Embed Size (px)
Citation preview

8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 1/6
Transactions of the Japan Institute of Metals, Vol. 22, No.5 (1981), pp. 309 to 314
Crushing Strength of Metallised Iron
Pellets after Hydrogen Reduction
under Rising Temperature Conditions
By Shigeji Taniguchi*, Munekazu Ohmi* and Toshio Nakajima**
The room temperature crushing strength was tested for the metallised iron pellets obtained by
hydrogen reduction of six kinds of self-fluxing pellets and two kinds of acid pellets under rising
temperatures at a rate of 0.19 K/s up to 1273 K.
The degree of swelling during the reduction was small for the all pellets compared with that
under isothermal reduction, but the strength was unexpectedly low. This was found to be due to
the formation of large cracks in some pellets. The formation of microcrack in the remaining slag
phase also appeared to have further decreased the strength.
The strength tended to increase as the basicity of the pellets increases up to about unity and
above this it decreased remarkably. This was attributed to the strength of the slag phase at low
temperatures where the reduction step from hematite to magnetite was almost completed with the
development of considerable stresses.
The effect of the increase in the slag content was cancelled out by the appearance of relatively
large macropores in such pellets.
The acid pellets also resulted in low crushing strengths because they had little slag phase and
hence the number of the remaining bonding between the iron particles in the pellets became small.
(Received September 19. 1980)
I. Introduction
Several factors influencing the crushingstrength of metallised iron pellets have been
discussed in some detail in the previousstudies(1)-(3). These studies have revealed that
the degree of swelling during the reduction
largely influences the strength, because the
number of the bonding between the iron par-
ticles composing the pellet decreases as the
degree of swelling increases. Partial disintegra-
tion of the iron particlesv" and the formation
of relatively large cracks'P were also found to
have some influence.However, the metallised iron pellets were
obtained by the isothermal reduction at various
temperatures with a constant gas composition.
If the actual apparatus by which the metallised
iron pellet is produced on a commercial scale,
such as a shaft furnace, is considered, the
* Department of Metallurgical Engineering,
Faculty of Engineering, Osaka University, Suita,
Osaka 565, Japan.
** Department of Metallurgical Engineering,Faculty of Engineering, Osaka University. Now,
Murata Machinery, Ltd., Kyoto 601, Japan.
information on the reduction behaviour under
rising temperature conditions and varying gas
composition may be more useful from a
practical viewpoint.As a first fundamental access to such a
process, the present study was made on six
kinds of self-fluxing pellets and two kinds of
acid pellets for examining the effect of the
basicity and the slag content on the strength
of the final reduction product.
n. Experimental
Six kinds of self-fluxing pellets, Pellets I to
6, and two kinds of acid pellets, Pellets 7 and 8,were used in the present study. Microstructures
of Pellets 1 to 4 were shown in the previous
studyv" which dealt with the influence of the
basicity of the original pellet on the crushing
strength of the pellets after isothermal reduc-
tion. The slag contents of Pellets 1, 3 and 4
were approximately 10% while that of Pellet
2 was 7.3 % . Pellets 1 to 4 have a varying
basicity ranging from 0.64 to 2.54 and increas-
ing in this order, and Pellets 5 and 6 have larger
slag contents with basicity around 0.9. Table 1
summarises chemical compositions and a few

8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 2/6
310 Shigeji Taniguchi, Munekazu Ohmi and Toshio Nakajima
Table 1 Chemical compositions (mass % ) and other properties of Pellets 1 to 8.
Firing CrushingNo. T.Fe FeO CaO Si02 Slag CaO/Si02 temperature Porosity strength
(K) (%) (kN)
62.96 0.92 2.50 3.90 10.3 0.64 1553 19.4 3.102 64.86 0.50 1.93 1.91 7.3 1.01 1553 21.5 4.31
3 62.82 0.56 4.08 2.61 10.2 1.56 1553 29.0 2.52
4 62.57 0.43 4.52 1.78 10.6 2.54 1553 28.9 2.73
5 60.81 2.27 4.78 5.02 13.9 0.95 1593 23.3 5.89
6 58.66 1.84 5.19 6.00 16.3 0.87 1553 22.5 5.42
7 64.90 2.51 0.41 3.65 22.7 2.67
8 65.91 0.14 0.78 2.83 30.6 2.57
other properties of Pellets 1 to 8.
The individual pellets ranged from 3.0 to
3.5 g in mass and around 12mm in diameter.
An X-ray diffractometer analysis revealed that
the iron oxides in the all pellets were almost
hematite, though a metallographic examination
confirmed the presence of traces of magnetite
in the self-fluxingpellets.
Photograph 1 shows microstructures of
Pellets 5 to 8 before reduction. Pellets 5 and 6
have a similar structure with iron ore particles
surrounded by the slag phase. Relatively large
macropores are noticeable in these pellets.
On the other hand, the acid pellets have verylittle slag phase and a few Si02 particles, and
are mainly composed of hematite bond.
Iron oxides and slag phases were identifiedby etching treatments(4)-(6). Although it was
impossible to identify all slag phases present
by the etching treatments only, calcium silicate
and calcium ferrite were at least identified.
The slag phase in Pellet 1 is mainly calcium
silicate and those in Pellets 2, 5 and 6 are
calcium silicate and calcium ferrite in smaller
quantities. The amount of calcium ferrite
increased as the basicity further increased.
The apparatus used for the kinetic study and
swelling measurement were the same as those
described previously'Pv" except for a tempera-
ture programme controller employed for con-
trolling the heating rate.
The reduction was carried out with a 50%
H2-50%N2 gas mixture flowing at a rate of
66.7 cm3(STP)/s under rising temperature con-
ditions up to 1273 K at a rate of 0.19 K/s.
This heating rate was found to give rise to ahighest crushing strength for Pellet 1 after the
reduction in a preliminary test which involved a
few heating rates.
The crushing strength was tested at room
temperature in a similar way to that in the
previous study+". The conventional metal-
lographic examination was carried out for
partially and totally reduced specimens with
Photo. 1 Microstructures of Pellets 5 to 8 before reduction. White: hematite, gray: magnetite
or slag, and dark: pore (mounting plastic).
8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 3/6
Crushing Strength of Metallised Iron Pellets after H Reduction under Rising Temperature Conditions 311
an optical and a scanning electron microscopes.
Further details of the experimental procedureswere given elsewhere(1)(2).
ID. Results
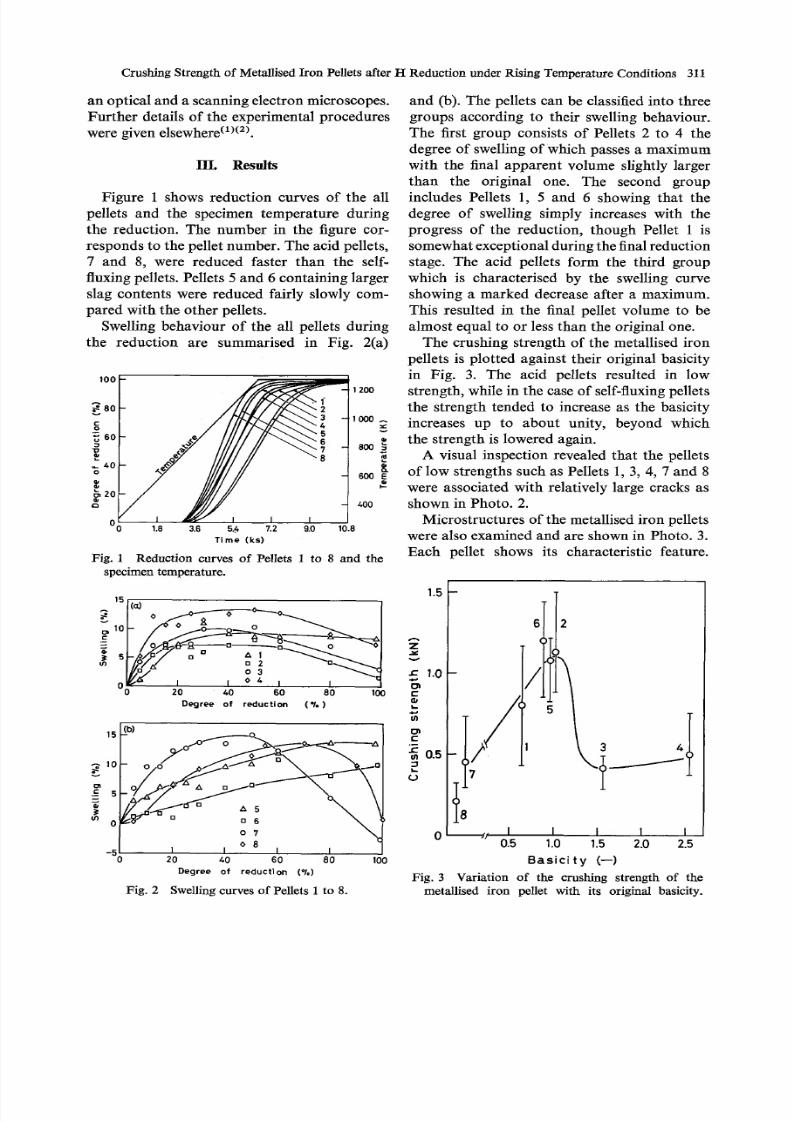
Figure 1 shows reduction curves of the all
pellets and the specimen temperature during
the reduction. The number in the figure cor-
responds to the pellet number. The acid pellets,
7 and 8, were reduced faster than the self-
fluxing pellets. Pellets 5 and 6 containing larger
slag contents were reduced fairly slowly com-
pared with the other pellets.
Swelling behaviour of the all pellets during
the reduction are summarised in Fig. 2(a)
c
o
: e 60
"¥_ 40
o
400
1000 ~
'". .
800 :;
~s
600 E. .
0-
9.0 10.8
Time (ks)
Fig. 1 Reduction curves of Pellets 1 to 8 and the
specimen temperature.
20 40Degree of
60 80("I. )reduction
Degree of reducti on (.,,)
Fig. 2 Swelling curves of Pellets 1 to 8.
and (b). The pellets can be classified into three
groups according to their swelling behaviour.
The first group consists of Pellets 2 to 4 the
degree of swelling of which passes a maximum
with the final apparent volume slightly larger
than the original one. The second group
includes Pellets 1, 5 and 6 showing that the
degree of swelling simply increases with the
progress of the reduction, though Pellet 1 is
somewhat exceptional during the final reduction
stage. The acid pellets form the third group
which is characterised by the swelling curve
showing a marked decrease after a maximum.
This resulted in the final pellet volume to be
almost equal to or less than the original one.
The crushing strength of the metallised ironpellets is plotted against their original basicity
in Fig. 3. The acid pellets resulted in low
strength, while in the case of self-fluxingpellets
the strength tended to increase as the basicity
increases up to about unity, beyond which
the strength is lowered again .
A visual inspection revealed that the pellets
of low strengths such as Pellets 1, 3, 4, 7 and 8
were associated with relatively large cracks as
shown in Photo. 2.
Microstructures of the metallised iron pelletswere also examined and are shown in Photo. 3.
Each pellet shows its characteristic feature.
100
1.5
6 2
z.>t:
.J:: 1.0/-01
c
k / '< II. . . 5iii
f~ I01c
~ 0.5::J. . .o
1 8
0
Basi ct t y (-)
Fig. 3 Variation of the crushing strength of the
metallised iron pellet with its original basicity.

8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 4/6
312 Shigeji Taniguchi, Munekazu Ohmi and Toshio Nakajima
For example, spongy iron particles are sur-
rounded by the remaining slag phase in Pellet 6,
Photo. 3(f), or relatively large iron particles
are fractured in Pellet 7, Photo. 3(g).
However, it is difficult to understand the
physical nature of the bonding phase in these
pellets from these photographs only. Moreover,
these microstructures give little indication
which is strongly related to the variation of
the crushing strength with the original pellets.
Therefore, an examination with a scanning
electron microscope was carried out further.
Some characteristic features are shown in
Photo. 4. Generally, the metallised iron pellet
from the self-fluxing pellet is composed of
spongy iron particles and the remaining slagphase between them as shown in Photo. 4(a).
The bonding between iron particles or the iron
particle and the slag phase are maintained well.
However, in Pellets 3 and 4 the remaining slag
is associated with sharp cracks as shown in
Photo. 4(b). This kind of failure was found
in the pellets reduced only by 20% . In the caseof the pellet of a large slag content, the slag
Photo. 2 Features of the metaIlised iron pellets. phase maintains its original network structure
Photo. 3 Optical micrographs of the metaIlised iron pellets. (a) to (h) correspond to Pellets
1 to 8 respectively.

8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 5/6
Crushing Strength of MetalJised Iron Pellets after H Reduction under Rising Temperature Conditions 313
Photo.4 Scanning electron micrographs showing characteristic features; (a) Pellet 2, 98.9%
reduction, (b) Pellet 4,98.1 %, (c) Pellet 5, 97.0%, and (d) Pellet 8, 100%.
which firmly grips the iron particles as shown
in Photo. 4(c). Contrary to this, the acid pelletshave very little slag phases and hence the poor
contact, as shown in Photo. 4(d), may have
resulted.
IV. Discussion
Previous studies(1)~(3) showed that the crush-
ing strength of a few kinds of metallised iron
pellets obtained by isothermal reduction de-
pends largely upon the degree of swelling during
the reduction, because the number of thebonding between the iron particles composing
the pellet decreases as the degree of swelling
increases. Then, the present results were at
first examined from the same viewpoint and an
effort was made to explain the crushing strength
in terms of the degree of swelling.
It was, however, very difficult to recognise
any clear correlation between them, since the
degree of swelling varied little with the kind of
the pellet and was small compared with that
during isothermal reduction. The degree of
swelling larger than 20 % was often observed in
the previous studies. The type of swelling
behaviour seems to have no major influence,
too.
Therefore, a consideration was extended to
the physical nature of the bonding phase in
the pellet, next. The crack formation is at-
tributable to the stresses developed during
the reduction step from hematite to mag-
netite(7). The currently proposed mechanism
for this process was briefly discussed in the
previous studyv", The strength of the bonding
phase in the pellet at temperatures where this
reduction step takes place is consideredresponsible for the crack formation, since if the
bonding phase is strong few crack may form
and vice versa.
In the case of the acid pellet, the bonding
phase is mainly hematite and when they are
converted into magnetite a large part of the
bonding is broken because of their crystal-
lographic disregistry-'". The pellet shape is
maintained by the remaining bonding during
the subsequent reduction. During the final
stage of reduction the sintering of the ironproduced takes place resulting in the decrease
in the apparent pellet volume; however, the
bonding between the iron particles cannot be
improved as shown in Photo. 4(d) and thus
the strength cannot be restored either. This
view is consistent with a conclusion of the
previous study'P,
The difference in the strength between Pellets
7 and 8 can be attributed to the fact that Pellet
8 has a higher initial porosity than Pellet 7.
The higher porosity may have resulted in a
higher rate of reduction, Fig. 1, and a higher
degree of final swelling.
The higher initial porosity and the higher
degree of final swelling imply a smaller number
of bonding.
In the case of the self-fluxing pellet, the slag
phase acts as the major bonding phase. It is
important to note that a hematite briquette
containing calcium silicate was reported'?'
to be stronger than that containing calcium
ferrite below about 1070 K. This may imply
that calcium silicate is stronger than calcium

8/8/2019 Basicity of Iron Ore Pellete
http://slidepdf.com/reader/full/basicity-of-iron-ore-pellete 6/6
314 Shigeji Taniguchi, Munekazu Ohmi and Toshio Nakajima
ferrite in the temperature range. In this tem-
perature range the reduction from hematite
to magnetite was almost completed in the
present study as the metallographic study of
the partially reduced pellets indicated.
The amount of calcium silicate in the slag
phase increases as the basicity increases up to
about unity. This resulted in the strongly
bound iron particles as shown in Photo. 4(a).
When the amount of the slag phase is large, it
remains forming a strong network structure
and grips the spongy iron particles firmly as
shown in Photo. 4(c).
The further increase in the basicity resulted
in the calcium ferrite in the slag phase which
resisted less strongly to the stresses formingmany microcracks in it, as shown in Photo.
4(b). These considerations based on the
strength of the slag phase can be supported by
the previous study'P'.
The crushing strength after the reduction of
the pellet containing a larger amount of slag,
e.g. Pellet 6, would be expected to be some-
what higher than that of the pellet containing
a smaller amount of slag, e.g. Pellet 2, with
similar basicity. However, the increase in the
slag content resulted in larger macropores inthe pellet as shown in Photo. lea) or (b). These
larger macropores can provide sites for stress
concentration. This is a possible reason for the
strength even though the outer surface of the
pellet is very sound as shown in Photo. 2. The
effect of the increase in the slag content was
thus cancelled out resulting in similar strengths.
V. Summary
The acid pellet resulted in low strength,
because of the crack formation due to the
absence of the bonding phase which can resist
the stresses developed during the hematite to
magnetite reduction step. The basicity of the
self-fluxing pellet largely influence the strength
because the crack formation depends upon the
strength of the slag phase. The highest strength
was obtained when the basicity was about
unity. The effect of the increase in the slag
content was cancelled out by the appearance
of large macropores in such pellets.
Acknowledgements
The authors are grateful to Kobe Steel, Ltd.
and Nakayama SteelWorks, Ltd. for the supply
of the pellets.
REFERENCES
(1) S. Taniguchi and M. Ohmi: Trans. nM, 19 (1978),
581.
(2) S. Taniguchi, M. Ohmi and H. Fukuhara: Trans.
ISIJ, 18 (1978), 633.
(3) S. Taniguchi and M. Ohmi: Trans. nM, 21 (1980),
433.(4) The 54th Committee Jap. Soc. Prom. Sci.: Trans.
ISIJ, 7 (1967), 126.
(5) M. Asada, Y. Omori and K. Sanbongi: Tetsu-to-
Hagane, 54 (1968), 14 (in Japanese).
(6) K. Kunii, R. Nishida, H. Koizumi and M.
Nakagawa: Tetsu-to-Hagane, 54 (1968), 266
(in Japanese).
(7) R. L. Bleifuss: Proc. ICSTIS, I, Suppl. Trans.
ISIJ, 11 (1971), 52.
(8) R. Baro, H. Moineau and J. J. Heizmann:
Advances in X-ray Analysis, 11 (1968), 473.
(9) H. Brill-Edwards, H. E. N. Stone and B. L.
Daniell: J. Iron Steel Inst., 207 (1969),1565.