Embed Size (px)
Citation preview

BİLGİSAYAR BÜTÜNLEŞİK ÜRETİM
ENDÜSTRİ MÜHENDİSLİĞİ LİSANS TAMAMLAMA PROGRAMI
PROF. DR. HALİM KAZAN
İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ

İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ
ENDÜSTRİ MÜHENDİSLİĞİ LİSANS TAMAMLAMA PROGRAMI
BİLGİSAYAR BÜTÜNLEŞİK ÜRETİM
Prof. Dr. Halim Kazan

Yazar Notu
Elinizdeki bu eser, İstanbul Üniversitesi Açık ve Uzaktan Eğitim Fakültesi’nde okutulmak için
hazırlanmış bir ders notu niteliğindedir.

İÇİNDEKİLER
1. ÜRETİM YÖNETİMİNDE ÖNEMLİ OLAYLAR ............................................................... 1
2. ÜRÜN TASARIMI ................................................................................................................ 9
3. ÜRÜN TASARIMINDA GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM (GT-HÜ) ... 20
4. BİLGİSAYAR TÜMLEŞİK İMALATTA SÜREÇ PLANLAMA ..................................... 32
5. EŞ ZAMANLI ÜRETİM ..................................................................................................... 46
6. BİLGİSAYAR TÜMLEŞİK İMALATTA ÜRETİM .......................................................... 56
7. BİLGİSAYAR TÜMLEŞİK İMALATTA SİSTEM YÖNETİMİ ....................................... 71
8. ELEKTRONİK VERİ/DOKÜMAN DEĞİŞİMİ ................................................................. 82
9. ÜRETİM KAYNAKLARI PLANLAMASI /MANUFACTURİNGRESOURCES PLANNİNG(ÜKP- MRPII) ..................................................................................................... 92
10. KANBAN SİSTEMİ ........................................................................................................ 101
11. TAM ZAMANINDA İMALAT/JUST İN TİME(TZİ-JIT) ............................................. 116
12. TEKNOLOJİLER ............................................................................................................. 129
13. PARÇA BESLEYİCİLER................................................................................................ 140
14. STRATEJİLER ................................................................................................................ 148
KAYNAKLAR ....................................................................................................................... 176

1
1. ÜRETİM YÖNETİMİNDE ÖNEMLİ OLAYLAR

2
Bu Bölümde Neler Öğreneceğiz?
Maliyet Odaklı Dönem
Kalite Odaklı Dönem
Kişisel Odaklanma Dönemi
En çok bilinen BDT-CAD araçları

3
Bölüm Hakkında İlgi Oluşturan Sorular
Maliyet Odaklı Dönem
Kalite Odaklı Dönem
Kişisel Odaklanma Dönemi
En çok bilinen BDT-CAD araçları arasındaki ilişkiler ve görevleri nelerdir

4
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Üretimde Odaklanma
Dönemleri
Maliyet Odaklı Dönem
Kalite Odaklı Dönem
Kişisel Odaklanma Dönemi
En çok bilinen BDT-CAD araçları Sorunlarını ve görevlerini anlama
Araştırıp uygulayarak

5
Giriş
Bilgisayar tümleşik üretim kavramının ortaya çıkışı ve bir sistem olarak uygulanışını anlayabilmek için üretim yönetimindeki dönemsel olarak olayların gelişimine katkıda bulunan önemli olaylara kısaca bakmak üretim sistemlerindeki gelişmeler hakkında fikir yürütmemize yardımcı olacaktır.

6
Maliyet Odaklı Dönem
İlk Kavramlar(1776-1880):
Emeğin Özelleştirilmesi (Smith, Babbege), parçaların standartlaştırılması (Whitney): tamamıyla maliyet odaklı çalışmalardır.
Bilimsel Yönetim Dönemi (1880-1910):
GanttCharts (Gantt), Hareket ve zaman çalışmaları (Gilbreth), Süreç Analizi (Taylor),
Kuyruk Teorisi (Erlang): maliyetlerin nasıl düşürüleceğinin ve bilimsel metotların işletmelere nasıl uygulanacağının sorgulandığı dönemdir.
Kitlesel Üretim Dönemi (1910-1980):
Hareketli Montaj Hattı (Ford/Sorensen), İstatistiksel Örnekleme (Shewhart),
Ekonomik Sipariş Miktarı (Harris), Lineer Programlama PERT/CPM (Dupont), Malzeme İhtiyaç Planlama (Orlic): Tüketici ihtiyaçlarını topluca karşılayan ancak tüketicilere ne üretirsem onu satın almak zorundasınız dönemi.
Kalite Odaklı Dönem
Yalın Üretim Dönemi (1980-1995):
Tam Zamanında Üretim (JustIn Time), Bilgisayar Destekli Tasarım, Elektronik veri değişimi, Toplam Kalite Yönetimi, Baldirge Ödülleri, Yetkilendirme, Kanbanlar: Maliyetlerin düşürülmesi ve müşterilerin isteklerinin ön plana çıktığı, müşteri ben ne istersem üreticinin onu üretmesi gerektiği dönem.
Kişisel Odaklanma Dönemi
Kitlesel Kişileştirme Dönemi (1995-2010):
Küreselleşme, İnternet, Girişimci Kaynak Planlaması, Öğrenen Organizasyon, Uluslararası Kalite Standartları, Sonlu Programlama, Tedarik Zincir Planlama, Çevik Üretim, E-Ticaret: Üretimde ve hizmette yeni boyut, toptan üretim ve hizmetin yapıldığı ancak kişisel isteklerin tek tek karşılandığı dönem

7
3
SONUÇ
MALİYET ODAKLILI(Cost Focus)
KALİTE ODAKLILI
(Quality Focus)
KALİTE ODAKLILI
(Quality Focus)
MÜŞTERİ ODAKLILI
(CustomizationFocus)
ÜRETİME ODAKLANMA DÖNEMLERİ
Şekil 1: Üretimde Odaklanma Dönemleri
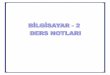
Yukarıda dönemsel olarak verilen önemli olaylar göz önüne alınarak bu kitabın şekillenmesi için aşağıdaki şema oluşturulmuştur. Şemada Bilgisayar Tümleşik Üretim’e (BBÜ-CIM) olayların merkezinde yer verilmiştir. Konular şemada yer alan Ürün Tasarımı, Süreç Panlama, Üretim ve Sistem Yönetimi temelinde dört bölümde ele alınarak anlatılmıştır.
En çok bilinen BDT-CAD araçları
Catia
AutoCad
BTÜ-CIM
ÜRÜN TASARIMI SÜREÇ PLANLAMA ÜRETİM SİSTEM YÖNETİMİ
BDT-CAD
BDÜ-CAM
HÜ-CM
-MAP
ÜVDS-STEP
BDT-CAD
BDM-CAE
GT-GT
ÜT-DFM
BGDS-IGES
ÜVDS-
DMIS
SK-NC
BSK-CNS
DNK-DNC
EÜS-FMS
ROBOT
OEİA-AGV
OEÇDS-ASRS
OM-AI
HVM-CAC
TKY-TQM
BARKOD
MİP-MRP
TZÜ-
JIT/KANBAN
KDS-DSS
YAS-LAN
UYDU

8
SolidWorks
PADS
Matlab
Xilinx

9
2. ÜRÜN TASARIMI

10
Bu Bölümde Neler Öğreneceğiz?
En Çok Bilinen Bdt-Cad Araçlar
Bdt Sistemini Kullanmanın Temel Nedenleri
Tasarımcının Üretkenliğini Arttırmak
Tasarım Kalitesini Geliştirmek
İmalat İçin Veri Tabanı Oluşturmak
Geleneksel Tasarım İle Bilgisayar Destekli Tasarım Süreçlerinin Karşılaştırılması
Ürün Tasarımında Bilgisayar Destekli Mühendislik(Bdm- Cae)
Bilinen Bazı Bdm-Cae Araçları

11
Bölüm Hakkında İlgi Oluşturan Sorular
En Çok Bilinen Bdt-Cad Araçlar
Bdt Sistemini Kullanmanın Temel Nedenleri
Tasarımcının Üretkenliğini Arttırmak
Tasarım Kalitesini Geliştirmek
İmalat İçin Veri Tabanı Oluşturmak
Geleneksel Tasarım İle Bilgisayar Destekli Tasarım Süreçlerinin Karşılaştırılması
Ürün Tasarımında Bilgisayar Destekli Mühendislik(Bdm- Cae)
Bilinen Bazı Bdm-Cae Araçları arasındaki ilişkiler ve görevleri nelerdir

12
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Üretimde Odaklanma
Dönemleri
En Çok Bilinen Bdt-Cad Araçlar
Bdt Sistemini Kullanmanın Temel Nedenleri
Tasarımcının Üretkenliğini Arttırmak
Tasarım Kalitesini Geliştirmek
İmalat İçin Veri Tabanı Oluşturmak
Geleneksel Tasarım İle Bilgisayar Destekli Tasarım Süreçlerinin
Karşılaştırılması
Ürün Tasarımında Bilgisayar Destekli Mühendislik(Bdm- Cae)
Bilinen Bazı BDM-CAE Araçlarının Sorunlarını ve görevlerini anlama
Araştırıp uygulayarak

13
En çok bilinen BDT-CAD araçları
Catia
AutoCad
SolidWorks
PADS
Matlab
Xilinx
Bilgisayar Destekli Tasarım: Tasarımın yapılmasını kolaylaştırmak, hızlandırmak, kalitesini yükseltmek gibi amaçlara ulaşmak için araç olarak bilgisayarın kullanılmasıdır. Bilgisayar destekli tasarım, bir ürünün eskiz örneğinden bilgisayar yardımıyla üç boyutlu
olarak modellenmesine, otomatik olarak teknik resminin çıkarılmasına, üzerinde mühendislik analizleri yapılmasına, kalıbının tasarımından imalatına kadar bütün süreçleri destekler.
CAD-BDT bilgisayar destekli tasarım anlamına gelen bir terimdir. Tasarım sürecinde bir takım fonksiyonları yerine getirmek için dijital bilgisayarların kullanılmasıyla ilgili bir teknolojidir.
Bilgisayar destekli tasarım (BDT); mühendislik tasarımının ortaya çıkarılması, geliştirilmesi, analizi ve modifikasyonunu desteklemek için bilgisayar sistemlerinin kullanılması olarak tanımlanabilir. BDT sistemi, kullanılan bir donanım ( hardware ), yazılım ( software ) ve kullanıcı üçlüsünden oluşur.
BDT donanımı, tipik olarak bir bilgisayarı, bir veya daha fazla grafik gösterimli terminali, klavyeyi, yazıcıyı, çiziciyi ve diğer çevresel donanımı içerir.
BDT herhangi bir araştırma geliştirme veya tasarım probleminin çözümünde, grafik özellikler kullanılarak iki veya üç boyutlu çizimlerin ve tasarımların, bilgisayar desteği ile oluşturulmasına dayanan çalışma yöntemlerinin tümüdür.
Modern BDTsistemleri İnteraktif Bilgisayar Grafiklerine ( ICG ) dayanırlar. ICG’ ler bilgisayarların şekil veya sembol formunda veri oluşturulması, iletmesi ve ekranda göstermesinde kullanılan, kullanıcıya dayanan sistemlerdir.
Ürün Tasarımı
Bilgisayar Destekli Tasarım Sistemlerindeki kullanıcı, verileri ileten ve bilgisayara çeşitli girdi araçlarının herhangi biri vasıtasıyla komut veren tasarımcıdır.
Bilgisayar kullanıcıyla katot ışın tüpü ( CRT ) yardımıyla iletişim kurar.

14
Tasarımcı CRT ekranı üzerinde, bilgisayarın belleğinde depolanmış arzu edilen yazılım alt programlarını çağıran bir giriş komutu ile bir görüntü ( imaj ) yaratır.
Operatör, boyutlarda genişleme / daralma, rotasyon, ekran üzerinde başka bir konuma
gitme vb. çeşitli manipülasyonlar yardımıyla, görüntünün istenen detaylarını komutlarla formüle edebilir.
Günümüzde hassasiyetleri gitgide artan, gerek renk ve gerekse gösterim yetenekleri yüksek ekranlar üretilmektedir. Bu ekranlar üzerindeki en basit bir bilgisayar grafik
uygulaması dahi binlerce noktadan oluşmaktadır. Kapasiteleri çok büyük mikro çiplerin geliştirilmeleri sonucunda bellekte milyonlarca noktanın koordinatları depolanabilmektedir.
Şekil 2: Ürün Tasarlamada Bilgisayar Destekli Tasarım Sistemleri İle İnteraktif Veri Oluşturma Formu
ICG sistemi BDT sisteminin bir bileşenidir. Diğer bileşen kullanıcıdır. İnteraktif Bilgisayar Grafikleri, tasarım problemini çözmek için operatör tarafından kullanılan bir alettir. Tasarımcı, insanın zihinsel yeteneklerine ( fikir oluşturma, bağımsız düşünme ) en çok uyan tasarım prosesini gerçekleştirir. Bilgisayarsa, kendi yeteneklerine ( hesaplama hızı, gösterim yeteneği, bellek ) en iyi uyacak şekilde görevini yerine getirir.

15
Bilgisayar eğer doğru veriler girilirse, ileri matematik ve geometri yetenekleri
sayesinde kusursuz eğriler, çemberler, çizgiler ve bunların gerek iki gerek üç boyutta kombinasyonlarından oluşan nesneler çizebilir. Bu nesneler çoğaltılabilir, taşınabilir, döndürülebilir, ölçeklenebilir, silinebilir, birbiriyle kesiştirilebilir, eklenip çıkartılabilir, farklı açılardan görüntülenebilir. Bir BDT-CAD yazılımı, çok sayıda işlemi, bir arayüz (interface) ile tasarımcı için kullanışlı hale getirerek, bilgisayar uzmanı olmasına gerek kalmadan tasarım eylemini bilgisayar üzerinde yapabilmesini sağlar.
CAD Örnekleri (AUTOCAD)
19.01.2013Doç.Dr Halim Kazan Esnek Üretim Sistemleri
Şekil 3: Autocad sistemi ile telçatı oluşturma
BDT Sistemini Kullanmanın Temel Nedenleri
Tasarımcının Üretkenliğini Arttırmak
Ürünün, alt montaj bileşenleri ve parçalarının tasarlanmasında tasarımcıya yardım ederek ve tasarımdaki sentez, analiz ve döküm için gerekli zamanı kısaltarak sağlanır. Üretkenliğin gelişmesiyle sadece daha düşük tasarım maliyeti değil, aynı zamanda da daha
kısa proje tamamlanma zamanı sağlanır.
Tasarım Kalitesini Geliştirmek
Bir BDT sistemi ile çalışmak, yapılan tasarımda daha çok alternatifin gözönüne alınması, düşünülen alternatiflerin hesaplarının yapılarak değişik durumlarda mühendislik analizleri yapabilme imkanı sağlayacaktır. Tüm bu çalışmalar sırasında hassasiyet tasarım hatalarını minimuma indirecektir. Ayrıca ortaya çıkan çizimlerde minimum çizim hataları yaratılacak böylelikle daha temiz ve standartlara uygun çizimler elde edilecektir.

16
İmalat İçin Veri Tabanı Oluşturmak
Üretim için teknik dokümanların hazırlanması sırasında ürünün işlenebilmesi için gerekli olan datalar da gözönünde tutulacaktır. Bu datalar, ürünün geometrik boyutları, ürünün geometrisini oluşturan tanımlanmış temel elemanların neler olduğu, detayların nasıl birleştirileceği, detaylara ait malzeme bilgileri, mamulün işleneceği hammaddenin ölçüleri ( kaba malzeme ölçüleri ) vb. bilgilerdir. Bu bilgiler değişik formatlarda sistemden alınarak birbirinden farklı bir çok amaç için kullanılabilir.
Geleneksel Tasarım İle Bilgisayar Destekli Tasarım Süreçlerinin Karşılaştırılması
Tablo 1:Tasarım süreçlerinin karşılaştırılması
Geleneksel Tasarım Süreci Bilgisayar Destekli
Tasarım Süreci
* Karar Karar
* Eskiz * Tasarım
* 2 boyutlu tasarım * Bilgisayar modeli( 3
boyutlu )
* 3 boyutlu eskiz + tasarım * Geri dönüţ ( tek aţama )
* 3 boyutlu çizim * Otomasyon
* Prototip model üretimi * Üretim
* Hata varsa önceki aţamalardan birine geri dönme (hangisine?)
* Yine, yeni, yeniden (kaç kez?)
* Tezgahlarıproglamlama
* Üretim

17
Ürün Tasarımında Bilgisayar Destekli Mühendislik(BDM- CAE)
BDM ürün tasarımının, modelleme, simülasyon ve analiz aşamalarında bilgisayarların kullanılmasıdır. BDTve Bilgisayar Destekli Üretim(BDÜ), CAE-BDM faaliyetlerine katkıda bulunur. Computer-AidedEngineering(CAE), Bilgisayar destekli mühendislik olarak Türkçeleştirilebilir.
BDM Mühendisleri;
analiz,
simülasyon,
tasarım,
üretim,
planlama,
sorun ayıklama ve
iyileştirme
faaliyetlerinde desteklemek maksatlı kullanılan bilgisayar yazılımlarıdır.
Bir çok BDT programının bir BDM ekipman modülü olduğu gibi sadece BDM işlevi yapan yazılım araçları da mevcuttur. Yapılan tasarımları farklı şartlar altında simüle ederek gerçekten çalışıp çalışmayacaklarına karar vermek için kullanılırlar. Elektronik mühendisliğinde devre tasarımı için en çok kullanılan araçlardan bir tanesi Matlab
SIMULINK,
Bilinen bazı BDM-CAE araçları
Patran
Adams
MD Nastran
FluidConnection
SimDesigner
Easy5
gibi sıralanabilir.

18
Şekil 4: MatlabSimulink için örnek
Bilgisayar Destekli Mühendislik, mühendislere ürün performansını dijital ortamda anlama, tahmin etme ve iyileştirme imkânı verir. BDM yazılımları ile mühendisler herhangi bir prototip üretmeden, uzun süren maliyetli testler yapmadan, tasarlanan ürünlerin gerçek hayatta nasıl davranacakları konusunda bilgi sahibi olur, ürünlerin mukavemeti veya ürünler içinde gerçekleşen akış ve ısı transferi olaylarını en iyi şekilde görüp, anlayıp, olası problemleri daha tasarım aşamasındayken tespit ederek düzeltebilirler. Böylece daha iyi performans gösteren ürünler daha yüksek kâr marjları ile piyasaya sunulabilir. Konu ile ilgili
Patranile yapılmış örnek aşağıda verilmiştir.

19
Şekil 5:Patranile katı modelleme örneği
Şekil 6:Patranile katı modelleme ölçeklendirme örneği

20
3. ÜRÜN TASARIMINDA GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM (GT-HÜ)

21
Bu Bölümde Neler Öğreneceğiz?
Gt Kodlama
Grup Teknolojisinin Avantajları
Grup Teknolojisinin Dezavantajları
Ürün Tasarımında İmalat İçin Tasarım (Design Formanufacturing- DFM)
DFM Araçlarına Örnekler
Üretim Ve Montaj İçin Tasarım Metodolojisi
Mükemmellik İçin Tasarım (Design for Excellence - DFX)

22
Bölüm Hakkında İlgi Oluşturan Sorular
Gt Kodlama
Grup Teknolojisinin Avantajları
Grup Teknolojisinin Dezavantajları
Ürün Tasarımında İmalat İçin Tasarım (Design Formanufacturing- DFM)
DFM Araçlarına Örnekler
Üretim Ve Montaj İçin Tasarım Metodolojisi
Mükemmellik İçin Tasarım (Design for Excellence - DFX) arasındaki ilişkiler ve görevleri nelerdir

23
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde
edileceği veya geliştirileceği
Ürün Tasarımında Grup Teknolojisi Ve
Hücresel Üretim (Gt-Hü)
Gt Kodlama
Grup Teknolojisinin Avantajları
Grup Teknolojisinin Dezavantajları
Ürün Tasarımında İmalat İçin Tasarım (Design Formanufacturing-
DFM)
DFM Araçlarına Örnekler
Üretim Ve Montaj İçin Tasarım Metodolojisi
Mükemmellik İçin Tasarım (Design for Excellence - DFX) Sorunlarını ve görevlerini anlama
Araştırıp uygulayarak

24
Giriş
Grup Teknolojiis (GT); Bir üretim filozofisidir. Bir firmanın tasarım ve üretim fonksiyonlarının arasında yüksek seviyede entegrasyon sağlanabilmesi için geometrik, üretim süreci/fonksiyonu gibi noktalarda benzerlik taşıyan parçaların bir arada gruplanmasıdır. Amaç, lead-time azaltarak dağıtım performansını iyileştirmek, üretim sürecinde geçen süreyi azaltmaktır.
GT; çok sayıda karşılaşılan problemin birbirinin benzeri olduğu ve benzer problemlerin gruplanması ile bir problem setine tek bir çözüm bulunabileceği böylelikle zaman ve efordan tasarruf edilebileceği prensibine dayanır.
Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında pek çok problemin benzer özellikler taşıdığı ve dolayısıyla beraberce çözüldüklerinde büyük bir verimlilik artışının ve ekonomikliğin elde edilebileceği prensibine dayanır.
GT; üretimden satın almaya, pazarlamadan üretim yönetimi ve planlamanın her aşamasında uygulanabilme esnekliğine sahiptir.
Grup Teknolojisi, ürün tasarımı ve üretiminde ürünler arasındaki benzerliklerden faydalanarak, ürünleri benzerliklerine göre gruplandırmaya dayanan yeni bir üretim felsefesidir. Hücresel Üretim ise Grup Teknolojisinin atölye düzeyine uygulanmasıdır.
Hücresel Üretim, parçalar arasındaki tasarım ve işleme benzerliklerinin avantajlarından yararlanan üretim konseptidir.
Grup teknolojisi, benzer parçaların tanımlanıp aynı grup altında toplanmalarına dayanan bir imalat yönetim sistemidir. Gruplandırma parçaların imalat ve tasarım açısından benzerliklerinden yararlanmak amacıyla yapılır.
Grup teknolojisi parçaların sınıflandırılması ve gruplandırılması yoluyla her bir gruba benzer teknolojik operasyonların uygulanması şeklinde yapılan imalattır. Bu metodun en önemli sonucu dar amaçlı bir durumda geniş amaçlı bir üretim ile sağlanan tasarrufların elde edilmesidir. Bu nedenle GT yığın üretim ve sipariş üretimi alanlarında oldukça önemlidir.S.M.Mitrafanov, 1959 , “ScientificPrinsiples of GroupTechnology”
GT uygulanırken benzer parçalar “parça aileleri” şeklinde bir araya getirilir.
Benzer parçalar grubu “Parça Ailesi-Partfamily” olarak adlandırılır. Her bir parça ailesini işlemek için kullanılan makine grubu ise “Makine Hücresi-Machine cell” olarak adlandırılır. Parça ailesinin her bir üyesinin makine hücresinin her bir elemanı tarafından işlenmesi gerek şart değildir. Bu tip üretim Hücresel Üretim olarak adlandırılır.

25
Üretim verimliliği GT kullanımı ile artar, çünkü gerekli olan işlevler görülebilecek küçük bir alana sığar hale gelir böylelikle işlem gören parçaların taşıma operasyonu ortadan kalkacağı için zamandan tasarruf sağlanmış olur.
Şekil 7:Grup teknolojisinin faydaları
Örneğin 10.000 değişik çeşitte parça üreten bir işletme bu parçaların büyük çoğunluğunu 50 veya 60 ayrı aile altında toplayabilir. Her bir aile benzer tasarım ve imalat özellikleri gösterecektir. Böylece bir ailenin her üyesini işlem görmesi benzer şekilde olacaktır. Bu da imalatın verimliliği ile sonuçlanır. Bu verimlilik, azalan hazırlık zamanları, azalan stoklar, daha etkin çizelgeleme, gelişmiş takım kontrolü ve standartlaşmış proses
planlarının kullanımı şeklinde ortaya konulur.
Ürün tasarımı konusunda da parçaların parça aileleri olarak düzenlenmeleri bazı avantajlar sağlamaktadır. Örneğin yeni bir parçanın tasarımı ile görevli tasarım mühendisi ya en baştan başlayarak parçayı tasarlamalı ya da yeni parçanın ihtiyaçlarına uygun değişiklikleri yapmak için varolan çizimi dosyaların arasından bulup çıkarmalıdır.
Burada asıl sorun benzer tasarımın bulunmasının zor ve zaman alıcı olmasıdır. Büyük bir mühendislik departmanında dosyaların içinde, belli bir sistematiğe göre düzenlenmemiş binlerce çizim olabilir. Bu nedenle tasarımcı en iyisinin sil baştan bir tasarım yapmak olduğunu düşünecektir. Bu şekilde verilen kararlar tekrarlandıkça işletmede neredeyse iki kez yapılan tasarımlar önemli ölçüde zaman kaybına neden olacaktır. Eğer işletmede etkin bir tasarım geri çağırma sistemi bulunursa bu kayıplardan kurtulmak mümkün olacaktır.

26
Mühendisler böylece benzer bir parçanın olup olmadığını kolayca öğrenebilirler. Varolan bir tasarımda yapılacak bir değişiklik en baştan tasarımı yinelemekten çok daha az zaman alıcıdır. Tasarım geri çağırma sistemi GT’nin tasarım fonksiyonunda uygulanan bir prensibidir. Böylece bir sistemin yürütülebilmesi için belli şekillerdeki parça aileleri ile sınıflandırma ve kodlama sistemine ihtiyaç vardır.
GT Kodlama
GT kodları (programları) ise ürün hakkındaki en kritik bilgileri alfanümerik dizinler halinde bize veren program satırlarıdır. Bu kodları birbirleri ile karşılaştırarak iki ürünün üretimi, tasarımı gibi konularda ortak/benzerliklerinin olup olmadığı belirlenebilir, ya da bu kodları kullanılarak ürün veri tabanları araştırılıp benzer ürünlere ait tasarım, üretim planları bu veri bankalarından alınmak suretiyle gereksiz zaman kaybının önüne geçilmiş olur.
GT ile ilgili olarak, MICLASS, Optiz ve DCLASS GT kod yapıları üretimi tamamlanmış olan parçaların üretim özelliklerinin (ana şekil, üretim miktarı, üretim şekli, malzeme, ebatlar vb) araştırmacılara/mühendislere/bu parçaları yeniden kullanmak isteyen tasarımcılara iletilmesi için geliştirilmiştir.
Şekil 8:Grup teknolojisinde kodlama örneği
GT kodları tipik olarak manuel ya da bir seri sorunun sorulup uygun kod yapısı ile cevaplanması şeklinde interaktif yöntem ile oluşturulurlar. Ancak unutulmamalıdır ki bu
kodları oluşturmak oldukça zor ve yavaş bir süreçtir.
Bu süreç uzun ve yavaş olduğu için birçok yazılımcı tarafından Optiz, MICLASS ve DCLASS GT kod yapılarına uygun interaktif yöntem ile çalışan GT kod üreticisi araçlar oluşturulmuştur.
GT kodunun bir kullanım alanı da bir ürünün tasarımı için birden fazla tasarımcının dünya üzerinde dağıtık olarak çalışmalarıdır. Bu maksatla STEP (Standard for the Exchange of Product) ISO 10303 standartlarında GT kodları üretmeye uygun CAD araçları kullanan tasarımcılar ulaştıkları noktayı GT koduna çevirip Internet üzerinden bir sonraki tasarımcıya göndermektedirler.

27
Şekil 9:Grup teknolojisi kod üretme algoritması
Şekil 10:Grup teknolojisi kod sınıflandırma

28
Grup Teknolojisinin Avantajları
İş akışını basitleştirir.
Taşıma miktarları azdır.
Üretim içi stoklar azdır.
Toplam üretim zamanı kısadır.
Makine hazırlık zamanı düşüktür.
Üretimin kalitesi yüksektir.
ÜPK faaliyetleri basittir.
Fabrika kullanım alanını azaltır.
GT bir veri bankası oluşturur.
Maliyet tahminlerini kolaylaştırır.
Grup Teknolojisinin Dezavantajları
Bazı üretim araçlarından birden fazla sayıda bulundurulması gerekebilir bu da atölye tipi üretime kıyasla daha fazla sabit yatırımı gerektirir.
Tezgah kapasite kullanım oranının düşmesine ve tezgah kullanım sürelerinin azalmasına neden olur.
Tezgahların makine hücreleri veya gruplar halinde yeniden düzenlenmesinde büyük masraflara girilebilir.
GT kavramları, insanların çalışma şekillerinin değişmesini gerektirir, bu nedenle çalışanlarım direnciyle karşılaşılabilir.
Ürün Tasarımında İmalat İçin Tasarım (Design forManufacturing- DFM)
İmalat için tasarım; ürünün tasarımında imalat süreçlerinin kullanımını maksimize eden sistematik bir süreç olarak tanımlanabilir. Kısaca ürünün tasarım aşamasında, üretim aşamalarının da dikkate alınması olarak tanımlanabilir.
DFM (Design for Manufacturability)Üretilebilirlik için tasarım şeklinde Türkçeleştirilebilir.
Temel olarak üretim ihtiyaçlarını göz önüne alarak tasarım manasına gelir, üretilebilir bir ürün yaratabilmek için kullanılan tüm araç ve teknikleri çatısının altında toplayan bir kavramdır.

29
Amacı;
Geliştirme maliyetlerini azaltmak,
Geliştirme zamanlarını kısaltmak,
Üretim için oluşturulması gerekli olan hattın mümkün olan en az elemandan oluşmasını sağlamak,
Test maliyetlerini azaltmak
Yüksek kaliteye ulaşmaktır
Düşük maliyetli,
Daha basit ve güvenilir ürünler elde edilmesini sağlamaktır.
Bir ürünün tasarım-üretim sürecine DFM uygulanmasıyla başlangıçta arzu edilen tasarımla nihai ürün arasında farklılıklar çıkabilecektir. Mümkün olduğunca talaşlı imalatı zorlaştıracak veya olanaksız hale getirecek tasarımlardan kaçınmak bu felsefenin önemli yapıtaşıdır.
DFM üretilmesi kolay parçalar yaratmaya çalışır. Üretim hattının basit olması ve üretimin kolay olması için tam bitmiş ürün yerine nihai ürünü meydana getirecek parçaların yaratılması konsepti üzerinde durur
DFM Araçlarına Örnekler
MontajiçinTasarım (Design For Assembly, DFA-IBM)
Failure Mode and Effect Analysis (FMEA), (Sun)
Taguchi Method, (Hitachi )
(Value Analysirs- DeğerAnaliiz)-Value Engineering-Deger Mühendisliği)(HP)
Quality Function Deployment (QFD)(Hitachi)- (KaliteGöçerimFonksiyonu)

30
Üretim ve Montaj İçin Tasarım Metodolojisi
Önerilen Tasarım
Tahmini Üretim Maliyetleri
Bileşenlerin Maliyetlerini Azaltma
Montaj Maliyetlerini
Azaltma
Üretim DesteklemeMaliyetlerini
Azaltma
Kafi
Derecede
iyimi?
Hayır
Evet
Recompute the
Manufacturing Costs
DFM nin Diğer Faktörler
Üzerindeki Etkisi
Kabul edilebilir
tasarım
Ürün Kalite Maliyet Geliştirme Süresi
Stok,
Tedarikciler
Şekil 11: Üretim Ve Montaj için Tasarım Metodolojisi Algoritması
Geleneksel tasarım/üretim sürecinde tasarımcılar kendilerine verilen görevin sadece; ürünün performansı, güvenirliği ve estetik görünüm kazandırılmasından ibaret olduğunu ve tasarlanan ürünü üretmenin de üretim mühendislerinin görevleri olduğunu düşünmektedirler. Bu düşünce ile tasarlanan ürünlerin üretim aşamasında hatalar ortaya çıkabilmektedir. Bu hataların üretim aşamasında ortaya çıkmasının önemli nedenlerinden biri tasarımcının, üretim faaliyetleriyle ilgili yeterli bilgiye sahip olmamasıdır. Bu nedenle, birçok firma tasarımcılarına üretim tecrübesi kazandırmaya çalışmaktadır.
BDT/BDÜ entegresyonunun gündeme gelmesiyle beraber Amerika ve Avrupa da standart bir veri tabanı oluşturma konusunda ciddi girişimlerde bulunulmuştur. Hatta bazı ülkelerde hükümet düzeyinde veya bazı özel kuruluşlar kendi amaçlarına yönelik grafik değiştirme veritabanı standardı geliştirmeye çalışmışlardır.
Bu standartlardan bazıları;
Fransa’nın hükümet seviyesinde desteklediği SET (Standardd' Echange et de
Trabsfeer),
Alman otomobil endüstrisi derneğinin hazırladığı VDAFS (Verband Der
Automobindustrie FlaechenSchnittstelle),

31
Avrupa Standard Komitesi’nin hazırladığı CAD*I (Computer Aided
Design*Interface)
IGES (Initial Graphic Exchange System),
DXF (Data EXchange Format),
PDES (Product Data Exchange Specification)
STEP(STandardforthe Exchange of Product data)
gibi bölgesel ve uluslararası düzeyde yapılan grafik dönüşüm veri tabanı standartları mevcut DXF, iki boyutlu ürün modelleme açısından en temel olanıdır. IGES ve STEP ise daha
kompleks yapıya sahip olmaları nedeniyle 3-boyutlu parçaların modellenmesinde kullanılmaktadır.
IGES dosyası BDIP açısından yeteri kadar detaylı bilgi içermemektedir (örnek olarak: malzeme tipi, tolerans ve unsurlarla ilgili bilgi içermemektedir). STEP ise 3-Boyutlu
ürünlerin işlem planlaması için gerekli bütün bilgileri içermektedir. Bunun yanı sıra IGES ve
DXF hemen hemen bütün CAD paket programlarında olmasına rağmen STEP ise PRO
ENGINEER gibi çok az sayıdaki CAD paket programda mevcuttur.
Mükemmellik İçin Tasarım (Design for Excellence - DFX)
Montaj için Tasarım,
İmalat için Tasarım,
Demontaj için Tasarım,
Ürün Çevrimi için Tasarım,
Geri Dönüsüm için Tasarım,
Kalite için Tasarım,
Sürdürülebilirlik için Tasarım,
Güvenilirlik için Tasarım vb. (Chen, 1999)

32
4. BİLGİSAYAR TÜMLEŞİK İMALATTA SÜREÇ PLANLAMA

33
Bu Bölümde Neler Öğreneceğiz?
Bilgisayar Tümleşik İmalatta Süreç Planlama
Süreç Planlama (Process Planning)
Bdt-Cad (Bilgisayar Destekli Tasarım)
Bdü-Cam (Bilgisayar Destekli İmalat)
Nümerik/Sayısal Kodlar-Nc Kodları
Bilgisayar Destekli Tasarım Süreci (Bdt-Cad)
Bilgisayar Destekli Tasarım Kullanım Nedenleri
Bilgisayar Destekli Tasarım Avantajları
Bilgisayar Destekli Süreç Planlama(Bdsp- Capp )
Bilgisayar Destekli Süreç Planlamada Temel Uygulama Adımları
Bdsp-Cappsistemlerini Geliştirmek İçin İki Tür Yaklaşım
Hücresel Üretim
Başarılı Bir Hüs Uygulamasının Göstermesi Gereken Özellikler
Hücresel Üretimin Avantajları
Hücresel Üretimin Dezavantajları
U Tipi Yerleşim Ve Hücre
U Biçimi Yerleşimin Yararları
Step

34
Bölüm Hakkında İlgi Oluşturan Sorular
Bilgisayar Tümleşik İmalatta Süreç Planlama
Süreç Planlama (Process Planning)
Bdt-Cad (Bilgisayar Destekli Tasarım)
Bdü-Cam (Bilgisayar Destekli İmalat)
Nümerik/Sayısal Kodlar-Nc Kodları
Bilgisayar Destekli Tasarım Süreci (Bdt-Cad)
Bilgisayar Destekli Tasarım Kullanım Nedenleri
Bilgisayar Destekli Tasarım Avantajları
Bilgisayar Destekli Süreç Planlama(Bdsp- Capp )
Bilgisayar Destekli Süreç Planlamada Temel Uygulama Adımları
Bdsp-Cappsistemlerini Geliştirmek İçin İki Tür Yaklaşım
Hücresel Üretim
Başarılı Bir Hüs Uygulamasının Göstermesi Gereken Özellikler
Hücresel Üretimin Avantajları
Hücresel Üretimin Dezavantajları
U Tipi Yerleşim Ve Hücre
U Biçimi Yerleşimin Yararları
Step arasındaki ilişkiler ve görevleri nelerdir

35
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım
Kazanımın nasıl elde edileceği veya geliştirileceği
Bilgisayar Tümleşik İmalatta Süreç Planlama
Süreç Planlama (Process Planning)
Bdt-Cad (Bilgisayar Destekli Tasarım)
Bdü-Cam (Bilgisayar Destekli İmalat)
Nümerik/Sayısal Kodlar-Nc Kodları
Bilgisayar Destekli Tasarım Süreci (Bdt-Cad)
Bilgisayar Destekli Tasarım Kullanım Nedenleri
Bilgisayar Destekli Tasarım Avantajları
Bilgisayar Destekli Süreç Planlama(Bdsp- Capp )
Bilgisayar Destekli Süreç Planlamada Temel Uygulama Adımları
Bdsp-Cappsistemlerini Geliştirmek İçin İki Tür Yaklaşım
Hücresel Üretim
Başarılı Bir Hüs Uygulamasının Göstermesi Gereken Özellikler
Hücresel Üretimin Avantajları
Hücresel Üretimin Dezavantajları
U Tipi Yerleşim Ve Hücre
U Biçimi Yerleşimin Yararları
Step Sorunlarını ve görevlerini anlama
Araştırıp uygulayarak

36
Giriş
Bilgisayar tümleşik imalatta süreç planlama aşağıdaki araçlardan oluşur.
Süreç Planlama
CAD/CAM-BDT/BDÜ
NC Kodları
Tarihçe
CAD-BDTTasarım Süreci
CAD-BDT Kullanım Nedenleri
Avantajları
CAPP-BDPP
Hücresel Üretim
Avantajları
Dezavantajları
STEP.
Bilgisayar tümleşik imalatta süreç planlama tarihi 1949-1952 MIT’nin yürüttüğü uçak sanayisine yönelik simülasyon ve radar projelerinde bilgisayar kullanımına dayanır. 1959 yılında MIT'de sürdürülen çalışmalar sırasında D.T.Roos ilk defa "Bilgisayar Destekli
Tasarım" terimini kullanmıştır
Akademik düzeyde BDT sistemine ilk adım 1963 yılında I.E. Sutherland'ın MIT'deki doktora tezi ile atılmıştır. "Sketchpad" adı verilen sistemde uygun programlama teknikleri ve veri yapılarıyla yenileme (görüntüyü sürekli yeniden üreten) ile bir çalışma sergilenmiştir
Seksenli yıllarda tüm sektörlerde yaygınlaşmaya başlamıştır
1960'larda yüzyılın en önemli teknolojik gelişmelerinden biri olarak kabul edilen CAD/CAM-BDT/BDÜ tekniği bugün basit bilgisayar grafiği kavramının oldukça ilerisinde bulunmakta ve küçük işletmelerde bile etkin bir şekilde kullanılmaktadır

37
Süreç Planlama (Process Planning)
Süreç Planlama eylemi, bir kuruluştaki işlemlerin yerinde incelenerek analiz edilmesi ve bunların uygun teknikler kullanılarak modellenmesini kapsar. Uzman iş analistleri (businessanalysts) tarafından yürütülen bu planlama eylemi sırasında belirlenen modeller, süreçlerin ilgili kişiler tarafından aynı biçimde anlaşılmasını sağlayacak biçimde saptanmasına yol açtığı gibi, uygulama sırasında kullanılacak olan belge, veri, form, talimat ve benzeri araçların standartlaşmasını ve bilgi işlem ortamlarında kolaylıkla işlenmesine olanak yaratır. Planlamanın gerçekçiliği, kurumun özelliklerine uygunluğu ve zaman içindeki sürekliliği ile bunların kolayca değiştirilebilme olanakları, süreç yönetimi eyleminin başarısındaki temel etmenlerdir.
BDT-CAD (Bilgisayar Destekli Tasarım)
Mühendislik tasarımının ortaya çıkarılması, geliştirilmesi, analizi ve modifikasyonu desteklemek için bilgisayar sistemlerinin kullanılması olarak tanımlanabildiği için süreci planlamada önemli bir yere sahiptir. CAD sistemi; kullanılan bir donanım (hardware), yazılım (software) ve kullanıcı üçlüsünden oluştuğu için süreç planlaması önemli bir görev görmüştür.
Genel olarak proje ve teknik resim çizimlerinde kullanılır. Teknik elemanlar için çok büyük bir öneme sahiptir. (AutoCAD, Mechanical Desktop, SolidWorks, Inventor, Catia vb..)
BDÜ-CAM (Bilgisayar Destekli İmalat)
Bir imalat tesisinin üretim kaynakları arasında oluşturulan bir bilgisayar etkileşim alanı vasıtasıyla tesisin faaliyetlerini ister direkt ister endirekt olarak planlaması, yönetimi ve kontrolü için bilgisayar sistemlerinin kullanımı olarak tanımlanabilir. CAM programları karışık biçimli veya elle yazılması zor ya da imkansız olan parçaların CNC tezgahlarında işlenmesi için gerekli NC kodlarını, verdiğimiz parametrelere göre oluştururlar. Önceden sadece CAM üzerine yazılan programlar yerine günümüzde firmaların aynı data üzerinde çalışmayı kolaylaştırmak ve gereken ihtiyaçlara cevap vermesi için CAD ve CAM modülleri aynı paket program içerisinde gelmektedir.
Nümerik/Sayısal Kodlar-NC Kodları
Şekil 12:Nümerik kontrol kodlarının makinaya girişi

38
Sayısal kontrol (NC) makineleri, esnek üretim sistemlerinin yapı taşlarıdır. NC; harflerden, sayısaldan, noktalama işaretlerinden ve diğer sembollerden oluşan komutlar ile makineye talimat verme tekniğidir.
Örnek olarak; programda G00 kodu, takımın talaş kaldırmadan, koordinatları belirtilen noktaya gitmesini sağlamak için kullanılır. Aynı şekilde M03;takımın bağlı bulunduğu mili saat yönünde harekete başlatır ve belirli bir devirde dönmesini sağlar. M05 kodu ise, takımın bağlı bulunduğu milin durmasını sağlar. Endüstride kullanılan tüm CNC tezgahlarında, G M
kodları olarak ifade edilen bu özel kodlar ISO (Uluslararası Standartlar Kuruluşu) tarafından standartlaştırılmıştır.
İlk CNC(Bilgisayar Sayısal Kontrol) freze tezgahından günümüze NC teknolojisi hemen her alanda yaygın olarak kullanılmaktadır. Bu uygulamalardan bazıları şunlardır; tornalama, frezeleme, delme, taşlama, alevle kesme, bükme, form verme, üç boyutlu ölçme, elektro erozyon ve robot uygulamaları.
(giriş!)
Sanayi'deki en büyük BDT/BDÜ programı payına Catia sahip olmakla beraber, en büyük takipçisi UniGraphics'tir. SolidWorks ve AutoCAD en çok kullanılan BDT programıdır. SolidWorks için CAM programı CamWorks ve SolidCAM, Autocad için AutoCAM programları mevcuttur.
(Şekil!)
Grafik 1: Grafik oluşturmak için üç boyutlu veri girişi

39
Bilgisayar Destekli Tasarım Süreci (BDT-CAD)
BDTTasarım prosesi altı safhayı içeren bir prosedür olarak karakterize edilebilir;
İhtiyacın Belirlenmesi
Problemin Tanımı
Sentez ( Mühendislik Tasarımı )
Analiz ve Optimizasyon
Değerlendirme
Sunma ( Mühendislik Çizimlerinin Hazırlanması )
Bilgisayar Destekli Tasarım Kullanım Nedenleri
1. Tasarımcının Üretkenliğini Arttırmak İçin: Bu, ürünün, alt montaj bileşenleri ve parçalarının tasavvur edilmesinde operatöre yardım ederek ve tasarımdaki sentez, analiz ve döküm için gerekli zamanı kısaltarak sağlanır. Üretkenliğin gelişmesiyle sadece daha düşük tasarım maliyeti değil, aynı zamanda da daha kısa proje tamamlanma zamanı sağlanır.
2. Tasarım Kalitesini Geliştirmek İçin: Bir BDT sistemi ile çalışmak, yapılan tasarımda daha çok alternatifin gözönüne alınması, düşünülen alternatiflerin hesaplarının yapılarak değişik durumlarda mühendislik analizleri yapabilme imkanı sağlayacaktır. Tüm bu çalışmalar sırasında hassasiyet tasarım hatalarını minimuma indirecektir. Ayrıca ortaya çıkan çizimlerde minimum çizim hataları yaratılacak böylelikle daha temiz ve standartlara uygun çizimler elde edilecektir.
3. İmalat İçin Veri Tabanı Oluşturmak: Üretim için teknik dokümanların hazırlanması sırasında ürünün işlenebilmesi için gerekli olan datalar da gözönünde tutulacaktır. Bu datalar, ürünün geometrik boyutları, ürünün geometrisini oluşturan tanımlanmış temel elemanların neler olduğu, detayların nasıl birleştirileceği, detaylara ait malzeme bilgileri, mamulün işleneceği hammaddenin ölçüleri ( kaba malzeme ölçüleri ) vb. bilgilerdir. Bu bilgiler değişik formatlarda sistemden alınarak birbirinden farklı bir çok amaç için kullanılabilir.
Bilgisayar Destekli Tasarım Avantajları
Tümleşik CAD / CAM sistemlerinden sağlanan faydalar şu şekilde sıralanabilir:
Mühendislik personelinin ihtiyaçları azalır.
Yapılmış tasarımlar üzerinde ortaya çıkan müşteri isteklerinin kolaylıkla yerine getirilmesi.
Piyasanın ihtiyaçlarına daha hızlı cevap verilir. Gerekli veri tabanı oluşturulduktan sonra benzer yeni mamuller üretmek için gereken proje zamanlarını en aza indirerek, pazar rekabetinde avantaj sağlayacaktır.

40
Kopyalama ( çizme ) hataları minimuma iner.
Tasarımın doğruluğu artar.
Tasarımlar daha standart olur.
Analiz sırasında bileşenlerin birbirleriyle etkileşimleri daha kolay belirlenir.
Daha iyi bir fonksiyonel analiz sağlayarak prototip test sayısı azalır.
Dokümantasyon sağlamaya hazırlamaya destek sağlar.
Takım tasarımında üretkenliği arttırır.
Maliyetler hakkında daha iyi bilgi sağlar.
Daha iyi bir tasarım sağlar.
NC parça programları ve rutin çizim görevleri için gerekli eğitim süresini azaltır.
NC parça programlarında daha az hata oluşur.
Mevcut parçaların daha fazla işlenmeleri ve kullanılmaları için bir potansiyel sağlar.
Tasarımın mevcut imalat tekniklerine uygun olmasını sağlar.
Algoritmaları optimalleştirerek malzemelerden ve makine zamanlarından tasarruf sağlar.
Projeler üzerinde çalışan tasarım personelinin daha etkin bir şekilde yönetilmesini sağlar.
Karmaşık parçaların incelenmesine yardımcı olur.
Mühendisler, tasarımcılar, yönetim ve farklı proje grupları arasında daha iyi bir anlaşma ve haberleşme ortamı sağlar.
Bilgisayar Destekli Süreç Planlama (BDSP- CAPP )
Bilgisayar Destekli Tasarım ve Bilgisayar Destekli Üretim sistemleri arasındaki bağlantı, bilgisayar destekli süreç planlama sistemleri ile sağlanmaktadır. BDT ve BDÜ arasında anahtar bir ara yüz olma niteliğini taşıması açısından, BTÜ-CIM sisteminde oldukça önemli bir yere sahiptir.
BDSP-CAPP, belirli bir parçayı üretebilmek için gereken teknolojik planın yapılması ve geliştirilmesini destekleyen bir bilgisayar uygulamasıdır. BDSP ile geliştirilen plan, söz konusu parçayı üretebilmek için yapılması gerekli işlemlerin sıralarını, bu işlemlerde kullanılacak olan makinelerin tanımını ve işlem sürelerini içerir. Özel işlemler ve hazırlık prosedürleri de ayrıca tanımlanmıştır. (MS Project)

41
BDSP özet olarak planlama ve kontrol fonksiyonun yerine getirir. Ürünün üretimi için gerekli ardışık adımlar, ürünün işlem göreceği makine hücreleri, her bir hücrede işlem sürecinin gerektirdiği takım, ilerleme ve devir hızları, paso derinliği gibi teknolojik bilgiler ve koordinatlar, işlem yolları gibi geometrik veriler bilgisayar destekli sistemlerle planlanır ve uygulanma süreci kontrol altında tutulur.
Bilgisayar Destekli Süreç Planlamada Temel Uygulama Adımları
Ürünün tasarım verisinin yorumu
Yüzeylerin tanımlanması
Makine işlem yolunun seçimi
Kesici, delici vb. işlem takımların belirlenmesi
Faaliyetlerin ardışıklığının belirlenmesi
Kontrol birimlerinin seçimi
Üretim toleranslarının tanımlanması
Kesme koşullarının tanımlanması
Üretim zamanı hesabı
Üretim kayıplarının hesabı
Uygulama sürecinin takibi
BDSP-CAPPSistemlerini Geliştirmek İçin İki Tür Yaklaşım
Değişken yaklaşım: Değişken yaklaşımda proses planı, standart veya benzer başka bir planın kullanımıyla hazırlanır. Ana bileşik parçanın proses planı bilgisayarda saklanır, sonraki parçalar için de bu plan kullanılır.
Üretken yaklaşım: Bu yaklaşım, proses planının üretim veri tabanındaki bilgilerin kullanımı yoluyla yapılmasını içerir. Ancak planın hazırlanabilmesi için planlanması düşünülen parçanın ayrıntılı tanımı, mevcut çeşitli üretim işlemleri ve bu işlemlerin kapasiteleri gibi bilgilere ihtiyaç duyulmaktadır.
Süreç planlama yaklaşımlarında son yıllarda geleneksel geometrik esaslı tasarımdan bilgi temelli tasarıma yöneliş başlamış ve sonuçta BDT uygulamaları ile BDÜ uygulamaların entegrasyonu daha da kolaylaşmıştır. Bugün BDSP sitemlerinin kullanımın verimliliği %40,
işlem zamanını % 75 azalttığı belirlenmiştir (Bradley/Wikers 1990).

42
Hücresel Üretim
Bir hücre; bir veya daha fazla sayıda benzer hammadde, parça, bileşen veya bilgi naklini içeren aileler üzerindeki sırasal ve çoklu belirli aralıklarla yerleştirilmiş bir grup iş istasyonudur.
Hücre; bir veya daha fazla işçiye göre eleman sağlanan, çıktı performansı için ölçülebilir olan, bir veya daha fazla planlama, kontrol, desteğin sorumluluğu ve görevlerin gelişimini temsil eden işletme içindeki diğer organizasyonel birimlerden ayrı bir birimdir.
Hücresel Üretim Sistemi (HÜS), GT’nin atelye düzenine uygulanmasıdır. Hücresel üretim, bir ya da daha çok makinenin bir hücre olacak biçimde gruplandığı üretim tipidir ve gruplamalar, benzer süreçleri gerektiren parça aileleri için çalışma yapmak amacıyla gereksinim duyulan işler aracılığıyla belirlenmektedir.
HÜS’ler tasarlanırken, yerleşim planının nasıl düzenlendiği ve hücrelerin oluşumuna hangi faktörlerin etki ettiğinin de bilinmesi gerekir. Hücresel üretimde, uygulama her bir durumun özelliklerine göre farklılık gösterebilir. Bazen yeni bir ekipman almanın pahalı olması nedeniyle mevcut ekipman farklı hücreler arasında paylaşılabilir. Büyük ve pahalı özel bir ekipmanın ( ısıl işlem gibi ) kullanım nedeniyle parçalar hücre içine - dışına taşınabilir, malzemenin proses gereği nedeniyle yerleşim planı farklı olabilir veya iş hacminin fazla olması, yeni bir hücrenin açılmasının uygulanabilir olmaması nedeniyle hücre eleman sayısı çok fazla olabilir.
Başarılı bir HÜS uygulamasının göstermesi gereken özellikler
Ekip: Hücreler ya sadece veya genellikle grup içerisinde çalışan belirlenmiş bir işçi ekibinden oluşur.
Ürünler: Hücreler belirlenmiş bir ürünler ailesini veya kümesini üretir.
Tesisler: Hücreler yalnızca veya genel olarak grup içerisinde kullanılan belirli makine kümesi ve / veya diğer üretim teçhizatı ile donatılmıştır.
Grup Yerleşim Planı: Tüm teçhizat hücre için ayrılmış özel bir alana yerleştirilir.
Hedef: Hücre içindeki tüm personel aynı üretim çıktısı hedefini paylaşır.
Bağımsızlık: Hücreler olabildiğince birbirinden bağımsız olmalıdır. Malzemeleri
verildikten sonra hücrelerin başarısı diğer üretim gruplarının başarısına bağlı olmamalıdır.
Büyüklük: Hücre içindeki eleman sayısı sınırlı tutulmalıdır. 6 - 15 kişiden oluşan grup büyüklükleri önerilmekte olup, son araştırmalar 10 işçiden oluşan hücrelerin optimum olduğunu göstermektedir. Bazı durumlarda teknolojik nedenlerle 35 kişilik büyük hücrelere de rastlanmaktadır.

43
Hücresel Üretimin Avantajları
HÜS’leratelye tarzı üretim sistemi ile karşılaştırıldıklarında pek çok avantajlarının olduğu görülmektedir.
Hazırlık zamanlarının azalması
Süreç içi envanterlerin azalması
Malzeme taşımada kolaylık
Malzeme aktarma maliyetlerinin azalması
Geçiş zamanlarının azalması
İnsan ilişkilerinin iyileşmesi
Kaliteden direkt işçinin sorumlu olması nedeniyle kusurlu üretim miktarının azalması
Kapasite planlama, malzeme planlama ve kontrollerin basitleştirilmesi
Hücresel Üretimin Dezavantajları
Atelye tarzı üretim sisteminin sağladığı esneklik düzeyinin her zaman sağlanamaması
Hücrelerin yaşam sürelerinin, yapın talebine ve yapın karışımındaki değişimlere bağlı olması
Makine sayılarındaki artış ve hücre dışı elemanların elenmesi ile, makine kullanımının azalması
Hücrelerin makine duruşlarına karşı duyarlı olmaları nedeniyle, düzenli bakım eylemlerinin istenilen boyutta düzenli olmaması; aksine, çok daha düzenli yapılmasının gerekliliği
Tablo 2: Hücresel üretim sistemlerinin kurulmasından sonra ede edilen somut veriler

44
Grafik 1: Hücresel üretim sistemi kazanımları
Hücresel üretimde amaç, akış tipi üretimi sağlamaktır. Bunu sağlayacak temel gereksinimler de şu şekilde sıralanabilir;
Makinelerin olabildiğince proses sırasına yakın yerleştirilmesi
Hücrelerin U şeklinde tasarlanması
Hücre içinde her defasında bir parça yapılması
İşçilerin hücredeki tüm prosesleri yapacak şekilde eğitilmesi
Operatörlerin, hamile kadınlar ve fiziki engelliler dışında, ayakta durarak ve yürüyerek çalışmasının sağlanması
Daha küçük ve daha ucuz olan yavaş, amaca yönelik tezgahların kullanımı
U Tipi Yerleşim ve Hücre
Doğrusal tarzda yerleşim U tipi yerleşimde olduğu kadar işçi sayısı değiştirme esnekliği vermemektedir. Öte yandan doğrusal yerleşimde işçinin son istasyondan önceki ya da baştaki istasyonlara eli boş dönüşü için uzun mesafe kat etmesi gerekecektir. Diğer bir sakınca da, işçilerin yürüyüşten bıkıp daha büyük partiler halinde imalat yaptıktan sonra bir
sonraki istasyona geçmesidir. Bu da malzeme taşıma yükünü arttıracak, kalite hakkında daha yavaş bilgi akışını getirecek ve toplam imalat süresini arttıracaktır.
U Biçimi Yerleşimin Yararları
İşçiler birbirlerine ve hücre amirlerine görünür mesafededirler.
Parçalar elden ele geçeceğinden parça ihtiyacı ve kalitesi hakkında etkin bir bilgi akışı vardır.

45
Malzeme hareketi hızlıdır.
İşçi sayısı ve işçilerin hücre içindeki görevleri yeniden ayarlanabilir.
İşçi yürüyüş zamanını ve mesafesini azaltır.
Tüm hücre ekibinin merkezi, tahsisli bir alanda birlikte çalışması, sorunlarını kendilerinin çözmesi ve kalitede iyileşme nedeniyle takım çalışma isteğini geliştirir.
İşçilerin çeşitli pozisyonlara ulaşımı kolaylaşır (Birden fazla istasyonu kumanda edebilme).
STEP
STEP (Standardforthe Exchange of Product Model Data); grafik standardı, bir tasarımı mamul haline getirmek için gerekli bütün işlemlerin ve bağlı parametrelerin standardize edilmesi ve tanımlanması için geliştirilmiştir. Hiçbir uygulama, tasarım ve üretim yazılımına bağlı kalmadan gerçekleştirebilmeyi sağlamak için tasarlanmıştır.
STEP standardı, bütün diğer standartları bünyesinde toplamaktadır. Diğer standartların aksine geometrik veri dönüşümünün yanı sıra tolerans ve yüzey kalitesi gibi teknolojik üretim bilgilerinin ve topolojik unsur ilişkilerinin tanımını da içermektedir. STEP yapısını diğerlerinden ayıran diğer bir özellik ise esnek ve dinamik bir yapıya sahip olmasıdır.

46
5. EŞ ZAMANLI ÜRETİM

47
Bu Bölümde Neler Öğreneceğiz?
Eş Zamanlı Üretim
Eş Zamanlı Üretim Ve Tüketim
Dayanıksızlık
Dokunulmazlık
Türdeş Olmama
Hizmet Eyleminin Yapısına Göre Hizmet Sınıflandırma
Eş Zamanlı Mühendislik
Sistem Mühendisliği
Eş Zamanlı Üretim - Cax

48
Bölüm Hakkında İlgi Oluşturan Sorular
Eş Zamanlı Üretim
Eş Zamanlı Üretim Ve Tüketim
Dayanıksızlık
Dokunulmazlık
Türdeş Olmama
Hizmet Eyleminin Yapısına Göre Hizmet Sınıflandırma
Eş Zamanlı Mühendislik
Sistem Mühendisliği
Eş Zamanlı Üretim - Cax arasındaki ilişkiler ve görevleri nelerdir?

49
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Eş Zamanlı Üretim
Eş Zamanlı Üretim Ve Tüketim
Dayanıksızlık
Dokunulmazlık
Türdeş Olmama
Hizmet Eyleminin Yapısına Göre Hizmet Sınıflandırma
Eş Zamanlı Mühendislik
Sistem Mühendisliği
Eş Zamanlı Üretim - CaxSorunlarını ve görevlerini anlama
Araştırıp uygulayarak

50
Giriş
Görevlerin paralel süreçlerle gerçekleştirilmesi esasına dayalı üretim stratejisidir. Eş zamanlı üretim, “ürünlerin eşzamanlı ve entegre üretimi sırasında ilgili işlemleri, üretimi ve üretim sonrasında servisi sağlayan bir disiplin “ olarak tanımlanabilir. Tasarım, üretim gibi süreçleri içeren ürün geliştirmede, zaman, kalite ve maliyetde iyileştirme hedeflenir. Eş zamanlı üretimde 2 konsept vardır. İlkinde, ürün yaşam döngüsünün tüm elemanları, fonksiyonelliği, üretilebilirliği, monte edilebilirliği, test edilebilirliği, bakım konuları, çevresel etkileri ve sonuçta elden çıkarılması ve geri dönüşümlülüğü tasarım fazının başlarında dikkate alınır. İkinci konseptde önden gelen tasarım faaliyetleri aynı zamanda ya da parelel olarak gerçekleştirilir.

51
Eş Zamanlı Üretim ve Tüketim
Birçok ürün ilk önce üretilip daha sonra satın alınıp tüketilir. Halbuki hizmetlerin çoğu ilk önce satılır ve daha sonra aynı zamanda üretilip tüketilir.
Hizmet depolanamaz- talep dalgalanmalarına hazırlıklı olmak üretim sektörüne göre daha zor.
Stok kontrol imalatta önemli bir problem iken, hizmetlerde müşteri bekletme ya da kuyruk problemi, hizmet kapasitesinin seçimi, tesis kullanım oranı ve aylak zaman kullanımının hepsi, bekleme süresine karşı dengelenmelidir.
Eşzamanlı üretim ve tüketim kalite kontrol müdahalesini engeller. Bir ürün dağıtımdan önce kontrol edilebilir ama hizmette geri dönüş yoktur.
Dayanıksızlık
Hizmetlerin pek çoğunun yararları kısa sürelidir. önceden çok sayıda üretilemez ve saklanamaz. Bunun için otobüslerde koltukların boş kalması ya da işgörenlerin boş (atıl) kalmaları nedeni ile ortaya çıkan ekonomik kayıplar sonradan giderilemez. Kaybedilen bir fırsatın telafisi mümkün değildir.
Müşteri talepleri değişkenlik gösterir ve zaman zaman karşılanması güçleşir. (Lokantaların öğle vakitleri, bayramlarda otobüs-tren seferleri, telefon trafiği).
Değişken taleple karşılaşıldığında yönetici 3 basit seçeneğe sahiptir:
Talebi düzgünleştirmek (rezervasyon sistemi / talebin düşük olduğu zamanlara indirim konulması/ yüklü zamanlarda pazarlama yapma)
Hizmet kapasitesini ayarlama (yarı-zamanlı çalıştırma/ çalışanlar için talebe göre değişen çizelgeleme/ self-servis içeriğini arttırma) müşteriyi bekletme (riskli - kapasite artar
ama ya müşteri giderse?)
Dokunulmazlık
Hizmetlere fiziksel olarak sahip olunamaz.
Hizmetten sağlanan yarar deneyime dayalıdır. Müşteri hizmetin değerini ve niteliğini, ancak satın aldıktan sonra ya da hizmetin tüketilmesi veya satın alınması süresince değerlendirebilir. Bu temel özellik aşağıdaki sorunlara yol açar:
Hizmetleri stoklanamaz, dolayısıyla talepteki dalgalanmaların yönetilmesi zordur.
Hizmetler mallar gibi teşhir edilemez, tanıtılamaz. Somut olmadıkları için kalitelerinin değerlendirilmesi müşteri açısından zordur.
Patent aracılığı ile korunamaz.

52
Hizmetin fiyatlandırılması oldukça zordur.
Hizmet sunumunda düzenleyici kurumun onayı alınırsa, müşteri daha çok güvenir. (otellerde yıldız sayısı, mavi bayrak, sinema AFM (Eskişehir, İstanbul, Ankara hizmetler aynı, Müdek akreditasyon, ABET akreditasyon)
Türdeş Olmama
Bir hizmetin kalitesi ve içeriği, hizmeti veren kişiden kişiye, müşteriden müşteriye ve hatta günden güne değişebilir. Örneğin bir saç kesimi berberden berbere, müşteriden müşteriye, günden güne farklı olabilir. Hatta aynı kişinin ürettiği bir hizmet bile aynı olmayabilir. Bazı hizmetlerin emek-yoğun olması ve hizmetten yararlananların istek ve gereksinimlerinin değişik olması hizmetlerin standartlaştırılmasını zorlaştırır.
IT teknolojilerindeki gelişmeler emek-yoğunluk derecesini azaltmaya yöneliktir. Çalışanlar önemlidir. Mutsuz çalışanlarla mutlu müşteriler elde edemezsiniz. Çalışanların performansları kadar tavırları da önemlidir.
Hizmet Eyleminin Yapısına Göre Hizmet Sınıflandırma
Bilim felsefesi her zaman, sınıflandırıcı şemaları çok önemli görmüştür. Hizmet sektöründe de sınıflandırma önemli ancak çok daha zordur. Çünkü hizmetler çok farklı ve geniş bir yelpazede yer alır. Uluslararası bir banka zincirini, bir kuaförü ya da bir doktoru aynı hizmet grubu içinde incelemek olanaksızdır. Farklı hizmetlerin ortak özelliklerinden yola çıkarak yapılan sınıflamalar, yöneticiler de karar almada yarar sağlamalıdır.
Eş Zamanlı Mühendislik
Ürün henüz tasarım aşamasında iken devreye girerek üretim problemlerini çözmek, ürün geliştirmek ve üretim süresini kısaltmak eşzamanlı mühendislik ile gerçekleştirilir.
Eşzamanlı mühendisliğin temel mantığı, "tasarım işlemleri ile üretim planlarını aynı anda uygulama" ilkesidir.
Eş zamanlı üretim felsefesinde genellikle şöyle bir işlem sırası vardır. Başta ihtiyaçlar temin edilir, ürün özellikleri belirlenir ve tasarım mühendisleri üç boyutlu çalışmalara başlar. Hızlı prototipleme teknolojisi de kullanılarak test için prototipler üretilir, istenilen seviyeye ulaşılınca en son tasarım şekliyle üretim yapılır. Bu aşamada prototiplerin uygun olup olmadığına üretim mühendisleri karar verir. Üretim; analizler, temel araştırma işlemleri, kontrollü deneyler, cesur kararlar ve birimler arasında iletişimi gerektiren zor bir süreçtir. Etkili bir takım çalışması önemlidir.

53
Sistem Mühendisliği
Eş Zamanlı Üretim - CAX
Ürün Tasarımı (CAx : ComputerAided Design/Engineering/Manufacturing)
Bilgisayarla Tümleşik Üretim, işletmedeki fiziksel aktivitelerin otomasyonunun yanında bilgi işleme aktivitelerinin bilgisayar destekli olarak yapılmasıdır. Burada bütünleştirilen kavram bilgidir. Geleneksel yaklaşımdaki bilginin ardışık olarak ilerlemesi yerine bilgi merkezdedir ve istenildiği anda tüm birimler tarafından kolayca ulaşılması mümkündür. İşte bu yönüyle bilgisayarla tümleşik üretim, eşzamanlı mühendisliğe taban oluşturur. Eğer bilgisayarla tümleşik imalat yapmıyorsak eşzamanlı mühendislik ortaya çıkmaz.
Eşzamanlı mühendisliğin üzerinde durduğu en önemli konu departmanlar arası güçlü bir iletişimdir. Bunu sağlamak için üretimin ve bilgi akışının bilgisayarla tümleşik olarak yapılması gerekir. Bu güçlü iletişimle hatalı tasarımlar zamanında farkedilir, işbirliği ve takım çalışmasıyla maksimum verimlilik elde edilir.
Eşzamanlı mühendislik yaklaşımı kullanılarak ürün ve hizmet kalitesini maksimum yapmak hedeflenir. Bilgisayarla tümleşik üretim kaliteyi sağlamak için etkin yöntemler sunar. Otomatik montaj hatları, otomatik tezgahlar, otomatik malzeme taşıma sistemleri bunlardan birkaçıdır.

54
Bilgisayarla tümleşik üretimde seri üretim otomasyonla yapıldığı için maliyetlerde düşme sağlanır. Üretim, siparişlerle eşzamanlı yürütüldüğü için stoklar minimize edilir.
Bilgisayarla tümleşik üretimde bilgi işleme faaliyetleri otomatik hale gelir. Bilgi işlemenin otomatik hale gelmesi işlemlerin ardışık ilerlemesi yerine paralel ilerlemesine imkan tanır, bu da eşzamanlı mühendisliğin temellerinden biridir. Yani faaliyetlerin eşzamanlı yürütülmesi dolayısıyla üretim ön süresi kısalır.
Eşzamanlı mühendisliğin hedeflerinden olan tasarım süresinin kısaltılması bilgisayarla tümleşik üretimde, tasarımda BDT-BDÜ kullanılmasıyla mümkün olur. Eşzamanlı mühendislik kavramının yarattığı “tasarımda takım çalışması” sonucu eğer tasarımda bir hata fark edilirse BDT-BDÜ sayesinde değişiklik yapılması kolaydır ve imalat süresini arttırmaz.
Eş zamanlı mühendislikte BDT-BDÜ uygulamaları bir şirketteki departmanlar arasındaki fikir ve tecrübe alışverişini sağlar. Bu çalışma tarzı ya çok fonksiyonlu bir ekibi ya da çok disiplinli bir hizmet kuvvetini istihdam eder. Örneğin; bir ekip olarak etkin biçimde çalışan mühendislere sahip olmak eş zamanlı ürün geliştirilmesinde başarı için çok önemlidir. Tasarım mühendisi tüm BDT geometrisini tanımlar ve işi geleneksel çizim mühendislik işlemleri için çizim bölümüne aktarır. Tasarım ve çizim mühendisleri aynı proje üzerinde uğraşan bir ekip olarak eğer aynı bölüm içerisinde bulunuyorlar ise yan yana oturup çalışılabilir. Bunun sonucunda tasarımların bir ileri bir geri gideceği sıralı süreç yerine kesintisiz bir süreç meydana gelir. Çok yerleşimli operasyonlarla uğraşan şirketlerde coğrafi olarak birbirinden uzak mühendisler arasında yakın takım çalışmasını kolaylaştırmak için işbirliği sağlayacak bir BDT-BDÜbilgisayar sistemine ihtiyaç duyulur.
Şekil 39:Eş zamanlı üretim

55
Eş zamanlı çalışan bir BDT-BDÜsistemi birbirinden uzak yerde bulunan iki veya daha
fazla tasarımcıya ortak bir tasarım üzerinde beraber çalışma kabiliyetini sağlamalıdır. Yani; dünya piyasalarındaki ilgili uzmanlık alanlarını teknolojilerini ve kaynaklarını tam kapasiteyle kullanabilecek yeni bir tasarım sisteminin oluşturulması gereklidir. Bu kadar iddialı bir amaca ulaşabilmek için kullanıcılar arasındaki iletişimi zenginleştirecek günümüz network ve bilgisayar teknolojileri kullanılmalıdır.
Bu teknolojiler kullanıldığı zaman ürün hayat döngüsü daha da sağlam bir zemine
oturmuş olacaktır.
Ürün hayat eğrisinin merkezinde ürün, hemen dışında hayat döngüsü en dışında da sistem yönetimi yer almaktadır. Sistem yönetimi tümünü çevrelediği için eş zamanlı üretimdeki en önemli görevi üstlenmektedir.
Ürünün zamanında üretimi ve teslimi için sistem yönetimi önemli bir görev görmüştür.
Şekil 40: Ürün hayat döngüsü

56
6. BİLGİSAYAR TÜMLEŞİK İMALATTA ÜRETİM

57
Bu Bölümde Neler Öğreneceğiz?
Bilgisayar Tümleşik Sayısal Kontrol (Sk-Nc)
Sayısal Kontrolün Avantajları
Sayısal Kontrolün Dezavantajları
Bilgisayarlı Sayısal Kontrol (Bsk-Cnc)
Bilgisayarlı Sayısal Kontrol İş Akışı
Sayısal Kontrol- Bilgisayarlı Sayısal Kontrol
Bilgisayarlı Sayısal Kontrol Tezgah Tipleri
Bilgisayarlı Sayısal Kontrolün Avantajları
Bilgisayarlı Sayısal Kontrolün Dezavantajları
Direk Sayısal Kontrol (Dsk-Dnc)

58
Bölüm Hakkında İlgi Oluşturan Sorular
Bilgisayar Tümleşik İmalatta Üretim
Sayısal Kontrol (Sk-Nc)
Sayısal Kontrolün Avantajları
Sayısal Kontrolün Dezavantajları
Bilgisayarlı Sayısal Kontrol (Bsk-Cnc)
Bilgisayarlı Sayısal Kontrol İş Akışı
Sayısal Kontrol- Bilgisayarlı Sayısal Kontrol
Bilgisayarlı Sayısal Kontrol Tezgah Tipleri
Bilgisayarlı Sayısal Kontrolün Avantajları
Bilgisayarlı Sayısal Kontrolün Dezavantajları
Direk Sayısal Kontrol (Dsk-Dnc) arasındaki ilişkiler ve görevleri nelerdir

59
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Eş Zamanlı Üretim
Bilgisayar Tümleşik İmalatta Üretim
Sayısal Kontrol (Sk-Nc)
Sayısal Kontrolün Avantajları
Sayısal Kontrolün Dezavantajları
Bilgisayarlı Sayısal Kontrol (Bsk-Cnc)
Bilgisayarlı Sayısal Kontrol İş Akışı
Sayısal Kontrol- Bilgisayarlı Sayısal Kontrol
Bilgisayarlı Sayısal Kontrol Tezgah Tipleri
Bilgisayarlı Sayısal Kontrolün Avantajları
Bilgisayarlı Sayısal Kontrolün Dezavantajları
Direk Sayısal Kontrol (Dsk-Dnc)
Sorunlarını ve görevlerini anlama
Araştırıp uygulayarak

60
Giriş
Bilgisayar tümleşik araçları şunlardır:
NC-Nümerik Kontrol
CNC-Bilgisayar Sayısal Kontrol
DNC-Direkt Sayısal Kontrol
FMS-Esnek Üretim Sistemleri
Robotlar
AGV (AutomatedGuidedVehicle)-OtomotizeEdilmş İzleme Araçları
ASRS (Automated Storage AndRetrievalSystem) –Otomotizedilmş çekme ve
depolama sistemleri
Otomatik Gözden Geçirme
Hücreler ve Merkezler
Tarihçe:
1940’lardan önce bağımsız tezgahlar (torna, freze)
1940’ların sonunda Nümerik Kontrollü Tezgahlar
Bilgisayar Kontrollü Nümerik Tezgahlar
1960’ların başında Theo Williams tarafından geliştirilen “Esnek İşletme Sistemi –
Sistem24”
1960’lı yıllarda robotlar, malzeme taşıma sistemleri ve bilgisayar kontrol teknolojilerinin birleşmesiyle “Esnek Üretim Sistemleri”

61
Şekil 13: 1950li yıllarda MIT’de yapılan ilk NC freze tezgahı
Sayısal Kontrol (SK-NC)
Bu komutlar geometrik ve teknolojik bilgileri kapsar ve iş tablasının belirli bir koordinata hareketinden, kesicinin seçimine, devir sayısının ve soğutma sıvısının kontrolüne kadar birçok fonksiyonu tanımlar.
NC, kısaca bir tür programlanabilir otomasyondur. Operasyonların farklı basamakları için gerekli talimatlar makinenin kontrol birimine gönderilir ve makine parça imalat işlemlerini bu talimatlara göre yapar.
Komutlar tezgaha bilgi blokları olarak verilir. Her bir blok (satır) tezgahın bir fonksiyonunun yerine getirmesini sağlayacak komutlar grubudur. NC takım tezgahında bilgisayar olmadığı için tezgahın bir benliği yoktur. Bu nedenle tezgaha verilecek bilgi blokları için delikli şeritler kullanılır.
Bir şerit okuyucu delikli şeritlerdeki herbir blok bilgiyi okuyarak kontrol ünitesine gönderir. Kontrol ünitesi bu fonksiyonu yerine getirdikten sonra bir sonraki bloğun okunması ve uygulanması olarak işlem devam eder. NC tezgahında şeridin sarımı ve şerit okuyucu tarafından okunması üretim boyunca devam eder. Parçanın üretimi tamamlandıktan sonra delikli şerit otomatik olarak başa sararak bir sonraki üretim için hazır hale gelir.

62
Şekil 13: Şerit Okuyucular
Şekilde, Popular Science Ağustos 1955 sayısında yayınlanmış olan MIT'deki ilk NC freze uygulamalarını gösteren, geleceğe dair epey isabetli tahminlerin yer aldığı bir makale görülmektedir.
MIT'de yapılan çalışmalarda CAD sisteminde kullanılan TX-2 bilgisayarının öncüsü TX-0 bilgisayarı kullanılmıştır. Parçalarla ilgili kesici takım yolu koordinatları bu bilgisayarda hesaplanmış ve delikli kağıt şeride geçirilmiştir. Delikli kağıt şerit, geliştirilen freze tezgahının okuyucusu aracılığı ile okunduğunda kesici takım bu koordinatları kullanarak parçayı üretmiştir.

63
Şekil 14: Freze tezgahokuyucusundan kesici takım koordinatlarınagönderilen üretim kodları.
Bu illüstrasyon, "gelecekte" karmaşık formlu bir masa bacağının, delikli kağıt şerit üzerinde bulunan bir program (NC code) yardımıyla kiralık bir NC frezede kolaylıkla işlenebileceğini büyük doğrulukla öngörmekte ve çok güzel bir şekilde tasvir etmektedir.
NC uygulamalarında, otomasyon ile yapılabilecek mümkün işlem sayısı, makinenin konfigürasyonu ile değil, mevcut programlarla belirlenir. Ancak, bu otomasyon şekli, genellikle organizasyonun tek bir makinesi veya belirli bir fonksiyonunu yerine getirmekle
ilgilidir. Bu, nokta otomasyonudur.
Nokta otomasyonunda, noktasal çözümlerin bütünleştirme veya bu çözümleri diğer noktalarda da uygulama açısından belirli bir stratejik yaklaşım yoktur. 1970’lerde daha güçlü ve ucuz bilgisayarların ortaya çıkışı ile noktasal sorunların çözümlerinin tümleşik hale getirilmesi söz konusu olmuştur.

64
Şekil 15:Sayısal kontrollü tezgah
Sayısal Kontrolün Avantajları
Yüksek düzeyde kaliteli üretim
Karmaşık parça ve yüzeyleri üretebilme
Yüzey kalitesinin daha iyi olması
Ayar zamanının düşüklüğü
Daha esnek çalışma
Sayısal Kontrolün Dezavantajları
Hücrede NC ve CNC-BSK makinalar kullanıldığı zaman, diğer tezgahların kapasite
olarak bunları desteklememesi durumunda sayısal kontrollü ve BSK tezgahlar yüksek ara stokları birikime neden olabilir. Diğer bir sorun da, yüksek teknoloji tezgahların çeşitli nedenlerle çalışmadıkları zaman oranlarının geleneksel tezgahlara göre daha yüksek olmasıdır. (NC tezgahlarda % 20 kayıp zamana karşılık geleneksel tezgahlarda % 2)
Bilgisayarlı Sayısal Kontrol (BSK-CNC)
Bilgisayar teknolojisindeki gelişmeler ve ROM’ların kullanımı bilgisayarlı sayısal kontrolün (computer numerical control - CNC) ortaya çıkmasına neden olmuştur. CNC tezgahları ufak kümelerde ve geniş çeşitlilikte parçaların otomatik ve ekonomik olarak üretilebilmesi için yeniden programlanabilme özelliğine sahip kontrol sistemleridir (Maleki, 1991).

65
Şekil 16: Freze Makinası
CNC-BSK; G kodu ile iletilen talimatları bilgisayar aracılığıyla okuyarak makinaya ileten ve 3 boyutlu nesnelerin üretilmesini sağlayan bilgisayar kontrollü tezgahlardır.
Şekil 17: Bilgisayar nümerik kontrollü tezgah
CNC tezgahlarında NC tezgahlarından farklı olarak bir bilgisayarlı kontrol ünitesi bulunur. Bu ünite; ekran tuş takımı, ana işlem kartı (CPU), eksen kartları ve diğer bir çok elektronik devre elemanlarından oluşur.

66
Şekil 18: CNC kontrol ünitesi
Kontrol Ünitesi: Belleğine yüklenmiş olan programlar doğrultusunda iş mili motorunu, eksen motorunu ve yardımcı fonksiyon elemanlarını kumanda eder. Bu ünitenin programda istenilen şekilde çalışmasını, hareket etmesini ve durmasını sağlar. Kontrol ünitesi ayrıca tüm fonksiyonların ve elektronik elemanların doğru çalışıp çalışmadığını, yapılması istenilen hareketlerin konumları tam olarak yerine getirip getirmediğini daima kontrol eder. Bunlara ek olarak programda istenilen matematiksel hesaplamaları yaparak bütünlük sağlar.
Bilgisayarlı Sayısal Kontrol İş Akışı
CNCtezgahı kullanarak parça işlemek için parçanın NC programını yapmak ve bu programdaki komutlara göre tezgahı çalıştırmak gereklidir.
İş Akışı:
Parçanın teknik resmi tezgah koordinatlarına göre hazırlanır.
Parçanın teknik resmine göre operasyon planı yapılır.
Operasyon planı ve resme göre parça programı yazılır. Program delikli şerit, kaset veya diskete kaydedilir. Bunların olmadığı durumda yazılan kağıtta kalır.
Program direk kablo bağlantısı ya da elle tuşlayarak tezgahın kontrol ünitesinin hafızasına aktarılır.
İş parçası ve takımlar tezgaha bağlanır.
İş parçası ve takımların ölçümleri yapılır.
Programdaki komutlara göre tezgah çalıştırılır ve parça işlenir.

67
Sayısal Kontrol- Bilgisayarlı Sayısal Kontrol
SK-BSK (NC-CNC) takım tezgahlarının fiziksel tasarım ve konstrüksiyonları NC tezgahları ile aynıdır. Ancak NC takım tezgahlarında yapılmaları pratikte mümkün ve ekonomik olmayan bir dizi fonksiyonel özellikler bu tür tezgahlara ilave edilmiştir.
Bu özellikler:
Tezgaha yüklenmiş olan parça programları kontrol ünitesi hafızasında saklanabilir, buradan çağrılarak defalarca işletebilir. Tezgah kontrol ünitesini besleyen özel bir güç kaynağı mevcuttur. Tezgahın enerjisi kesilse bile program vb. veriler muhafaza edilir.
Parça programı üzerinde yapılması düşünülen değişiklikler istenildiği anda ve kolaylıkla yapılır. Değiştirilmiş olan program son şekliyle hem işletilir hem de hafızada saklanır.
Bazı rutin operasyonlar program içerisinde döngüler (Cycles) şeklinde tanımlanır ve gerekli yerlerde kullanılır. (Delik delme, delik büyütme, dikdörtgen cep frezeleme, kademeli ve konik tornalama, radyüs tornalama vb)
Bilgisayarlı Sayısal Kontrol Tezgah Tipleri
Torna tezgahı
Freze tezgahı
İşleme merkezi
Taşlama tezgahı
Matkap tezgahı
Tel erozyon tezgahı
Elektro erozyon tezgahı
Zımbalı kesiciler
Presler
Alevle kesme makineleri
Lazer kesme makineleri
Bilgisayarlı Sayısal Kontrolün Avantajları
Konvansiyonel tezgahlarda kullanılan bazı bağlama kalıp, mastar vb. elemanlarla
kıyaslandığı zaman tezgahın ayarlama zamanı çok kısadır.

68
Ayarlama, ölçü, kontrol, manuel hareket vb. nedenlerle oluşan zaman kayıpları ortadan kalkmıştır.
İnsan faktörünün imalatta fazla etkili olmamasından dolayı seri ve hassas imalat mümkündür.
Kalifiye insan ihtiyacı bulunmamaktadır.
Tezgah operasyonları yüksek bir hassasiyete sahiptir.
Tezgahın çalışma temposu her zaman yüksek ve aynıdır.
Her türlü sarfiyat (elektrik, emek, malzeme vb.) asgariye indirgenmiştir.
İmalatta operatörden kaynaklanacak her türlü kişisel hatalar ortadan kalkmıştır.
Kalıp, mastar, şablon vb. pahalı elemanlardan faydalanılmadığı için sistem daha ucuzdur.
Depolamada daha az yere gerek vardır.
Parça imalatına geçiş daha süratlidir.
Parça üzerinde yapılacak değişiklikler sadece programın ilgili bölümünde ve tamamı değiştirilmeden seri olarak yapılır. Bu nedenle CNC takım tezgahlarıyla yapılan imalat büyük bir esnekliğe sahiptir.
Bilgisayarlı Sayısal Kontrolün Dezavantajları
Detaylı bir imalat planı gereklidir.
Pahalı bir yatırımı gerektirir.
Tezgahın saat ücreti yüksektir.
Konvensiyoneltezgahlara kıyaslandığında daha titiz kullanım ve bakım isterler.
Kesme hızları yüksektir ve kaliteli kesicilerin kullanılması gerekir.
Periyodik bakımları uzman ve yetkili kişiler tarafından düzenli olarak yapılmalıdır.
Direkt Sayısal Kontrol (Direct Numerically Controlled - DNC) yada Dağıtık Sayısal Kontrol olarak da bilinir. Başlangıçta üretilen CNCtezgahların kontrol ünitelerinin bellek kapasiteleri günümüzdeki yüzlerce programları depolayabilen kontrol ünitelerinden farklı olarak, sınırlı sayıda parça programlamaya yeterli idi. Bu tip tezgahlara ait kontrol ünitelerinin hafızaları, kompleks yüzeylerin işlenmesi için kullanılan programları depolamak için yeterli değildi. Bu durumda program ayrı bir bilgisayarda depolanabilir ve makineye bir kerede blok olarak direkt gönderilebilir.

69
Direk Sayısal Kontrol (DSK-DNC)
DNC sisteminde, birden fazla NC makina bir bilgisayar aracılığıyla birbirine bağlanabilir. Eğer bilgisayar birden fazla makinaya bağlı ise programlar farklı makinalara gönderilebilir.
Şekil 19: CNC/DNC programlama sistemi
DNC sistemleri günümüzde önemini korumaktadır. Örneğin, bir otomasyon uygulamasında DNC sistemler, FMC sistemler ile birlikte kullanılabilir. DNC, parça programlarının tezgaha gönderilmesini üstlenirken, FMC bilgisayarda iş parçalarının yüklenip boşaltılması işlemini yerine getirir. DNC, NC makinalara parça işleme programı yükleyerek üretimin ne aşamada olduğuna dair bilgileri toplar. Şekil 20 ve şekil 21’ de bunların örneklerini gösteren uygulama şemaları yer almaktadır.

70
Şekil 20: Ağ tabanlı iş yükü uygulama
Şekil 21: Veri yönetim sistemi
Kontrol üreticisi ya da bazı yazılım firmaları uygun DNC yazılımını sağlamaktadır.

71
7. BİLGİSAYAR TÜMLEŞİK İMALATTA SİSTEM YÖNETİMİ

72
Bu Bölümde Neler Öğreneceğiz?
Bilgisayar Tümleşik İmalatta Sistem Yönetimi
Toplam Kalite Yönetimi(Total Quality Management TKY-TQM)
Barkod
Barkodun Yararları
Barkod Çeşitleri
Barkod Kodlama
Barkod Okuyucu
Barkod Yazıcı

73
Bölüm Hakkında İlgi Oluşturan Sorular
Bilgisayar Tümleşik İmalatta Sistem Yönetimi
Toplam Kalite Yönetimi(Total Quality Management TKY-TQM)
Barkod
Barkodun Yararları
Barkod Çeşitleri
Barkod Kodlama
Barkod Okuyucu
Barkod Yazıcı arasındaki ilişkiler ve görevleri nelerdir

74
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Bilgisayar Tümleşik İmalatta Sistem Yönetimi
Toplam Kalite Yönetimi(Total
Quality Management TKY-TQM)
Barkod
Barkodun Yararları
Barkod Çeşitleri
Barkod Kodlama
Barkod Okuyucu
Barkod Yazıcı
Araştırıp uygulayarak

75
Giriş
Sistem yönetiminin temel elemanları şunlardır:
TQM
BAR KODLARA
EDI
MRP
JIT
KANBAN
DSS
ES
AI
LAN
TOP
SATTELITES

76
Toplam Kalite Yönetimi(Total Quality Management TKY-TQM)
Müşteri ihtiyaçlarını yerine getirebilmek için kullanılan insan, iş, ürün ve/veya hizmet kalitelerinin sistematik bir yaklaşım ile tüm çalışanların katkıları ile sağlanmasıdır. Bu yönetim şeklinde uygulanan her süreçte tüm çalışanların fikir ve hedefleri kullanılmakta ve tüm çalışanlar kaliteye dahil edilmektedir.
Bir kuruluştaki tüm faaliyetlerin sürekli olarak iyileştirilmesi ve organizasyondaki tüm çalışanların kesin aktif katılımıyla çalışanlar, müşteriler ve toplum memnun edilerek karlılığa ulaşılmasıdır.
Her kuruluşta her düzeyde performansın iyileştirilmesine yönelik, tamamıyla entegre olmuş çabalarla, yöneticiden işçiye kadar herkesi kapsayan düzenli iyileştirme faaliyetleridir.
Şekil 22: Sürekli iyileştirme elemanları
TKY, ilk olarak Henry Ford (Kitabı kaynakçaya eklenecek) tarafından kullanılmış ve 1926 yılında yayımladığı My Life andWork (Hayatım ve İşim) adlı kitabında yeni bir yönetim biçimi olarak tanımlanmıştır. Ancak o sıralarda rağbet görmeyen bu yönetim biçimi, Japonlar tarafından benimsenmeye başlamıştır.
TKY'nin tam anlamıyla 1950 yıllarında Japonlar tarafından uygulandığı söylenebilir. Japon yöneticiler kaliteyi bütün iş birimlerine yaymış ve her kademedeki işgöreni bu konuda eğiterek bilinçlenmeyi sağlamıştır. Bu yöntem ile kalitesizliğiyle ünlenen Japon ürünleri 5 yıl içerisinde tüm dünya pazarını ele geçirmiştir.

77
TKY bir yönetim sistemidir. Bu sistem uygulanan her işletmede farklı yöntemlerle ele alınmaktadır. Farklı kuruluşların değişim gerekçeleri ve elde etmek istediği sonuçlar farklı olduğundan TKY’nin kapsamı, uygulanacak yöntemler ve ayrılacak kaynaklar da farklılık göstermektedir. Önemli olan ürün ve/veya hizmetin iyi tanımlanmış süreç ve süreç ilişkileri ile sürekli geliştirilmesidir. TKY için müşteri memnuniyeti kârdan önce gelmektedir, bu yöntemde insan, süreç, müşteri ve sürekli geliştirme 4 temel unsurdur ve birbirleri ile
sürekli bir ilişki halindedirler. TKY, yalnız alt sistemleri, yalınlaştırılmış süreçleri veya fonksiyonel departmanları değil, sistemin tamamını yönetme kaygısını taşır. TKY, çeşitli şekillerde modelize edilebilir. Örnek olarak Şekil 23’de gösterilmiştir.
Şekil 23:Toplam kalite yönetim modeli
Barkod
Günlük yaşamımızda çok yaygın olarak kullanılan barkod’lar, genelde dikdörtgen biçiminde olan, birbirine paralel çizilmiş inceli kalınlı siyah çizgilerden ve bu çizgilerin arasındaki boşluklardan meydana gelen, verinin otomatik olarak ve hatasız bir biçimde başka bir ortama aktarılması için kullanılan sembollerdir.
Barkod, ürünün kodu veya ürün ile ilgili açıklamalar içermeyip, sadece o ürüne ait bir referans numarası içermektedir. Bu referans numarası bilgisayara tanıtılır ve ürüne ait detaylı bilgiler bilgisayarda tutulur. Daha sonra bu referans numarası kullanılarak o ürüne ait bilgiye erişilir.

78
Şekil 24: Barkod referans numaraları
Barkodun Yararları
Doğruluk
Kullanıcı hataları ortadan kalkar
Benzer ürünler veya benzer kodlara sahip ürünler arasında karışıklığı önler
Hız
İstenen bilgi manuel şekilde toplanacak bilginin çok çok üstünde bir hızla toplanır
Bu toplanan bilgiler bilgisayar ortamında olduğu için yine çok hızlı bir şekilde bu bilgileri işleyebilecek, değerlendirebilecek kişilere veya ortama ulaşır.
Maliyet
Doğruluğun artması ve veri giriş hızının yükselmesi ile işçilik maliyeti düşecek sistem daha ekonomik olacaktır
Kullanışlılık
Bu sistem ile güvenilir, detaylı, hızlı datalar toplanır. Bu toplanan bilgiler ile sistem daha etkili yönetilebilir. Örneğin;
Hangi ürün ne kadar satılıyor?
Şu anda stokta eksikler neler?

79
Geçmiş satışlara bakarak hangi üründen ne kadar sipariş vermeli? gibi sorulara
kolayca cevap bulunabilir.
Barkod Çeşitleri
Çok değişik barkod çesitleri vardır. Bugün dünyada yaygın olarak kullanılan başlıca barkod alfabeleri, Code39, Code128, EAN13, EAN8, UPC, ITF tir. Bunlardan ITF, EAN ve
UPC barkod alfabeleri sadece rakamları içermektedir. Code39 ve Code128 ise rakamları, harfleri ve özel işaretleri göstermek için kullanılır. En çok kullanılanlar UPC ve EAN ‘dir. UPC numaralama sistemi Kanada ve Amerika’da, EAN-13 numaralama sistemi ise Avrupa ve
Türkiye’de kullanılmaktadır.
Şekil 25: Barkod çeşitleri
Barkod Kodlama
Örnekte de görüldüğü gibi ilk üç hane ülke kodudur. Türkiye'nin ülke kodu 869 dur. Ülke kodundan sonra gelen 4 hanelik bölüm firma kodu olarak ayrılmıştır. Firma kodu 4 hane olmak zorunda değildir. Ürün çeşidine göre hane sayısı değişebilir. Bu numara Milli Mal Numaralama Merkezi (MMNM) tarafından üretici veya satıcı firmalara verilen numaradır. Bu numarayı başka hiç bir firma kullanamaz.
Şekil 26:Ülke, firma, ürün ve kontrol kodu
Daha sonra gelen 5 hane üretici firma tarafından ürüne verilen numaradır. Ürün kodu hane sayısıda ürün çeşidine göre artabilir veya azalabilir. Üretici firma bu beş haneyi istediği
CODE 128A UPCA CODE 39
EAN 13

80
gibi kullanabilir. Sadece ilaç sektöründe ilk iki numara sağlık Bakanlığı tarafından belirlenmiş olup ilacın ambalaj şeklini belirtir (hap, şurup, toz gibi). 5 hanelik ürün kodu, üretici firma tarafından özgürce kullanılabilmesine rağmen kodlar bir kural çerçevesinde verilmelidir. Son rakam kontrol hanesidir. İlk 12 rakamın doğru okunup okunmadığını kontrol eder. Diğer 12 rakamdan hesaplanır.
Barkod Okuyucu
Bir barkod, uygun okuyucu ile okutulduğunda, okuyucu siyah ve beyaz çizgileri elektrik sinyallerine dönüştürür. Okuyucunun kod çözücüleri de bu sinyalleri çözerek anlayabileceğimiz rakam veya karakterlere çevirir. Bu okuyucuların yaydığı ışın ve barkod çubuklarının oluşturduğu elektronik sinyaller yine bu okuyucular tarafından algılanarak bilgisayarlara rakam veya karakterler olarak aktarılır. Barkodtaki koyu çubuklar ışığı emer, boşluklar ise ışığı geri yansıtır. Böylece elektronik sinyaller oluşur. Barkod okuyucular değişik arabirimlere sahip olabilirler. Klavye, seri port veya usb bağlantılı olabilirler. Bunların yanında bir de radyo frekanslı çalışan barkod okuyucular bulunmaktadır. Bunlar kablosuzdur ve okutulan barkodu kendi etkinlik alanı içerisinde anında bilgisayara aktarabilirler.
Şekil 27: Barkod okuyucular
Barkod Yazıcı
Barkod yazıcılar barkod basmak için kullanılan cihazlardır. Barkod yazıcılar modeline göre bilgisayara bağlı olarak veya bilgisayardan bağımsız olarak kullanılabilirler. Bir etiket
programı ile tasarım yapılarak barkod yazıcılardan baskı alınabilir. Barkod yazıcıda Direk Termal ve Termal Transfer olmak üzere iki çeşit baskı tekniği vardır.
a) Direk Termal Baskı
Bu yöntemde baskı işlemi kağıdı ısıtarak yapılır. Bu yöntemde ısıya dayanıklı bir kağıt faks makinelerinde olduğu gibi ısıtılarak yakılır. Bu ısının etkisiyle kağıt siyah renge dönüşür ve böylece baskı işlemi yapılmış olur. Ancak bu yöntemle yapılan baskılarda çevresel faktörler önemli rol oynar. Bu baskı yöntemi kısa sürelidir. Çünkü güneşten, ısıdan, yoğun ışıktan etkilenirler ve bozulmaya uğrayabilirler. Fakat kısa süreli kullanımlar için idealdir.
b) Termal Transfer Baskı
Bu yöntemle yapılan baskılar daha uzun sürelidir. Bu yöntemde ribon denilen şeritler kullanılır. Direk termal baskıda ısıtılan kağıdın yerini burada ribon alır. Ribon ısıtılarak kağıt üzerine yapıştırılır. Daha sağlıklı ve dayanıklı bir yöntemdir. Güneş, ısı ve yoğun ışıktan

81
doğrudan etkilenmez. Uzun ömürlüdür. Velium etikete veya plastik, dokuma gibi değişik etiketlere baskı yapabilir. Etiket ömrü çok uzundur. Ancak, Ribon masrafı vardır.
Şekil 28: Barkod yazıcılar

82
8. ELEKTRONİK VERİ/DOKÜMAN DEĞİŞİMİ

83
Bu Bölümde Neler Öğreneceğiz?
Elektronik Veri/Doküman Değişimi- EDI)
Elektronik Veri/Doküman Değişimin Yararları
İtme & Çekme Sistemleri
Malzeme Gereksinimlerinin Planlanması(MGP)/Materialrequirements Planning(MRP)
Malzeme Gereksinimlerinin Planlanmasının Yararları

84
Bölüm Hakkında İlgi Oluşturan Sorular
Elektronik Veri/Doküman Değişimi- EDI)
Elektronik Veri/Doküman Değişimin Yararları
İtme & Çekme Sistemleri
Malzeme Gereksinimlerinin Planlanması(MGP)/Materialrequirements Planning(MRP)
Malzeme Gereksinimlerinin Planlanmasının Yararları arasındaki ilişkiler ve görevleri nelerdir

85
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Elektronik
Veri/Doküman Değişimi- EDI)
Elektronik Veri/Doküman Değişimin Yararları
İtme & Çekme Sistemleri
MalzemeGereksinimlerinin
Planlanması(MGP)/ Materialrequirements
Planning(MRP)
Malzeme Gereksinimlerinin
Planlanmasının Yararlarını anlama ve uygulayabilme
Araştırıp uygulayarak

86
Elektronik Veri/Doküman Değişimi- (EDI)
İş verilerinin/dokümanlarının satıcı ve alıcı şirketler arasında otomatik değiş tokuşunu sağlayan standardın adıdır. Firmalar arasındaki satın alma siparişi, fatura ve diğer iş dokümanlarının kağıt yerine dijital ortamda yapılmasını ve elektronik fon transferini sağlayan standart yapıdır. İş dünyasında kullanılan kâğıt belge değişiminin yerine geçmektedir.
Şekil 29: Elektronik Veri Değişimi
Elektronik veri değişimi(EVD-EDI), organizasyonlar arası bilgi paylaşma ve değişim yeteneğine sahip olan bir iletişim paketi kullanılarak, bir bilgisayar ve diğeri arasında elektronik olarak bilgi değişiminin yapıldığı bir sistemdir. EVD uygulamalarında veri, yapısal bir formatta transfer edilmektedir.
Dünya çapında ticaretin kolaylaştırılması amacıyla kurulan BM 4. Çalışma Grubunun bir girişimi olan bu formata (İdari, Ticaret ve Nakliyata İlişkin Elektronik Veri Değişimi) adı verilir. Girişim, ticari verilere elektronik yoldan ulaşmak için bir dünya standardına gereksinim duyulmasıyla uluslararası ticaretin etkinliğini artırmak için başlatılmıştır. Standartlaşma 1987 yılında başlamıştır.

87
Şekil 30: Veri standartlaştırılması
Elektronik Veri/Doküman Değişimin Yararları
Hızlı ve doğru veri akışının sağlanması
Daha etkin denetim yöntemlerinin geliştirilmesi
Üretkenliğin ve karlılığın artması
İş ilişkilerinin geliştirilmesi
Müşteri memnuniyetinin ve rekabet gücünün artması
İtme & Çekme Sistemleri
Üretim sistemlerini üretim planlama ve kontrol yaklaşımlarına göre sınıflandıracak olursak; Üretim sistemleri, çok seviyeli üretim planlama yaklaşımlarına göre itme ve çekme sistemleri olarak sınıflandırılabilir. MRP (Malzeme İhtiyaç Planlaması) / MRP II (Üretim Kaynakları Planlaması ) sistemleri itme sistemlerine, JIT (Tam Zamanında Üretim) / Kanban sistemleri çekme sistemlerine verilebilecek en iyi örneklerdir.
İtme sistemleri iş emirlerinin ve malzeme ihtiyaçlarının sistem içerisindeki kontrolünü sağlayan geleneksel bir üretim sistemidir. Bir emir iş merkezinde tamamlandı mı takip eden operasyonun gerçekleşmesi için bir sonraki iş merkezine gönderilir yani iş emri sistem içerisinde sürekli itilir. İtme sistemleri çekme sistemlerinin tersine bir sonraki iş merkezinin
kullanılabilir olup olmadığı ile ilgilenmez. İtme sistemleri hangi tarihte ne kadar miktarda ürün tamamlanmış olması gerektiği bilgisini alır ve tüm sistemi stok seviyelerini dikkate alarak ilk kademeden başlayarak planlar. Ancak genel olarak itme sistemleri tahmini talep

88
bilgileri üzerinden çalıştığından ve her şeyin sistem içerisinde önceden planlanmasını gerektirdiğinden olası bir değişiklik durumunda tüm sistemi tekrar planlaması gerekir.
Çekme sistemi; birbirini takip eden işlemlerden oluşan üretim faaliyetlerinde, bir
önceki aşamanın hangi işlemi yapacağına (örneğin hangi parçayı ne kadar ne miktarda işleyeceğine) bir sonraki aşamanın karar vermesi uygulamasıdır. Üretim akışında bir sonraki aşama bir önceki aşamadan ihtiyacı olan parçaları çeker.
Çekme Sistemi, Yalın Üretimin temel kavramlarından biridir. Yalın Üretimde, üretim akışı tümüyle bir çekme sistemi olarak tanımlanabilir. Sistem tümüyle bir sonraki üretim aşamasındaki bir işçinin, bir önceki üretim aşamasına giderek, kendi üretim istasyonu için gerekli olan parçaları türüne ve sayısına göre çekmesine dayanır. Bir sonraki istasyonun kendi ihtiyacı olduğu parçaları çekmesi, bir önceki istasyon için yeni bir üretim gerçekleştirme sinyalidir. Yeni üretimin ne miktarda ve hangi çeşitlerde olacağı da bu çekme sistemi sayesinde bir önceki istasyona iletilmektedir. Bu uygulama sayesinde hiçbir istasyon gereğinden fazla üretim yapmaz, sadece bir sonraki istasyonun ihtiyacı kadar üretim gerçekleştirir.
Malzeme Gereksinimlerinin Planlanması(MGP)/MaterialRequirements
Planning(MRP)
MRP; 1970’li yılların başından itibaren üretim süreçlerini yönetmek için kullanılan yazılım temelli üretim planlama ve stok kontrol sistemidir. Bir ürünün imal edilmesi için gereken hammadde ve bileşenlerin ne miktar ve hangi zamanlarda temin edilmesi gerektiğini hesaplamaya yarar. Ürün ağacı mantığına dayalı kesikli tip üretim yapılan tesislerde kullanılabilir.
MRP sisteminin kurulma amaçları;
üretim ve müşteriye teslim için hammadde ve ürünlerin kullanıma hazır olmalarının sağlanması
stok miktarının mümkün olan en alt seviyeye düşürülmesi
üretim ve satın alma faaliyetleri ile teslim takviminin planlanmasıdır.
MGP-MRP sisteminin kurulması ile;
hangi malzemelere
kaç adet
ne zaman
ihtiyaç duyulduğu bilinebilir.

89
Şekil 31: Malzeme İhtiyaç Planlama döngüsü
MGP-MRP sistemi, basitçe, ürün ağacından yola çıkarak ana ürünün talebine göre bağımlı parçaların talebini belirlemeye dayanır. Her son ürün için bilgiler titizlikle saklanmalıdır; aksi takdirde yanlış malzeme siparişi verilebilir ve gerekli malzemeler temin
edilemeyebilir.
İlave olarak, ürün ağacının her seviyesindeki her parça için parça numarası, parça tanımı, her montajda kullanılan miktar, bir üst seviyede kullanılan miktar ve son ürün için kullanılan miktar bilgileri bulunmalıdır.
Bir MRP sisteminin verimli olarak kullanılabilmesi için ürün ağacının eksiksiz ve doğru bir şekilde hazırlanması gerekmektedir.

90
Şekil 32: malzeme İhtiyaç planlama
Aşağıdaki koşullar sağlanırsa MRP genellikle diğer stok sistemlerinden daha iyidir:
Son ürün karmaşıksa ve çok parça içeriyorsa
Spesifik ürün talebi herhangi bir zaman için biliniyorsa
Son ürün pahalıysa
Bir parçanın talebi gözle görülür şekilde diğer parçaların talebine bağlıysa
Bir zaman aralığındaki talep yaratan güçler diğer periyotlardakilerden ayırt edilebiliyorsa
Malzeme Gereksinimlerinin Planlanmasının Yararları
MRP sistemi kullanımının sağladığı faydaları aşağıdaki gibi sıralayabiliriz (Chase,
1981)

91
Satışları artırır.
Fiyatları düşürür.
Stok miktarını azaltır.
Müşteri servislerinin iyileşmesini sağlar.
Pazar talebinin daha iyi karşılanabilmesini sağlar.
Ana programın değiştirilebilmesi yeteneği sağlar (esneklik).
Hazırlık ve değiştirme maliyetlerini azaltır.
Boş geçen zamanı azaltır.
Ve ek olarak MRP sistemi, yöneticileri ileride karşılaşılabilecek durumlara karşı uyarır. Bu sayede yöneticiler planlanmış programı gerçekleşmeden önce görebilirler. MRP, ne zaman hızlı davranılması gerektiğini ve ne zaman gerekmediğini söyler. Siparişleri bekletir ya da iptal eder. Sipariş miktarlarını değiştirir. Sipariş teslim tarihlerini ilerletir veya bekletir. Kapasite planlamasına yardımcı olur.

92
9. ÜRETİM KAYNAKLARI PLANLAMASI /MANUFACTURİNGRESOURCES PLANNİNG(ÜKP- MRPII)

93
Bu Bölümde Neler Öğreneceğiz?
Üretim Kaynakları Planlaması /Manufacturingresources Planning(ÜKP- MRPII)
MRP II Sistemlerinde Bulunan Temel Modüller
MRP II Çözümlerinden Elde Edilecek Yararlar
Kurumsal Kaynak Planlaması -Enterprise Resource Planning(KKP-ERP)
KKP-ERP’nin Faydaları;
Kısıtlar Teorisi /Theory Of Constraints(KT-TOC)
Darboğaz yönetiminin temel amacı;
Darboğaz yönetimindeki 5 adım;
Internet

94
Bölüm Hakkında İlgi Oluşturan Sorular
Üretim Kaynakları Planlaması /Manufacturingresources Planning(ÜKP- MRPII)
MRP II Sistemlerinde Bulunan Temel Modüller
MRP II Çözümlerinden Elde Edilecek Yararlar
Kurumsal Kaynak Planlaması -Enterprise Resource Planning(KKP-ERP)
KKP-ERP’nin Faydaları;
Kısıtlar Teorisi /Theory Of Constraints(KT-TOC)
Darboğaz yönetiminin temel amacı;
Darboğaz yönetimindeki 5 adım;
Internet
Activity Based Management, Faaliyet Temelli Yönetim(ABC/ABM) arasındaki ilişkiler ve görevleri nelerdir

95
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Üretim Kaynakları Planlaması /Manufacturingresources
Planning(ÜKP- MRPII)
MRP II Sistemlerinde
Bulunan Temel Modüller
MRP II Çözümlerinden Elde Edilecek Yararlar
Kurumsal Kaynak Planlaması -Enterprise Resource
Planning(KKP-ERP)
KKP-ERP’nin Faydaları;
Kısıtlar Teorisi /Theory Of Constraints(KT-TOC)
Darboğaz yönetiminin temel amacı;
Darboğaz yönetimindeki 5 adım;
Internet
Activity Based Management,
Faaliyet Temelli
Yönetim(ABC/ABM) Yararlarını anlama ve uygulayabilme
Araştırıp uygulayarak

96
Giriş
MRPII; firma düzeyinde tüm faaliyetlerin (satış, üretim, pazarlama, stok kontrol, mühendislik ve finans bilgileri) belli bir veri tabanı çerçevesinde fonksiyonel organizasyonunu sağlayan bir bilim teknolojisidir.
Şekil 33: Üretim kaynak planlama

97
MRP II sistemlerinde bulunan temel modüller;
Şekil 34: Malzeme İhtiyaç planlama II akış algoritması

98
MRP II çözümlerinden elde edilecek yararlar;
Kurumsal Kaynak Planlaması -Enterprise Resource Planning(KKP-ERP)
ERP, organizasyonlarda mal ve hizmet üretimi için gereken işgücü, makine, malzeme gibi tüm kaynakların verimli bir şekilde kullanılmasını sağlayan tümleşik yönetim sistemlerine verilen genel addır.
Klasik sistemlerde her bölüm kendi ihtiyaçlarını karşılayacak farklı yazılımlar kullanırken ERP’ler tüm bu ihtiyaçları tek bir veri tabanında toplayan yazılımlardır.
ERP sayesinde artık, üretim sürecinden, depo organizasyonuna ve ürünün teslimine kadar uzanan süreç birbiri ile entegre edilmiş hale gelmiştir.
ERP, bir organizasyonun kendi iç süreçlerini tümleşik bir yapıda gerçekleştirmeye imkan tanırken, işin organizasyon sınırları dışına taşan kısmının da desteklenmesini sağlar.
KKP-ERP’nin faydaları;
MIP ve diğer stok kontrol faaliyetleri ile etkin olarak stokların kontrol altına alınması ve optimum planlama yapılarak yarı mamul ve mamul stoklarının azaltılması,
Stok azalmasına bağlı olarak stoklara bağlanan sermaye, depolama maliyeti ve idari maliyetlerde azalma
Tüm kaynakların (malzeme, makine, işçi, takım vb.) en verimli kullanılmasının sağlanması ve buna bağlı olarak maliyetlerde azalma
Satıcılar ve müşterilerle ilgili değerlemelerin ve istatistiksel analizlerin yapılabilmesi, ayrıca kar-zarar ve maliyet analizlerinin yapılabilmesi

99
Değişken üretim koşullarına hızlı tepki verebilme, dolayısıyla rekabet gücünün arttırılmasıdır.
Kısıtlar Teorisi /Theory of Constraints(KT-TOC)
Darboğaz yönetimi bir diğer adıyla kısıtlar teorisi üretim yapan imalathanelerde son 20 yıla damgasını vuran bir yönetim sistemidir.
Darboğaz yönetiminin temel amacı;
Olaylara ve sisteme bütünsel yaklaşım önerir
Organizasyonda oluşan tüm faaliyetlerin birbirinden bağımsız olmayan operasyonlar olduğunu,
Ancak bir bütün içinde incelendiklerinde sistemin sıkışan noktalarında bu yönetim şeklinin devreye girerek sorunun ortadan kaldırabileceğini,
Bu sayede maksimum kâr olmasa bile sürekliliği olan bir karlılık düzeyine ulaşılabileceğini savunur.
Darboğaz yönetimindeki 5 adım;
Adım 1: Kısıtı belirle,
Adım 2: Kısıtı nasıl ortadan kaldıracağına karar ver,
Adım 3: Adım 2’de alınmış olan karara göre diğer tüm süreçleri yeniden düzenle
Adım 4: Kısıtın kapasitesini eğer mümkün ise kalıcı bir şekilde arttır (örnek; kısıt bir hammadde türü ise ondan daha bol miktarda satın alınmasını sağla)
Adım 5: Bu 4 adım neticesinde kısıt ortadan kaldırılmış ise yeniden Adım 1’e dön böylelikle hareketsizlik ve durağanlığın yeni bir kısıt olarak karşımıza çıkmasına izin verme
Bu 5 adımdan oluşan metot organizasyonun kısıtları merkez alınarak sürekli devam eden iyileştirme faaliyetleri icra edilmesini sağlar, literatürde bu iyileşme “Process of Ongoing Improvement-POOGI” Sürekli devam eden iyileştirme süreci olarak adlandırılır.
Internet
Eski SSCB’nin Sputnik uydusu ile uzay yarışmasında öne geçmesi ile birlikte ABD teknolojik liderliği geri alabilmek maksadıyla 1960’lı yıllarda ARPA (Advanced Research Projects Agency) tarafından özellikle Information Technology konusunda yeni çığırlar açılması için çeşitli çalışmalar başlatılmış ya da var olan çalışmalara kaynak sağlanmıştır.
Bu kapsamda 1969 yılının Ekim ayında ARPANET’in iki nodu UCLA’de Kelinrock’s Network Measurment Center ile SRI International arasında paket ve paket

100
yönlendirme teknikleri ile iletişim kurulması sağlanılmış böylece bugünkü Internet’in atası ortaya çıkmıştır.
3üncü node University of SantaBarbara’da, 4üncü node ise Utah Uni.de oluşturulmuştur.
1971’de node sayısı 15’e ulaşmıştır.
İlk deniz geçişi 1970 yılında İngiltere ve ABD arasındaki iletişim ile sağlanmıştır.
(ABC/ABM) Activity Based Management, Faaliyet Temelli Yönetim
ABC; Activity Based Costingise Faaliyet Temelli Maliyet olarak
Türkçeleştirilebilir
Maliyet sistemini iyileştirmek için kullanılan bilgisayar destekli bir
yöntem/metottur,
Bir organizasyon maliyet sisteminin iyileştirilmesini neden ister?
Karlılığını arttırmak,
Fiyatlandırma kararlarını iyileştirmek,
Bütçensini iyileştirmek
Gereksiz harcamalarını ortadan kadırılmak
ABM tek ve basit bir kurala dayanır, “faaliyetler maliyet yaratırlar”. Bu nedenle; organizasyonun süreçlerine, bu süreçler kapsamında icra edilen fiiliyatlara ve bu fiiliyatların yönetilmesine odaklanır
Müşterinin organizasyondan aldığı DEĞERİ ve organizasyonun müşteriye bu DEĞERİ sağlaması neticesinde elde etmiş olduğu kârı iyileştirmek için kullanılan en önemli araçlardan bir tanesidir.
Özünde;
Maliyet yaratan aktivitelerin analiz edilmesi,
Aktivitelerin tamamının analiz edilmesi ve
Performans ölçümünü ihtiva eder.

101
10. KANBAN SİSTEMİ

102
Bu Bölümde Neler Öğreneceğiz?
Kanban Sistemi
Karar Destek Sistemleri/Decisionsupportsystem (KDS- DSS)
Karar Destek Sistemlerininbileşenleri
Karar Destek Sisteminin Yararları
Uzman Sistemler – Expert Systems (US- ES)
Uzman Sistemler Aşağıdaki Bileşenlerden
Uzman Sistemlerin Oluşturulması Aşamalar
Yapay Zeka /Artificialıntelligence (YZ –AI)
Yerel Alan Ağı - Localarea Network (YAA- LAN)
Teknikl Ofis Protokolü (TOP)
Uydu

103
Bölüm Hakkında İlgi Oluşturan Sorular
Kanban Sistemi
Karar Destek Sistemleri/Decisionsupportsystem (KDS- DSS)
Karar Destek Sistemlerininbileşenleri
Karar Destek Sisteminin Yararları
Uzman Sistemler – Expert Systems (US- ES)
Uzman Sistemler Aşağıdaki Bileşenlerden
Uzman Sistemlerin Oluşturulması Aşamalar
Yapay Zeka /Artificialıntelligence (YZ –AI)
Yerel Alan Ağı - Localarea Network (YAA- LAN)
Teknikl Ofis Protokolü (TOP)
Uydu arasındaki ilişkiler ve görevleri nelerdir

104
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Kanban
Sistemi
Karar Destek Sistemleri/Decisionsupportsystem
(KDS- DSS)
Karar Destek Sistemlerininbileşenleri
Karar Destek Sisteminin Yararları
Uzman Sistemler – Expert Systems (US- ES)
Uzman Sistemler Aşağıdaki Bileşenlerden
Uzman Sistemlerin Oluşturulması Aşamalar
Yapay Zeka /Artificialıntelligence (YZ –AI)
Yerel Alan Ağı - Localarea Network (YAA-
LAN)
Teknikl Ofis Protokolü (TOP)
UyduYararlarını anlama ve uygulayabilme
Araştırıp uygulayarak

105
Giriş
Kanban sistemi, Japonya’da Toyota otomobil tesislerinde, üretim prosesi boyunca ürün akışını düzenlemek amacıyla geliştirilmiş ve ilk defa kullanılmıştır. Kanban kelimesi, Japonca’da kart veya yazılı kayıt anlamındadır.
Kanban sisteminin kullanım amacı, üretim sisteminde ürünlerin akışını ve sistem içi stok seviyelerini açıkça belirleyerek sistem verimliliğini artırmak olmuştur. Daha sonra, JIT’in hedeflerine ulaşması ve işleyişini düzenlemesi için bir üretim faaliyetleri kontrol aracı olarak genişletilmiştir.
Başarıyla yerleştirilmiş bir Kanban sistemi, üretimde gelişmeyi, stok miktarının ve parça üretim zamanının azaltılmasını sağlar. Büyük ölçüde azaltılmış fire miktarı, daha yüksek kalite seviyeleri ve daha düşük stok miktarından dolayı fiziksel alandan tasarruf, bu sistemin getireceği diğer faydalardır. Kanban sistemi, aynı zamanda malzeme akışını son montaj istasyonunda kullanılan parça hızına bağlı olarak düzenler.
Kanban sisteminde son ürün ihtiyaçlarından sadece son montaj istasyonu haberdardır; bu bilgiyi kullanarak bütün üretim sisteminde üretileni kontrol eden birim de budur. İzlenen prosedür aşağıdaki gibidir:
Son montaj istasyonu, üretim çizelgesini aldıktan sonra gereken parçaları, gerekli zaman ve miktarlarda, bunları üreten iş merkezleri ve alt montaj istasyonlarından çekmek üzere harekete geçer. Bir iş istasyonu, parça gerekli olduğu zaman, bu parçayı sağlayan bir önceki istasyonun ilgili kutusuna (container) bir kanban kartı koyar. Üretim hattı içindeki iş merkezleri veya alt montaj istasyonları ise, üretimlerini sadece kanban mevcut olduğu zaman yaparlar. Dolayısıyla, sistemin belirleyici özelliği, iki istasyon arasındaki kutu sayısı (dolayısıyla kanban sayısı) olmaktadır .
Kanban sistemi ile JIT uygulamak için gerekli üç unsur aşağıdadır:
(1) Kutular: Her kutu, parçaların standart miktarını içerir.
(2) Çekme kanbanları: Bu kartlar, bir iş istasyonunun kendinden önceki istasyondan çekmesi gereken parça miktarını belirtir. Bu kartlar sadece iki iş istasyonu arasında kullanılır ve bu kart olmaksızın iş merkezinden herhangi bir parça çekilemez.
(3) Üretim kanbanları: Bu kartlar, yerleri boşalan parçaların yerini doldurmak için ilgili iş merkezinin üretmesi gereken parça miktarını belirtir. Üretim kartı olmaksızın iş merkezi herhangi bir üretim yapamaz.
Karar Destek Sistemleri/Decisionsupportsystem (KDS- DSS)
Yöneticilerin karar vermesine yardımcı olan bilgisayar tabanlı bilgi sistemlerine Karar Destek Sistemleri, denir. DSS’ler, yöneticilerin karar vermede yardımcı olacak veriye ulaşmasına, özetlemesine ve analiz etmesine yardımcı olur. Bu sistemler veri odaklı veya

106
model odaklı olabilirler. DSS’ler tüm kuruluş çapında geniş kullanıcı gruplarını destekleyen ağ bağlantılı veri ambarları olabileceği gibi, tek bir yöneticinin masasında yüklü bir program da olabilir. Karar Destek Sistemleri birçok değişik sistem, araç ve teknolojiyi kapsar. Karar Destek Sistemlerinde önemli olan bilgiye dayalı bir sistem yaratmaktır. DSS’ler, verileri ve modellerin etkin kullanımını sağlayarak karmasık problemlerin çözümüne katkıda bulunurlar. Eğer bir program PC üzerinde çalışıyorsa ve yöneticilerin karar vermesine yardımcı oluyorsa bu sistemi KDS olarak değerlendirebiliriz.
Şekil 35: Karar destek sistemleri

107
Karar Destek SistemlerininBileşenleri
Şekil 36: Karar destek sistemlerinin bileşenleri
İnsanların Karar Verirken Yaptıkları Hatalar
iyi ifade edememe
yeniliklerin etkileri
öncelik etkileri
zayıf olasılık tahmini
aşırı güven
düşünsel olarak bir araya getirme önyargısı
Karar Destek Sisteminin Yaptıkları

108
Şekil 37: Karar destek sistem işleyiş tarzı
Karar işlemlerini yapısallaştırma
Tekrarlanan kararlar
Organizasyonel planlama
Organizasyonel kontrol
Kararları otomatikleştirme
Analitiksel işi destekleme
Arka plandaki veriyi sağlama
Yürütücüler ve yöneticiler için bilgi
Ortamı tarama

109
Karar Destek Sisteminin Yararları
Genel Yararlar
Sınanan alternatif sayısında artış
İşletmeyi daha iyi anlama
Beklenmedik durumlarda hızlı cevap
Anında analiz yeteneği
Yeni anlayışlar ve öğrenme
Gelişmiş haberleşme
Kontrol
Maliyeti düşürme
Daha iyi kararlar
Daha etkin takım çalışması
Zaman tasarrufu
Veri kaynaklarını daha iyi kullanma
Daha Etkin Kararlar
Problem bulma veya problem çözme
Planlama, yürütme veya kontrol
Cevap türü (verinin kendisi, özet, nedensel açıklama, tahmin)
Kullanıcının rolü
Uzman Sistemler – Expert Systems (US- ES)
İngiliz Bilgisayar Birliği Uzman Sistem Grubu; uzman sistemleri; “uzman bir kişinin becerilerinden oluşan bilgiyle donatılmış bir bilgisayarın içindeki yapıdır. Bu yapı sisteme akıllıca önerilerde bulunabilir veya bir işlemin işlevleri hakkında kararlar verebilir” şeklinde tanımlamıştır (Vickry ve Brooks, 1987).
Bir uzman sistem, insan uzmanların becerilerini gerektiren problemlerin çözümü için bilgileri, olayları ve sorgulama tekniklerini kullanan bilgisayar tabanlı bir sistemdir. Bu sistemler, belli donanım veya yazılım konfigürasyonları için dizayn edilebilir. Ya da genel amaçlı bir bilgisayar üzerinde çalışabilecek yazılım sistemleri olarak tasarlanabilir

110
Alty ve Coombs’a göre uzman sistemlerin kökeni geleneksel veri işlemeye dayanır. İnsanın bilgi işleme yeteneğinin makine tarafından otomatik olarak gerçekleştirilebilmesi amacı ile sürdürülen çalışmalar sonucu ortaya çıkmıştır.
Veri analizi, tahmin, yorumlama, hata teşhisi gibi pek çok kalite kontrol problemi için uzman sistemler kullanılmaktadır. Uzman sistem ile birlikte kalite kontrol faaliyetleri daha
etkin uygulanmakta ve kontrol süreleri minimize edilebilmektedir.
Uzman Sistemler Aşağıdaki Bileşenlerden
Uzman sistemler aşağıdaki bileşenlerden oluşur (Jackson, 1990);
Belli bir problem hakkındaki gerçekler, kurallar ve bilgileri içeren; Bilgi Tabanı,
Problemlere çözümler üretmek üzere depolanan bilgiyi ustalıkla kullanan; Çıkarım Mekanizması,
Kullanıcı ile iletişimi sağlamak üzere; Kullanıcı Ara yüzü,
Bilgi tabanını geliştirmeye yardım etmek üzere; Bilgi Edinim Modülü,
Uzman Sistemlerin Oluşturulması Aşamalar
Uzman sistemlerin oluşturulması sırasında aşağıda verilen aşamalar uygulanır;
Tanımlama
Kavramsallaştırma
Formüle Etme (Yazılım)
Test Etme
Değerlendirme
Geliştirilen ilk uzman sistem olarak MYCIN kabul edilmektedir.
MYCIN olarak adlandırılan ilk uzman sistem, 1970 yılında Standford Üniversitesi’nde Edward Feingbaum başkanlığında bir grup uzman hekim tarafından geliştirilmiştir. Bakteriyolojik ve menenjitik hastalıkların teşhis ve tedavisine yönelik bir sistemdir.
Sistem girdi olarak aşağıdaki bilgileri almaktadır.
Hastanın Geçmiş Bilgileri (Hasta kayıt dosyasından)
Laboratuvar Sonuçları
Semptomların Sorgulanması
Bilgilerin değerlendirilmesi ile sonuç olarak;

111
Teşhis Koyma
Reçete Yazımı
Tedavi Süreçlerinin Belirlenmesi
Sistemden çıktı olarak alınmaktadır.
Yapay Zeka /ArtificialIntelligence(YZ –AI)
Yapay Zeka; zeka ve düşünme gerektiren işlemlerin bilgisayarlar tarafından yapılmasını sağlayacak araştırmaların ve yeni yöntemlerin geliştirilmesi hususunda çalışan bilim dalıdır. Yapay Zeka; “düşünme, anlama, kavrama, yorumlama ve öğrenme yapılarının programlamayla taklit edilerek problemlerin çözümüne uygulanması” olarak da ifade edilebilir.
Yapay zeka, insanın düşünme yöntemlerini analiz ederek bunların benzeri yapay yönergeleri geliştirmeye çalışmak olarak tanımlanabilir. Bir bakış açısına göre, programlanmış bir bilgisayarın düşünme girişimi gibi görünse de, bu tanımlar günümüzde hızla değişmekte, öğrenebilen ve gelecekte insan zekasından bağımsız gelişebilecek bir Yapay Zeka kavramına doğru yeni yönelimler oluşmaktadır.
Konuyla ilgili çok sayıda konferans,kongre,seminer vb. çalışmalar dünya çapında sürdürülmektedir.
Son on beş yıldır yoğun bir ilgi odağı haline gelen yapay zeka çalışmaları bilgisayar bilimine yeni bir boyut getirmiştir. Yapay zeka çalışmalarının temel amacı, insan gibi düşünüp, yorum yapabilen ve karar verebilen bilgisayar programları oluşturabilmektedir. Yapay zeka alanındaki bu çalışmalar yardımı ile bir çok alanda sağlıklı kararlar verebilmek, doğru yorumlar yapabilmek ve çok daha fazla sayıda değişkeni daha kısa zamanda inceleyip sonuca varmak mümkün olabilmektedir.
Yapay zekanın alt bileşenleri; Genetik Algoritmalar (GA: GeneticsAlgorithms),
Robotlar (Robotics), Tavlama Benzetimi (SimulatedAnnealing), Uzman Sistemler (ES:
ExpertSystems), Bilgisayarlı Görme (ComputerVision), Konuşma Tanıma (Speech Recognition), Yapay Sinirsel Ağları (ANN: ArtificialNeural Networks) gibi alanlardan oluşur. Yapa zeka ve alt bileşenleri günlük hayatta bir çok kullanım alanına hızla yerleşmektedir. Ses komutlu televizyonlardan, bankalarda telefon ile işlem olanağı tanıyan sistemlere kadar, oldukça geniş kullanım alanına sahiptirler.

112
Tablo 3: Düşünce üretim sistemi ve karakutu yaklaşımı
GİRDİLER --> SÜREÇLER --> ÇIKTILAR
Şekilsel bilgi Kavrama Sistemler
Sembolik bilgi Değerlendirme Sınıflar
Semantik bilgi Bellek Çıkarsamalar
Davranışsal bilgi Yaratıcılık Mantık Yürütme
Yerel Alan Ağı - LocalArea Network (YAA- LAN)
Yerel alan ağları (LocalArea Network), bilgisayar sistemlerinin belli bir alan içerisinde, devlete veya özel bir kuruma ait resmi iletişim hatları kullanılmadan, kurum veya şahısların kendi imkânları ile tesis ettiği kablo veya elektromanyetik dalgalar yardımıyla birbirlerine bağlanması şeklinde oluşturulan ağ yapılarıdır.
LAN‘larda temel amaç; aynı yapı içinde kullanılan bilgisayarların bazı donanımları paylaşmasını, ortak çalışma ortamını sağlayarak zamandan tasarruf edilmesi sayesinde bilginin hızlı bir şekilde okunması ve işlenmesini sağlamaktır.
Örneğin bir oda içerisinde 10 bilgisayar olduğunu ve herbir bilgisayarın sürekli olarak yazıcı kullanması gerektiğini düşünelim. Eğer ağ ortamı yoksa, ya tüm bilgisayarlara ayrı ayrı yazıcı bağlanmalıdır, ya da doküman çıkaracak kişi dosyayı kaydedip yazıcının bağlı olduğu bilgisayardan çıktı almalıdır.

113
Şekil 38: Yerel alan ağı
Yerel ağlar, server adı verilen yönetici bilgisayarlarla yönetilir ve izlenirler. Bilgisayarların dışında, ağ yazıcıları, harici depolama cihazları, kart okuyucular, parmak izi okuyucular, IP Kameralar gibi ethernet kartına sahip tüm donanımlar LAN’a katılabilir. “Ethernet” teknolojisinin kullanıldığı tüm networkler Yerel ağ (LAN) olarak tanımlanabilir. LAN tipi ağlar, genellikle switch, ethernet kartı ve UTP kablolardan oluşur.
Bu ağlarda, bilgi alışverişi, veri iletimi, elektronik posta alımı ve gönderimi gibi çok sayıda fonksiyon gerçekleştirilebilir.
Bir ağ yapısının LAN sayılabilmesi için ağ içerisinde bulunan bilgisayarların birbirlerine olan mesafeleri dikkate alınmaz. Bazen bir yerleşke içerisinde 50 km mesafeye fiber optik kablolar yardımıyla hat çekilebilir. Bu hattı kurum ya da şahıs kendi imkânları dâhilinde tesis ettiği ve bilgisayarın tanımlama numarası aynı yönlendiriciden sağlandığı için yapının adı LAN olacaktır.
Teknikl Ofis Protokolü (TOP)
TOP, iş ofislerindeki bilginin dağıtılmasını sağlayan networkler için geliştirilmiş protokol setidir. Bus yapıları üzerinde çalışan MAP protokolüne benzer ve Ethernet erişimini kullanır. Boeing Computer Services tarafından geliştirilmiştir ve mesajların networkdeki son kullanıcılara gönderilme şekillerini tanımlayan Open Systems Interconnection (OSI) modeline dayanır. OSI modelinde iki nokta arasındaki iletişim önceliği “layer” olarak adlandırılan hiyerarşik seviye setleri tarafından belirlenir.
Uydu
Uydular, kendisinden daha büyük birşeyin etrafında sürekli dönen cisimlerdir. Ay gibi bazı uydular doğaldır. Diğer tip uydular belli bir görevi gerçekleştirmek üzere bilim adamları tarafından geliştirilirler ve dünya etrafında dönerler.

114
Bazı uydular TV sinyallerini alır gönderirler. Bazıları, telefon, fax ve bilgisayar iletişimi için sinyal alır gönderirler, diğerleri de hava durumunu gözler ya da fotoğraflar çeker.
Günümüzde özellikle nakliye ve lojistik firmaları araç takip sistemlerinde GPS uydu haberleşme teknolojisini kullanmaktadırlar.
GPS "Global PositioningSystem“, uydu bazlı radyo navigasyon sistemine verilen addır. Amerikan Savunma Başkalığı'nın denetiminde ve idamesinde olan sistem 24 adet uydu
takımından oluşur. Uyduların yörünge hareketi 12 saat sürer. Ufuk çizgisi üzerinde erişilebilen maksimum uydu sayısı günün saati ve konuma bağlı olarak 8-12 arasında değişir. 3 boyutlu pozisyon elde edebilmek için en az 4 adet uydudan yayınlayan sinyalin işlenmesi gerekir. Normal şartlarda yani çevrede GPS sinyallerini engelleyecek fiziksel engel yok ise en az 6-8 arası sayıda uydu ile iletişim kurulur.
Araç takip sisteminin faydaları:
Verimlilik araştırması sonuçlarına göre araç takip sistemleri;

115
%15 filo verimliliği artırır
%10 sipariş miktarı verimliliğini artırır
%20-30 gerçek kilometre düşürülür
%20-40 ortalama yakıt tüketimini azaltır
%10 kasko ücretlerini azaltır.

116
11. TAM ZAMANINDA İMALAT/JUST İN TİME(TZİ-JIT)

117
Bu Bölümde Neler Öğreneceğiz?
Tam Zamanında İmalat/Just İn Time(TZİ-JIT)
JIT’in İlkeleri
Tam Zamanında İmalatın Özellikleri
Tam Zamanında İmalatın Aşamaları
İnsan Politikaları Ve Uygulamaları
Tam Zamanında İmalatın Avantajları
Kalite Çemberleri (Qualıty Control Circle)

118
Bölüm Hakkında İlgi Oluşturan Sorular
Tam Zamanında İmalat/Just İn Time(TZİ-JIT)
JIT’in İlkeleri
Tam Zamanında İmalatın Özellikleri
Tam Zamanında İmalatın Aşamaları
İnsan Politikaları Ve Uygulamaları
Tam Zamanında İmalatın Avantajları
Kalite Çemberleri (Qualıty Control Circle)
Uydu arasındaki ilişkiler ve görevleri nelerdir

119
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Tam Zamanında İmalat/Just İn Time(TZİ-JIT
JIT’in İlkeleri
Tam Zamanında İmalatın Özellikleri
Tam Zamanında İmalatın Aşamaları
İnsan Politikaları Ve Uygulamaları
Tam Zamanında İmalatın Avantajları
Kalite Çemberleri (Qualıty Control Circle)
UyduYararlarını anlama ve uygulayabilme
Araştırıp uygulayarak

120
Giriş
JIT (Just in time); tam zamanında imalat anlamında kullanılmaktadır. JIT sistemi ilk olarak 1960 başlarında, Japonya’da Toyota Otomotiv Tesisleri’nde ortaya çıkmış ve daha sonra otomotiv, bilgisayar, telekomünikasyon üretimi gibi pek çok endüstride uygulanır hale gelmiştir. İmalat yönetiminde yalnızca talep olduğunda üretim yapılması yaklaşımıdır. Buna göre imalatın tüm adımları yalnızca birbirlerinden talepte bulunduklarında üretim yapılır.
Japon şirketleri, 1973 Petrol krizi sonrasında girdikleri darboğazdan kurtulmak ve düşen karlılık düzeyini yükseltmek amacıyla, yeni yöntem arayışlarına girmişlerdir. Bu
çabalar sonucunda TOYOTA firmasının geliştirdiği Tam Zamanında Üretim ( Just In Time)
doğdu.
Bu sistem, çeşitli tüketici istekleri ve sürekli artan uluslararası rekabet koşullarında olgunlaştırıldı. Günümüzde bu sistem, tüm sanayi şirketlerinin uygulamayı hedeflediği bir model haline geldi. Değişik uygulamalar temelinde Tam Zamanında Üretim ( JIT ) sistemine çeşitli tanımlar getirilebilir. Bu tanımların bazıları, sistemi yalnızca stokların azaltılmasıyla sınırlar. Oysa, JIT bundan çok daha geniş kapsamlıdır. Yalnızca imalatla ilgili etkinliklerde değil, malzeme temininden depolamaya, bakım onarımdan mühendislik tasarımına, satıştan üst yönetime kadar üretim sisteminin diğer alanlarında da etkisini hissettirir.
JIT, israf olan ya da katma değeri olmayan uygulamaların eleminasyonu yolu ile maliyetlerin düşürülmesini sağlayan bir üretim sistemidir. İsraf; üretim için kesin olarak esas olan, işçilik hammadde ve malzemenin minimum miktarından fazla olan her şey olarak tanımlanır. İsrafı ortadan kaldırmak, işçi üretkenliğini arttırmak suretiyle maliyeti azaltmak işletmelerin verimliliğini ve dolayısıyla sermaye devir hızını da arttırmaktır. Çünkü JIT, tüm kuruluştaki zaman ve kaynak kayıplarının önlenmesi ve yok edilmesi yoluyla iş verimliliğinde önemli ölçüde ve sürekli iyileştirmeyi amaçlayan bir stratejidir.
Daha genel bir ifade ile, JIT felsefesi, tüm birimlerin katılımıyla en az maliyet ve en yüksek müşteri memnuniyetini sağlayacak sürekli iyileştirmeyi amaçlayan bir stratejidir. Önce sat sonra üret şeklinde özetlenebilecek bu ilkenin işleyişinde mamul-yarı mamul malzemeden oluşan gereksiz stoklar ortadan kalkıyor. Stoksuz üretim veya 0 envanter gibi isimlerle de bilinen JIT, tüm üretim kaynaklarının optimum kullanımı ilkesine dayanır.
Bu sistemde kapital, ekipman ve işgücü gibi girdiler, en uygun bileşkelerde kullanılır. JIT’in hedefi üretimde üretkenliği engelleyen, müşterilere gereksiz maliyetler yükleyen veya firmanın rekabet gücünü tehlikeye sokan her türlü öğeyi ortadan kaldırmaktır. Kendi içinde entegre bir sistem olmasına rağmen, uygulamada kuruluşun bütün birimlerini içine alması gerekmeyebilir.
Ancak JIT, yan sanayi ilişkilerinden teslimata kadar, üretimle ilgili her aşamada, geleneksel yaklaşıma ters düşebilecek yeni kavram ve davranış değişiklikleri gerektiren bir sistemdir.
JIT: sisteminin geçmiş uygulamaları yok etmek gibi bir iddiası yoktur.

121
Müşterinin kalite ve teslimat konusundaki gereksinimlerinin en düşük maliyetlerle karşılandığı bir sistemin geliştirilmesi amaçlanır. JIT’in üç temel ana esası;
Savurganlığı ve kaçağı elimine ederek önleme,
Toplam kalite kontrolü,
Personel ve işçi politikalarıdır.
JIT’in esaslarının özelliklerini vurgulamak ve belirtmekte fayda vardır;
Ürün dizaynı aşamasında yaşanan üretim problemlerini göz önünde bulundurarak, mükemmel bir arz ve ürün dizaynı kesişmelerini sağlamak,
Hammadenin alımının zamanında olmasını sağlayacak iş bağlantılarını yapmak,
İleri görüşlülük, ileride neler olabileceğini iyi gözleyebilmek ,
Kanban metodunu kullanmak,
Arz-talep dengesini, arza göre ürünün üretiminin zamanını ve siparişin hazırlık aşamasını iyi ayarlamak,
Etkili bir çark sistemini, yani hammadde ve malzemeden ürüne ulaşan çark sistemini daha hızlı ve etkili olarak sağlamak.
İşletmelerin üretim sistemlerinde JIT’ in kullanılması durumunda bir takım faydalar sağlanması mümkün olacaktır. JIT’ in uygulanmasıyla elde edilecek yararları şu şekilde özetlemek yararlıdır
Yatırım ve uygunsuz çalışma ortamından hızlı bir düşüş,
Malın üretimi ve sonrası satışında bekletme zamanı az olacağından fazla yer ihtiyacı olmaması,
Malın kalitesi artar ve atık maliyetleri azalır. Atık maliyetinin düşmesinin nedeni ise az miktarda üretim olacağından, yapılacak bir hatada atık da az olacaktır,
Ufak üretimler sayesinde hem üretilen malın, hem de stoklanacak hammadde ve malzemenin bakım ve benzeri maliyetleri düşük olur,
Bir arada çalışma sayesinde de iş görenler birbirlerini görür, işlerini tanır, birbirlerine yardımcı olur, iletişim hızlanır. Bunlar da takım çalışmasının esaslarındandır.
Merkezi üretim şekli sayesinde, üretim sorunları ve üretim esasları çabuk
halledilebilir,
Üretim maliyetleri azalır, işgücü verimliliği artar ve ürün kalitesi gelişir,

122
Tüketici hizmetlerinde geliţme olur,
Daha ufak iş çarkları oluşur.
Günümüzde birçok üretim sistemi, talebin miktar ve niteliklerindeki istikrarsızlık sorunuyla karşı karşıyadır.
Bu denli değişken ve çeşitli talep değişikliklerine uyum göstererek müşterinin tam tatmini ile beraber, işletmenin karlılığını sağlayabilmesi çeşitlilik ekonomisidir.
Bu yapının sağlanması da esnek teknolojik yatırımlarda mümkündür.
Günümüzde firmalar üretimin otomasyonu ve entegrasyonu ile ilgili programlar üzerinde durmaktadır.
Otomasyon; insan gücünün makine ile ikame edilmesidir.
Bu da sermaye yoğun bir yapı gerektirmektedir.
Sermaye yoğun teknolojilere yapılan yatırımlar, birim üretim maliyetlerinin düşmesini ve üretimde standartlığı sağlar.
Örneğin: satış-üretim entegrasyonunu gerçekleştirmiş olan TOYOTA firması müşterilerine satın alacakları arabaların birçok özelliğini saptama olanağı vermektedir.
İşçiler büyük partiler yerine küçük partilerle çalıştığında, mamuldeki hatayı görmeleri kolaylaşır.
Entegrasyon; işletme içindeki fonksiyonel birimler arasındaki fiziksel ve bürokratik stokların azaltılması, mümkünse ortadan kaldırılmasıyla firmanın bütünleşmiş bir yapıda olmasını ifade eder.
Üretim tesislerinde esnek üretim sistemlerinin devreye sokulması ve satış, üretim, satın alma fonksiyonlarının entegrasyonu işletmenin ürün, servis dolayısıyla rekabet gücünü arttırır.
Özellikle işçiler uzmanlıklarına göre bölümleştirildilerse, işçi bir öncekinden kendisine ulaşan parçadaki hatayı anında görüp buna anında müdahale edebilir.
Bu da hatalı parça oranını düşürür.
Ayrıca ürüne değer katmayan herşey firedir.
JIT felsefesinde firenin tanımı, üretilecek miktar için gerekli olan minimum düzeyde ekipman, malzeme, işçi ve alan dışında kalan her şeydir.
JIT’İN İLKELERİ

123
Her üretim birimi, hem müşteri, hem sunucudur.
Müşteriler ve sunucular, üretim sürecinin uzantısıdır.
Sürekli olarak basite giden yollar aranmalıdır.
Problemi çözmek yerine, önlemek gerekir.
Malzeme, yarı mamul, mamul, ihtiyaç duyulduğu anda ( tam zamanında ) üretilir ya da elde edilir.
Tam zamanında üretim ( JIT ) sisteminde hammadde girişinden, ürün oluşumu ve çıkışına kadar geçen süre beş aşamadan meydana gelmektedir.
İşleme süresi: Ürünün üzerinde çalışıldığı süre.
Kontrol süresi: Ürünün istenilen kalitede bulunması, eğer bu seviyede değilse, istenilen kaliteye gelinceye kadar yapılan çalışmalar için harcanan süre.
Taşıma süresi: Ürünün biryerden diğer yere taşınması için geçen süre.
Bekleme süresi: Ürünün, işlem görme, taşıma, kontrol gibi unsurlar için beklediği süredir.
Depolama süresi: Yarı mamul ve mamullerin işlem görme ve veya sevk edilme için stok kapsamına alınıp bekletildiği süredir.
Bu aşamalardan sadece işlem süresi ürünün değerini arttıran ve bununla ilgili çalışmaları kapsayan basamaktır. Diğer dördü maliyeti arttırır.
Bu nedenle JIT’in hedefi, işleme süresi dışındaki süreleri kaldırarak, maliyeti düşürmektedir.
Bu nedenle sıfır stok, sıfır makine ayarlama zamanı, sıfır temin zamanı ve sıfır malzeme taşıma üzerinde durulur.
JIT’in hedefi üretkenliği engelleyen, müşterilere gereksiz maliyetler yükleyen veya firmanın rekabet gücünü tehlikeye sokan her türlü öğeyi ortadan kaldırmaktadır.
Sıfır hata
Sıfır hazırlık zamanı
Sıfır stok
Sıfır taşıma
Sıfır makine arızası

124
Sıfır temin zamanı
Bir birimlik parti büyüklükler
Tam Zamanında İmalatın Özellikleri
Düşük düzeyli stoklarla üretim sürdürülmeli.
Küçük partiler halinde üretim yapılmalı.
Hızlı ve düşük maliyetli hazırlık faaliyetleri gerçekleştirilmeli.
İş yerinin düzeni, tekrarlı üretime uygun olmalı.
Çok fonksiyonlu işçiler ile üretim sürdürülmeli.
Güvenilir tedarikçiler ile çalışılmalı.
Önleyici, tamir bakım faaliyetleri etkin yürütülmeli.
Kalite düzeni yüksek mamuller üretilmeli.
Malzeme iletimi, çekme sistemi esaslarına göre gerçekleştirilmeli.
İşletme içinde sürekli gelişme sağlanmalı.
Satın alınan, malzemelerinin tam zamanında teslimi sağlanmalı.
Düzenli iş yükleri oluşturulmalı.
Grup teknolojisi uygulanmalı.
Kanban sistemi uygula
Tam Zamanında İmalatın Aşamaları
Tam zamanında üretim (JİT) sisteminde hammadde girişinden, ürün oluşumu ve çıkışına kadar
geçen süre beş aşamadan meydana gelmektedir;
İşleme süresi: Ürünün üzerinde çalışıldığı süre.
Kontrol süresi: Ürünün istenilen kalitede bulunması, eğer bu seviyede değilse istenilen kaliteye gelinceye kadar yapılan çalışmalar için harcanan süre.
Taşıma süresi: Ürünün bir yerden diğer yere taşınması için geçen süre.
Bekleme süresi: Ürünün, işlem görme, taşıma, kontrol gibi unsurları için beklediği süredir.

125
Depolama süresi: Yarı mamul ve mamullerin işlem görme ve/veya sevk edilme için stok kapsamına alınıp bekletildiği süredir.
Bu aşamalardan sadece işlem süresi ürünün değerini arttıran ve bununla ilgili çalışmaları kapsayan basamaktır. Diğer dördü maliyeti arttırır. Bu nedenle JİT’in hedefi, işleme süresi dışındaki süreleri kaldırarak, maliyeti düşürmektir. Bu nedenle sıfır stok, sıfır makine ayarlama zamanı, sıfır temin zamanı ve sıfır malzeme taşıma üzerinde durulur.
İnsan Politikaları Ve Uygulamaları
Klasik yönetimdeki “insan tembeldir, devamlı kontrol altında tutulmalıdır” prensibi yerine JIT felsefesinde “insanlar düşünüldüğünden daha akıllıdır ve kendilerine üstlerinden daha yüksek standart koyarlar” prensibi benimsenmiştir.
Yani güvensizlik yerine güven, denetim yerine az kontrol kabul edilmiştir.
Ayrıca bu yaklaşımla uzmanlaşma yerine genel beceriler önem kazanmış ve çok yönlü işçiler ortaya çıkmıştır.
İş esnekliği dolayısıyla ,işçilere yaptıkları iş için değil, yapabilecekleri işler için ücret ödenir. İşçinin birçok işi yapabilmesi ise en çok sürekli eğitimle sağlanır.
İşçilere verilen güven ve öz kontrol sayesinde, işçi kendini ürün oluşumunda önemli hisseder ve işe daha iyi uyum sağlar, bu da iş garantisini getirir. İş garantisi sayesinde, sorumluluk verme, katılımla yabancılaşmayı yok etmek gibi sorunlar ortadan kalkar.
Sürekli eğitim, iş garantisi, işletmenin eleman sayısını artıracaktır. Bu elemanlar, firmanın artan pazar payı içerisinde satış organizasyonlarında kullanılabilir.
Kaynağında kalite kavramı aşağıdaki yedi madde ile daha iyi açıklanabilir. Bunlar:
İşçi sorumluluğu
Yeni müşteri tanımı
Yeni bakım çantası
Dur ve problemi sapta
Makinalar her zaman hazır
Görünebilir (saydam) yönetim
Her seferinde mükemmel parça: Her seferinde mükemmel parça üretmek için Poka Yoke adı verilen adı verilen otamatik hata yakalayıcılarla, hatalı parçaların bir sonraki iş istasyonuna gitmesi engellenir.

126
İşçi sorumluluğu: Kaliteden sorumlu olan kişiler, kalite kontrol departmanı işçileri ve formenlerdir. İşçi sorumluluğu artırma yolunda küçük parti miktarlarının önemli bir etkisi vardır.
Büyük partilerde işçiler bir miktar hatalı parçayı sorun olarak görmeyebilirler oysa küçük partilerde işçi sorumluluğu ve yardımlaşma artar.
Yeni müşteri tanımı: Her iş istasyonu aynı zamanda kontrol noktasıdır. Böylece bir operasyon, bir önceki operasyonun müşterisi durumuna gelir.
Yeni bakım çantası: Uygun yerleşim ve montaj hattı işçileri için parçaların belirgin yerleştirilmesi işleri kolaylaştırır ve daha az yorucu hale getirir.
Dur ve problemi sapta: Buna göre işgücünün belirsizlik içeren noktalardaki problemlerle başbaşa bırakılarak, işçi ve formenlerde düzensizliğin, belirsizliğin kaynaklarını ortadan kaldırırlar bu durum, güvenlik stoğu mantığınıda ortadan kaldırır.
Üretim sırasında bir hata ortaya çıktığı taktirde işçiler tüm hattı durdurma yetkisine sahiptir ve hatalı parçayı yeniden işletme görevi, hatalı parçayı yapan işçiye yada işçi grubuna verilmelidir.
Makinalar her zaman hazır: Bunun için önleyici bakım ve günlük makina kontrolü yapılır.
Bu sistemde uzmanların yerine çeşitli işleri yerine getirebilecek joker elemanlar tercih edilir.
Bir işçinin birden fazla işi yapması, endirekt işçi ihtiyacını azaltacak ve bu azalmanın sonucu boşta kalanlar, destek işlerine kaydırılabileceklerdir.
Diğer sistemlerdeki üç vardiya sistemi burada kullanılmaz. JIT’ te populer iki vardiya sistemi 4-8-4-8-4 şeklindedir.
Yani sekiz saatlik vardiyalar dörder saatlik bakımlarla sarılmış durumdadır. Böylece makinalar üretime her zaman hazırdır.
Görünebilir (saydam) yönetim: Birtakım sesli ve ışıklı arçların kulanımı ile, problemler işçilerin hemen görebileceği duruma getirilir.
Örneğin: Kawasaki motor fabrikasındaki bir uygulamada; işçi iş esnasında yardıma ihtiyaç duyarsa, sarı ışık yakarak diğerlerini yardıma çağırır.
Hattı durduracak kadar ciddi bir problem varsa, kırmızı ışık yakar.
Hiç sarı ışık yanmaması durumunda yönetici bu durumdan memnun olmadığı gibi, elinde atıl eleman ve ekipman bulunduğunu düşünerek bir kaç sarı ışık yanana kadar hattan işçi çeker

127
Kalite konusunda sorumluluk üretime verildikten sonra, kalite kontrol bölümünün ne ile meşgul olacağı konusuna gelince; Sayısal olarakta hayli küçülmüş olan bu departman hata nedenleri üzerine yoğunlaştırabilir.
Kalite ile ilgili gelişmeleri ve prosedürleri takip edebilir.
Satın alma birimi ile yakınlaşarak, tedarikçilerin kalite konusunda bilinçlenmesine yol gösterebilir.
Yine kontrol sorumluları, son ürünün kontrolü ile ilgilenirler.
JIT sistemi kabul örneklemesine karşıdır. Bunun sebeplerini şöyle açıklayabiliriz.
Öncelikle parti kelimesi JIT’teki düşük envanter mantığına ters düşer. JIT’te parça parça kontrol edilir.
Kabul tablosu girdi olarak “ kabul edilebilir kalite seviyelerini ” içerir.
Bu değerlendirme; 100 parçada hatalı sayısı olarak ifade edilir.
Oysa son yıllarda Japonlar bu hatalı sayısını milyon içinde ele alıyorlar.
Japonlar giriş kontrolüne de karşıdırlar. Bunun yerine tedarikçinin kalite sertifikasını parçayı direkt üretime sokmak için yeterli görüyorlar.
Son olarak kaynağında kalite tekniği olarak işçiler X ve R gibi (Pareto analizi) istatistiksel kalite kontrol diyagramlarını kullanırlar.
Tam Zamanında İmalatın Avantajları
Kuyrukta bekleme ve gecikmeler azalır
Akışı hızlandırır
İsrafı azaltır
Maliyetleri düşürür, kar marjını artırır
Kalite anlayışı ile hatalı ve tekrarlı işlemleri azaltır
Rekabet avantajı sağlar
Kalite Çemberleri (Qualıty Control Cırcle)
Kalite konusunda anlamlı gelişmeler elde edebilmenin en önemli nedeni, işçi katılımı ve eğitimidir.
Kalite çemberleri, gelişimi sağlamak için gerekli olan insan politikalarını ve uygulamalarını yansıtan bir metottur.

128
Japonların bir icadıdır.
Kalite ve verimliliği geliştirmek amacıyla düzenli bir şekilde biraraya gelen küçük gönüllü işçi ekiplerinden oluşur.
Amerika’da ilk QCC denemesi 1974’te olmuştur.
NASIL ÇALIŞIR?
Gönüllülük
Vardiya içi toplantı
Bölgesel problemlerle ilgilenmek
Veri toplama
Problem analizi
Çözüm alternatiflerini geliştirme ve yönetime sunma
GEREKLİ KOŞULLAR
İnsi
yatif
Birbirinden etkileşim
Açık tartışma ve ortak amaçlar.

129
12. TEKNOLOJİLER

130
Bu Bölümde Neler Öğreneceğiz?
Teknolojiler
Çevik Üretim Sistemi
Teknolojiler
CAD (Bilgisayar Destekli Tasarım)
CAM (Bilgisayar Destekli İmalat)
CAPP – Bilgisayar Destekli Süreç Planlama
Temel uygulama adımları
CAPP sistemlerini geliştirmek için yaklaşımlar.
Parça Besleyiciler
Besleme Kemerleri
Pnomatik Besleme Sistemleri
Titreşimli Besleme Sistemleri
Esnek Besleme Sistemleri
Modüler Kavrayıcılar
Grafik Simulatör

131
Bölüm Hakkında İlgi Oluşturan Sorular
1) Çevik Üretim Sistemi
2) Teknolojiler
3) CAD (Bilgisayar Destekli Tasarım)
4) CAM (Bilgisayar Destekli İmalat)
5) CAPP – Bilgisayar Destekli Süreç Planlama
6) Temel uygulama adımları
7) CAPP sistemlerini geliştirmek için yaklaşımlar.
8) Parça Besleyiciler
9) Besleme Kemerleri
10) Pnomatik Besleme Sistemleri
11) Titreşimli Besleme Sistemleri
12) Esnek Besleme Sistemleri
13) Modüler Kavrayıcılar
14) Grafik Simulatör arasındaki ilişkiler ve görevleri nelerdir

132
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Teknolojiler
Çevik Üretim Sistemi
Teknolojiler
CAD (Bilgisayar Destekli Tasarım)
CAM (Bilgisayar Destekli İmalat)
CAPP – Bilgisayar Destekli Süreç
Planlama
Temel uygulama adımları
CAPP sistemlerini geliştirmek için yaklaşımlar.
Parça Besleyiciler
Besleme Kemerleri
Pnomatik Besleme Sistemleri
Titreşimli Besleme Sistemleri
Esnek Besleme Sistemleri
Modüler Kavrayıcılar
Grafik Simulatöranlama ve uygulayabilme
Araştırıp uygulayarak

133
Çevik Üretim Sistemi
Şekil 41:Çevik üretim sistemi
Teknolojiler
CAD
CAM
CAPP
Parça Besleyiciler
Modüler Kavrayıcılar
Grafik Simulatör
Teknolojiler
İmalatın küreselleştiği günümüz koşullarında bilgi teknolojileri, üretim firmaları ile fiziksel dağıtımı bütünleştirmede önemli bir rol oynamaktadır.

134
Robotik, Sayısal Kontrollü (NC) imalat tezgahları, Bilgisayar Destekli Tasarım (CAD) / Bilgisayar Destekli İmalat (CAM), hızlı prototipleme araçları, Internet, Elektronik Veri Değişimi (EDI), E-Ticaret vs.i içeren teknolojiler sayesinde Çevik Üretimi başarmak mümkün olmaktadır.
CAD (Bilgisayar Destekli Tasarım)
Mühendislik tasarımının ortaya çıkarılması, geliştirilmesi, analizi ve modifikasyonu desteklemek için bilgisayar sistemlerinin kullanılması olarak tanımlanabilir. CAD sistemi; kullanılan bir donanım (hardware), yazılım (software) ve kullanıcı üçlüsünden oluşur. Genel olarak proje ve teknik resim çizimlerinde kullanılır. Teknik elemanlar için çok büyük bir öneme sahiptir. (AutoCAD, Mechanical Desktop, SolidWorks, Inventor, Catia vb..)
CAM (Bilgisayar Destekli İmalat)
bir imalat tesisinin üretim kaynakları arasında oluşturulan bir bilgisayar etkileşim alanı vasıtasıyla tesisin faaliyetlerini ister direkt ister endirekt olarak planlaması, yönetimi ve kontrolü için bilgisayar sistemlerinin kullanımı olarak tanımlanabilir. CAM programları karışık biçimli veya elle yazılması zor ya da imkansız olan parçaların CNC tezgahlarında işlenmesi için gerekli NC kodlarını, verdiğimiz parametrelere göre oluştururlar. Önceden sadece CAM üzerine yazılan programlar yerine günümüzde firmaların aynı data üzerinde çalışmayı kolaylaştırmak ve gereken ihtiyaçlara cevap vermesi için CAD ve CAM modülleri aynı paket program içerisinde gelmektedir.
CADTasarım prosesi altı safhayı içeren bir prosedür olarak karakterize edilebilir;
İhtiyacın Belirlenmesi
Problemin Tanımı
Sentez ( Mühendislik Tasarımı )
Analiz ve Optimizasyon
Değerlendirme
Sunma ( Mühendislik Çizimlerinin Hazırlanması )
CAD sistemini kullanmanın temel nedenleri şunlardır:
Tasarımcının Üretkenliğini Arttırmak İçin
Tasarım Kalitesini Geliştirmek İçin
İmalat İçin Veri Tabanı Oluşturmak
Tümleşik CAD / CAM sistemlerinden sağlanan faydalar
Mühendislik personelinin ihtiyaçları azalır.

135
Yapılmış tasarımlar üzerinde ortaya çıkan müşteri isteklerinin kolaylıkla yerine getirilmesi.
Piyasanın ihtiyaçlarına daha hızlı cevap verilir. Gerekli veri tabanı oluşturulduktan sonra benzer yeni mamuller üretmek için gereken proje zamanlarını en aza indirerek, pazar rekabetinde avantaj sağlayacaktır.
Kopyalama ( çizme ) hataları minimuma iner.
Tasarımın doğruluğu artar.
Tasarımlar daha standart olur.
Analiz sırasında bileşenlerin birbirleriyle etkileşimleri daha kolay belirlenir.
Daha iyi bir fonksiyonel analiz sağlayarak prototip test sayısı azalır.
Dokümantasyon sağlamaya hazırlamaya destek sağlar.
Takım tasarımında üretkenliği arttırır.
Maliyetler hakkında daha iyi bilgi sağlar.
Daha iyi bir tasarım sağlar.
NC parça programları ve rutin çizim görevleri için gerekli eğitim süresini azaltır.
NC parça programlarında daha az hata oluşur.
Mevcut parçaların daha fazla işlenmeleri ve kullanılmaları için bir potansiyel sağlar.
Tasarımın mevcut imalat tekniklerine uygun olmasını sağlar.
Algoritmaları optimalleştirerek malzemelerden ve makine zamanlarından tasarruf sağlar.
Projeler üzerinde çalışan tasarım personelinin daha etkin bir şekilde yönetilmesini sağlar.
Karmaşık parçaların incelenmesine yardımcı olur.
Mühendisler, tasarımcılar, yönetim ve farklı proje grupları arasında daha iyi bir anlaşma ve haberleşme ortamı sağlar.
CAPP – Bilgisayar Destekli Süreç Planlama
Bilgisayar Destekli Tasarım (CAD) ve Bilgisayar Destekli Üretim (CAM) sistemleri arasındaki bağlantı, bilgisayar destekli süreç planlama sistemleri ile sağlanmaktadır. CAD ve CAM arasında anahtar bir ara yüz olma niteliğini taşıması açısından, CIM sisteminde oldukça önemli bir yere sahiptir.

136
CAPP, belirli bir parçayı üretebilmek için gereken teknolojik planın yapılması ve geliştirilmesini destekleyen bir bilgisayar uygulamasıdır. CAPP ile geliştirilen plan, söz konusu parçayı üretebilmek için yapılması gerekli işlemlerin sıralarını, bu işlemlerde kullanılacak olan makinelerin tanımını ve işlem sürelerini içerir. Özel işlemler ve hazırlık prosedürleri de ayrıca tanımlanmıştır. (MS Project)
CAPP özet olarak planlama ve kontrol fonksiyonun yerine getirir. Ürünün üretimi için gerekli ardışık adımlar, ürünün işlem göreceği makine hücreleri, her bir hücrede işlem sürecinin gerektirdiği takım, ilerleme ve devir hızları, paso derinliği gibi teknolojik bilgiler ve koordinatlar, işlem yolları gibi geometrik veriler bilgisayar destekli sistemlerle planlanır ve uygulanma süreci kontrol altında tutulur.
Temel uygulama adımları
Ürünün tasarım verisinin yorumu
Yüzeylerin tanımlanması
Makine işlem yolunun seçimi
Kesici, delici vb. işlem takımların belirlenmesi
Faaliyetlerin ardışıklığının belirlenmesi
Kontrol birimlerinin seçimi
Üretim toleranslarının tanımlanması
Kesme koşullarının tanımlanması
Üretim zamanı hesabı
Üretim kayıpları hesapları
Uygulama sürecinin takibi
CAPP sistemlerini geliştirmek için yaklaşımlar.
Değişken yaklaşım: Değişken yaklaşımda proses planı, standart veya benzer başka bir planın kullanımıyla hazırlanır. Ana bileşik parçanın proses planı bilgisayarda saklanır, sonraki parçalar için de bu plan kullanılır.
Üretken yaklaşım: Bu yaklaşım, proses planının üretim veri tabanındaki bilgilerin kullanımı yoluyla yapılmasını içerir. Ancak planın hazırlanabilmesi için planlanması düşünülen parçanın ayrıntılı tanımı, mevcut çeşitli üretim işlemleri ve bu işlemlerin kapasiteleri gibi bilgilere ihtiyaç duyulmaktadır.
Parça Besleyiciler

137
Bir Besleme sistemi hammadde ve yarı mamulleri üretim sürecinde bir noktadan başka bir noktaya taşıyan mekanik ekipmanlardır.
Temel olarak;
Besleme Kemerleri
Pnomatik Besleme Sistemleri
Titreşimli Besleme Sistemleri
Esnek Besleme Sistemleri
olmak üzere 4’e ayrılırlar. Genel olarak ağır ya da hacimli olan malzemeleri taşıma görevini yerine getirirler.
Besleme Kemerleri
Dolaşmış olduğu mesafeye göre değişen sayıda makara tarafından hareket ettirilen sistemlerdir, en çok rastlanılan türdür (zincirli, paletli vb türlerde olabilir).
Pnomatik Besleme Sistemleri
Pnomatik sistem taşıma hatları olarak isimlendirilen borularda hava akışı tarafından sağlanan güç ile bir yerden bir yere hareket ettirilen toz halindeki (çimento, kalekimvb) hammaddeyi, yarı mamulü ya da bitmiş ürünü bir noktadan başka bir noktaya taşımaya yarayan sistemlerdir.
Ürünler ya da hammadde eğer görece daha alçak bir noktadan daha yüksek bir noktaya taşınması gerekli ise genellikle basınçlı havadan istifade edilir.
Titreşimli Besleme Sistemleri
Titreşimli besleme sistemi genellikle yiyecek taşıma gibi temizlik ve bol su ile yıkama bunun yanında çok az bakım faaliyetine ihtiyaç duyulan malzemenin taşınması için kullanılır. Taşıyıcı yüzey tek parça ve katıdır, yalnızca çıktı tarafında huni şekli alacak biçimde kıvrılır. Genellikle 45 derece ve üzerindeki eğimlere ürün taşımak için kullanılırlar. Taşınacak olan malzemenin ilerlemesi için gerekli olan titreşim hareketi motorlar tarafından sağlanır.
Titreşim besleme sistemleri aynı zamanda çok sıcak, çok soğuk, kirli ya da korozif malzemeleri taşımakta da uygundur.
Esnek Besleme Sistemleri
Düşük sürtünmeye sahip raylar üzerinde hareket eden plastik ve esnek zincir ve
taşıyıcı bumdan meydana gelir. Taşıyıcı bum genellikle alüminyum ya da paslanmaz çelikten olur.

138
Bir Çevik Üretim Sisteminde, sayısal denetimli tezgâhlar parça işlemek için gerekli çevikliği sağlarken besleme sistemleri de (malzeme taşıma sistemleri de) aynı çeviklik ve
sürat ile tezgahlar arası fiziksel bağlantıyı sağlamak zorundadır.
Bilgisayarlar ve özel yazılımlar sürekli olarak bu elemanları denetler. Bu araçların her biri ayrı bir teknolojinin ürünüdür.
Modüler Kavrayıcılar
Elle tutma işlemleri kompleks ve zor olan parçaların söz konusu olduğu uygulamalarda basit ya da kompleks robot kavrayıcıları oluşturmak maksadıyla kullanılan standart tutucu parçaları modüler kavrayıcılar olarak adlandırılır.
Parmak, vakum kabı, yerleştirme / mevkilendirme uçları, yakınlık sensörleri gibi tutucu elemanlar bu kavrayıcıların üzerine özel kelepçeler vb. aparatlar kullanılarak rahatlıkla adapte edilebilirler.
Tasarım ve üretim süreleri bu tip modüler kavrayıcılar kullanılarak dramatik şekilde azaltılabileceği gibi, maliyet giderleri ve siparişin verilmesinden müşteriye teslim edilmesine kadar olan “LeadTime”da azaltılabilir.
Modüler kavrayıcıların en önemli özelliği çok düşük bir maliyet ve çok az bir onarım / bakım ihtiyacı ile hızlı ve basit tutucu sistemleri yaratmalarıdır. Bu yüzden de otomotiv üretiminde icra edilen süreçlerin yaklaşık % 80’lik kısmında üretimde kullanılan robot kollara ve robotlara bu kavrayıcılar monte edilir.
Günümüzde üretim hattındaki robotların yüksek süratleri üretimde kullanılan parçaların güçlü ve sağlam olmasını ve aynı zamanda robota güvenli besleyiciler ile gönderilmesini zaruri kılar.
Modüler kavrayıcı blokları şekilsel profilleri ile yüksek süratte çalışan robotların her türlü aktiviteyi yerine getirmek için kullanılacak olan parçalarının en kısa sürede ve en emniyetli şekilde üzerine monte edilmesini böylelikle üretim hızında düşme olmamasını sağlarlar.
Grafik Simulatör
Simülasyon, yazılım dünyasında kod parçalarının gerçek dünyada nasıl çalışacaklarını önceden görebilmek ve varsa sıkıntıları ortadan kaldırmak için kullanılan yöntemlerden bir tanesidir.
3 boyutlu bir grafik simülasyon ise yazılımsal süreçlerin test edilmesi için çok daha verimli ve etkili bir yöntem olarak karşımıza çıkar, çünkü grafiksel gösterim ile yazılımın göstermiş olduğu davranışlar sanal gerçeklik ortamında görsel olarak sanki gerçek dünyada gibi takip edilebilmekte bu da kullanıcıya daha fazla rahatlık sağlamaktadır.

139
Grafik simülasyon en verimli şekilde, özellikle bir çok hareketli parça ya da aksama kumanda etmek ile görevli olan gömülü yazılımların test edilmesinde kullanılır.

140
13. PARÇA BESLEYİCİLER

141
Bu Bölümde Neler Öğreneceğiz?
Parça Besleyiciler
Esnek Besleme Sistemleri
Modüler Kavrayıcılar
Grafik Simulatör
Vakum Vantuzları
Özel Tutucular
Temassız Tip Vantuzlar
Vakumlu Kaldırma Sistemleri
Vakumlu Bağlama Sistemleri
Cnc Tezgahları İçin Yenilikçi Bağlama Çözümleri
Cnc Tezgahları İçin Vakumlu Bağlama Çözümleri
Mevcut Eski Tip Cnc Tezgahlarının Modernizasyonu
Metal Ve Plastik İşleme İçin Hassas Bağlama Teknolojisi

142
Bölüm Hakkında İlgi Oluşturan Sorular
1) Parça Besleyiciler
2) Esnek Besleme Sistemleri
3) Modüler Kavrayıcılar
4) Grafik Simulatör
5) Vakum Vantuzları
6) Özel Tutucular
7) Temassız Tip Vantuzlar
8) Vakumlu Kaldırma Sistemleri
9) Vakumlu Bağlama Sistemleri
10) Cnc Tezgahları İçin Yenilikçi Bağlama Çözümleri
11) Cnc Tezgahları İçin Vakumlu Bağlama Çözümleri
12) Mevcut Eski Tip Cnc Tezgahlarının Modernizasyonu
13) Metal Ve Plastik İşleme İçin Hassas Bağlama Teknolojisi arasındaki ilişkiler ve görevleri nelerdir

143
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Teknolojiler
Parça Besleyiciler
Esnek Besleme Sistemleri
Modüler Kavrayıcılar
Grafik Simulatör
Vakum Vantuzları
Özel Tutucular
Temassız Tip Vantuzlar
Vakumlu Kaldırma Sistemleri
Vakumlu Bağlama Sistemleri
Cnc Tezgahları İçin Yenilikçi Bağlama Çözümleri
Cnc Tezgahları İçin Vakumlu Bağlama Çözümleri
Mevcut Eski Tip Cnc Tezgahlarının Modernizasyon
Metal Ve Plastik İşleme İçin Hassas Bağlama Teknolojileri anlama ve uygulayabilme
Araştırıp uygulayarak

144
Esnek Besleme Sistemleri
Düşük sürtünmeye sahip raylar üzerinde hareket eden plastik ve esnek zincir ve
taşıyıcı bumdan meydana gelir. Taşıyıcı bum genellikle alüminyum ya da paslanmaz çelikten olur.
Bir Çevik Üretim Sisteminde, sayısal denetimli tezgahlar parça işlemek için gerekli çevikliği sağlarken besleme sistemleri de (malzeme taşıma sistemleri de) aynı çeviklik ve
sürat ile tezgahlar arası fiziksel bağlantıyı sağlamak zorundadır.
Bilgisayarlar ve özel yazılımlar sürekli olarak bu elemanları denetler. Bu araçların her biri ayrı bir teknolojinin ürünüdür.
Elle tutma işlemleri kompleks ve zor olan parçaların söz konusu olduğu uygulamalarda basit ya da kompleks robot kavrayıcıları oluşturmak maksadıyla kullanılan standart tutucu parçaları modüler kavrayıcılar olarak adlandırılır.
Parmak, vakum kabı, yerleştirme / mevkilendirme uçları, yakınlık sensörleri gibi tutucu elemanlar bu kavrayıcıların üzerine özel kelepçeler vb. aparatlar kullanılarak rahatlıkla adapte edilebilirler.
Tasarım ve üretim süreleri bu tip modüler kavrayıcılar kullanılarak dramatik şekilde azaltılabileceği gibi, maliyet giderleri ve siparişin verilmesinden müşteriye teslim edilmesine kadar olan “Lead Time”da azaltılabilir.
Modüler Kavrayıcılar
Modüler kavrayıcıların en önemli özelliği çok düşük bir maliyet ve çok az bir onarım / bakım ihtiyacı ile hızlı ve basit tutucu sistemleri yaratmalarıdır. Bu yüzden de otomotiv üretiminde icra edilen süreçlerin yaklaşık % 80’lik kısmında üretimde kullanılan robot kollara ve robotlara bu kavrayıcılar monte edilir.
Günümüzde üretim hattındaki robotların yüksek süratleri üretimde kullanılan parçaların güçlü ve sağlam olmasını ve aynı zamanda robota güvenli besleyiciler ile gönderilmesini zaruri kılar.
Modüler kavrayıcı blokları şekilsel profilleri ile yüksek süratte çalışan robotların her türlü aktiviteyi yerine getirmek için kullanılacak olan parçalarının en kısa sürede ve en emniyetli şekilde üzerine monte edilmesini böylelikle üretim hızında düşme olmamasını sağlarlar.
Grafik Simulatör
Simülasyon, yazılım dünyasında kod parçalarının gerçek dünyada nasıl çalışacaklarını önceden görebilmek ve varsa sıkıntıları ortadan kaldırmak için kullanılan yöntemlerden bir tanesidir.

145
3 boyutlu bir grafik simülasyon ise yazılımsal süreçlerin test edilmesi için çok daha verimli ve etkili bir yöntem olarak karşımıza çıkar, çünkü grafiksel gösterim ile yazılımın göstermiş olduğu davranışlar sanal gerçeklik ortamında görsel olarak sanki gerçek dünyada gibi takip edilebilmekte bu da kullanıcıya daha fazla rahatlık sağlamaktadır.
Grafik simülasyon en verimli şekilde, özellikle bir çok hareketli parça ya da aksama kumanda etmek ile görevli olan gömülü yazılımların test edilmesinde kullanılır.
Vakum Vantuzları
Taşıma sistemi ile iş parçası arasındaki bağlantı elemanı olarak vantuzlar çeşitli talepleri karşılamak durumundadır. Güvenli çalışan bir vakum sistemini temin edebilmek için uygun vantuzun seçimi çok önemlidir Genel olarak vantuzlar geometrileri bakımından ayırt edilebilirler.
Schmalz'ta vantuz ürün programı standart tip vantuzlar ve özel uygulama görevlerine yönelik vantuzlar olarak ayrılır.
Özel Tutucular
Özel tutucular, vantuzlu vakum sistemlerinin gerçekleştirilmesinin mümkün olmadığı uygulamalarda kullanılmaktadır. Vakum ile tutulamayan iş parçalarını taşımak için farklı çalışma prensipleri kullanılmaktadır.
Temassız Tip Vantuzlar
Temassız tip vantuzlar, basınçlı hava ile çalışan özel tutuculardır. Bu tutucu Bernoulli prensibine göre çalışmaktadır. Tutucu, iş parçası ile asgari temas halindedir ve bu nedenle çok hassas iş parçalarının taşınması için idealdir. Tutucular iş parçası yüzeyinde bir hava yastığı üzerinde "yüzerler".
Temazsız tip vantuzların avantajları:
Basınçlı hava ile çalışır, ayrıca vakum üretecine ihtiyacı yoktur.
Düşük temaslı taşıma yapar. Yüksek hacimli hava akışı sayesinde, kaçaklar sorun
Vakumlu Kaldırma Sistemleri
Schmalz'in vakumlu taşıma sistemleri, işletmelerde manuel olarak kaldırılan tüm yükler için kullanılmaktadır. VacuMaster vakumlu kaldırma cihazları ile Jumbo hortumlu
kaldırıcılar, operatörü iş parçasının yükünden kurtarır. Vakumlu taşıma donanımlarının kullanılmasıyla prosesler daha ergonomik ve etkin hale gelir. Operatörlerin ağır yük kaldırmaktan dolayı sağlık problemleri yaşaması engellenir.
Schmalz'in tüm sistemleri CE makina yönetmeliğine ve Avrupa Birliği'ndeki tüm geçerli kanunlara uygundur. Cihazlarımız CE etiketini taşımaktadır ve sevkiyat öncesinde

146
münferit olarak test edilirler. Taşıma sistemleri bir uygunluk beyanı ve de işletim ve bakım talimatları ile birlikte teslim edilir.
Vakumlu Bağlama Sistemleri
Schmalz'in yenilikçi vakumlu bağlama teknolojisi etkin üretim prosesleri ve CNC
tezgahlarında kısa kurulum sürelerini garanti eder. Vakumlu bağlama sistemleri ahşap, plastik, metal, cam, havacılık ve solar/elektronik endüstrilerinde kullanılmaktadır.
Yenilikçi fikirler, çok sayıda ulusal ve uluslararası endüstriyel patentler, sistem seçenekleri ve hızlı servis imkanı Schmalz'i dünya genelinde lider vakumlu bağlama tedarikçisi yapmıştır.
CNC Tezgahları için Yenilikçi Bağlama Çözümleri
Schmalz vakumlu bağlama sistemleri günümüzde üretilen birçok CNC tezgahında OEM olarak kullanılmaktadır.
Eski teknolojiye sahip, mevcut CNC tezgahlarının minimum yatırım maliyeti ile verim
artışı için ise Schmalz'in Innospann bağlama sistemleri kullanılmaktadır. Schmalz aynı zamanda işleme merkezleri için yedek parça, dar iş parçaları için bağlama çözümleri ve
pencere ve çerçeve işleme için mekanik bağlama sistemleri yelpazesi sunmaktadır.
CNC Tezgahları için Vakumlu Bağlama Çözümleri
OEM olarak Schmalz kullanılan CNC tezgahların yanı sıra kullanımamış olan diğer tezgahların sonradan Schmalz vakumlu bağlama çözümleri ile donatılması mümkündür. Bağlama sistemleri, iş parçalarını tezgahlara güvenli bir şekilde sabitlemek için kullanılır. Bir vakumlu bağlama sistemi kullanılarak iş parçaları makineyi yeniden donatmaya veya iş parçasını yeniden bağlamaya gerek kalmaksızın CNC tezgahına esnek bir şekilde konumlandırılabilir. Böylece üretkenliğin ve etkinliğin önemli düzeyde optimizasyonu elde edilebilir. Kurulum sürelerinin azaltılmasıyla önemli miktarda tasarruf edilir ve kısa bir sürede yapılan yatırımın amortizasyonu sağlanır.
Geniş ürün portföyümüz kapsamında hemen hemen her marka CNC tezgaha uygun komple vakum blokları ve yedek vantuz plakalarımız mevcuttur.
Mevcut Eski Tip CNC Tezgâhlarının Modernizasyonu
Eski CNC tezgahları, Schmalz Innospan vakum bağlama sistemi ile kolayca ve çabuk bir şekilde modernize edilebilir. CNC tezgahının markası ve türü ne olursa olsun, Schmalz'in modüler bağlama sistemleri seri ve tekil üretimler için verim artışı sunar.
Mevcut CNC tezgahlarının Schmalz vakum bağlama sistemi ile sonradan
donatılmasıyla çeşitli avantajlar ortaya çıkar:
Parça bağlama sürelerinde %80'e varan kısalma.

147
Yeni tezgah alımına oranla çok daha uygun yatırım maliyeti.
Alışılmış bağlama sistemlerine göre %50'ye kadar daha yüksek tutma gücü.
Dar ve şekilli iş parçalarının bağlanma imkanı.
Makinenin kesici takımı ve diğer modüllerine müdahale gerekmez.
Şablon üretimi ve depolanması gereksinimi ortadan kalkar.
Neredeyse tüm değişik iş parçası geometrileri için uygun vakum bloğu kombinasyonları.
Metal ve Plastik İşleme için Hassas Bağlama Teknolojisi
Matrix Plate, düz alt yüzeyli iş parçalarının en kısa sürede güvenilir bir şekilde tezgaha bağlanması için özel olarak dizayn edilmiştir. Vakum bağlama sistemini kullanarak mekanik olarak bağlanması zor olan parçalar dahi hassas bir şekilde ve yüzeylerde herhangi bir bozulma olmaksızın sabitlenebilir.
Matrix Plate, bağlama klapeleri veya "zero point" bağlama sistemi kullanılarak seri bir şekilde CNC tezgahına takılabilir. Modüler tasarım kolay taşıma ile birlikte azami esnekliği güvenceye alır ve çeşitli ürün sürümlerinin kombinasyonuna imkan tanır. Düzgün yüzeyli yassı iş parçaları hassas bir şekilde bağlanır, iş parçaları neredeyse titreşimsiz olarak işlenir.

148
14. STRATEJİLER

149
Bu Bölümde Neler Öğreneceğiz?
Stratejiler
Temel Yetenek (Corecompetence)
Stratejik İşbirliği
Tedarik Zinciri Bütünleşmesi
Çevik Üretim
Çevik Üretim Sisteminin Özellikleri
Çevikliğin Çeşitleri
Sanal Şirket (Visual Enterprise)
Çevikliği Sağlayabilmenin Gerekleri
Çevikliğin Ana Prensipleri
Çevik Şirket
Çevik Üretim Sistemlerinde İnsan Yönetiminde Dikkat Edilecek Hususlar
Çevikliğin Ve Esnekliğin Anahtar Faktörleri
Çevik Üretimin 4 Temel Bileşeni ;
Yeşil Üretim

150
Bölüm Hakkında İlgi Oluşturan Sorular
1) Stratejiler
2) Temel Yetenek (Corecompetence)
3) Stratejik İşbirliği
4) Tedarik Zinciri Bütünleşmesi
5) Çevik Üretim
6) Çevik Üretim Sisteminin Özellikleri
7) Çevikliğin Çeşitleri
8) Sanal Şirket (Visual Enterprise)
9) Çevikliği Sağlayabilmenin Gerekleri
10) Çevikliğin Ana Prensipleri
11) Çevik Şirket
12) Çevik Üretim Sistemlerinde İnsan Yönetiminde Dikkat Edilecek Hususlar
13) Çevikliğin Ve Esnekliğin Anahtar Faktörleri
14) Çevik Üretimin 4 Temel Bileşeni ;
15) Yeşil Üretimarasındaki ilişkiler ve görevleri nelerdir

151
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Stratejiler
Temel Yetenek (Corecompetence)
Stratejik İşbirliği
Tedarik Zinciri Bütünleşmesi
Çevik Üretim
Çevik Üretim Sisteminin Özellikleri
Çevikliğin Çeşitleri
Sanal Şirket (Visual Enterprise)
Çevikliği Sağlayabilmenin Gerekleri
Çevikliğin Ana Prensipleri
Çevik Şirket
Çevik Üretim Sistemlerinde İnsan Yönetiminde Dikkat Edilecek Hususlar
Çevikliğin Ve Esnekliğin Anahtar Faktörleri
Çevik Üretimin 4 Temel Bileşeni ;
Yeşil Üretim anlama ve uygulayabilme
Araştırıp uygulayarak

152
Giriş
Temel Yetenek
Eş Zamanlı Mühendislik
Sanal Şirket
Stratejik İşbirliği
Tedarik Zinciri Bütünleşmesi
Heterojen Bilgisayar Sistemleri
STEP
Çevik Üretimin kendisi başlı başına bir stratejidir ve başarmak için sanal işletme, hızlı ortaklık oluşumları, hızlı prototipleme ve özyetenekler (corecompetencies) bazında geçici birleşmeler gibi çeşitli alt stratejiler gerekmektedir. Her firma, çevikliği sağlamak için kültür, iş uygulamaları ve teknolojinin kendisi için uygun kombinasyonlarını bulmalıdır.
Temel Yetenek (CoreCompetence)
Temel yetenek kavramının ortaya çıkısı, Wernerfelt (1984), Barney (1991), Mohoney, Peteraf (1993) gibi araştırmacıların katkıları ile gelişen kaynak temelli yaklaşıma dayanır.
“Literatürde çekirdek yetenek ya da öz yetenek olarak yer alan temel yetenek (core
competence) kavramı, işletmelerin diger faaliyetlerine göre, daha çok uzmanlaştığı ya da uzun dönemde ortalamanın üstünde bir başarı sağlayacağını düşündüğü faaliyet alanlarını ve işletmelerin temel işlerini ifade eder” (Özdoğan, 2006).
Temel yetenekler, her işletmeye göre heterojen olma özelliği gösteren, rakipler tarafından taklit edilemeyen, işletmelere rekabet avantajı yaratan yeteneklerdir.
C.K.Prahalad ve Gary Hamel temel yeteneği;
“becerilerin ve teknolojinin bütünleştirilmesi, işletmenin temel olan, müşteri değeri yaratabilen, rekabet açısından benzersiz yetenekler“ olarak tanımlamıştır.
JeffreyLowenthall temel yeteneği;
“bir organizasyonun içine yerleşmis bir başka deyişle onunla bütünleşmiş olan ve kendisine rekabet üstünlüğü sağlayan bilgiyi tanımlamasına ve kullanmasına olanak veren veriler, yöntemler ve araçlar bütünü” olarak tanımlamaktadır.
Temel yetenekler, işletmeler için rakiplerine karşı üstünlük yaratan yetenekler olarak belirtilir. Temel yetenekler; işletmelerin sahip olduğu bilgi, beceri ve yeteneklerinden oluşmaktadır.

153
Geçmişte işletmelerde rekabette önde olabilmek için pazarlama, üretim, finansman ve
maliyet üzerine yoğunlaşmalar var iken günümüzde hız kazanan küreselleşme kavramıyla birlikte etkin, esnek ve sürdürülebilen yeteneklerin elde edilmesi gerekmektedir.
Prahalad ve Hamel’e göre temel yeteneklerde bulunması gereken üç özellilik;
Temel yetenekler yeni pazarlara giriş sağlamalıdır.
İşletmenin müşteri yararı sunabilmesini mümkün kılmalıdır.
Temel yeteneklerin taklit edilmesi güç ve rekabette benzersiz olmalıdır.
Stratejik İşbirliği
Stratejik işbirliği; iki veya daha fazla sayıdaki bağımsız şirketin, belirli bir stratejik amaç doğrultusunda işbirliği yapmak için bir araya gelmeleriyle oluşan anlaşmalardır.
Stratejik ortaklıklar uluslar arası iş sahasında yeni bir olgu değildir. Ortaklıklar; 1800’lü yıllarda ABD tarafından gemicilik ve balina avcılığında dünyada üstünlük kurmak için yoğun olarak kullanılmış ve 1880’li yıllarda da demiryolu ve maden endüstrilerinde yaygınca kullanılan bir yöntem olmuştur.
Ancak stratejik ortaklık kurma eğilimi 1970’lerden sonra ivme kazanmış ve çok uluslu işletmelerin gelişmekte olan ülkelerde oldukça yaygın olarak kullandıkları bir iş organizasyonu türü haline gelmiştir.
Küresel rekabet ortamında faaliyet gösteren işletmeleri stratejik işbirliklerine yönelten başlıca etmenler;
müşteri ihtiyaçlarının ve tercihlerinin benzeşmesi,
küresel üretimde ölçek ekonomisinden yararlanmak,
uluslar arası ticaret engellerinin azaltılması,
üretim yeri seçimi ve ürün dolaşımının kolaylaştırılması,
ortakların birbirine bilgi/teknoloji aktarmaları ve destek vermeleri,
gelişmekte olan pazarların ve bölgesel blokların engellerini aşmak ve pazarlara daha kolay girebilmek,
rekabetçi tehlikelerin önüne geçebilmek, sürekli kalite iyileştirmesine ağırlık vermek ve üstün kalite uyumunu sağlamak,
işletmenin değerini artırmak,
elde edilecek kaynaklarla faaliyetleri yeniden düzenlemek ve daha verimli hale getirmek,

154
üretim maliyetlerini düşürmek,
faaliyetlerinde başarısız olan işletmelere yaşama ve gelişme fırsatı kazandırmak
Tedarik Zinciri Bütünleşmesi
Jayashankar ve diğerlerine (1996) göre tedarik zinciri; bir veya daha fazla ürün grubuyla ilgili elde etme, üretim ve dağıtım faaliyetlerinden kollektif bir biçimde sorumlu olan otonom veya yarı otonom iş faaliyetlerinden oluşan bir şebekedir.
Lee ve Billington’a (1995) göre ise tedarik zinciri; hammaddeleri elde eden, bunları yarı ve tamamlanmış ürünlere dönüştüren ve ardından bir dağıtım sistemi vasıtasıyla bu ürünleri müşterilere teslim eden yapılar şebekesidir.
Genel bir tanım olarak tedarik zinciri; hammaddelerin siparişi ve elde edilmesinden,
mamullerin üretilmesine ve müşteriye dağıtım ve ulaştırılmasına kadar olan kurumsal fonksiyonlarına uzanan bir faaliyetler dizisidir.
Bir tedarik zinciri, tedarikçiler (bir veya daha fazla sıra), montajcılar/imalatçılar, dağıtım merkezleri, perakendeciler ve müşterileri içerir.
Temel iki tür tedarik zinciri biçimi mevcuttur.
Basit bir tedarik zincirinde her bir tedarikçi bağımlıdır ve bir veya daha fazla bileşeni sadece bir üst sıra tedarikçi veya montaj tesisine sağlamaktadır.
Karmaşık bir tedarik zincirinde ise en azından bir tedarikçi, bir veya daha fazla bileşeni iki veya daha fazla üst sıradaki tedarikçilere veya montaj tesislerine sağlamaktadır
İşletmeler üretim yaparlar ve ürettikleri ürünlerden kar elde etme amacı güderler. Günümüzde üretim yapan kuruluşlar CIM çerçevesinde belli başlı birkaç yazılım sistemini kullanmaktadırlar.
Bunlar;
Kurumsal kaynak planlama (ERP),
Elektronik tasarım otomasyonu (Electronic Design Automation - EDA),
Bilgisayar destekli tasarım ve üretim (ComputerAided Design/Manufacturing, -
CAD/CAM),
Ürün veri yönetimi (Product Data Management - PDM),
Çeşitli veri tabanı ve veri ambarlama (Data Warehousing) uygulamaları olarak sıralanabilir.

155
Heterojen Bilgisayar Sistemleri
Bütün bu yazılım uygulamaları büyük bilgisayar gücüne ihtiyaç duymaktadır. Ayrıca, eğer kuruluş etkili bir şekilde yönetilecekse, bütün bu uygulamaların birbirleri ile haberleşmeleri ve etkileşmeleri gerekmektedir. Bu yüzden de bu sistemlerin üzerine her zamankinden çok yük binmektedir.
İşlem kontrol ve üretim sistemlerinden gelen veriler, karar destek sistemlerine ulaşmayabilir. En basit olarak, bir ürünün teslimat tarihi konusunda sağlıklı bilgi elde edilmeyebilir.
Kurumsal kontrol problemleri, kolay problemler değildir ve bilgisayar teknolojisinin ve özellikle yazılım geliştirmenin uygulanması için önemli bir zorluktur.
Tipik bir üretim bilgi işlem ortamında, birbirleri ile birleşmelerinin zor olduğu kanıtlanmış değişik platformlar karma olarak kullanılmaktadır.
Örneğin, programlanabilir mantık denetleyicileri, esasen günümüz teknoljisinde ideal kontrol sistemi olmaktan çok uzaktırlar ve bu denetleyicler ile ERP sistemleri gibi yüksek seviye yazılımlar arasında bilgi alışverişi esnasında gerçekten büyük kayıplar meydana gelmektedir.
Farklı uygulamaları aynı veri tabanını paylaşır hale getirerek bu problemlerin üstesinden gelinmeye çalışılmakla beraber herbir uygulamanın kendi aralarında iyi bir alışveriş yapacağını hiç bir yazılımcı garanti edemez.
Bu sorunlar heterojen donanım ortamlarında iyice derinleşir.
Ama Java teknolojisi ile, bu sorunları da aşmak mümkün olabilir.
STEP
STEP (Standardforthe Exchange of Product Model Data) grafik standardı, bir tasarımı mamul haline getirmek için gerekli bütün işlemlerin ve bağlı parametrelerin standardize edilmesini ve tanımlanmasını; hiçbir uygulama, tasarım ve üretim yazılımına bağlı kalmadan gerçekleştirebilmeyi sağlamak için tasarlanmıştır.
Bütün diğer standartları bünyesinde toplayan STEP standardı, bu standartların aksine geometrik veri dönüşümünün yanı sıra tolerans ve yüzey kalitesi gibi teknolojik üretim bilgilerinin ve topolojik unsur ilişkilerinin tanımını da içermektedir. STEP yapısını diğerlerinden ayıran diğer bir özellik ise esnek ve dinamik bir yapıya sahip olmasıdır.
Günümüzde makine parçalarının tasarım işlemlerini kolaylaştıran gelişmiş BDT sistemleriyle, işlem planlamacıların görevlerini kolaylaştıran bir çok BDÜ sistemi vardır. Fakat bu sistemler birbirlerinden bağımsızdırlar. Mevcut tüm BDT sistemleri, kendi veri tabanlarında, kendilerine özgü matematiksel temsil tekniklerine sahip olmaları nedeniyle, bu sistemler birbirleriyle doğrudan iletişim kurmakta sorunlara sahiptir. BDT sistemleri

156
arasındaki iletişim sorununu ortadan kaldırmak üzere, Başlangıç Grafikleri Değiştirme Özelliği (IGES), SET, VDA-FS gibi bazı tabii standart formatlar geliştirilmiştir. Bu standartlar içerisinde en iyi bilinen IGES, BDT sistemleri arasında veri transferi yapmak üzere yaygın bir şekilde kullanılmaktadır. Bununla beraber bu tip standartlar, BDT ve BDİP/BDÜ sistemleri arasındaki iletişim problemlerini tam olarak çözememiştir. Grafik standartları, BDT ve BDÜ sistemleri arasında veri transfer etmekten ziyade, orijinal olarak BDT sistemleri
arasında geometrik verileri transfer etmek üzere geliştirilmiştir. Grafik standartların en büyük eksikliği, sadece şekil özelliği tanımlamalarıdır. Halbuki BDİP sistemleri- şekil özellikleri yanında- toleranslar, yüzey pürüzlülüğü, boyutlar ve malzeme bilgisi gibi diğer teknolojik bilgilere de ihtiyaç duyarlar. Bundan dolayı grafik standartlar, komple bir ürünü tanımlamada yetersizdir. Mevcut standartların ihtiyaçlara cevap vermedeki yetersizliği yüzünden, IGES/PDES organizasyonu tarafından yeni bir standart olan Ürün Verileri Değiştirme Özelliği (PDES) tasarlanmıştır. Bu yeni standart halen Ürün Model Verileri Değiştirme Standardı (STEP) adıyla geliştirilmektedir. STEP’in1.0 versiyonu 1988' de yayınlanmış olup, ISO tarafından uluslararası grafik verileri standardının ilk taslak teklifi olarak kabul edilmiştir. STEP komple bir ürünün tanımlanması için gerekli olan geometri, topoloji, şekil özelliği, tolerans, yüzey pürüzlülüğü ve malzeme gibi geometrik ve teknolojik bilgileri birlikte içermektedir. Günümüz BDİP sistemlerinde kullanılan Özellik Tanıma yaklaşımı, teknolojik bilgi desteği sağlamaz; çünkü BDT modelleri, bu tür bilgileri içermez. Özellik Tabanlı Tasarım, Özellik Tanıma prosedürünü ortadan kaldıran yeni bir yaklaşımdır. Bu metotla ürünler, ortak erişilebilen ve kolayca yorumlanabilen veri yapıları olarak hazırlanabilir ve otomatize edilmiş BDİP sistemi ile, tam olarak Bilgisayarla Tümleşik Üretim (BTÜ) başarılabilir. Özellik tabanlı tasarım sistemlerinde tasarım özellikleri imalat varlıkları olarak adlandırılırlar ve işlem planlama sistemlerinde kullanılırlar. Parçalar özellik tabanlı tasarım yaklaşımını kullanarak tanımlandıktan sonra, STEP gibi belirli bir formatta ortak veri tabanında depolanır. Böylece BDT, BDİP ve BDÜ sistemleri ürün verilerine doğrudan erişebilir. Standart STEP dosya yapısındaki bilgi, doğrudan işlem planlama, modelleme, montaj ve imalat uygulamalarında kullanılabilir. Özellik tabanlı tasarım önemli derecede gelişmiştir. Bu yüzden gelecekte parça tanımlamada, ilk önce parçanın katı modeli oluşturulacak ve sonra imalat özellikleri tanımlanacak veya oluşturulan katı modelden imalat özellikleri çıkartılacaktır. Amaç ürünün özellikler olarak veri değişiminin sağlanması ve özellikler hakkında mantıksal ilişkiyi yakalamak, taşımak ve veri değişimi için fiziksel bir mekanizma sağlamaktır. 1980 li yıllardan itibaren bu çaba uluslar arası bir katılıma dönüşmüştür.
Sistem
Çevik Üretim, üretim planlama ve kontrolü için bilgisayar destekli bilgi sistemleri ile sağlanabilecek çevik destek sistemlerini gerektirmektedir.
Firmaların sanal şirket yapısı altında işbirliği yaptığı çevik endüstriye geçiş yapabilmek için çevik partnerlerin esnek ve dinamik bir şekilde birlikte çalıştığı mekanizmalar geliştirilmesi gerekmektedir.
İnsan

157
Çevik ortamda en kritik problem, esneklik ve yanıt verme yeteneğinin desteklenmesi için işgücünün nasıl yönetilip, motive edileceğidir.
Kalite ve esneklik seviyesini arttırırken maliyetleri düşürebilmek ve ürün çevrim sürelerini kısaltabilmek için mevcut ve ileriye dönük iş gücü doğru hesaplanmalıdır.
İşgücü esnekliği
Bilgi işçileri
BT’de ustalık
Çok dillilik
Üst yönetim desteği
İşgücü Esnekliği
Fonksiyonel esneklik
Sayısal esneklik
Ücret esnekliği
Çalışma süresi esnekliği
Fonksiyonel Esneklik
Fonksiyonel esneklik, işgücünün işletme içinde değişik işleri yapabilmesi ve çeşitli görevleri üstlenebilmesidir. Diğer bir ifade ile fonksiyonel esneklik, işletmede çalışanların değişen teknolojik şartlara, iş yüküne ve üretim metotlarına uyum sağlayabilme kabiliyetidir.
Fonksiyonel esneklikte işgücünün en iyi ve verimli bir şekilde kullanılması söz konusu olmaktadır. İşyerine yeni işçi almadan, mevcut çalışanlarla yeni üretim tekniklerine uyum sağlanarak değişik görevler yerine getirilebilmektedir.
Sayısal Esneklik
Sayısal esneklik, değişen ekonomik ve teknolojik şartlara, piyasalardaki talep değişikliklerine ve yeni üretim tekniklerine göre firmaların işgücü miktarını belirleyebilme serbestisidir.
Sayısal esneklik, işçi alma ve çıkarmada kısıtlamaların az olması ve işletmelerin esnek davranabilme kabiliyetini göstermektedir.
Sayısal Esneklik
Tam zamanlı ve çekirdek iş gücü
Organizasyon geleceğini güvence altına almak için her türlü yatırımı yapar

158
Tam zamanlı ancak bedensel ve büro işi tipleri yapan işgücü Çok fazla yatırıma ihtiyaç duyulmaz
Yarı zamanlı ya da geçici iş gücü
Ücret Esnekliği
Ücret esnekliği, işletmelerin ücret yapısını ve seviyesini değişen işgücü piyasası şartlarına göre ayarlayabilme serbestisidir. Ücret esnekliği ile fonksiyonel ve sayısal esnekliğin uygulanması desteklenmekte, üstün kabiliyetler ödüllendirilerek işçilerin performanslarının artışı sağlanmaktadır.
Ücret esnekliğinin işletmelere birçok faydası bulunmaktadır. Öncelikle esneklik ile işletmelerde ortalama ücret maliyetlerinde önemli artışlar olmaksızın çalışanların başarılarının ödüllendirilerek onların becerilerinin gelişimi temin edilmektedir. Ayrıca işgücü piyasasındaki nadir vasıflı işçilere özel ücret ödemeleri yapabilme ve onları kazanabilme imkanı sağlanmaktadır.
Çalışma Süresi Esnekliği
Önceden belirlenmiş zaman dilimleri haricinde 7/24 esasına göre işletme tarafından talep edilebilecek olan her türlü zaman diliminde çalışma manasına gelir.
Bilgi İşçileri
Bilgi İşçisi kavramı ilk olarak 1959 yılında Drucker tarafından ortaya atılmış, FritzMachlup da yine aynı yıllarda bilgi işçilerinin yeni kapitalistler olduğunu belirterek bilgi işçisi terimini kullanmıştır.
1991 yılında Robert Reich;
“parmakları farede (bilgisayar mouse), düşünceleri uzayda olan işçi bilgi işçisidir” tanımını yapmıştır.
Genel olarak bilginin kullanılması ve geliştirilmesine yönelik işlerde çalışanlar bilgi işçisi olarak tanımlanmaktadır.
İçinde bulunduğumuz çağa 'sanayi ötesi çağ ' ya da 'bilgi çağı' adı verilmektedir. Artık organizasyonların zenginlikleri işgücünün ne kadar nitelikli eğitim aldıkları ile ölçülmektedir. Organizasyonların arasındaki farklılık ve birinin diğerlerinin önüne geçebilmesi, ancak iyi yetişmiş beyinlere dolayısıyla rekabet gücünün yüksek olmasıyla gerçekleşebilmektedir.
Bilgi toplumuna geçilmesiyle birlikte, eğitim, daha önce hiç olmadığı kadar büyük önem taşır hale gelmiştir.
Bilgi toplumunda eğitim, toplumsal açıdan bir gereklilik, bireysel açıdan ise bir zorunluluktur.

159
Bilginin yaratılması, dağıtılması ve paylaşılması kavramlarıyla birlikte 'mavi yakalı' çalışanların yerini 'bilgi işçileri' almıştır. Bilgi işçilerinin en önemli özellikleri;
Bilgi ve becerilerinin dahil oldukları organizasyonlar için verimlilik kaynağı olması,
Bir maliyet olmaktan çok yatırım olarak görülmeleri,
Bilgilerinin, onları potansiyel girişimci konumuna getirmesidir.
İlk önceleri hizmet sektörünün belli işlerinde, uçak bileti satıcılığı vs. bilgi işçisi denilmekte iken bugün tanım beyin gücü ile çalışanları kapsayacak şekilde gelişmiştir.
Şu an bilgi işçisi tanımlaması;
bilgi üreticileri (bilim adamı, araştırmacı, uzman, yazılım mühendisleri, biyo-
teknoloji mühendisleri,
bilgi taşıyıcıları (öğretmenler, kütüphaneciler, profesyonel iletişim işçileri),
bilgi işlemcileri (idari işler ve sekreterlik hizmetleri) ve
altyapı personeli (makine operatörleri, bakım personeli)
olarak sınıflandırılmaktadır.
Analiz ve sentez yeteneği olan, bilgiyi işin gereklerine göre dönüştürebilen, çeşitli değişkenlerle problemleri çözebilen çalışanlar, bilgi işçisi olarak tanımlanır. Bilginin
üretilmesi,
yönetilmesi,
kullanılması,
geliştirilmesine
yönelik işler bilgi işçileri tarafından gerçekleştirilir.
Başka bir ifade ile bilgi işçileri;
“herhangi bir yerdeki bilgisayara dayalı sistem ile kendi bilgi, beceri ve deneyimi ile ürünü zenginleştiren, yüksek eğitimli, uzmanlık alanına sahip olan, sorumluluk almada yüksek özerklik isteyen ve sorumluluk alanı sadece ofis ile sınırlı olmayan işçilerdir.” (Özgüler, 2003).
Bilgi işçisinin çalıştığı işletmeye faydaları;
İşletmenin iş zekasını geliştirmek,
İşletmenin entelektüel sermaye değerini arttırmak,

160
Müşteri talep ve beklentileri hakkında önsezi kazandırmak,
Diğer önemli iş konularında bilgi edinmektir.
BT’de Ustalık
Çevik İşletme olabilmek için bilişim teknolojileri konusunda çağı takip edebiliyor olmak gereklidir.
Organizasyonların her geçen gün biraz daha içine giren ve değişim süreçlerinde önemli bir role sahip olan bilişim teknolojileri, bu teknolojideki önlenemez gelişmeye paralel olarak daha karmaşık bir yapıya bürünmektedir. Bu yapının doğru yönetimi ise organizasyonların başarısında birincil öneme sahiptir.
Bilişim teknolojilerinin yönetimi;
BT altyapısının yönetilmesinden,
iş süreçlerinin yönetimine,
finansal yönetimden,
proje yönetimine,
yazılım ve servis hizmetlerinden
dış kaynak kullanımına,
standartlar ve
denetime kadar teknolojiyle ilgili tüm aşamaların tümleşik yönetimini kapsar.
Bunu yapabilmenin yolu ise BT’de uzmanlaşmış olan personelden geçer. Günümüzde hem kurum içi verimlilik hem kurumlar arası iletişim ortamının sağlanması hem de vatandaşa sunulan hizmetlerin çeşitlenmesi ve hızlanması açısından bilişim teknolojilerine yapılan yatırımlar kadar, bu yatırımların doğru yönetilmesi de önemlidir.
BT’de Nitelikler
Yeni dönemin ekonomik anlayışında isgücünde aranan nitelikleri söyle sıralanabilir;
İletişim kurma becerisi
İş zekası
Özgüven
Sorumluluğu kabul etme
İnsiyatif alabilme

161
Esneklik
Dinleme becerisi
Analitik düşünce yeteneği
Enerji düzeyi
Hayal gücü
Kendini keşfetmek
Ekip kimyasına uygunluk
Adanmışlık
Verimlilik
Çevik Üretim
Çevik Üretim kavramı ilk olarak 1991 yılında, Lehigh Üniversitesi’nde ABD hükümeti destekli bir araştırma çabası sonucu IacoccaInstitute tarafından “21st Century Manufacturing Enterprise Strategy” raporunun yayımlanması ile ortaya çıkmıştır. Bu raporda
küresel pazar koşullarında, ABD’nin Batı Avrupa ve Japonya ile rekabet edebilmesini sağlayacak adımlardan bahsedilerek üç ana konu üzerinde duruluyordu(Kidd,1994):
İmalat alanında oluşan yeni rekabetçi ortam, değişimi zorunlu kılmaktadır.
Rekabetçi avantaj kazanabilmek için yüksek kaliteli ve kişiselleştirilmiş ürünlere olan talebi derhal karşılamak gerekmektedir.
Çeviklik kazanabilmek için değişime iten güçlere cevap vermek ve çevik yetenekleri kazanmak gereklidir.
Değişen müşteri ihtiyaçlarına çabuk cevap verebilmektir (Kusiak ve He, 1997).
En genel şekliyle Çevik Üretim; “sürekli ve beklenmedik değişimlerin yaşandığı rekabet ortamında hayatta kalabilmek ve başarılı olabilmek için, değişen pazara, müşteriye özel (customerdesigned) ürün ve hizmetler ile çabuk ve etkin bir şekilde tepki verme yeteneği” olarak tanımlanmaktadır (US Agility Forum Literature).
Genel olarak “Çeviklik”; daha önceden tahmin edilemeyen, kestirilemeyen ortamlarda kullanılabilecek genel bir strateji olarak tanımlanmaktadır.
Her firmanın kendine has bir felsefesinin olduğu ve farklı çevresel faktörlerin etkisinde üretim yaptığı göz önüne alındığında denilebilir ki tüm firmalara veya her duruma uygun tek bir çeviklik kavramı söz konusu değildir.
Çeviklik kapsamındaki “Hızlı Ortaklık” (RapidPartnership) kavramı KOBI’ler için oldukça önemlidir.

162
Çeviklik kavramı teorik açıdan gelişmeye devam etmektedir. Bu sebeple, literatürde üretim, değişimle olan ilişki, işbirliği, yaratıcılık vb. gibi farklı konulara ağırlık veren çok sayıda tanımlama mevcuttur.
Gerekli aktifleri, bilgiyi ve ilişkileri bir araya getirerek; yenilik yapma ve rekabet olanaklarını elde etmek için yeni fırsatları bulma yeteneğidir [Goldmanv.d., 1995].
Çeviklik, sürekli değişen pazar koşullarında müşterinin istediği ürün ve hizmetleri sunabilmek için yeniden yapılandırılabilir kaynak ve uygulamaların, bilgi açısından zengin bir ortamda entegre edilmesi suretiyle hız, esneklik, innovasyon, kalite ve karlılık gibi rekabet esaslarının keşfedilmesidir.
Çevik Üretim Sisteminin Özellikleri
Kütle üretim kalıplarının dışına çıkarak, standart ürünleri müşterilerin ihtiyaç duydukları zaman ve yerde, ihtiyaç duydukları miktarda üretmeyi ifade eder.
Fırsat ekonomisinden ziyade ölçek ekonomisi için çalışır,
Artan müşteri tercihleri ve tahmini müşteri ihtiyaçları çevik üretim sisteminin bir parçasıdır,
Atölye veya fabrika alanı ile sınırlı kalmak yerine bütüne yönelik bir bakış açısı gerektirir,
Pazara yeni ürün sunumunda, çoklu şirket değerlerine dayalı gerçek işletme oluşumuna hız verir,
Ürün geliştirme ve gerçek işletme asında coğrafik veya yorumsal limitler olmaksızın çok daha şeffaf ve zengin bilgi akışı gerektirir.
Çevikliğin Çeşitleri
Sambamurthy (2003), üç çeşit çeviklikten bahsetmektedir;
müşteri çevikliği,
iş ortaklığı çevikliği
operasyonel çeviklik
Müşteri Çevikliği
Rekabetçi hareketlerin değiştirilmesi ve yenilik yapmak için gerekli fırsatların araştırılması ve değerlendirilmesinde müşterilere de yer verilmesi, firmaların rekabetçi hareket fırsatlarını ortaya çıkarma ve pazar bilgisini elde etmede, müşteri fikrini ön plana
çıkartma yeteneğidir[Kohli ve Jaworski, 1990].

163
İş Ortaklığı Çevikliği
Birleşmeler, ortaklıklar ve ortak yatırımlar yapmak suretiyle tedarikçilerin, dağıtıcıların, taşeron imalatçıların ve lojistik sağlayıcıların aktiflerini, yeteneklerini ve bilgisini ön plana çıkarma yeteneğidir [Venkatraman ve Henderson, 1998]. Firmalara, yenilik yapma ve rekabetçi hareket için fırsatları araştırarak, stratejik, genişletilmiş veya sanal bir ortaklık ağı kurma olanağı verir [Choudhury ve Xia, 1999].
Operasyonel Çeviklik
Firmaların iş süreçlerinin, yenilik yapma ve rekabetçi hareket için fırsatlardan yararlanmada hız, kesinlik ve maliyet ekonomisini başarma yeteneğini ifade etmektedir. Firmalara, dinamik pazar şartlarının değerlendirilmesi için mevcut süreçleri hızla yeniden
tasarlayabilme ve yeni süreçleri yaratabilme garantisi sağlar.
Müşteri, İş Ortaklığı ve Operasyonel Çevikliğin ortak noktası kurumsal yetenekler yani, kurumsal yapı, kültür ve beceridir. Diğer bir deyişle bir işletmenin çevikliği, o işletmenin hem iç hem de dış yeteneklerine bağlıdır [Backhouse ve Burns, 1999]. Bu açıdan 2 çeşit çeviklik söz konudur:
İç Çeviklik
Dış Çeviklik
İç Çeviklik
Yeni ürünler ve ürün özellikleri konusunda müşteri isteklerine ve pazara çok çabuk yanıt verebilme yeteneğidir. Firma, kendi birimlerinin yapısı sayesinde iç çevikliği sağlamaya çalışmaktadır. Bu durum, kurumun stratejiler, organizasyon, teknoloji ve hatta çalışanlar gibi iç parçalarının iş ortamındaki öngörülemeyen olaylara, belirsizliğe ve değişime karşı yeniden programlanabilir, yeniden biçimlendirilebilir ve sürekli değiştirilebilir olmasını; aynı zamanda çok küçük lotlarda bile ekonomik işleyebilen üretim sistemlerine sahip olmasını gerektirir.
Dış Çeviklik
Dış Çeviklik ise kurumun ortaklar, tedarikçiler, dağıtımcılar ve hatta müşteriler gibi dış parçalarını iş ortamındaki öngörülemeyen olaylara, belirsizliğe ve değişime karşı yeniden yapılandırma ve değiştirme yeteneği olarak tanımlanır. Ürün Geliştirme konusundaki eş zamanlı faaliyetlerden dolayı sanal şirket (virtualenterprise) ile bağdaştırılmaktadır.
Sanal şirket, pazar taleplerine daha iyi yanıt vermek üzere çeşitli firmaların kaynak ve yeteneklerini geçici olarak birleştirmeleridir. [Backhouse ve Burns, 1999].
Sanal şirketin dış çevikliği sağlayabilmesi, alt birimlerinin iç çevikliği sağlamış olmasına bağlıdır.

164
Aynı anda hem içsel hem de dışsal çevikliğin sağlanması firma için en uygun durum olmayabilir. Önemli olan, sanal şirketin bütün olarak çevikliği sağlamış olmasıdır.
Sanal Şirket (Visual Enterprise)
Sanal şirket, pazar taleplerine daha iyi yanıt vermek üzere çeşitli firmaların kaynak ve yeteneklerini geçici olarak birleştirmeleridir. [Backhouse ve Burns, 1999].
Sanal şirketin dış çevikliği sağlayabilmesi, alt birimlerinin iç çevikliği sağlamış olmasına bağlıdır.
Aynı anda hem içsel hem de dışsal çevikliğin sağlanması firma için en uygun durum olmayabilir. Önemli olan, sanal şirketin bütün olarak çevikliği sağlamış olmasıdır.
2 şekilde Sanal Şirket oluşturmak mümkündür;
Büyük bir işletmenin, iş birimlerini yeniden organize edip öz yeteneklerine (corecompetencies) odaklanmak suretiyle Sanal Şirket gibi hareket etmesi
Küçük işletmelerin, bireysel olarak sağlayamayacakları miktar ve kalitede ürün ve hizmet sunabilmek için bir araya gelmeleri
Çevikliği Sağlayabilmenin Gerekleri
Çevikliğin ortaya çıkmasına neden olan temel etken değişimdir. Bu değişime ayak uydurabilmek / çevikliği sağlayabilmek için kullanılabilecek yöntem, teknoloji ve araçlar;
Çevikliğin Ana Prensipleri
Müşteriyi zenginleştirmek (enrichingthecustomer);
Değişimi ve belirsizliği yönetmek (masteringchangeanduncertainty)
İnsan kaynaklarını doğru kullanmak (leveraginghumanresources)

165
Rekabet edebilmek için işbirliği yapmak (cooperatingtocompete)
Müşteriyi zenginleştirmek (enrichingthecustomer);
Çevik firmaların ürünleri müşterileri için kişisel problemlerini karşılayacak birer çözümdür. Bu sebeple, müşteriye sunulan çözümün değeri müşterilerini zenginleştirecek şekilde fiyatlandırılmalıdır. Yani, firma değer tabanlı bir strateji oluşturmalıdır.
Değişimi ve belirsizliği yönetmek (masteringchangeanduncertainty);
Çevik firmalar, değişim ve belirsizlikle baş edebilecek şekilde organize edilmelidirler. Bunun için hiyerarşik yapıdan çok girişimci bir yapı kullanmalıdırlar.
İnsan kaynaklarını doğru kullanmak (leveraginghumanresources);
Çevik firmalar, zamana dayalı beceri ve bilgi kullanmaktadırlar. Bu nedenle, insan ve bilgi kaynaklarının stratejik etkisini arttıracak şekilde yatırımlar yapmalıdırlar.
Rekabet edebilmek için işbirliği yapmak (cooperatingtocompete);
Çevik bir firmada rekabet edebilme yeteneği işbirliği ile artmaktadır. Bu sebeple, firmalar, iç ve dış bünyede sanal şirket modelini kullanmalıdırlar.
Çevik Şirket
Çevik Şirket; sunduğu ürün ve hizmetlerin tasarım, imalat ve pazarlamasını, düşük ürün geliştirme zaman ve maliyetlerine adapte olmuş müşteri merkezli iş süreçlerinde bütünleştiren şirkettir.
Çevik Şirketlerin Özellikleri
Duyum
Öğrenme
Uyum Sağlayabilme
Verimlilik
Çabukluk
Yenilik
Esneklik
Eşzamanlılık
Çevik Üretim Sistemlerinde İnsan Yönetiminde Dikkat Edilecek Hususlar

166
Çalışanların(iş gücünün) sorumluluk alanları genişletilmelidir
Yaratıcılıklarını ortaya çıkaracak koşullar yaratılmalıdır
İş gücünün (özellikle Bilişim Teknolojileri konusunda) gelişimini sürekli hale getirmek için kesintisiz eğitim imkanı sağlanmalıdır.
İşbirliği ve gönüllü katılımı temel alan çatışma yerine uzlaşmayı esas alan bir işletme kültürü yaratılmalıdır.
İş gücünün yaptıkları iş ve süreçlere daha etkin katılımını sağlamak üzere yetkili kılınmalıdır.
Motivasyonları ve iş tatminleri arttırılmalıdır.
Yüksek becerilere sahip, motive olmuş ve güçlendirilmiş kalifiye personeli esnek teknolojiler ile bütünleştirmek gerekmektedir. Oluşturulması gereken bu yapı ile işletmeler arasında işbirliğine gidilmelidir.
Firmanın sahip olduğu yalın imalat sisteminin üstüne kurulan, ani ve belirsiz değişime ayak uydurabilen fiziksel, teknolojik ve yönetim organizasyonudur. “..çevik bir kuruluş, kendisine rekabet avantajı sağlayacak her fırsatı değerlendirebilecek esnekliğe sahip olmalı ve bu avantajları kazanmak için her türlü yeniliğe, işbirliğine açık olmalıdır...” .
Çevik Üretim Hangi Sektörlerde Kullanılır?
Yeni ürün ihtiyacı ve üretimi çok fazla ve çok hızlı olan sektörlerde
Ürün yelpazesi çok geniş sektörlerde
İlaç sektörü, metal endüstrisi, giyim endüstrisi, elektronik ve otomotiv endüstrilerinde sıkça kullanılır
Çevikliğin Ve Esnekliğin Anahtar Faktörleri
müşteri ihtiyaçlarını hızlı bir şekilde belirlemek
bu ihtiyaçlara dayalı olarak tasarım yapmak
hızlı şekilde kaliteli üretimi gerçekleştirmek
değişken taleplere cevap verebilmek
kriz durumlarında hızlı cevap verebilmek
Çevik üretim, sürekli olarak ve beklenmedik şekilde değişen rekabetçi çevrede gerçekleştirilen faaliyetlerde rekabet avantajı kazandırmaktadır.

167
Çevik üretimin 4 temel bileşeni;
Ürünün değerini müşteri belirler.
Değişim için, her an, her departman ve her çalışan hazırlıklı olmalıdır.
Çalışanlar bir işletmenin en değerli kaynaklarıdır ve çalışanların becerileri en üst düzeyde değerlendirilmelidir.
İşletmeler arasında sanal işbirlikleri kurulmalıdır.
Çevik üretim tarzını başarıyla uygulayan şirketlerin bazı özellikleri;
Tüm ürün ve hizmetlerin tasarımı, üretimi ve pazarlanmasında müşteriyle tümleşik bir süreç oluşturulması,
Merkezi karar alma yaklaşımının terk edilerek kararların fonksiyonel bilgi noktalarında alınması,
Üretim hacmi ne olursa olsun, birim maliyetlerdeki değişkenliğin azaltılarak kararlı bir yapıya kavuşturulması,
Üretim hacmini ve ürün çeşidini değiştirecek esnekliğin yaratılması,
Müşteriye, satıcıya, ürüne veya sürece ilişkin tüm verilerin saklandığı tümleşik veri tabanına kolay erişme olanağının yaratılması,
Çevik sistemlere dayalı olarak üretim yapan satıcılarla çalışılması,
Verilerin hızlı bir şekilde bilgiye dönüştürülmesi,
İşletme çapında müşteriye değer yaratma amacına yönelinmesi,
Kalitenin varsayılması, müşterilerden kalite için fazladan bir ödeme beklenmemesi,
Rakiplerle rekabetin yanısıra onlarla işbirliğine girilmesi,
İşletme içinde güven ortamının yaratılması, yetkilendirilmiş takımların oluşturulması, ödül ve tanınma sistemlerinin tasarlanması,
İşletmelerin boyutlarının küçülmesi

168
Tablo 4: Sürekli gelişme ile çevik üretim arasındaki temel farklar
Kaynak: Nagel ve Bahargave, 1994:332
Tablo 5: Kitlesel üretim, yalın üretim ve çevik üretimin çeşitli kriterlere göre farklılıaşması
Kaynak: Hormozi, 2001;s.135-138

169
Kütle üretim
Standart ürünler
Uzun Pazar yaşamı beklentisi
Tahmine göre üretim
Az bilgi içerir
Tek seferde satış
Üretim maliyetiyle fiyatlandırma
Çevik üretim
Özelleştirilmiş ürünler
Kısa Pazar yaşamı beklentisi
Siparişe göre üretim
Yüksek bilgi içerir
İlişkilerin devam etmesi
Müşteriye göre ücretlendirme

170
Çevik Üretimin 4 Prensibi
Ürünün değerini müşteri belirler.
Değişim için, her an, her departman ve her çalışan hazırlıklı olmalıdır.
Çalışanlar bir işletmenin en değerli kaynaklarıdır ve çalışanların becerileri en üst düzeyde değerlendirilmelidir.
İşletmeler arasında sanal işbirlikleri kurulmalıdır.
Yalın üretim
İsrafı minimize etmek
Kusursuz ilk kalite
Esnek imalat hatları
Sürekli geliştirme
Kütle üretimini esas alma
Ürün çeşitliliği için esnek üretim
Fabrika işlemlerine odaklanma
Tedarikçi yönetimine önem verme
Kaynakların etkili kullanımı
Düz üretim çizelgesi
Çevik üretim
Müşteri zenginleştirme
Rekabetçilikte gelişmek için işbirliği
Ana değişimi organize etme
Bilgi ve insanın etkisini üst düzeye çıkarma
Kütle özelleştirmesine önem verme
Özelleştirilmiş ürünlerde daha fazla esneklik
Girişim açılımı hedeflenir
Gerçek teşebbüsler kurma
Beklenmeyen değişmelere uyum sağlama
Değişimlere hızlı cevap verme

171
Çevik Üretim –İşletme Süreçlerinde Değişim Mühendisliği( BPR)
BPR, iş süreçlerinin verimliliğini iyileştirmeyi amaçlayan yönetim uygulamasıdır. İş süreçleri, sıfırdan oluşturuluyormuş gibi düşünülür ve böylelikle süreçlerde yapılacak iyileştirmelere karar verilir.
BPR, yenilikleri teşvik stratejisi ile iş süreçlerinde önemli iyileştirmeler yapma stratejisini birleştirir ve böylece şirket pazarda rakiplerine karşı daha güçlü ve başarılı bir konuma gelir.
Yalın Üretim~Çevik Üretim
Yalın Üretim, işletmenin kontrolü altındaki kaynakların verimliliğini maksimize etmeyi hedefler ve yüksek çıktı miktarının olduğu durağan (stable) ortamlar için uygundur.
Çevik Üretim ise, işletmenin, kendi kontrolü dışındaki sürekli değişim ve belirsizliğin hakim olduğu ortamda maksimum avantaj elde etmesini hedeflemektedir.
Şekil 42:İşletme süreclerinde değişim mühendisliği döngüsü
BPR, ile gerçekleştirilebilecek iyileştirmeler;
satışların artması
iş maliyetlerinin düşürülmesi
müşteri hizmetlerinin iyileştirilmesi

172
yeni teknolojilere adaptasyon kolaylığı
Şekil 43:İşletme süreçlerinde değişim mühnedisliği
Şekil 44: Sektör bilgileri ve deneyimleri

173
Çevik Üretim- Sanal Şirket
Piyasanın zorlu koşullarına cevap verebilmek için kendilerini hızlıca ve geçici süreliğine yeniden konfigüre edebilen, sonrasında ihtiyaca göre çözülen ya da başka bir duruma geçiş yapan şirketlerdir.
Sanal şirket, bilgi de dahil olmak üzere tüm kaynaklarını, pazarı ve müşterileri paylaşan, özel organizasyonel mimariler kullanarak küçük birimlerin bir araya gelerek daha büyük bir organizasyon gibi davrandıkları, oldukça dinamik ve yeniden konfigüre edilebilir bağlantılara sahip yapılardır. Sanal’ın buradaki anlamı, büyük şirketlerin birçok avantajının üyeler tarafından sentezlenmesidir. Fırsatlar zayıfladığında sanal şirketi oluşturan parçalar ayrılır ve diğer fırsatlarda farklı kombinasyonlarda tekrar biraraya gelir. Yeni yönetim araçlarının geliştirilmesiyle çevik sanal şirketler teorik olarak var olmanın ötesine geçerek gerçek hale gelmişlerdir.
Çevik Üretim-Kitlesel Kişiselleştirme
Kitlesel Kişiselleştirmenin Dört Yüzü;
Uyan Kişiselleştirme (AdaptiveCustomization)
Firma; ne ürünün ne de ürünün sunumunda bir değişiklik yapmaktadır. İş tamamen tüketicilere bırakılmaktadır.
Örneğin, herkes evine aynısından binlerce adet üretilen ütüden satın almakta, ancak ürünün içine yerleştirilen fonksiyonlarla kullanım esnasında ihtiyaç duyulan seçenek ayarlanabilmektedir. Işık seviyesini düzenleyebildiğimiz aydınlatmalar, çamaşır makineleri vs. örnek olarak verilebilir.

174
Ortak Kişiselleştirme (CollaborativeCustomization)
Ürünün / hizmetin yaratılma süreci, firma ile tüketicinin birlikte yürüttüğü çaba ile gerçekleşir. Eve özel yaptırılacak mobilya takımı için gidilen mobilyacıda, alternatif ahşap seçimleri, kumaş ve renk alternatifleri arasında yapılan tercihler ile özel hissettiren bir ürünün ortaya çıkması örnek olarak verilebilir. Dünyaca ünlü Japon optik perakendecisi Paris Miki’nin, tüketicilere uygun kişiselleştirme çözümleri sunmaları sayesinde şu an dünyada bin 200’den fazla satış noktası bulunmaktadır.
Kozmetik Kişiselleştirme (CosmeticCustomization)
Ürünün farklılaştırılmasından ziyade, sunumunda yapılan bir değişiklikle kişiselleştirme sağlanmaktadır. Adından da anlaşılacağı gibi biraz daha şekilsel bir farklılık söz konusudur. Küçük, orta, büyük boy paketlerde satılan cipsler, farklı büyüklükte ambalajlarla satılan içecekler örnek olarak verilebilir.
Şeffaf Kişiselleştirme (TransparentCustomization)
Kozmetik Kişiselleştime’nin tersine ürünün sunumunda değil içeriğinde değişiklik söz konusudur. Tüketiciyi yormadan, onlara hizmet ederken elde edilen tecrübelerden ortaya çıkan kişiselleştirmeler söz konusudur. Dünyada bu işi en güzel yapan firmalardan biri, RitzCarlton Otelleri’dir. RitzCarlton Otelleri’nde konakladıkça talep ve tercihler sisteme işlenmekte ve bir sonraki konaklamalarda önceki tercihler göz önünde bulundurularak müşteriye hizmet verilmektedir. Yani dünyanın neresinde olursa olsun daha çok Ritz’te kaldıkça daha fazla kişiselleştirilmiş bir hizmet alınmaktadır.
Yeşil Üretim
Yeşil Üretim, çevre dostu iş süreçleri sayesinde edinilen karlılığa odaklanan bir iş stratejisidir.
Toyota Prius'ta daha yeşil üretim
Yeni Prius modelinin üretim süreci, otomobili üretmek için gereken enerji miktarını azaltacak şekilde organize edilmiş ve böylece üretim sırasında salınan CO2 emisyonu daha önceki Prius üretim fabrikasına oranla %31 azaltılmıştır.Zemin döşemesinde özel bir bitkisel Eko-plastik kullanılmıştır. Böylece, üretim sırasında salınan CO2 emisyonu daha da azaltılmıştır.
Kullanılan aküler daha küçük ve daha etkilidir. Bu sayede, bir önceki Prius nesliyle karşılaştırıldığında, imalat sırasında %33 daha az CO2 emisyonu ortaya çıkmıştır. Toyota
Prius, %90 geri dönüştürülebilir bir otomobildir!

175
Şekil 45:Yeşil üretim döngüsü

176
KAYNAKLAR
Aaker, D.A., and Mascarenhas, B. (1984), The need for strategic flexibility, The
Journal of Business Strategy, Vol. 5, No. 2, Autumn, pp. 74-82
Abernathy, W.J., and J.M. Utterback (1978), Patterns of industrial automation,
Technology Review, Vol. 80, No. 7, pp. 40-47
Ackoff, R.L. (1971), Towards a system of systems concepts, Management Science,
Vol. 17, No. 11: pp. 661-671
Ackoff, R.L. (1981), Creating the corporate future, New York: Wiley & Sons
Adams, M. (1996), Activity-based costing (ABC) and the life insurance industry, The
Service Industries Journal, 16, 4, pp. 511-526.
Adler, P.S., Goldoftas, B., and Levine, D. (1999), Flexibility versus efficiency? A case
study of model changeovers in the Toyota production system, Organisation Science, Vol. 10,
pp. 43-68
Agrawal, M., Kumaresh, T.V. & Mercer, G.A. 2001. The false promise of mass
customization. The McKinsey Quarterly. No. 3, 62-71
Åhlström, P. & Westbrook, R. 1999. Implications of mass customization for operations management: an exploratory survey. Int. J. of Operations & Production
Management. Vol. 19. No. 3, 262-274
Alchian, A.A., and Demsetz, H. (1972), The property rights paradigm, Journal of
Economic History, Vol. 33, pp. 16-27
Aldanondo, M. Rougé, S. & Véron, M. 2000. Expert configurator for concurrent
engineering: Caméléon software and model. J. of Intelligent Manufacturing. Vol. 11. 127-134
Aldanondo, M., Véron, M. & Fargier, H. 1999. Configuration in manufacturing industry, requirements, problems, and definitions. In Proc. of the IEEE Int. Conf. on Systems,
Man, and Cybernetics. Vol. 6. 12-15 Oct. 1999. 1009-1014
Allen, F. (1983), Reputation and product quality, Rand Journal of Economics, Vol. 15,
No. 3, pp. 3311-3327
Alter, S. (1977),A taxonomy of decision support systems, Sloan Management
Review,19, 1, pp. 39-56.
Andersen, D. (1997) Agile Product Development For Mass-Customization, Irwin,
USA.

177
Andersen, K.V., N. Bjorn-Andersen, N.C. Juul (1999), Electronic Commerce and
Document Interchange: EDI Application in the Private and Public Sector,
http://www.edi.dk/EDI_5.htm.
Anderson, D.M., B.J. Pine II (1997), Agile Product Development for Mass
Customization, Irwin Professional Publishing, Chicago.
Anderson, J.C., Hakansson, H., and Johanson, J. (1994), Dyadic business relationship
within a business network context, Journal of Marketing, Vol. 58, No. 4, October, pp. 1-15
Armour, H.O., and Teece, D.J. (1980), Vertical integration and technology innovation,
Review of Economics and Statistics, Vol. 60, pp. 470-474
Arnold, U. (2000), New dimensions of outsourcing: A combination of transaction
economics and the core competence concept, European Journal of Purchasing & Supply
Chain Management, Vol. 6, pp. 23-29
Atkinson, J. (1985), Flexibility: planning for an uncertain future, Manpower Policy
and Practice, Summer, Vol. 1
Atkinson, J. (1987), Flexibility or fragmentation?, Labour and Society, Vol. 12, pp.
87-105
Backhouse, C.J., Burns, N.D. (1999), “Agile value chains for manufacturing -
İmplications for performance measures” , International Journal of Agile Management
Systems, Vol.1, Iss. 2; pg. 76.
Baer, T., “With Group Technology Nobody Reinvents the Wheel.” Mechanical Engineering, November 1995.
Balakrishnan, S., and Koza, M. (1993), Information asymmetry, adverse selection and
joint-ventures, Journal of Economic Behaviour & Organization, Vol. 20, pp. 99-117
Baldwin, C.Y., and Clark, K.B. (1997), Managing in an age of modularity, Harvard
Business Review, Vol. 75, Sept-Oct, pp. 84-93
Baldwin, C.Y., and Clark, K.B. (2000), Design rules: The power of modularity,
Cambridge, Massachusetts: Massachusetts Institute of Technology Press
Barad, M. (1992), Impact of some flexible factors in flexible manufacturing systems:
A performance evaluation approach, International Journal of ProductionResearch, Vol. 30,
No. 11, pp. 2587-2602
Baralla, J.G., “Handbook of Product Design for Manufacturing.” McGraw-Hill, 1988.
Bardakci, A. & Whitelock, J. 2003. Mass-customisation in marketing: the consumer
perspective. J. of Consumer Marketing. Vol. 20. No. 5, 463-479

178
Barkan, P., “The Benefits and Limitations of Structured Design Methodologies.” ASME, Manufacturing Review, vol. 6, no. 3, September 1993.
Barker, V.E. & O'Connor, D.E. 1989. Expert systems for configuration at Digital:
XCON and beyond. Communications of the ACM. Vol. 32. No. 3, 298-318
Barney, J. (1991), Firm resources and sustained competitive advantage, Journal of
Management, Vol. 17, pp. 99-120
Barney, J. (2001), Gaining and sustaining competitive advantage, Englewood- Cliff,
New Jersey: Prentice Hall
Barney, J., and Hansen, M.H. (1994), Trustworthiness as a source of competitive
advantage, Strategic Management Journal, Vol. 15, pp. 175-190
Bauer, J. (1992), JIT auf neuen Wegen, Automobil Produktion, Vol. 6, Dezember, pp.
74-79
Baykasoğlu A., Dereli, T. (2001), “Çevik (Tepkisel) Üretim” , Otomasyon Dergisi,
Aralık 2001, pp. 132-136.
Benbasat, I., B.R. Nault (1990), An Evaluation of Empirical Research in Managerial
Support Systems, Decision Support Systems, 6, pp. 203-226.
Benbasat, I., D.K. Goldstein, M. Mead (1987), The Case Research Strategy in Studies
ofInformation Systems, MIS Quarterly, 11, 3, pp. 369-386.
Bengtsson, L. (2001), Outsourcing manufacturing: An analysis of a learning dilemma,
Proceedings of the 4th intentional QMOD conference, Sweden
Benjaafar, S. (1994), Models for performance evaluation of flexibility in
manufacturing systems, International Journal of Production Research, Vol. 32, No. 6, pp.
1383-1402
Benjamin, R., Malone, T., and Yates, J. (1986), Electronic markets and electronic
hierarchies: effects of information technology on market structures and corporate strategies,
Communications of the ACM, Vol. 30. No. 6, pp. 484-497
Benjamin, R.I., R. Wigand (1995), Electronic markets and virtual value chains on the
information superhighway, Sloan Management Review, Winter 1995, pp. 62-72.
Berman, B. 2002. Should your firm adopt a mass customization strategy? Business
Horizons. Vol. 45. No. 4, 51-60
Bernardo, J.J., and Mohamed, A. (1992), The measurement and use of operational
flexibility in the loading of flexible manufacturing systems, European Journal of Operational
Research, Vol. 60, pp. 144-155

179
Bidgoli, H. (1989), Decision Support Systems: Principles and Practice, West
Publishing, New York.
Billington C., and Fleming, L. (1998), Technological evolution, standard interfaces,
Boothroyd, et al., “Computer Aided Design for Assembly.” Assembly Engineering, February, 1993.
Boothroyd, et al., “Design for Assembly: Selecting the Right Method.”, Machine Design, December, 1983.
Boothroyd, G. “Make it Simple Design for Assembly.” Mechanical Engineering, February 1988.
Boothroyd, G., “Design for Assembly.” Mechanical Engineering, February 1988.
Box G., et al., “Statistical Tools for Improving Designs.” Mechanical Engineering, January 1988.
Box”, http://www.hp.com/cposupport/printers/support_doc/bpd05121.html
Boynton, A.C., B. Victor (1991), Beyond Flexibility: Building and Managing the
Dynamically Stable Organization, California Management Review, Fall 1991, pp. 53-66.
Brewer, H.L. (1981), Investor benefits from corporate international diversification,
Journal of Financial and Quantitative Analysis, Vol. 16, pp. 113-126
Brill, P.H., and Mandelbaum, M. (1989), On measures of flexibility inmanufacturing
systems, International Journal of Production Research, Vol. 27, No.5, pp. 747-756
Broekhuizen, T.L.J. & Alsem, K.J. 2002. Success Factors for Mass Customization: A
Conceptual Model. Journal of Market-Focused Management. Vol. 5. No. 4, 309-330
Broniarczyck, Susan M., Wayne D. Hoyer and Leigh McAlister (1998), “Consumers’ Perceptions of the Assortment Offered in a Grocery Category: The Impact of Item
Reduction,” Journal of Marketing Research 35(May), 166-176.
Brown, M.W., and Cudeck, R. (1993), Alternative ways of assessing model fit: Testing
structural equation models, Newbury Park: Sage
Browne, J., Dubois, D., Rathmill, K., Sethi, S.P., and Strecke, K.E. (1984),
Classification of flexible manufacturing systems, FMS Magazine, April, pp.14-17
Bund, M. (1998), Modulare Fertigungsstrukturen, Das Wirtschaftstudium, No. 5,pp.
566-568
Burgam, P.M.,Design of Experiments-The Taguchi Way.” Manufacturing Engineering, May, 1985

180
Byrne, J.A., R. Brandt, O. Port (1993), The Virtual Corporation: the company of the
future will be the ultimate in adaptability, Business Week, Feb. 8, pp. 98-102.
Cadogan, J.W., Diamantopolous, A., and De Mortanges, C.P. (1999), A measure of
export market orientation: Scale development and cross-cultural validation, Journal of
International Business Studies, Vol. 30, No. 4, pp. 689-707
Carllson, B. (1989), Flexibility and the theory of the firm, International Journal of
Industrial Organization, Vol. 7, pp. 179-203
Carston, P., Lanier, P., and Carston, K. (2000), Clearing the path through the
management fashion jungle, American Academy of Management Journal, Vol. 43, No. 6, pp.
73-84
Carter, M.F. (1986), Designing flexibility in automated manufacturing systems,
Proceedings of the second ORSA/TIMS Conference, Amsterdam, pp. 107-118
Caves, R.E., and Bradburd, R.M. (1988), The empirical determinants of vertical
integration, Journal of Economic Behaviour and Organization, Vol. 9, pp. 265-279
Chandra, P., and Tombak, M.M. (1992), Models for the evaluation of routing and
machine flexibility, European Journal of Operational Research, Vol. 60, pp. 156-165
Chase, R.B., and Aquilano, N.J. (1977), Production and operations management: A
life cycle approach, Homewood, Illinois: Irwin
Chatterjee, Subimal and Timothy B. Heath (1996), “Conflict and Loss Aversion in Multiattribute Choice: The Effects of Trade-Off Size and Reference Dependence on Decision
Difficulty,” Organizational Behavior and Human Decision Processes 67(2), 144-155.
Chen, I.J., Calantone, R.J., and Chung, C-H. (1992), The marketing manufacturing
interface and manufacturing flexibility, Omega International Journal of Management Science,
Vol. 20, No. 4, pp. 431-443
Cheng, K., Harrison, D.K., ve Pan, P.Y. (1998), “Implementation of agile manufacturing — an AI and Internet based approach” , Journal of Materials Processing
Technology , Vol.76, 96–101.
Chwelos, P., I. Benbasat, A.S. Dexter (1997), The adoption and impact of Electronic
Data Interchange: A test of internal and external factors, International Conference on
Information Systems, Atlanta, Georgia, 1997, pp. 442-443.
Cooper, R. (1988), The rise of Activity Based Costing - part one: What is an Activity
Based Cost System?, Journal of Cost Management, Summer 1998, pp. 45-54.
Copeland, T.E., and Antikarov, V. (2001), Real options: A practitioner’s guide,

181
Cowell, D. 1988. New service development. J. of Marketing Management. Vol. 3 No.
3, 296-312
Cox, T. (1989), Towards the measurement of manufacturing flexibility, Production
Crowston, K. (1997), A Coordination Approach to Organizational Process Design,
Organization Science, 8, 2, pp. 157-175.
Curry, J., M. Kenney (1999), Beating the Clock: Corporate responses to rapid change
in the PC industry, California Management Review, 42, 1, pp. 8-36.
Cusumano, M., and Nobeoka, K. (1998), Thinking beyond lean, New York: Free Press
D’Aveni, R. (1994), Hypercompetition: Managing the dynamics of strategic
manoeuvring, New York: Free Press
da Silveira, G., Borenstein, D. & Fogliatto, F.S. 2001. Mass customization: Literature
review and research directions. Int. J. of Production Economics. Vol. 72. 1-13
Dabholkar, Pratibha A. and Richard Bagozzi (2002), “An Attitudinal Model of Technology-Based Self Service: Moderating Effects of Consumer Traits and Situational
Factors,” Journal of the Academy of Marketing Science 30(3), 184-201.
Daft, R.L., A.Y. Lewin (1993), Where are the theories of the "new" organizational
forms? An editorial essay, Organization Science, 4, 4, pp. i-vi.
Daft, R.L., and Lewin, A.Y. (1993), Where are the theories for the new organizational
forms?, Organization Science, Vol. 4, No. 4, pp. i-iv
Davenport, T.H., J.E. Short (1990), The new industrial engineering: information
technology and business process redesign, Sloan Management Review, 31, 4, pp. 11-27.
Davidow, W.H., M.S. Malone (1992), The virtual corporation: structuring and
revitalizing the corporation for the 21st century, Harper Business, New York.
De Graaf, S. (1999), Designing efficient supply chains: the case of KLM Cargo and
SKF, Graduation thesis, Erasmus University Rotterdam.
De Toni, A., and Tonchia, S. (1998), Manufacturing flexibility: a literature review,
International Journal of Production Research, Vol. 38, No. 6, pp. 1587-1617
Deming, W.E. (2000), Out of the crisis, Cambridge, Massachusetts: Massachusetts
Institute of Technology Press
Developments In Market Segmentation”, European Journal Of Marketing, v.31,
n.11/12,

182
Devlin, J.F. 1997. Adding value to retail financial services. J. of Marketing Practice:
Applied Marketing Science. Vol. 3. No. 4, 251-267
Dickson, P.H., and Weaver, K.M. (1997), Environmental determinants and individual
level moderators of alliance use, Academy of Management Journal, Vol. 40, No. 2, pp. 404-
425
Die Kunst liegt in der Strukturierung, VDI-Zeitschrift, Band 138, No. 11-12, pp. 44-
48
Dill, W.R. (1958), Environments an influence on managerial autonomy,
Dixon, J.R. (1992), Measuring manufacturing flexibility: An empirical investigation,
European Journal of Operational Research, Vol. 60, pp. 131-143
Donk, D. van, De Vries, P., and Van de Water, H. (1991), Towards a conceptual
framework of the production function, International Journal of Operations & Production
Management, Vol. 11, No. 1, pp. 32-40
Donnelly, T.A., “Robust Product Design.” Machine Design, October 8, 1988.
Duray, R. 2002. Mass customization origins: mass or custom manufacturing? Int. J. of
Operations & Production Management. Vol. 22. No. 3, 314-328
Dyer, J.H., and Ouchi, W. (1993), Japanese style partnerships: Giving companies a
competitive edge, Sloan Management Review, Vol. 31, pp. 51-63
Dyer, J.H., and Singh, H. (1998), The relational view: cooperative strategy and the
source of inter-organizational competitive advantage, Academy of Management Review, Vol.
23, pp. 660-679
Eberts, R.E. (1994), User Interface Design, Prentice Hall, Englewood Cliffs, NJ.
Eccles, R.G. and Nohria, N. (1992), Beyond the hype: Rediscovering the esence
Econometrics, Amsterdam: North Holland, 2384-2438.
Eicher, J.P. (1997), Post-Heroic Leadership: Managing the Virtual Organization,
Performance improvement, 36, 2, pp. 5-10.
Ellram, L.M. (1991), A managerial guideline for the development and implementation
of purchasing partnerships, International Journal of Purchasing and Materials Management,
Summer, pp. 10-16
Ellram, L.M. (1991), Supply Chain Management: The Industrial Organisation
Perspective, International Journal of Physical Distribution & Logistics Management, 21, 1,
pp. 13-22.

183
Ellram, L.M. (1996), The use of case study method in logistics research, Journal of
Business Logistics, Vol. 17, No. 2, pp. 93-138
Emery, F.E., and Trist, E. (1965), The causal texture of organizational environments,
Human Relations, Vol. 18, pp. 21-31
Englewood Cliffs, NJ.
Englman, S. (1993), Securing the virtual corporation, Security Management, 37, 11,
pp. 28-30.
Ettlie, J.E. (1994), Hybrid not lean manufacturing, Production, Vol. 106, No. 8, pp.
16-70
Evans, J.S. (1991), Strategic flexibility for high technology manoeuvres: a conceptual
framework, Journal of Management Studies, 28, 1, pp. 69-89.
Evans, J.S. (1994), Strategic flexibility for high technology manoeuvres: A conceptual
framework, Journal of Management Studies, Vol. 28, No. 1, pp. 69-89
Evens, B., “Simultaneous Engineering.” Mechanical Engineering, February 1985.
Eversheim, W., and Schuh, G. (1993), Produktion und Management, 7 Auflage,
Berlin: Springer
Eversheim, W., Schenke, F.-B., and Warnke, L. (1998), Komplexität im Unternehmen verringern und beherrschen -optimale Gestaltung von Produktionssystemen, in: Adam, D.
(eds.), Komplexitätsmanagement, Schriften zur Unternehmensführung, Band 61, Wiesbaden
Eversheim, W., Schernikau, F.-B., and Goeman, D. (1996), Module und Systeme:
Fayerweather, J. (1969), International business management: Conceptual framework,
New York: McGraw-Hill
Fayol, H. (1949), General and industrial management, London: Pitman
Feitzenger, E. & Lee, H.L. (1997) “Mass-Customization At Hewlett-Packard: The
Power Of
Feitzinger, E., H.L. Lee (1997), Mass Customization at Hewlett-Packard: The Power
of Postponement, Harvard Business Review, Jan.-Feb. 1997, pp. 116-121.
Felan III, J.T., Fry, T.D., and Phillipom (1993), Labour flexibility in a dual-resource
constrained job shop, International Journal of Production Research, Vol. 31, No. 1, pp. 2487-
2506

184
Ferdows, K., and De Meyer, A. (1990), Lasting improvements in manufacturing
performance: In search of a new theory, Journal of Operations Management, Vol. 9, No. 2,
pp. 168-184
Finlay, P.N., J.M. Wilson (1997), Validity of Decision Support Systems: Towards a
Validation Methodology, Systems Research and Behavioral Science, 14, 3, pp. 169-182.
Fisher, M., Jain, A., and MacDuffie, J.P. (1995), Strategies for product variety: lessons
from the auto industry, in: Bowman, E.H., and Kogut, B.M. (eds.), Redesigning the firm,
Oxford University Press
Fitzsimmons, J.A. & Fitzsimmons, M.J. 2004. Service Management – Operations,
Strategy, and Information Technology. 4th Edition. ISBN 0-07- 121457-7. McGraw-Hill,
2004
Flynn, L.J. (1999) “Built To Order: How Relationship Management Technology Is
Driving
Fodor, J.A. (1983), The Modularity of Mind, MIT Press, Cambridge, Massachusetts.
Fohn, S.M., Liau, J.S., Greef, A.R., Young, R.E. & O'Grady, P.J. 1995. Configuring
computer systems through constraint-based modeling and interactive constraint satisfaction.
Computers in Industry. Vol. 27. 3-21
Forever” Harvard Business Review, March-April, p.103-115.
Forza, C. & Salvador, F. 2002a. Managing for variety in the order acquisition and
fulfilment process: The contribution of product configuration systems. Int. J. of Production
Economics. Vol. 76. 87-98
Forza, C. & Salvador, F. 2002b. Product configuration and inter-firm co-ordination: an
innovative solution from a small manufacturing enterprise. Computers in Industry. Vol. 49.
37-56
Franke, N. & Piller, F. 2004. Value Creation by Toolkits for User Innovation and
Design: The Case of the Watch Market. J. of Product Innovation Management. Vol. 21. 401-
415
Franke, N. & Piller, F.T. 2003. Key research issues in user interaction with user
toolkits in a mass customisation system. Int. J. of Technology Management. Vol. 26. No. 5/6,
578-599
Gage, W.L., “Value Analysis, McGraw-Hill, Inc, New York, 1967.
Galliers, R.D., F.F. Land (1987), Choosing appropriate information systems
methodologies, Communications of the ACM, 30, 11, pp. 900-902.

185
Galvin, P. (1999), Product modularity, information structures and the diffusion of
innovation, International Journal of Technology Management, 17, 5, pp. 467-479.
Garrahan, P., and Stewart, P. (1992), The Nissan enigma: flexibility at work in a local
economy, London: Mansell
Gerwin, D. (1993), Manufacturing flexibility: A strategic perspective; Management
Science, Vol. 39, No. 4, pp. 395-410
Ghoshal, S., and Moran, P. (1996), Bad for practice: a critique of transaction cost
theory, Academy of Management Review, Vol. 21, No. 1, pp. 13-47
Ghoshal, S., and Nohria, N. (1993), Horses of courses: organizational forms for multi-
national corporations, Sloan Management Review, Winter, pp. 12-23
Gilmore, J.H. & Pine, B.J. (1997), “The Four Faces of Mass-Customization”, Harvard
Gilmore, J.H., B.J. Pine II (1997), Beyond goods and services: Staging experiences
and guiding transformations, Strategy & Leadership, May/June 1997, pp. 11-17.
Glaser, B.G., A. Strauss (1967), The Discovery of Grounded Theory: Strategies for
Qualitative Research. Chicago, IL: Aldine Publishing Co.
Goldman, S.L., R.N. Nagel, K. Preiss (1995), Agile Competitors & Virtual
Organizations: Strategies for Enriching the Customer, Van Nostrand Reinhold, New York.
Goldratt, E.M. (1994), Theory of constraints, New York: Gower
Grandori, A. (1997), An Organizational Assessment of Interfirm Coordination Modes,
Organization Studies, 18, 6, pp. 897-925.
Grant, R.M. (1987), Multinationality and performance among British manufacturing
companies, Journal of International Business Studies, Vol. 18, pp. 78-89
Gries, E. (1994), Entwicklung prozessorientierter Montageversorgungssysteme in der
Automobilindustrie, Berlin: Springer
Griffin, A. (1993), Metrics for Measuring Product Development Cycle Times, Journal
of Product Innovation Management, 10, 2, pp. 112-125.
Grönroos, C. 2000. Service Management and Marketing: A Customer Relationship Management Approach. Second Edition. ISBN 0-471-72034-8. John Wiley & Sons, Ltd.,
2000
Gunasekaran, A. 1999, “Agile manufacturing: A framework for research and development” , Int. J. Production Economics, vol. 62, 87-105.

186
Gunasekaran, A. ve Yusuf, Y. Y. 2002, Agile manufacturing: a taxonomy of strategic
and technological imperatives, Int. J. Production Economics, vol. 40, No. 6, 1357-1385.
Gupta, D., and Buzacott, J.A. (1989), A framework for understanding flexibility of
manufacturing systems, Journal of Manufacturing Systems, Vol. 8, No. 2, pp. 89-97
Gupta, Y., and Somers, T. (1992), The measurement of manufacturing flexibility,
European Journal of Operational Research, Vol. 60, pp. 166-182
Gupta, Y., and Somers, T. (1996), Business strategy, manufacturing flexibility, and
organizational performance relationships: A path analysis approach, Production
Günter, A. & Kühn, C. 1999. Knowledge-Based Configuration – Survey and Future
Directions. In Puppe, F. ed. XPS-99: Knowledge Based Systems, Proc. of the 5th Biannual
German Conf. on Knowledge Based Systems. Springer Lecture Notes in Artificial
Intelligence 1570.
Ham, J.C. van, Paauwe, J., and Williams, A.R.T. (1986), Flexibiliteit en stabiliteit van
de arbeitsorganisatie, Economische Statistische Berichten, pp. 1196-1200
Hamel, G. (1991), Competition for competence and inter-partner learning within
international strategic alliances, Strategic Management Journal, Vol. 12, pp. 83-103
Harry, M.J., “The Nature of Six Sigma Quality.” Motorola, Inc., Government Electronics Group.
Hart, C.W.L. 1995. Mass customization: conceptual underpinnings, opportunities and
limits. Int. J. of Service Industry Management. Vol. 6. No. 2, 36-45 model. Int. J. of
Operations & Production Management. Vol. 17. No. 1, 29-45
Harvey, L. (1987), Factors affecting response rates to mailed questionnaires: A
comprehensive literature review, Journal of the Market Research Society, Vol. 29,No. 3, pp.
341-353
Hatcher, L. (1994), A step by step approach to using the SAS® system for factor analysis and structural equation modelling, Publication by the SAS Institute, New York
Hayes, R.H., and Wheelwright, S.G. (1979), The dynamics of process-product life
cycles, Harvard Business Review, March-April, pp. 127-136
Heath, Timothy B., Gangseog Ryu, Subimal Chatterjee, Michael S. McCarthy, David
L.
Heatley, J., Agraval, R. & Tanniru, M. 1995. An evaluation of an innovative
information technology - the case of Carrier EXPERT. J. of Strategic Information Systems.
Vol. 4. No. 3, 255-277

187
Henderson, J.C., N. Venkatraman (1993), Strategic alignment: leveraging information
technology for transforming organizations, IBM Systems Journal, 32, 1, pp. 4-16.
Henderson, R., and Clark, K. (1990), Architectural innovation: The reconfiguration of
existing product technologies and failure of established firms, Administrative Science
Quarterly, Vol. 35, pp. 9-30
Hewlett Packard (2001) “Hp DeskJet Printers- Why Printer Cable Is Not Included In
The
Hickson, D.J., Pugh, D.S., and Pheysey, D.C. (1965), Operations technology and
organization structure: An empirical reappraisal, Administrative Science Quarterly, Vol. 14,
pp. 378-397
Hill, R.W. (1972), The Nature of Industrial Buying Decisions, Industrial Marketing
Management, 2, October, pp. 45-55.
Hill, R.W. (1973), Marketing Technological Products to Industry, Pergamon Press,
Oxford, England.
Hill, T. (1985), Manufacturing strategy, London: MacMillan
Hitt, M., B. Keats, S. DeMarie (1998), Navigating in the New Competitive Landscape:
Building Competitive Advantage and Strategic Flexibility in the 21st Century, Academy of
Management Executive, 12, 4, pp. 22-42.
Holland, C.P., A.G. Lockett (1997), Mixed Mode Network Structures: The Strategic
Use of Electronic Communication by Organizations, Organization Science, 8, 5, pp. 475-488.
Holland, J.H. (1992), Adaptation in Natural and Artificial Systems, 2nd edition, Ann
Arbor, Mich.: University of Michigan Press.
Hoogeweegen, M.R. (1997), Modular Network Design: Assessing the impact of EDI,
Ph.D. Thesis, Erasmus University, Rotterdam, The Netherlands.
Horvath, P., Seidenschwarz, W., and Sommerfeldt, H. (1993), Kostenmanagement:
Warum die Schildkröte gewinnt, Harvard Business Manager, Vol. 15, No. 3, pp. 73-81
Hosenfeld, W.-A. (1993), Gestaltung der Wertschöpfungs-, Innovations- und
Logistiktiefe von Zulieferant und Abnehmer, Dissertation, Technische Universität München
Hout, T., Porter, M.E., and Rudden, E. (1982), How global companies win out,
Harvard Business Review, Sept-Oct, pp. 98-108
Huber, Joel, Dick R. Wittink, John A. Fiedler and Richard Miller (1993), “The Effectiveness of Alternative Preference Elicitation Procedures in Predicting Choice,” Journal
of Marketing

188
Huffman, C. & Kahn, B.E. 1998. Variety for Sale: Mass Customization or Mass
Confusion? J. of Retailing. Vol. 74. No. 4, 491-513
Huffman, C., B. Kahn, Variety for Sale: Mass Customization or Mass Confusion?,
Journal of Retailing, Winter 1998, 74, 4, pp. 491-513.
Huffman, Cynthia and Barbara E. Kahn (1998), “Variety for Sale: Mass Customization or Mass Confusion,” Journal of Retailing 74(4), 491-514.
Hutchinson G.K., and Sinha, D. (1989), Quantification of the value of flexibility,
Journal of Manufacturing Systems, Vol. 8, No. 1, pp. 47-56
Hutter, M., and Teubner, G. (1993), The parasitic role of hybrids, Journal of
Institutional and Theoretical Economics, Vol. 149, No. 4, pp. 706-715
Hübner, T. (1987), Vertikale Integration in der Automobilindustrie – Anreizsysteme
und wettbewerbspolitische Beurteilung, Dissertation, Technische Universität Berlin
Hyun, J.H., and Ahn, B.H. (1992), A unified framework for manufacturing flexibility,
Manufacturing Review, December, Vol. 5, No. 4, pp. 251-260
Iacobuci, D. Grayson, K. & Ostrom, A. (1994) “Customer Satisfaction Fables”, Sloan
Iacovou, C.L., I. Benbasat, A.S. Dexter (1995), Electronic Data Interchange and Small
Organizations: Adoption and Impact of Technology, MIS Quarterly, December 1995, pp. 465-
485.
Ives, B., R.O. Mason (1990), Can information technology revitalize your customer
service?, Academy of Management Executive, 4, 4, pp. 52-69.
Jensen, J.B. and Malhorta M.K. (1996), Trade-off between labour and machine
flexibility in a dual resource constrained cellular manufacturing environment, Working Paper,
in: Koste, L.L. (eds.), Measurement of manufacturing flexibility and its implications for
supply chain management, Dissertation, University of South
Jensen, M.C., and Meckling, W.H. (1976), Theory of the firm: Managerialbehaviour,
agency costs and ownership structure, Journal of Financial Economics, Vol. 3, pp. 305-360
Jick, T.D. (1979), Mixing quantitative methods: Triangulation in action,
Administrative Science Quarterly, Vol. 24, pp. 602-611
Jin-Hai, L., Anderson, R. Ve Harrison, R.T. (2003), “The evolution of agile manufacturing” , Business Process Management Journal; 9, 2; pg. 170
Johnson, Eric J. and John W. Payne (1985), “Effort and Accuracy in Choice,” Management Science 31(3), 395-414.

189
Johnson, H.T., and Kaplan, R.S. (1987), Relevance lost: The rise and fall of
management accounting, Boston: Harvard Business School Press
Jünemann, R. (1989), Materialfluss und Logistik: systemtechnische Grundlagen mit
Praxisbeispielen, Berlin: Springer
Kaefer, F., E. Bendoly (2000), The adoption of electronic data interchange: A model
and practical tool for managers, Decision Support Systems, 30, 1, pp. 23-32.
Kakati, M, 2002. Mass customization - needs to go beyond technology. Human
Systems Management. Vol. 21. 85-93
Kambil, A., J.E. Short (1994), Electronic integration and business network redesign: a
roles-linkage perspective, Journal of Management Information Systems, 10, 4, pp. 59-83.
Kanter, R.M. (1993), FCB and Publicis: Forming the alliance, Harvard Business
School case 9-393-099, in: Barney, J. (eds.), Gaining and sustaining competitive advantage,
Englewood-Cliff, New Jersey: Prentice Hall
Kappich, L. (1989), Theorie der internationalen Unternehmenstätigkeit: Betrachtung
der Grundformen des internationalen Engagements aus koordinations-kostentheoretischer
Sicht, Dissertation, Technische Universität München
Kar N.J. (2006), “Adopting agile methodologies of software development”, Setlabs
Briefings, Vol. 4 No.1, pp 1.
Kara, A. & Kaynak, E. (1997) “Markets Of A Single Customer: Exploiting Conceptual
Katz, M.L. (1989), Vertical contractual relations, in: Schmalensee, R., and Willig, R.
(eds.), Handbook of industrial organisations, Amsterdam
Keers, G., J. van der Schaar, J. Frissen, H. van der Reijden, S. Butter, D. Chouchena,
P. van der Horst (1999), Particulier opdrachtgeverschap in de woningbouw, RIGO Research
en Advies BV, Amsterdam, 73280/99.
Kerlinger, F.N. (1973), Foundations of behavioural research, New York: Holt,
Rinehart & Winston
Kettinger, W.J., J.T.C. Teng, S. Guha (1997), Business Process Change: A Study of
Methodologies, Techniques and Tools, MIS Quarterly, March 1997, pp. 55-80.
Khandwalla, P.N. (1971), Influence of the techno-economic environment on firms’ organization, Research Report, Montreal: McGill University
Kidd, Paul T., (1996), Agile manufacturing: a strategy for the 21st century”, IEE
Colloquium, Digest No. 74

190
Kilmann, R.H. (1997), Social system design, Normative theory and the MAPS design
Technology, New York: Elsevier
Kinutani, H. (1997), Development of new vehicle assembly line at Toyota:
Workeroriented autonomous, new assembly, in: Shimokawa, K., Jürgens, U., and Fujimoto, T. (eds.), Transforming automobile assembly: experience in automation and work
organisation, Berlin: Springer
Klein, B., and Leffler, K. (1981), The role of market forces in assuring contractual
performance, Journal of Political Economy, Vol. 89, pp 615-641
Klein, B., Crawford, R.G., and Alchian, A.A. (1978), Vertical integration,
appropriable rents, and the competitive contracting process, Journal of Law and Economics,
Vol. 22, pp. 297-326
Kline, P. (2000) The Handbook Of Psychological Testing, 2nd Edition. Routledge,
USA and
Klunge, J. (1994), Wachstum durch Verzicht: Schneller Wandel zur Weltklasse,
Stuttgart: Schäffer-Poeschel
Kobrin, S. (1991), An empirical analysis of the determinants of global integration,
Strategic Management Journal, Vol. 12, pp. 17-31
Kogut, B. (1991), Joint ventures and the option to expand and acquire, Management
Science, Vol. 37, pp. 19-33
Kogut, B., and Zander, U. (1992), Knowledge of the firm, combinative capabilities,
and the replication of technology, Organization Science, Vol. 3, pp. 383-397
Koopmans, T. (1957), Three essays on the state of economic science, New York: Free
Press
Koste, L.L. (1999), Measurement of manufacturing flexibility and its implications for
supply chain management, Dissertation, University of South Carolina
Kotha S. 1995. Mass customization: implementing the emerging paradigm for
competitive advantage. Strategic Management Journal. Vol. 16. 21-42
Kotha, S. (1995) “Mass Customization: Implementing The Emerging Paradigm For
Kotha, S. (1995), Mass customisation: implementing the emerging paradigm for
competitive advantage, Strategic Management Journal, 16, pp. 21-42.
Kotler, P. (1989) “From Mass Marketing To Mass Customization”, Planning Review,

191
Kotler, P., Armstrong, G., Saunders, J. & Wong, V. 1996. Principles of Marketing,
European edition. ISBN 0-13-165903-0. Prentice Hall, 1996
Krafcik, J.K., and MacDuffie, J.P. (1989), Explaining high performance
manufacturing: The international automotive assembly plant study, Cambridge,
Massachusetts: Massachusetts Institute of Technology Press
Krajewski, L.I., and Ritzman, L.P. (1996), Operations management: Strategy and
analysis, Cambridge, Massachusetts: Addison-Wesley
Kubiak, J. (1993) “A Joint Venture In Mass-Customization”, Planning Review, (July-
Kumar, V. (2000) International Marketing Research, Upper Saddle River, NJ:
Prentice Hall
LaLonde, B.J., T.L. Pohlen (1996), Issues in Supply Chain Costing, International
Journal of Logistics Management, 7, 1, pp. 1-12.
Lampel, J. & Mintzberg, H. (1996) “Customising Customization”, Sloan Management
Lampel, J., H. Mintzberg (1996), Customizing Customization, Sloan Management
Review, Fall 1996, pp. 21-30.
Learned, E.P., Christensen, C.R., Andrews, K.R., and Guth, W. (1969), Business
Lee, H. (1998), Postponement for mass customisation: Satisfying customer demands
for tailor-made products, in Gattorna, J. (1998), Strategic supply chain alignment: Best
practice in supply chain management, Aldershot: Gover
Leeuwen, J.P. van, R.H.M. van Zutphen (1994), Architectural Product Modelling, A
Case Study. Proceedings CIB W78 Workshop 1994. Helsinki, CIB W78.
Lei, D., M.A. Hitt, J.D. Goldhar (1996), Advanced Manufacturing Technology:
Organizational Design and Strategic Flexibility, Organization Studies, 17, 3, pp. 501-523.
Lenard, M.J., G.R. Madey, P. Alam (1998), The Design and Validation of a Hybrid
Information System for the Auditor's Going Concern Decision, Journal of Management
Information Systems, 14, 4, pp. 219-237.
Levitt, T. (1983) “The Globalization Of Markets”, in, Enis, B., M., Cox, K., K. & Mokwa,
Lieberman, M.B., and Montgomery, D.B. (1998), First mover advantages, Strategic
Management Journal, Vol. 9, pp. 41-58

192
Liechty, John, Venkatram Ramaswamy and Steven H. Cohen (2001), “Choice Menus
for Mass Customization: An Experimental Approach for Analyzing Customer Demand with
an
Limits”, International Journal Of Service Industry Management, v.6, n.2, p.36-45
Lin, Z., and Hui, C. (1999), Should lean replace mass organization systems? A
comparative examination from a management coordination perspective, Journal of
International Business Studies, Vol. 30, No. 1, pp 45-80
Logman, M. (1997) “Marketing Mix Customization And Customizability”, Business
Lovelock, C., Gummesson, E. 2004. Whither services marketing? In search of a new
paradigm and fresh perspectives. J. of Service Research. Vol. 7. No. 1, 20-41.
Lucas, H.C., J. Baroudi (1994), The role of information technology in organization
design, Journal of Management Information Systems, 10, 4, pp. 9-23.
M., and Döhl, V. (eds.), Vernetzte Produktion: Automobilzulieferer zwischen
Kontrolle und Autonomie, Frankfurt am Main: Campus
M., P. (Ed) (1998) Marketing Classics: A Selection Of Influential Articles, 8th
Edition. 25th
MacCarthy, B. & Brabazon, P. 2003. In the business of mass customisation. IEE
Manufacturing Engineer. Vol. 82. No. 4, 30-33
Malhotra, M.K., and Grover, V. (1998), An assessment of survey research in POM:
from construct to theory, Journal of Operations Management, Vol. 16, pp. 407-425
Malhotra, M.K., and Ritzman, L.P. (1990), Resource flexibility issues in multi-stage
manufacturing, Decision Sciences, Vol. 21, No. 4, pp. 673-690
Malone, T., J. Rockart (1993), How will information technology reshape
organizations?, in: Globalization, technology and competition: The fusion of computers and
telecommunications in the 1990s, (Eds.: S. Bradley, J. Hausmann and R. Nolan), Harvard
Business School Press, Boston, Mass., pp. 37-56.
Malone, T.W., K. Crowston (1994), The interdisciplinary study of coordination, ACM
Computing Surveys, 1, 26, pp. 87-119.
Management Review, (Summer), p.93-96.
Management Review, Summer, pp. 19-31
Management, (January),

193
Mandelbaum, M., and Buzacott, J. (1990), Flexibility and decision making, European
Journal of Operational Research, Vol. 44, pp. 17-27
Marketing Intelligence & Planning, v.18, n.1, p.9-23.
Marketing Research 12(February), 60-67.
Marketing Research”, Journal of Business and Industrial Marketing, v. 2 n. 3 pp 41-
54
Marketing Strategy In The Postmodern Era”, European Journal Of Marketing, v.34,
n.3/4,
Maskell, B., (1996), “Agile Manufacturing” , http://www.maskell.com/AgileArticle.htm.
Matthyssens, P. & Vandenbempt, K. 1998. Creating competitive advantage in
industrial services. The J. of Business & Industrial Marketing. Vol. 13. No. 4/5, 339-355
Mayer, R.J., P.C. Benjamin, B.E. Caraway, M.K. Painter (1995), A Framework and a
Suite of Methods for Business Process Reengineering, in: Business Process Change:
Reengineering Concepts, Methods and Technologies, (Eds.: V. Grover and W. J. Kettinger),
Idea Publishing, Harrisburg, PA, pp. 245-290.
McFadden, Daniel (1986), “The Choice Theory Approach to Market Research,” Marketing Science 5(Fall), 275-298.
McLaughlin, C.P. 1996. Why variation reduction is not everything: a new paradigm
for service operations. Int. J. of Service Industry Management. Vol. 7. No. 3, 17-30
Meyer, M.H. & DeTore, A. 1999. Product development for services. Academy of
Management Review. Vol. 13. No. 3. 64-76
Meyer, M.H. (1997), Revitalise your product lines through continuous platform
renewal, Research Technology Management, March-April, pp.
Meyer, M.H., and Lehnerd, A.P. (1997), The power of product platforms: Building
value and cost leadership, New York: Free Press
Meyer, M.H., and Seliger, R. (1998), Product platforms in software development,
Sloan Management Review, Vol. 40, No. 1, pp. 61-74
Miles, L.D., “Techniques of Value Analysis and Engineering, McGraw Hill, NY, 2nd
ed., 1972.
Models Using Simulation,” in Robert F. Engle and Daniel L. McFadden eds., Handbook of

194
Moerman, P.A. (1998), Lean production: Een methode voor efficiëntere en flexibele productie, Tijdschrift voor Metaalbewerking, Jaargang 64, No. 4, April
Morroni, M. (1991), Production flexibility, in: Hodgson, G.M., and Screpanti, J.
(eds.), Rethinking economics, Aldershot: Edward Elgar
Mothersbaugh, Sandra Milberg and Gary J. Gaeth (2000), “Asymmetric Competition
in
Nagel, R.N., Bhargava, P. (1994), "Agility: the ultimate requirement for world-class
manufacturing performance", National Productivity Review, Vol. 13 No.3, pp.331-40.
Netemeyer, Richard G. and William O. Bearden (1992), “A Comparative Analysis of Two Models of Behavioral Intention,” Journal of the Academy of Marketing Science
20(Winter), 49-59.
New York: Texene Copeland, T.E., and Weston, J.F. (1983), Financial theory and
corporate policy,
Newell, Allen and Herbert A. Simon (1972), Human Problem Solving, Englewood
Cliffs, N.J.: Prentice-Hall.
Nissen, M.E. (1998), Redesigning Reengineering Through Measurement-Driven
Inference, MIS Quarterly, December 1998, pp. 509-534.
Noble, M.A. (1995), Manufacturing Strategy: Testing the cumulative model in a
multiple country context, Decision Sciences, Vol. 26, No. 5, pp. 693-721
Nof, S.Y, Wilhelm, W.E., and Warnecke, H.J. (1996), Industrial assembly, New York:
Chapman & Hall
Normann, R., R. Ramirez (1994), Designing Interactive Strategy: From Value Chain
to Value Constellation, John Wiley and Sons, Chicester, UK.
Nunnally, J.C. (1978) Psychometric Theory, 2nd ed. McGraw-Hill Book Company,
USA.
of management, Boston: Harvard Business School Press
O'Leary, D.E. (1987), Validation of Expert Systems -- With Applications to Auditing
and Accounting Expert Systems, Decision Sciences, 18, 3, pp. 468-486.
Oliver, R.W. (2000), AutoIntelligence, Management Review, New York, Feb 2000.
organisational research, Administrative Science Quarterly, Vol. 36. No. 3, pp. 421-
458

195
Osborn, R.N., and Baughn, C.C. (1987), New patterns in the formation of US / Japan
cooperation ventures: The role of technology, Columbia Journal of World Business, Vol. 22,
pp. 57-65
Ouchi, W.G. (1980), Markets, bureaucracies and clans, Administrative Science
Quarterly, Vol. 25, pp. 129-141
Ouchi, W.G., and Williamson, O.E. (1981), The markets and hierarchies program of
research; Origins, implications, prospects, in: Van de Ven, A.H., and Joyce,
Ould, M.A. (1995), Business processes - Modelling and Analysis for Re-engineering
and Improvement, John Wiley & Sons, Chicester.
Owen,T., “Assembly With Robots.” Prentice-Hall, Inc., Englewood NJ, 1985
p.183-207.
p.873-895.
Paloheimo, K-S., Miettinen, I. & Brax, S. 2004. Customer Oriented Industrial
Services. Helsinki University of Technology, BIT Research Centre. ISBN 951-22-6867-1.
Redfina, Espoo, 2004
Papathanassiou, E.A. 2004. Mass customisation: management approaches and internet
opportunities in the financial sector in the UK. Int. J. of Information Management. Vol. 24.
387-399
Park, C. Whan, Sung Youl Jun and Deborah J. MacInnis (2000), “Choosing What I Want versus Rejecting What I Don’t Want: An Application of Decision Framing to Product Option
Penrose, E.T. (1959), The theory of growth of the firm, New York: Wiley & Sons
Peppers D. & Rogers M. (1997) Enterprise One To One, Currency-Doubleday, USA.
Peppers, D. & Rogers, M. (1993) The One To One Future, Currency-Doubleday,
USA.
perspective", Journal of Consumer Marketing, v. 20 n. 5, pp 463-479
Peterson, R.A. (1994) “A Meta Analysis Of Cronbach’s Coefficient Alpha”, Journal
Of
Pfeffer, J., and Sutton, R.I. (2000), The knowing doing gap, Boston: Harvard
Piller, F.T. Moeslein, K. & Stotko, C.M. 2004. Does mass customization pay? An
economic approach to evaluate customer integration. Production Planning & Control. Vol. 15.
No. 4, 435-444

196
Pine, B. Joseph II, Bart Victor and Andrew C. Boyton (1993), “Making Mass Customization
Pine, B.J. (1993) Mass-Customization: The New Frontier in Business Competition,
Harvard
Pine, B.J. (1993), Mass Customization: the new frontier in business competition,
Harvard Business School Press, Boston, Massachusetts.
Pine, B.J. II, 1993. Mass Customization: The New Frontier in Business Competition.
Harvard School Business Press. Boston, Massachusetts, USA. ISBN 0-87584-372-7
Pine, B.J. II, Peppers, D. & Rogers, M. 1995. Do You Want to Keep Your Customers
Forever?. Harvard Business Review. March-April 1995. 103-114
Pine, B.J. II, Victor, B. & Boynton, A.C. 1993. Making Mass Customization Work.
Harvard Business Review. Vol. 71. No. 5, 108-119
Pine, B.J., B. Victor, A.C. Boynton (1993), Making Mass Customization Work,
Harvard Business Review, Sept.-Oct. 1993, pp. 108-119.
Pine, B.J., Peppers, D. & Rogers, M. (1995) “Do You Want To Keep Your Customers
Pine, J.B. (1993), Mass Customization, Boston: Harvard Business School Press
policy: Text and cases, Homewood, Illinois: Irwin
Polling, H. (1990) “The Auto Business In The 1990s”, Business Horizons, v.33, n.1
Porter, M.E (1990), The competitive advantage of nations, London: MacMillan
Porter, M.E. (1980), Competitive strategy, New York: Free Press
Porter, M.E. (1981), The contribution of industrial organization to strategic
management, Academy of Management Review, Vol. 6, pp. 609-620
Porter, M.E. (1985), Competitive advantage, New York: Free Press
Porter, M.E. (1996), What is strategy?, Harvard Business Review, Vol. 36, November
– December, pp. 23-36
Postponement”, Harvard Business Review, (January-February), p.116-121.
Pot, F. (1998), Contingency and the change of HRM, Dissertation, Erasmus University
Rotterdam
Prahalad, C.K., and Doz, Y.L. (1987), The multinational mission: Balancing local
demands with global vision, New York: Free Press

197
Prokesch, S.E. (1995) “Competing On Customer Service: An Interview With British
Quinn, J.B. (1980), Strategies for Change – Logical Incrementalism, Homewood,
Illinois: Irwin
Ramaswamy, R., and Rowthorn, R. (2000), Does manufacturing matter?, Harvard
Business Review, May-June, pp. 79-90
Rawson Associates, Canada.
Reading, Massachusetts: Addison-Wesley
Research 30(February), 105-114.
Review, (Fall), p.21-30.
Robertson, D., and Ulrich, K. (1998), Planning for product platforms, Sloan
Robertson, D., K. Ulrich (1998), Planning for Product Platforms, Sloan Management
Review, Summer 1998, pp. 19-31.
Robinson, J. (1934), What is perfect competition?, Quarterly Journal of
Rogerson, W. (1983), Reputation and product quality, Rand Journal of Economics,
Rommel, G., Brück, F., Diederichs, R., Kempis, R., and Klunge, J. (1993), Einfach
Rosenberg, M. (1968), The logic of survey analysis, New York: Basic Books
Röpke, W. (1963), The economics of a free society, Chicago: Regnery
Sabin, D. & Weigel, R. 1998. Product Configuration Frameworks – A Survey. IEEE
Intelligent Systems & Their Applications. Vol. 13. No. 4, 42-49
Sadri,H, et al., “Design of Experiments: An Invaluable.” Production Engineering, February 1994.
Salvador, F. & Forza, C. 2004. Configuring products to address the customization-
responsiveness squeeze: A survey of management issues and opportunities. Int. J. of
Production Economics. Vol. 91. No. 3, 273-291
Sanchez, R. (1995), Strategic flexibility in product competition, Strategic
Management Journal, Vol. 16, pp. 135-159
Sanchez, R. (1997), Preparing for an Uncertain Future - Managing Organizations for
Strategic Flexibility, International Studies of Management and Organization, 27, 2, pp. 71-94.

198
Sanchez, R. (1998), Modular architectures in the marketing process, Journal of
Marketing, Vol. 63, pp. 92-111
Sanchez, R., J.T. Mahoney (1996), Modularity, flexibility and knowledge management
in product and organization design, Strategic Management Journal, 17, Winter special issue,
pp. 63-76.
Schnellen schnell macht, Stuttgart: Schäffer-Poeschel
Schonberger, R.J. (1982), Japanese Manufacturing Techniques, New York: Free Press
Schraysshuen, T. (1992), Flexibel durch Module: Die Bewältigung neuer Flexibilitätsanforderungen in unternehmensübergreifender Perspektive, in: Deiß,
Schumann, J. (1987), Die Unternehmung als ökonomische Institution, Das
Wirtschaftsstudium, Vol. 4, pp. 212-218
Schumpeter, J.A. (1934), The theory of economic development, Boston: Harvard
Sekman, M. ve Utku, A., (2004), “Çevik Şirketler / Kurumsal Ataleti Yenmek” , Alfa
Basım Yayım.
Sethi, A.K., and Sethi, S.P. (1990), Flexibility in manufacturing: A survey, The
International Journal of Flexible manufacturing Systems, Vol. 2, pp. 289-328
Sharda, R., S.H. Barr, J.C. McDonnell (1988), Decision support system effectiveness:
a review and an empirical test, Management Science, 34, 2, pp. 139-159.
Simonson, Itamar, Thomas Kramer and Maia Young (2003), “Effect Propensity: The Location of the Reference State in the Option Space as a Determinant of the Direction of
Effects on Choice,” Research paper no. 1788, Graduate School of Business, Stanford
University. Slovic, Paul (1972), “From Shakespeare to Simon: Speculations and Some Evidence about Man’s Ability to Process Information,” Oregon Research Institute Research
Monograph 12(2).
Slack, N. (1987), The flexibility of manufacturing systems, International Journal of
Operations and Production Management, Vol. 7, No. 4, pp. 35-45
Spence, Mark T. and Merrie Brucks (1997), “The Moderating Effect of Problem Characteristics on Experts’ and Novices’ Judgments,” Journal of Marketing Research
34(May), 233-247.
Stamos, E., ve Galanou, E., “How To Evaluate The Agility Of Your Organisation”
Starr, M.K. (1965), Modular production; a new concept, Harvard Business Review,
Vol. 43, November-December, pp. 131-142

199
Steenkamp, J-B.E.M. and Ter Hofstede F. (2002), “International market segmentation:
Steward, R. (1983), Managerial behaviour: How research has changed the traditional
picture, in: Earl, M.J. (eds.), Perspectives on management – a multidisciplinary analysis,
Oxford: Oxford University Press
Stoll, H.W., “Design for Manufacture.” Manufacturing Engineering, January 1988
Stumptner, M. 1997. An overview of knowledge-based configuration. AI
Communications. Vol. 10. No. 2, 111-126
Suarez, F.F., Cusmano, M.A. and Fine, C.H. (1995), An empirical study of
manufacturing flexibility in printed circuit board assembly, Operations Research, January-
February, Vol. 44, No. 1, pp. 223-240
Sundbo, J. 2002. The service economy: standardisation or customisation? The Service
Industries Journal, Vol. 22. No. 4, 93-116
Svensson, C. & Barfod, A. 2002. Limits and opportunities in mass customization for
“build to order” SMEs. Computers in Industry. Vol. 49. 77-89
Sviokla, J.J. 1990. An Examination of the Impact of Expert Systems on the Firm: The
Case of XCON. MIS Quarterly. Vol. 14. No. 2, 127-140
Taylor, F.W. (1949), Scientific management, New York: Harper Collins
Teece, D.J., and Pisano, G. (1994), The dynamic capabilities of firms: An
introduction, Journal of Economic Behaviour and Organization, Vol. 3, pp. 537-556
The Revolution In Mass-Customization And Electronic Commerce”, Knowledge
Thomke, S., D. Reinertsen (1998), Agile Product Development: Managing
Development Flexibility in Uncertain Environments, California Management Review, 41, 1,
pp. 8-30.
Thompson, J.D. (1967), Organizations in action: New York: McGraw-Hill
Tidd, J. (1991), Flexible manufacturing technologies and international
competitiveness, London: Pinter
Tiihonen, J., Soininen, T., Männistö, T. & Sulonen, R. 1996. State-of-the-practice in
product configuration—a survey of 10 cases in the Finnish industry. In (Eds.) T. Tomiyama,
M. Mäntylä, and S. Finger. Knowledge Intensive CAD. Vol 1. 95-114. Chapman & Hall,
1996. the Sales Visit. Cambridge, UK. Hewson Group.

200
Tiihonen, J., Soininen, T., Männistö, T. & Sulonen, R. 1998. Configurable products - Lessons learned from the Finnish industry. In Proc. of 2nd Int. Conf. on Engineering Design
and Automation (ED&A '98), Integrated Technology Systems, Inc., 1998
Tirole, J. (1988), The theory of industrial organizations, Cambridge, Massachusetts:
Massachusetts Institute of Technology Press
Toeffler, A. (1985), The adaptive corporation, New York: McGraw-Hill
Toffler, A. (1980) The Third Wave, Cox & Wyman Ltd, Reading, GB.
Train, Kenneth (2003), Discrete Choice Methods with Simulation, Cambridge, UK:
Cambridge University Press.
Trauth, E., F. Derksen, H. Mevissen (1998), Societal Factors and the Diffusion of EDI,
in: EDI and Data Networking in the Public Sector, (Eds. K. Viborg Andersen), Kluwer
Academic Publishers, Boston/Dordrecht/London, pp. 43-62.
Tsourveloudis, N. C., and Phillips, Y.A. (1997), Fuzzy measurement of manufacturing
flexibility, in: Jamshidi, M., Titli, A., Zadeh, L., Boverie, S. (eds.),
Tully, S. (1993), The Modular Corporation, Fortune, February 8, pp. 106-115.
Turney, P.B.B. (1991), Common cents: the ABC performance breakthrough: how to
succeed with activity-based costing, Cost Technology, Hillsboro, OR.
Turney, P.B.B. (1996), Activity Based Costing: The performance breakthrough,
Kogan Page, London.
Tushman, M., and Anderson, P. (1986), Technological discontinuities and
organizational environments, Administrative Science Quarterly, Vol. 31, pp. 439-465
Tversky, Amos and Daniel Kahneman (1991), “Loss Aversion in Riskless Choice: A Reference- Dependent Model,” Quarterly Journal of Economics 106(4), 1039-1062.
Ulrich, K.T. (1995), The role of product architecture in the manufacturing firm,
Research Policy, 24, May 1995, pp. 419-440.
Ulrich, K.T., and Tung, K. (1991), Fundamentals of product modularity, Issues in
design, manufacturing and integration, ASME, Vol. 39. pp. 73-79
Ulrich, K.T., D.J. Ellison (1999), Holistic Customer Requirements and the Design-
Select Decision, Management Science, 45, 5, pp. 641-658.
Ulrich, K.T., S.D. Eppinger (1995), Product design and development, McGraw-Hill,
New York, NY.
University Press

201
Upton, D.M, (1994), Management of manufacturing flexibility, California
Management Review, Winter, pp. 72-89
Upton, D.M, (1995), Flexibility as process mobility: The management of plant
capabilities for quick response manufacturing, Journal of Operations Management, Vol. 12,
pp. 205-224
Upton, D.M. (1997), Process range in manufacturing: An empirical study
ofmflexibility, Management Science, August, Vol. 43, No. 8, pp. 1079-1092
überlegen; Das Unternehmenskonzept, das die Schlanken schlank und die
Vaattovaara, M. 1999. Transforming services into products in a systems engineering
supplier. Ph.D. thesis. Helsinki University of Technology. ISBN 951-22-4558-2. Espoo,
Finland 1999.
Vargo, S.L. & Lusch, R.F. 2004. The four service marketing myths: remnants of a
goods-based, manufacturing model. J. of Service Research. Vol. 6. No. 4, 324-335
Vervest, P., A. Dunn (2000), How to Win Customers in the Digital World, Springer
Verlag, Berlin.
Vol. 14, No. 2, pp. 508-516
Volberda, H.W. (1996), Toward the flexible form: how to remain vital in
hypercompetitive environments, Organization Science, 7, 4, pp. 359-374.
Von Hippel, E. (1998), Economics of Product Development by Users: The Impact of
W.F. (eds.), Perspectives on organization, design and behaviour, New York: Wiley &
Sons
Wiest, J.D., F.K. Levy (1977), A Management Guide to PERT / CPM, Prentice Hall,
285
Wilson, P.R. (1993), A View of STEP, in: Geometric Modelling for Product
Realization, (Eds. Wilson, Wozny, Pratt), proceedings IFIP conference, Elsevier Science
Publishers B.V., Amsterdam.
Wind, J. & Rangaswamy, A. 2001. Customerization: the next revolution in mass
customization. J. of Interactive Marketing. Vol. 15. No. 1, 13-32
Wind, Jerry and Arvind Rangaswamy (2001), “Customerization: The Second Revolution in Mass Customization,” Journal of Interactive Marketing 15(1), 13-32.
Wolters (1997), Towards cost efficient supply chain flexibility - Case Study Report,

202
Wolters, M.J.J., M.R. Hoogeweegen (2000), Management Support for the Modular
Virtual Organization, in: E-Commerce and V-Business, (Eds.: B. N. Hunt and S. Barnes),
Butterworth-Heinemann, pp. 193-212.
Womack, J.P., and Jones, D.T. (1996), Lean Thinking: Banish waste and create wealth
in your corporation, New York: Simon & Schuster
Womack, J.P., Jones, D.T. & Roos, D. (1990) The Machine That Changed The World,
Womack, J.P., Jones, D.T., and Roos, D. (1990), The machine that changed the world,
New York: Rawson Associates
Woodward. J. (1965), Industrial organisations: Theory and practice, London: Oxford
University Press
Woolsey, J.P. (1994), 777, Air Transport World, pp. 22-31.
Work,” Harvard Business Review 71(5), 108-122.
Worren, N., K. Moore, P. Cardona (2000), Modularity, Strategic Flexibility and Firm
Performance: A Study of the Home Appliances Industry, Submitted to International Journal of
Technology Management, May 8, 2000.
Worren, N., Moore, K., and Cardona, P. (2002), Modularity, strategic flexibility, and
firm performance: A study of the home appliance industry, Strategic Management Journal,
Vol. 23, pp. 1123-1140
Wright, Peter (1975), “Consumer Choice Strategies: Simplifying vs. Optimizing,” Journal of
Yin, R.K. (1994), Case study research: design and methods, Thousand Oaks: Sage
Yip, G.S. (1989), Global strategy in a world of nations?, Sloan Management Review,
Fall, pp. 29-41
Yu, B. & Skovgaard, H.J. 1998. A Configuration Tool to Increase Product
Competitiveness. IEEE Intelligent Systems. Vol. 13. No. 4, 34-41
Yu, J., and Cooper, H. (1993), A quantitative review of research design effects on
response rates to questionnaires, Journal of Marketing Research, February, No. 20, pp. 36-44
Yusuf, Y.Y., Sarhadi, M. ve Gunasekaran, A. (1999), “Agile manufacturing: the drivers, concepts and attributes”, Int. J. Production Economics, 62, 33-43.
Zajac, E.J., and Shortell, S.M. (1989), Changing generic strategies: Likelihood,
direction and performance implications, Strategic Management Journal, Vol. 10, No. 5, pp.
37-63

203
Zeithaml, V.A., Parasuraman, A., Berry, L. 1985. Problems and strategies in services
marketing. J. of Marketing. Vol. 49. 33-46
Zeleny, M. (1996), Customer-specific value chain: beyond mass customization?,
Human Systems Management, 15, pp. 93-97.
Zineldin, M. (2000) “Beyond Relationship Marketing: Technologicalship Marketing”,
Zipkin, P. 2001. The Limits of Mass Customization. MIT Sloan Management Review.
Vol. 42. No. 3. 81-87
İNDİSLER
ABC/ABM, 52
AGV, 28
AI, 38, 59
ASRS, 28
BAR KODLARA, 38
Barkod, 39, 40, 41, 42, 43
Bilgisayar destekli mühendislik, 8
Bilgisayar destekli süreç planlaması, 3
Bilgisayar destekli tasarım, 5, 80
Bilgisayar Destekli Tasarım, 4, 5, 8, 19, 20, 21, 22, 23, 73, 74, 75
Bilgisayar sayısal denetimli tezgahlar, 3
Bilgisayarla bütünleşik imalat, 3
CAD, 4, 5, 6, 7, 8, 13, 18, 19, 20, 21, 22, 24, 30, 73, 74, 75, 80
CAD/CAM, 4, 19, 80
CAM, 4, 8, 20, 21, 22, 23, 24, 73, 74, 75
CAPP, 19, 23, 24, 73, 75, 76
CNC, 20, 28, 32, 33, 34, 36, 74
Çekme sistemi, 44

204
Değişken yaklaşım, 24, 76
Demontaj için Tasarım, 18
DNC, 28, 36, 37
DSS, 38, 55
EDI, 38, 43, 74
ERP, 50, 80, 81
ES, 38, 58, 60
Esnek imalat sistemleri, 3
FMC, 36
FMS, 28
G M kodları, 20
Geleneksel tasarım, 8, 17
Geri Dönüsüm için Tasarım, 18
Grup Teknolojiis, 10
GT kodları, 13
Güvenilirlik için Tasarım, 18
Hücresel Üretim, 10, 11, 19, 24
İmalat için tasarım, 16
İmalat için Tasarım, 18
İmalat kaynakları planlaması, 3
İnteraktif Bilgisayar Grafikleri, 6
JIT, 3, 38, 52, 53, 54, 55
Kalite için Tasarım, 18
KANBAN, 38
Kısıtlar Teorisi, 51

205
LAN, 38, 61
Makine Hücresi-Machine cell, 11
MMNM, 41
Montaj için Tasarım, 17, 18
MRP, 3, 38, 45, 46, 47, 48, 49
MRPII, 48
NC, 3, 4, 19, 20, 23, 28, 29, 30, 31, 32, 33, 34, 36, 37, 73, 74, 75
NC Kodları, 19, 20
Otomatik malzeme taşıma yerleştirme ve stoklama sistemleri, 3
Quality Function Deployment, 17
Robotlar, 28, 60
Robotlarla tam zamanında üretim sistemleri, 3
SATTELITES, 38
Sayısal kontrol, 29
STEP, 13, 18, 19, 27, 78, 81, 82
Sürdürülebilirlik için Tasarım, 18
Süreç Planlama, 19, 23, 75
Taguchi Method, 17
Tezgah Tipleri, 35
TKY, 38, 39
TQM, 38
Üretilebilirlik için tasarım, 16
Üretim türlerinin yıllara göre gelişimi, 3
Üretimde Odaklanma Dönemleri, 1
Üretken yaklaşım, 24, 76

206
Ürün Çevrimi için Tasarım, 18
Value Analysis-Value Engineering,