Embed Size (px)
Citation preview

BIO-REFINER MECHANICAL PULPING OF BAST TYPE FIBERS
Harmohinder S. Sabharwal Masood Akhtar ResearchAssociate Asst. Researcher Department of Forestry Univ. of Wisconsin Univ. of Wisconsin BiotechnologyMadison, WI 53705 Center and Instiitute USA. for Microbial and
Bio-Chemical Technology, USDA Forest Products Laboratory,Madison, WI 53705, USA.
Robert A. Blanchette Raymond A. YoungProfessor Professor Department of Plant Department of Pathology ForestryUniv. of Minnesota Univ. of Wisconsin St. Paul, MN 55108 Madison, WI 53706 USA. USA.
ABSTRACT
Cut bast strands from kenaf and jute untreated and treated with a CZ-3 strain of white-rot fungusCeriporiopsis subvermispora were refined in a laboratory single disc refiner under atmosphericconditions. First stage refining was carried to about 500 ml. csf. Second stage refining was carried out at various clearance levels to varyingdegrees of freeness. The energy consumption in refining was substantially lower and the strengthproperties higher for the fungal treated bast strands. The opacity and drainage properties were also superior for bio-mechanical bast pulps;however the brightness level was lower. Scanning electron microscopy of fungal treated bast strands after refining showed fibers appeared to separate more readily from adjacent fibers than noninoculated treatments.
Key Words: Kenaf Bast, Jute Bast, Refiner Mechanical Pulping, Bio-Refiner Mechanical Pulping, White-rot fungi, Cer ipor iops i ssubvermispora, Energy Consumption, PulpStrength Properties, Scanning Electron Microscopy.
INTRODUCTION
The preservation of forests and increasingenvironmental awareness has fucussed research on exploration of new renewable fibrous resources and less toxic pulping and bleaching processes. The use of non-woody plants already account for 9.1% of total world papermakingcapacity (1990) (l). The use of non-woody plantsfor pulp and paper in the US is almost negligible;although nearly 330 million tons are available. Also noteworthy is that the share of mechanical pulp in the US is 10% compared to 21.4% for rest of the world (Figures 1 and 2). An increased share of mechanical pulp would to some extent mitigate the problem of environmental clean up.The most often cited reasons for the low production of mechanical pulps are high energy cost and inferior pulp quality which restricts use to a limited number of grades of paper.
A wide variety of non-woody plant fibers are used for paper making. Kenaf (Hibiscus cannabinus)is an herbaceous plant of the family Malvacae, which is grown in many parts of the tropics and in some subtropical and warm temperate areas. The plant grows to a height of 3.7-5.5 meters with a diameter of 25-51 mm. Jute (Corchorus capsularis ) is primarily grown in Bangladesh,India, China and Thailand. The plant grows to 2.5-3.5 meter in height at maturity. The outer bark or bast of these plants comprises about 40% of the stem by weight and is mainly used for low value-added products such as rope, cordage and gunny sacks. The inner woody core or stem accounts for the remaining 60%of the plant.
A search for new fiber crops by the U.S. Department of Agriculture in the 1960's and 70s identified kenaf as a promising alternative fibrous raw material for paper making (2). Jute on the other hand has been traditionally a major source of foreign exchange earnings for the jute producingcountries. However, the use of jute has been steadily decreasing in recent years mainly due to the substitution by synthetic fibers in the developed countries. India is a classic example,where exports of jute products dropped from 80% in 1960 to 19% in 1990 (Figure 3). A similar trend has been observed for other jute producingcountries. The major decline in jute exports from developing countries has accelerated research to diversify utilization for value added products.
1994 Pulping Conference / 623

It is surprizing to note that bast fibers of these plants inspite of their considerable potential from the point of view of their availability, fiber morphology and chemical composition have received very little attention for the production of paper. Considerable research work has been done on the chemical and chemi-mechanical pulping of whole kenaf plant, bast and stem but very little attention has been paid to the atmospheric refiner mechanical pulping. Jute on the other hand has neither been a serious focus of research for chemical nor mechanical pulping studies.
The effect of fungi, especially white-rot fungi, on wood was systematically studied by Campbell in the 1930's (3). However, by now, the advantageof using fungal treatment prior to mechanical refining of wood with beneficial results has been proven through various studies (4,5).Considerable energy savings and enhancement of strength properties were realized by the use of a strain of white-rot fungi, Cer ipor iops i ssubvermispora CZ-3 (6). Very little information is available on the use of fungal treatment prior to mechanical pulping of non-woody plants and is practically non-existent in the case of kenaf and jute bast.
Therefore studies on the atmospheric refiner mechanical pulping (RMP) and bio-refiner mechanical pulping (BRMP) of kenaf and jutebast were initiated to evaluate alternate environmentally benign pulping approach.
EXPERIMENTAL
REFINING
Atmospheric refining was carried out in a 12" Sprout Waldron single disc refiner. SproutWaldron D2A507 Ni Hard plates were used because of their wider range of applicability. The refiner was run with a 50hp motor at 2600 rpm.Cut bast fibers (2-4 cm) were used in the experiments. Primary stage refining was carried out at a feed rate of 250g/min (366 Kg/day) at 0.02" clearance with a resulting freeness of about 500 ml. csf. The discharge consistency was maintained at 1-2%. Sufficient pulp was obtained from the primary stage refining for secondary stage refining at various clearance levels to obtain pulp at various freeness levels. The secondary
stage refining was carried out at 10% consistencyand feed rate was maintained at 600g/min (864Kg/day). The energy consumption was measured by a watt meter attached to the power supply of the driving electric motor.
FUNGUS
Ceriporiopsis subvermispora (Fil.) was selected for this study, because of its greater ligninselectivity (7,8) and superior biopulpingperformance to other fungi (9). Strain CZ-3 of this fungus was selected based on its superiorbiopulping performance than the other strains (10). The strain was obtained from the Center for Mycology Research of the Forest Products Laboratory, Madison, WI.
INOCULUM PREPARATION
The fungal culture was maintained on potatodextrose agar (PDA) (Difco Laboratories, Detroit, MI) slants and kept refrigerated until used. PDA plate cultures were inoculated from these slants and incubated at 27% and 65% relative humidityfor 10 days. A culture medium was made with 330 ml of water containing potato dextrose broth [(7.2g) Difco Laboratories, Detroit, MI] and yeast extract [(2.18g) (Ambrex 1003, Universal Food Corporation, Milwaukee, WI)]. This medium was poured into one 2.8 liter flask. The Fernbatch flask containing medium was closed with alumininum foil and autoclaved for 20 min. at 121°C and 15 psi. After cooling to room temperature, the flask was inoculated with 30 plugs with 9 mm diameter from the 10-day old plate cultures. The flask was then incubated at 27°C and 65% relative humidity for 10 dayswithout agitation. The spent medium in the flask containing the fungal biomass was decanted, the mycelium washed with sterile distilled water, and then blended aseptically in a Waring blender. Sterile water was then added to the blended mycellium to bring the total volume of the suspension to 100 ml. Twenty five grams of this suspension (0.1% fungus on dry weight basis) was added to the medium prior to inoculation.
624 / TAPPI Proceedings

MEDIUM PREPARATION
A glucose-containing medium as described previously (11) was used to increase the fungalbiomass and suppress cellulose degradation. The medium was added in two bioreactors (one for control and the other with treatment) in sufficient quantity to bring the moisture content to about 80% on wet weight basis. Each bioreactor contained about 350g cut bast strands (Sterlizedby autoclaving) on oven dry weight basis. The bioreactor used in this study has been described in a previous publication (12).
PULP TESTING
Tappi standards were employed for the evaluation of all the pulps after removing the latency bystandard method.
SCANNING ELECTRON MICROSCOPY
Samples of inoculated and noninoculated cut bast strands were infiltrated with water and frozen in a freezing microtome at -20°C. Transverse sections were made through the strands to provide a clear cut surface and material allowed to air dry on alumininum stubs used for scanning electron microscopy. Specimens were coated with 40% gold and 60% palladium and examined with a HItachi 450 scanning electron microscope.
RESULTS AND DISCUSSION
Refining involves the repeated compression and relaxation of the plant material and fibers in water provided by the bars and grooves of refiner disc. This results in both energy consumption and mechanical disruption of the middle lamellae that bonds the secondary walls of woody cells (13).The refining process can be augmented by pressure and temperature known as pressurizedrefiner mechanical pulping and thermomechanical pulping processes. Low density, long fibers and large lumen size enhance the compressibility of the material in mechanical refining. Bast fibers have all these characteristics and should be expected to respond better than wood to refiner mechanical pulping. Two factors which distiguish bast fibers from woody materials are the orientation of the fibrils and the lignin content. The fibrils of bast fibers lie more or less parallel to the fiber axis, unlike wood fibers whose fibrils
are spirally wound. The bast fibers can therefore be split length wise by mechanical action to yieldfine, relatively long fibrous threads (14). The lignin content of kenaf bast is reported to be as low as 7.7% whereas lignin content in the case of jute bast varies from 12-14% (15). In most of the woody and non-woody plants lignin is typicallyconcentrated towards outer cell wall and middle lamella whereas in jute bast the lignin is more evenly distributed. All these factors should make less drastic approaches possible for mechanical pulping of bast from kenaf and jute.
Another difference is the very high hot water solubility (17%) (16) and 1% NaOH solubility(15-20%) (17) of kenaf compared to woodymaterials. Thus any thermal or chemi-thermo mechanical pulping process utilized with kenaf bast may result in considerable loss of yield. The present investigation was undertaken, first to probe if these special characteristics would prove to be advantageous in atmospheric refiner mechanical pulping and also if the same features would render the bast more suceptible to fungal treatment by known fungal strains. The main focus was on energy consumption at various stages of refining, before and after treatment, and the effect on the strength properties.
The pulp yields from refiner mechanical pulpingand bio-refiner mechanical pulping of bast were in the ranges of 96% and 93% (Table I)respectively., which are more than that obtained for TMP and CTMP from whole kenaf (18).
ENERGY CONSUMPTION
The energy consumption data (Table II and III)shows that nearly 68% of the total energy required to obtain kenaf bast refiner mechanical pulp at 110 ml csf was consumed in the primary stagewhereas for jute this figure was 70.0% at 80 ml csf. This is in contrast to the thermo-mechanical pulping of wood where only one third of the total refining energy is consumed during fiberization stage (19). This appears to be related to presteaming and refining at an elevated temperature and pressure in the primary stagerefining in the thermo-mechanical pulping process. The heat generated from atmosphericRMP of bast strands was sufficient to partiallysoften the lignin, although there still was considerable energy consumption at primary stage. The energy consumption of fungal treated
1994 Pulping Conference / 625

kenaf and jute bast during primary stage was 60% and 69% of the total energy consumed at 142 ml csf and 200 ml csf respectively. However maximum energy savings of 37.6% and 23.5% were realized in the primary stage of refining and initial stage of secondary refining respectively,when the pulp was still coarse. The energysavings of 22% at primary stage (0.02" clearance)and 40% at secondary stage (0.005" clearance) were realized in the case of jute bast. This suggests that the fungal attack was primarily in the region of middle lamella where it modified the region thereby making the separation of the fibers easier. A similar observation was made in the case of rice husk (20). The cumulative energysavings for kenaf bast at a level of 202 ml csf, where optimum strength properties were obtained was 27.7%. This figure was 25% in the case of jute bast at 330 ml csf, where optimum strengthproperties were obtained (Tables IV and V). A comparison of the reduction in energyconsumption by Ceriporiopsis subvermispora treatment of aspen chips (6) and kenaf and jutebast shows that, although a greater reduction in energy consumption was (39.7%) was realized for aspen chips as compared to 26% for kenaf bast and 33.5% for jute bast, the overall energyconsumption is 30.5% and almost 60% less for fungal treated kenaf and jute respectivelycompared to fungal treated aspen (Figures 4 and
It was also observed that pulps obtained from fungal treated bast strands at lower csf level were easier to drain compared to untreated samples. Also the biopulps exhibited considerablyenhanced strength properties at higher freeness levels somewhat like chemical pulps. The uniquephenomenon of obtaining stronger pulps at higherfreeness levels is concordant with the earlier finding of Pommier et al. (21) who demonstrated that many enzymatic cocktails of cellulases and hemicellulases, irrespective of their origin, had the ability to reverse the detrimental decrease in drainage properties inherent in recycled fibers. They speculated that the enzymes act on the surface of fibers producing a peeling effect as described by Lee and Lim (22). According to Pommier et al., if the peeling effect is controlled, the enzyme will remove only a small amount of the components that have greatest affinity for water, but do not contribute to the hydrogenbonding potential of the fibers. Thus better drainage of the pulp is allowed without affecting
the mechanical strength properties. The fungusstrain CZ-3 of C. subvermispora utilized in our investigation posseses all these enzymes, that is, cellulases, hemicellulases and ligninase. The activity of cellulase enzyme was, however, suppressed in our investigation by addingsuuficient glucose to the reaction mixture to avoid cellulose degradation. The other enzymes were free to act without inhibition.
STRENGTH AND OPTICAL PROPERTIES
A comparison of RMP pulps from untreated and treated kenaf bast indicates that fungal treated kenaf bast yielded pulps with strength propertiesmuch greater than the pulps from untreated kenaf bast at all the freeness levels. The increase in burst, tensile and tear strength was 44%, 24.9% and 63.8% respectively in the range of 480 to 500 ml csf; whereas the increase was 65%, 58.3% and 56.6% for tensile, burst and tear strengthrespectively in the range of 200 to 220 ml csf (Table IV).
The pulps obtained from fungal treated jute bast at 200 ml and 330 ml csf had considerably enhanced strength properties compared to untreated jutebast. The burst, tensile and tear strengthsincreased by 39%, 22% and 33%, respectively, in the case of fungal treated jute at 330 ml csf as compared with cut jute bast at 150 ml csf (Table V).
The optical properties invariably suffer from fungal treatment. A slight increase in the brightness value of pulp obtained from treated kenaf bast might be explained as due to hyphaeleft in the pulp. A loss in brightness of pulps by11 to 12 points from fungal treated jute bast was recorded (Table VI). The opacity values from kenaf and jute bast were in the acceptable range.
SCANNING ELECTRON MICROSCOPY
Scanning electron micrograph of untreated kenaf bast strands refined to 218 ml csf (Figures 6a and b) show detached cells and group of cells that remain unseparated (arrows). The fibers in fungalpretreated kenaf bast and refined to 202 ml csf can be seen separated and detached from adjacent cells with very few groups remaining attached after refining (Figures 6 c and d). Untreated kenaf
626 / TAPPI Proceedings

after refining to 500 ml csf (Figure 6 e) shows groups of cells attached (arrows) where as fungaltreated kenaf refined to 486 ml csf shows well separated and detached fibers (Figure 6 f).
Scanning electron micrographs of sectioned jutebast show separated bundles of fibers containingcells of varying thickness (Figure 7 a). Fungalpretreated fibers are modified by hyphae that colonize the exposed edges of the fiber bundles (Figure 2 b). Additional study on the ultrastructural changes that occur within middle lamellae and secondary walls of treated bast fibers should provide important information on the mechanism involved and distinct changesoccurring within the modified cell walls.
CONCLUSIONS
1. Bast material does not require pressurized or thermo-mechanical pulping processes to produceacceptable pulps.
2. Considerable energy savings and enhancement in strength properties can be realized by biotreatment of bast with C e r i p o r i o p s i ssubvermispora, a white-rot fungus, prior to refining.
3. The biomechanical approach for bast fibers provides a new class of pulps with propertiesbetween mechanical and chemical pulps suitable for substitution for chemimechanical pulps.
4. If kenaf bast were to completely replace wood for mechanical pulping processes in the US a net energy saving of 4.64 billion KWh/annum would be anticipated.
ACKNOWLEDGEMENT
The authors wish to thank Mike Lentz for his technical assistance in the inoculation experiments. Sincere thanks are also extended to John Haight and Eugene Krueger for their help in scanning electron microscopy.
LITERATURE CITED
1994 Pulping Conference / 62 7

628 / TAPPI Proceedings






a and b: Untreated kenaf fibers refined to 218 ml CSF showing detached cells as well as groups of cells that remain unseparated (arrows).
c and d: Kenaf fibers that have been pretreated with C subvermispora and refined to 202 ml CSF can be seen separated and detached from adjacent cells. Very few groups of cells remain attached after refining.
e: Untreated kenaf afer refining to 500 ml CSF with groups of attached cells still evident (arrows).
f: Fungal treated kenaf, refined to 486 ml CSF, showing well separated and detached fibers.
Bar = 50 um
634 / TAPPI Proceedings
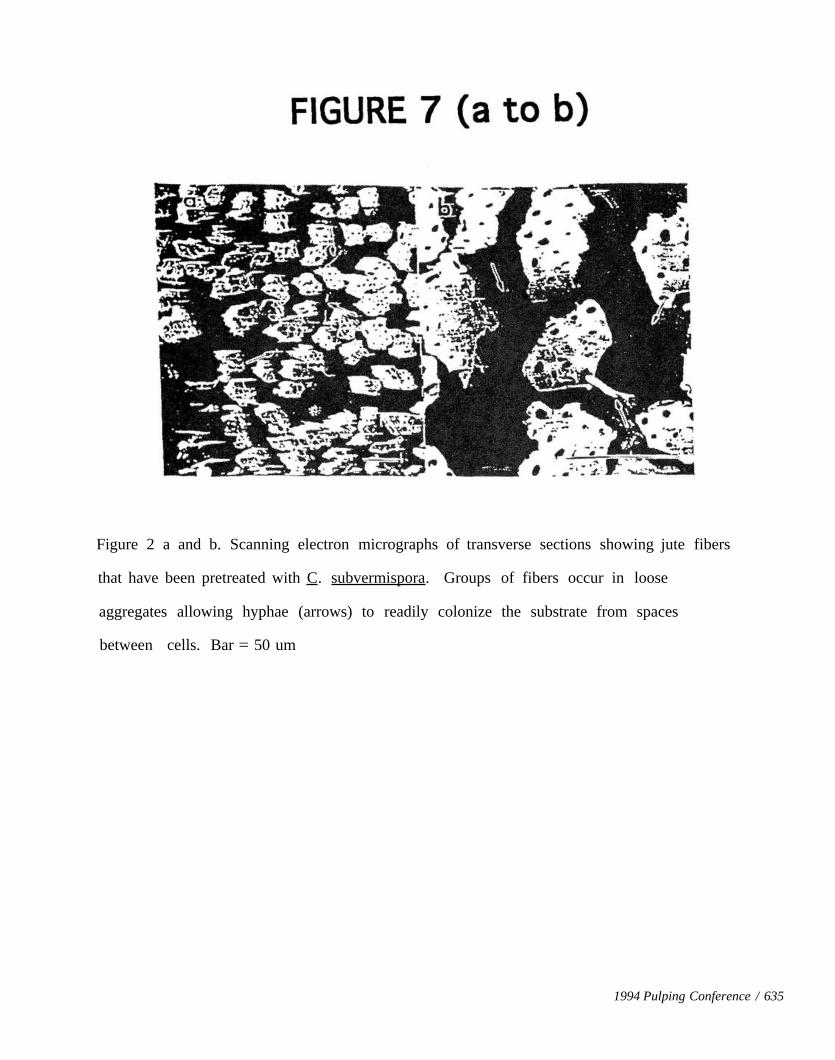
Figure 2 a and b. Scanning electron micrographs of transverse sections showing jute fibers
that have been pretreated with C. subvermispora. Groups of fibers occur in loose
aggregates allowing hyphae (arrows) to readily colonize the substrate from spaces
between cells. Bar = 50 um
1994 Pulping Conference / 635

TABLE I
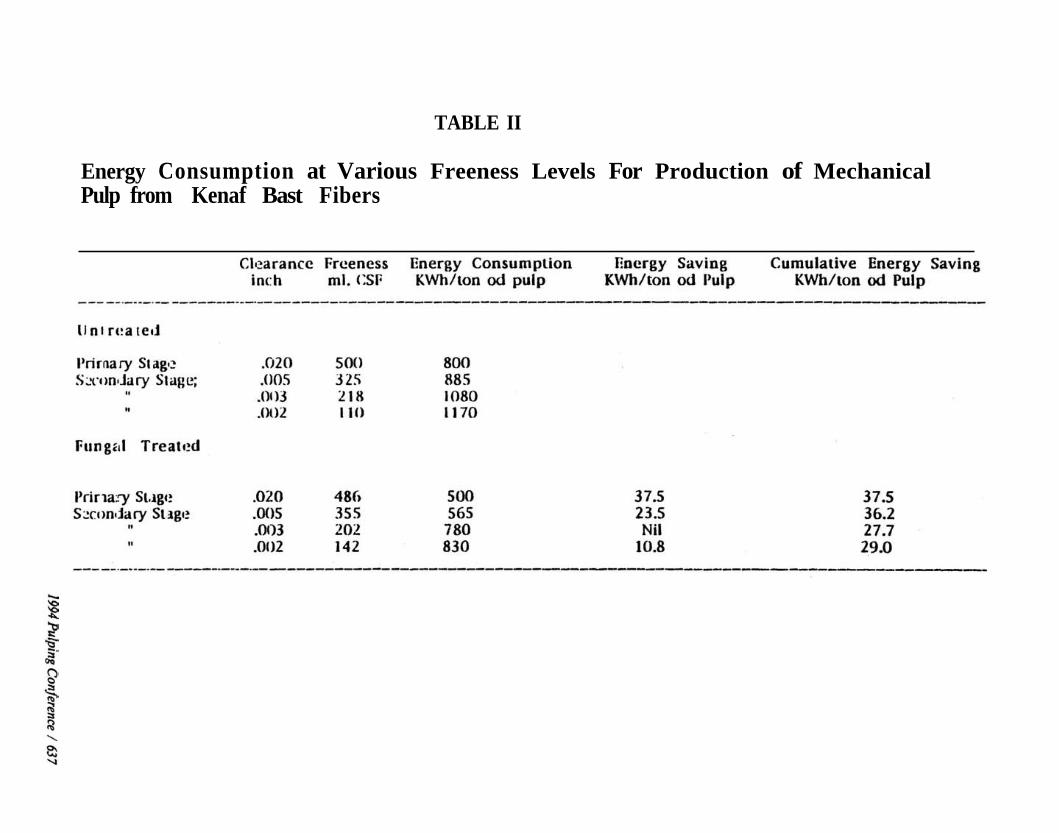
TABLE II
Energy Consumption at Various Freeness Levels For Production of Mechanical Pulp from Kenaf Bast Fibers

TABLE III
Energy Consumption at Various Freeness Levels For Production of Mechanical Pulp From Jute Bast

TABLE IV
Strength and Optical Properties Of Pulps From Untreated and Fungal Treated Kenaf Bast Fiber

TABLE V
PROPERTIES OF UNTREATED AND FUNGAL TREATED REFINED PULP FROM JUTE BAST

TABLE VI
OPTICAL PROPERTIES OF UNTREATED AND FUNGUS TREATED PULPS FROM JUTE BAST

-------------
1994 Pulping Conference
Book 2
Sheraton Harbor Island San Diego, California
November 6 - 10
Proceedings TAPPI PRESS Technology Park/Atlanta P. 0.Box 105113 Atlanta, GA 30348-5113, USA


![DBPIA-NURIMEDIA2010]_SSD_Simulation.pdf · 2014-03-10 · 4.1 01 BAST page— mapping 0) block—mapping SSE) BAST wear—leveling 71 garbage 71 + BAST BAST BAST BAST FTLq + Carbon](https://img.dokumen.tips/doc/110x75/5f5590f3c1ce6c091200be8e/dbpia-nurimedia-2010ssdsimulationpdf-2014-03-10-41-01-bast-pagea-mapping.jpg)