,particularly potassium, content stillage used in ruminants is limited to 10 %of the diet to avoid laxative effects (Decloux and Bories, 2002; Nguyen,2003).
In contrast, for cereal alcohol production, cattle feed is the main utilisationof DDGS. Over the years, numerous research studies have been conducted inorder to optimise their use in feed rations and, as reported by Rosentrater andKuthukumarappan (2006), these studies have been comprehensively reviewedby Aines et al. (1986) and UMN (2006). However, today’s DDGS feedcustomers are asking for more information than the traditional moisture,protein, fat and fiber analyses. Animal nutritionists want complete nutrientprofiles of the ingredients and they want to know the variability of thesenutrients as well as the ability to select nutrients they need. Research projectsare underway that would modify the amino acid composition, proteincomposition or phosphors content of DDGS. DDGS market expansion beyondcattle to swine, poultry and aquaculture is dependent on improving the qualityand consistency of the DDGS coproduct.
35.3.2 Discharge in soil or ground waterMost of the effluents from various industrial sources were usually dischargeddirectly in the soil or in ground water. However, this possibility is decreasingdue to stringent environmental restrictions. World-wide scarcity of water isanother incentive for recovering pure water from such industrial effluents.
Direct land applicationIn the brewing industry, spent grain can be dumped; however, in addition torestrictions or expense, an economical and ecologically feasible solution isrequired. Legal restriction for landfill materials such as maximum organiccarbon content of 5 % strengthens these limitations. The spreadingcharacteristics of winery effluents are linked to the C/N (carbon/nitrogen)

954 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedratio; this is generally very high and can result at any given moment in a
considerable mobilisation of nitrogen in the soil, with a heavy organic loadthat can precipitate aerobic and anaerobic phenomena capable of leading tothe release of calcium, magnesium, iron and manganese, as well as to aconcentration in heavy metals (Debroux et al., 2004; Peres et al., 2004;Bustamante et al., 2005).
The practice of fusing cane or beet distillery stillage for spray irrigationis long established by ethanol production units. Nguyen (2003) highlightsthe way is which it is trucked as far as economically possible to sprayirrigate on cane and beet plantations. The practice varies with the raw material(cane juice or molasses) and the country. The advantages of direct returninclude formation of an initial buffer to the soil with calcium and magnesium,and improved soil physical properties, increased water and salt retentioncapacity and an increased soil microflora population. The disadvantagesinclude problems of strong smell, insect invasion, possible increase in soilacidity, salt leaching and putrefaction. Another reported problem is the buildupof sulphates. These sulphates are reduced in the soil to hydrogen sulphide(bad odour), which is then oxidised into sulphuric acid by sulphur bacteriain the soil. Mahimairaja and Bolan (2004) demonstrated that in India spentwash application at doses higher than 250 m3/ha is detrimental to crop growthand soil fertility, but its use at lower doses (250 m3/ha) remarkably improvesgermination, growth and yield of dryland crops.
As far as molasses stillage is concerned, direct land application of spentwash from molasses fermentation is no longer carried out in Europe. The lawdistinguishes between categories of effluent depending on the C/N ratio(Decloux and Bories, 2001). Indeed all nitrogen fertiliser of organic origin ismineralised at varying rates depending on the presence or absence of mineralnitrogen (essentially ammonium) and organic nitrogen close to mineral nitrogen(urea, uric acid). The C/N ratio is the main factor of evolution since itconditions the mineralisation rate. The volumes and possible periods of landapplication are not the same depending on the category of effluent.
Concentration and land application as fertiliserIndustrial waste from breweries, especially of organic origin, has a highpotential for several agricultural uses as reported in numerous works onlaboratory (in vitro or in vivo) or industrial scales. Firs, the use of brewerywastes in arid or semi-arid regions, where the organic matter content of soilsis rather low, may contribute to reducing environmental problems and enrichingthe soil. Second, soil-less substrates are used in horticulture for growingseedlings, plant propagation, vegetable production and the production ofornamental plants in pots; brewery wastes could be used as compost. Third,spent grains and yeast extracts are a source of complex carbohydrates thatmay have biological activity in order to fortify plants or stave off diseasewith various reported rates of success.
In Turkey, Kütük et al. (2003) investigated the effects of beer factory

Brewing, winemaking and distilling: overview of wastewater 955
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedsludge (BFS) mixed with soil on soil properties and sugar beet growth.
Increasing doses of brewery sludge has a significant effect on the vegetativegrowth of sugar beet plants. However, the effect of BFS on leaf growth wasmore pronounced than on root growth. The best application level seems to be10 t ha–1 considering root growth, this being the economic part of the sugarplant. Application above 10 t ha–1 negatively affected the root quality, possiblydue to high levels of organic acids, NH 4
+–N and NO3–N, all released duringmineralisation. BSF should be applied to the soil over six or seven months.
Garcia-Gomez et al. (2002) evaluated the use of compost (mixture of BFS(yeast and malt), 2.5 % and lemon tree prunings, 97.5 %) in the preparationof substrates for ornamental plants in pots, as peat substitutes and as analternative to commercial composts used as substrates, and to determine anylimitation to their use. Substrates were prepared by combining each compostwith Sphagnum peat (p) or commercial substrates (CS) in different proportion(0, 25, 50 and 75 %). The authors demonstrate that compost of agro-industrialorigin can be used for growing ornamental plants, provided the mixturecontains at least 25 % peat or CS (up to 75 % with peat and 50 % with CSfor calendula, and up to 50 % with peat or CS for calceolaria).
Rogers et al. (2001) studied the effects of formulations based on yeastfractions, spent grains fractions and hops extract, on commercial turf, growthand health. Liquid and dry BioTurf were composed of soluble and particulatefractions from spent grains, combined with yeast extract and glucan, andbetween 3 and 6 kg/100 m2 were applied in agricultural field trials. In allcases, BioTurf improved the visual appearance, the rate of growth and theresistance to disease. The biological components can provide basic nutritionin the form of N, P and K and are particularly active in restricting the growthof plant fungal pathogens, Microdochium, Rhizoctonia and Fusarium species.
In the beet molasses industry, concentrated beet stillage is mainly used asfertiliser. Researches have demonstrated the fertiliser value of stillage whichis classified as an NPK fertiliser. These fertilisers must contain more than 10% of (N + P2O5 + K2O) with a minimum of 3 % nitrogen and 6 % potash(K2O) and not contain more than 2 % chlorine. The nitrogen of stillage isalmost totally in organic form: amino acids, glutamic acid salts, betaine (2–4 %). Fertilising sugar beet with concentrated beet stillage improves theyield per hectare. Beet molasses stillage enjoys a particular status since it isa natural fertiliser produced on a large scale and whose quality is acknowledgedunanimously. Concentrated beet stillage can also be used in organic farmingin conformity with the European directive CEE 2092/91. The stillage isconcentrated at the output of the distillation column in multiple effectevaporators to 55 % solids. The final dry matter content is limited by therisks of spontaneous crystallisation of the potassium sulphate and the depositat the bottom of the storage reservoirs. However, the application of concentratedstillage cannot be made on all types of land and it requires a concentrationphase which is accompanied by a production of condensates with a COD (1–10 g/L) above the discharge norm. These condensates are most often treated

956 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedin lagooning or in aeration ponds. Research is being conducted on their
treatment to enable their recycling in fermentation (see later).As explained by Decloux and Bories (2002) during the concentration of
beet molasses stillage, large quantities of potassium tend to crystallise andclog up the evaporators. To limit this spontaneous formation of potassiumsulphate crystals during the concentration stage or during the storage of theconcentrated stillage, many distilleries acidify the fermentation must withhydrochloric acid instead of sulphuric acid, potassium chloride being muchmore soluble than potassium sulphate. It is, however, possible to promoteand control the crystallisation of potassium sulphate that is then used asfertiliser. Moreover, potassium sulphate crystallisation is a legal requirementwhen using stillage for cattle feed. It must in this case contain less than 2–3 % of potassium per unit dry matter and have a total nitrogen content(measured by mineralisation and multiplied by 6.25) at least equal to 39 %.To obtain complete precipitation of potassium and be within the acceptablelimits for using stillage in cattle feed, it is necessary to add sulphate ions,most of time ammonium sulphate (NH4)2SO4 that increase the total nitrogencontent of the concentrated stillage. The cost of the ammonium sulphate isthus in part compensated by a better utilisation of the stillage. Few beetmolasses distilleries go as far as to crystallise out the potassium sulphate. Onthe other hand, several distilleries do extract crystals from concentratedstillage, but only to avoid deposits in the storage reservoir.
CompostingTo integrate stillage into compost it is necessary to have solid matter available.In the case of wine distilleries, the stillage can be mixed with the grape. Inthe case of cane alcohol industry, Liu et al. (1995) have shown the utility ofcompost composed of stillage and bagasse. A technique of inoculating thestillage has been developed by Alfa-Laval. The sugar-distillery Yestwant inthe Maharastra in India mixes the cooled stillage with a foam (flocculateresulting from the purification by sulphitation and filtration in the presenceof bacilli) then inoculates the mixture with bacteria and fungi. It is thenspread over a large surface in the sun to dry. The compost is regularly (oncea week) turned over for aeration with a specially designed machine with alarge capacity (> 1000 m3/h). The total duration of composting is 11 weeks.All the stillage is treated before the rainy season. The compost is a muchsought fertiliser. More often, press mud generated from the sugar mill issimply mixed with distillery effluent (Nagaraj and Kumar, 2006).
In the beet industry, according to Madejon et al. (2001), direct applicationof concentrated stillage on agricultural land may lead to economical andenvironmental problems due to high salinity, low P content and high density.Then composting of stillage with other solid agricultural residues would beused to overcome these disadvantages by producing compost that is easilyhanded, with higher potassium content and lower salinity.

Brewing, winemaking and distilling: overview of wastewater 957
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedDirect dumping in ground water and sea
Some cane juice distilleries send their stillage into the sea at more or lessdepth. In the French West Indies theses discharges led to unacceptable problemsof pollution on the coast and most distilleries have had to build a biologicaltreatment plant.
Evaporation in pondsNatural evaporation of winery effluents is a relatively simple treatmenttechnique that has been developed in regions with temperate and dry climates,particularly in the south of France, where approximately 180 ponds exist inthe largest wine producing region (Languedoc Roussillon: 1.6 109 L wine).Effluents are stored in water-tight ponds (clay) until total evaporation, wherethe height of the water is determined by the difference between the evaporationcapacity and the rainfall. This treatment technique is in agreement with theaims of sustainable development (no consumption of fossil fuel, evaporationvia wind and sun). Storage in evaporation ponds is not subject to variationsin flow or pollution load, a major advantage for the treatment of wineryeffluents. The evaporating capacity can be improved using acceleratedevaporation by splashing the wastewater on supports with a large surfacearea (Duarte and Neto, 1996; Stock and Capelle, 1998).
The main disadvantage is the risk of noxious odours due to the fermentationand transformation of organic matter into volatile fatty acids (VFA) andother volatile compounds (Guillot et al., 2000; Desauziers et al., 2002; Bories,2005). Nevertheless, the formation of foul-smelling compounds can beprevented by the addition of nitrate and the use of anaerobic respiration(denitrification) for the degradation of carbon compounds (Bories, 2005).
Generally speaking, the problem of noxious odours linked to effluents(storage, treatment, etc.) is becoming increasingly important in the agrifoodsector (Paillier, 2005). Preventive treatments such as the inhibition offermentation with biocides or nitrate, or curative treatments such as degradationor neutralisation of foul-smelling compounds, as well as the modification ofprocesses (elimination of sulphate in distilleries), have been particularlystudied for the wine and oil industries (Le Verge and Bories, 2004; Bories,2006; Chrobak and Ryder, 2006).
35.3.3 Anaerobic digestionAnaerobic treatment is an accepted practice, and various high-output anaerobicreactor designs have been tested at the pilot scale and under fully-operationalconditions. The use of this process is increasing on a daily basis.
The brewing industry has been at the origin of one BAT in particular, thatof anaerobic technology. The anaerobic microbial conversion of organicmatter into biogas is state-of-the-art at this time. Wastewater with a highorganic load is preferably treated using anaerobic digestion, for examplewaste and wastewater produced by the food industry. The fact that anaerobic

958 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedtreatment systems produce biological sludge at a low rate is a key factor, in
addition to their ability to reduce chemical and biological oxygen demand(COD, BOD) without energy consumption. The biological treatment of breweryeffluents is not really complex and the anaerobic processes used and relatedperformance aspects are well understood and described in the literature.Compact wastewater treatment systems able to produce high-quality effluentsand to handle nutrient removal are of major industrial interest. However,wastewater from breweries is highly variable (Table 35.10); depending onthe step of the brewing process, pH, temperature, quantity, organic load,solids contents, cleaning and disinfecting agents can all change. Volumetricconversion capacities of the biological reactor are defined by (i) the biomassconversion capacity (bacterial kinetic parameters, physicochemicalenvironment), (ii) mass transport (hydrodynamics, reactor geometry) and(iii) biomass concentration (retention of biomass, settler system, viscosity).
Considering the heavy organic load of distillery wastewater, anaerobicdigestion has long been considered to be ideal technique, combining theadvantages of being both a primary treatment for depolluting the organicload and energy-producing due to the large production of biogas reusable fordistillation (Bories and Maugenet, 1978; Chabas et al., 1990). Now usedprincipally for the treatment of industrial liquid effluents, it has been thesubject of numerous studies in France since the 1980s. Its efficiency fortreating carbon pollution has aroused particular interest in the agrifood andpulp industries (Perillat and Boulenger, 2000). Approximately 50 units operatein France in the agrifood industry at this time; they are most prevalent inbrewing and malting industries, wine distilleries and wineries. However, the
Table 35.10 Effluent properties in the brewing industry(Pesta and Meyer-Pittroff, 2005; Totzke, 2005)
Flow 1.5–7.5 L/L beerTotal BOD 3–6 g/L beer
0.7–2 (max 3.3) g/LTotal COD 3.7–22.4 g/L beer
0.9–4 (max 5.5) g/LCOD/BOD 1.5–1.8Total nitrogen 25–85 mg/LTotal phosphate 5–35 mg/LSoluble COD 4.7 g/LSoluble BOD 3.0 g/LTotal SS 0.74–2.92 g/L beer
0.6 g/LFOG 0.05 g/LSettling sediment 0.15–1.5 g/L
BOD = biological oxygen demandCOD = chemical oxygen demandFOG = fats, oils and greaseSS = suspended solids

Brewing, winemaking and distilling: overview of wastewater 959
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedwide disparity in the composition and production conditions between different
distillery stillage makes it difficult to generalise about the different dataavailable in each of the sectors. For example, effluents from a cane distillerymay have a high BOD/COD, which would lead to the destruction by micro-organisms that are useful in biodegradation. In their efforts to conform to thedischarge standards, Indian distilleries use various forms of primary, secondaryand tertiary treatment. The typical treatment sequence is screening orequalisation, followed by biomethanisation. The biomethanisation effluentis occasionally subjected to a single- or two-stage aerobic treatment usingactivated sludge, trickling filters or even a second stage of anaerobic treatmentin lagoons.
Digestion conditionsThe anaerobic digestion process includes several microbiological stages totransform the organic matter: (i) a hydrolysis phase of complex substrates(polysaccharides, proteins) using hydrolytic bacteria, (ii) a fermentation stageto convert simple substrates into alcohol and VFA, such as acetic, propionicand butyric acids, using acidogenic fermentative bacteria, (ii) a phase ofconversion of fatty acids or alcohols into acetic and hydrogen (acetogenesis)using acetogenic bacteria (syntrophic bacteria or OHPA – obligate hydrogen-producing acetogenic – bacteria, homoacetogenic bacteria, sulphate-reducingbacteria), (iii) a final stage of methane production exclusively from acetate,formate, H2 and CO2 using methanogenic bacteria.
In the case of breweries, it is feasible to use a biogas plant to treatconcentrated wastewater with a COD higher than 3.5 g/L. Treating wastewaterby anaerobic digestion converts more than 90 % of the initial organic carboninto biogas (CH4, CO2). Fermentation residues (1–5 °% of carbon) requirean advanced effluent treatment by aeration. The aerobic step generates 1–3°% of CO2, 1–3 °% of sludge residual and 1 °% organic carbon in theeffluent. An optimised process is used that includes a pre-treatment and atwo-step fermentation process. Upstream solid separation and a blending–buffering tank make it possible to separate solid and grainy contraries. Thisprovides a constant wastewater for a steady-going feeding of the fermentationtank. A two-step fermentation process provides the opportunity to exert aninfluence on single degradation processes that take place in different fermenters.The hydrolysis fermenter (pH = 5.6–6.5) degrades the organic matter byencouraging the action of acidifying bacteria and repressing that ofmethanogenic bacteria. Acidified wastewater flows through the methanogenesisfermenter, where biogas is produced. The biogas is a mixture of methane(CH4, 50–85 °% v/v), carbon dioxide (CO2, 15–50 °% v/v) and trace gases(H2O, H2S or H2). Before utilisation, water and hydrogen sulphide need tobe removed. The calorific value of biogas depends on its CH4 content andvaries between 4 and 7.5 kWh/m3.
In the case of media that are rich in fermentable substrates such as distillerystillage, the acidogenic phase is very active and leads to a high VFA

960 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedconcentration (Bories, 1981). Glycerol, a major compound of stillage, is
easily fermented into propionic acid by propionic bacteria or butyric acidand 1,3-propanediol by clostridia (Claret, 1992; Barbirato et al., 1997; Colinet al., 2001). Since methanogenesis is the limiting stage of the anaerobicdigestion of stillage, the equilibrium of the fermentation must be controlledto avoid the accumulation of VFA and the acidification of the digester, whichwould inhibit methanogenesis. The separation of the acidogenic andmethanogenic phases in two distinct digesters is a practice proposed to controlthese phenomena (Ghosh and Klass, 1978; Massey and Pohland, 1978; Bories,1980). The high sulphate contents (the case for molasses stillage and winestillage treated with calcium sulphate) pose a problem (Karhadkar et al.,1987). The sulphate-reducing bacteria form sulphide with a high concentrationboth in the biogas (3–6 °% in H2S) and in the liquid phase where the free,non-dissociated (H2S) form inhibits anaerobic bacteria at concentrations ofabout 200 mg S–2/L. The cations (Na+, K+, Ca2+, Mg2+, NH 4
+) are inhibitorsat high concentrations as is sometimes the case in molasses stillage. Oftenconsidered as difficult to biodegrade, and even reported to act as inhibitorsin biodegradation processes, phenolic compounds, in their monomeric forms,can be degraded by the microflora of anaerobic digestion (Bories and Allaux,1989a,b). For the complex polyphenolic forms, adsorption by the micro-organisms in the purification systems leads to a partial elimination. Winestillage has a high degradation rate (% of eliminated COD) by anaerobictreatment (85–90 %), as does cane juice stillage (90–98 °%), which is not thecase for molasses stillage that is being studied in many countries in order tooptimise fermentation conditions (Decloux and Bories, 2002a).
Biodigestion technologyTreatment by anaerobic digestion involves various systems, extensive orintensive, selected in relation to the nature of the wastewater (biodegradability,load) and the industrial context (capacity, seasonality of the production,etc.).
Treatment in anaerobic lagoonsTreatment in anaerobic lagoons is the simplest solution with lagoons atambient temperature and a long residence time. This method has been appliedto cane molasses stillage in India with residence times of 60 to 100 days.However, the biogas cannot be recovered.
Treatment in mixed digestersTreatment in mixed digesters at a controlled temperature was developed inwine distilleries in Italy in the 1970s and is particularly well adapted totreating stillage with high suspended matter content (lees stillage). Theresidence times vary from 15 to 25 days and the volume load is from 1–2 kgCOD m–3d–1.
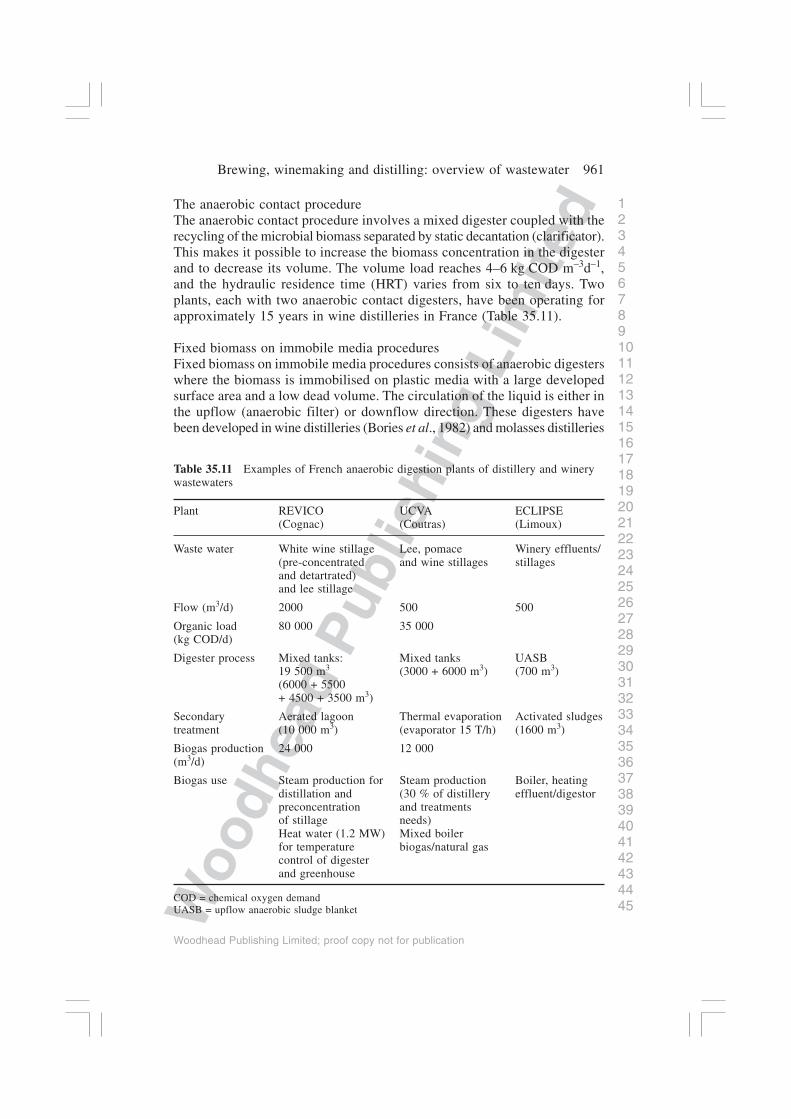
Brewing, winemaking and distilling: overview of wastewater 961
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedThe anaerobic contact procedure
The anaerobic contact procedure involves a mixed digester coupled with therecycling of the microbial biomass separated by static decantation (clarificator).This makes it possible to increase the biomass concentration in the digesterand to decrease its volume. The volume load reaches 4–6 kg COD m–3d–1,and the hydraulic residence time (HRT) varies from six to ten days. Twoplants, each with two anaerobic contact digesters, have been operating forapproximately 15 years in wine distilleries in France (Table 35.11).
Fixed biomass on immobile media proceduresFixed biomass on immobile media procedures consists of anaerobic digesterswhere the biomass is immobilised on plastic media with a large developedsurface area and a low dead volume. The circulation of the liquid is either inthe upflow (anaerobic filter) or downflow direction. These digesters havebeen developed in wine distilleries (Bories et al., 1982) and molasses distilleries
Table 35.11 Examples of French anaerobic digestion plants of distillery and winerywastewaters
Plant REVICO UCVA ECLIPSE(Cognac) (Coutras) (Limoux)
Waste water White wine stillage Lee, pomace Winery effluents/(pre-concentrated and wine stillages stillagesand detartrated)and lee stillage
Flow (m3/d) 2000 500 500
Organic load 80 000 35 000(kg COD/d)
Digester process Mixed tanks: Mixed tanks UASB19 500 m3 (3000 + 6000 m3) (700 m3)(6000 + 5500+ 4500 + 3500 m3)
Secondary Aerated lagoon Thermal evaporation Activated sludgestreatment (10 000 m3) (evaporator 15 T/h) (1600 m3)
Biogas production 24 000 12 000(m3/d)
Biogas use Steam production for Steam production Boiler, heatingdistillation and (30 % of distillery effluent/digestorpreconcentration and treatmentsof stillage needs)Heat water (1.2 MW) Mixed boilerfor temperature biogas/natural gascontrol of digesterand greenhouse
COD = chemical oxygen demandUASB = upflow anaerobic sludge blanket

962 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited(Bolivar, 1983; Bories et al., 1988; Bazile and Bories, 1989, 1992). Revico
(Cognac, France) has two fixed biomass digesters (PVC rings) of 6000 and4000 m3 for white wine stillage (Table 35.11). However, because of thedevelopment of calcium tartrate recovery from pre-concentrated white winestillage, these anaerobic filters have been converted to mixed digesters toavoid clogging by mineral precipitates of calcium salts. Revico’s anaerobicdigestion plant comprises four mixed digesters (6000; 5500; 4500 and 3500m3) at the current time and its capacity is 300 000 m3 of wine stillage/year(2000 m3/d) (Table 35.12). The biogas (800 m3/h) is used on three steamgenerators for lees and wine distillation and pre-concentration of stillage.
The digester of the SIS (Société Industrielle de Sucrerie) distillery inGuadeloupe, with a fixed biomass (PVC rings) and a volume of 1700 m3 wasthe first French plant to use anaerobic treatment of cane molasses stillage in1986. A second anaerobic filter (6000 m3) was added to the plant in 2003.Several dozen similar plants have been set up in molasses distilleries in India(Proserpol). A distillery in Martinique is presently being equipped with adigester to treat cane juice stillage. The use of lignocellulosic materials assupports for micro-organisms in anaerobic filters has been considered forwinery wastewater and cane stillage treatment (Bories and Moulon, 1995;Bories et al., 1997b).
Upflow anaerobic sludge blanketsUpflow anaerobic sludge blankets (UASB) are digesters where the liquidcirculates from the bottom to the top and where the biomass is mobile. Dueto a phenomenon of flocculation and agglomeration, the biomass is in theform of granules in the fluid state. These digesters can treat loads of up to30 kg COD m–3 d–1. Digesters in which everything is in circulation make itpossible to prevent the sludge blanket from clogging (Fama, 2001).
Taking the moderate COD concentration (< 5.5 g/L) into account, theeasy biodegradability of brewery wastewaters and the high daily volume tobe treated, treatment with UASB has been extensively applied, with 265
Table 35.12 World-wide installations of anaerobic systemin the brewing industry.
Technology Number Area Number
Lagoon 3 Africa 18Contact 3 Asia 137Filter 6 Europe 108Hydrid 5 America 142UASB 265EFB 123
Total 405 Total 405
EFB = expanded fludised bedUASB = upflow anaerobic sludge bed

Brewing, winemaking and distilling: overview of wastewater 963
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedplants, representing 65 % of the total of anaerobic brewery plants in operation
(Table 35.12) (Totzke, 2005). This process has also been used in Brazil totreat different types of effluent, but very little stillage up until now, althoughthe procedure is technically efficient (Cortez et al., 1999). Because of thelimited flow and seasonal production of winery effluent, the development ofanaerobic treatment with UASB digesters has been limited (Andreottola etal., 1998; Müller, 1998). An example of a treatment plant of mixed wineryeffluents and stillage with UASB digester is presented in Table 35.11.
Expanded fluidised bedsExpanded fluidised beds (EFB) are based on the microbial colonisation ofmedia (sand, zeolith, etc.) with high specific area (size < mm), which aremaintained in suspension by a high recirculating flow. EFB are well suitedto the anaerobic treatment of brewery wastewater: a total of 123 digesters(30 % of the total number of anaerobic plants) was reported by Totzke(2005). UASB and EFB are high-output processes requiring a pre-acidificationstage to obtain optimal acidogenesis and to permit the control of the pH inorder to avoid inhibition of the methanogenic micro-organisms.
Since 1984, the number of anaerobic facilities for the treatment of breweryeffluent has rapidly increased to more than 400 (Table 35.12). Reactorconfigurations have improved and the spin-off of these projects has led tothe widespread application of anaerobic technology in other industries(Vereijken and Driessen, 2001; Totzke, 2005). Industrial anaerobic digestionplants are currently operational and their specificities are fully described inthe literature (Ettheridge and Leroff, 1994; Kormelinck, 2003; Nordenskjoldand Stippler, 2003; Muroyama et al., 2004; Li and Mulligan, 2005; Pesta andMeyer-Pittroff, 2005; Totzke, 2005).
Energy optimisationIn addition to the degradation of the organic load, biodigestion produces twoutilisable fluids: methane and the effluent still loaded in salts. Methaneproduction by anaerobic digestion results in 350 L CH4/kg degraded COD.The biogas produced has a CH4 content of 60–65 %. This gas (65 % methane)has a net heating value of 1450 kJ/m3 and can be burned to produce steam orelectricity. Depending on the organic load and the nature of the stillage,methane production ranges from 7–20 m3 CH4/m
3 of stillage. The higher theorganic load of the stillage, the closer we get to becoming almost totallyenergy independent. In wine distilleries, methane production covers almosthalf of the energy requirements (Bories, 1982). Each year, the Revico plantproduces 4000 tonnes equivalent petroleum (TEP) (Menier, 1996). Anaerobicdigestion of distillery stillage therefore appears to be the primary treatmentfor effective depollution improving the reduction of BOD from 85 to over 95%. According to Inamdar (1998) and Shibu et al. (1999), 70 % of distilleriesin Asia apparently use biodigestion. According to Nagaraj and Kumar (2006),the post-methanisation effluent from Indian distilleries, if used carefully for

964 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedirrigation of agricultural crops, can provide 245 000 t of potassium, 12 500 t
of nitrogen and 2100 t of phosphorus annually. However, technical,environmental and economic problems still arise when stillage is treated byanaerobic digestion (Cortez et al., 1999) and it requires further treatment inorder for the effluent produced, particularly in the case of molasses stillage,to comply with discharge standards.
35.3.4 Aerobic treatmentIn the cases of breweries, aerobic treatment combined with anaerobic sludgestabilisation could be considered for dilute effluents. Biological wastewatertreatment in municipal sewage plants is usually an aerobic process, then thesludge surplus can be stabilised by anaerobic digestion. The carbon massbalance indicates that 100 % of organic carbon in the wastewater influent islost: 50 % through CO2 production in the aerobic step and 50 % throughbiomass and sewage production. Sludge is stabilised by anaerobic digestionand generates 28–36 % of biogas (CH4, CO2) and 13–21 % of residualsludge (Pesta and Meyer-Pittroff, 2005). Only 1 % of organic carbon ends upin the effluent.
Sludge production and energy costs are the limiting factors in relation tothe aerobic treatment of concentrated wastewaters, such as those producedby distilleries. The aerobic biological purification parameters of stillage fromwine distilleries were studied by Bories and Maugenet (1978), who alsostudied the performance and cost of treatment on an industrial scale. As aresult of the heavy organic load, the deficiency in nutrients, the seasonalnature and the variability of winery wastewater production, the design ofaerobic wastewater treatment processes has either tended towards extensiveapproaches such as one- or two-stage aerated lagooning (Canler et al., 1998;Racault et al., 1998), aerated storage (Rochard et al., 1998) with differentrevels of dischange, and mixed treatment with domestic waste (Badie, 1998),and activated sludge (Bolzonella et al., 2006) or towards intensive systemssuch as two-stage activated sludge (Racault et al., 1998), two-stage bacterialfilters (Andreottola et al., 2005), or very heavy-load mono-stage pre-treatment(Ehlinger et al., 1994). The study of microbial population dynamics duringtreatment of synthetic winery wastewater with a rotating biological contactorillustrates the involvement of yeasts and bacteria in the biofilm and the roleof yeasts in the degradation of the COD (Malandra et al., 2003) that had alsobeen observed by Ehlinger et al. (1994) and Lefebvre (1998). Lalane et al.(1996) and Rols (1996) studied the biological treatment of rum distillerystillage by aerobic digestion, in particular with the system of aeration byhydro-ejectors. It is possible to reduce 90 % of the soluble COD and morethan 95 % of the BOD in only one stage, provided that the pH of the stillageis neutralised, that it is cooled to 30 °C, and that the nutritive balance (nitrogenand phosphorus) is guaranteed, followed by a second stage to reduce theproduction of sludge.

Brewing, winemaking and distilling: overview of wastewater 965
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedThe good degradability of the organic load leads to high degradation rates
for the dissolved COD, and the main problem with aerobic treatment lies inthe difficulties related to sludge flocculation and sedimentation. Membranebioreactors (MBR) are capable of resolving this problem. Artiga et al. (2005)on a pilot MBR with synthetic winery wastewater (diluted white wine, COD< 4 g O2/L) obtained a high output (97 % COD) and a low residual COD (<100 mg O2/L); however, the accumulation of biomass in the reactor decreasedthe oxygenation capacity. The combination of aerated storage and membranefiltration offers new treatment possibilities for small wineries (#3000 hL)(Racault and Stricker, 2004). For distillery wastewater with a low organicload (1 g COD/L), Zang et al. (2006), studied a calefactive (30–45 °C) aerobicMBR equipped with a stainless steel membrane (0.2 µm). The COD removalefficiency was 94.7 % with a HRT of 10–30 h and a volumetric load rate of0.6–2.8 kg COD m–3 h–1.
35.3.5 Pre and post-treatmentsAlthough biological treatments are well suited to the degradation of dissolvedorganic load, the presence of suspended matter and complex substances suchas phenolic compounds, melanoidins, etc., particularly in stillage, has led tothe design of pre- or post- physicochemical treatments. Molasses stillagefrom the digester still has a COD of 30–40 g/L equivalent to that of productsusually treated in digesters. Numerous studies deal with post-treatment, anobvious necessity.
Coupling anaerobic digestion with an aerobic treatmentMost of the authors referred to have studied the combination of anaerobicdigestion followed by an aerobic treatment, which makes it possible to reducethe BOD to about 0.5 g/L and the COD to about 5 g/L for molasses stillage(Inamdar, 1998) or malt whisky wastewater (Uzal et al., 2003). The finaleffluent can then be discharged into the river (Maiorella et al., 1983). Theuse of a membrane reactor for this final stage of aerobic degradation couldbe worth exploring. However, in certain cases, the colour of the effluent isstill too dark (Shibu et al., 1999).
Degrading the colouring and recalcitrant COD by micro-organismsVarious laboratory studies have been conducted on the biodegradation of therecalcitrant compounds in stillage. They have shown that certain micro-organisms (the fungi Deuteromycetes, Basiodimycetes, Eurotiomycetes) enablethe partial elimination, under specific conditions, of these compounds frommolasses stillage undergoing anaerobic and aerobic digestion, with Coriolus(Trametes) versicolor, Aspergillus sp (Ohmomo et al., 1985, 1987;Sirianuntapiboon et al., 1988a,b; Gonzales Benito et al., 1997; Shayegan etal., 2005). García García et al. (1997) suggested carrying out the aerobictreatment with Aspergillus terreus or Geotrichum candidum before the

966 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedanaerobic treatment, in order to reduce the phenol concentration from 60 to
70 %. Research on the selection of strains capable of destroying these pigmentscontinues (Fitz-Gibbon et al., 1998; Nakajima-Kambe et al., 1999; Patil etal., 2001) as well as studies aimed at understanding the degradation mechanism(Miyata et al., 1998). The aerobic degradation of beet molasses stillage withPenicillium sp strains and Aspergillus niger, before anaerobic digestion,resulted in a degree of higher COD removal and increased the decolourisationof the wastewater (Jiménez et al., 2003). Finally, Shibu et al. (1999) showedthat the bacteria Lactobacillus casei reduces the colouring by 54–57 % andresults in a simultaneous production of lactic acid in batch fermentation overfive days at a rate of 113 mg/L of lactic acid with immobilised cells. Lacticacid has a market in India, since 70 % is imported from other countries suchas Japan.
This research shows the microbiological perspectives of biodegradingrecalcitrant forms of COD in stillage, but implementing these cultures on anindustrial scale still seems a long way off for treating molasses stillage.Contrary to the majority of studies on the degradation of colours with aerobiccultures, Mohana et al. (2007) isolated a bacterial consortium from soil thatcontains Pseudomonas aeruginosa PAO1, Stenotrophomonas maltophila andProteus mirabilis, and that is able to decolourise anaerobically-treated spentdistillery wash under static conditions. The colouring matter and the recalcitrantCOD are less of a problem in the case of wine stillage than in molassesstillage. However, the polyphenolic compounds from grape (anthocyanins,tanins) contribute to the final colouring and the residual COD of the treatedeffluent. The bioremediation of winery waste by means of white-rot fungihas recently been reported (Strong et al., 2006).
Decolouration by ozonation and/or oxidative treatmentDhamankar et al. (1993) studied ozonation and showed that it is more effectivewhen sodium hydroxide is added to modify the pH (decolourising of 26 %,68 % and 92 % at a pH of 4.3, 7 and 10, respectively) in the presence of1.2 % H2O2. Gehringer et al. (1997) studied different modes of ozonation(alone or combined with γ rays). Beltrán et al. (1999) also showed thatozonation of wine stillage improves its biodegradability and makes itssubsequent decolouration more complete. However, degradation levels arehighly dependent on the pH of the wastewater because pH affects the doubleaction of ozone on the organic matter, that may be a direct or an indirect (freeradical) oxidation pathway (Beltrán et al., 2001). The degradation of phenoliccompounds is not necessarily complete, but it contributes to the bleaching ofthe effluents and improves the biodegradability of the degradation products(Bijan and Mosheni, 2005). The inclusion of an ozonation step prior totreatment in an anaerobic sequencing batch reactor was found to be usefulfor the treatment of cherry stillage, since more than 75 % of the polyphenolscould be removed by ozone and an improvement in the parameters of theanaerobic treatment (COD removal rate, higher organic load rate (OLR),

Brewing, winemaking and distilling: overview of wastewater 967
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedhigher biomethanation and good stability) was observed (Álvarez et al.,
2005). The pre-treatment of molasses stillage by ozone combined with UVlight and titanium oxide increased the yield coefficient and the mean specificrate of the anaerobic digestion by 25 % (Martín et al., 2002).
Decolouration by treatment on activated coal or nanofiltrationSerikawa et al. (1993) showed that it is possible to remove the colour fromdilute stillage (from 1 to 0.1 % weight) on activated coal, but the procedureis long and nothing was mentioned about the cost of regenerating the coal.Cartier et al. (1997) showed that the colorants in the brine used to regeneratethe decolourising resins of syrup are effectively retained by nanofiltration(NF), whereas the saline fraction passes into the permeate. We can thereforehope that the colouring of stillage before or after anaerobic digestion willalso be retained, especially since Jaouen et al. (2000) succeeded with peninks.
Physicochemical treatmentsThe clarification of lees stillage can be achieved, for example, withcentrifugation upstream of the heat concentration step or by flocculation/flotation upstream of anaerobic digestion. Sales et al. (1986) studied theprecipitation of acids with sodium hydroxide or lime coupled with separationby centrifugation. The treatment is valid on lees stillage where the depositcontains more than 80 % of the COD. Similarly, Pandiyan et al. (1999)studied the addition of ferrous sulphate (FeSO4·7H2O) and ferric chloride(FeCl3·6H2O) in stillage in order to precipitate propionic acid. According toLalov et al. (2000), anaerobic digestion is apparently not well suited tosolutions that are not particularly concentrated, such as wine stillage, forexample. They therefore studied the concentration of organic matter by retentionon biodegradable anionic exchangers made of chitosan and its biodigestionwith or without prior hydrolysis, after saturation with organic acids.Photocatalytic oxidation with Fenton’s reagent (mixture of H2O2 and Fe2+)has recently been studied for winery wastewater pre-treatment and totalorganic carbon (TOC) removal reached 50 % (Mosteo et al., 2006a,b).Experiments on the laboratory scale were carried out to reduce colour andCOD in distillery wastewater using electro-oxidation processes (anode madefrom a titanium sponge, pH = 1, additives: H2O2 and NaCl) with stillagediluted 10-fold (Piya-areetham et al., 2006). It was shown that approximately92, 89, 83, 38 and 67 % of colour, COD, BOD, total dissolved solids (TDS)and total solids (TS), respectively, were removed, with an energy consumptionof 24–28 kWh/m3.
Coupling anaerobic digestion with thermal evaporationDespite the perspectives shown by secondary biological or chemical treatments,the high organic matter content and the poor biodegradability of the stillagefrom anaerobic digestion do not make it possible in all cases to reach the

968 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedrecommended level for discharge into a river. Coupling the anaerobic digestion
of stillage with a secondary treatment by thermal evaporation of digestedstillage provides an interesting solution to this problem. The SIS distillery inGuadeloupe initiated treatment by thermal evaporation of cane molassesstillage produced by anaerobic digestion in 2004. The condensate resultingfrom the evaporation presents a very high level of purification in terms ofCOD, colour, mineral content and suspended matter. The concentrate fromdigested stillage can be highly concentrated because of its low organic load,and is used for agronomic purposes (spreading, composting). The thermalconcentration of effluent from anaerobic digestion of wine stillage has beenrecently achieved at the UCVA distillery (Coutras, France) for secondarytreatment in order to obtain high-quality final wastewater for discharge intoa river. The condensate from the evaporator (15 t/h, multiple effects) thattreats digested stillage (pomace, wine, lees) has a low COD (< 300 mg/L)and is colourless, demineralised and has no suspended matter or micro-organisms. The energy for the thermal evaporation is provided by steamgenerators using biogas produced at the anaerobic stage.
35.3.6 IncinerationIn the brewing process, spent grain is a by-product (0.18–0.20 kg/L beer)with a high water content (70–80 % w/w). The constraints involved in usingit as ruminant cattle feed or landfill material were described on pp. 000–000Brau Union Autria and Loeben university (Kepplinger and Zanker, 2001)developed a process associating the combination of mechanical pre-dryingand combustion in a biomass vessel. The wet spent grains (20–30 % w/wDM) are stored in a butter vessel to compensate for fluctuating productionand then press-filtered up to 42 % w/w DM. The dried matter is stable andcan be stored in a tank before combustion in a biomass vessel. The wastewatercould be processed by anaerobic treatment. In the process proposed by HeinekenTechnical Service and 2B Biorefineries (Bruijn et al., 2001; Schwencke,2006), the fibres extracted from spent grain could be sent to a furnace, wherethe heat of combustion from the fibre product is used to generate steam. Inboth processes, the heat of combustion of the spent grains is similar to thatof lignite coal or dry wood, i.e. approximately 21 MJ/kg. The exact heat ofcombustion depends on the water content because of the relatively highvaporisation energy of water: H = 21 000 · (1 – w) – 2250 · w. Above 40 %w/w DM, the combustion properties improve considerably. Combustion alsoproduces ash, which is another valuable product. Its high phosphorus pentoxide(P2O5) content is of great value as a fertiliser additive and can be added tostandard NPK-fertilisers. Wet cleaning of the flue gas is normally not necessary,the discharge of exhaust gases (NOx, SO2, CO2) that are emitted from thecombustion of spent grains or fibres is below the standards set by the Europeangovernments.
In alcohol production, the incineration of stillage can be an attractive

Brewing, winemaking and distilling: overview of wastewater 969
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedmeans of recovering mineral matter and energy with the total combustion of
organic matter, and it seems to be common practice in India (Inamdar, 1998;Nagaraj and Kumar, 2006). In this process, the raw spent distillery wash isfirst neutralised with lime and filtered. This is further concentrated to 60 %solids in multiple-effect with forced circulation evaporators. Then this thickliquor is burnt in an incinerator and converted to ash. The heat of combustionof the liquors is 8600 kJ/kg solids (Maiorella et al., 1983; Nagaraj and Kumar,2006) and a positive return in energy can be obtained. The resulting ash isfound to contain about 37 % potash (K2O) and 2–3 % phosphate (P2O5), andtheir reuse makes it possible to balance the economic viability of the process.However, special boilers are necessary, firstly to recover the ash and secondlyto limit the temperature to below that of potassium sulphate fusion which isonly about 700 °C. Because of increasingly strict air pollution guidelines,incineration has to be considered carefully for any new proposal, whichshould include an electrostatic precipitator system. In Australia, directcombustion of cane stillage was carried out for several months but wasfinally abandoned (Nguyen, 2003).
35.4 Alternative treatments and re-engineeringprocesses with the best available techniques(BAT) approach: industrial reality andalternative treatments
Implementing environmental management systems in the brewing, winemakingand distilling industries requires the efficient and effective integration ofrisks and opportunities. The Integrated Pollution Prevention and Controldirective 96/61/EC (EC, 1996) is a key stage in environmental legislationand defines BAT selection. The word ‘available’ in this context means availableunder circumstances which are both economically and technically viable,and ‘techniques’ means not only the technology but also its operation on theground. Any BAT candidate judged to be positive in terms of environmentalbenefits must then be studied with respect to its effects on product quality,food, land occupation and industrial safety. Its economic impact needs to beassessed and this depends on existing or new plants and their size.
The environmental impact is analysed on different geographical scales(global, regional, local) and can be divided into three groups: availability of(resources water, fossil fuels, raw materials, chemicals), nuisance factors(emission of noise, odour, and dust) and toxic effects (health considerations).Alternative treatments and re-engineering processes and techniques (Table35.13) are proposed for the brewing, winemaking and distilling industries.However, a wide heterogeneity in development levels is noticeable fromlaboratory scale up to industrial application. ‘Real issues’ or differencesbetween industrial reality and scientific/academic approaches must be identified

123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited
Tab
le 3
5.13
A
lter
nati
ve t
reat
men
ts a
nd r
e-en
gine
erin
g pr
oces
ses
wit
h th
e B
AT
app
roac
h –
synt
hesi
s of
bio
logi
cal
and
tech
nolo
gica
l pa
thw
ays
to m
inim
ize
effl
uent
and
wat
er c
onsu
mpt
ion
(A–L
: ac
adem
ic w
ork
on t
he l
abor
ator
y sc
ale;
A–P
P:
acad
emic
wor
k on
the
pil
ot-p
lant
sca
le;
I–N
D:
indu
stri
al a
ppli
cati
on –
new
dev
elop
men
t; I
–CP
: in
dust
rial
app
lica
tion
– c
urre
nt p
roce
ss)
Bre
win
g in
dust
ryW
ine
indu
stry
Dis
till
ing
indu
stry
Spe
nt g
rain
Yea
st s
urpl
usK
iese
lguh
rW
iner
yS
till
age
Sug
ar b
eet
Sug
ar c
ane
Whe
at(m
ash)
(tan
ksl
udge
effl
uent
corn
bott
oms)
Tre
atm
ent
of e
fflu
ent:
A–P
PA
–PP
A–P
Pal
coho
l/sug
arSp
ecif
ic m
olec
ule
extr
acti
on:
Gly
cero
l, be
tain
e, o
r gan
ic a
cids
A–P
P/I
–ND
A–P
P/I
–ND
Tart
aric
aci
dA
–L /
A–P
PI–
CP
Col
ouri
ng a
nd p
heno
lic
I–C
Pco
mpo
unds
Hea
vy m
etal
sA
–LA
–LB
iopr
oduc
tion
of
mol
ecul
esY
east
, en
zym
e,fu
ngi,
alga
eA
–LA
–LA
–LA
–L/A
–PP
A–L
/A–P
PO
rgan
ic a
cids
A–L
A–L
A–L
A–L
Com
plex
org
anic
com
poun
dsA
–LA
–L/I
–ND
A–L
Reg
ener
able
filt
er-a
ids
A–L
Mem
bran
e pr
oces
s:E
D:
Sal
t ex
trac
tion
A–L
/ A
–PP
A–P
PO
I: W
ater
con
dens
ate
re-u
seA
–PP
A–P
P a
ndA
–PP
and
I–N
DI–
ND
UF
/MF
: L
oss
redu
ctio
nA
–LI–
CP
UF
/MF
: Te
chni
cal
alte
rnat
ive
A–L
I–C
PA
–LA
–PP
A–P
P
ED
=
OI
=m
F =
mic
ro f
iltr
atio
nU
F =
ult
ra f
iltr
atio
n

Brewing, winemaking and distilling: overview of wastewater 971
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedand taken into consideration when assessing any of these alternative
technologies.
35.4.1 Industrial realityTreatment of effluents containing alcohol and sugarsThe presence of ethanol as the major component of effluent generated by thealcoholic beverage industry (wine, etc.), and of sugars in the case of canneriesfor fruit and sweetened beverages (fruit juice and syrup) underscored thespecificity of their composition and made it possible to find treatments adaptedto their specific makeup (Bories et al., 1998; Bories, 2000). In the case ofwinery effluents, distillation of the effluent alone is an effective treatment(elimination of COD: # 85 %), making it possible to discharge the dealcoholisedeffluent into the wastewater system and to recover the ethanol (Colin et al.,2005). The combination of distillation and concentration of the dealcoholisedeffluent ensures a highly effective and complete treatment with productionof: (i) purified evaporation condensate (COD < 300 mg/L, demineralised,bleached, germ-free) that can be reused as industrial water or dischargeddirectly into the receiving environment; (ii) ethanol (energy recovery); and(iii) a concentrated co-product (> 5 % of the initial volume of effluent) thatcan be spread, composted or used in distilleries (recovery of tartaric acid)(Bories et al., 1998, 1999; Colin et al., 2005).
For effluents containing sugars (glucose, fructose, sucrose, maltose), thetransformation of sugars into alcohol must be done beforehand. Alcoholicfermentation can be initiated at the level of effluent storage by yeast inoculation(S. cerevisiae). Thanks to the use of mechanical steam compression, energyconsumption for concentration and distillation is reduced (15–20 kWh/m3).For effluents with a heavy organic load (COD > 20 g/L), it is competitivewith that of biological treatment processes. This process, operational at maximalload as soon as it is started up and insensitive to variations in the pollutionload, is the solution to the problem of seasonal activities. The absence ofwastewater sludge is another important advantage of this physical fractionationtechnique applied to effluents.
Extraction of specific molecules or compoundsSeparation of glycerol, betaine and organic acidsStillage contains large quantities of glycerol, betaine in the case of beetstillage and organic acids. The glycerol is commonly used in industry as asolvent, emollient and antifreeze. The betaine is used in the pharmaceuticalindustry as a complement to other compounds against muscular deficienciesand weakness, as a complement in animal feed (enables water retention inthe muscle tissues) and in crop protection. Glycerol can be separated byprecipitation with lime (CaO) or by ethanol treatment. Cheryan and Parekh(1995) have studied the separation of glycerol from the organic acids ofmolasses stillage by electrodialysis after a prefiltration on a 0.2 µm ceramic

972 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedmembrane. However, it is chromatography techniques which have been
developed on the industrial scale, particularly with regard to molasses.Numerous authors have published on the subject with patents pending (Kampen,1990; Kampen and Saska, 1999a, b) for the University of Louisiana. Most ofthe patents involve stillage concentration phases, potassium removal bycrystallisation, clarification and one or several chromatography techniquesdepending on the number of compounds to separate.
Extraction of tartaric acidTartaric acid is present in all wine distillery effluents (Mourgues et al., 1996)and represents from 4–30 % of the pollutant load. Extracting tartaric acidfrom lees stillage by precipitation in the form of calcium tartrate salt is awidespread practice in wine distilleries (Mourgues and Maugenet, 1975;Mourgues et al., 1993). Moreover, the recovery of tartaric acid is essentialbefore concentrating stillage. To precipitate tartaric calcium salt, the stillageis first made neutral with calcium carbonate milk or quick lime to pH 4.5–5, then calcium sulphate (CaSO4) is added to have a full precipitation and toavoid the potassium tartrate (K2C4H4O6) formed during the neutralisationprocess from remaining in solution. There are two main types of procedure,which have been described by Mourgues (1986). Distilleries recover 4–6 kgof tartaric calcium salt per hL of lees received. The products obtained contain48–53 % of tartaric acid. Particular attention must be paid to the impact oftartaric acid extraction on subsequent treatments, in particular biodigestionwhere the sulphate can indirectly inhibit fermentation. It is therefore preferableto reduce the tartaric acid extraction rate but to avoid adding sulphate ions ifbiodigestion takes place. However, in order to maintain optimal recovery oftartaric calcium salt and to prevent the formation of soluble tartaric potassiumsalt, the sulphate (a mixture of lime and calcium sulphate) is replaced bynitrate (lime and nitric acid). Moreover, this process change is advantageousfor the treatment of lees stillage by natural evaporation, since nitrate reducesthe production of odorous compounds (Bories, 2006). Other procedures forextracting tartaric acid have been studied, as explained below.
Liquid–liquid extraction has been envisaged in the laboratory using wineeffluent and synthetic solutions of tartaric, malic or lactic acids with thesolvents tributyl-phosphate-n-dodecane and triisocytlamine-octanol-1(Smagghe, 1991; Malmary et al., 1994; Marinova et al., 2004). It has theadvantage of eliminating the intermediate precipitation in the form of tartariccalcium salt.
Extraction of colouring anthocyanic matter andphenolic compoundsMourgues et al. (1996) mentioned the separation of colouring matter fromgrape pomace before distillation, either by extraction by diffusion in thepresence of SO2 or by adsorbing resins. The industrial production ofconcentrated anthocyanic extracts (E163) has rapidly expanded these past

Brewing, winemaking and distilling: overview of wastewater 973
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedyears in wine distilleries (Salgues, 1980; Usseglio-Tomasset, 1980). The
production of antioxidant extracts with nutraceutical properties constitutes anew way of using wine by-products (Shrikhande 2000; Tobar et al. 2004).
Loss reduction with ultra and microfiltrationIn breweries, loss reduction concerns mainly beer recovery from tank bottoms(fermentation and maturation vessels). The membrane-separated permeatecan be recycled in the wort or in the maturation vessels (Reed, 1989; Nielsen,1989) for fermentation tank bottoms. The beer recovered from the maturationtank bottom may be returned into the maturation vessel or sent for finalclarification. However, the different compositions of the tank bottom beermay prevent a direct dilution into the rough beer before filtration (Cantrellet al., 1985; Le, 1987; O’Reilly et al., 1987). Tank bottom concentrates maybe sold as livestock feed.
Two fundamental differences exist among tank bottoms: (i) the fermentationvessels have high yeast cell content and high viscosity; (ii) the maturationvessels have high protein and polyphenol content, and fewer yeast cells andare characterised by low viscosity (close to that of beer). In order to recover‘green beer’ and ‘rough beer’ from tank bottoms, natural sedimentation,centrifugation and a filter-press may be used. However, centrifugation isexpensive and may damage the permeate quality because of yeast celldegradation. Filter-presses provide a relatively low-moisture solid dischargeand consequently high extract recovery. However, sufficient clarification ofthe filtrate is not obtained. The use of micro filtration (MF) is designed toproduce: a permeate of acceptable quality with respect to both flavour andhaze (defined by the European Brewery Convention norm, Analytica EBC,1987), with minimal loss of original gravity, colour and bitterness whileprocessing a retentate of between 2 and 4 % dry weight to a minimum of 20%; to operate at low temperatures (close to 0° C); to achieve economicallysound flux and hygienic beer recovery. The presence of cloudiness or hazein beer is one of the more obvious quality defects discernible to the consumer.Several substances can cause haze in beer, but the most frequently encounteredproblem is due to a cross-linking of polyphenol (tannin) and protein.
Almost all the membranes installed in breweries around the world arededicated to the recovery of beer from fermentation and maturation tankbottoms. These membrane applications have almost become industrialstandards. The biggest challenge today is more a problem of commercialisationthan a food-engineering problem. Since 1994 numerous industrial applications(Methner et al., 2004; Fillaudeau et al., 2006) have been reported in additionto scientific papers. Micro filtration enables a 20–30 % w/w concentration tobe reached, and several industrial units already use it. More than 50–60 % ofthe yeast sediment is recovered as a high-quality beer (equivalent to a volumereduction ratio of between 2 and 3). Membrane filtration becomes competitivein comparison to the filter-press for waste reduction. The recovered permeate,recycled in the brewing process at a rate of 2–5 %, allows beer loss and costs
974 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedto be reduced. Various systems are in use and it has been shown that ceramic
(0.4–0.8 µm, Schlenker, 1998) or polysulfone (0.6 µm, Wenten et al., 1994)membranes concentrate solids from 12–15 % to 20–22 %. The payback isless than two years regarding the recovery of sterile beer from yeast beerwith 0.4–0.8 µm pore diameter multichannel ceramic membranes installedin 1 MHL capacity breweries. Bock and Oechsle (1999) explained that brewingplants are running with ceramic membranes made of α-aluminium oxide(multichannel membrane: 19 channels, length: 1020 mm, mean pore diameter:0.80 µm). Surplus yeast can be processed with about 17–20 L h–1 m–2, up toa concentration of 20 % w/w (transmembrane pressure up to 3 bar) and threeprocess options exist: batch, semi-batch and continuous. This material canbe cleaned in place since it is resistant to caustic, acid and oxidising sterilantseven at high temperature (above 90° C).
Snyder and Haughney (1999) and Methner et al. (2004) described a newsystem called VMF (vibrating membrane filtration) produced by PallSep™(Pall Corporation, USA). The system differs from traditional cross-flowfiltration systems in that the shear at the membrane surface is generatedmechanically by vibrational energy and not from high cross-flow rates. VMFenables uncoupling of pressure differential from cross-flow velocity, with areduced installed pump capacity, a minimum energy input, reduced mechanicaland thermal stressing of yeast cells and a compact design of filter moduleoperating without backwashing. The system operates with a transmembranepressure (TMP) of 500–800 mbar, with 0.45 µm polytetrafluoroethylene (PTFE)membranes, under an oscillation of around 50 Hz and amplitude of 20 mmat the outer rim (diameter 800 mm). Recovery of beer from surplus yeast canachieve an average flux of 18–22 L h–1 m–2 with an industrial module of40 m2 (energy input: 6 Wh/L) with solids concentration of 10.5–18 % w/w.
Process modification with ultra and microfiltrationIn breweries, MF can be utilised as a technological alternative in threeapplications: mash separation, clarification of rough beer, cold-sterilisationof clarified beer before conditioning. Scientific studies and industrialapplications essentially concern the clarification of rough beer and sterilefiltration of clarified beer. Modrok et al. (2006) reported that the filtrationtechnologies in breweries use diatomaceous earth (91 %), trap filters (68 %),sheet and fine filters to reduce the level of micro-organisms (32 %) andsterile filtration with membranes (8 %).
Cold-sterilisation of clarified beerThe clarification of rough beer is usually followed by heat treatment so as toensure its microbiological stability and conservation. Currently, heat treatmentis mainly performed by flash pasteurisation (72–74 °C during 15–30 s witha plate heat exchanger or at 60 °C in a tunnel pasteuriser) before conditioning.Conventional heat treatment requires water loops to heat and cool the productand also induces additional water and energy consumption.

Brewing, winemaking and distilling: overview of wastewater 975
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedSterile filtration appears interesting and eliminates the organoleptic problems
caused by heat processing (Gaub, 1993; Leeder, 1993). Micro filtration willhave to face several challenges: to produce a microbe-free beer without anegative change in beer quality, whilst operating at low temperatures (closeto 0 °C); to ensure beer stability (biological, colloidal, colour, aroma andflavour, foam stability); to achieve economic flux. Provided it fulfils theseconsiderations, MF can be a truly operational alternative to pasteurisationand dead-end filtration with cartridges. Cold-sterile filtered beer (draughtbeer or bottled beer) corresponds to a strong demand from consumers forquality and natural products. The objective of eliminating heat treatment ofthe finished product is achieved with membrane cartridge systems (dead-endfiltration) installed directly upstream of the filling system. However, cold-sterilisation by cross-flow membrane is under trial and is feasible in anindustrial context (Fillaudeau and Carrère, 2002; Scanlon, 2004). Krottenthaleret al. (2003) reported that the technical developments of membrane filtration(membrane lifetime, running time, cleaning procedure, cost reduction) aswell as market indicate constant improvement. Organic membrane filtration(0.45 µm nylon or 0.55 µm polyvinylidene fluoride, PVDF) offers safe andcareful product stabilisation for the brewing industry. Financially MF isbecoming increasingly attractive; for instance the cost of flash pasteurisationis assumed to be 0.20 7/hL whereas membrane filtration is around 0.26 7/hL of clarified beer.
Clarification of rough beerBeer clarification is probably one of the most important operations, whenrough beer is filtered in order to eliminate yeast and colloidal particlesresponsible for haze. In addition, this operation should also ensure the biologicalstability of the beer. It should comply with the haze specification of a lagerbeer in order to produce a clear bright beer. Standard filtration consists of theretention of solid particles (yeast cells, macrocolloids, suspended matter)during dead-end filtration with filter-aids. The variety of compounds (chemicaldiversity, large size range) to be retained makes this operation one of themost difficult to control. However, membrane processes should satisfy thesame economic and qualitative criteria (O’Reilly et al., 1987; Wackerbauerand Evers, 1993) as conventional dead-end filtration. Micro filtration shouldbe able: to produce a clear and bright beer with similar quality to a Kieselguhrfiltered beer; to perform separation in a single-step without additives; tooperate at low temperature (0 °C); to achieve economic flux.
Among the potential applications of cross-flow microfiltration, theclarification of rough beer represents a large potential market (approximately200 000 m2 surface area of membrane). Industrial experiments, however,encountered two main problems: (i) the control of fouling mechanisms and(ii) the enhancement of permeate quality (Fig. 35.3). Micro filtration suffersfrom a low permeate flux in comparison to the conventional dead-end filtrationwith filter-aids such as diatomaceous earth (usual flux ranges from 100–

976 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited500 L h–1 m–2). Since 1995, a lot of reports have mentioned the economic
and scientific stakes of the clarification of rough beer. Recent scientific andindustrial studies (e.g. Fillaudeau et al., 2007) have dealt with (i) foulingmechanisms, (ii) the relationship between quantitative and qualitativeperformance, (iii) the development of alternative membrane filtration suchas membrane structure and dynamic filtration and (iv) industrial applications.
Since 2000, the first industrial plants have started to run with three membranesystems proposed by Norit Membrane Technology/Heineken Technical Service(Schuurman et al., 2005a,b), Alfa-Laval AB/Sartorius AG (Modrok et al.,2004, 2006), and Pall Food & Beverage/Westfalia Food Tech (Denniger andGaub, 2004; Höflinger and Graf, 2006; Rasmussen et al., 2006). Norit/Heineken (Schuurman et al., 2005a,b) reported several industrial processesrunning with a MF unit for rough beer clarification with a capacity above 10000 L/h. The filtration unit contains between 10 and 24 hollow fibre modulesX-Flow R-100 (pore size: max 0.50 µm, length: 1 m, inner diameter: 1.5 mm,filter area: 9.3 m2, material: polyethersulfone, PES). The key to the processis based on a specific cleaning procedure patented by Heineken and NoritMembrane Technology. It combines a caustic step, an acidic step and astrong oxidative step (two hours in duration), which is successful in achievinga run time between seven and 20 hours for about 120 runs. Filtration isaccomplished at 0 °C, 1.5–2 m/s flow velocity and up to 1.6 bar transmembranepressure. During filtration, 10 minute periods of back-flushing are appliedevery two hours to remove the reversible fouling that has built up. The fluxis maintained at 100 L h–1 m–2 and clarified beer fulfils the European BreweryConvention (EBC) standard in terms of turbidity (close to 0.6 EBC units),bitterness, total extract, colour, and protein content. In 2005, the cost ofmembrane filtration for bright beer was estimated to be between 0.20 and0.40 7/hL, i.e. identical to Kieselguhr filtration 0.20–0.40 7/hL. By 2007,the total cost of membrane filtration is expected to be 20–30 % cheaper thanKieselguhr filtration (Schuurman et al., 2003).
In the Alfa-Laval/Sartorius cross-flow filtration process (Modrok et al.,2004, 2006), the rough beer goes from the maturation tank to a high-performance centrifuge, which is directly followed by the cross-flow system.From there the beer goes to a bright beer tank and then on to sterile cartridgefiltration before conditioning. The filtration unit contains up to six holdingdevices with up to 72 filter Sartocon® cassetes (20 membranes, dimension:175 × 210 mm, small channel spacers: 120 µm, filter area: 0.7 m2, material:PES). Filtration steps are accomplished with a combination of normal filtration,feed reverse to loosen the clogging and back-flushing with the product. Anintermediate cleaning (duration: 15 min) is done every three to five hoursand maintains high and constant flux rates (80–120 L m–2 h–1). The costs areestimated at 0.46 7/hL and can roughly be divided into 22 % for the runningcosts, 48 % for the membranes, and 30 % for the system.
PROFi® technology is a joint project of Westfalia Food Tec and Pall Food& Beverage (Denniger and Gaub, 2004; Höflinger and Graf, 2006; Rasmussen

Brewing, winemaking and distilling: overview of wastewater 977
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedet al., 2006) and is based on a combination of a centrifuge and a hollow fibre
membrane filter system. The centrifuge separates most of the coarse solidslike yeast and colloids with a high dry substance from the beer; the membranesystem afterwards separates the remaining yeast and fine-forming colloidseffectively. The membrane system is a patented polyethersulfone hollowfibre cross-flow system operating in a dead-end mode. No retentate tank orrecirculation line is necessary, which makes the system design and controlsimple. The industrial system is designed to reach a constant flux of 36–48000 L/h and consists of five independent and identical blocks operating in asequential mode (three to four blocks in filtration mode, one or two blocksin cleaning and standby mode). Operating runs last between five and tenhours, if one block has reached the maximum pressure difference of 2 bar, itis emptied and cleaned. Beer losses for the complete line are at 0.02 %extract; the water consumption is surprisingly low with 0.043 L/L beer andenergy consumption less than 0.40 kWh/hL.
35.4.2 Alternative treatments including scientificand academic approachesRegenerable filter-aidsIn breweries, reduction of Kieselguhr consumption may be achieved byoptimising the existing process in different ways (Freeman and Reed, 1999):selection and characteristic of filter-aids, pre-coating and multistage-filtration,automation of filtration system and filter-aid dosage, increasing filtrationcapacities, saving water for cleaning and regeneration by chemical and thermaltreatment. However, the use of regenerated Kieselguhr appears to be oflimited occurrence in industrial practice. The opportunity to carry out thefiltration with alternative and regenerable filter-aids seems very attractive.The filter-aid should satisfy food process requirements, resist caustic solutionsand temperatures up to 100 °C (conventional regenerative conditions), exhibitspecific mechanical properties (inert and rigid material), present a low specificsurface area but a high retention capacity (clarification) together with a highfiltration efficiency. Regeneration of the spent filter medium should notmodify its initial performances. Recent results have been reported at a pilot-plant scale but none in industrial conditions. Below, we describe the filter-aids used by Bonachelli et al. (1999) and Rahier and Hermia (2001).
The regenerable filter-aid developed by Interbrew and UCL (UniversitéCatholique de Louvain, Belgium) is composed of polymer granules (Rahierand Hermia, 2001) with specific properties (density, particle size, pore size,diameter, shape and specific surface). The material, in combination withpoly vinyl poly pyrrolid one (PVPP), was used successfully for the clarificationand stabilisation of beer. The advantages reported for this material are asingle clarification–stabilisation step with high specific flow rate and longrun times.
Meura company (Bonachelli et al., 1999) developed a filter-aid composed

978 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedof a mixture of synthetic polymer or special cellulose fibres and 44–88 µm
microbeads coated with a polymer which improves surface properties. Themixture combines the mechanical properties of the microbeads(incompressibility, low porosity) with the qualities of the fibres. Filtrationperformance is reported to be similar to conventional Kieselguhr filters.
Bioproduction of added-value moleculesIndustrial and agricultural by-products and waste can often be used as substratesin fermentation processes. Their complex composition, containing carbon,nitrogen and mineral supplies, is accurate for the growth of micro-organisms.The aim of the bioprocess may be the production of biomass, or its metabolicproducts (i.e. organic acids), flavour and aroma compounds or enzymes. Thecarbon components of stillage can be considered as substrates for the productionof molecules of interest to industry via biotechnological pathways. Tibeliusand Trenholm (1996) have published a whole report on recycling the co-products from cereal fermentation and Decloux and Bories (2001) a literaturesurvey on uses for stillage from molasses fermentation. They mentionedseveral examples of bioproduction of added value molecules that may begrouped in three categories
Yeast, enzymes and algaeThe production of yeast in aerated medium is an efficient means for reducingthe pollutant load of stillage originating from alcohol production either fromcane or beet. This technique, developed on an industrial scale, however,consumes a lot of energy to ensure the oxygen supply and the cooling of thefermenter. It is possible to produce 16 kg of Torula yeast (Candida utilis) pertonne of stillage and to consume non-fermentable sugars, hence increasingthe ratio which can be recycled to fermentation and, similarly, to decreasethe quantity of water to be evaporated during concentration. The residualBOD is reduced to 10–15 g/kg (Maiorella et al., 1983). According to Lee andLee (1996), Candida utilis yeasts, generally used for producing SCP (singlecell proteins) are not very well adapted to stillage. After screening tests, theyselected a thermoresistant strain Candida rugosa. Shojaosadati et al. (1999)studied the culture of the Hansenula yeast strain in continuous culture onbeet stillage and showed that it is possible to reduce the COD by 31 % andto produce 3–5 g/L of biomass with a protein content of 39.6 % without anyaddition to the culture medium. Other compounds such as glycerol, aceticacid and the rest of the ethanol can also be consumed (Maiorella et al.,1983).
The production of enzymes is also under study. In breweries, Zvauya andZvidzai (1996) found that an aerobic and spore forming Bacillus sp. produceshydrolytic extracellular enzymes when cultured on opaque brewery wastewatersupplemented with defatted soya, spent yeast and malt flour. The strainproduced endo-1-4-α-glucanase, amylase, polygalacturonase, xylanase andprotease. Hatvani and Mecs (2001) investigated the mycelial growth (biomass

Brewing, winemaking and distilling: overview of wastewater 979
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedproduction) and the extracellular production of Lentinus edodes on the malt-
containing by-product of the brewing process. They demonstrated that thissubstrate is a suitable medium for mycelial growth. Laccase and manganeseperoxidase purified from the cultures of L. edodes can be immobilised andemployed in enzyme bioreactors for the non-specific oxidation oforganopolluants (e.g. phenolics). Couto et al. (2004) demonstrated the potentialof barley bran as a support for laccase production by the well-known laccaseproducer Tramates versicolor under solid state condition. In the wine industry,enzymes (amylases) or fungi (Penicillium natatum) can be developed toincrease the level of vitamin B (Maiorella et al. 1983). Tests for producingfungi on stillage have apparently been carried out at the laboratory stage inBrazil (Cortez et al., 1998).
The culture of filamentous fungi has been studied in wine distillery stillage(white wines) in the mid 1970 s and an industrial unit was created followingthis research (Biovina/Remy Martin, Cognac), but it only operated for ashort period. The culture of green algae in Turkey has been tested to producepigments from a medium enriched in molasses stillage (Kadioglu and Algur,1992).
Organic acidsCommercial utilisation of natural ferulic acid has been limited by its availabilityand cost. It can be used as a preservative due to its ability to inhibit peroxidationof fatty acids, and constitutes the active ingredient in many skin lotions andsunscreens. Faulds et al. (1997) isolated and purified a number of novelmicrobial esterases, which can cleave ferulic acid from sugar residues inagro-industrial waste. They showed that after treatment of wheat bran witha Trichoderma fungus, followed by treatment of the dissolved material withAspergillus niger FAE-III, ferulic acid can be obtained. L-lactic acid productionfrom brewery spent grain with immobilised lactic acid bacteria, Lactobacilusrhamnosus, was investigated by Shindo and Tachibana (2004). Spent grainswere liquefied by a steam explosion treatment (30 kg/cm2, 1 min) to obtainliquefied sugar (60 g/kg wet spent grain) and treated with glucoamylase,cellulase and hemicellulase enzymes before bioreaction.
In propionibacteria (Propionibacterium acidipropionici), the fermentativepathway of glycerol leads to the production of propionic acid in veryadvantageous conditions with regard to the results obtained from glucidicsubstrates: increase in yield and propionic acid concentration (Barbirato etal., 1997; Bories et al., 1997a 2001; Himmi et al., 2000). Volatile fatty acids(acetic, propionic, butyric acids) can be produced by acidogenic fermentationin distillery stillage recycling (Goma et al., 1980).
Complex organic compoundsDihydroacetone (DHA) is used in cosmetics. It can be produced withGluconobacter oxydans from distillery wastewater (pre-concentrated) with ayield of 0.78 g DHA/g glycerol, a productivity of 0.96 L–1 h–1 and a DHA

980 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedconcentration from 34–45 g/L (Bories et al., 1991; Bories and Claret, 1992;
Claret, 1992; Claret et al., 1993).The precursor 1.3-propanediol is interesting for polymer synthesis. Its
production by fermentation of glycerol by anaerobic bacteria (Clostridiumbutyricum and Enterobacter agglomerans) has been examined using winedistillery stillage (Bories and Claret, 1992; Barbirato et al., 1998).
The Revico company has applied for a patent to produce aromaticcompounds (Ambid et al., 1998; de Billerbeck et al., 1999). It involvesaerobic cultivation of a Sporobolomyces odorus type bacterium capable ofproducing γ-decalactone. The medium is constituted of wine stillagesupplemented with a ricinoleic-type precursor. The aromatic compound isseparated from the aqueous fermentation medium by adding a coconut oiltype lipid phase which is solid at room temperature and which absorbs thearoma. After separation, the lipid phase is dissolved in 96 % ethanol (1v/10v) then separated out by crystallisation on cooling the alcohol mixture to–20 °C. Simple filtration then makes it possible to recover the alcohol phasecontaining the aromatic compound.
Carotenoids, in particular astaxanthin, can be produced by fermentationof the yeast Phaffia rhodozyma on different residues of the wheat industry(Hayman et al., 1995). Certain co-products such as soluble stillage can beinteresting media. Cell growth and polysaccharide production by a localstrain of Ganoderma lucidum was studied using thin stillage with an addedcarbon source (Yang et al., 2003; Hsieh et al., 2005).
Biosurfactants are beginning to be accepted as potential performance-effective molecules that are ecofriendly alternatives to synthetic surfactants.Economic strategies, which emphasise the utilisation of waste streams as no-cost substrates are essential for developing large-scale biosurfactant productiontechnology. It has been reported that biosurfactant production from distilleryand whey wastewaters and synthetic medium was comparable usingPseudomonas aeruginosa strain BS2 (Dubey et al., 2005).
Bioplastic production by micro-organisms was investigated by Yu et al.(1998) with malt waste from a brewery. Specific polymer production yieldby Alcaligenes latus DSM1124 increased up to 70.1 % w polymer/w cellwith a final biomass and polymer concentration of 32.36 g/L cell dry wt and22.68 g/L cell dry wt. In this fermentation, biopolymer accumulation iscontrolled by nitrogen limitation.
Extraction of specific compoundsRecovery of dissolved molecules and waterAs the cost of wastewater disposal increases, more emphasis is being placedupon the recovery and recycling of valuable chemicals contained within theeffluent. As mentioned by Decloux and Bories (2001), a lot of research hasbeen carried out into the recovery of molecules using MF to NF and reverseosmosis membranes (Wu et al., 1989; Kim et al., 1997; Nataraj et al., 2006).Kim et al. (1997) proposed a new process for producing alcohol from wheat,

Brewing, winemaking and distilling: overview of wastewater 981
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedassociating a centrifuge separation and a stillage ultrafiltration (UP) stage.
Permeate is recycled for the preparation of the fermentation must. The retentateis recycled to the head of the centrifuge separator. The only output is thecake, which comes out of the centrifuge separator and which, after drying,can be used in animal feed.
Numerous articles were published between 1985 and 1990 by Wu (researchcentre in Illinois, USA) on the recovery of dissolved and nitrogenous matterfrom pre-filtered and centrifuged stillage originating from the fermentationof different raw materials including beet (Wu et al., 1989). Treatment on anUF membrane then RO makes it possible to concentrate the dissolved matterand the nitrogenous matter in a small volume (final volumetric reductionratio, VRR between eight and four) and obtain water with a lower conductivitythan tap water. Nataraj et al. (2006) tested a hybrid NF and RO pilot plant toremove the colour and the contaminants of spent molasses distillerywash. Colour removal by NF and rejection of 99.8 % TDS, 99.9 % of CODand 99.99 % of potassium was achieved from the RO runs, by retaining asignificant flux as compared to the pure water flux, which shows thatmembranes were not affected by fouling during the wastewater run. Thepollutant levels in permeates were below the maximum contaminant levelsas per the guidelines of the World Health Organization and the central pollutionboard specifications for effluent discharge (less than 1000 ppm of TDS and500 ppm of COD). The paper does not indicate the composition of the finalretentate (mixture of NF retentate and RO retentate) or the applicability ona large scale.
Other studies were carried out on the recovery of water from condensatesgenerated during stillage concentration. The condensates were used to dilutethe molasses. It was quickly observed that the kinetics of the fermentationwas decreased and even completely stopped. Analysis of the condensatesdemonstrated the concentration of molecules that inhibit fermentation washigh. Morin et al. (2003) demonstrated that the molecules responsible weremainly aliphatic acids (formic, acetic, propionic, butyric, valeric and hexanoic),alcohols (2,3 butanediol), aromatic compounds (phenyl-2-ethyl-alcohol) andfurane derivatives (furfural). These are small molecules present at lowconcentrations in the system. Anaerobic digestion experiments and ROexperiments were carried out to choose an appropriate treatment for thecondensates. Preliminary results showed that most of the organic compoundswere degraded by anaerobic treatment, but not completely, and a subsequentfiltration by RO was necessary. Direct RO experiments with the condensatesshowed good but not total rejection of the molecules (Morin-Couallier et al.,2007). Increasing the pH of the condensates nearly achieved total retention.Research continues on both treatments.
Extraction of salts by electrodialysisElectrodialysis tests in the laboratory showed that it is possible to reduce thepotassium concentration of beet stillage by 92 % (Decloux et al., 2002).

982 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedThen concentration up to 70 % solids should be possible without potassium
sulphate crystallisation. Nevertheless, considering the sale cost of concentratedvinasses as fertiliser, the investment costs still do not allow industrialapplication.
Elimination of heavy metalsPlant-derived materials may be used to adsorb heavy metals, but many reviewsreport the efficiency of micro-organisms (fungi, algae, bacteria). The abilityof micro-organisms to remove metals from solutions is well known, andboth living and dead biomass is capable of metal accumulation. Effluentsfrom many industries contain metals in excess of permitted levels. Biomassuse may be economically feasible. Wang and Chen (2006) report thatbiosorption may constitute a cost-effective biotechnology for the treatmentof high-volume and low-concentration complex wastewaters containing heavymetal(s) in the order of 1–100 mg/L. Among the promising biosorbents forheavy metal removal which have been researched during the past decades,Saccharomyces cerevisiae has received increasing attention due to the uniquenature in spite of its mediocre capacity for metal uptake compared with otherfungi. S. cerevisiae is widely used in food and beverage production, is easilycultivated using cheap media, is also a by-product in large quantity as awaste of the fermentation industry, and is easily manipulated at molecularlevel. Dostalek et al. (2004) report the sorption of cadmium, Cd2+, copper,Cu2+ and silver ions, Ag+. Marques et al. (1999) found that waste brewerybiomass of non-flocculent and flocculent types are promising biosorbentsfor the removal of Cu2+, Cd2+ and Pb2+ at concentrations of up to 1.0 mMfrom non-buffered aqueous solutions. Runping et al. (2006) studied theinfluence of the uptake of Cu2+ and Pb2+ by waste beer yeast in differentadsorptive conditions (pH, contact time, yeast concentration, temperature,ion concentrations) to compare the biosorption behaviour of a single-metalsystem and a two-system in batch mode. The process of biosorption nearlyreached equilibrium in 30 min and the optimum pH was near 5.0. Beer yeastabsorbed 0.0228 mmol g–1 for Cu2+ and 0.276 mmol g–1 for Pb2+.
Extraction studies on laboratory and pilot scales from wine and by-products(pomace) have focussed on novel molecules such as RG-II(rhamnogalacturonan II), which have metal complexing properties (Vidal etal., 1999).
35.5 Acknowledgements
Authors gratefully acknowledge Dr Peter Winterton (Université Paul Sabatier,Toulouse, France) for advice, corrections and improvements to the finalEnglish version of the chapter.

Brewing, winemaking and distilling: overview of wastewater 983
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
ited35.6 Nomenclature
BAT Best available techniquesBFS Beer factory sludgeBOD Biochemical oxygen demandCIP Cleaning in placeCOD Chemical oxygen demandDDGS Dried distillers grains solublesDGS Condensed distillers solublesDM Dry matterEFB Expanded fluidized bedsHRT Hydraulic residence timeLPA Litres of pure alcoholMBR Membrane bioreactorMF MicrofiltrationSEC Specific energy consumptionNF NanofiltrationRO Reverse osmosisUASB Upflow Anaerobic Sludge BlanketsTEP Tonnes equivalent petroleumTDS Total dissolved solidTS Total solidUF UltrafiltrationUV Ultra violetVFA Volatile fatty acids
35.7 ReferencesAines G, Klopfenstein T and Stock R (1986) Distillers grains, MP51, University of
Nebraska, Cooperative extension, available at: http://ianrpubs.unl.edu/fieldcrops/mp51.htm (last visited January 2008).
Álvarez P M, Beltrán F J and Rodríguez E (2005) Integration of ozonation and ananaerobic sequencing batch reactor (AnSBR) for the treatment of cherry stillage,Biotechnology Progress, 21(5), 1543–1551.
Ambid C, Carle S and de Billerberck G (1998) Procédé de production et d’extraction insitu de composés aromatiques, Patent FR 2 786 502, Revico.
Analytica EBC (1987) Revue de la Brasserie et des Boissons (Brauerei und GetränkeRundschau), 4th edn, Zürich, European Brewery Convention.
Andreottola G, Foladori P, Nardelli P and Denicolo A (2005) Treatment of winery wastewaterin a full-scale fixed bed biofilm reactor, Water Science Technology, 51(1), 71–79.
Andreottola G, Nardelli P and Nardin F (1998) Demonstration plant experience of winerywastewater anaerobic treatment in a hybrid reactor, in CEMAGREF (ed.), Proceedings2nd International Specialized Conference on Winery Wastewaters, Bordeaux, FranceMay 5–7, 243–251.
Artiga P, Ficara A E, Malpei F, Garrido J M and Mendéz R (2005) Treatment of twoindustrial wastewaters in a submerged membrane bioreactor, Desalination, 179, 161–169.

984 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedBadie F (1998) Raccordement et traitement collectif mixte des effluents vinicoles, in
CEMAGREF (ed.), Proceedings 2nd International Specialized Conference on WineryWastewaters, Bordeaux, May, 5–7, 164–170.
Baimel S H, Smith T R, Rees R H, Coote N and Sulpizio T E (2004) Filtration withdiatomite, Brauwelt International, 22, 54–55.
Barbirato F, Chedaille D and Bories A (1997) Propionic acid fermentation from glycerol:comparison with conventional substrate, Applied Microbiology and Biotechnology,47, 441–446.
Barbirato F, Himmi E H, Conte T and Bories A (1998) 1,3 propanediol production byfermentation : an interesting way to valorize glycerin from ester and ethanol industries,Industrial Crops Products, 7, 281–289.
Bazile F and Bories A (1989) Anaerobic digestion of waste from cane molasses distillery.Start-up and results from an industrial fixed bed digester, Proceedings 5th EuropeanConference Biomass for Energy Industry, Lisbon, Portugal, Oct 9–13.
Bazile F and Bories A (1992) Sugarcane molasses alcohol wastewater treatment withdown flow fixed bed reactor, Proceedings 21st Congress of the International Socetyof Sugar Cane Technologists, Bangkok, Thailand, Mar 5–14.
Beltrán F J, García-Araya J F and Álvarez P M (1999) Wine distillery wastewater degradation.1. Oxidative treatment using ozone and its effect on the wastewater biodegradability.2. Improvement of aerobic biodegradation by means of an integrated chemical, Journalof Agriculture Food Chemistry, 47(9), 3911–3924.
Beltrán F J, García-Araya J F and Álvarez P M (2001) pH sequential ozonation ofdomestic and wine-distillery wastewaters, Water Research, 35(4), 929–936.
Berg C (2004) World fuel ethanol – analysis and outlook, available at: http://www.distill.com/World-Fuel-Ethanol-A&O-2004.html (last visited January 2008).
Berg C (2006) personal communication.Bijan L and Mosheni M (2005) Integrated ozone and biotreatment of pulp mill effluent
and changes in biodegradability and molecular weight distribution of organic compounds,Water Research, 39(16), 3763–3772.
Bock M and Oechsle D (1999) Beer recovery from spent yeast with Keraflux membranes,The Brewer, 85(7), 340–345.
Bolivar J A (1983) The Bacardi corporation digestion process for stabilization of rumdistillery wastewater and producing methane, MBAA Technical Quarterly, 20(3), 119–128.
Bolzonella D, Zanette M, Battistoni P and Cecchi F (2006) Treatment of winery wastewatersin a conventional activated sludge process – Five years of experience, Proceedings IVInternational Specialized Conference on Sustainable Viticulture: Winery Wastes andEcological Impact Management, Viña del Mare, Chile, Nov 5–8.
Bonnacchelli B, Harmegnies F and Tigel R (1999) Beer filtration with regenerable filteraid : semi-industrial results, in European Brewery Convention (ed.), Proceedings 27thEuropean Brewery Convention Cannes, France, Nurnberg, Fachverlag Hans Carl,807–814.
Bories A (1978) Caractérisation de la charge organique des eaux résiduaires de distilleriesvinicoles par le carbone organique total, Tribune de Cebedeau, 411, 75–81.
Bories A (1980) Fermentation méthanique avec séparation des phases acidogène etméthanogène appliquée au traitement des effluents à forte charge polluante (distillerie),Annales Technologic Agricole, 29, 509–528.
Bories A (1981) Méthanisation des eaux résiduaires de distilleries, Tribune Cebedeau,456, 475–483.
Bories A (1982) Méthanisation des eaux résiduaires de distilleries vinicoles, IndustriesAlim entaries et Agricoles, 4, 215–225.
Bories A (2000) A novel bio-physical way for the treatment and valorisation of wastewatersfrom food industries, Proceedings 1st World Conference on Biomass for Energy andIndustry, Seville, Spain, June 5–9.

Brewing, winemaking and distilling: overview of wastewater 985
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedBories A (2005) Odorous compounds treatment of winery and distillery effluents during
natural evaporation in ponds. Water Sci. Technol., 51 (1), 129–136.Bories A (2006) Prévention et traitement des odeurs des effluents vinicoles, G1960, Paris,
Techniques de l’Ingénieur.Bories A and Allaux M (1989a) Effect of phenolic compounds on anaerobic digestion,
Proceedings 5th European Conference on Biomass for Energy and Industry, Lisbon,Portugal, Oct 9–13.
Bories A and Allaux M (1989b) Effet de la biodégradation des composés phénoliqueschez les microorganismes anaérobies, Colloque International Sur les Phénols dansl’Environnement, Marseille, France, Oct 19–20.
Bories A and Claret C (1992) Procédé pour l’obtention de produits à activité microbiennecapable de transformer le glycérol en 1,3-propanediol, souches correspondantes etapplication à la production industrielle de 1,3-propanediol, INPI no. 9207212, Paris,INRA.
Bories A and Maugenet J (1978) Intérêt de la fermentation méthanique appliquée auxeaux résiduaires à forte concentration en carbone. CR Académie Agriculture, Feb,453–460.
Bories A and Moulon F (1995) Traitement des effluents vinicoles en filtre anaérobie àsupport lignocellulosique (rafle de marcs), Revue Francaure d’Oenologie, 152, 35–37.
Bories A, Barbirato F and Chedaille D (1997a) Fermentation propionique à partir deglycérol, Colloque Société Francaise de Microbiologie, Lille, France, Mar 20–21, 33–43.
Bories A, Bazile F, Lartigue P and Guichard R (1997b) Etude du traitement des vinassesde distilleries de canne à sucre par méthanisation à échelle pilote industriel, ProceedingsARTAS – 4ème Congrès International, La Réunion, Oct 12–18, 158–172.
Bories A, Claret C and Soucaille P (1991) Kinetic study and optimisation of the productionof dihydroxyacetone from glycerol using Gluconobacter oxydans. Process Biochemistry,26, 243–248.
Bories A, Conesa F, Boutolleau A, Peureux J-L and Tharrault P (1998) Nouvelle approcheet nouveau procédé de traitement des effluents vinicoles par fractionnement desconstituants et thermo-concentration, Revue Francais d’ Oenologie, 171, 26–29.
Bories A, Goulesque S, Sire Y and Saint Pierre B (2006) Personal communication, INRAUnité Expérimentale Pech Rouge, Gruissan, 11430-Fr.
Bories A, Himmi E H, Jauregui J J A, Pelayo-Ortiz C and Gonzales V A (2001) Fermentationdu glycérol chez des propionibactéries et optimisation de la production d’acidepropionique, Science Alimentaine, 24(2), 121–136.
Bories A, Raynal J and Bazile F (1988) Anaerobic digestion of high-strength wastewater(cane molasses stillage) in a fixed film reactor, Biological Wastes, 23, 251–267.
Bories A, Raynal J and Jover J P (1982) Fixed bed reactor with plastic media for methanefermentation of distilleries wastewater, Proceedings 2nd European Conference onBiomass for Energy Industry, Berlin, Germany, May 10–14.
Bories A, Whale S, Astruc S, Conesa F and Boutolleau A (1999) Nouvelle voie detraitement d’effluents vinicoles par fractionnement. Résultats et validation du procédé,Revue des Oenologues, 92, 34–38.
Braeken L, Van der Bruggen B and Vandecasteele C (2004) Regeneration of brewerywastewater using nanofiltration, Water Research, 38, 3075–3082.
Bruijn P J M, Noordman T R, Deurinck P C and Grass S (2001) Environmentally sustainablealternative uses for brewery by-products, in European Brewery Convention (ed.),Proceedings 28th European Brewery Convention, Budapest, Hungary, Nuremberg,Fachverlag Hans Carl, paper 105, 963–971.
Bustamante M A, Paredes C, Moral R, Moreno-Caselles J, Perez- Espinoza A and Perez-Murcia M D (2005) Uses of winery and distillery effluents in agriculture: characterisationof nutrient and hazardous components, Water Science and Technology, 51(1), 145–151.

986 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedCanler J P, Alary G and Perret J M (1998) Traitement biologique aérobie par bassins en
série des effluents vinicoles in CEMAGREF (ed.), Proceedings 2nd InternationalSpecialized Conference on Winery Wastewaters, Bordeaux, France May 5–7, 178–188.
Cantrell I C, Dickenson C J, Homer K and Lowe C M (1985) The recovery of beer fromyeast and other processing residue by ultrafiltration, in Proceedings, 20th EBC Congress,Helsinski, Oxford, IRL Press, 691–698.
Cartier S, Théoleyre M and Decloux M (1997) Treatment of sugar decolorizing resinregeneration waste by nanofiltration, Desalination, 113, 7–17.
CBMC (2002) The Brewers of Europe, Guidance note for establishing BAT in the BrewingIndustry, 1916-09-2001, Brussels, Confédération des Brasseurs du Marché Commun:available at: http://www.brewersofeurope.org/docs/publications/guidance.pdf (last visitedJanuary 2008).
CEPS (2006) Our Industry, Brussels, The European Spirits Organisation, available at:http://www.europeanspirits.org/OurIndustry/external_trade.asp (last visited January2008).
Chabas J J, Bories A, Moletta R, Mourgues J and Flanzy C (1990) Epuration des eauxrésiduaires de distilleries, 70ème Assemblée générale de l’OIV, Yalta, Ukraine, Sept 3–13.
Cheryan M and Parekh R (1995) Separation of glycerol and organic acids in modelethanol stillage by electrodialysis and precipitation, Process Biochemistry, 30(1), 17–23.
Chrobak R S and Ryder R A (2006) Odors and control methods in winery wastewatertreatment, Proceedings IV International Specialized Conference on SustainableViticulture: Winery Wastes and Ecological Impact Management, Viña del Mare, Chile,Nov 5–8.
Ciancia S (2000) Micro-brewing: a new challenge for beer, BIOS International, 2, 4–10.Claret C (1992) Métabolismes oxydatif et fermentaire du glycérol chez les bactéries.
Etude physiologique et cinétique de sa conversion en dihydroxyacétone et en 1,3-propanediol, PhD thèse, INSA, Toulouse, France.
Claret C, Bories A and Soucaille P (1993) Inhibitory effect of dihydroxyacetone onGluconobacter oxydans: kinetic aspects and expression by mathematical equations,Journal of Industrial Microbiology, 11, 105–112.
Colin T, Bories A, Lavigne C and Moulin G (2001) Effects of acetate and butyrate duringglycerol fermentation by Clostridium butyricum, Current Microbiology, 43, 238–243.
Colin T, Bories A, Sire Y and Perrin R (2005) Treatment and valorisation of winerywastewater by a new biophysical process (ECCF), Water Science Technology, 51(1),99–106.
Cortez L, Freire W J and Rosillo-Calle F (1998) Biodigestion of vinasse in Brazi,International Sugar Journal, 100(1196), 403–413.
Cortez L, Freire W J and Rosillo-Calle F (1999) Biodigestion of vinasse in Brazil, IndianSugar, 1, 827–837.
Couto S R, Rosales E, Gundin M and Sanroman M A (2004) Exploitation of a waste fromthe brewing industry for laccase production by two Trametes species, Journal of FoodEngineering, 64, 423–428.
Dawson K A (2003) Biorefineries: the versatile fermentation of the future. In: Jacques KA, Lyons T P, Kelsall D R (eds), The alcohol textbook, Nottingham, Nottingham,University Press, 387–397.
De Billerbeck G, Ambid C and Carle S (1999) Method for producing and extractingaromatic compounds, Patent WO9954432.
Debroux J-F, Childs S and Chrobak R S (2004) California land application of winerystillage and non-stillage process water: field study results and proposed managementguidelines, Proceedings 3rd International Specialised Conference on SustainableViticulture and Winery Wastes Management, Barcelona, Spain, May 24–26, 81–87.

Brewing, winemaking and distilling: overview of wastewater 987
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedDecloux M and Bories A (2001) Traitement et valorisation des vinasses, Problématique
et voies de valorisation, Industries Alimentaires Agricoles, 118(7/8), 61–73.Decloux M and Bories A (2002) Stillage treatment in the French alcohol fermentation
industry, International Sugar Journal, 104(1247), 509–517.Decloux M, Bories A, Lewandowski R, Fargues C, Mersad A, Lameloise M-L, Bonn et
F, Dherberourt D and Osuna L N (2002b) Interest of electrodialysis to reduce potassiumlevel in vinasses, preliminary experiments, Desalination, 146, 393–398.
Denniger H and Gaub R (2004) Cost and quality comparison between DE/Kieselguhr andCrossflow filtration for beer clarification on industrial scale, Proceedings World BrewingCongress, San-Diego, CA, USA, Jul 25, O-13.
Desauziers V, Fanlo J-L and Guillot J-M (2002) Rejets gazeux, in Gestion des problèmesenvironnementaux dans les industries agro-alimentaires, Paris, Tec & Doc, 51–76.
Dhamankar V S, Zende N A and Hapase D G (1993) A method for colour removal fromvinasse, International Sugar Journal, 95(1131), 89–91.
Dostalek P, Patzak M and Matejka P (2004) Influence of specific growth limitation onbiosorption of heavy metals by Saccharomyces cerevisiae, International BiodeteriorationBiodegradation, 54, 203–207.
Duarte E A and Neto I (1996) Evaporation phenomenon as a waste management technology,Water Science and Technology, 33(8), 53–61.
Duarte E, Martins M B, Carbalho E C, Spranger I and Costa S (1998) An integratedapproach for assessing the environmental impacts of wineries in Portugal, in CEMAGREF(ed.), Proceedings 2nd International Specialized Conference on Winery Wastewaters,Bordeaux, France, May 5–7, 61–69.
Dubey K V, Juwarkar A A and Singh S K (2005) Adsorption-desorption process usingwood-based activated carbon for recovery of biosurfactant from fermented distillerywastewater, Biotechnology Process, 21(3), 860–867.
EC (1996) Council Directive 96/61/EC of 24 September 1996 concerning integratedpollution prevention and control, Official Journal of the European Communities, L257,10 October, 26–40.
Ehlinger F, Durocq L, Mossino J and Holst T (1994) Vinipur: un nouveau procédéd’épuration des effluents vinicoles, in CEMAGREF (ed.), Proceedings CongrèsInternational sur le Traitement des effluents vinicoles, Narbonne, juin 20–22, Epernay,juin 23–24, 111–118.
Erbslöh (2006), Cellufluxx®. Filter aid from cellulose for a careful and gentle vinification,Velbert, Germany, Erbsloh, available at: http://www.erbsloeh.com/en/datenblatt/Saft/CelluFluxx.pdf?product=CelluFluxx (last visited January 2008).
Ernst & Young (2006) The Contribution Made by Beer to the European Economy:Employment, value added and tax, Final report, Amsterdam, Ernst & Young, January:available at: http://www.brewersofeurope.org/docs/publications/Country%20chapters%20Economic%20impact%20of%20beer.pdf (last visited January2008).
Escudier J-L, Moutounet M and Saint Pierre B (1993) Stabilisation tartrique des vins parélectrodialyse, Revue des Oenologues, 69, 35–37.
Etheridge S P and Leroff U E A (1994) Anaerobic digestion – a viable option for industrialeffluent treatment, MBAA Technical Quarterly, 31(4), 138–141.
Fama (2001) Grilles et chaudières industrielles, traitement des déchets liquides.Faulds C, Bartolomé B and Williamson G (1997) Novel biotransformation of agro-industrial
cereal waste by ferulic acid esterases, Industrial Crops and Products, 6, 367–374.Fillaudeau L and Carrère H (2002) Yeast cells, beer composition and mean pore diameter
impacts on fouling and retention during cross-flow filtration of beer with ceramicmembranes, Journal of Membrane Science, 196(1), 39–57.
Fillaudeau L, Blanpain-Avet P and Daufin G (2006) Water, wastewater and wastemanagement in brewing industries, Journal of Cleaner Production, 14, 463–471.
Fillaudeau L, Boissier B, Moreau A, Blanpain-Avet P, Ermolaev S, Jitariouk N and

988 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedGourdon A (2007) Investigation of rotating and vibrating filtration for clarification of
rough beer, Journal of Food Engineering, 80, 206–217.Fitz-Gibbon F, Singh D, McMullan G and Marchant R (1998) The effect of phenolic
acids and molasses spent wash concentration on distillery wastewater remediation byfungi, Process Biochememistry, 33(8), 799–803.
Freeman G and Reed R (1999) A review of filters-aids and their efficient use, The Brewer,85(2), 77–84.
García García I, Bonilla Venceslada J L, Jiménez Peña P R and Ramos Gómez E (1997)Biodegradation of phenol compounds in vinasse using Aspergillus terreus and Geotrichumcandidum, Water Research, 31(8), 2005–2011.
Garcia-Gomez A, Bernal M P and Roig A (2002) Growth of ornamental plants in twocomposts prepared from agroindustrial wastes, Bioresource Technology, 83, 81–87.
Gaub R (1993) Criteria for fine and sterile filtration of beer, Brauwelt International, 5,448–457.
Gehringer P, Szinovatz W, Eschweiler H and Haberl R (1997) Oxidative treatment of awasterwater stream from a molasses processing using ozone advanced oxidationtechnologies, Ozone Science and Engineering, 19(2), 157–168.
Ghosh S and Klass D L (1978) Two phase anaerobic digestion, Process Biochemistry, 4,15–24.
Goma G, Bories A, Durand G and Maugenet J (1980) Acquisition de données cinétiquespermettant d’évaluer l’intérêt économique de la valorisation des vinasses par la productionsoit de méthane soit d’acides organiques. Compte rendu de l’Action Incitative DGRST77071815 et 77071816, Toulouse, Délégation à Recherche Scientifique et Technique.
Gonzáles Benito G, Peña M and Rodríguez de los Santos D (1997) Decolorization ofwastewater from an alcoholic fermentation process with Trametes versicolor, BioresourceTechnologic, 61, 33–37.
Guillot J-M, Desauziers V, Avezav M and Roux J C (2000) Characterization and treatmentof olfactory pollution emitted by wastewater in wineries of Mediterranean region,Fresenais Environmental, Bulletin, 9, 243–250.
Hatvani N and Mecs I (2001) Production of laccase and manganese peroxidase by Lentinusedodes on malt-containing by-product of the brewing process, Process Biochemistry,37, 491–496.
Hayman G T, Mannarelli B M and Leathers T D (1995) Production of carotenoids byPhaffia rhodozym grown on media composed of corn wet-milling co-products, Journalof Industrial Microbiology, 14, 389–395.
Himmi E H, Bories A, Boussaid A and Hassani I (2000) Propionic acid fermentation ofglycerol and glucose by Propionibacterium acidipropionic and Propionibacteriumfreudendreichii sp shermanii, Applied Microbiology and Biotechnology, 53, 435–440.
Höflinger W and Graf J (2006) Economics of beer filtration without Kieselguhr, BrauweltInternational, 24(3), 149–156.
Hrycyk G (1997) The recovery and disposal of diatomaceous earth in breweries, MBAATechnical Quarterly, 34(1), 293–298.
Hsieh C, Hsu T H and Yang F C (2005) Production of polysaccharides of Ganodermalucidum (CCRC36021) by reusing thin stillage, Process Biochemistry, 40, 909–916.
I T V (2000) Les filières d’épuration des effluents vinicoles, nouvelle édn, Paris ITV.Inamdar S (1998) Alcohol production and distillery effluent treatment, International
Sugar Journal, 100(1197), 463–467.Jaouen P, Lanson J M, Vandanjon L, Malriat J P and Quemeneur F (2000) Décoloration
par nanofiltration d’effluents contenant des encres pour stylos: étude et qualificationdu procédé, mise en oeuvre industrielle, Environmental Technology, 21, 1127–1138.
Jiménez A M, Borja R and Martin A (2003) Aerobic-anaerobic biodegradation of beetmolasses alcoholic fermentation wastewater, Process Biochemistry, 38, 1275–1284.
Kadioglu A and Algur F (1992) Test of media with vinasse for Chlamydomonas reinhardiifor possible reduction in vinasse pollution, Bioresource Technology, 42, 1–5.

Brewing, winemaking and distilling: overview of wastewater 989
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedKampen W H (1990) Process for manufacturing ethanol and for recovering glycerol,
succinic acid, lactic acid, betaine, potassium sulfate, and free flowing distiller’s drygrain and solubles or a solid fertilizer therefrom, available at: http://www.freepatentsonline.com/5177008.html (last visited January 2008).
Kampen W H and Saska M (1999a) Value added products from stillage of ethanol frommolasses plants, Proceedings Symposium on Advanced Technologies for Raw Sugarand Cane and Beet Refined Sugar, New Orleans, LO, USA Sept 8–10.
Kampen W H and Saska M (1999b) Value-added products from stillage of ethanol frommolasses and corn to ethanol plants, Proceedings Sugar Industry Technologist Congress,58, 195–208.
Karhadkar P P, Audic J-M, Faup G M and Khanna P (1987) Sulfide and sulfate inhibitionof methanogenesis, Water Research, 21(9), 1061–1066.
Kaur V I and Saxena P K (2004) Incorporation of brewery waste in supplementary feedand its impact on growth in some carps, Biosource. Technology, 91, 101–104.
Kawasaki Y and Kondo H (2005) Challenges in the brewing business in Japan toward anenvironmentally friendly company, MBAA Technical Quarterly, 42, 107–112.
Kepplinger W L and Zanker G (2001) Use of spent grains, Proceedings of the 28thEuropean Brewery Convention, Budapest, Hungary, Nurnberg Fachverlag Hans Carl,paper 107, 981–991.
Kerner S, Sabatier R and Rochard J (2004) Impact environnemental de différentes techniquesde filtration, Proceedings 3rd International Specialised Conference on SustainableViticulture and Winery Wastes Management, Barcelona, Spain, May 24–26, 331–332.
Kim J S, Kim B G, Lee C H, Kim S W, Jee S, Koh J H and Fane A G (1997) Developmentof clean technology in alcohol fermentation industry, Journal of Cleaner Production,5(4), 263–267.
Knirsch M, Penschke A and Meyer-Pittroff R (1999) Disposal situation for brewery wastein Germany – results of a survey, Brauwelt International, 4, 477–481.
Kormelinck V G (2003) Optimum wastewater treatment at Paulaner Munich, BrauweltInternational, 21(6), 387–390.
Koroneos C, Roumbas G, Gabari Z, Papagiannidou E and Moussiopoulos N (2005) Lifecycle assessment of beer production in Greece, Journal Cleaner Production, 13, 433–439.
Krottenthaler M, Zanker G, Gaub R and Back W (2003) Sterile filtration of beer bymembranes – economical and physiological aspects, in European Brewery Convention(ed.), Proceedings 29th European Brewery Convention, Dublin Ireland, NurnbergFachverlag Hans Carl, 314–325.
Kütük C, Cayci G, Baran A, Baskan O and Hartmann R (2003) Effects of beer factorysludge on soil properties and growth of sugar beet (Beta vulgaris saccharifera L.),Biosource Technology, 90, 75–80.
Lalane M, Fonade C and Rols J L (1996) Retours d’exploitation d’unités de traitementd’effluents sucriers par lagunage aéré, 2ème Colloque International Sur les Rhums, laRéunion, Oct 28–30, 271–274.
Lalov I G, Guerginov I I, Krysteva M A and Fartsov K (2000) Treatment of wastewaterfrom distilleries with chitosan, Water Resource, 34(5), 1503–1506.
Le M S (1987) Recovery of beer from tank bottoms with membranes, Journal of ChemicalTechnology Biotechnology, 37, 59–66.
Le Verge S and Bories A (2004) Les bassins d’évaporation naturelle des margines, LeNouvel Olivier, 41, Septembre–Octobre, 5–10.
Lee K Y and Lee S T (1996) Continuous process for yeast biomass production from sugarbeet stillage by a novel strain of Candida rugosa and protein profile of the yeast,Journal of Chemical Technology and Biotechnology, 66, 349–354.
Leeder G (1993) Cold sterilization of beer, Brauwelt International, 4, 372–373.Lefebvre X (1998) Les levures, un vecteur potentiel de fiabilisation et d’intensification
du traitement des effluents de vendanges par une boue activée, in CEMAGREF (ed.),

990 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedProceedings 2nd International Specialized Conference on Winery Wastewaters, Bordeaux,
France, May 5–7, 409–418.Levinson J (2002) Malting-brewing: a changing sector, BIOS International, 5(1), 12–15.Li P J and Mulligan C N (2005) Anaerobic treatment of waste beer, Environmental
Progress, 24(1), 88–95.Liu Y T, Kuo Y C, Wu G D and Li L B (1995) Organic compound fertilizer from ethanol
distillery slops, in Cock J Hand Brekelbaum T (eds), Proceedings 22th InternationalSociety of Sugar Cane Technologist Congress, Cartagena, Colombia, Cali, Tecnicana,358–362.
Madejon E, Diaz M J, Lopez R and Cabrera F (2001) Co-composting of sugarbeetvinasse: influence of the organic matter nature of the bulking agents used, BioresourceTechnology, 76, 275–278
Mahimairaja S and Bolan N S (2004) Problems and prospects of agricultural use ofdistillery spentwash in India. SuperSoil, Proceedings 3rd Australian New ZealandSoil Conference, available at: www.regional.org.au/au/asssi/supersoil2004/s7/poster/1891_mahimairajas.htm (last visited January 2008).
Maiorella B L, Blanch H W and Wilke C R (1983) Distillery effluent treatment and by-product recovery, Process Biochemistry, 18(4), 5–12.
Malandra L, Wolfaardt G, Zietsman A and Viljoen-Bloom M (2003) Microbiology of abiological contactor for winery wastewater treatment, Water Research, 37(17), 4125–4134.
Malmary G, Vezier A, Robert A, Mourgues J and Conte T (1994) Recovery of tartaric andmalic acids from dilute aqueous effluents by solvent extraction technique, Journal ofChemical Technology Biotechnology, 60(1), 67–71.
Marinova M, Kyuchoukov G, Albert J, Molinier J and Malmary G (2004) Separation oftartaric and lactic acids by means of solvent extraction, Separation and PurificationTechnol, 37(3), 199–207.
Marques P A, Pinheiro H M, Teixiera J A and Rosa M F (1999) Removal efficiency ofCu2+, Cd2+ and Pb2+ by waste brewery biomass: pH and cation association effects,Desalination, 124, 137–144.
Martín M V, Raposo F, Borja R and Martín A (2002) Kinetic study of the anaerobicdigestion of vinasse pretreated with ozone, ozone plus ultraviolet light, and ozone plusultraviolet light in the presence of titanium dioxide, Process Biochemistry, 37, 699–706.
Massey M L and Pohland F G (1978) Phase separation of anaerobic stabilization bykinetic controls, Journal of the Water Pollution Control Federation, 9, 2204–2222.
Mathieu-André C (2000) Maitrise de la consommation d’eau et des rejets des IAA, TraitéAgroalimentaire, F1450, Paris, Techniques de l’Ingénieur.
Menier M (1996) Traitement des effluents de l’industrie du Cognac par méthanisation,CR Academic Agriculture, 82(2), 15–24.
Methner F J, Stettner G, Lotz M and Ziehl J (2004) Investigation on beer recovery fromexcess yeast, Brauwelt International, 22(5), 326–330.
Miyata N, Iwahori K and Fujita M (1998) Manganese-independent and dependentdecolorization of melanoidin by extracellular hydrogen peroxide and peroxidasesfrom Coroius hirsutus pellets, Journal of Fermentation and Bioengineering, 85(5),550–553.
Modrok A, Weber D, Diel B and Rodenberg M (2004) Crossflow filtration of beer – Atrue alternative to diatomaceous earth filtration, Proceedings World Brewing Congress,San-Diego, CA, July 25, USA, O–16.
Modrok A, Weber D, Diel B and Rodenberg M (2006) Crossflow filtration of beer – Thetrue alternative to diatomaceous earth filtration, MBAA Technical Quarterly, 43(3),194–198.
Mohana S, Desai C and Madamwar D (2007) Biodegradation and decolourization ofanaerobically treated distillery spent wash by a novel bacterial consortium, BioresourceTechnology, 98, 333–339.

Brewing, winemaking and distilling: overview of wastewater 991
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedMoll M (1991) Bières et Coolers – Définition, Fabrication, Composition, Paris, Tec &
Doc, 15–263.Morin E, Bleton J, Lameloise M-L, Tchapla A and Decloux M (2003) Analyse des
condensats de distillerie en vue de leur traitement et de leur recyclage, IndustriesAlimentaires et Agicoles, 120(7/8), 15–21.
Morin-Couallier E, Fargues C, Lewandowski R, Decloux M and Lameloise M-L (2007)Reducing water consumption in beet distilleries by recycling condensates to thefermentation phase, Journal of Cleaner Production, 16, 655–663.
Mosteo O, Ormad P, Mozas E, Sarasa J and Ovelleiro J L (2006a) Factorial experimentaldesign of winery wastewaters treatment by heterogeneous photo-Fenton process, WaterResource, 40(8), 1561–1568.
Mosteo R, Ormad P and Ovelleiro J L (2006b) Photo-Fenton processes assisted by solarlight used as previous step to biological treatment applied to winery wastewaters,Proceedings IV International Specialized Conference on Sustainable Viticulture: WineryWastes and Ecological Impact Management, Viña del Mare, Chile, Nov 5–8.
Mourgues J (1986) Valorisation des eaux résiduaires de l’industrie vinicole par récupérationde tartrate de calcium. Progress Agricale Viticet, 103(7), 177–181.
Mourgues J and Maugenet J (1975) Récupération des sels de l’acide tartrique dans leseaux résiduaires des distilleries vinicoles, Industries Alimentaires Agricoles, 92(1),11–25.
Mourgues J, Conte T, Molinier J and Malmary G (1993) Etat actuel de la récupération detartrate et de malate de calcium dans les eaux résiduaires de l’industrie vinicole,Progres Agricole et Viticet, 110(3), 55–60.
Mourgues J, Robert L, Hanine H and Faure J P (1996) Récupération de molécules utilesdans les effluents de l’industrie vinicole Progres Agricole et Viticet, 113(9), 206–213.
Moutounet M and Vernet A (1998) Microfiltration tangentielle, in Flanzy C (ed.), Œnologie,Fondements scientifiques et technologiques, Tec & Doc, 958–987, Paris.
Müller D (1998) Treatment of winery wastewater using an UASB process: capability andefficiency, in CEMAGREF (ed.), Proceedings 2nd International Specialized Conferenceon Winery Wastewaters, Bordeaux, France, May 5–7 227–234.
Muroyama K, Nakai T, Uehara Y, Sumida Y and Sumi A (2004) Analysis of reactions ofbiodegradation of volatile acid components in an anaerobic sludge granular bed treatingbeer brewery wastewater, Journal of Chemical Engineering of Japan, 37(8), 1026–1034.
Nagaraj M and Kumar A (2006) Distillery wastewater treatment and disposal, availableat: URL: http://www.environmental-expert.com/resulteacharticle4.asp (last visitedJanuary 2008).
Nakajima-Kambe T, Shimomura M, Nomura N, Chanpornpong T and Nakahara T (1999)Decolorization of molasses wastewater by Bacillus sp. under thermophilic and anaerobicconditions, Journal of Bioscience and Bioengineering, 87(1), 119–121.
Nataraj S K, Hosamani K M and Aminabhavi T M (2006) Distillery wastewater treatmentby the membrane-based nanofiltration and reverse osmosis processes, Water Research,40, 2349–2356.
Nguyen M H (2003) Alternatives to spray irrigation of starch waste based distilleryeffluent, Journal of Food Engineering, 60, 367–374.
Nielsen C E (1989) Microfiltration route to recovering beer from tank bottoms, Brewing& Distilling International, September, 20–21.
Nordenskjold R and Stippler K (2003) Treatment of process water and residues in breweriesthrough anaerobic/aerobic fermentation, Brauwelt International, 21(4), 243–248.
O I V (1999) Gestion des effluents de cave et de distillerie, Cahier scientifique et technique,Paris, Organisation International de la Vigue et du Vin.
O I V (2005) World statistics, Proceedings 3rd General Assembly of the OIV, Paris, June,17.
O’Reilly S M G, Lummis D J, Scott J and Molzahn S W (1987) The application of

992 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedceramic filtration for the recovery of beer from tank bottoms and in beer filtration, in
Proceedings 21st EBC Congress, Madrid, Spain, Oxford, IRL Press, 639–647.Ohmomo S, Itoh N, Watanabe Y, Kaneko Y, Tozawa T and Ueda K (1985) Continuous
decolorization of molasses wastewater with mycelia of Coriolus versicolor Ps4a,Agricultural and Biological Chemistry, 49, 2551–2555.
Ohmomo S, Kaneko Y, Sirianuntapiboon S, Somchai P, Atthasampunna P and NakamuraI (1987) Decolorization of molasses wastewater by a thermophilic strain, Aspergillusfumigatus G-2-6, Agricultural and Biological Chemistry, 51, 3339–3346.
Paillier A (2005) Pollutions olfactives. Origine, législation, analyse, traitement, Paris,Dunod.
Pandiyan T, Duran De Bazua C, Ilangovan K and Noyola A (1999), 13C-NMR studies onvinasses effluent treated with iron, Water Research, 33(1), 189–195.
Patil P U, Kapadnis B P and Dhamankar V S (2001) Biobleaching of biomethylateddistillery spentwash by Aspergillus niger UM2, International Sugar Journal, 103(1228),178–182.
Peres G, Baradeau E, Cluzeau D, Brosseau J L and Jourjon F (2004) The impacts ofspreading winery wastewaters on microorganisms and earthworms in vineyards,Proceedings 3rd International Specialised Conference on Sustainable Viticulture andWinery Wastes Management, Barcelona, Spain, May 24–26.
Perillat N and Boulenger P (2000) Le biogaz dans les IAA, Les actions de l’ADEME dansle secteur des industries agroalimentaires, Paris, Ademe.
Perry M and De Villiers G (2003) Modelling the consumption of water and other utilities,Brauwelt International, 5(3), 286–290.
Pesta G and Meyer-Pittroff R (2005) What should you know about implementing ananaerobic digestion plant in a brewery?, in European Brewery Convention (ed.),Proceedings 30th European Brewery Convention, Pragues, Czeck Republic, Nurnberg,Fachverlag Hans Carl, Lecture 13, paper 147, 1236–1247.
Picot B and Cabanis J C (1998) Caractérisation des effluents vinicoles: évolution descharges polluantes de deux caves vinicoles du sud de la France sur deux cyclesannuels, in CEMAGREF (ed.), Proceedings 2nd International, Specialized Conferenceon Winery Wastewaters, Bordeaux, France, May 5–7, 312–317.
Piya-areetham P, Shenchunthichai K and Hunsom M (2006) Application of electrooxidationprocess for treating concentrated wastewater from distillery industry with a voluminouselectrode, Water Research, 40, 2857–2864.
Prodanov M and Cobo Reuters R (2003) Impacto ambiental de la industria vinícola (I)Industria de elaboración y envasado de vinos, Technología del Vino., 14, 91–94.
Racault Y and Stricker A-E (2004) Combining membrane filtration and aerated storage:assessment of two full scale processes treating winery effluents, Proceedings 3rdInternational Specialised Conference on Sustainable Viticulture and Winery WastesManagement, Barcelona, Spain, May 24–26, 105–112.
Racault Y, Cornet D and Vedrenne J (1998) Application du traitement biologique aérobiedouble étage aux effluents vinicoles: évaluation de deux procédés lors des vendangesen Bordelais, in CEMAGREF (ed.), Proceedings 2nd International SpecializedConference on Winery Wastewaters, Bordeaux, France May 5–7, 197–206.
Rahier G and Hermia J (2001) Clarification and stabilization of beer with a regerativeadjuvant, Cerevisia, 26(4), 204–209.
Rasmussen P, Kokholm A, Hambach H and Gaub R (2006) Results of Kieselguhr-freefiltration at Tuborg Fredericia – Denmark, Scandinavian Brewer’s, 63(4), 26–31.
Reed R (1989) Advances in filtration, The Brewer, September, 965–970.Rochard J (2005) Traité de viticulture et d’œnologie durables. Oenoplurimédia, Chaintré,
Oenoplurimedia.Rochard J, Desautels F, Viaud M N and Pluchart D (1998) Traitement des effluents par
stockage aéré: mise en œuvre et optimisation, in CEMAGREF (ed.), Proceedings 2ndInternational Specialized Conference on Winery Wastewaters, Bordeaux, France, May5–7, 171–177.

Brewing, winemaking and distilling: overview of wastewater 993
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedRochard J, Kerner S and Finazzer E (1996) Réglementations relatives aux effluents
vinicoles dans les principaux pays producteurs de vin, Proceedings 76ème AssembléeGénérale de l’OIV, Cape Town, South Africa, Nov 10–18.
Rogers P J, Pecar M, Lentini A, Gardner A and Kulandai J (2001) Enhancing the value ofspent yeast and brewers spent grain, in European Brewery Convention (ed.), Proceedingsof the 28th European Brewery Convention, Budapest, Hungary, Nurnberg FachverlagHans Carl, paper 106, 971–980.
Rols J L (1996) Biodégradabilité des vinasses de distillerie agricole par lagunage aéré,2ème Colloques International surles rhums, la Réunion, Oct 28–30, 243–250.
Rosentrater K A and Kuthukumarappan K (2006) Corn ethanol coproducts: generation,properties and future prospects, International Sugar Journal, 108(1295), 648–657.
Runping H, Hongkui L, Yanhu L, Jinghua Z, Huijun X and Jie S (2006) Biosorption ofcopper and lead ions by waste beer yeast, Journal of Hazardous Materials, B137,1569–1576.
Salame D, Jacquet X, Cottereau P and Berger J-L (1998) Adjuvant régénérable commealternative à la filtration sur diatomées, in CEMAGREF (ed.), Proceedings 2ndInternational Specialized Conference on Winery Wastewater, Bordeaux, France, May5–7, 79–86.
Sales D, Valcarecel M J, Pérez L and Martinez-Ossa E (1986) Physical-chemical treatmentsapplied to wine-distillery wastes, Bulletin of Environmental Contamination andToxicology, 37, 407–414.
Salgues M (1980) La matière colorante du raisin. Son extraction, sa purification en vuede son utilisation dans diverses industries, Bulletin de OIV, 53(590), 286–301.
Scanlon M (2004) Cartridge designed to optimize the sterile filtration of beer, Filtrationand Separation, July/August, 26–27.
Schlenker R W (1998) Tangential flow filtration for beer recovery from spent yeast,Filtration and Separation, 35(9), 863–865.
Schu G F and Stolz F (2005) Energy management in the beverage sector, BrauweltInternational, 23(5), 367–370.
Schuurman R, Broens L and Mepschen A (2003) Membrane beer filtration – an alternativeway of beer filtration, MBAA Technical Quarterly, 40(3), 189–192.
Schuurman R, Broens L, Mol M, Meijer D and Mepschen A (2005a) Reality of Norit’sKeiselguhr-free beer membrane filtration, Proceedings 118th MBAA Convention, Miami,FL, USA, Oct 14–16, O–18.
Schuurman R, Meijer D, Broens L and Mepschen A (2005b) Full scale results of Keiselguhr-free beer membrane filtration and inline stabilization in one step process, in EuropeanBrewery Convention (ed.), Proceedings of the 30th European Brewery Convention,Pragues, Czeck Republic, Nurnberg, Fachverlag Hans Carl, paper 53, 472–481.
Schwencke K V (2006) Sustainable, cost-effective, and feasible solutions for the treatmentof brewers spent grains, MBAA Technical Quarterly, 43(3), 199–202.
Seegers S (2006) Technique à l’épreuve: la moyenne pression, La Vigne, Juillet–Août,44–49.
Serikawa R M, Funazukuri T and Wakao N (1993) Removal of colorants from vinassewith activated carbon, International Sugar Journal, 95(1132E), 152–155.
Shayegan J, Pazouki M and Afshari A (2005) Continuous decolorization of anaerobicallydigested distillery wastewater, Process Biochemistry, 40, 1323–1329.
Shibu A R, Kumar V, Wati L, Chaudhary K, Singh D and Nigam P (1999) A bioprocessfor the remediation of anaerobically digested molasses spentwash from biogas plantand simultaneous production of lactic acid, Bioprocess Engineering, 20(4), 337–341.
Shindo S and Tachibana T (2004) Production of L-lactic acid from spent grain, a by-product of beer production, Journal of Institute of Brewing, 110(4), 347–351.
Shojaosadati S A, Khalilzadeh R, Jalilzadeh A and Sanaei H R (1999) Bioconversion ofmolasses stillage to protein as an economic treatment of this effluent, Resources,Conservation and Recycling, 27, 125–138.

994 Handbook of water and energy management in food processing
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedShrikhande A J (2000) Wine by-products with health benefits, Food Research International,
33(6), 469–474.Sirianuntapiboon S, Somchai P, Ohomomo S and Attasampunna P (1988a) Screening of
filamentous fungi having the ability to decolorize molasses pigments, Agriculturaland Biological Chemistry, 52, 387–392.
Sirianuntapiboon S, Somchai P, Sihanonth P, Attasampunna P and Ohomomo S (1988b)Microbial decolorization of molasses wastewater by Mycelia sterilia D90, Agriculturaland Biological Chemistry, 52, 393–398.
Smagghe F (1991) Séparation des acides tartrique et malique par extraction liquide–liquide, PhD, INP, Toulouse, France.
Snyder J and Haughney H (1999) Use of vibrating membrane filter for the recovery ofbeer from surplus yeast, MBAA Technical Quarterly, 36(2), 191–193.
Stock P and Capelle B (1998) Traitement des rejets vinicole par évaporation naturelleaccélérée: le procédé Nucléos, le module DH équipé d’un ventilateur, Proceedings2nd International Specialized Conference on Winery Wastewaters, Bordeaux, France,5–7 May, Cemagref, 375–380.
Strong P J, Leukes W D and Burgess J E (2006) Bioremediation of a distillery wasteusing white rot fungi and the production of a high value enzyme, Proceedings IVInternational Specialized Conference on Sustainable Viticulture: Winery Wastes andEcological Impact Management, Viña del Mare, Chile, Nov 5–8.
Tibelius C and Trenholm H L (1996) Coproduits et quasi-coproduits de l’éthanol carburantpar fermentation de céréales, Centre de recherches alimentaires et zootechniques,Rapport final contrat no 01531-5-7154, Ottawa Agriculture et agroalimentaire Canada,[Online] res2.agr.ca/publications/cfar/index_f.htm.
Tobar P, Moure A, Soto A, Chamy R and Zuniga M E (2004) Winery solid residuerevalorization into oil and antioxidant with nutraceutical properties by an enzymeassisted process, Proceedings 3rd International Specialized Conference on SustainableViticulture and Winery Wastes Management, Barcelona, May 24–26, 151–157.
Totzke D (2005) Brewing industry: waste to energy, MBAA Convention, Oct 14–16,Miami, FL, USA.
UMN (2006) The value and use of distillers dried grains with solubles (DDGS) in livestockand poultry feeds, University of Minnesota, Department of Animal Science availableat: www.ddgs.umn.edu (last visited January 2008).
Unterstein K (2000) Energy and water go to make beer, Brauwelt International, 18(5),368–370.
Usseglio-Tomasset L (1980) La matière colorante du raisin. Son extraction, sa purificationen vue de son utilisation dans diverses industries, Bulletin del’ OIV, 53(591), 381–394.
Uzal N, Gökçay C F and Demirer G N (2003) Sequential (anaerobic/aerobic) biologicaltreatment of malt whisky wastewater, Process Biochemistry, 39, 279–286.
Vereijken T L F M and Driessen W J B M (2001) The role of environmental biotechnologyfor the brewing industry, European Brewery Convention (ed.), Proceedings 28thEuropean Brewery Convention, Budapest, Hungary, Nurnberg, Fachverlag Hans Carl,paper 108, 991–1000.
Verstl I (1999) An open marriage – The brewing industry and international relations,Brauwelt International, 4, 464–467.
Vidal S, Doco T, Moutounet M and Pellerin P (1999) Le Rhamnogalacturonane II, unpolysaccharide complexe du vin aux propriétés remarquables, Revue FrancaureOenologie, 178, 12–17.
VINEXPO IWSR/GDR (2005), La Conjoncture Mondiale du Vin et des Spiritueux etProspective à l’Horizon 2008, available at: http://www.viti-net.fr/outils/fiches/fichesdetail.asp?id=1301 (last visited January 2008).
Voigt J and Sommer K (2005) Gaining energy from spent grains, in European BreweryConvention (ed.), Proceedings 30th European Brewery Convention, Pragues, CzechRepublic, Nurnberg, Fachverlag Hans Carl, Poster presentation, paper 150, 1272–1275.

Brewing, winemaking and distilling: overview of wastewater 995
123456789101112131415161718192021222324252627282930313233343536373839404142434445
Woodhead Publishing Limited; proof copy not for publication
Woo
dhea
d Pu
blis
hing
Lim
itedWackerbauer K and Evers H (1993) Kieselguhr-free filtration by means of the F&S
system, Brauwelt International, 2, 128–133.Wang J and Chen C (2006) Biosorption of heavy metals by Saccharomyces cerevisiae: a
review, Biotechnology Advances, 24, 427–451.Wenten I G, Koenhen D M, Roesink H D W, Rasmussen A and Jonsson G (1994) The
backshock process: a novel backflush technique in microfiltration, Proceedings 2ndInternational Conference on Engineering of Membrane Processes, New York, Elsevier.
Wouda P and Seegers R (2005) Benchmarking energy efficiency world-wide in the beerindustry 2003, in European Brewery Convention (ed.), Proceedings 30th EuropeanBrewery Convention, Pragues, Czech Republic, Fachverlag Hans Carl, Lecture 13,paper 150, 1231–1235.
Wu Y V, Nielsen H C and Bagby M O (1989) Recovery of protein-rich byproducts fromsugar beet stillage after alcohol distillation, Journal Agriculture and Food Chemistry,37, 1174–1177.
Yang F C, Hsieh C and Chen H M (2003) Use of stillage grain from a rice-spirit distilleryin the solid state fermentation of Ganoderma lucidum, Process Biochemistry, 39, 21–26.
Yu P H, Chua H, Huang A L, Lo W and Chen G Q (1998) Conversion of food industrialwastes into bioplastics, Applied Biochemistry Biotechnology, 70–72, 603–614.
Zang S, Yang F, Liu Y, Zhang X, Yamada Y and Furukawa K (2006) Performance of ametallic membrane bioreactor treating simulated distillery wastewater at temperatureof 30 to 45 °C, Desalination, 194, 146–155.
Zvauya R and Zvidzai C J (1996) Production of hydrolytic enzymes by a Bacillus sp.Grown on opaque beer brewery wastewater supplemented with spent yeast and defattedsoya, Advances in Food Sciences, 18(1–2), 13–18.





























