Embed Size (px)
Citation preview

12/2015
Keilstangenfutter Typ RHUMandrin RHU Système à crémaillèresRHU-Wedge bar chuck
Bedienungs- und MontageanleitungInstructions de service et de montageOperating and assembly instructions
Bitte lesen Sie diese Bedienungsanleitung vor Inbetriebnahme aufmerksam durch!Veuillez lire attentivement ces instructions avant la mise en service!Please read through these operating instructions carefully before commissioning!

Sommaire:
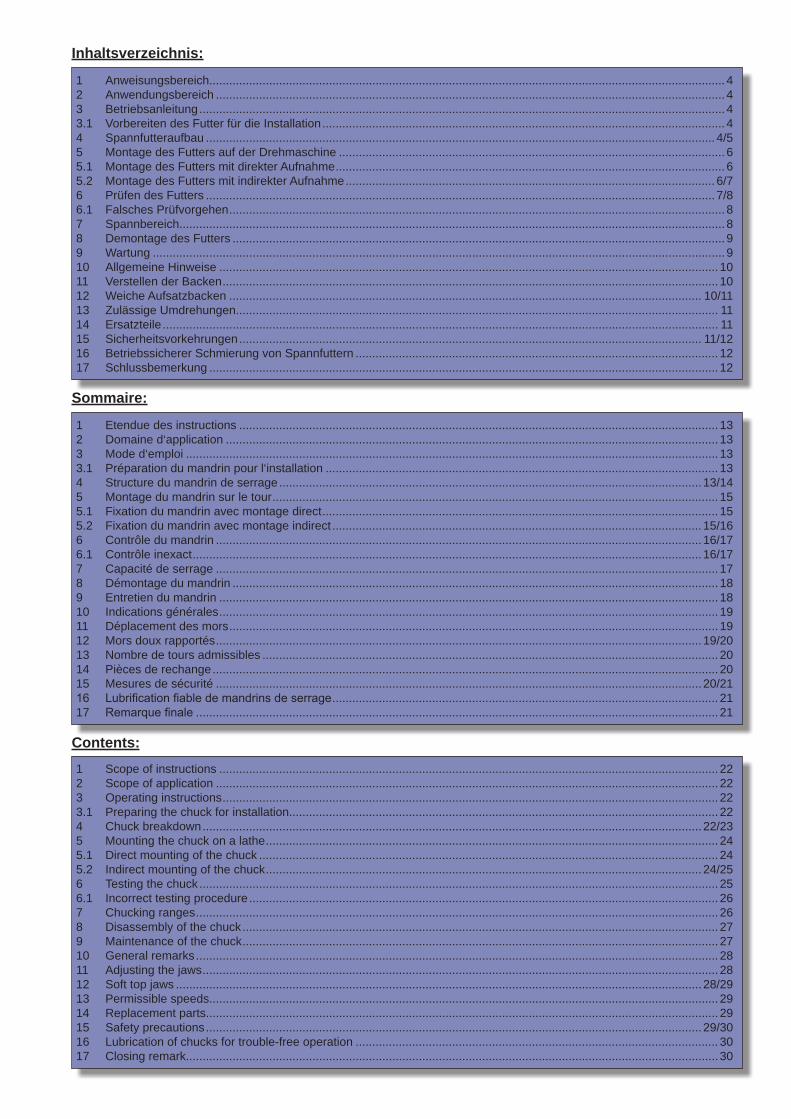
1 Etendue des instructions ................................................................................................................................................ 132 Domaine d‘application .................................................................................................................................................... 133 Mode d‘emploi ................................................................................................................................................................ 133.1 Préparation du mandrin pour l‘installation ...................................................................................................................... 134 Structure du mandrin de serrage ............................................................................................................................... 13/145 Montage du mandrin sur le tour ...................................................................................................................................... 155.1 Fixation du mandrin avec montage direct ....................................................................................................................... 155.2 Fixation du mandrin avec montage indirect ............................................................................................................... 15/166 Contrôle du mandrin .................................................................................................................................................. 16/176.1 Contrôle inexact ......................................................................................................................................................... 16/177 Capacité de serrage ....................................................................................................................................................... 178 Démontage du mandrin .................................................................................................................................................. 189 Entretien du mandrin ...................................................................................................................................................... 1810 Indications générales ...................................................................................................................................................... 19 11 Déplacement des mors ................................................................................................................................................... 1912 Mors doux rapportés .................................................................................................................................................. 19/2013 Nombre de tours admissibles ......................................................................................................................................... 2014 Pièces de rechange ........................................................................................................................................................ 2015 Mesures de sécurité .................................................................................................................................................. 20/2116 Lubrificationfiabledemandrinsdeserrage .................................................................................................................... 2117 Remarquefinale ............................................................................................................................................................. 21
Contents:1 Scope of instructions ...................................................................................................................................................... 222 Scope of application ....................................................................................................................................................... 223 Operating instructions ..................................................................................................................................................... 223.1 Preparing the chuck for installation................................................................................................................................. 224 Chuck breakdown ...................................................................................................................................................... 22/235 Mounting the chuck on a lathe ........................................................................................................................................ 245.1 Direct mounting of the chuck .......................................................................................................................................... 245.2 Indirect mounting of the chuck ................................................................................................................................... 24/256 Testing the chuck ............................................................................................................................................................ 256.1 Incorrect testing procedure ............................................................................................................................................. 267 Chucking ranges ............................................................................................................................................................. 268 Disassembly of the chuck ............................................................................................................................................... 279 Maintenance of the chuck ............................................................................................................................................... 2710 General remarks ............................................................................................................................................................. 28 11 Adjusting the jaws ........................................................................................................................................................... 2812 Soft top jaws .............................................................................................................................................................. 28/2913 Permissible speeds......................................................................................................................................................... 2914 Replacement parts.......................................................................................................................................................... 2915 Safety precautions ..................................................................................................................................................... 29/3016 Lubrication of chucks for trouble-free operation ............................................................................................................. 3017 Closing remark................................................................................................................................................................ 30
Inhaltsverzeichnis:
1 Anweisungsbereich........................................................................................................................................................... 42 Anwendungsbereich ......................................................................................................................................................... 43 Betriebsanleitung .............................................................................................................................................................. 43.1 Vorbereiten des Futter für die Installation ......................................................................................................................... 44 Spannfutteraufbau ......................................................................................................................................................... 4/55 Montage des Futters auf der Drehmaschine .................................................................................................................... 65.1 Montage des Futters mit direkter Aufnahme ..................................................................................................................... 65.2 Montage des Futters mit indirekter Aufnahme ............................................................................................................... 6/76 Prüfen des Futters ......................................................................................................................................................... 7/8 6.1 Falsches Prüfvorgehen ..................................................................................................................................................... 87 Spannbereich.................................................................................................................................................................... 88 Demontage des Futters .................................................................................................................................................... 99 Wartung ............................................................................................................................................................................ 910 Allgemeine Hinweise ...................................................................................................................................................... 10 11 Verstellen der Backen ..................................................................................................................................................... 1012 Weiche Aufsatzbacken .............................................................................................................................................. 10/1113 Zulässige Umdrehungen................................................................................................................................................. 1114 Ersatzteile ....................................................................................................................................................................... 1115 Sicherheitsvorkehrungen ........................................................................................................................................... 11/1216 Betriebssicherer Schmierung von Spannfuttern ............................................................................................................. 1217 Schlussbemerkung ......................................................................................................................................................... 12

4
1. AnweisungsbereichDiese Bedienungsanleitung umfasst die Bereiche Installation, Benützung und Unterhalt des 3-Backen-Präzisions-Keilstangenfutter System REISHAUER TYP RHU.
2. AnweisungsbereichDie Keilstangenfutter System REISHAUER TYP RHU sind sowohl als Span-nelemente auf Dreh- und Schleifmaschinen als auch für den stationären Ge-brauch, z.B. auf Rundtischen oder Teilapparaten einsetzbar. Diese Keilstan-genfutter bieten aus-sergewöhnliche Eigenschaften :- Gleitteile gehärtet und hochpräzis geschliffen- Hohe Spannkraft bei minimaler Kraftanstrengung- Unverändert hohe Rundlaufgenauigkeit bei unterschiedlichen Anzugsdrehmomenten- Wuchtfehlerfrei in jeder Backenstellung durch neuartiges Aus-gleichsystem- Zeitersparnis durch rasches Umkehren der Backen für Innen- und Aussen- spannung
3. Betriebsanleitung
Die Installation des Keilstangenfutters soll durch geschultes Personal erfolgen. Bei Fragen wende man sich an die zuständige Verkaufsstelle. Die Sendung istbeimAuspackenaufihreVollständigkeitzuüberprüfen.DieOberflächedesKeilstangenfutters soll vom Korrosionsschutzmittel gereinigt werden.
3.1. Vorbereiten des Futter für die Installation
Konzeption: Alle RUH-Grundelemente sind auf der Explosions-Zeichnung. Der Futterkörper ist aus zähem Stahl und die gleitenden Teile aus ausge-suchten hochlegierten Stählen, einsatzgehärtet, auf Spezialmaschinen hoch-präzis geschliffen. Alle Teile sind austauschbar. Die Backenführungen sind im Spezialverfahren verschleissfest gehärtet.
4. Spannfutteraufbau

5
Ersatzteile:
101 Flansch102 Spindel103 Antriebsmutter104 Spindel-Stützlager 105 Stützzapfen 106 Stützlager 107 Nutenstein 108 Auswuchtgewicht 109 Antriebsstern110 Nutenstein 111 Tellerfeder112 Federbolzen 113 Anzeigestück114 Rasterbolzen *115 Keilstange 116 Körper118 Feder *119 Schlüssel 120 Tastbolzen121 Schmiernippel 122 Zylinder Stift123 Schwerspannstift * 126 Spannbacken127 Schruppbacken128 harte Grundbacken 129 weiche Aufsatzbacken130 harte Aufsatzbacken131 Dichtungseinsatz132 Zylinder Stift133 Klinke134 Feder
* nur bei RHU 125

6
Die nachfolgenden Hinweise betreffen die Futter mit Verklemmungssitz nach PN-69/M-55052, DIN 55021 und ANSI B5.9. Der Rundlaufspindel-Enden(siehe Abb. 2) sollen die in Tabelle 1 aufgeführten Werte nicht überschreiben.
5 Montage des Futters auf der Drehmaschine5.1. Montage des Futters an der Spindelnase mit direkter Aufnahme
Abb. 2
Tabelle 1
Für die gängigen Spindelnasen liefern wir die Keilstangenfutter mit der entsprechenden Aufnahme.Der Zentrierkegel ist genau geschliffen und passt ohne Nacharbeit. Vor dem AufsetzendesFuttersaufdieSpindelnasedieAnlageflächenbeiderTeilesorgfältig säubern.Bei leicht angedrücktem Futter soll im Kegel kein spürbares Spiel sein und zwischendenPlanflächenhöchstens0.02mmLuft.BeiFutternmitSägege-winde-Direktaufnahme wird der Sicherungsring als Standardzubehör mitgeliefert.
Die Keilstangenfutter System REISHAUER TYP RHU sind vorallem für Spin-delnasenmitGewindegeeignet,daderFutterflanschaufdasKeilstangenfutteraufgesetztwird.DieAnschlussmassederFutterflanschefindenSieinAbb.3sowieTabelle2.DieZentrieroberflächenderFutterflanschemüssendicht, mit sehr geringem Spiel, an die Futterkörper passen. Der zulässige AxiaschlagderFlächenAundBderFutterflanschebeträgt:
5.2. Montage des Keilstangenfutters mit indirekter Aufnahme
Rundlauf Spindel Spindelnasengrösse (mm)125 160 200 250 315
a , b 0.003 0.003 0.003 0.003 0.003
ø 125 mm - 160 mm 0.003 mmø 200 mm - 315 mm 0.005 mm
a
b

7
Abb. 3
- Flansch muss auf der ganzen Fläche des äusseren Futterrandes tragen und niemalsaufderPlanfläche.- Die Backen müssen sich nach wie vor leichtgängig verschieben lassen, andernfallsFutterkörperverzugdurchAufflanschen.- Die Abnahme des Futters von Gewindespindelnasen darf niemals durch Abstützung bei den Backen oder beim Spannschlüssel erfolgen. EntsprechendeVorkehrungensindamFutterflanschvorzusehen. Nichtbeachtung beeinträchtigt die Rundlaufgenauigkeit.
Wichtige Hinweise:
Tabelle 2 - Abmessungen der Futterflansche
- Nur mit gehärteten und geschliffenen Dornen, bzw. Scheiben gemäss Prüfschein. Niemals mit blankgezogenem Material.- Prüfscheiben stark genug wählen, um Durchbiegen zu vermeiden.- Nur mit sauberen Hilfsmitteln prüfen.- Die auf dem Prüfschein angegebenen Drehmomentwerte entsprechen einer mittleren Werkstückbespannung. Möglichst mit Drehmomentschlüssel oder mit gleichen Werten prüfen.- Bei einwandfreiem Zustand der Maschine und Befolgung unserer Montage- anleitung müssen sich die Prüfscheinwerte ergeben.
6. Prüfen des Futters
Futtergrösse D 1 D 2 d 1 d 2 h min. c Anz. d. Löcher
125 95 108 8.5 13.5 8.3 3.5 3160 125 140 10.5 16.5 10.3 3.5 3200 160 176 13 20 10.3 3.5 3 / 6250 200 224 13.0 19.0 12.3 4.5 3 / 6315 260 286 17.0 25.0 12.3 4.6 3 / 6
A B
D2
D1
c
h
1d
D0,2
2d
8
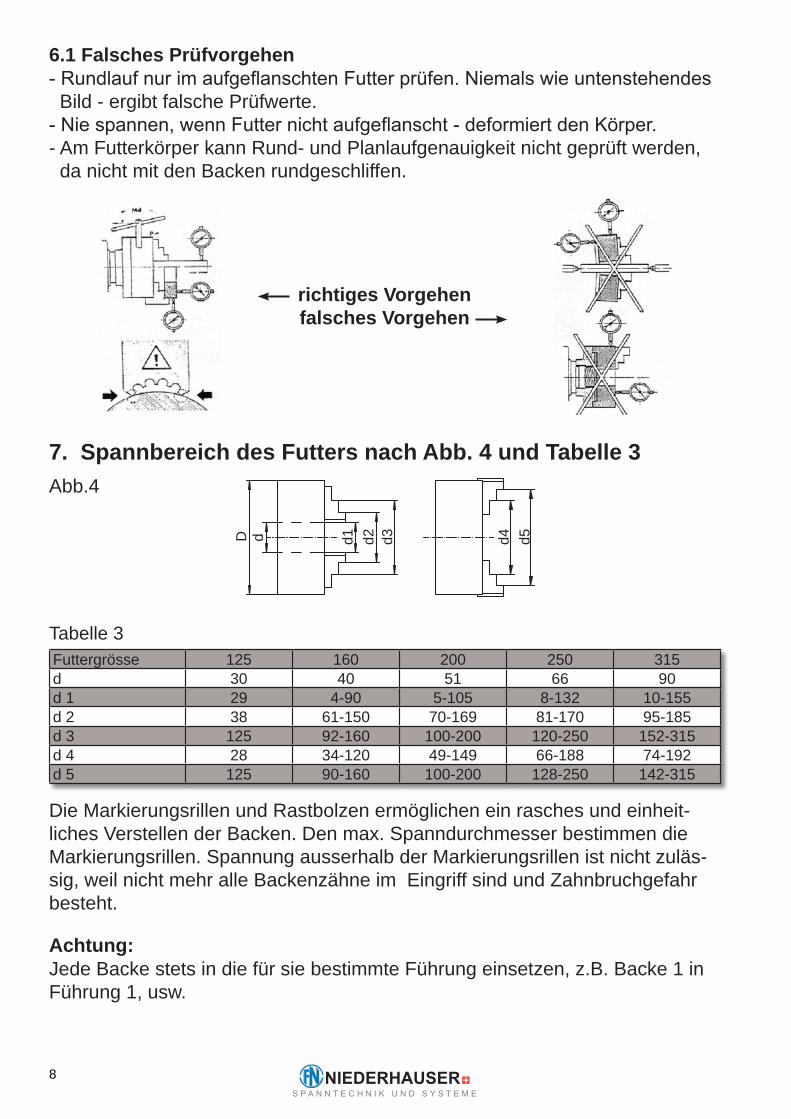
-RundlaufnurimaufgeflanschtenFutterprüfen.Niemalswieuntenstehendes Bild - ergibt falsche Prüfwerte.-Niespannen,wennFutternichtaufgeflanscht-deformiertdenKörper.- Am Futterkörper kann Rund- und Planlaufgenauigkeit nicht geprüft werden, da nicht mit den Backen rundgeschliffen.
6.1 Falsches Prüfvorgehen
richtiges Vorgehenfalsches Vorgehen
7. Spannbereich des Futters nach Abb. 4 und Tabelle 3
Tabelle 3
Die Markierungsrillen und Rastbolzen ermöglichen ein rasches und einheit-liches Verstellen der Backen. Den max. Spanndurchmesser bestimmen die Markierungsrillen. Spannung ausserhalb der Markierungsrillen ist nicht zuläs-sig, weil nicht mehr alle Backenzähne im Eingriff sind und Zahnbruchgefahr besteht.
Jede Backe stets in die für sie bestimmte Führung einsetzen, z.B. Backe 1 in Führung 1, usw.
Achtung:
Abb.4
Futtergrösse 125 160 200 250 315d 30 40 51 66 90d 1 29 4-90 5-105 8-132 10-155d 2 38 61-150 70-169 81-170 95-185d 3 125 92-160 100-200 120-250 152-315d 4 28 34-120 49-149 66-188 74-192d 5 125 90-160 100-200 128-250 142-315
D d d1 d2 d3 d5d4

9
Bei Demontage des Futters von der Kegelspindelnase soll:- Drehbankspindel gegen Umdrehung blockiert werden- Spannelement heraus gedreht werden- Futter von der Spindelnase entfernt werden
GemässAbb.5empfiehltsich,währendderFutterentfernungeineUnterlageaus Holz zu verwenden.
8. Demontage des Futters
Bei der Demontage des Futters von Spindelnasen mit Gewinden soll wie folgt vorgegangen werden :-DieSchraube1indieGewindeborungdesFutterflanschesdrehen(die Schraube soll mit einem weichen Metall- oder Holzklotz unterstützt werden.-DieniedrigsteRücklaufdrehzahleinschaltenundFutterflanschlösen.- Futter von Hand abschrauben.
Zum Lösen des Futters dürfen keine Schläge mit Holzklötzen oder Weich-metallen gegen die Backen ausgeführt werden !!
Wichtig:
Drehbankfutter sind hochbeanspruchte Präzisionswerkzeuge und erfordern deshalbeineentsprechendeBehandlungundPflege.JenachVerschmutzungseinfluss(Gussstaubusw.)Futterregelmässigreini-gen und neu einfetten. Regelmässig Futter zerlegen, Einzelteile mit Trichlor oderBenzinreinigen,GleitflächenundSpindelgewinde(niemalsBefestigungs-schrauben) mit Klüber Lubrication Altemp Q-Schmier-Paste NB 50 deckend einfetten. In kürzeren Abständen (ca. 50 h) Backen und Nuten reinigen, sowie am Schmiernippel Spindelabstützung nachschmieren.
9. Wartung des Keilstangenfutter
Zum Reinigen nie Pressluft verwenden!Achtung:
Abb. 5
1
FlanschFutter

10
-BeiselbstzentrierendenFutternsolldasWerkstückmitderSpannflächederBackengeklemmtwerden,damitdievolleAuflagederZahnsegmente gewährleistet wird.- Bei voller Verzahnung der Spannbacken ist der rote Anzeiger nicht sichtbar.-DasaufgespannteWerkstückmussandenStirnseitenaufliegen.- Längere Werkstücke sollen mit einem Reitstock oder Lünette abgestützt werden.- Bei starker Beanspruchung des Futters zuerst die Backen demontieren und die Störungsursache beheben.- Die max. Länge des Werkstückes, welches an den Durchmessern d2,d3, d4 oder d5 (siehe Abb. 4) ohne zusätzliche Unterstützung mit der Spitze ein- spannen, darf 4x die Höhe der Spannbacken und das max. Gewicht des Futters nicht überschreiten.- Niemals grössere Werkstücke als für die betreffenden Backenstufen vor- gesehen sind, einspannen. Die Spannbackenberührung mit dem Werkstück ist nur in zwei Punkten möglich.
10. Allgemeine Hinweise
Damit die Backen nicht mehr im Zahneingriff sind und herausgenommen oder versetzt werden können, Schlüssel bis fühlbaren Anschlag der Keilstangen nach links drehen. Rotes Anzeigestück steht vor.- Die Backen sind wieder im Eingriff wenn Schlüssel wieder soweit nach rechts gedreht wird, bis rotes Anzeigestück nicht mehr vorsteht.- Erscheint das rote Anzeigestück erneut, ist der zulässige Spannbereich erschöpft und das Verschieben der Backen ist um eine weitere Zahnteilung notwendig.
11. Verstellen der Backen
Solange das rote Anzeigestück noch vorsteht, nicht spannen und Futter nicht laufenlassen.GefahrdesZahnbruchsundHerausfliegenderBacken.
Achtung:
Mit dem Ausdrehen der Backen für das zu bearbeitetende Werkstück wird höchste Rundlaufgenauigkeit und Spannwirkung erreicht. Zudem wer-denOberflächenbeschädigungenvermieden.DasAusdrehenmussinge-spann-tem Futter erfolgen, d.h. in der gleichen Spannrichtung wie nachher das Werkstück gespannt wird.Zulässige Betriebsparameter: Spannkraft der Backen gemäss Tabelle 4
12. Weiche Aufsatzbacken

11
Die zulässigen Umdrehungen des Futters sind von vielen Faktoren abhängig, z.B. vom Drehparameter, Werkstückgewicht und dessen Rundlauf, Art der Be-arbeitungetc.DiezulässigenUmdrehungenfindenSieinTabelle5
13. Zulässige Umdrehungen
- Diese Keilstangenfutter sind für hohe Ansprüche gefertigt und können diese nur erfüllen, wenn die Betriebsanleitung beachtet und befolgt wird. Die Hand- habung soll nur von autorisiertem und geschultem Personal erfolgen.- Bei Fehleinwirkungen oder Beschädigung des Futters soll sofort die Arbeit unterbrochen und Fachpersonal zur Behebung allfälliger Störungen oder Reparaturen beigezogen werden.- Gegen die Aufsatzbacken oder den Spannschlüssel sollen keine Einwirkun- gen mit Hammerschlägen erfolgen.- Die vom Hersteller mit dem Keilstangenfutter mitgelieferten Schlüssen dürfen nicht geändert werden.- Die Anwendung von nicht angepassten Schlüsseln an die Quadratschrauben ist nicht zu empfehlen.- Die Inbetriebnahme des Keilstangenfutters mit eingesteckem Schlüssel ist verboten.
15. Sicherheitsvorkehrungen bei Arbeiten mit dem Futter
Tabelle 4
Tabelle 5
Bei grösseren Hauptschnittkräften oder bei nichtsymetrischer Werstückauf-nahme sind die Drehzahlen entsprechend zu reduzieren.
14. ErsatzteileTabelle 6
Futtergrösse ø 125 160 200 250 315
Schlüsseldrehmoment / Nm 40 100 160 160 200
Gesamtspannkraft der Spannbacken / DaN 3000 6000 >10000 11000 13000
zulässige Betriebsparameter Futtergrösse ø125 160 200 250 315
U/min 4000 4000 3500 3000 2300Rundlaufgenauigkeit 0.015 0.015 0.015 0.015 0.020
Teilenummer nach Zeichnung Bezeichnungen Anzahl / Futter4 Zahnsegment 35 Harte Spannbacken 37 Mutter 18 Schraube 129 Harte Grundbacken 330 Weiche Aufsatzbacken 3

12
- Niemals grössere Werkstücke einspannen als für die betreffenden Backen- stufen bestimmt ist.- Nur Original-Ersatzteile des Herstellers benützen.
Zu den vom Hersteller empfohlenen Hinweisen sind selbstverständlich alle örtlichen Sicherheitsvorschriften Folge zu leisten.
Nur die Befolgung der in der vorliegenden Betriebsanleitung aufgeführ-ten Hinweise gewährleistet lange Lebensdauer und einwandfreies Funktionieren. Bei Nichtbeachtung der Betriebsanleitung können Beanstandungen vomHersteller nicht berücksichtigt werden.
17. Schlussbemerkung
16. Betriebssichere Schmierung von SpannfutternOhne eine regelmässige Schmierung kann die Spannkraft nicht garantiert wer-den. Folgende Produkte werden von uns empfohlen.
Bestehend aus: Hebelfettpresse (für Kartuschen von 14 Oz., nach DIN 1283) 1AdapterflexibelfürKegelschmiernippel 1 Adapter für Trichterschmiernippel
Abschmierset auch für die Befüllung mit losem Fett geeignet.
K05-Spezialfett
Bestell-Nr. Inhalt g083726 500
Bestell-Nr. Inhalt016440 Kartusche 500 g011881 Dose 1 kg

13
1. Etendue des instructionsLes présentes instructions de service concernent l‘installation, l‘utilisation et l‘entretien du mandrin de précision à barre conique, système REISHAUER TYPE RHU.
2. Domaine d‘applicationLes mandrins à barre conique, système REISHAUER TYPE RHU, sont conçus comme éléments de serrage sur des tours et des ponceuses ainsi que pour l‘utilisation stationnaire comme sur des tables rondes ou des appa-reils partiels. Ces mandrins à barre conique présentent des caractéristiques inhabi-tuelles:-lespartiescoulissantessontdurciesetrectifiéesavecgrandeprécision- grande force de serrage avec un effort minimum-l‘effortdeserragen‘aaucuneinfluencesurlahauteconcentricitédumandrin- sans balourd dans chaque position des mors grâce à un nouveau système de compensation- Gain de temps par renversement rapide des mors pour serrage intérieur et extérieur
3. Mode d‘emploi
L‘installation du mandrin à barre conique doit être réalisée par un personnel qualifié.Pourtoutequestion,s‘adresseraupointdeventecompétent.Lorsdudéballage, contrôler si rien ne manque. La surface du mandrin à barre co-ni-que doit être nettoyé pour en retirer l‘anticorrosif.
3.1. Préparation du mandrin pour l‘installation
Conception: Tous les éléments de base RHU sont visibles sur la Fig.re ci-dessous. Le corps du mandrin est fabriqué en acier étiré à froid et les par-ties coulissantes en aciers sélectionnés fortement alliés, cémentés et trempés, rectifiéssurdesmachinesspécialesavecuneprécisionextrême.Touteslespièces sont échangeables. Les guidages des mors sont trem-pés au cours d‘une opération spéciale qui leur permet de résister à l’usure.
4. Structure du mandrin de serrage
14
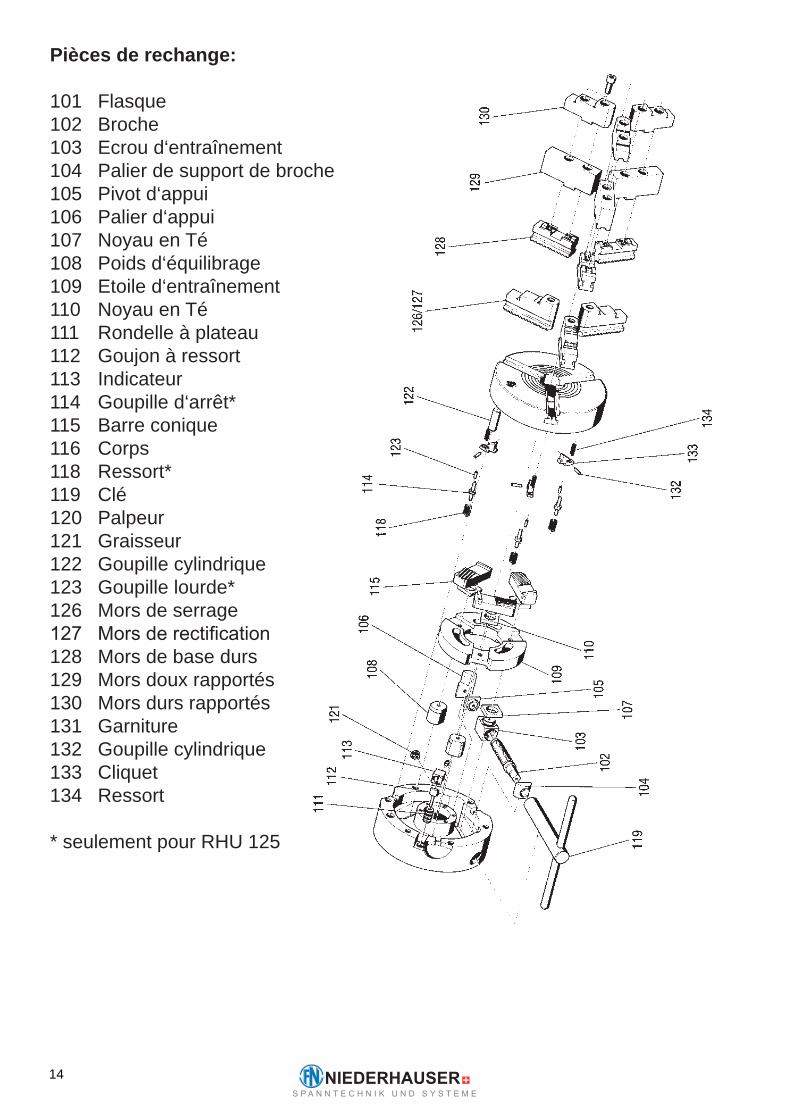
Pièces de rechange:
101 Flasque102 Broche103 Ecrou d‘entraînement104 Palier de support de broche 105 Pivot d‘appui 106 Palier d‘appui 107 Noyau en Té 108 Poids d‘équilibrage 109 Etoile d‘entraînement110 Noyau en Té 111 Rondelle à plateau112 Goujon à ressort 113 Indicateur114 Goupille d‘arrêt*115 Barre conique 116 Corps118 Ressort*119 Clé 120 Palpeur121 Graisseur122 Goupille cylindrique123 Goupille lourde*126 Mors de serrage127 Morsderectification128 Mors de base durs129 Mors doux rapportés130 Mors durs rapportés131 Garniture132 Goupille cylindrique133 Cliquet134 Ressort
* seulement pour RHU 125

15
LesindicationssuivantesconcernentlemandrinavecsiègedefixationselonPN-69/M-55052, DIN 55021 et ANSI B5.9. Les extrémités de la broche con-centrique (voir Fig. 2) ne doivent pas dépasser les valeurs indiquées dans le tableau 1.
5 Montage du mandrin sur le tour5.1. Fixation du mandrin avec montage direct
Fig. 2
Tableau 1
Nous livrons les mandrins à barre conique (crémaillère) pour les nez de bro-che courants avec montage direct usiné dans le mandrin.Lecônedecentrageestrectifiéexactementets’adaptesansajustage.Net-to-yer soigneusement les surfaces de contact des deux parties avant de mon-ter le mandrin sur le nez de broche.Lorsque le mandrin est légèrement poussé dans le cône, il ne doit y avoir aucun jeu, et un espace d’air maximum de 0,02 mm entre les surfaces pla-nes est nécessaire. L’anneau de sécurité est livré en équipement standard avec lesmandrinspourfixationdirectesurbrochefiletée.
Les mandrins à barre conique, système REISHAUER TYPE RHU, convien-nentavanttoutauxnezdebrocheavectaraudage,carleflasquedumandrinestposésurlemandrinàbarreconique.Lescotesderaccordementduflas-que de mandrin sont décrites dans la Fig.re 3 ainsi que dans le tableau 2. Les surfacesdecentragedesflasquesdemandrindoivents‘ajusterdeprès,avectrès peu de jeu, au corps du mandrin. La voilure axiale admissible des surfa-cesAetBdesflasquesdemandrinestlasuivante:
5.2. Fixation du mandrin avec montage indirect
ø 125 mm - 160 mm 0.003 mmø 200 mm - 315 mm 0.005 mm
Broche concentrique Taille du mandrin D125 160 200 250 315
a , b 0.003 0.003 0.003 0.003 0.003
a
b

16
Fig. 3
-Leflasquedoitportersurtoutelasurfaceduborddecentragedumandrinet jamais sur la surface plane.- Les mors doivent coulisser librement, sinon déformation du corps du mandrin par suite de mauvais montage.- Lors du démontage du mandrin des nez de broche taraudés, éviter l’emploi d’une clé de serrage ou d’un appui sur les mors. Prévoir des mesures correspondantessurleflasquedumandrin.Lenonrespectentravelaconcentricité.
Indications importantes:
Tableau 2 - Dimensions des flasques de mandrin
- Selon le bulletin de contrôle Fig.rant sur la dernière page de couverture, le contrôle de concentricité est effectué avec des tiges cylindriques et des anneauxtrempésetrectifiés.Jamaisavecdumatérielétiréblanc.- Choisir des anneaux trempés assez résistants pour éviter toute déformation.- Contrôler uniquement avec des accessoires propres.- Les valeurs indiquées sur la feuille de contrôle pour les couples de rotation correspondent à un serrage moyen de la pièce à usiner. Si possible, utiliser des clés dynamométriques, à défaut, serrer avec les mêmes valeurs.- Si la machine est en parfait état et si les indications du mode d’emploi sont suivies, les valeurs indiquées sur la feuille de contrôle doivent être obtenues.
6. Contrôle du mandrin
Tailleduflasque D 1 D 2 d 1 d 2 h min. c Nb de trous
125 95 108 8.5 13.5 8.3 3.5 3160 125 140 10.5 16.5 10.3 3.5 3200 160 176 10.5 16.5 10.3 3.5 3 / 6250 200 224 13.0 19.0 12.3 4.5 3 / 6315 260 286 17.0 25.0 12.3 4.6 3 / 6
A B
D2
D1
c
h
1d
D0,2
2d

17
- Contrôler la concentricité seulement sur le mandrin monté sur la machine. Jamais comme indiqué sur la Fig.re ci-dessus, sinon obtention de valeurs faussées.- Ne jamais serrer lorsque le mandrin n’est pas monté, sinon déformation du corps.- La concentricité et la planéité ne peuvent être pas contrôlées sur le corps du mandrin,carcelui-cin’apasétérectifiéaveclesmors.
6.1 Contrôle inexact
Procédure correcteprocédure incorrecte
7. Capacité de serrage du mandrin, Fig. 4 et tableau 3
Tabelle 3
Les rainures de contrôle et la goupille d’arrêt permettent un déplacement rapide et uniforme des mors. De plus, les rainures de contrôle indiquent les di-amètres max. de serrage. Si le serrage est effectué en dehors des rainures de contrôle, toutes les dents des mors ne sont plus engagées: danger de casse.
Chaque mors doit être monté dans la rainure prévue, par exemple, mors 1 dans la rainure 1, etc.
Attention:
Fig. 4
Taille mandr. D 125 160 200 250 315d 30 40 51 66 90d 1 29 4-90 5-105 8-132 10-155d 2 38 61-150 70-169 81-170 95-185d 3 125 92-160 100-200 120-250 152-315d 4 28 34-120 49-149 66-188 74-192d 5 125 90-160 100-200 128-250 142-315
D d d1 d2 d3 d5d4

18
En cas de démontage du mandrin du nez de la broche conique, il est nécessaire:- de bloquer la broche du tour pour qu‘elle n‘effectue pas de rotation- de dévisser l‘élément de serrage- d‘enlever le mandrin du nez de la brocheConformément à la Fig. 5, il est recommandé d‘utiliser une base de bois pen-dant le retrait du mandrin.
8. Démontage du mandrin
Lors du démontage du mandrin du nez de broche avec taraudages, procéder comme suit: -tournerlavis1dansletroudefixationtaraudéduflasquedumandrin(lavis doit être soutenue par un bloc souple de métal ou de bois);-mettreenmarchelavitessederotationlaplusfaibleetdesserrerleflasque du mandrin.- dévisser manuellement le mandrin.
Pour desserrer le mandrin, ne pas donner de coups contre les mors avec des blocs de bois ou de métal doux !!
Important:
Les mandrins sont des outils de haute précision, ils demandent un entretien ri-goureux et des soins adéquats. Nettoyer et graisser régulièrement les mandrins selon le degré d’encrasse-ment (poussières de fonte, etc.)Démonter périodiquement le mandrin, nettoyer les différentes pièces au trichloré-thylène ou à l’essence. Graisser avec de la pâte Klüber Lubrication AltempQ-pâtelubrifianteNB50lessurfacesdeglissementetlavisdebroche(jamaislesvisdefixation).Nettoyerlesmorsetlesrainuresàdebrefsinterva-lles(env.50h)etlubrifierlegraisseurdusupportdebroche.
9. Entretien du mandrin système Reishauer Type RHU
Ne jamais utiliser de l’air comprimé pour le nettoyage!Attention:
Fig. 5
1
FlasqueMandrin
19
-Pourlesmandrinsauto-centreurs,lapièceàusinerdoitêtrefixéeavecla surface de serrage des mors pour assurer que les segments de dents repo sent parfaitement.- Lorsque les dents des mors de serrage sont complètement imbriquées, l‘indicateur rouge n‘est pas visible.- La pièce à usiner serrée doit être posée sur les faces avant.- Les pièces plus longues doivent être soutenues par une contre-poupée ou une lunette.- Lorsque le mandrin est fortement sollicité, démonter tout d‘abord les mors, puis remédier à la cause de la perturbation.- La longueur max. de la pièce serrée sans support supplémentaire avec la pointe, aux diamètres d2,d3, d4 ou d5 (voir Fig. 4), ne doit pas dépasser 4 fois la hauteur des mors de serrage et le poids max. du mandrin.- Ne jamais serrer de pièces à usiner qui seraient plus grandes que la taille prévue pour les étages des mors concernés. Le contact des mors de serrage avec la pièce n‘est possible qu‘en deux points.
10. Indications générales
Pour libérer les mors de la prise de la denture, et pour pouvoir les sortir ou les déplacer,ilsuffitdetournerlacléàgauchejusqu’àlabutéedelabarreco-nique. L’indicateur rouge est visible. -Lesmorssontànouveauengagésaprèsavoirsuffisammenttournélacléà droite, jusqu’à ce que l’indicateur rouge ne soit plus visible.- Si l‘indicateur rouge réapparaît, la course des serrages tolérés est épuisée et un déplacement des mors d’une division est nécessaire.
11. Déplacement des mors
Tant que l’indicateur rouge est visible, ne pas serrer et ne pas faire tourner le mandrin. Risque de casser les dents et d’éjecter les mors.
Attention:
On atteint la meilleure précision de concentricité et le meilleur serrage en tour-nant les mors pour la pièce à usiner. Ainsi, on évite également des en-dom-magements de la surface. L‘alésage doit être effectué avec le mandrin serré, c‘est-à-dire dans le même sens de serrage que celui prévu pour la pièce à usiner.
Paramètres de service admissibles: force de serrage des mors confor-mément au tableau 4
12. Mors doux rapportés

20
Le nombre de tours admissibles pour le mandrin dépendent de nombreux facteurs, comme les paramètres de rotation, le poids de la pièce à usiner et sa concentricité, le type d‘usinage, etc. Vous trouverez au tableau 5 le nom-bre de tours admissibles:
13. Nombre de tours admissibles
- Ces mandrins à barre conique sont fabriqués pour des exigences très éle-vées et ne peuvent y satisfaire que lorsque les instructions d‘utilisation ont été observées et respectées. Ils ne devraient être manipulés que par un personneldûmentautoriséetqualifié.- En cas d‘erreur ou d‘endommagement du mandrin, le travail devrait être immédiatement interrompu et un personnel spécialisé devrait être appelé pour remédier à d‘éventuelles pannes ou procéder à des réparations.- Ne pas frapper avec un marteau contre les mors rapportés ou contre la clé de serrage.- Les clés fournies par le fabricant avec le mandrin à barre conique ne doivent pasêtremodifiées.
15 Mesures de sécurité pour les travaux avec le mandrin à barre conique
Tableau 4
Tableau 5
Pour les grandes forces de coupe ou en cas de montage asymétrique de la pièce à usiner, le nombre de tours doit être réduit en conséquence.
14 Pièces de rechangeTableau 6
Taille du mandrin ø 125 160 200 250 315
Couple (clé) / Nm 40 100 160 160 200
Force de serrage totale des mors de serrage / DaN 3000 6000 >10000 11000 13000
Paramètres de service admissibles Taille du mandrin ø125 160 200 250 315
n t./min 4000 4000 3500 3000 2300Concentricité 0.015 0.015 0.015 0.015 0.020
Numéro partiel dans le dessin Désignation Nombre / mandrin4 Segment denté 35 Mors de serrage dur 37 Ecrou 18 Vis 129 Mors de base durs 330 Mors de base doux 3
21
- Il n‘est pas recommandé d‘utiliser des clés non ajustées pour les vis carrées.- Il est interdit de mettre en service le mandrin à barre conique lorsque la clé est en place.- Ne jamais mettre en place des pièces plus grandes que celles destinées à l‘étage de mors concerné.- N‘utiliser que des pièces de rechange originales du fabricant.
Il va de soi que toutes les consignes de sécurité locales doivent être respectées en plus des recommandations du fabricant.
Seul le respect des indications données dans les présentes instructions de service garantit une longue durée de vie et un fonctionnement irré-prochable. En cas de non-respect de ces instructions, le fabricant ne pourra pas prendre en considération d‘éventuelles réclamations.
17. Remarque finale
16. Lubrification fiable de mandrins de serrageSansunelubrificationrégulière,leforcedeserragenepeutpasêtregarantie.Nous vous pouvons recommander les produits suivement:
Composé de: Presse à graisse à levier 1adaptateurflexiblepourgraisseurconique 1 adaptateur pour graisseur à trémie
convient également au remplissage avec de la graisse non conditionnée.
Graisse spéciale K05
N° commande Contenu g083726 500
N° commande Contenu016440 Cartouche 500 g011881 Boîte 1 kg

22
1. Scope of instructionsThese operating instructions cover the installation, use and maintenance of the REISHAUER RHU precision three-jaw wedge-bar chucking system.
2. Scope of applicationREISHAUER type RHU wedge-bar chuck systems can be used both as clam-ping elements on lathes and grinding machines and for stationary use, e.g. on rotary attachments or dividing attachments. This hand-operated wedge bar chuck offers the following outstanding features:- Sliding parts hardened and ground to high level of accuracy- Great chucking power with minimum effort- Constantly high, true-running accuracy at different starting torques- Freedom from imbalance in every jaw position thanks to a novel balancing system- Saves time thanks to quick reversal of the jaws for internal and external chucking.
3. Operating instructions
The installation of wedge-bar chucks should always be carried out by trained personnel. In the event of any queries, please contact your local dealer. When unpackingforthefirsttime,pleasecheckthatthedeliveryiscomplete.Thecorrosion protection on the surface of the wedge-bar chuck should be carefully cleaned off.
3.1. Preparing the chuck for installation
Design: All basic RHU elements can be seen in the diagram below. The body of the chuck is made of toughened steel and the sliding parts of selected high alloy steels, hardened for use and precision polished on special machines. All parts are replaceable. The jaw guides are hardened in a special process to make them resistant to.
Chuck breakdown

23
Spare parts:
101 Flange102 Spindle103 Drive nut104 Spindle support bearing105 Support pin106 Support bearing107 Slotted pad108 Balancing weight109 Drive disc110 Slotted pad111 Disc spring112 Spring bolt113 Indicator114 Latch pin*115 Wedge bar116 Chuck body118 Spring*119 Chuck key120 Feeler pin121 Grease nipple122 Cylinder pin123 Heavy duty pin*126 Jaws127 Roughing jaws128 Hard base jaws129 Soft top jaws130 Hard top jaws131 Sealing insert132 Cylinder pin133 Latch134 Spring
* only in RHU 125

24
Fig. 2
ThefollowinginstructionsrefertothechuckwithaclampingfitasperPN-69/M-55052, DIN 55021 and ANSI B5.9. The ends of the spindle (see Fig. 2) must not exceed the values given in Table 1.
5 Mounting the chuck on the lathe5.1. Mounting the chuck on a spindle nose with direct mounting
Table 1
We supply wedge bar chucks suitable for direct mounting on most standard spindle noses.Thecentringconeispreciselygroundandfitswithoutfinishing.Beforemoun-ting the chuck on the spindle nose, clean both bearing surfaces carefully.When the chuck is pressed on lightly, there should not be any noticeable play, and there should be a maximum air gap of 0.02 mm between the faces.The safety ring is included as a standard accessory for chucks with provision for the direct mounting of buttress threads.
REISHAUER type RHU wedge-bar chuck systems are above all suitable for threadedspindlenoses,asthechuckflangesitsonthewedge-barchuck.Forthe dimensions, please see Fig. 3 and Table 2. The centring surfaces of the chuckflangemustfitthebodyofthechucktightly,withlittleplay.Thepermissi-bleaxialslipofsurfacesAandBofthechuckflangeareasfollows:
5.2. Mounting the chuck with indirect mounting
Spindle spindle nose size (mm)125 160 200 250 315
a , b 0.003 0.003 0.003 0.003 0.003
ø 125 mm - 160 mm 0.003 mmø 200 mm - 315 mm 0.005 mm
a
b

25
Fig. 3
-Theflangemustsupportthewholeoutersurface,butneverthefaceofthe chuck.- The jaws should remain easily movable, otherwise the chuck was deformed during mounting.- The chuck must never be removed from the threaded spindle nose by backing up the jaws or by using a chuck key. Make the necessary provisions onthechuckflange.Failuretoobservethisdiminishestrue-runningaccuracy.
Important remarks:
Table 2 - Dimensions of chuck flanges
- Use only hardened and ground mandrels or discs as instructed on the last pageofthetestcertificate.Donotusebright-drawnmaterial.- Choose test discs that are strong enough to prevent bending.- Use only clean parts for testing.-Thetorquesinthetestcertificatecorrespondtomediumchuckingofthe workpiece. Use the same values, or if possible a torque wrench, when testing.- If the machine is in perfect condition, and if our mounting instructions have beencorrectlyfollowed,thevaluesgivenonthetestcertificatewillbe obtained.
6. Testing the chuck
Chuck size D 1 D 2 d 1 d 2 h min. c No. of holes
125 95 108 8.5 13.5 8.3 3.5 3160 125 140 10.5 16.5 10.3 3.5 3200 160 176 13 20 10.3 3.5 3 / 6250 200 224 13.0 19.0 12.3 4.5 3 / 6315 260 286 17.0 25.0 12.3 4.6 3 / 6
A B
D2
D1
c
h
1d
D0,2
2d

26
- Check the true-running accuracy on the mounted chuck only. Never do it as shown in the Fig.re below, because this method gives incorrect results.- Do not tighten the unmounted chuck. This causes deformation.- It is impossible to test true-running and axial slip on the face of the chuck itself because the chuck has not been plain ground with the jaws.
6.1 Incorrect testing procedure
Correct procedureIncorrect procedure
7. Chucking ranges, Fig. 4 and Table 3
Table 3
The chuck jaws can be adjusted quickly and uniformly using the scrolls and latch-pins. Moreover, these scrolls indicate the maximum chucking diameter. When attempting to chuck outside the scrolls, only part of the jaw’s teeth are engaged, hence there is danger of breaking the teeth.
Always put the jaws in their corresponding guides, e.g. jaw 1 into guide 1, etc.Caution:
Fig. 4
Chuck size 125 160 200 250 315d 30 40 51 66 90d 1 29 4-90 5-105 8-132 10-155d 2 38 61-150 70-169 81-170 95-185d 3 125 92-160 100-200 120-250 152-315d 4 28 34-120 49-149 66-188 74-192d 5 125 90-160 100-200 128-250 142-315
D d d1 d2 d3 d5d4
27
AdapterChuck
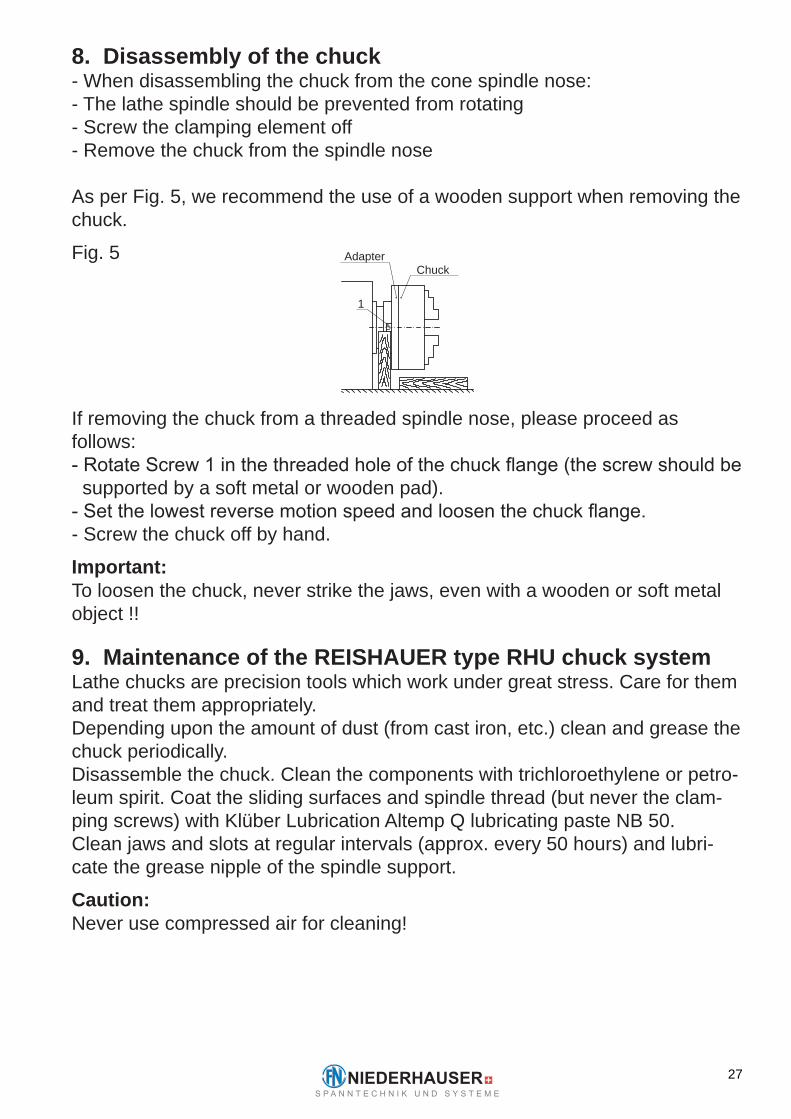
- When disassembling the chuck from the cone spindle nose:- The lathe spindle should be prevented from rotating- Screw the clamping element off- Remove the chuck from the spindle nose
As per Fig. 5, we recommend the use of a wooden support when removing the chuck.
8. Disassembly of the chuck
If removing the chuck from a threaded spindle nose, please proceed as follows:-RotateScrew1inthethreadedholeofthechuckflange(thescrewshouldbe supported by a soft metal or wooden pad).-Setthelowestreversemotionspeedandloosenthechuckflange.- Screw the chuck off by hand.
To loosen the chuck, never strike the jaws, even with a wooden or soft metal object !!
Important:
Lathe chucks are precision tools which work under great stress. Care for them and treat them appropriately.Depending upon the amount of dust (from cast iron, etc.) clean and grease the chuck periodically.Disassemble the chuck. Clean the components with trichloroethylene or petro-leum spirit. Coat the sliding surfaces and spindle thread (but never the clam-ping screws) with Klüber Lubrication Altemp Q lubricating paste NB 50.Clean jaws and slots at regular intervals (approx. every 50 hours) and lubri-cate the grease nipple of the spindle support.
9. Maintenance of the REISHAUER type RHU chuck system
Never use compressed air for cleaning!Caution:
Fig. 5
1

28
- In the case of self-centring chucks, the workpiece should be clamped with the clamping surface of the jaws, so that the full support of the toothed segments can be guaranteed.- The red indicator is not visible if the jaws are fully interlocked.- The clamped workpiece must lie against the face.- Longer workpieces should be supported by a tailstock or rest.-Intheeventofheavychuckstrain,firstlydisassemblethejawsandremove the cause of the fault.- The max. length of the workpiece, which can be clamped with the tip to diameters d2,d3, d4 or d5 (see Fig. 4) without additional support may be 4x the height of the jaws and must not exceed the max. weight of the chuck.- Do not try to chuck larger workpieces than those for which the respective jaws are meant. Jaw contact with the workpiece is only possible at two points.
10. General remarks
- To unmesh the jaws for removal or adjustment, turn the chuck key anticlockwise until the stop is felt. The red indicator will be protruding.- The jaws will be in mesh again if the chuck key is turned clockwise until the red indicator snaps back in.- If the red indicator reappears, the chucking range has been exceeded, and it is necessary to move the jaws one tooth closer together.
11. Adjusting the jaws
Do not tighten the chuck or operate it as long as the red indicator is visible. Thereisadangerofbreakingtheteethorthejawsflyingoff.
Caution:
The best true-running accuracy and chucking results are obtained by boring the jaws for the workpiece to be machined. This also prevents the surface from being damaged. Boring has to be done in a closed chuck, i.e. with the chuck the same as it will be used later for the workpiece.
Permissible operating parameters: Chucking power of jaws as per Table 4
12. Soft top jaws

29
The permissible rotary speeds of the chuck depend on many factors, e.g. the turning parameters, weight of the workpiece and its true running, type of ma-chining, etc. Permissible speeds are given below in Table 5:
13. Permissible speeds
- These wedge-bar chucks are designed to meet the highest demands but can only do so if the operating instructions are correctly observed. They must only be handled by authorised, trained personnel.-Intheeventoftheinfluenceoffaultsordamagetothechuck,workmustbe stopped immediately and specialist personnel brought in to correct any type of problem or to carry out repairs as necessary.- Never use a hammer on the mounting jaws or chuck key.- The keys supplied with the wedge-bar chuck by the manufacturer must not bemodified.- We do not recommend the use of non-matching keys on the square screw heads.
15 Safety precautions when working with the wedge-bar chuck
Table 4
Tableau 5
In the case of larger main cutting forces or asymmetrical mounting of the work-piece, the speed is to be reduced accordingly.
14. Replacement partsTable 6
Chuck size ø 125 160 200 250 315
Key torque / Nm 40 100 160 160 200
Total chucking power of jaws / DaN 3000 6000 >10000 11000 13000
Permissible operating parameters Chuck size ø125 160 200 250 315
n rpm 4000 4000 3500 3000 2300Concentricity 0.015 0.015 0.015 0.015 0.020
Part no. on drawing Description No. per chuck4 Toothed segment 35 Hard stepped jaws 37 Nut 18 Screw 129 Hard base jaws 330 Soft top jaws 3

30
- Putting the wedge-bar chuck into operation with the key inserted is strictly forbidden.- Do not try to chuck larger workpieces than those for which the respective jaws are meant.- Only ever use the manufacturer’s original spare parts.
Of course, as well as the manufacturer’s instructions, all local safety regulations must also be observed without fail.
It is only by following the instructions given in this operating manual that a long service life and trouble-free operation can be guaranteed. If the operating in-structions are not observed, the manufacturer cannot consider any complaints.
17. Closing remark
16. Lubrication of chucks for trouble-free operationWithout a regular lubrication the stress cannot be guaranteed. The following products are recommended by us.
Consisting of: Lever-action grease gun 1flexibleadapterforconelubricatingnipple 1 adapter for funnel lubricating nipple
also suitable for filling with loose grease.
K05 special lubricant
Order ref. no. Contents 083726 500
Order ref. no. Contents 016440 Cartridge 500 g011881 Can 1 kg

FN NIEDERHAUSER AGSpanntechnik & Systeme
Allmend 39 CH - 6204 Sempach
phone ++41 / (0)41 340 50 75 / fax ++41 / (0)41 340 50 74
[email protected] / www.niederhauser.ch





























