Embed Size (px)
Citation preview

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
Best Practices for using Infrared Thermography for Condition Monitoring of Oil-filled Utility Assets
John Snell Snell Infrared
PO Box 6 Montpelier, VT 05601-0006
800-636-9820 [email protected] www.snellinfrared.com
Abstract: Infrared thermography is being used more and more often as a tool to monitor the condition of utility assets, including transformers and other oil-filled devices. When conditions are right and the thermographer is qualified, the results are remarkable: locating problems and potential problems long before they fail. This enables system owners to manage further diagnosis or repairs in a timely, cost-effective manner. This paper will discuss the current best practices for using thermography for condition monitoring of utility assets, guidelines for success and an overview of mistakes that are commonly made. Keywords: ASNT, condition monitoring electrical, utilities, emissivity, infrared, thermography, transformers
Introduction: We have all grown dependent on power being delivered reliably and continuously whenever we need or want it. Many utility system assets are both aging and being loaded past anything previously imagined. Replacements, especially transformers, are months or years in construction and delivery. The cost of a failure in the grid can, as a result, have costly, even devastating, consequences. Utilities have long practiced preventive maintenance (PM), but economic pressure on all line items in a budget has not spared maintenance where cost reductions have been considerable. The use of condition monitoring technologies, such as dissolved gas-oil analysis (DGA), airborne ultrasound, and infrared thermography, have not only helped reduce unnecessary PMs, but have also offered greater assurance that assets are performing as they should. What is infrared thermography? This remarkable technology utilizes electronic imaging cameras that detect infrared radiation in much the same way that conventional “camcorders” see visible light. Both detect forms of electromagnetic energy that are radiated by all objects above absolute zero. Once radiated, that energy is also reflected by many types of surfaces and

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
transmitted by a few. Infrared radiation is defined as waves that are 2-14 micrometers in length and, thus, is longer than visible light. As surfaces increase in temperature they emit more infrared radiation. Surfaces emit with different efficiencies, termed their emissivity; unpainted metals are inefficient and have low emissivity values. In addition, low emissivity surfaces are typically highly reflective of the radiant energy of their surroundings. Special lenses focus the infrared energy on a multi-element detector array producing an electrical response that is converted into a visible image, or thermogram, portraying the thermal patterns. Today’s cameras can see temperature difference as small as 0.5C on a high-emissivity surface at 30C. Some infrared cameras are specially designed and calibrated so that detected radiation can be converted into a radiometric temperature measurement. When properly used, these systems can consistently yield non-contact measurements accurate to ± 2 °C or ± 2% of the measurement range. Unfortunately, it is extremely difficult to make accurate, repeatable measurements of unpainted metal surfaces under field conditions. Condition monitoring of utility assets: In order for thermal images of utility assets to have diagnostic value, it is necessary to (1) know how the asset is constructed and function, (2) to understand how it fails and what the thermal signature of that failure is, and (3) to understand how system and ambient conditions will affect the thermal signature. The vast majority of failures in utility assets result from either (1) abnormal high-resistance heating at a point of electrical contact or (2) overheating of the asset as a whole due to a failure of the cooling system. When conditions are right, a thermal signature precedes these failures. The value of thermography, then, is being able to locate these problems in advance of failure. While the surface temperature is important, many influences affect surface temperature other than the severity of the problem. Once a suspect component or problem area is located, additional tests may prove more valuable to identify the exact nature or the condition or to determine how advanced it is. We will look at what assets can be monitored with thermography and at the conditions required to do so successfully. We will also discuss the mistakes that are most commonly made in the process. What to inspect: Utility assets are a diverse group of complex devices. For the purposes of discussion we can look at these more generically and divide them into several groups that include oil-filled transformers, oil-filled devices, surge protection, disconnects, lines and connectors. More and more assets are also gas-insulated; this creates unique difficulties for thermographers that are beyond the discussion of this paper. Oil-filled transformers produce heat in normal operation. Failure to disperse this heat adequately results in premature failure. Failures can also occur when connections points themselves overheat due to abnormal high-resistance heating. When these are internal to the transformer, they can be very difficult or impossible to detect; DGA would be a far more diagnostic tool. • Transformer tank: Baseline thermal signatures of all sides of the tank may have some limited value for trending changes over time. Two problems exist: first, changes to the thermal signature that are indicative will often be extremely subtle because of the massive nature of the tank. Second, it is difficult

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
to see all surfaces on most transformers and those that can be seen are subject to considerable influences in heat transfer that are difficult to characterize. That said, it is still typically a simple matter to gather and store “baseline” images of each side of the transformer under known ambient conditions and at maximum loading. These can be compared to updated images on an annual basis or as needed. While there may be some merit in comparing the signatures of similar transformers, transformers more often than not have unique signatures.
• Cooling systems: Inspection of cooling systems can have immense returns, even if the simple technique is often unappreciated and undervalued. A normal pattern for a convective system is warmer fluid at the top and cooler at the bottom with an even thermal gradient between the two. A set of thermal images of the cooling system can clearly show anomalous patterns that may not be indicated by an oil-temperature gauge. The most common anomalies show cool tubes related to lack of oil circulation; this is most often caused by a low oil condition, either normal or abnormal. Lack of circulation has also been associated with out-of-level pads, inverted riser tubes, closed valves, and blockage in the tubes or headers. Reduced oil circulation during summer peak conditions will result in a transformer that overheats and that can dramatically reduce its life cycle.
Cooling fans and oil circulation pumps, if present, can also be inspected. Fans in particular are often neglected in routine PM. Both should be place into operation for approximately fifteen minutes prior to an inspection. Fans can show several signatures; when operating normally, the fan motor will appear warm. When the motor has failed, it will be cold by comparison. Fan and pump motors that are seized or that have failing bearings (or pump seals) will appear warmer than normal. It may even be possible to locate fans or pumps that are running backwards or that are valved off. Fans and pumps represent the “Achilles Heel” of the transformer: they are designed to operate only when worst-case conditions exist so that, if they fail, serious repercussions, i.e. heat-related damage or failures, are almost guaranteed. Cooling system inspections should be scheduled prior to summer peak and, as necessary, during summer peak to insure all is operating as designed. Inspections after any repairs or maintenance work can document running conditions and minimize problems such as inadvertently leaving a valve closed or a fan running backwards. • Bushings: Both high- and low-side bushings can be profitably inspected with thermography. When under load, anomalous conditions can be found on the line-side connections, as well as internal connections, both in the bushing head and in the connections to the coils. A direct view of the line-side connections is necessary and simple comparisons among the phases should be made. A normal signature is at or close to ambient air temperature. Any unexplained, anomalous thermal signature or rise over ambient/another phase is considered indicative and warrants further investigation.

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
Internal faults will be indicated by much more subtle signatures due to the large thermal gradient that exists between the connection itself and the observed surfaces. While a fairly direct view of the bushing head is usually possible, it is not possible to see the internal connections to the coil directly; here a signature, when warm enough, will show up at the base of the bushing as heat is conducted up the bushing stud itself from the coil connection. Even to be able to gain a view of this part of the transformer, especially large ones, while standing on the ground can be challenging. • Tap changers: Most, but not all, tap changer compartments run at the same temperature as the tank or slightly cooler. Abnormally overheated tap connections under oil will often generate enough heat to cause the entire changer compartment to overheat. A tap changer that appears warmer than the tank, unless normal by design, is cause for further investigation. Unfortunately, the faulty tap may not be energized at the time of the inspection finding a problem is not assured. Regular DGA is still of immense value. • Connectors: A normally operating connector will typically operate at the same temperature as the line or slightly cooler. Connectors with abnormal resistance will heat up compared to those that are normal. The often-massive connectors used on many utility assets may dissipate heat effectively enough that the thermal signature will be difficult to detect until damage is significant. Evidence of this is readily seen by damage to internal contact surfaces while external surfaces appear fine. Failing connections on the grounding system may also have detectable thermal signatures. Whether it is the connection point itself or a failing ground mat itself, current flow in such situations will often produce enough heat to be seen in the image. • Surge protection: Surge protection in and around a substation can vary widely by design. Most commonly it is a high-resistance path connected to ground. Normally surge protection will operate at ambient air temperatures because there is no current flow. A breakdown of the resister will result in a small leakage of current to ground at all times, even when a surge is not present; this, in turn, will cause the arrestor to heat continuously, typically in small sections defined by its structure and at only a few degrees above ambient. Despite this seemingly insignificant signature, arrestor failure may be imminent; because failure is often catastrophic and dangerous to any nearby personnel, these early warnings should not be ignored.
• Insulators: Normally, insulators operate at or near ambient air temperatures. The only other “normal” thermal signature shown by an insulator is one caused by solar absorption; here darker insulators will often be warmer than lighter colored ones. Cracked or dirty insulators may indicate a subtle thermal signature due to the slight current leakage that occurs over the resulting high-resistance pathway to ground. These signatures can change or disappear with changes in ambient conditions or as the insulator is washed by rain, so the lack of a signature is not positive proof that a problem might not exist at another time.
*> 108 .1°F
*< 65. 5 °F
70 .0
75 .0
80 .0
85 .0
90 .0
95 .0
100 .0
105 .0

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
• Associated switches and disconnects: High-resistance heating problems are common in all types of switching and disconnect mechanisms. A normal device will operate at or near ambient air temperatures. A simple comparison over the device and/or among phases will quickly reveal problems. It must be noted, however, that in some cases where a device can be feed from two sides, such as a yoke disconnect, the cooler side may represent the actual problem. In such cases one side may be warm because current is shunted to that side, away from a high resistance point of contact on the other side. Often a visual inspection or resistance test will reveal this, but one should not jump to the conclusion that the hot spot is the problem. Optimally, all switch/disconnect devices should be inspected after they are put back into operation. Even slight heating (approximately 200F) over time can result in annealing damage that will be exacerbated quickly into a device that has significant damage to contact surfaces or, in the worst case, has welded itself together. Conditions for inspection: For the most part thermography cameras see surfaces; the radiant energy seen is a combination of both energy emitted by the surface—this tells us something about its temperature—and energy that is reflected by the surface, which tells us nothing about its temperature. Unpainted metals have a low efficiency of emission while at the same time having a high reflectivity. This means they don’t reveal much about their true thermal nature and mask over the little information that is there with other information. Ideally we can correct the readings in radiometric infrared cameras for both emissivity and background reflected temperature; unfortunately, and this despite what the literature and the suppliers would have us believe, for all but the most corroded of metals, measurement error is unacceptably large. The reality of looking at unpainted metal surfaces in most utility assets is that we will have some—even if subtle—indication of abnormal heating if other conditions are conducive. Every effort must be made, then, to have the right conditions. The accuracy and repeatability of radiometric measurements is also very low, even if temperature differences (phase to phase or rise over ambient) are measured rather than actual temperatures. When the emissivity of a surface is below approximately 0.6, measurements, even if corrected, are not recommended. This flies in the face of what most of the industry considers a “best practice.” Given this, we must recognize that even small temperature increases may indicate severe heating. When conditions change, the signature may fall below the threshold of detection. What changes are significant? System load: As load increases heat output rises at the square of that increase; a tripling load, not uncommon in a distribution substation, will result in a nine-fold increase of heat being produced. If the system is inspected when loads are light, some anomalies will have thermal signatures below the threshold of detection and others, though detectable, will be cooler than they will be when loads increase at later, peak periods. While some standards suggest that 40% of design load is an acceptable condition, an analysis of potential fault current suggests it is the bare minimum and, especially when loads will greatly increase beyond that, inspections are better done under “worst case” conditions whenever possible. Some in the industry feel it is possible to predict temperatures at a future load based on the present measurement; this

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
methodology is highly unreliable and not recommended except in limited circumstances with significant input from knowledgeable heat transfer engineers. It is clear, regardless, that as loads will increase so will deterioration of an anomalous asset. Convection/wind: The most significant of the limitations to using infrared thermography is typically convective cooling by the wind. Convective cooling results in two issues; first, connections that are early in the failure cycle, i.e. only slightly warmer than normal, will often be cooled below the threshold of detection. Second, anomalies that are found are being cooled, often significantly, and will heat up when the wind lessens.
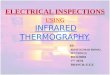
Many thermographers have used several commonly accepted “rules of thumb” to attempt to correct for wind. Unfortunately, these simple measures are inadequate. Low temperature problems will still not be made visible, and the complexities of convective heat transfer do not always lend themselves to simple corrections for understanding more advanced problems. Wind speeds as small as 1-5mph can have a significant cooling effect on a thermal signature. Wind speeds above 5 mph can, depending on other conditions, reduce the temperature difference between the abnormal component and ambient to a few degrees or less. Inspections when winds exceed 15 mph should be avoided; when they must be conducted in these adverse conditions, attention should be paid to any and all findings, as they will increase in temperature when the wind speed is reduced. The two images of a set of OCBs (left) were taken under similar loading and ambient air conditions; in the top image the wind was blowing at 15mph while in the lower image it had dropped to 2mph.
Classic heat transfer methodology may be useful to create a thermal model to explore the range of temperatures expected with changes in convection. For instance IEEE Standard 738 does this for bare overhead conductors by taking into account the appropriate thermodynamic and fluid equations for taking wind speed into account, as well as natural convection and radiant cooling effects. It is not possible, however, to apply this same model to all assets under the widely varying situations encountered in the field. Ambient conditions: The impact of changes in ambient may also be significant and difficult to quantify. The primary factors, aside from wind, are changes in air temperature, the impact of solar heating, and the presence of precipitation. The exact impact of changing air temperatures is difficult to predict, Clearly, an increase in air temperature will result in an increase in the measured temperature of a component. Thus, because warmer summer air has less cooling capacity, a high resistance connection will become hotter during hot months. A 70-100F difference in air temperatures between the summer and winter extremes is not unusual. During cold weather, problems that are only slightly warm may be cooled below a point where detection is reliable or even possible.

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
Solar heating of component, especially those with a high absorptivity of the sun’s energy (such as aged conductors and dark insulators/bushings), will mask over small thermal differences. Late afternoon inspections during the summer months are particularly problematic and should be avoided if possible. Precipitation in any form, whether snow, rain or fog, will often result in evaporative cooling—especially of the abnormally warm component where there is enough heat energy to power evaporation. Evaporative cooling can result in temperatures falling below ambient air temperature. Again, anomalies that are only slightly warm may be cooled below a point where they can be detected. Other oil-filled assets: Many of the same techniques and problems apply to other oil-filled utility assets, such as oil-filled circuit breakers, voltage regulators, and re-closers. In these cases, however, heat is not normally generated in the same degree as is in transformers. The tanks, thus, will run much closer to ambient air temperature. When any unexplained deviation in tank temperatures among the three phases occurs, it is cause for concern and, often, immediate action to determine the root cause. The reason for this is that the abnormal heating, even if slight, is caused by a small high-resistance heat source (an internal connection), that must be very hot in order to change the temperature of an entire tank of oil. As with transformers, bushing connections can also exhibit heating either internally and externally, the former being much more difficult to detect and, typically, more serious to rectify. DGA testing can be very useful to better understand many internal faults that are located with thermography. Common problems with many inspection methodologies: Far too many of the inspections being conducted today fail to achieve best practices. The most common issues are as follows: • A focus on radiometric temperature measurements: As has been shown, the surface temperature represented in a thermal signature can vary widely with a number of variables, most of which are difficult to characterize and quantify. Most practitioners fail to pay attention to the influences of ambient and system conditions. As a result, many problems are not detected while others that are detected, are misdiagnosed. • Basic thermodynamics: Even without an advanced degree in heat transfer, a simple understanding of the relationship between the source of heating (most often internal to some degree) and the surface we see in the thermal image (most often external) is essential. Many factors affect exactly what the surface temperature will be at any given moment. The precise relationship between that “moving target” and the internal heating source is often just as complex, especially when the thermal gradient is very large as is the case with any oil-filled device. A thermal image alone is not sufficient to make sense of the radiometric data. Ambient influences, such as wind and air temperature, should be carefully measured—at the location of the anomaly—and recorded along with the thermal data. Similarly, all relevant system influences, such as load and circuit configuration, should also be noted and recorded.

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
All this points to two things often ignored by thermographers. First, we must work with conditions such that, if there is an anomaly, we will be able to see it. Less than optimum conditions will often result in many important anomalies being at or just above the threshold of detection, i.e. with a very low rise over ambient or similar assets. Second, the radiometric temperature of an anomaly is not a reliable indicator of its progress toward failure. • Thermal gradient: Thermal energy seen by the system radiates from the component’s surface. The heat of high resistance almost always is being generated at some point internal to the surface. There exists a thermal gradient between the hottest spot inside the splice and the surface being viewed. This gradient can be very large, on the order of hundreds of degrees. In fact, some splices are designed specifically to dissipate heat. Some research has attempted to estimate what impact the thermal gradient may have4; it would be useful to accurately model this specifically for typical splice components. • The relationship between temperature and electrical resistance: A widely unappreciated, yet important, relationship exists between electrical resistance and temperature. As an abnormally high-resistance component begins to heat up, resistance increases which, in turn, results in additional heating and, as a consequence, in a further increase in temperature. In other words, a bad situation gets worse, often quickly! An increase in component temperature of 10°C results in a 4% increase in resistance. This accelerating deterioration is one of the reasons why components often fail shortly after they are first detected or when they finally reach a “runaway” stage.
• Current shunting: Also commonly overlooked are situations where a warm component or asset may be the normal one, while the cooler one may be have a higher resistance. The most basic example is the “barber pole effect” often seen on multi-strand conductors. This occurs when several strands are broken or isolated electrically by corrosion, the remainder of the strands must care the entire load and, thus, appear warmer. Current is shunted away from cool strands that, because of their higher resistance, do not function properly. A similar situation can often be seen to exist on many yoke-type disconnects (left).
On a larger, and much more significant scale, are any double fed circuits, such as a ring-bus, where high resistance on one side will cause current to shunt to the other side of the circuit; this additional current, in turn, will cause any high-resistance anomalies, even if only slightly so, to heat. If the circuit is opened to repair these false positives, all current will flow through the side of the circuit with high resistance, often with disastrous results. Extreme care must be given to analyzing any problems found on a double-fed circuit and, due to the potential complexities and consequences of a failure, qualified engineering support is probably more often warranted than not. • Emissivity and reflected background: A best practice for radiometric temperature measurement suggests that none be made until an anomaly is located. Even then, attention must be given to low emissivity surfaces as they will fail to emit strongly and may also offer confusing reflections. When a suspect asset is located, a careful evaluation should be made of the emissivity of the surface(s) in question. Emissivity correction value look-up tables can be helpful, but, in the end, the qualified thermographer will need to adjust many of these values to fit reality. Many components will exhibit a

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
fairly high-degree of “cavity” radiation despite their otherwise low-emissivity characteristics. Once a suitable value has been determined, an appropriate background reflected temperature compensation value must also be determined. This is typically a fairly simple matter for a qualified thermographer, even if not without pitfalls. • Two, additional important, but impossible questions: “How hot is too hot?” and “How long will it last?” Unfortunately, little is know about the temperature/time relationship for failures caused by high-resistance heating at a small contact surface. What we do know it that the process often proceeds slowly; even if early heating does not appear severe, pitting and melting occurs at a micro-site inside the point of contact. This, in turn, results in increase heating and resistance and oxidation. Annealing begins to occur at fairly low temperatures (200F) over a fairly short period of time (30 days). Once the metals have lost their temper, a “run away” condition, at which point more melting occurs, can result quickly. It must be noted that the heating is concentrated on an area that is most often extremely small; this has little to do with a temperature-based specification that typically accompanies all assets. The asset itself will probably not be heated greatly, but temperatures at the localized, high-resistance hotspot will, given time and the right conditions, certainly reach the melting point of the metal. While it is not possible to answer either question, it can be guaranteed that high-resistance hot spots will not get better without intervention, at least not permanently! In extreme circumstances heating may cause re-welding of a hot connection that may, in turn, result in a temporary “improvement” and reduction in resistance, heating and temperature. Clearly this condition would most often be considered extremely dangerous and warrant immediate corrective action. • Limitations of the infrared system: While the utility asset and the surrounding environment present a number of difficulties for thermographers, the infrared system itself has inherent limitations many of which are poorly understood by thermographers. All optical systems, including infrared, have limits to their abilities to resolve data. Thermographers must deal with both spatial and measurement resolution.
Spatial resolution is a function of the detector size and the optical path of the system, including the lens. Longer lenses can improve resolution, but result in a narrower field of view. Moving closer, if an option, achieves the same results. Distance and object size are the two variables. It is common that systems used for utility inspections have spatial resolutions in the range of approximately 1.2mRad. This means that a typical component that is two inches in diameter can be detected, if hot enough, from a maximum distance of 138 feet. A one-inch component could be seen from half that distance. The two images (left) clearly show how moving closer allows us to see more detail; changing to a telephoto lens would produce similar results. The measurement resolution of an infrared system is less than its spatial resolution, typically by a factor of between two and four. It is, therefore, common to be able to see hot spots while still being outside of the measurement resolution for the system.

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
Measurements taken be yond the limits of resolution typically appear less than they actually are because the hot spot is averaged together with the cooler sky temperature that often makes up the rest of the field of view. The apparent temperatures of problems are thus often underestimated. The only solution is to work well within the limits of measurement resolution, either by being closer or using a lens or system that has a more favorable resolution. Unfortunately most infrared system suppliers do not provide the specification for measurement resolutions so it must be derived from practice. One other system factor that should be considered is the waveband being detected. Most infrared systems used for utility inspections detect radiation between 8-15 micrometers or the “long wave band.” This band is relatively insensitive to false positives resulting from reflected solar energy or solar “glint.” In the past systems that sensed in the midwave band, 2-5 micrometers, were common. Problems with solar glint are much more common and this waveband is no longer widely used as a result.
• Qualifying thermographers: Too many thermographers are not adequately qualified and the results are, on the one hand, less than optimum returns on the investment or, on the other, dangerous errors and omissions in their work. Qualification of thermographers is best defined by the personnel qualification guidelines of the American Society for Nondestructive Testing (ASNT) SNT-TC-1A. Qualification is based on training, experience and testing. Clearly the skills required to perform high quality utility asset inspections are considerable; some are general to the field of thermography while others require specialized knowledge of the assets themselves. Level I thermographers are qualified to gather data; certification entails a week of training and three months experience, at a minimum. At Level II thermographers may also interpret the recorded data. To be certified at Level II requires an additional week of training and up to nine months additional experience. Training at both levels should follow the training outlines prescribed in SNT-TC-1A. Performance-based testing, including a practical examination, should be done for general knowledge as well as knowledge specific to utility applications. • Educate users of thermography services: Too often the expectations of users of thermography inspection services are not based on the reality of heat transfer and radiation physics. Disappointment is the only thing that can be assured! The popular press has done little to dispel the many industry myths that contribute to this unfortunate situation. A pre-inspection meeting can establish the requirements necessary for condition monitoring as well as define the limits of the technology. If work must be done with less than ideal conditions, as is often the case, expectations can be adjusted appropriately, and provisions made for completing the inspection at a later date. Unfortunately very few industry standards exist. ASTM E1934, Standard guide for examining electrical and mechanical equipment with infrared thermography can provide some minimal guidance even if it is not specific to utility assets; it is in the process of a major revision at this time. Some thermographers use “rules of thumb” that masquerade as standards; some are even now incorporated into formal standards despite the fact that they are not based in science. This situation is problematic and costly for all. Until this changes, we can expect continued problems with achieving anticipated results.

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
A sample Best Practice for the use of infrared thermography
for condition monitoring of utility assets Inspections will be conducted with appropriate precaution, planning and attention to safely. If circumstances change such that safety is an issue, the inspection will be curtailed immediately until plans can be revised or circumstances change. Inspections will be conducted at peak loading conditions with a wind no greater than 5-10 mph. Any and all differences in temperature among phases or similar components are noted for follow-up to determine the root cause and, as appropriate, any corrective actions that should be taken. When inspection must be conducted with higher wind speeds, it must be recognized that some anomalies may not be detectable and those detected may be hotter than they appear when winds are reduced. Baseline inspections will be conducted for all newly installed assets. Whenever damage occurs, repairs are performed or destructive testing done, follow-up monitoring will be done to assure the condition is normal. Periodic monitoring of asset condition will be scheduled on a frequency based on risk and a statistical analysis of current condition. If resources do not allow for optimum implementation, the deviation shall be noted and overall maintenance investments adjusted to accommodate as required. Thermographers will be qualified to use the infrared system and to understand the findings or work with someone who can do so. Thermographers will work within their limits and have the support of a qualified, knowledgeable engineering staff. Radiometric temperatures will be measured when conditions allow, the correct emissivity and background reflected temperature and working within the measurement resolution of the system being used. If necessary, supplemental lenses will be employed to improve resolution. The IR system will be checked regularly to ensure it is within calibration. When possible, the emissivity of surfaces will be increased by applying high-emissivity targets, such as a light colored paint or a grease, to improve measurement reliability. Temperatures will be reported in three ways (1) corrected, (2) rise over similar component and (3) rise over ambient. Generally measurements will be made using a small area measurement rather than a single spot. All relevant system and environmental influences will be measured and noted, including current and future loading, asset data, wind, ambient air temperature, precipitation, etc. All components will be viewed directly if possible, and, even so, the thermal gradient of the component will be taken into account when evaluating the thermal data. For components with no direct view, such as an internal fault in any oil-filled device, any abnormal rise in temperature will suggest immediate further diagnostics such as a visual inspection, airborne ultrasound or DGA testing. All will agree that the primary purpose of an infrared inspection is to monitor the condition of all assets and locate any that are not performing adequately. Thermography provides a “snapshot” picture in time;

©2005 Snell Infrared 800-636-9820 www.snellinfrared.com
while it may be possible to understand changes to thermal signatures, doing so accurately typically requires a very sophisticated modeling and engineering study. “Trending” changes in temperature may have limited value given that a number of variables, aside from degradation, can influence temperature. Recommendations for repair will be based on all relevant factors rather than on temperature alone. These may include such factors as criticality, history, current and future duty/load cycles, age, operating environment, and other test data. Conclusions: Thermography is a powerful tool for monitoring the condition of many utility assets. When properly used it can validate operating condition and help to locate and, in some cases, diagnose, anomalous conditions. Thermography is often poorly used with the result being that detectable failures continue to occur unnecessarily. Qualifying thermographers and educating customers will go a long way to achieving success.
Author: John Snell, president and founder of Snell Infrared, has been teaching people to use this remarkable technology since 1983. He was the first person in the world to receive an ASNT Level III certificate in the thermal/infrared method and continues to be very active professionally on numerous standards committees and at conferences. To learn more about thermography and Snell Infrared visit http://www.snellinfared.com or call 800-636-9820.