Embed Size (px)
Citation preview

This chapter is part of a book titled:
Bioplastic Container Cropping Systems:
Green Technology for the Green Industry
The proper citation for this chapter is:
Schrader, J.A., J.J. Behrens, M. Michel, and D. Grewell. 2016. Bioplastics and biocomposites for horticulture containers: Processing, properties, and manufacturing potential. In: J.A. Schrader, H.A. Kratsch, and W.R. Graves, (Eds). Bioplastic Container Cropping Systems: Green Technology for the Green Industry. Sustainable Hort. Res. Consortium, Ames, IA, USA.

67
CHAPTER 5
Bioplastics and Biocomposites for Horticulture Containers: Processing, Properties, and Manufacturing Potential
James A. Schrader1, Jake J. Behrens2, Mitchel Michel2, and David Grewell2
1Department of Horticulture2Agricultural and Biosystems EngineeringIowa State University, Ames, Iowa 50011
AbstractIn Chapter 1 we provided an overview of bioplastics and biocomposites that have potential for use as sustainable alternatives to petroleum-based plastics. In this chap-ter we expand on that discussion and provide greater detail on the characteristics and properties required for a material to be a suitable choice for biorenewable horticulture containers. We provide information and discussion on the processability, mechanical and thermal properties, molding characteristics, baseline processing parameters, and estimated cost for the top bioplastics and biocomposites evaluated in our five-year project. For many of these materials, this will be the first time that detailed process-ing parameters have been published, therefore the information provided here should be a good starting point for stakeholders interested in adopting bioplastics or bio-composites for horticulture containers and for many other applications.
Requirements for Materials ConsiderationAs mentioned in Chapter 1, the main goal of our research was to develop and eval-uate bioplastic and biocomposite horticulture containers that provide all of the functional advantages of petroleum-based containers, while greatly reducing envi-ronmental impact and strongly improving sustainability. In order to be considered as a container material that offers the functional advantages of petroleum-based plastic containers, the bioplastic or biocomposite must be:
1. highly conducive to mass production,2. able to be formed into a variety of shapes, sizes, and colors,

68 Bioplastics and Biocomposites for Horticulture Containers
3. sufficiently water resistant to prevent water loss through container side walls,4. sufficiently durable to maintain good performance through plant production and
sale, and5. at least equally effective as petroleum-based plastic containers for growing plants.
The discussions in this chapter examine requirements 1, 2, and 4 as they relate to material processability, properties, and ease of manufacturing. To be function-ally acceptable for use in bioplastic-based horticulture containers, a material must be reasonably adaptable to processing on existing plastics-processing equipment at all stages of manufacturing. We are not suggesting that bioplastics must be perfect drop-in replacements that require no alteration of current manufacturing practices. When a superior material is developed for an application, industry is superbly skillful at adapting and reconfiguring manufacturing equipment and techniques to utilize the material to produce the best possible product. In the case of bioplastic containers, however, the best replacement materials will be among those that can be processed on current manufacturing platforms without performing costly modifications. Most of the bioplastics and biocomposites that we examined in our project can be processed on existing equipment, with simple adjustments to temperature profiles and atten-tion to material moisture levels.
It is readily apparent from our work and the work of others that basic, non-coated fiber containers currently on the market fall far short of providing the same level of functionality offered by petroleum-based plastic containers (Evans and Karcher, 2004; Koeser et al., 2013; McCabe et al., 2014). However, the effectiveness of fiber containers can be greatly improved by coating them with bioplastics (McCabe et al., 2014), and one of the types that we evaluated (the polyurethane-coated paper-fi-ber container) is worth considering as a strong alternative to petroleum-based plastic if issues related to container shape and consistency can be improved. The results of evaluations of coated fiber containers are included in this book where applicable, and general molding techniques for fiber containers are described in Chapter 4. The spe-cific methods used to coat fiber containers in our project are discussed extensively in McCabe et al. (2014) and will not be repeated here. The processing information included here focuses on compounding (extrusion) and injection molding.
Although bioplastics under consideration for horticulture containers must meet requirements 1 through 5 above, they are not required to be food-grade materials or to be rated for food contact. Use of utility-grade biorenewables will help reduce man-ufacturing cost, making them more cost competitive with petroleum-based plastic and could enable the utilization of low-cost, highly abundant agricultural byprod-ucts that are currently under-utilized. Lignin, corn stover, and dried distillers grains with solubles (DDGS) are a few examples. Use of these low-cost fillers to create

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 69
injection-moldable biocomposites can reduce the amount of resin required, reduce the weight of the container, and increase the rate of biodegradation of containers after plant production. Wise use of low-cost fillers could help fine-tune bioplastic containers to achieve the best balance between cost, processability, performance, biodegradation, material availability, and overall sustainability. The ultimate deci-sion on formulation will be made by stakeholders in industry, and will be based on many factors, but the processability and mechanical properties of a material will be very important in determining whether a material fits with a specific manufactur-ing system.
Material PossibilitiesThere are numerous bio-based materials that could potentially be used to make sus-tainable bioplastic containers for horticulture, and they are found in both major plastics categories, thermoplastics and thermosets. For single-use horticulture contain-ers that are produced in high numbers and designed to be light-weight, thermoplastics will very likely be the best choice. Thermosets don’t lend themselves to high-vol-ume, low-cost production, because their cycle times are too long, and they are not well suited for injection-molding operations. Of the 70 material types evaluated in our project, only two were thermosets (dip-coatings of polyurethane dispersion and tung oil). The application of thermosets in our research was facilitated by our use of a pre-existing fiber shell that was easily dip-coated, making bioplastic-coated fiber containers a valid alternative to petroleum-based plastic. Other scenarios for utiliz-ing thermosets with common molding methods described in Chapter 4 would not be feasible for single-use, disposable items such as horticulture containers.
Biorenewable thermoplastics and thermoplastic composites can be formed by injection molding, blow molding, or thermoforming. We focused on injection mold-ing in our investigations and industrial collaborations, because injection molding is a good place to start with new thermoplastic materials, and approximately half of the greenhouse containers used in the United States are injection molded. Based on all evaluated parameters (e.g., cost, availability, environmental impact, processabil-ity, durability, strength, plant growth and health, etc.), we consider biorenewable thermoplastics and thermoplastic composites to be the most promising sustainable materials for replacing petroleum-based plastics in horticulture containers. Of the currently available biorenewable thermoplastics, polylactic acid (PLA) and polyhy-droxyalkanoate (PHA) exhibit mechanical properties that best match the functional requirements of horticulture containers.
In our five-year project, we performed four rounds of development and evalua-tion, with each round building on the knowledge generated in the round before it.

70 Bioplastics and Biocomposites for Horticulture Containers
Each round had a specific investigative focus:
Round 1: Wide-scale screening of 30+ bioplastics and biocomposites (4.5" containers made on a prototype mold).Round 2: Improved prototypes (19 total) chosen based on results of Round 1 (4.5"and #1 trade-gallon containers made on prototype molds).Round 3: Container manufacturing collaborations using the eight best containers identified in Round-2 evaluations (4.5" and #1 trade-gallon made on commercial molds).Round 4: Commercial stakeholder production and extension distribution of the four best bioplastic and biocomposite container types (4.5" made on a commercial mold).
The specific container-material types developed and evaluated in each round are listed in Table 5.1. Materials that failed during the injection-molding step are not included in the table. The choice of which biorenewable materials to include in our evaluations was based on several factors, most important of which were the reported material characteristics and the availability of the material or its feedstock. If materials were under active investigation by other researchers, we selected only those materials for which a collaboration with the respective researchers could be established. One particular material that is noticeably absent from our evaluations is keratin (feather pot) plastic. Our team sought collaborations with the team researching feather pots, but collaborations were unable to be established. Therefore, any discussion of feather pots will be based on information gleaned from published literature and news articles.
If or when bio-based polypropylene (bio-PP) and polyethylene (bio-PE) become economically feasible for use in low-priced horticulture containers, their processing and functionality will be virtually identical to that of their petroleum-based counter-parts. Therefore, we will mention them here, acknowledging their strong suitability as drop-in replacements under appropriate conditions of price and availability, but we will forgo detailed discussion of their processing or mechanical characteristics because the information is readily available elsewhere.
Material RealitiesCompared to petroleum-based plastics such as polypropylene (PP) or high-density polyethylene (HDPE), PLA and PHA require lower processing temperatures, they generally require more force during extrusion and injection molding, and the mois-ture content of the material often needs to be controlled or reduced (Auras et al. 2011; Roy et al. 2015). Although adjusting to these differences will likely require some investment and extra effort during set-up, the adjustments and modifications

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 71
needed to injection mold these materials are usually not costly. Reducing the pro-cessing temperatures for bioplastics is the easiest of the differences to resolve. Modern extruders and injection-molding machines allow for a range of temperature settings along their flow profile.
The control of moisture levels of the materials during processing is critically import-ant, and in-line dryers are readily available to perform this task. An example of one of these units is shown in Figure 5.1. High moisture levels in biopolymeric materials can cause processing problems during extrusion or injection molding, and can leave defects in the final products. During extrusion, the extra water can boil and cause inconsis-tent mixing of components and bubbles or voids in the extruded product. During injection molding, bioplastics with high moisture levels can vary through the batch, making it difficult to set a temperature profile for consistent molding results. High moisture levels can also cause the materials to stick to the mold, causing inconsistent release. Beyond the basic difficulty of extruding or injection molding bioplastics with too high of moisture levels, polymers such as PLA are negatively affected by water when the material is heated. Water promotes a chemical process known as hydroly-sis, where polymer chains are cut into shorter fragments. During hydrolysis, a water molecule breaks apart the PLA chain and the two hydrogen molecules provided by water (H2O) become new terminal ends of the fragmented polymer chains. The spare
Figure 5.1. An in-line pellet dryer effectively controls moisture levels of bioplastic materials for injection molding. (Photo: James Schrader)

72 Bioplastics and Biocomposites for Horticulture Containers
Table 5.1. Bioplastics and biocomposites formed into horticulture containers and evalu-ated for suitability and effectiveness in the four rounds of development and evaluation.
Round 1: Wide-scale screening of numerous bioplastics and biocomposites (4.5" containers made on a prototype mold).
PLA-based blends or composites Bioplastic-coated fiber containers
PLA (100%) Paper-fiber (Polyurethane dip coat)
PLA-DDGS (90/10) Wood-fiber (Polyurethane dip coat)
PLA-Corn Stover (90/10) Coir-fiber (Polyurethane dip coat)
PLA-Nano-clay (90/10) Paper-fiber (Tung oil dip coat)
PLA-SP (50/50)z Wood-fiber (Tung oil dip coat)
PLA-SP.A (50/50)y Coir-fiber (Tung oil dip coat)
Paper-fiber (PLA dip coat)
PHA-based blends or composites Wood-fiber (PLA dip coat)
PHA P4010 (30% starch) Coir-fiber (PLA dip coat)
PHA P1008 (10% starch) Paper-fiber (Polyamide dip coat)
PHA P1004-DDGS (90/10)
PHA P1003-DDGS (90/10) Soy protein-based (high-percentage soy plastics)
PHA P1004 SPz
PHA P1003 SP.Ay
SP (PUR dip coat)
Wheat-based polymer SP.A (PUR dip coat)(TerraShell® pot from Summit Plastic) SP (PLA dip coat)
SP.A (PLA dip coat)
SP (PA dip coat)
SP.A (PA dip coat)
Round 2: Improved prototypes based on results of Round 1 (4.5" and trade-gallon containers made on prototype molds).
PLA-based blends or composites PHA-based blends or composites
PLA-SP.A (50/50) PHA-SP.A (67/33)
PLA-SP.A (67/33) PHA-DDGS (80/20)
PLA-DDGS (80/20) PHA P1008 (10% starch)
PLA-SP.A-DDGS (60/30/10) PHA-cellulose (from Aspen Res. Inc.)
PLA-SP.A-Lignin (60/30/10)x PHA-Lignin (80/20)x
PLA-Lignin (80/20)x
PLA-protein (proprietary from Aspen Res. Inc.)
Recycled PLA # 1 (from Aspen Res. Inc.)
Recycled PLA # 2 (from Aspen Res. Inc.)
James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 73
Paper fiber Polyamide blends or composites
With 1 PUR coat Polyamide - DDGS (70/30)
With 2 PUR coats Polyamide - PLA (70/30)
Polyamide - Lignin (70/30)x
Round 3: Container manufacturing collaborations with the eight best containers from Round-2 evaluations (4.5" and trade-gallon made on a commercial mold).
PLA-based blends or composites PHA - DDGS (80/20)
PLA-Lignin (90/10)x PUR-coated paper fiber
PLA-SP.A (60/40)
PLA-SP.A-BioRes™ (50/30/20)
PLA-SP.A-BioRes™ (55/35/10)
PLA-BioRes™ (80/20) from Laurel Biocomposite
Recycled PLA (Resin only) from Aspen Research Inc.
Round 4: Commercial stakeholder production and extension distribution of four of the best bioplastic and biocomposite container types (4.5" made on a commercial mold)w.
PLA-BioRes™ (70/30) PLA-Lignin (80/20)x
PLA-SP.A - BioRes™ (55/35/10) PLA (neat with black colorant)
z SP is a soy-based polymer developed by researchers at Iowa State University and made up of soy protein isolate (26%), soy flour (26%), water (31%), glycerin (12%), phthalic anhydride (4%), sodium sulfite (1%), and potassium sorbate (less than 1%) (Schrader et al, 2013).
y SP.A is soy-based polymer SP with an additional plasticizer of adipic acid (4%) (Yang et al., 2015b). x All lignin used in our evaluations was NeroPlast® from New Polymer Systems, Inc., New Canaan, CT.w All Round-4 containers were manufactured by Laurel Biocomposite, Laurel NE.

74 Bioplastics and Biocomposites for Horticulture Containers
oxygen molecules are released during the process and form O2 gas that can leave bub-bles or voids as the PLA cools (Garlotta, 2001). Use of an in-line dryer can eliminate these issues if it is of sufficient capacity to match the rate of material throughput.
The increased force needed to mold PLA- and PHA-based bioplastics may require the largest investment, depending on the specific characteristics of the chosen mate-rial. The force required to close and fill the mold is related to the viscosity of the material, and many of the bio-based plastics and composites are more viscous than petroleum-based plastics at their optimum processing temperatures. The higher vis-cosity causes little or no difficulty during extrusion, but can be a greater obstacle during injection molding. If the mold is designed to produce horticulture contain-ers with thin walls, a more powerful injection-molding machine may be required. If the container walls are designed to be very thin and the chosen material is highly viscous, it may actually become impossible to fill the mold. For highly viscous bio-composites, it may be necessary to design a new mold, or features such as sprues and gates may need to be adjusted to facilitate successful molding with a highly viscous material. However, the viscosity of bioplastic blends and composites varies, so each material will need to be considered individually to determine what kinds of adjust-ments or modifications are required.
Composite fillers are added to polymer matrices to obtain certain desired char-acteristics in the final products or to reduce costs. A few of the common reasons for adding composite materials are to improve strength, impact resistance, chemical resistance, and UV light stability and to reduce weight. Non-polymeric materials added to polymer matrices solely to reduce costs and save polymer are commonly referred to as fillers. Many of the materials from our research have non-polymeric materials added to achieve additional functions. To simplify discussion, we refer to all of these non-polymeric materials as fillers, biocomposite fillers, or bio-based fill-ers regardless of whether or not they provide additional function. This nomenclature allows us to distinguish them from complex composite materials, such as long fibers of graphite or glass, which cannot be blended or compounded with polymers to form an injection-moldable composite material. With regard to our research, the primary objectives for adding biocomposite fillers or blending bioplastics were to increase biodegradability, supply nutrients, increase mechanical strength, or lower the envi-ronmental impact of the material. Even with the added benefits of biocomposite materials, there are sometimes drawbacks. These drawbacks are typically related to either cost or the ease of processing. In our research, the addition of bio-based com-posite fillers often made the final material more susceptible to absorbing water and slightly more difficult to process. Excess moisture can be controlled by drying the materials before extruding or molding, a practice that is fairly common in modern

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 75
polymer processing facilities. With some of the biocomposites and bioplastic blends in our project, difficulties with processing were attributed to changes in viscosity. At increased temperatures, such as within an extruder, polymers behave like non-New-tonian fluids; in other words, their viscosity is dependent on shear rate. Polymers are shear-thinning materials, meaning that their viscosity decreases as the applied shear rate increases. This is an extremely important characteristic of polymers and is the reason why we are able to perform processes such as injection molding. The addition of composite materials often affects the degree of shear-thinning seen during process-ing. Materials with very high loads of composite material exhibit less shear-thinning, making them more difficult to process. Producers can address this issue in a few dif-ferent ways. The most common ways are to limit the amount of composite filler to maintain proper processing characteristics, or to use larger equipment and simply apply more force to overcome the changes in viscosity.
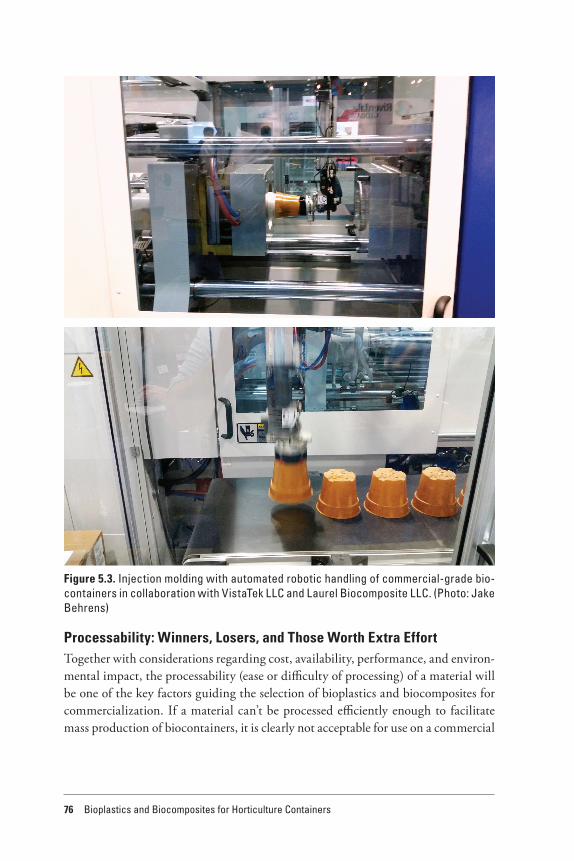
With adequate control of moisture and proper settings for temperature, rate, and force, bioplastics and biocomposites for horticulture containers can be run consis-tently on standard injection-molding equipment, including automated handling of the finished parts by way of robotics (Figures 5.2 and 5.3). As with any polymer, prepara-tion and proper settings are essential for effective, consistent molding of high-quality bioplastic horticulture containers.
Figure 5.2. Injection molding of commercial-grade biocontainers in collaboration with VistaTek LLC in Stillwater, MN. The material being molded in this image is PLA-BioRes™ (80/20) from Laurel Biocomposite LLC. (Photo: Jake Behrens)
76 Bioplastics and Biocomposites for Horticulture Containers
Processability: Winners, Losers, and Those Worth Extra EffortTogether with considerations regarding cost, availability, performance, and environ-mental impact, the processability (ease or difficulty of processing) of a material will be one of the key factors guiding the selection of bioplastics and biocomposites for commercialization. If a material can’t be processed efficiently enough to facilitate mass production of biocontainers, it is clearly not acceptable for use on a commercial
Figure 5.3. Injection molding with automated robotic handling of commercial-grade bio-containers in collaboration with VistaTek LLC and Laurel Biocomposite LLC. (Photo: Jake Behrens)

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 77
scale. Some of the materials that we evaluated failed during the processing step, but most materials processed relatively well. Processability ratings for the most notable bioplastics and biocomposites obtained during our evaluations are provided in Table 5.2. These ratings are based on the observations of highly skilled technicians in a research setting, with much of the work being performed on pilot-scale machinery. We offer these ratings as baseline data associated with the equipment and conditions available in our research and collaborative facilities. We acknowledge that the same materials may process differently on different equipment.
Processability WinnersAlthough the modified lignin filler can be messy during the compounding phase, the PLA-Lignin (80/20) composite received the highest ratings for injection mold-ing (identical to PP) and the highest combined rating for processability (Table 5.2). Another top biocomposite with regard to processability was PLA-BioRes™ (80/20). BioRes™ is a DDGS composite filler that has been modified to enhance its effective-ness for blending with plastics. The small particle size of BioRes™, combined with the low loading level of only 20%, facilitated easy processing of this material with few issues. The same was true for PLA-DDGS (80/20), though it did not process quite as easily as composites filled with BioRes™. Recycled and virgin PLA both scored very well in terms of processability. Because these two materials did not contain any fill-ers, they maintained their initial ease of processing, common when working with neat (unmodified) resins. The two PHA-based materials [PHA-DDGS (80/20) and PHA P1008 (10% starch)] processed very well after initial processing issues were overcome. We determined that PHA processes best when using a “reverse” tempera-ture profile; that is, the temperatures are set higher at the beginning barrel zones, then decreased along the length of the extruder or the injection barrel. Identifying this solution greatly improved the success of processing these PHA-based composites.
Processability LosersSome of the biocontainers injection molded during our project performed well, but their materials were difficult to process. These materials were successfully formed into containers, but they required more effort and longer cycle times, and there were more interruptions in manufacturing than for other bio-based blends and compos-ites that we tested. One of the most notable materials that was difficult to process was the PLA-SP.A (50/50) blend. Containers made from this material provided the highest intrinsic fertilizing effects for plants during greenhouse production, but the low temperature that is required in order to prevent thermal degradation during pro-cessing of the soy polymer causes higher viscosity of the blend and makes injection molding more difficult. Another soy-based material, PLA-SP.A-Lignin (60/30/10)

78 Bioplastics and Biocomposites for Horticulture Containers
Table 5.2. Processability ratings of biorenewable thermoplastics on a scale of 0 to 100, with 100 being best and 0 being worst. Ratings are based on the ease, success, and labor intensity of compounding (extrusion) and injection molding of materials in comparison to the same operations performed with a petroleum-based control material (polypro-pylene), which served as the standard and was assumed to have a rating of 100 for both extrusion and injection molding.
Extrusion Rating
(0 to 100)
Injection Molding Rating
(0 to 100)
Overall Mean Processability
Score
PLA-based thermoplastics
PLA (100% virgin PLA)z na 85 85
PLA-SP.A (50/50)y 45 65 55
PLA-SP.A (60/40) 50 75 63
PLA-DDGS (80/20) 85 90 88
PLA-BioRes™ (80/20)x 90 95 93
PLA-Lignin (80/20)w 90 100 95
PLA-SP.A-DDGS (60/30/10) 70 70 70
PLA-SP.A-BioRes™ (55/35/10) 80 80 80
PLA-SP.A-Lignin (60/30/10)w 60 65 63
PLA (100% recycled PLA)v na 95 95
PHA-based thermoplastics
PHA-DDGS (80/20)u 80 85 83
PHA P1008 (10% starch) na 93 93
Polyamide-DDGS (70/30)t 60 70 65
z All PLA used in our evaluations was Ingeo™ from NatureWorks LLC, Minnetonka, MN.y SP.A is a soy-based polymer developed by researchers at Iowa State University and made up of soy protein
isolate (26%), soy flour (26%), water (31%), glycerin (12%), phthalic anhydride (4%), adipic acid (4%), sodium sulfite (1%), and potassium sorbate (less than 1%) (Yang et al., 2015b).
x BioRes™ is from Laurel Biocomposite LLC, Laurel, NE.w All lignin used in our evaluations was NeroPlast® from New Polymer Systems, Inc., New Canaan, CT.v The recycled PLA used in our evaluations was from Aspen Research Inc., Maple Grove MN.u PHA used in our evaluations was Mirel™ from Metabolix, Inc., Cambridge, MA. t Polyamide used in our evaluations was Uni-Rez™ from Arizona Chemical, Jacksonville, FL; a biorenewable
polyamide made from pine tree oil.

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 79
was also fairly difficult to process. Along with the high viscosity resulting from low processing temperatures, the lignin component in this blend caused a dispropor-tional increase in processing difficulty. Polyamide-DDGS (70/30) was also difficult to process, but the difficulty with this material had little to do with the amount of composite filler. The base resin that we used in this formulation, bio-based polyamide from tall oil, was a very soft and tacky material. Our results with polyamide indi-cated that it could be a very useful material for blending with PLA or PHA in small amounts to achieve increased flexibility (Yang et al., 2015a), but when bio-polyamide was used as the main material, it was quite difficult to injection mold. Parts made of high-percentage polyamide become stuck on the mold core or in the cavity very easily.
Those Worth Extra EffortThree materials were somewhat difficult to mold, but their performance as horti-culture containers could make them well worth the extra effort. The first of these materials was the PLA-SP.A-BioRes™ (55/35/10) blend, which provided the added benefits associated with soy polymer (i.e., intrinsic-fertilizing and root-improving functions), but was easier to process than other blends containing soy polymer. Even at high loading levels of 45%, this material maintained good processability, which was attributed to the small particle size and modifications made to the BioRes™ filler that facilitated blending with the polymers. A very similar blend, PLA-SP.A-DDGS (60/30/10), had lower soy polymer and filler content (slightly less effective fertilizer and root improvement) and was slightly more difficult to process than the similar blend with BioRes™, but provided the fertilizing and root improvement functions at a small savings in cost. Of our round-3 materials, the PLA-SP.A (60/40) blend was consis-tently the best in terms of providing fertilizer to plants and improving root systems, but some difficulties in processing and molding this material in commercial-grade molds were encountered. If these difficulties were resolved, PLA-SP.A (60/40) could be one of the best choices for bioplastic containers that can be used to grow short- and medium-cycle crops without adding additional fertilizer (Currey et al., 2015).
Baseline Processing Parameters for Top Materials in our ProjectProcessing parameters for extrusion and injection molding of ten of the most nota-ble bioplastics evaluated in our project are shown in Table 5.3. The table contains all applicable information that a processor would need as a starting point to success-fully extrude or injection mold these materials.
Column 1 in Table 5.3, labeled “Processing Temperatures,” is a general tempera-ture range to be applied to the extruder or injection-molding barrel. The temperature listed first should be applied to the rear-most zone of the barrel, near the feed inlet;

80 Bioplastics and Biocomposites for Horticulture Containers
Tabl
e 5.
3. B
asel
ine
proc
essi
ng p
aram
eter
s fo
r ext
rusi
on a
nd in
ject
ion
mol
ding
of 1
0 of
the
mos
t not
able
bio
plas
tics
and
bioc
ompo
site
s ev
alua
ted
in o
ur p
roje
ct.
Proc
essi
ng
Tem
pera
ture
s (°
F)
Mol
d Te
mpe
ratu
res
(A/B
) (°F
)
Dry
ing
Tem
pera
ture
(°
F)
Inje
ctio
n Pr
essu
re
(psi
)
Inje
ctio
n Ra
te
(in/s
)
Cool
ing
Tim
e (s
)
Tota
l Cyc
le
Tim
e (s
)
PLA
-bas
ed th
erm
opla
stic
s
PLA
(100
% v
irgin
PLA
)33
0-38
095
/75
120
2500
04.
010
18
PLA
-SP.
A (5
0/50
)34
5-37
010
0/80
120
3600
02.
511
19
PLA
-SP.
A (6
0/40
)35
0-37
510
0/80
120
3600
02.
510
18
PLA
-DD
GS
(80/
20)
365-
380
100/
8012
030
000
3.0
1119
PLA
-Bio
Res™
(80/
20)
365-
380
100/
8012
028
000
3.5
1018
PLA
-Lig
nin
(80/
20)
370-
400
100/
8012
036
000
4.0
1018
PLA
-SP.
A-B
ioRe
s™ (5
5/35
/10)
330-
360
130/
7012
036
000
2.0
1220
PLA
(100
% re
cycl
ed P
LA)
330-
380
95/7
512
028
000
3.5
1018
PHA
-bas
ed th
erm
opla
stic
s
PHA
-DD
GS
(80/
20)
300-
270
130/
100
175
3600
01.
519
34
PHA
P100
8 (1
0% s
tarc
h)30
0-27
013
0/10
017
536
000
1.5
1934
z SP
.A is
a so
y-ba
sed
poly
mer
dev
elop
ed b
y res
earc
hers
at I
owa
Stat
e Un
iver
sity
and
mad
e up
of s
oy p
rote
in is
olat
e (2
6%),
soy fl
our (
26%
), w
ater
(31%
), gl
ycer
in (1
2%),
phth
alic
anh
ydrid
e (4
%),
adip
ic a
cid
(4%
), so
dium
sul
fite
(1%
), an
d po
tass
ium
sor
bate
(les
s th
an 1
%) (
Yang
et a
l., 2
015b
).y
BioR
es™
is a
DDG
S m
ater
ial t
hat i
s m
odifi
ed fo
r im
prov
ed p
erfo
rman
ce a
s a
biob
ased
com
posi
te fi
ller.
BioR
es™
is a
pro
duct
ava
ilabl
e fr
om L
aure
l Bio
com
posi
te L
LC,
Laur
el N
E.x
All l
igni
n us
ed in
our
eva
luat
ions
was
Ner
oPla
st®
from
New
Pol
ymer
Sys
tem
s, In
c., N
ew C
anaa
n, C
T.

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 81
the second listed temperature should be applied to the barrel’s nozzle. The tempera-ture profile between should be a gradient between the two listed temperatures. Notice that the PHA-based materials have a reverse profile, as previously stated.
Column 2, “Mold Temperatures,” lists the temperatures applied to the two mold halves (A and B) during the molding process. The “A” half of the mold is the one located closest to the barrel. The barrel contacts the back side of the “A” half. The “B” half is the half that moves to open and close the cavity, which often houses ejector pins or a stripper plate, depending on mold design. In all of our production runs, the mold used for container molding had the core on the “B” half, and cav-ity on the “A” half. If a reversed mold were used, the two temperatures listed would need to be exchanged to be certain the molded parts would shrink to grasp the cor-rect half of the mold.
Drying temperatures are listed in Column 3 of Table 5.3. Drying times of 8 hours are suggested for PLA-based formulations and 4 hours for PHA-based formulations. The dryers that we used during processing were desiccant-bed, forced-air dryers. These dryers are used before loading the hopper for compounding or injection molding. It is also recommended to use an in-line dryer prior to injection molding to ensure consistent manufacturing of bioplastic containers (Figure 5.1)
The remaining parameters listed in Table 5.3 are somewhat subjective and depend on factors associated with the specific injection-molding machine, mold, and other factors. The table indicates what was observed during our research, and these num-bers likely need modification depending upon the wall thickness of the container being molded and the specific injection-molding machine.
Column 4 in Table 5.3 lists typical injection pressures for injection-molding oper-ations. A general trend to higher pressures can be seen for materials with increased filler loads. As stated, neat resins process easily and are associated with the lowest pressure because they exhibit higher shear-thinning behavior.
Suitable injection rates (Column 5) are important in order to avoid mold or machine damage and to ensure proper filling of the mold. Also related to the shear-thinning properties of the blends, materials containing more fillers generally require slower injection rates for production of high-quality containers.
Cooling times (Column 6) are listed for materials as well. Allowing for adequate cooling after mold filling is very important to ensure easy part ejection/demolding. Longer cooling times slow the overall cycle time and cost processors money. It is very important to minimize the cooling time, but the parts must have enough time to solidify to maintain part quality after ejection/demolding.
The final column contains the total observed cycle time for molding parts. The total cycle time is affected by rates and timing used throughout the process, most

82 Bioplastics and Biocomposites for Horticulture Containers
notably the cooling time and injection rates previously mentioned. It is important for producers to minimize overall cycle time to maintain a competitive edge over other manufacturers, but cycling too quickly may cause problems that can’t be compen-sated by other molding parameters.
General Mechanical Properties of Bio-based MaterialsMany of the materials examined in our project were selected for their potential to perform well under greenhouse conditions, while still offering low environmental impact and superior biodegradability. With these added benefits associated with PLA- and PHA-based materials, there are also some slight drawbacks. The mechan-ical properties of the bioplastics and biocomposites examined in our project differ from those of standard petroleum-based PP typically used for horticulture contain-ers. For example, PLA is a very strong material, but doesn’t show the same amount of flexibility as PP. In contrast, PHA has good flexibility and similar tensile strength as PP, but PHA-based composites can exhibit lower overall mechanical strength than PP. Fortunately for researchers and industry, these issues can usually be resolved with a simple change in design of the part being created. A remarkable characteristic of polymers is that they are able to take nearly any shape desired. This design flexibility allows for most issues to be resolved with good engineering. All of the top materials investigated in our project are suitable for injection-molded horticulture containers, and small changes in container design could help optimize the performance of con-tainers made of each material.
One of the most obvious changes in mechanical properties observed during our project was the change in overall mechanical strength associated with high composite filler loads or high blend ratios with soy-based polymers (SP and SP.A), which have lower mechanical strengths than PLA or PHA. This is a common story when com-paring mechanical properties of polymers, blends, and composites. Typically, adding more than 10-15% filler in an injection-molded composite results in a decrease in mechanical strength. In the biocomposites and blends investigated here, many mate-rials were compounded with high filler content (some up to 30%) and blend ratios (up to 50%) with the goal of providing other added benefits such as increased biode-gradability or release of bio-based fertilizer nutrients during degradation. Industry stakeholders, and ultimately the end consumers, will determine how durable, how biodegradable, how aesthetically pleasing, and how sustainable bioplastic containers must be. Some tradeoffs will need to be made. The strongest and most durable bio-containers will be less biodegradable. The biocontainers that provide fertilizer will be more biodegradable, but may not be the most aesthetically pleasing. And, the bio-containers that show the highest degree of sustainability may be a little more difficult

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 83
to manufacture. Whichever bioplastic or biocomposite is chosen, it should provide a measurable improvement in sustainability because its material will originate from biorenewable feedstock, rather than petroleum.
In the remainder of this section we provide the results of materials strength test-ing (elastic modulus and tensile strength) for 10 notable bioplastic and biocomposite formulations as well as one petroleum-based plastic (PP) for comparison. For the injection-moldable materials, ASTM D638 type IV dog-bone specimens were molded using a BOY 22S injection-molding machine. Paper fiber test specimens were cut from purchased container sidewalls. Tensile tests were performed a minimum of 48 hours after molding to allow for full relaxation and crystallization of polymer chains. An Instron 4502 testing frame was used to determine the mechanical properties of the tested materials. The test extension rate variable was set at 5 mm/min. Elastic modu-lus and ultimate tensile strength results are shown in Figures 5.4 and 5.5, respectively. Results for elastic modulus varied greatly across materials types, ranging from 384 to 2190 megapascals (MPa). Similarly, results for ultimate tensile strength varied and ranged from 4 to 41 MPa across the material types.
Although renewable and degradable, both the PUR-coated and uncoated (treated and untreated) paper fiber materials displayed the lowest elastic modulus and ulti-mate strength results, with a slight increase in elastic modulus resulting from coating with bio-polyurethane. Virgin PLA-BioRes™ (80/20), PLA-Lignin-PA (85/10/5), virgin PLA-Lignin (90/10), and PLA-PEG (90/10) materials exhibited the highest ultimate tensile strengths and elastic moduli, indicating that they are very strong and highly resistant to deformation. PLA-SP.A-BioRes™ (50/30/20) material showed the high-est elastic modulus of all materials tested, but the ultimate tensile strength was 35% lower than the strength of petroleum-based PP, suggesting that containers made of this material could break more easily than containers made of PP (both having the same wall thickness). Virgin PLA-SP.A (60/40) blends had the second highest elas-tic modulus and showed an ultimate tensile strength approximately 95% of that of petroleum-based PP, indicating that PLA-SP.A (60/40) is similar to PP in strength but more resistant to deformation. Of the biocontainer materials tested, PHA showed results for elastic modulus and tensile strength that were most similar to those of petroleum-based PP.
Although petroleum-based PP is currently the most popular material for plastic greenhouse containers, there is no universal standard requiring that all contain-ers should have the same characteristics as those made from PP. In fact, there have certainly been numerous times when horticulturists have reached for plants in PP containers and wished that the containers were more rigid so they wouldn’t deform and spill medium that was intended to stay with the plant roots. All of the materials

84 Bioplastics and Biocomposites for Horticulture Containers
listed in Figures 5.4 and 5.5 are sufficient for use as greenhouse containers, but some are better than others. Increased rigidity above that of PP could be a welcome improvement for horticulture containers as long as the material is sufficiently strong. Along with being more sustainable than petroleum-based PP, some of the bioplastic and biocomposites exhibit characteristics that could make them even more effective than PP in their overall function.
Mod
ulus
(MPa
)
Untreated Paper Fiber
Treated Paper Fiber
PLA-SPA-BioRes (50/30/20)
PHA-DDGS (80/20)
Virgin PLA-SPA (60/40)
PP Regrind
PHA
Virgin PLA-BioRes (80/20)
PLA-Lignin-PAM (85/10/5)
Virgin PLA-Lignin (90/10)
PLA-PEG (90/10)0
500
1000
1500
2000
2500
Figure 5.4. Elastic modulus results for select bioplastic and biocomposite materials eval-uated in our 5-year project. Sample groups contained 10 replicates, and error bars rep-resent standard error of the mean.
0
5
10
15
20
25
30
35
40
45
Ulti
mat
e St
reng
th (M
Pa)
Untreated Paper Fiber
Treated Paper Fiber
PLA-SPA-BioRes (50/30/20)
PHA-DDGS (80/20)
Virgin PLA-SPA (60/40)
PP Regrind
PHA
Virgin PLA-BioRes (80/20)
PLA-Lignin-PAM (85/10/5)
Virgin PLA-Lignin (90/10)
PLA-PEG (90/10)
Figure 5.5. Ultimate tensile strength results for select bioplastic and biocomposite ma-terials evaluated in our 5-year project. Sample groups contained 10 replicates, and error bars represent standard error of the mean.

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 85
Material CostsAs with any commodity, the price of bioplastics and bio-based composite fillers is constantly changing. However, there is ample evidence indicating that prices of bio-based products are not as volatile as petroleum prices, and therefore the economics of bio-based materials should track more consistently with supply and demand than does the price of petroleum-based materials (Henning et al., 2003). At the present time, bioplastics are generally more expensive than petroleum-based PP and HDPE, but bioplastics are expected to become cost competitive with petroleum plastics as production capacity increases and technical innovations are implemented to opti-mize their use (Nova, 2015). If the price of petroleum takes a steep rise in the near future, bioplastics could become more affordable than petroleum-based plastics, and this could happen sooner rather than later. There is also a strong effort underway to switch over to non-food biomass as the standard feedstocks for bioplastics produc-tion (Laird, 2012). Conversion to non-food, biorenewable feedstocks, such as corn stover, wheat and barley straw, sawdust, paper pulp, or perennial grasses as the carbo-hydrate source for microbial production of bioplastic precursors, would lower costs, eliminate competition with food in the areas of price and availability, and would make bioplastics even more sustainable (Laird, 2012).
Whenever we give a presentation on bioplastic containers, the first question asked is “how much do they cost?” or “how does their price compare to petroleum-based containers?” The safest answer is: “they cost more than petroleum-based containers at the present time.” Bioplastic containers are not yet fully commercialized, but are available from a few companies that have championed the technology. Two compa-nies that offer bioplastic and biocomposite horticulture containers for sale are Laurel Biocomposite LLC in Laurel NE and SelfEco LLC in Stillwater MN. Another com-pany that offered bioplastic containers for sale in the past and will likely offer them again in the future is Summit Plastic Company in Tallmadge OH. Custom manufac-turing runs are also possible with other molders if they have equipment for managing material moisture levels. Because the technology is so new, the best way for us to report the cost of bioplastic containers is to provide estimates of current prices for materials, then to calculate the material costs for specific bioplastic container types. Estimates of current pricing for several bioplastics and composite filler materials are shown in Table 5.4, along with current prices for petroleum-based PP and HDPE. There are a few trends that are readily apparent from these data. For virgin resin, all of the bioplastics are currently more expensive than petroleum-based PP and HDPE, but the price for recycled PLA is lower than the price for virgin PP and HDPE. PLA is the most affordable bioplastic that is sufficiently durable for use in horticulture containers. The biocomposite fillers and the recycled material for paper-fiber pots are

86 Bioplastics and Biocomposites for Horticulture Containers
Table 5.4. Price per pound for select bioplastic and biocomposite materials as compared to petroleum-based PP and HDPE. The prices shown are the most accurate available and represent the median price for wholesale bulk purchases, except for those based on our actual purchase price for smaller batches used in our project. The prices for small batches were included when the wholesale prices were not available.
Material Price ($/lb) Source for pricing information
Standard petroleum plastics
Polypropylene 0.75 http://www.plasticsnews.com/resin/commodity-thermoplastics/current-pricing, accessed on 30 June 2016.
HDPE 0.71 http://www.plasticsnews.com/resin/commodity-thermoplastics/current-pricing, accessed on 30 June 2016.
Bioplastics (resin only)
PLA 1.00 http://www.alibaba.com/product-detail/Biodegradabl-PLA-polylactic-acid-raw-material_60264300013.html?spm=a2700.7724857.29.164.DvkHiD, accessed on 30 June 2016.
Recycled PLA 0.60 2014 quote from Aspen Research Inc.
PHA 2.35 2014 purchase from Metabolix
SP.A (ISU high-percentage soy polymer)
1.01 ISU formulation based on median wholesale bulk prices for ingredients as shown on alibaba.com, accessed on 30 June 2016.
Polyamide (bio-based from pine oil)
3.90 2014 purchase from Arizona Chemical
Polyurethane (bio-based dip coating)
2.71 2014 purchase from Alberdingk Boley
Biocomposite fillers
BioRes™ (modified DDGS) 0.30 Quote from Laurel Biocomposite LLC
DDGS 0.09 https://www.ams.usda.gov/mnreports/nw_gr115.txt
Corn stover 0.04 http://www.dairy.missouri.edu/drought/StoverFAQ.pdf
Lignin (NeroPlast, modified lignin)
0.30 2014 purchase from New Polymer Systems, Inc., New Canaan, CT.
Recycled paper fiber (for paper-fiber pots)
0.36 http://www.paperindustryworld.com/raw-materials-global-pulp-market-trends/, accessed on 30 June 2016.

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 87
very affordable. PHA is more than twice as expensive as PLA. Bio-based polyamide is very expensive, and it would be cost-prohibitive to use it as a main component in horticulture containers.
There are other concepts related to the costs of these materials that require further explanation. The cost of materials for the soy polymer (SP.A) is similar to the cost of PLA (Table 5.4), but in order to be durable enough for use in horticulture containers, SP.A must be blended with a high-carbon resin such as PLA (Schrader et al., 2013). When it is blended with PLA at no more than 50% by weight, the resulting material is durable for use in a greenhouse for at least 16 weeks, it improves root development and provides fertilizer nutrients to plants, and it does so at a very reasonable price considering the additional functionality provided beyond that of petroleum-based plastics (Schrader et al., 2015). Bio-based polyurethane is fairly expensive, but it can be justified for use as a dip coating because only a small amount of material is required to greatly improve the performance of fiber containers. The current prices shown for petroleum-based PP and HDPE also require further explanation. The extremely low prices for these and other petroleum-based plastics are strongly linked to an extraor-dinary event that began in November of 2014, an oil production war that collapsed oil prices and has kept them low for more than a year and a half (Kohl, 2016). Along with damaging many national economies and bankrupting vulnerable companies around the world, the bargain-basement price of oil has led to the lowest petro-leum-based polymer prices in the last eight years (Plastics Today, 2016). Therefore, it is important to keep the current oil situation in perspective as we compare the cost of petroleum plastic to the cost of bioplastics. The current low price of petroleum plastics is a peculiar situation that is not economically sustainable. Prices will inevi-tably rise, and the volatility of the petroleum market will continue to frustrate those who rely on petroleum plastics.
Although we cannot provide the actual purchase prices for specific bioplastic con-tainer types, we can provide the current cost of materials that are required to make a single container of each type. While the material costs are obviously less than the actual sale price would be for a container, and manufacturing costs will undoubtedly differ across types, the price of materials gives us a consistent point of reference to allow a comparison of the cost of specific containers. The cost of materials for making one 4.5"-diameter container each of the most notable materials from our 5-year project are shown in Table 5.5. As expected, the cost of materials for bioplastic and biocompos-ite containers is more than the cost of materials for containers made of PP or HDPE, based on current commodity prices. The biocontainer type with the lowest material cost is the one made from recycled PLA, followed by the PUR-coated paper fiber con-tainer (Table 5.5). Recycled PLA is typically material recycled from yogurt cups, and

88 Bioplastics and Biocomposites for Horticulture Containers
it has been available from Aspen Research Inc. in Maple Grove, MN. Recycled PLA is very affordable and functions very well for injection-molded horticulture contain-ers, but there may be issues with large-scale availability because the supply is much smaller than that of virgin PLA. At current prices and availability of PHA, neither the container made of neat PHA nor the one made of PHA-DDGS (80/20) is afford-able, but the addition of composite fillers (DDGS) does lower the material costs and improves biodegradability of containers in soil. All PLA-based containers from our project have material costs that are approximately half that of PHA-based containers, and the PLA-BioRes™ (70/30) is the least expensive of the high-performing biocom-posites evaluated in our project (Table 5.5). While it is true that unmodified DDGS
Table 5.5. Estimated cost of materials for many of the most notable biocontainer types evaluated during our 5-year project. The values represent the cost of materials for mak-ing a commercial-grade round pot (4.5" diameter) and do not include other costs, such as processing, molding, or shipping. The estimates are based on stringent calculations of container weights, material blend ratios, and material prices, but do not account for waste that may occur during processing or manufacturing.
Container material type Cost of material per container (¢)
PLA (neat) 8.6
PLA-BioRes™ (70/30)z 7.1
PLA-Lignin (80/20)y 7.5
PLA-SP.A-BioRes™ (55/35/10) 8.2
PLA-SP.A (60/40)x 9.1
Recycled PLA 5.2
PHA (neat) 20.9
PHA-DDGS (80/20) 16.5
PUR-coated Paper Fiber 6.0
Petroleum-based PP 4.4
Petroleum-based HDPE 4.3
z BioRes™ is a DDGS material that is modified for improved performance as a biobased composite filler. BioRes™ is a product available from Laurel Biocomposite LLC, Laurel NE.
y All lignin used in our evaluations was NeroPlast® from New Polymer Systems, Inc., New Canaan, CT.x SP.A is a soy-based polymer developed by researchers at Iowa State University and made up of soy protein
isolate (26%), soy flour (26%), water (31%), glycerin (12%), phthalic anhydride (4%), adipic acid (4%), sodium sulfite (1%), and potassium sorbate (less than 1%) (Yang et al., 2015b).

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 89
or unmodified lignin would be cheaper than their modified counterparts (BioRes™ DDGS and NeroPlast® Lignin, respectively), our evaluations indicate a substantial improvement in blending, processing, and container performance by using these two modified materials rather than their cheaper, unmodified forms.
Together with material costs, the final price of each container type will depend on many other factors. Processability and the amount of processing required will likely have the next greatest impacts on container price. Even though the material costs are lower for biocomposites, their preparation often requires an extra compounding step compared to containers molded from a homopolymer. Results of our evaluations indicate that the extra step could be justified for many of the biocomposites if they achieve a goal or functionality that is not attainable with the base resin alone. Goals or functionalities that could warrant the extra compounding step include increased strength or biodegradability, a pleasing aesthetic appearance or color, intrinsic fer-tilizer, or a root-improvement function. Marketing strategies, consumer perception, and willingness to pay will be especially important for determining which biocon-tainer types to commercialize and what their price will be.
Manufacturing Collaborations with Industry StakeholdersAs mentioned in the preface of this book, two of the main goals for our 5-year bio-plastic-container project were to: 1) work with industry stakeholders to define and report best practices and industry priorities based on bioplastic-container results; and 2) network with extension agencies and industry stakeholders to educate the pub-lic and integrate bioplastic-container technologies and best practices into the green industry. Our collaborations with industry partners were extremely important for demonstrating the feasibility of bioplastic and biocomposite containers for horticul-ture, and to solidify proof of concept for numerous biocontainer types. With regard to molding and manufacturing of containers, we collaborated with industry partners during all four rounds of development and evaluation. Below, we provide a summary of those collaborations. We thank all of these fine companies for their investment of time, labor, expertise, and resources that made our project an outstanding success.
Round 1: Wide-scale Screening of Numerous Bioplastics and Biocomposites as Prototype ContainersOur injection-molding collaboration in Round-1 was performed in partnership with R&D/Leverage, 1009 SE Browning St., Lee’s Summit, MO 64081. In the first round we produced 100 prototype containers each of 30 bioplastic or biocomposite mate-rials. Ten of these materials were bioplastic-coated fiber containers. The remaining 20 materials were injection molded at R&D/Leverage in May of 2012. The list of

90 Bioplastics and Biocomposites for Horticulture Containers
Round-1 materials appears in Table 5.1, and a picture of the 30 container types is shown in Figure 5.6. To our knowledge, this was the first time that many of these formulations had been injection molded into functional parts. The combined efforts of the academic team and the industry professionals resulted in our first series of bio-plastic containers made from sustainable materials never before used in horticulture.
Round 2: Improved Prototypes Based on Results of Round 1Our second molding collaboration with industry professionals took place in May of 2013 at Mid-Continent Molding and Tool, Inc., 7200 N.E. Birmingham Rd., Randolph, MO 64161. Based on the results of Round-1 evaluations, we made adjust-ments to formulations and used these updated materials to mold prototypes of both 4.5" and #1 trade gallon containers. Along with molding some of the materials to form the larger containers, our updated goals included molding 4.5" containers with thin-ner side walls that required less material per container, but more force to fill the mold. Again the team of researchers and industry professionals resolved issues with specific materials and molded 150 each of 12 types of 4.5" biocontainers and five types of #1 trade gallon biocontainers, along with one dip-coated fiber container of each size (Figure 5.7). The list of Round-2 materials appears in Table 5.1. This collaboration was instrumental in generating the information needed to process the bioplastic and biocomposite materials on commercial-scale molding equipment in Rounds 3 and 4.
Figure 5.6. Round-1 biocontainer prototypes, including 20 that were injection molded at R&D/Leverage and 10 bioplastic-coated fiber containers that were dip-coated at the CCUR Pilot Plant at Iowa State University. (Photo: James Schrader)

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 91
Figure 5.7. Round-2 bioplastic and biocomposite prototype containers injection molded at Mid-Continent Molding and Tool Inc. [twelve 4.5" (top) and five #1 trade gallon contain-ers (bottom)] or dip-coated at the CCUR Pilot Plant at Iowa State University [one each of 4.5" (top) and #1 trade gallon (bottom)]. (Photos: James Schrader)

92 Bioplastics and Biocomposites for Horticulture Containers
Round 3: Manufacturing Collaborations to Produce Eight Commercial-grade Container TypesThe goal of Round-3 collaborations was to produce bioplastic and biocomposite con-tainers on commercial-scale equipment, to demonstrate the capacity for high-volume manufacture of these containers, and to provide higher numbers of containers (1500 of each) for collaborative trials by greenhouse and nursery growers (see Chapter 8
Figure 5.8. Round-3 bioplastic and biocomposite containers injection molded on a commercial-grade mold at VistaTek LLC (4.5" containers, top) and at Nursery Supplies Inc. (#1 trade gallon, bottom) in 2014. (Photos: James Schrader)

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 93
for results of grower trials). Of the eight material types chosen for Round-3 manu-facturing collaborations, seven were injection molded and one was a dip-coated fiber container (Table 5.1). Of the seven injection-molded materials, all seven were formed into 4.5" containers and one was formed into #1 trade gallon containers. In our injec-tion-molding collaborations, all 4.5" biocontainers (10,500 total) were manufactured at VistaTek LLC, 1850 Greeley Street South, Stillwater, MN 55082, and the gal-lon-sized containers (1500 total) were manufactured at Nursery Supplies Inc., 1415 Orchard Drive, Chambersburg, PA 17201. The list of Round-3 materials appears in Table 5.1, and pictures of the injection-molded container types are shown in Figure 5.8. A video of Round-3 materials being molded into 4.5" containers at VistaTek can be viewed online at: <https://www.youtube.com/watch?v=_vXY5ZZrI6o>.
Round 4: Commercial Stakeholder Production and Extension Distribution of Four of the Best Bioplastic Container TypesIn Round 4, the goal was to collaborate with industry to mass-produce and widely distribute containers made from four of the best materials identified during our 5-year project. Our manufacturing partner for Round-4 containers was Laurel Biocomposite LLC, 504 West Industrial Road, Laurel, NE 68745. All containers for Round 4 were 4.5"-diameter injection-molded biocontainers (28,000 total), and the entire manufac-turing effort was facilitated by Laurel Biocomposite, including materials acquisition, compounding, molding, and bulk shipment of wholesale containers to Iowa State University for distribution to growers across the United States in July of 2016. The list of Round-4 materials is shown in Table 5.1, and pictures of the mass-produced containers are shown in Figure 5.9. This large-scale manufacturing run by Laurel Biocomposite demonstrates conclusively that bioplastic containers are suitable for commercial-scale production and utilization.
SummaryTo receive serious consideration as a replacement for petroleum-based plastics in horticulture containers, bioplastics and biocomposites must be: 1) highly conducive to mass production, 2) able to be formed into numerous shapes, sizes, and colors, 3) sufficiently water resistant to prevent water loss through container side walls, 4) sufficiently durable to maintain good performance through plant production and sale, and 5) at least equally effective as petroleum-based plastic containers for grow-ing plants. Bio-based thermoplastics will likely be the best choices for single-use horticulture containers that are produced in high numbers and designed to be light-weight. Most of the bioplastics and biocomposites examined in our project can be processed on existing equipment with simple adjustments to temperature profiles and

94 Bioplastics and Biocomposites for Horticulture Containers
attention to material moisture levels. Large-scale manufacturing runs by our indus-try collaborators demonstrate conclusively that bioplastic containers are suitable for commercial-scale production and utilization. At the present time, bioplastics are generally more expensive than petroleum-based PP and HDPE, but bioplastics are expected to become cost competitive as production capacities increase and technical innovations optimize their use. The current low prices for petroleum-based plastics are strongly linked to an oil production war that began in November of 2014, caus-ing a collapse in oil prices and keeping them low for more than a year and a half. Surveys of consumer preferences suggest that there are already opportunities for suc-cess with bioplastic containers by way of increased profit margins in niche markets where sustainably grown plants can be sold for a premium price. Commercialization of bioplastic containers will likely gain a foothold in these niche markets, even as the current price of petroleum plastics are at a nine-year low. In the future, when petro-leum prices resume their inevitable rise and drive the price of petroleum plastics to uncomfortable levels, bioplastic horticulture containers will become an affordable choice and should become widely utilized beyond the niche markets.
Figure 5.9. Round-4 bioplastic and biocomposite containers manufactured by Laurel Bio-composite LLC. A total of 28,000 containers were produced in a large-scale manufactur-ing collaboration. (Photos: James Schrader)

James A. Schrader, Jake J. Behrens, Mitchel Michel, and David Grewell 95
AcknowledgementsThis publication was funded in part by the National Institute of Food and Agriculture, USDA, Specialty Crops Research Initiative (award # 2011-51181-30735), the United Soybean Board, the Minnesota Corn Research & Promotional Council, and by Iowa State University, the University of Nevada, Reno, and the University of Illinois. We sincerely thank R&D/Leverage, Mid-Continent Molding and Tool, Aspen Research, VistaTek, Nursery Supplies, and Laurel Biocomposite for their collaborative effort and support that helped make this project an outstanding success.
Literature CitedAuras, R.A., L.-T. Lim, S.E.M. Selke, and H. Tsuji (Eds.). 2011. Poly(lactic acid): Synthesis,
Structures, Properties, Processing, and Applications. John Wiley & Sons, USA.Currey, C., K. McCabe, J. Schrader, W. Graves, J. Behrens, and D. Grewell. 2015.
Biocontainers 2.0. GrowerTalks 79(5): 74-78.Evans, M.R. and D. Karcher. 2004. Properties of plastic, peat, and processed poultry feather
fiber growing containers. HortScience 39: 1008-1011.Garlotta, D. 2001. A Literature Review of Poly(Lactic Acid). J. Polymers Environ. 9(2):
63-84.Henning, B., M. Sloane, and M. de Leon. 2003. Natural gas and energy price volatility.
American Gas Foundation. Energy and Environmental Analysis. Arlington, VA, USA.Koeser, A., S.T. Lovell, M. Evans, and J.R. Stewart. 2013. Biocontainer water use in short-
term greenhouse crop production. HortTechnology 23: 215-219.Kohl, K. 2016. OPEC’s oil price war backfires: Scraping the bottom of the Saudi barrel.
Energy and Capital. 18 March 2016. Baltimore, MD, USA.Laird, K. 2012. Green Matter: Can bioplastics take the heat? Record U.S. drought revives
food vs. fuel debate. Plastics Today. <http://www.plasticstoday.com/green-matter-can-bioplastics-take-heat-record-us-drought-revives-food-vs-fuel-debate/201101118617805>.
McCabe, K.G., J.A. Schrader, S. Madbouly, D. Grewell, and W.R. Graves. 2014. Evaluation of biopolymer-coated fiber containers for container-grown plants. HortTechnology 24: 439-448.
Nova. 2015. The future of plastics. Australian Acad. Sci. <http://www.nova.org.au/earth-environment/future-plastics>.
Plastics Today. 2016. Weekly resin report: PP prices hit levels not seen since 2009. Resin Pricing, Materials. Plastics Today, 28 June 2016. < http://www.plasticstoday.com/resin-pricing/weekly-resin-report-pp-prices-hit-levels-not-seen-2009/24844>.
Schrader, J.A., G. Srinivasan, D. Grewell, K.G. McCabe, and W.R. Graves. 2013. Fertilizer effects of soy-plastic containers during crop production and transplant establishment. HortScience 48: 724-731.
Schrader, J.A., K.G. McCabe, G. Srinivasan, K. Haubrich, D. Grewell, S. Madbouly, and W.R. Graves. 2015. Development and evaluation of bioplastic containers for

96 Bioplastics and Biocomposites for Horticulture Containers
sustainable greenhouse and nursery production. Acta Hort. 1104: 79-88. DOI: 10.17660/ActaHortic.2015.1104.13.
Yang, S., S.A. Madbouly, J.A. Schrader, D. Grewell, M.R. Kessler, and W.R. Graves. 2015a. Processing and characterization of bio-based poly(hydroxyalkanoate)/poly(amide) blends: Improved flexibility and impact resistance of PHA-based plastics. J. Applied Polymer Sci. 132(27), DOI: 10.1002/app.42209.
Yang, S., S.A. Madbouly, J.A. Schrader, G. Srinivasan, D. Grewell, K.G. McCabe, M.R. Kessler, and W.R. Graves. 2015b. Characterization and biodegradation behavior of bio-based poly(lactic acid) and soy protein blends for sustainable horticultural applications. Green Chem. 17: 380-393. DOI: 10.1039/C4GC01482K.