Embed Size (px)
Citation preview

BAUXTE ROASTING - AN OPTION TO REDUCE THE ORGANICS INPUT TOBAYER PLANT LIQUOR
Ab Rijkeboer andA;j iP. van der MeerShell Research Arnhem Sop~
P.O. Box 40 V6800AA ArhemThe Netherlands
ABSTRACT
Darling Range bauxites contain some 0.3 wt% of total organic carbon (TOC) of which some60% is extracted into the Bayer process cycle. The accumulation of TOC in the liquor is thecause of a severe constraint in production capacity and operational flexibility with respect toalumina quality. Roasting of bauxite has been investigated as a potential method to reduce,and in the long run eliminate, the TOC content in Bayer liquors.
Bench scale roasting tests were carried out with Mt. Saddleback bauxite using a quartz tube of40 mm diameter and 1 m length. Pre-heated air was used at gas velocities in the range 0.01 -
0.20 rn/s. A typical heating rate of 100 C/minute was applied. Alumina extractions wereobtained through digestion of the treated bauxite in a pure caustic solution and plant liquors at1750C.
We found that when roasting is carried out in the temperature range 400 - 6000 C the TOGremoval is more than 90% efficient. A typical mass reduction of the bauxite. of some 20%resulted, mainly due to the thermal decomposition of gibbsite and goethite. In order tomaintain the alumina extraction efficiency at a level similar to that of unroasted bauxite it ispreferred to operate a two stage roasting process. The first stage is operated at a temperatureof 3500 C, with the subsequent stage (aiming at a lower partial water pressure) in the range400 - 6000C. In fact we found that under carefully selected process conditions a slightimprovement in alumina extraction is obtained. Bench scale results were confirmed in acontinuous fluidised bed roasting operation.
Evaluation of a number of other bauxites (Aurukun, Bok6, Gove, Moengo, Pinjarra andTrombetas) showed that our roasting process does not or only marginally affects the amountof available alumina in these bauxites.
Due to the conversion of goethite to hematite a significant improvement of the red-mudsettling rate was obtained. Moreover the filtrability of the red-mud improved and a reductionin mud load is obtained.
Roasting of the bauxite results in a slight reduction in chemical soda consumption sincereaction of soda with organic matter is prohibited. The bauxites evaluated contained 3 to 11 %silica of which 1.2 to 3% is of the reactive type. We found that the selected roastingconditions do not additionally affect the chemical soda consumption. Lime consumption isreduced since conversion of TOG to carbonate is eliminated.
Considerations on effects of TOC reduction on yield increase and alumina quality are included.
BAUXITE ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO BAYER PLANT LIQUOR
RIKEBOER & VAN DER MEERSPAGE 254

BAUXITE ROASTING - AN OPTION TO REDUCE TH E ORGANICS INPUT TOIBAYER PLANT LIQUOR
Ab Rijkeboer and Andries, P. van der MeerI
1.0 INTRODUCTION1
It is generally known (Power, 1991) that high liquor TOG (total organic carbon) andassociated oxalate levels are detrimental to the efficiency of the Bayer process. TOC
and oxalate limit:
yield stretching via caustic increase and temperature reduct ion at the back end
of the precipitation system and
* control of product quality, in particular included soda and size.
A high liquor TOG and oxalate input is a problem associated with the use of a largenumber of Australian bauxites. This holds in particular for Darling Range bauxites3(Atkins, 1988; Grocott, 1988) with their typical TOG levels of 0.3 wt% and theirdegree of extraction in Bayer liquor of some 60% to form sodium oxalate, carbonateand liquor TOG. The. situation is further aggravated because of the low aluminaIcontent of these bauxites, resulting in steady state TOG levels of some 30 g/l in liquor(Atkins, 1988; Power, 1991).1
With the objective of significantly reducing the organics input a number of optionswere evaluated. Bauxite roasting was selected for further investigation since:
* the cause of high liquor TOG is tackled
* ultimately TOG and sodium oxalate a re eliminated from the Bayer processIliquor
* the roasting process has significant beneficial side effects.1
The basic process requirements for roasting, to be a viable option, are destruction ofthe TOC in the bauxite without loss in alumina extraction.I
2.0 LITERATURE REVIOEWj
2.1 Fundamentals Of Heat Treatment Of Some Minerals Involved
Darling Range bauxites contain gibbsite as the main alumina bearing mineral,.iron oxides in the form of goethite, silica as quartz with part of it present as
kaolinite prone to react with caustic in-the Bayer process.
Thermal decomposition of GibbsiteDarling Range bauxites are of a gibbsitic nature. .Although gibbsite isIthermodynamically unstable at temperatures exceeding 105 0C, kinetic barriersare only sufficiently overcome in the range 165 - 190'C. Upon thermalI
BAUXITE ROASTING - AN OPTION TO REDUCE RIJKEBOER & VAN DER MEERTHE ORGANICS INPUT TO BAYER PLANT UIQUOR PAGE 2553
dehydration pure gibbsite can follow three differently routes to form (fortemperatures up to 700*C): y-alumina (via pseudo boehmite); X-alumina; ii-alumina (via p-alumina). The path to X-alumina is preferred when water hasample opportunity to be released, i.e. using small (< 104mn) particles, slowheating rates (< 1*C/min) and low air humidity (Wefers, 1987).
Thermal decomposition of GoethiteThermal decomposition of goethite occurs between 290 - 390*C (Bardossy,1970) to form hematite. Within this range the decomposition temperature riseswith the degree of aluminium substitution in the goethite lattice. which variesfrom 1 -30 mole % in bauxites.
Thermal decomposition of KaoliniteDesorption of water takes place up to 2000 with dehydroxylation of the crystallattice occurring between 400 - 700*C (Wendlandt, 1986).
2.2 Publications On Roasfing Of Bauxite
Roasting (calcination) of bauxite for burning off the organic matter ismentioned in one of the patents by Charles Martin Hall (1900).
Pearson (1955) states that bauxites respond differently when identical roastingconditions are applied. E.g. a Hungarian ore needed roasting at, 300*C whereasa Gold Coast ore required roasting at 500 - 520*C to effect, a reduction inorganic matter in the bauxite of 80%.
In the mid seventies Soviet researchers -made extensive studies of bauxiteroasting as a pre-treatment to the Bayer/sintering processing of high silica,siderite bauxites. Objectives were decomposition of siderite and organicsremoval (e.g. Goldman, 1980). Temperatures ranging from 600 to 700*Cwere required to meet both objectives.
For Darling Range bauxite Ellison (1984) found that roasting (single stagefluidised bed) at 300*C for 2 minutes in pure oxygen resulted in a 90% TOCreduction. No loss of alumina extractability was observed applying a digestionin 2 M NaOH for 20 minutes at 145TC.
Patents by Kobayashi (1973) and Brown (1990) indicate that under careflillyselected roasting conditions no loss in alumina extraction results. Single stageroasting operations were applied. Extraction was found to be affected by thecombination of roasting temperature and time required for the roasting process.Kobayashi claims the presence of 10 - 25% Fe2O3 as goethite is required toprevent a loss in alumina extraction. Moreover the molar ratio of water boundto A12 0 3 should not become less than 0.5. Brown focuses on conversion ofthat part of the organic species causing formation of oxalate in digestion.Temperatures ranging from 300 - 400'C are required for 10 - 120 minutes.Maintaining alumina extraction is claimed to be caused by conversion ofgibbsite into amorphous alumina phases.
BAUXITE ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO BAYER PLANT LIQUOR
RUKEBOER & VAN DER MIEERPAGE 256

2.3 P&At Use Of The Phrocess At Lame And GiulIn Plant
Bauxite roasting (calcination in a rotary kiln on, bauxite crushed to 6 mm) wasapplied at the Lame refinery, Northern Ireland (British Aluminium. Co.) from '1895 - 1947 (Macfie, 1988). The process was also applied at the Giulini plantin Ludwigshaven, Germany (Pohland, 1983). Calcination was at 350 - 400*C3and the process suffered conversion of trihydrate into monohydrate.
3.0 EXPERDMNTAL .3.1 Konasing
Bench scale roasting tests were carried out, in a 40 mm quartz tube mountedvertically in an electrical resistance furnace., Mt. Saddleback bauxite, fed tothe Worsley refinery, was used. A frittered glass plate inside the tube providedfor gas distribution and support for the bauxite bed. Pre-heated air was passedthrough the bauxite from below at gas velocities in the range 0.01 - 0.20 m/s.A second plate was situated higher in the tube to prevent material from being3carried out of the bed. Bauxite charges ranged from 120 - 150 g, resulting inbed heights of 65 to 80 mm. A typical heating rate of 10 0 C/minute wasapplied.I
In addition roasting trials were carried out in a continuous fluidised bedoperation. Dimensions were 188 mm inner diameter and 2 m length of thetube. A bauxite grind with mean particle size of 0.7 - 0.75 mm was used.Minimum fluidisation velocity of the bauxite was 0.5 m/s. Pre-heated air wasused, applying a superficial gas velocity of 1.8 m/s. Bauxite was fed from ahopper through a vibrating feeder into a feed pipe via a gas lock. Reactordischarge was from -a stand pipe vertically mounted inside the reactor with inlet
from the middle of the reactor. The off-gas from the reactor passed through asettling chamber and cyclone. Solids collected were returned to the bauxitefeed system. Final gas cleaning was by a filter baghouse from which the dust
was collected.
Since a single roaster was used the two stages of a test were conductedIsequentially with intermediate storage of the first stage product under inertconditions (at 150'C and nitrogen purge).
3.2 Alumiina Extraction (Digestion)
Digestions were carried out in 250 ml nickel autoclaves (Haage) rotated mn a3roller bank. In addition 2 1 monel Parr autoclaves were used when material forresidue settling and filtration needed to be prepared. Alumina extraction onMt. Saddleback bauxites were carried out using a synthetic spent liquor with aIcaustic strength of 190 g/l Na2 CO3 equivalent. Digestions were for 30 minutesat 1750C.
BAUXITE ROASTING - AN OPTION To REDUCE RLUKEBOER & VAN DER NEER
THE ORGANICS INPLIT TO BAYER PLANT LIQUOR PAGE 257I

In the evaluation of a number of other bauxites a pure sodium hydroxidesolution was used with a caustic strength of 132 g/l Na2 CO3 . Digestion in thiscase was for 30 minutes at 1450 C.
In the tests assessing fill ratio effects, associated with the use of roastedbauxite, 150 ml of liquor (either spent plant liquor or anticipated liquor in caseof bauxite roasting) was used. The method described by Bird (1980) wasapplied. Bauxite was charged for a specific ratio based on the extractionobtained with the bauxite using pure caustic solution of 190 g/l Na2 CO3equivalent strength. The alumina extraction was assessed from a measurement,on first filtrate of the blow off slurry, of the A/C ratio realised. For stabilitytests the blow off slurry was rotated in bottles in an incubator at a temperatureof 105*C for three hours.
3.3 Assessment Of Chemical Soda Loss To Reactive Siica
Chemical soda loss during pre-desilication and digestion was calculated fromthe soda content analysed in thoroughly washed mud. Reactive silica in thebauxite samples used was measured using standard analytical procedures.Chemical soda loss is. expressed as kg Na2 CO3 per tonne of alumina. Theextraction method as outlined in section 3.2 using 190 g/l caustic strength wasapplied.
3.4 Residue Sett~ins!
Settling tests were carried out in a one litre graduated cylinder situated in athermostated oil bath at 100*C. A starch solution was added as settling agent(charge 1.2 g/kg). The starch was mixed with the slurry using a disperser.When flocs appeared the dispersing step was repeated, after which the timerwas started and the interface line kept track Of. The cylinder was equippedwith a rake rotated at 1 rpm.
3.5 Residue Filtration
Residue filtrability was assessed from filtration of the slurry obtained byredispersing the solids from the settling test. To this end the bottom 300 mlfrom the settling cylinder were redispersed and filtered in a pressure filteroperated at 80*C and 60 kPag. pressure. The weight increase of the filtratecollected was monitored.
4.0 RESULTS AND DISCUSSION
4.1 Effect of roastine conditions on alumin~a extraction
4.1.1 Mt. Saddleback bauxiteRoasting parameters investigated in the bench scale evaluation weretemperature, particle size, water vapour pressure, retention time, gasvelocity and gas composition. Main roasting parameters affectingalumina extraction are water vapour pressure and temperature.
BAUXIT ROASTING - AN OPTION TO REDUCE RLJKEBOER & VAN DER MEERTHE ORGANICS INPUT TO BAYER PLANT IIQUOR PAGE 258

IA summary of the temperature effect on TOC conversion, and alumina,extraction is given -in Figure 1. It shows that for'the Mt..Saddlebackbauxite an operating window was found where in the temperature range400 - 600*C a slight improvement in alumina extraction is obtained.
% extraction In digestion% TOC In 'bauxite
200. 300 400 500o 600 70roasting temperature OC
AluminaExtraction
TOC inbauxite
0
Figure 1 Effect of roasting temperature on bauxite TOC contentand alumina extraction efficiency (results fr-om two stage bench scaleroasting tests)
The effect of water vapour pressure is illustrated in Figure 2.Experiments are shown in which roasting was carried out in a two stageprocess (first stage, at 350*C and second stage at 5000C). The watervapour pressure was fixed at 5%. At either stage water vapourpressure has a detrimental effect on alumina extraction with the largesteffect in the second stage. For that stage it is necessary to operatebelow 2 kPa water vapour pressure to maintain the alumina extractionefficiency.
- -500 0C finalnd stg
2stage
extrctio- n-- ---- 110 0Cstrextractiont +2.0% +1.3% -1.9% -2.3%
=5% water vapour adided to the gas
,rure 2 Effect of water vapour pressure on alumina extraction
BAUXITE ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO) BAYER PLANT UOQUOR
RIJKEBOER & VAN DER MEERPAGE 259
goethite 110 hematitegibbaite: -N- chi-alumina
- -. .5-loss soluble- boerhiltealumina forms
~1001
75
50
25,
0.100
Fi~
I
IIUIIaIaIIIIIIIIII
Based on the results of bench scale work in the fixed bed, we proposeto operate a two stage process (Rijkeboer, 1991):
* in the first stage, geared to remove water, operation at atemperature of 350*C, retention time required some 10 minutes,
* in the second stage, geared to obtain low TOC and goodalumina extraction, at a temperature of 450 - 5000 C, retentiontime some 15 minutes. Care should be taken to operate at apartial water pressure below 2 kPa, with superficial gasvelocities above 0.1 m/s and a feed ground smaller than 8 mm.
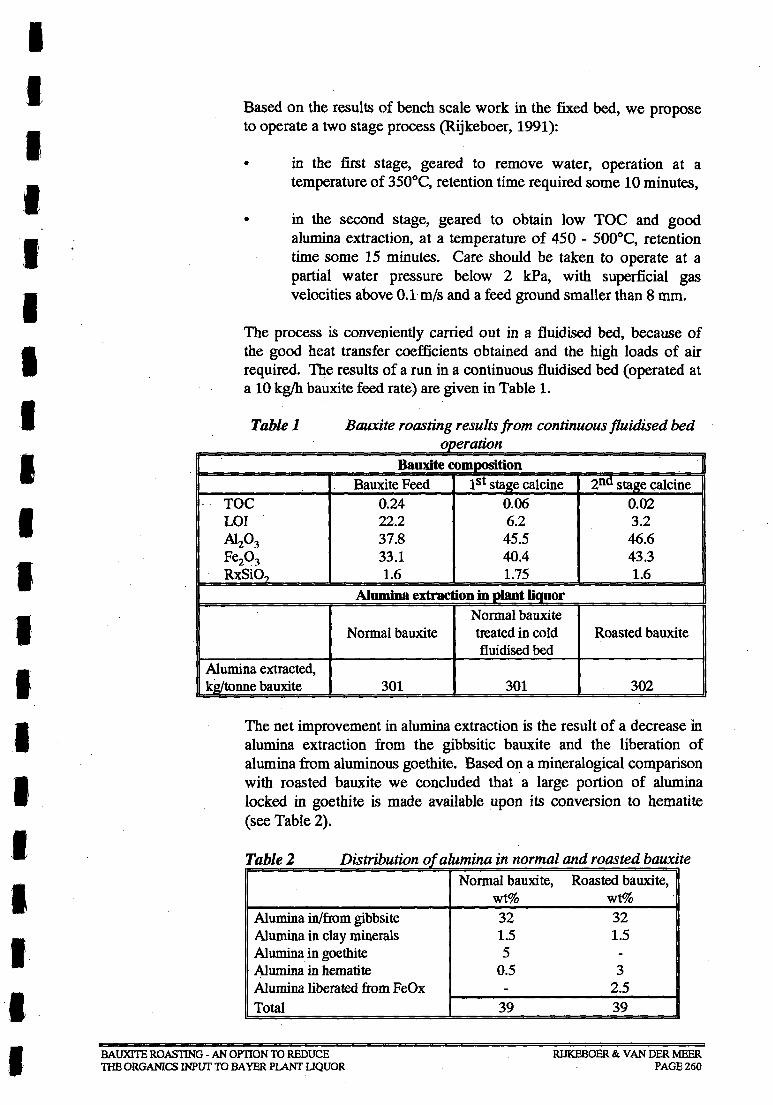
The process is conveniently carried out in a fluidised bed, because ofthe good heat transfer coefficients obtained and the high loads of airrequired. The results of a run in a continuous fluidised bed (operated ata 10 kg/h bauxite feed rate) are given in Table 1.
Table 1 Bauxite roasting results from continuous fluidised bedoperation
Bauxite compositilon ______
___________ Bauxite Feed 1st stage calcine 2nd stage calcineTOG 0.24 0.06 0.02WOI 22.2 6.2 3.2
A1203 37.8 45.5 46.6Fe2O3 33.1 40.4 43.3RxSiO. . 1.75 1.6
Alumina extraction in plant liquor _______
Normal bauxiteNormal bauxite treated in cold Roasted bauxite
fluidised bed _____
Alumina extracted,kg/tonne bauxite 301 301 302
The net improvement in alumina extraction is the result of a decrease inalumina extraction from the gibbsitic bauxite and the liberation ofalumina from aluminous goethite. Based on a mineralogical comparisonwith roasted bauxite we concluded that a large portion of aluminalocked in goethite is made available upon its conversion to hematite(see Table 2).
TohIp 2 flivtrihitinn of alumina in normal and roasted hauxite
Normal bauxite, Roasted bauxite,___ __ ___ __ __ wt% wt%
Alumina in/from gibbsite 32 32Alumina in clay minerals 1.5 1.5Alumina. in goethite 5Alumina in hematite 0.5 3Alumina liberated from FeOx - 2.5Total 39 39
BAUXITE ROASTING - AN OPTION TO REDUCETIE ORGANICS INPUT TO BAYER PLANT LIQUOR
RIJKEBOER & VAN DER NEERPAGE 260
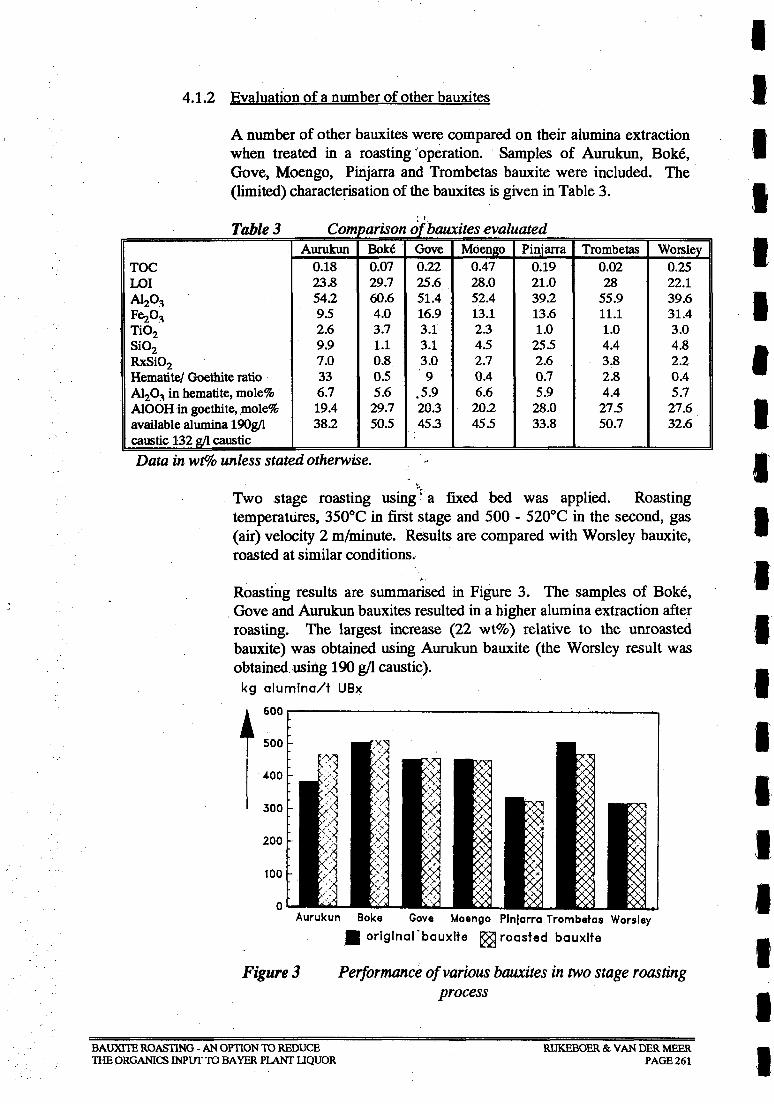
4.1.2 Evaluation of a number of other bauxites
A number of other bauxites were compared on their alumina extractionwhen treated in a roasting 'operation. Samples of Aurukun, Bok6,Gove, Moengo, Pinjarra and Trombetas bauxite were included. The(limited) characterisation of the bauxites is given in Table 3.
Table 3 Comparison Of bauxites evaluatedAurukun Bokd Gave Moengo Pinjarra Trombetas Worsley
TOC 0.18 0.07 0.22 0.47 0.19 0.02 0.25L01 23.8 29.7 25.6 28.0 21.0 28 22.1A120-4 54.2 60.6 51.4 52.4 39.2 55.9 39.6Fe6203 9.5 4.0 16.9 13.1 13.6 11.1 31.4TiO2 2.6 3.7 3.1 2.3 1.0 1.0 3.0
S'29.9 1.1 3.1 4.5 25.5 4.4 4.8RXSiQ 2 7.0 0.8 .0 2.7 2.6 3.8 2.2Hematite/ Goetbite ratio 33 0.5 9 0.4 0.7 2.8 0.4A1203 in hematite, mole% 6.7 5.6 .5.9 6.6 5.9 4.4 5.7A100H in goethite, mole% 19.4 29.7 20.3 20.2 28.0 27.5 27.6available alumina 190g/1 38.2 50.5 45.3 45.5 33.8 50.7 32.6caustic 132 g/l caustic ___________________ ________
Data in wtl unless stated otherwise.
Two stage roasting using' a fixed bed was applied. Roastingtemperatures, 350*C in first stage and 500 - 520*C in the second, gas(air) velocity 2 rn/minute. Results are compared with Worsley bauxite,roasted at similar conditions.
Roasting results are summarised in Figure 3. The samples of Bok6,Gove and Aurukun bauxites resulted in a higher alumina extraction afterroasting. The largest increase (22 wt%) relative to the unroastedbauxite) was obtained using Aurukun bauxite (the Worsley result wasobtained. using 190 g/l caustic).k g aiumina/t UBxt600
500
300
Aurukun Boke Govo Moengo Pinjarra Trombetas Worsley
0 original'bauxite 0 roasted bauxite
Performance of various bauxites in two stage roastingprocess
200
100
0
Figure 3
BAUXITE ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO BAYER PLANT LIQUOR
RIJKEBOER & VAN DER MEERPAGE 261
IIIIIIIIIIIIUIIIIIII
We realise that in the case of Trombetas bauxite, TOG reduction bymeans of roasting is not a feasible method in view of its low (0.02wt%) TOG level.
From Table 3 and Figure 3 it is evident that with bauxite roasting thereis no simple relation between bauxite used and alumina extraction (e.g.gibbsite, boebmite, goethite content and hematite/goethite ratio). Thehighest extraction improvement was obtained with an aluminacontaining a relative low (9.5 compared to 32% for Worsley bauxite)amount of iron oxides.
4.2 Effect of roasting on liAuor TOC
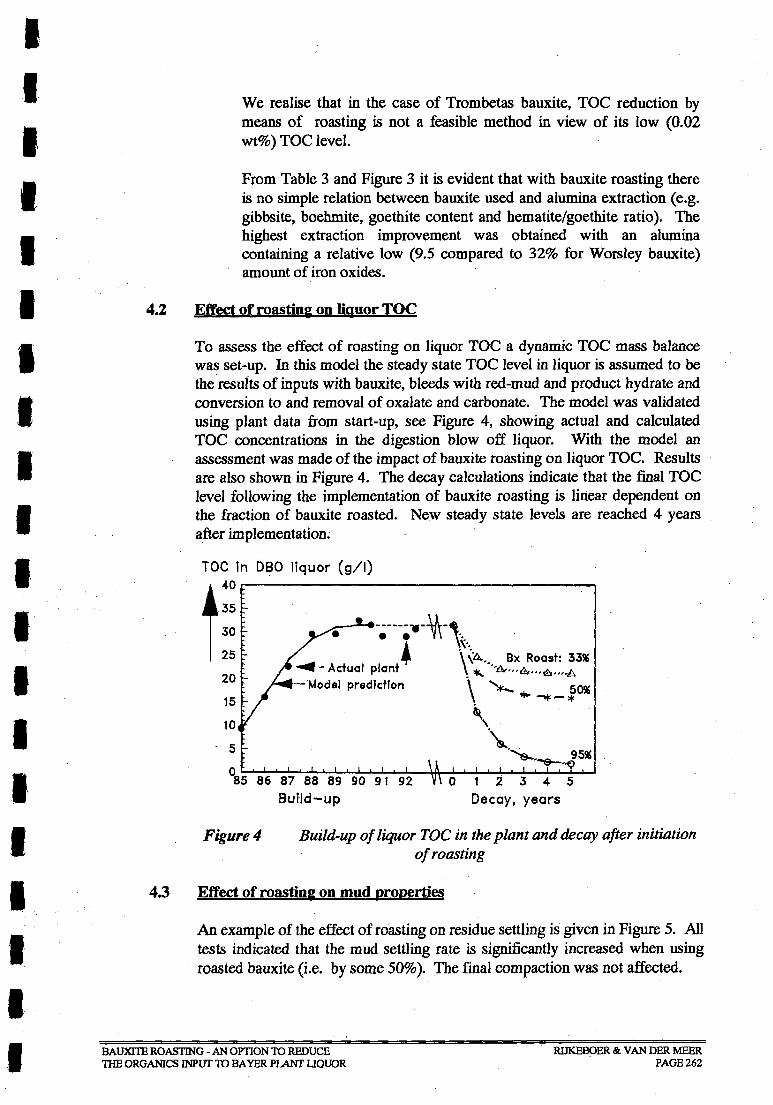
To assess the effect of roasting on liquor TOG a dynamic TOG mass balancewas set-up. In this model the steady state TOG level in liquor is assumed to bethe results of inputs with bauxite, bleeds with red-mud and product hydrate andconversion to and removal of oxalate and carbonate. The model was validatedusing plant data from start-up, see Figure 4, showing actual and calculatedTOG concentrations in the digestion blow off liquor. With the model anassessment was made of the impact of bauxite roasting on liquor TOG. Resultsare also shown in Figure 4. The decay calculations indicate that the final TOGlevel following the implementation of bauxite roasting is linear dependent onthe fraction of bauxite roasted. New steady state levels are reached 4 yearsafter implementation.
TOC In DBO liquor (g/1)40
t25 4 \.Bx Roast: 33%--f-Actual plant
20 -'Model prediction , -50
15
10
085 86 87 88 89 90 91 9 101
Build-up Decay, years
Figure 4 Build-up of liquor TOC in the plant and decay after initiationof roasting
4.3 Effect of roasting on mud pvronrties
An example of the effect of roasting on residue settling is given in Figure 5. ADltests indicated that the mud settling rate is significantly increased when usingroasted bauxite (i.e. by some 50%). The final compaction was not affected.
BAUXITE ROASTNG - AN OPTION TO REDUCE RIJKEBOER & VAN DER NMERTH1E ORGANICS 1NPUT TO BAYER PLANT LIQUOR PAGE 262

A typical residue filtration curve is shown in Figure 6. From the filtration datathe specific cake resistance was -calculated., The specific cake resistance of mudobtained from roasted bauxite was found to be some 25% lower than that ofunroasted bauxite.
Due to the conversion of goethite to hematite a reduction in mud load pertonne alumina of some 6 wt% is effected. The figure was, derived from acomparison of the'LOI of residue from unroasted and roasted bauxite oftypically 8.5 and 2.5% respectively. In addition every 1% point improvementin alumina extraction will result in a further 1.5% point reduction of residuemass per tonne of alumina product.
Interface,, ml
1000*Stock pile not roa
B00o Stock pile roasfi600
4:00
.200 '
--------
0 20 40 60 80time, min
Figure 5
Initial settling rote,not roasted:
roasted:
IIIIIIIII
rn/h1.382.40
100 1201
Effect of roasting on residue settlingI
filtrate weight, g
A350
~300
1250
100. Stock pile 'not roasted -
50 -~Stock pile roasted ...
0 10 '20 310 40 S0time, min
Specific -cake resistance, rn/kgnot roasted :0.91 E+12
roasted. 0.67 E+ 12
Figure -6 Effect of roasting on residue filtration
BAUXITE ROASTING - AN OPTION 10 REDUCETHE ORGANICS INPUT T10 BAYER PLANT LIQUOR
RLJKEBOER & VAN DER MEERPAGE 263
IIIIIII

4.4 Effect of roasting on water balance
During roasting of the bauxite drying takes place and gibbsite and goethite losethe larger part of (crystal) water due to conversion to amorphous alumina andhematite. The reduction in water input with the bauxite was calculated to be:
from LOI on Gibbsite :0.5 t water /t aluminafrom MOI of bauxite :0.3 t water /t alumina
As a result the evaporation of water from the Bayer cycle for the production ofwash waters can be reduced with associated cost savings. Instead some freshwater may be used.
4.5 Effect of roasting on chemilcals consumutifon
Due to the elimination of TOC from the bauxite sodium will no longer be lostdue to the reaction with organic material (e.g. to form sodium oxalate). Forthe Mt. Saddleback bauxite investigated this results in a reduction in soda lossof some 5 kg Na2CO3 per. tonne alumina.
We investigated whether bauxite roasting additionally affected the sodaconsumption. Results are given in Figure 7. In the figure the chemical sodaloss assessed from the soda content of residues is correlated to the reactivesilica content of the, unroasted, bauxite. This is generally found to correlatewell. The theoretical line is governed by the desilication product (dsp):
3 Na2O. 3 A12O3 . 5 Si0 2 . 51120,
which was identified in the residues. Two sets of results are shown in Figure 7.One set for unroasted bauxite, the other for roasted bauxite. In the latter casethe reactive silica content measured was corrected for the weight loss duringroasting. Statistically the difference between unroasted and roasted bauxite isinsignificant. Kaolinite present in the bauxite, and the cause for the chemicalsoda losses, could however no longer be detected in roasted bauxite. Theconclusion that the amount of reactive silica is not affected by the roastingconditions applied was confirmed using synthetic bauxite composed of puregibbsite and kaolinite in a mass ratio 12. 1: 1. The molar silica to soda ratio of1.67 found in the "synthetic"t mud resulting from digestion was identical to thatfrom the natural bauxite.
The elimination of TOC conversion to carbonate will reduce the consumptionof lime for causticisation purposes. A lime saving of some 15 kg per tonnealumina was calculated from carbonate formation data during digestionpresented by Grocott (1988, LM). Carbonate formation is typically 4 kgNa2 CO3 per tonne of bauxite, in addition a lime efficiency of 50% and a bauxitefactor of 3.5 were assumed.
BAUT ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO BAYER PLANT LIQUOR
RLIKEBOER & VAN DER NMERPAGE 264

Chemical Soda Loss, kg Na2 CO / t A1203
iL120
100
80
60
40
20
00 0'.5 - 1 1.5 2 2.5 3 3.5
R-Sic2 unroasted bauxite, %
Figure 7 Effect of roasting on chemical soda loss to reactive silica
4.6 Effect of roastine on mud stabilit viz. a viz. auto-Dreci~iation
Extraction of the sample of bauxite used in pure caustic solution resulted in theextraction of 308 kg A1203 per tonne. From Figure 8 it is apparent that underSplant operating conditions the extraction efficiency is somewhat lower (295 -
~ 290 kg per tonne) and gradually decreasing with charge ratio. The same wasfudto apply when using roasted bauxite. In this case a synthetic liquor was
ued with an anticipated future composition (essentiall& iiF cca c o ei o nwith the caustic increase originating from trading in oftotal organic soda foractive soda). Liquor stability effects are shown in Figure 9. It is shown thatthe alumina extraction is limited by auto-precipitation occurring during mudseparation. The largest stability is, obtained when using roasted bauxite. Forthe. same overall extraction efficiency the system can be operated at an A/C fillratio some 0.02 higher compared with normal bauxite.
P lease note that in the stability test a contact time of 3 hours was applied for
both normal and roasted bauxite. Since settling and filtration of the mud from
roasted bauxite will proceed much, faster a further increase in fill ratio isposbecompared to the case where, normal bauxite is used.
4.7 Eneru Considerations
Roasting energy requirements for removal of LOI and free moisture, heating ofwater vapours and air, heating. of bauxite and compensation for radiation lossesare calculated at 4.3 GJ/t alumina. Energy offsets are obtained throughrecovery of latent heat,, decrease in. heat of dissolution and reduction in energysavings result from capitalising, on operation at higher yield. Total energysavings are estimated at some 2.8, GJ/t alumina.
BAUXITE ROASTING - AN OPTION To REDUCETHE ORGANICS INPUT TO BAYER PLANT U1QUOR
RIJKEBOER & VAN DER MIEERPAGFi 265
IIIIIUIIIUIIII£IIIII

kg alumina/t UBx320
300
280
260
240 L-0.65 0.7 0.75
Charge A/C
Figure 8 Effect of roasting on alumina digestion efficiency
kg alumina! t UBxt 320 1300
280
260
240 L.'0.65
Charge A/C
Figure 9 Effect of roasting on liquor stability
Alumina aualit apect s
Most effects of bauxite roasting on the quality of alumina produced are from anindirect nature, the exception being soda inclusion. Indirect effects notablystem from the formation of sodium oxalate (potentially) co-precipitating withhydrate. Extensive notice of the phenomena involved is made in the literature(e.g. Yamada, 1973, Brown, 1980 and Lever, 1983). By elimination ofoxalate from process liquor a greater operational flexibility is created withrespect to product quality control (notably fine particle balance and friability ofthe alumina, a cause for generation of superfine alumina). Bauxite roasting hasthe potential to eliminate fully the oxalate problem.
BAUXIT ROASTING - AN OPTION TO REDUCETHE ORGANICS INPUT TO BAYER PLANT UQUOR
RUKEBOER & VAN DER NMERPAGE 266
current operation
100% BXr
0.8 0.85
4.8

The most important effect of organics is the reduction of liquor productivity.IAs a consequence bauxite roasting enables operation of the precipitation circuitat a much higher yield without loss in alumina quality. Our assessment is that ayield increase of some 40% can be achieved due to, operation at a higherUcaustic strength, higher fill ratio and lower temperatures in the finalprecipitation stages. The yield potential was demonstrated in the laboratoryand no significant overall changes in population balance effects (i.e.Iagglomeration, growth and nucleation) were found. The more subtle effectscan be accommodated by adjustment of operating parameters.3
As stated the reduction of included soda is a direct result of the reduction in
-liquor TOC. 'In Figure 10 results on soda inclusion are given. The soda:inclusion is plotted against the integral growth rate, a method outlined by Sang(1988). Two sets of experiments are shown, one for current plant liquor andone for the anticipated liquor feasible under bauxite roasting conditions (seealso section 4.6). Although operating at a much higher caustic level a 50%1reduction in included soda was achieved. Results are in line with thosepresented by Cirocott and R osenberg (1988).3
Additionally an improvement in the. whiteness of the product is made whenoperating at low organics concentration (Pohland, 1983 and Grocott, 19885LM).
Process difficulties arising from e.g. high liquor viscosity and foaming, caused3by organics in liquor (see e.g. Power, 1991) are relieved by the use of roastedbauxite. It is realised however that high caustics operation will bring backsome off them (notably a viscosity increase).
% soda in fresh aluminaI
2 I/1Current liquor
1.5 I
Synthetic liquorI
0 0.02 0.04 0.06 0.08 0.1 0.12
Integral growth rate5
Figure 10 Effect of liquor TOC on soda inclusion (comparison current
liquor and clean , high caustic, liquor)
BAUXITE ROASTING - AN OPTION To REDUCE RIKEBOER & VAN DER MEERTHE ORGANics iNPuT To BAYER PLANT UiQUOR PAGE 2673
5.0 CONCLUSIONS
Roasting of Darling Range bauxite is preferably carried out in the two stage processoutlined. Under these conditions TOC removal efficiencies well over 90% areachieved. Bauxite roasting has the potential to eliminate fully problems associatedwith (potential) oxalate co-crystallisation with aluminium trihydroxide.
Under the roasting conditions specified no adverse effect of roasting on aluminaextraction in Bayer process liquor was found. In fact under carefully selected processconditions a slight increase in extraction efficiency was obtained.
Significant side benefits emerge from the bauxite roasting process:* improvement i mud settling, filtration and pregnant liquor stability* reduction in mud load per tonne alumina produced* reduction in water input with the bauxite of some 0.8 t / t alumina* reduction in chemicals consumption (caustic soda and lime)
The TOG reduction in the Bayer process liquor, completed in 4 years time, will allowthe plant to operate at a higher precipitation yield. The yield increase is arrived atthrough an increase in caustic concentration, an increase in fill ratio and a decrease inend temper ature. It is expected that operating conditions can be selected that willresult in a decrease in included soda.
REFERENCES
Atkins, P. and Grocott, S.C. (1988). The impact of Organic Impurities on the production ofrefined Alumina. Proceedings of a Conference on The Science, Technology and Utilisation ofHumic Acids. Organised by CSIRO, Sydney, Australia, November 2-3. pp. 85 - 100.
Bardossy, G. (1970). Possibilities of the joint application of X-ray diffractometer andderivatograph to the quantitative phase analysis of bauxites and similar rocks; Acta ChimicaAcademiae Hungaricae, Vol. 63 (3), pp. 267 - 277.
Bird, R.D., Vance, H.R. and Fuhrman, C. (1983). The effect of four common Bayer liquorimpurities. Light Metals 1980, pp. 65 - 83.
Brown, N. (1988). Verfahren zur Senkung des Gehalts an organischen Bestandteilen in eineralkalischen Aluminatlauge. European patent 0 375 987, published September 4, 1990.
Brown, N. and Cole, T.J. (1980). The behaviour of sodium oxalate in a Bayer Aluminaplant. Light Metals 1980, pp. 105 - 118.
Ellison, M.J. (November 1984). Organic Impurities in Bayer Liquors: their Origin andBehaviour. BSc Honours Thesis, Murdoch University, Western Australia.
Goldman, M.M. (1980). Use of bauxites from a new deposit in Kazakstan in aluminaproduction. Kompleksn. Ispol'z Miner. Syr'ya, pp. 21 - 25.
BAUXITE ROASTING -AN OPTION TO REDUCE RIJKEBOER & VAN DER MIEERTHE ORGANICS INPUT TO BAYER PLANT LIQUOR .PAGE 268
Grocott, S.C. (1988). Bayer liquor impurities: meas urement of organic carbon, oxalate andIcarbonate extraction from bauxite digestion. Light Metals 1988. pp. 833 - 842.
Grocott, S.C. and Rosenberg, S. P. (1988). Soda in alumina. Possible mechanisms for sodaUincorporation. Proc. International Alumina Quality Workshop, Gladstone, Queensland,Australia, pp. 271 - 288.5
Hall, G.M. (1900). Method of making alumina. US Patent No. 663,167, December 4, 1900.
Kobayashi, S. (1973). A process for the treatment of Bauxite. British Patent No. 1383136.
Lectard, A. and Nicolas, F. (1983). Influence of digestion conditions on the metabolism and3solubihization of organic inpurities. Travaux, Vol. 13, No. 18, pp. 345 - 352.
Lever, G. (1983). Some aspects of the chemistry of bauxite organic matter on the Bayer3process: The Sodium Oxalate-Humate interaction. Travaux, Vol. 13, No. 18, pp. 335 - 348.
Macfie, D. (1989). History of alumina production in the U.K. Light Metals 1989, pp. 1013 -31020.
Pearson, T.G. (1955). The Chemical Background of the Aluminium. Industry. Published by5the Royal Institute of Chemistry. Lectures, Monographs and Reports, pp. 8, 9.
Pohland, H.H., Tielens, N-J. et al. (1983). A new Bayer liquor Purification process. LightUMetals 1983, pp. 211 - 222.
Power, G.P. (1991). The Impact and Control of Organic Compounds in the Extraction ofAlumina from Bauxite. Fifth AusLMM Extractive Metallurgy Conference, Perth WesternAustralia, pp. 337 - 346.5
Power, G.P. and Tichbon, W. (1990). Sodium oxalate in the Bayer process: Its origin andeffects. Second International Alumina Quality Workshop, Perth, Western Australia, pp. 99 -
116.
Rijkeboer, A. (1991). Heat treatment of bauxite. British Patent application No. 91-14870.0,3published as UK 2,257.695A.
Sang, J.V. (1988). Factors affecting residual Soda in Precipitation Products. Light Metals31988, pp. 147 - 156.
Yamada, K., Hashimoto, T.' and Nakano, K. (1973). Behaviour of organic substances in theIBayer process. Light Metals 1973. pp. 745 - 755.
Wefers, K. and Misra, C. (1987). Oxides and Hydroxides of Aluminium. Alcoa TechnicalIPaper No. 19, Revised. Chapter 4 and references cited therein.
Wendlandt, W.M. (1986). Thermal Analysis, 3rd, Ed. John Wiley & Sons, New York.1Chapter 4 pp. 140, 141; Chapter 7, pp. 359, 360.
BAUXITE ROASTING - AN OPTION TO REDUCE RIJKEBOER & VAN DER hME
THE ORGANICS INPUT~ TO BAYER PLANT LIQUOR PAGE 269





























