Embed Size (px)
Citation preview

Encontro Nacional BETÃO ESTRUTURAL - BE2012 FEUP, 24-26 de outubro de 2012
Betão de Elevado Desempenho Reforçado com Fibras
Filipe Ribeiro1 Sandra Nunes2
RESUMO
É um facto que os Engenheiros Civis têm a sua atividade limitada pelas características dos materiais
com que trabalham. No caso particular do betão destaca-se a baixa resistência à tração e diminuta
ductilidade; o elevado peso próprio, significativamente superior ao das estruturas de aço com a mesma
capacidade de carga, e a sua vulnerabilidade à penetração de substâncias nocivas, que aceleram o
processo de corrosão das armaduras.
O Betão de Elevado Desempenho Reforçado com Fibras (BEDRF) exibe, neste contexto,
potencialidades que o tornam uma alternativa capaz de resolver os problemas anteriormente expostos.
Encarado como uma extensão de três materiais conhecidos (o Betão de Elevado Desempenho, o Betão
Reforçado com Fibras e o Betão Auto-Compactável), este material caracteriza-se pela sua enorme
resistência mecânica, o seu comportamento dúctil devido à inclusão de fibras, baixa relação
água/cimento, grande compacidade, notória resistência à penetração de substâncias nocivas e grande
durabilidade.
No presente trabalho apresentam-se as principais conclusões e resultados alcançados no âmbito de
uma Dissertação de Mestrado Integrado em Engenharia Civil dedicada à compreensão e caracterização
do comportamento do BEDRF [1]. No estudo da resistência à tração do material foram implementados
dois métodos de avaliação indireta: o Ensaio de Flexão sob 4 Pontos em Placas Finas e o “Wegde
Splitting Test”. Para além destes, foram também realizados ensaios de flexão em provetes prismáticos
(4x4x16cm3) e ensaios de compressão diametral em provetes cilindricos. Os estudos efetuados
permitiram discutir a influência da inclusão de fibras no comportamento do material, as vantagens da
combinação de diferentes tipos de fibras e a adequabilidade dos ensaios utilizados para a
caracterização do comportamento à tração deste tipo de material.
Palavras-chave: betão de elevado desempenho; fibras; auto-compactável; comportamento à tração; wegde splitting test. 1 LABEST/FEUP, Departamento de Engenharia Civil, Universidade do Porto, Portugal. [email protected] 2 LABEST/FEUP, Departamento de Engenharia Civil, Universidade do Porto, Portugal. [email protected]

Betão de Elevado Desempenho Reforçado com Fibras
2
1. INTRODUÇÃO
Embora a investigação e o desenvolvimento do betão com fibras tenham começado há mais de
quarenta anos [2], a sua aplicação é bastante limitada e a sua produção representa uma pequena
percentagem do total da produção de betão [3]. Porém, nos últimos anos, ocorreram avanços notáveis
neste domínio e os materiais compósitos à base de cimento reforçados com fibras ganharam
relevância.
Um grande impulsionador do desenvolvimento dos betões de elevado desempenho, foi o aparecimento do “Reactive Powder Concrete” (RPC) [4], com enormes resistências à compressão na ordem dos 200MPa ou mais , contudo, bastante frágil. A presença de fibras neste tipo de composições de elevado desempenho cumpre duas importantes funções: induzir o aumento da ductilidade e melhorar os resultados de resistência à tração. Nos últimos anos, vários investigadores têm vindo a desenvolver variantes do material, nas quais a resistência à tração ultrapassa frequentemente os 10 MPa, tais como, entre outros: o “Ultra-High Performance Concrete”, conhecido como DUCTAL® (12 MPa) [5], o “High-Performance Hybrid-Fibre Concrete” (12 MPa) [3] e, mais recentemente, o “Ultra High Performance Fiber Reinforced Concrete with Low Fiber Contents” (13 MPa) [6]. É importante referir que a grande resistência do material possibilita o fabrico de elementos estruturais mais esbeltos e, portanto, com menor consumo de matérias-primas.
De outra perspetiva, o BEDRF caracteriza-se pela sua baixa porosidade, elevada resistência à penetração de substâncias nocivas e grande durabilidade. A possibilidade de conseguir misturas auto-compactáveis permite eliminar a necessidade de vibração e também, pelo facto de escoarem sob a ação do peso próprio, obter uma melhor distribuição das fibras. Estes fatores contribuem não só para melhorar a qualidade da estrutura final, mas também para prolongar a sua vida útil. Existe assim a convicção de que esta solução pode ser uma das formas da Engenharia Civil contribuir para um futuro mais sustentável.
O tipo, a orientação e o volume de fibras utilizado nestas composições influenciam significativamente
o desempenho mecânico do material. Como se pode observar na Fig. 1, é possível que, após a
ocorrência da primeira fissura, a tensão continue a aumentar, ocorrendo um endurecimento (“strain
hardening”), que garante a estabilidade do elemento estrutural. Este comportamento é similar ao que
acontece numa estrutura clássica de betão armado, na qual após a fendilhação do betão, caso a
armadura de reforço seja suficiente, esta absorve as tensões até ser atingido o limite de resistência do
aço. No caso dos betões reforçados com fibras são as fibras que asseguram esse comportamento. Na
Fig.1 compara-se ainda respostas à tração de diferentes betões, evidenciando-se a grande capacidade
resistente do BEDRF (“high performance fibre concrete”) relativamente ao betão com fibras
convencional (“conventional fibre concrete”) e ao betão simples (“plain concrete”). Destaca-se
também a grande ductilidade do BEDRF, ou seja, as grandes deformações que ocorrem até ao limite
de resistência do material.
Figura 1. Comparação do comportamento à tração de diferentes tipos de betão. [3]

Filipe Ribeiro
3
Para dimensionar qualquer elemento estrutural é fundamental conhecer bem o comportamento dos
materiais, prevendo o seu desempenho na estrutura e, principalmente, salvaguardando a segurança dos
futuros utilizadores. É, portanto, clara a necessidade de realizar um vasto número de ensaios que
permitam caracterizar completamente o comportamento deste novo material. Neste âmbito,
desenvolveu-se um trabalho de investigação experimental que permitiu alargar os conhecimentos
sobre o tema e compreender melhor o comportamento mecânico do BEDRF, em particular, de duas
composições nas quais se variou o comprimento das fibras utilizadas, permanecendo constantes o
diâmetro e a dosagem utilizada. Este trabalho permitiu discutir a influência no comportamento do
material provocada pelas características geométricas das fibras, as vantagens da combinação de
diferentes tipos de fibras e a adequabilidade dos ensaios selecionados para a caracterização do
comportamento à tração deste tipo de material. 2. COMPOSIÇÃO E PRIMEIROS ENSAIOS 2.1 Materiais constituintes As argamassas investigadas foram preparadas com misturas ternárias de cimento (CEM I 42.5 R), fíler calcário (BETOCARB P1 – OU), e sílica de fumo (Centrilit Fume SX em suspensão com 50% de teor de sólidos) com uma densidade de 3.10, 1.38 e 2.68, respetivamente. O tamanho médio das partículas de cimento e fíler calcário foi de 14.6 e 5.36 m, respetivamente. As partículas da sílica de fumo apresentam uma dimensão 50 a 100 vezes inferior à das partículas do cimento. O superplastificante utilizado (Sika Viscocrete 20HE) é constituído por carboxilatos modificados e apresenta uma densidade de 1.08 e 40% teor de sólidos. Utilizou-se uma areia fina natural com um diâmetro máximo de 1 mm e uma massa volúmica de 2630 kg/m3 (material seco). Foram incluídos três tipos de micro-fibras lisas de secção circular com um diâmetro de 0.175 mm, 2100 MPa de resistência à tração e com três comprimentos diferentes: 6, 9 e 12 mm. 2.2 Processo de amassadura e ensaios no estado fresco A amassadura do material seguiu o procedimento indicado no esquema da Fig. 2. Quando comparado com um procedimento habitual de argamassas auto-compactáveis, verificam-se maiores tempos de amassadura, para assegurar uma boa dispersão das partículas de sílica de fumo.
Figura 2. Esquema ilustrativo do procedimento de amassadura.
Foram realizados ensaios de espalhamento e fluidez (funil-V) para a caracterização do estado fresco da argamassa. O princípio do ensaio de espalhamento consiste em encher com argamassa o molde tronco-cónico representado na Fig. 3, levantá-lo e medir o diâmetro médio da área de espalhamento resultante, após a cessação do movimento (Desp). No caso do ensaio com o funil-V, o objetivo é registar o tempo que a argamassa demora a escoar do interior de um funil com as dimensões interiores indicadas na Fig. 3. Estes ensaios permitem avaliar a deformabilidade e viscosidade da argamassa, permitindo classificá-la como auto-compactável.

Betão de Elevado Desempenho Reforçado com Fibras
4
Figura 3. Equipamentos para os ensaios de espalhamento (à esq.) e de fluidez (à dir.) da argamassa (dimensões
em milímetros). 2.3 Primeiros ensaios de caracterização mecânica
Numa primeira fase do trabalho, na qual o objetivo fundamental consistia em comparar com brevidade
um grande número de diferentes misturas, foram realizados ensaios simples que permitiram avaliar e
comparar a resistência mecânica do material em termos relativos. As tensões de rotura à tração e
compressão foram avaliadas em 3 prismas, para cada mistura, com dimensões 4x4x16 cm3.
Adicionalmente, para a mistura que revelou melhor desempenho, a resistência à tração foi avaliada
através do ensaio de compressão diametral em 3 provetes cilíndricos (h=100 mm; Ø=100 mm). Os
provetes foram desmoldados com 1 dia e mantiveram-se submersos em água à temperatura de 20ºC,
até aos 7 dias de idade.
É importante frisar que os valores de resistência mecânica obtidos com este tipo de ensaios estão bastante sobrestimados; no entanto, serviram para comparar as diferentes composições entre si e selecionar as de melhor desempenho. Admitiu-se que valores mais elevados, obtidos com este tipo de ensaios, são indicativos de maiores resistências reais. O valor médio obtido para a resistência à tração por flexão é aqui designado por ft(4x4x16) e para resistência à compressão por fc(4x4x16). 2.4 Seleção das composições com melhor desempenho De modo a assegurar as propriedades de auto-compatibilidade, exigiu-se que a composição de referência (sem fibras) exibisse um diâmetro de espalhamento (Desp) próximo dos 300 mm, seguindo as conclusões alcançadas por Naaman [7]. Depois de definida a composição de referência (Quadro 1), estudou-se o efeito que a inclusão de fibras provocaria no comportamento da argamassa, em ambos os estados: fresco e endurecido. De modo a manter o volume global da mistura, retirou-se uma quantidade de areia correspondente ao volume de fibras adicionado.
Quadro 1. Composições de Referência (sem fibras).
Razões Materiais constituintes (kg/m3) Estado fresco Estado endurecido, 7 dias (MPa)
w/c 0,25 cimento 810,60
Desp (mm)
298,50
ft(4x4x16) 17,28 sf/c 5% silica fumo 81,06
Vw/Vp 0,510 filer calcário 317,58
Vs/Vm 40% areia fina 1040,00
fc(4x4x16) 99,09 Sp/p 0,95% água 156,80
superplasticante 11,16
Filipe Ribeiro
5
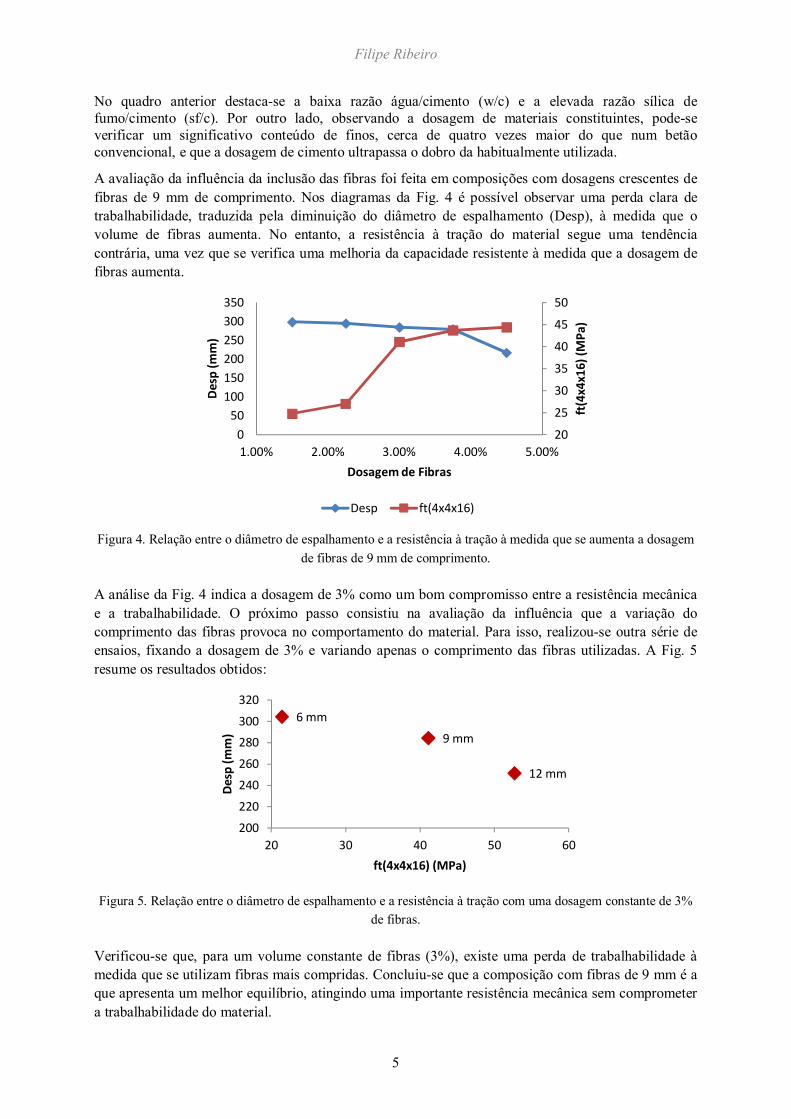
No quadro anterior destaca-se a baixa razão água/cimento (w/c) e a elevada razão sílica de fumo/cimento (sf/c). Por outro lado, observando a dosagem de materiais constituintes, pode-se verificar um significativo conteúdo de finos, cerca de quatro vezes maior do que num betão convencional, e que a dosagem de cimento ultrapassa o dobro da habitualmente utilizada.
A avaliação da influência da inclusão das fibras foi feita em composições com dosagens crescentes de
fibras de 9 mm de comprimento. Nos diagramas da Fig. 4 é possível observar uma perda clara de
trabalhabilidade, traduzida pela diminuição do diâmetro de espalhamento (Desp), à medida que o
volume de fibras aumenta. No entanto, a resistência à tração do material segue uma tendência
contrária, uma vez que se verifica uma melhoria da capacidade resistente à medida que a dosagem de
fibras aumenta.
Figura 4. Relação entre o diâmetro de espalhamento e a resistência à tração à medida que se aumenta a dosagem
de fibras de 9 mm de comprimento.
A análise da Fig. 4 indica a dosagem de 3% como um bom compromisso entre a resistência mecânica
e a trabalhabilidade. O próximo passo consistiu na avaliação da influência que a variação do
comprimento das fibras provoca no comportamento do material. Para isso, realizou-se outra série de
ensaios, fixando a dosagem de 3% e variando apenas o comprimento das fibras utilizadas. A Fig. 5
resume os resultados obtidos:
Figura 5. Relação entre o diâmetro de espalhamento e a resistência à tração com uma dosagem constante de 3%
de fibras.
Verificou-se que, para um volume constante de fibras (3%), existe uma perda de trabalhabilidade à
medida que se utilizam fibras mais compridas. Concluiu-se que a composição com fibras de 9 mm é a
que apresenta um melhor equilíbrio, atingindo uma importante resistência mecânica sem comprometer
a trabalhabilidade do material.
20
25
30
35
40
45
50
0
50
100
150
200
250
300
350
1.00% 2.00% 3.00% 4.00% 5.00%
ft(4
x4x1
6) (
MP
a)
Des
p (
mm
)
Dosagem de Fibras
Desp ft(4x4x16)
6 mm
9 mm
12 mm
200
220
240
260
280
300
320
20 30 40 50 60
Des
p (
mm
)
ft(4x4x16) (MPa)

Betão de Elevado Desempenho Reforçado com Fibras
6
No decorrer desta fase inicial, foi ainda avaliada a inclusão de fibras com diferentes comprimentos
numa mesma mistura, mantendo constante o volume de 3%. Foram analisadas misturas com dois e três
tipos de fibras. Os diagramas que se seguem indicam alguns dos valores da resistência à tração obtidos
em prismas 4x4x16 cm3:
Figura 6. Combinação de diferentes tipos de fibras, mantendo constante a dosagem global de 3%.
Estes resultados sugerem benefícios na utilização de fibras de diferentes tamanhos numa mesma
mistura. A última composição, com fibras de 9 e 12 mm de comprimento, foi a que apresentou maior
resistência de todas as composições ensaiadas.
Resumindo, pelo que atrás foi exposto, optou-se por selecionar a composição com fibras de 9 mm de
comprimento e a composição com fibras de 9+12 mm para serem caracterizadas atráves de métodos de
ensaio mais adequados às particularidades deste tipo de material. Os ensaios desenvolvidos e os
trabalhos efetuados serão descritos de seguida.
3. ENSAIO DE FLEXÃO DE PLACAS FINAS 3.1 Enquadramento Em 2002, um grupo de investigação francês (AFGC & SETRA [8]) criou um conjunto de
recomendações com o objetivo de proporcionar bases para o uso do BEDRF nas aplicações de
Engenharia Civil. Nessas recomendações estão definidos um conjunto de ensaios que permitem a
caracterização do BEDRF.
No âmbito dos trabalhos realizados foram seguidas estas recomendações, levando a cabo um conjunto
de ensaios de caracterização de um tipo de elemento particular: as placas finas - elementos cuja
espessura é inferior a 3 vezes o comprimento das fibras e em que o quociente entre o vão e a espessura
é superior a 50. Foram realizados ensaios de flexão sob 4 pontos em elementos de espessura reduzida.
Os resultados permitiram definir a tensão de fissuração do material.
3.2 Sequência de trabalhos
A montante da realização dos ensaios foi necessário elaborar um conjunto de tarefas que permitiram o
fabrico dos provetes, passando pela escolha e preparação do equipamento de ensaio, amassadura do
material, betonagem de placas e sucessivo corte de provetes com dimensões pré-definidas. As
especificidades do material e os equipamentos disponíveis obrigaram a algumas adaptações,
relativamente às recomendações francesas [1]. De seguida ilustra-se resumidamente a sequência de
trabalhos adotada.
34.76 MPa 48.86 MPa 54.95 MPa

Filipe Ribeiro
7
(a) (b)
(c) (d)
Figura 7. Sequência de trabalhos: (a) amassadura; (b) fabrico de placas; (c) preparação dos provetes; (d) ensaio.
3.3 Resultados
Este tipo de ensaio gera diagramas de momento (kN*m) em função da flecha (mm) que permitem o cálculo da tensão de fissuração (ftj) do material. Foram preparados provetes com fibras de 9 mm e com fibras de 9+12 mm. No segundo caso houve a necessidade de aumentar cerca de 10% a razão água/cimento, de forma a atender a exigências que ocorreram durante o processo de amassadura. Este aumento conduziu, obviamente, a valores mais baixos de resistência, no caso da composição com fibras de 9+12 mm. O Quadro 2 resume os valores da tensão de fissuração alcançados para as duas composições:
Quadro 2. Tensão de Fissuração ftj (MPa)
Composição Provete 1 Provete 2 Provete 3 Provete 4 Média
9 mm 7.54 6.43 6.16 6.55 6.67
9+12 mm 5.70 4.82 5.53 - 5.35
4. WEDGE SPLITTING TEST 4.1 Enquadramento O Wedge Splitting Test (WST) é conhecido como um ensaio compacto de resistência à tração por flexão e foi desenvolvido com o objetivo de medir a energia de fratura do betão. Atualmente, com a aplicação de métodos de análise inversa, é possível obter facilmente a lei constitutiva de materiais que não apresentem endurecimento (“strain hardening”). No contexto deste trabalho, o processo de análise inversa foi conduzido com recurso a um código MATLAB® desenvolvido na Technical University of Denmark por Lennart Østergaard [9].
Na Fig. 8 representa-se esquematicamente o WST. Essencialmente, o ensaio consiste na aplicação de um carregamento vertical num perfil de aço equipado com duas cunhas. Essas cunhas são responsáveis por converter o carregamento vertical em horizontal. À medida que as cunhas vão sendo carregadas, penetram entre duas peças metálicas equipadas com rolamentos, empurrando-as horizontalmente.

Betão de Elevado Desempenho Reforçado com Fibras
8
(a) (b)
Figura 8. Wedge Splitting Test: (a) esquema de forças envolvidas; (b) vista geral do ensaio.
O WST apresenta vantagens em relação aos ensaios de flexão sob 3 pontos. Por exemplo, as
dimensões reduzidas possibilitam uma grande poupança de material e permitem ignorar o efeito do
peso próprio do provete. A figura que se segue esquematiza a poupança conseguida e justifica o facto
deste ensaio ser conhecido como um ensaio de flexão compacto.
Figura 9. WST visto como um ensaio de flexão sob 3 pontos compacto. 4.2 Sequência de trabalhos A implementação do WST requereu o dimensionamento e fabrico do equipamento que compõe os mecanismos de aplicação de carga. Recorreu-se ao software de elementos finitos SolidWorks Simulation® para modelar as peças necessárias. Na Fig. 10 representa-se o modelo conseguido, com os respetivos rolamentos e parafusos, bem como o resultado final do equipamento montado e em utilização.
(a) (b)
Figura 10. (a) modelo final; (b) equipamento montando e em utilização.
De forma a analisar as várias etapas envolvidas no processo, detetar eventuais dificuldades, verificar o
modo como os diferentes componentes se comportariam e perspetivar alguns melhoramentos, foram
preparados dois provetes destinados a esse tipo de testes. O primeiro provete apresentou fissuração
vertical e não se registou qualquer tipo de problema, já no segundo, a fissuração surgiu
horizontalmente. Este facto levou a que se programasse, para os ensaios seguintes, a elaboração de um
entalhe guia que impedisse esse tipo de fissuração.

Filipe Ribeiro
9
(a) (b)
Figura 11. Padrão de Fissuração obtido: (a) vertical, (b) horizontal.
Esta circunstância trouxe algumas dificuldades na definição adequada da geometria do provete e do esquema de ensaio. Registaram-se deformações excessivas nos ensaios da composição de 9 mm devido ao mau posicionamento dos transdutores de deslocamentos. 4.3 Resultados
Os valores registados, no decorrer do ensaio, são: a força separação, Fs, e a abertura de fenda (“crack
mouth opening displacement”). A título de exemplo, apresentam-se os diagramas Fs-CMOD de alguns
provetes ensaiados.
Figura 12. Diagramas Fs-CMOD.
Nos diagramas anteriores é notório o registo de abertura excessiva da fenda nos provetes com fibras de 9 mm, pelo que estes resultados não foram utilizados para a análise inversa. O problema foi corrigido antes da realização dos ensaios correspondentes à composição com fibras de 9+12 mm. O Quadro 5 resume os valores médios alcançados para essa composição. A resistência revelou-se da mesma ordem de grandeza do que a obtida nos ensaios com placas finas.
Quadro 3. Valores médios da composição com fibras de 9+12 mm
Força Separação Máxima Abertura de Fenda Máxima Resistência à tração
Média 6.5 kN 0.29 mm 5.88 MPa
CONCLUSÕES
Os resultados alcançados revelaram-se bastante influenciáveis pelo método de ensaio e, em particular,
pela geometria do provete utilizado. Os primeiros resultados, com os prismas 4x4x16 cm3, indicaram
valores de resistência à tração bastante sobrestimados. Adicionalmente, a resistência à tração foi
avaliada através do ensaio de compressão diametral. Também neste caso os valores encontrados
-2000
0
2000
4000
6000
8000
-1 0 1 2 3 4 5 6 7
Forç
a d
e S
ep
ara
ção
(N)
CMOD (mm)
9mm
9+12 mm

Betão de Elevado Desempenho Reforçado com Fibras
10
estavam sobrestimados, sendo a resistência alcançada cerca de 80% superior à registada nas placas
finas e WST. Os ensaios mais adequados revelaram que a gama de resistência à tração das
composições estudadas se situa próxima dos 6 MPa.
Concluiu-se que o comprimento das fibras tem uma influência muito significativa no comportamento
do material. Fibras de maior comprimento provocaram, por um lado, uma perda de trabalhabilidade e,
por outro, uma melhoria das propriedades mecânicas, em particular, da resistência à tração. Os
resultados indicam que a combinação de fibras de diferentes tamanhos, numa mesma mistura, pode
melhorar o comportamento global da mistura. As composições estudadas apresentaram um
endurecimento (“strain hardening”) em todos os ensaios realizados.
Espera-se que este trabalho tenha contribuído para o aumento do conhecimento sobre este tipo de
material e motivado futuros desenvolvimentos. Depois deste olhar realista sobre a sua capacidade
resistente é essencial que se continue o programa de investigação, de forma a atingir maiores
resistências à tração. Tal pode passar pela otimização da composição, pelo desenvolvimento de
técnicas de betonagem que garantam uma distribuição otimizada das fibras e/ou pela utilização de
diferentes dosagens e tipos de fibras. O objetivo final passará pela investigação experimental de
elementos estruturais reais e a implantação do produto no mercado, depois de estarem bem
caracterizadas as suas propriedades e de ser garantida a sua qualidade estrutural. AGRADECIMENTOS Este trabalho foi financiado por Fundos FEDER através do Programa Operacional Factores de Competitividade – COMPETE e por Fundos Nacionais através da FCT – Fundação para a Ciência e a Tecnologia no âmbito do projeto PTDC/ECM/122446/2010. O autor agradece à Professora Sandra Nunes, sua orientadora, todo o apoio e ao LABEST/FEUP por proporcionar as condições necessárias à realização deste trabalho. REFERÊNCIAS [1] Ribeiro, F. (2012). Betão de Elevado Desempenho Reforçado com Fibras. Dissertação de
Mestrado, Faculdade de Engenharia da Universidade do Porto.
[2] Lequesne, Remy D. (2011). Behavior and Design of High-Performance Fiber-Reinforced Concrete Coupling Beams and Coupled-Wall Systems. Phd-Thesis, University of Michigan.
[3] Marcovic, I. (2006). High-Performance Hybrid-Fibre Concrete - Development and Utilization, Phd-Thesis, Delft University.
[4] Richard, P.; Cheyrezy, M. (1995). Composition of Reactive Powder Concrete. Cement and Concrete Research. Vol25, No7, pp.1501-1511.
[5] Chanvillard G.; Rigaud S. (2003). Complete characterization of tensile properties of DUCTAL UHP-FRC according to the French recommendations. Proceeding of fourth international workshop on HPFRCC. Ann Arbor, MI, USA.
[6] Wille, K.; Kim, D. J.; Naaman, A. E. (2011). Strain hardening UHP-FRC with low fiber contents. Materials and Structures, Vol. 44, N. 3, pp. 583–98.
[7] Naaman, A. E.; Wille K. (2010). Some correlation between high packing density, Ultra-High Performance, Flow Ability, and Fiber Reinforcement of a Concrete Matrix. Actas do 2º Congresso Ibérico, Betão Auto-compactável, pp. 3-18.
[8] AFGC & Setra (2002). Ultra High Performance Fibre-Reinforced Concretes. Interim Recommendations, Working group BFUP, Reference Setra: F0211.
[9] Østergaard, L. (2003). Early-Age Fracture Mechanics And Cracking of Concrete. Phd-Thesis, Technical University of Denmark: Department of Civil Engineering.





























