Embed Size (px)
Citation preview

Banana Microstructure Changes during Oven Drying Process
Fengying Xua, Zhen Chenb, Changyou Lic, Shengjie Deng,
Yongfeng Chen, Ce Xu and Jianyuan Liao
Key Laboratory of Key Technology on Agricultural Machine and Equipment, South China
Agricultural University, Ministry of Education, Guangzhou 510642, China
[email protected], [email protected], [email protected]
Keywords: Banana, Drying Process, Microstructure, Dehydration Performance, Quality.
Abstract. To learn about banana microstructure changes on affecting moisture dehydration
performance and its quality during oven drying process, this experiment chose scanning electron
microscopy to observe the microstructure changes on outer surface, inner surface and cross section
of banana peel and its flesh during drying process, in order to examine the relationship between
dehydration performance and its microstructure shape and microstructure pore structures changes.
The results showed that during drying process, all surfaces of banana peel and its flesh endured
shape deformation from regularly to irregularly. Microstructure shrank evenly in beginning, while
became conglomerate later, appeared to be significantly distortion and breakage. Microstructure
pore quantity and area showed great changes, those average diameter over 10um pore numbers
increased steadily, while pore area just reduced in beginning and then increased rapidly afterwards.
As banana microstructure shape and pore shrinkage and deformation increased greatly, which also
increased the resistance of moisture evaporating greatly. This may be an important reason that cause
banana drying speed and quality decreased, it is an urgent problem that needs to be solved during
fruit and vegetable drying process and storage.
Introduction
Drying is a process with material moisture evaporating by thermal action, this process is often
associated with material physical and chemical properties changes[1]. Banana (Musa paradisiaca )
drying process can reduce mechanical damage for fresh fruit, easy for storage and transportation.
Recent researches proved that banana drying dehydration performance and quality with relevant to
drying energy input method and amount[2-4], during drying process, as moisture evaporating,
banana appeared to shrink[5-6]. Some researchers studied on dehydration performance and quality
changes during banana drying process on temperatures, they found banana flesh microstructure
changed obviously during drying, all these researches mainly focus on fruit dry product
microstructure contrast [6-7], while pay less attention to microstructure changes affecting moisture
evaporating resistance or drying quality relationship research[8-9], so still needs to be further study.
This research observed banana microstructure changes during oven drying process, explored the
relevant relationship between these changes and its drying dehydration performance and quality
changes, in order to provide solutions to improve banana drying technology and its equipment
research.
Advanced Materials Research Vols. 524-527 (2012) pp 2259-2264Online available since 2012/May/14 at www.scientific.net© (2012) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMR.524-527.2259
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 128.119.168.112, Univ of Massachusetts Library, Amherst, USA-04/09/14,16:56:09)
Materials and Methods
Materials. Testing bananas from Panyu district of Guangzhou China, cultivated locally, fresh
without injury on 90% mature, average size, with potassium permanganate sterilization before
sampling. After sterilization, cut its peel and flesh from middle part, with sample size as peel at
1cm×1cm and flesh at 3mm thickness. The moisture content for peel is 92.71% and for flesh is
75.96%.
Instrument and Equipment. B101S-2 drying oven made by Shanghai KaiLang Company,
electronic weight indicator PT650F made by Guangzhou Zhida Company, scanning electron
microscopy XL-30ESEM made by Holland Philips-FEI and EDAX Company, vacuum spray
plating instrument HUS-5GB made by Japan Hitachi Company, IB-5 typed iron sputtering
instrument made by Japan EIKO Company.
Sampling Methods. Testing samples were divided into 4 groups, each group including 10pcs
banana peels, 3pcs banana flesh. All samples were drying in oven at 105ºC temperature, on 30min,
60min, 90min, 120min time respectively. After drying, weighed all peels and flesh samples
separately and made some selections, then started to prepare test slices, plated, then used
microscopy to scan slices, thus SEM pictures for peels and flesh in different drying time could be
obtained.
Results and Analysis
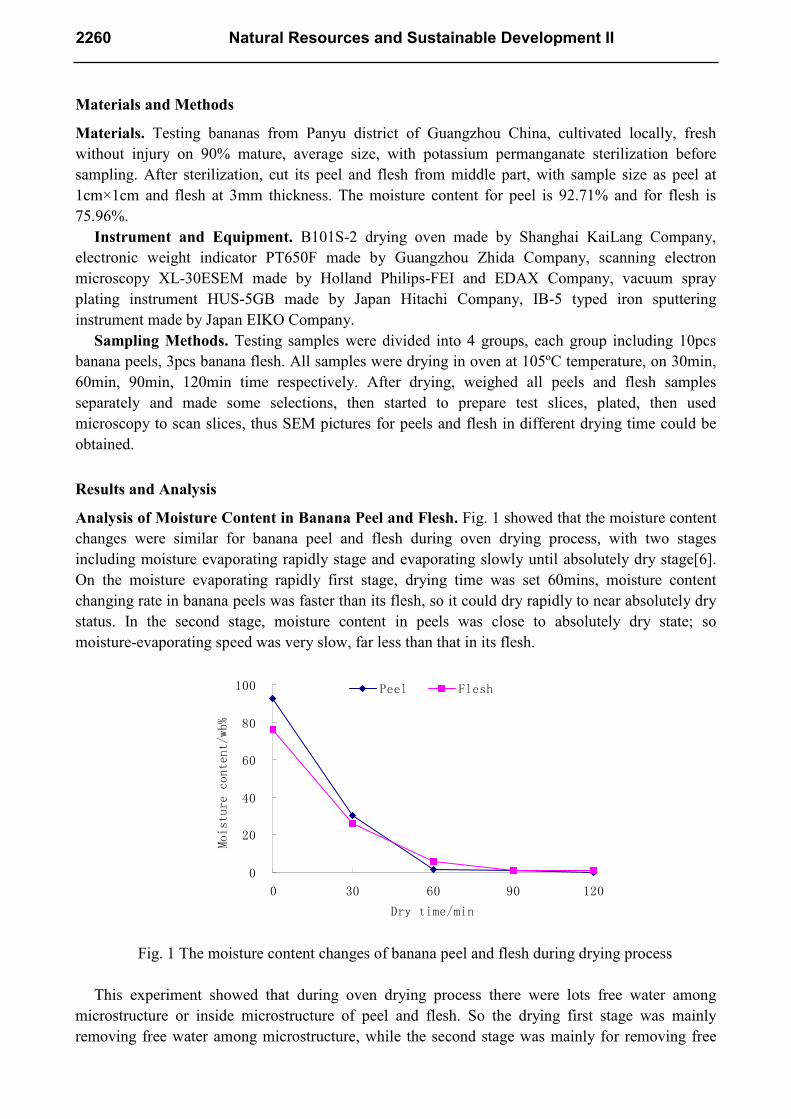
Analysis of Moisture Content in Banana Peel and Flesh. Fig. 1 showed that the moisture content
changes were similar for banana peel and flesh during oven drying process, with two stages
including moisture evaporating rapidly stage and evaporating slowly until absolutely dry stage[6].
On the moisture evaporating rapidly first stage, drying time was set 60mins, moisture content
changing rate in banana peels was faster than its flesh, so it could dry rapidly to near absolutely dry
status. In the second stage, moisture content in peels was close to absolutely dry state; so
moisture-evaporating speed was very slow, far less than that in its flesh.
0
20
40
60
80
100
0 30 60 90 120
Dry time/min
Moisture content/wb%
Peel Flesh
Fig. 1 The moisture content changes of banana peel and flesh during drying process
This experiment showed that during oven drying process there were lots free water among
microstructure or inside microstructure of peel and flesh. So the drying first stage was mainly
removing free water among microstructure, while the second stage was mainly for removing free
2260 Natural Resources and Sustainable Development II

water inside microstructure. As moisture inside microstructure evaporated and will increase the
density of organic solid solubility substance, which would lead to organic solid solubility substance
diffusion outward, so the organic solid solubility substance content in peels or flesh occurred
inconsistently changes, thus microstructure space changed and increased moisture evaporating
resistance, and drying dehydration performance and drying quality were affected.
Banana Peel and Flesh Microstructure Changes During Drying Process. Based on 1000X
SEM observation on banana peels outer surface, inner surface, cross section and flesh surface
microstructure, microstructure pictures were obtained, as shown in Fig. 2 to Fig. 5 respectively.
(1) Banana peel outer surface microstructure changes during oven drying process
30min 60min 90min 120min
Fig. 2 Peel outer surface microstructure changes at different time delays
Fig. 2 showed peel outer surface has microstructure changes greatly during oven drying process
at different time delays. In the initiate stage, free water among microstructure evaporated evenly,
peel microstructure connected to each other loosely and with smaller curve deformation, thus
microstructure pore remained evenly spreading. While as more and more moisture evaporated out,
microstructure became gathering and conglomerated, distortion became severely, microstructure
pores became smaller, thus some parts even cracked. When peels dried to near absolute dry status,
microstructure distorted greatly with deformation and bumps, some parts even diffused with
particles. Finally when dried to absolute dry stage, microstructure deformed and conglomerated
significantly, particles became more and more among microstructure and diffused evenly.
This experiment showed that during drying first stage when heat energy imported while free
water among microstructure evaporated, loose distribution peel microstructure still remained
microstructure without much damage. When thermal action became more intensively, free water
inside microstructure lost gradually, microstructure shrinkage and deformation increased, space
among microstructure reduced and even disappeared at last, thus microstructure became bounded
by each other and density of organic solid solubility substance inside cells became too high and
diffused outwards, as a result peel outer surface cells became more tight and increased the inhibition
of free water evaporating outwards.
(2)Banana peel inner surface microstructure changes during oven drying process
30min 60min 90min 120min
Fig. 3 Peel inner surface microstructure changes at different time delays
Advanced Materials Research Vols. 524-527 2261

Fig. 3 showed peel inner surface also had microstructure changes similar to outer surface during
oven drying process. On the beginning stage, free water among cells evaporated rapidly while peel
cells still remained its shape basically. When drying proceeded on, peel cells became dehydration
distorted and deformation on shape, moisture inside microstructure diffused outwards, peel inner
surface began to change its uniform microstructure and shrinkage appeared, some microstructure
started to mix together and connected to each other and formed some microstructure network
structure. When drying came to almost absolute dry status, pore space among microstructure
disappeared greatly, glucose substance inside microstructure diffused outward partially,
microstructure mixed and connected to each other in large amount. When drying came to absolute
dry status, peel inner surface became bumps structure, microstructure diffusion particles increased
greatly, while both distribution number and density were far less than its outer surface. As a result,
during dehydration process microstructure damage on inner surface may less than that of outer
surface, while pores for moisture evaporating basically vanished, thus moisture transportation was
severely resisted.
(3)Banana peel cross-section microstructure changes during oven drying process
30min 60min 90min 120min
Fig. 4 Peel cross-section microstructure changes at different time delays
Fig. 4 showed peel cross section also had microstructure changes significantly during oven
drying process. On the beginning stage, microstructure remained its shape well; kept in clear border
with each other, pore space distributed evenly among microstructure. While as drying proceeded on,
microstructure on banana peels had shrinkage significantly and formed obvious microstructure
network structure, pore space among microstructure disappeared almost, peel microstructure
became bumps structure. When free water evaporated more and more to almost absolute dry status,
peel cross section microstructure changed greatly and became conglomerated, microstructure
network structure disappeared, pore space had partial broken area arose as well. To absolute dry
period microstructure became conglomerated and cracked in connection more seriously,
microstructure network changed from close connection to broken state, peel cross section
microstructure occurred different sizes broken pores.
This experiment showed that during dehydration process free water among microstructure
evaporated will lead to microstructure shrinkage and pore among microstructure close gradually,
cross section microstructure closed tightly, resistance increased greatly to prevent moisture
transporting through cross section. Furthermore, as free water among microstructure or inside
microstructure dehydrated gradually, connection among microstructure lost its elastic property and
cracked under external force, as a result this partial broken lead to entire deformation.
2262 Natural Resources and Sustainable Development II

(4)Banana flesh outer surface microstructure changes during oven drying process
30min 60min 90min 120min
Fig. 5 Flesh outer surface microstructure changes at different time delays
Fig. 5 showed banana flesh microstructure changed significantly during oven drying process. On
the beginning stage, flesh microstructure became distorted along with free water removed, while its
microstructure remained in clear microstructure network structure and seldom interconnected with
each other. As drying continued on, flesh microstructure appeared shrinkage on large area, piled up
and polymerized together. The microstructure network structure could be seen clearly when began
to polymerized, while almost disappeared when drying to absolute dry status, some dented area also
appeared, thus flesh piled up and bumped significantly. This changes might be happened by
microstructure connection broken greatly under thermal action, its organic solid solubility substance
inside microstructure became pasting when microstructure connection broken[8-9], it was also an
important factor that lead to flesh drying quality changed.
(5)Banana Peel cross-section microstructure statistics during oven drying process
Different drying process SEM microstructure pictures for banana peel and flesh could be
obtained through SEM observation, with 500X setting and counted the numbers and area on all
pores with diameter larger than 10um within red-circle-marked area as shown in Fig. 6, the
red-rectangle-marked area was 100µm×100µm in size, statistics data as shown in Fig. 7.
30min 60min 90min 120min
Fig. 6 Peel cross-section 500X microstructure statistics at different time delays
0
1
2
3
4
5
30 60 90 120
Time/min
Number of max hole
0
200
400
600
800
1000
1200
1400
Max Area /um2
Number of max hole
Max hole area
Fig. 7 Flesh cross-section 500X microstructure statistics at different time delays
As Fig. 6 and Fig. 7 showed a correlation-ship among peel cross section microstructure changes
and its average-diameter-over-10um pore numbers and area, pore numbers increased steadily along
with drying time continuing, while average pore area reduced rapidly to almost zero in beginning
Advanced Materials Research Vols. 524-527 2263

stage and then increased rapidly until reaching stable value as shown in Fig. 7. This result showed
that on peel cross section moisture among microstructure evaporated greatly on initial drying stage,
pore structure was affected less and distributed evenly, while as drying proceeded on, free water
removed greatly and led to microstructure shrinkage and deformation significantly, thus
microstructure pores closed tightly. As free water kept evaporated under thermal action,
micorstructure membrane strength reduced greatly and started to break, this breakage developed
from initial partial area to entire area, thus more broken pore numbers increased while broken pores
area reduced a little bit, banana drying quality and dehydration performance affected significantly.
Conclusions
Banana oven drying process was a kind of energy coupling procedure among peel, flesh and its
microstructure, the microstructure changes affected microstructure moisture dehydration, this
influence might include two stages as moisture among microstructure dehydrating and moisture
inside microstructure dehydrating. When on the first stage, peels surface and flesh microstructure
distorted slightly, pore area among microstructure remained evenly in proper ratio. While as drying
continued, free water inside microstructure forced to remove under thermal action, thus
microstructure became shrinking and distorted seriously, deformation and then breaking, some
microstructure started to break and dissolute, thus pores among microstructure changed from evenly
distribution status to shrinking, close tightly and cracking continuing as an uneven status, thus
moisture transpiration resistance among microstructure increased significantly and prevented
further dehydration. This was mainly factor that lead to peel and flesh moisture dehydration
performance and quality decreased on drying. Further study still needed to discuss how to set proper
oven drying operation conditions to improve banana peel and flesh microstructure changes scope
along with optimizing drying quality and performance.
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China
(31071583, 30900870), the Key Project of Natural Science Foundation of Guangdong Province
(9251064201000009).
References
[1] Amparo Chiralt and Pau Talens: Journal of Food Engineering. Vol. 67, (2005), p. 167
[2] Nádia R. Pereira, Antonio Marsaioli Jr. and Lília M. Ahrné: Journal of Food Engineering. Vol.
81, (2007), p. 79
[3] Zhengyong Yan, Maria J. Sousa-Gallagher and Fernanda A.R. Oliveira: Journal of Food
Engineering. Vol. 85(2008), p. 163
[4] W.J.N. Fernando, H.C. Low and A.L. Ahmad: Journal of Food Engineering. Vol. 102 (2011),
p. 310
[5] Preeda Prakotmak, Somchart Soponronnarit and Somkiat Prachayawarakorn: Journal of Food
Engineering. Vol. 96 (2010), p. 119
[6] Ratiya Thuwapanichayanan, Somkiat Prachayawarakorn, Jaruwan Kunwisawa and Somchart
Soponronnarit: LWT - Food Science and Technology. Vol. 44 (2011), p. 1502
[7] Angélique Léonard, Silvia Blacher, Chatchai Nimmol and Sakamon Devahastin: Journal of
Food Engineering. Vol. 85 (2008), p. 154
[8] J. Laverse, M. Mastromatteo, P. Frisullo and M.A. Del Nobile: Journal of Dairy Science. Vol.
94, (2011), p. 43
[9] P. Frisullo, J. Laverse, M. Barnabà, L. Navarini and M.A. Del Nobile: Journal of Food
Engineering. Vol. 109 (2012), p. 175
2264 Natural Resources and Sustainable Development II

Natural Resources and Sustainable Development II 10.4028/www.scientific.net/AMR.524-527 Banana Microstructure Changes during Oven Drying Process 10.4028/www.scientific.net/AMR.524-527.2259
DOI References
[1] Amparo Chiralt and Pau Talens: Journal of Food Engineering. Vol. 67, (2005), p.167.
http://dx.doi.org/10.1016/j.jfoodeng.2004.05.055 [2] Nádia R. Pereira, Antonio Marsaioli Jr. and Lília M. Ahrné: Journal of Food Engineering. Vol. 81, (2007),
p.79.
http://dx.doi.org/10.1016/j.jfoodeng.2006.09.025 [3] Zhengyong Yan, Maria J. Sousa-Gallagher and Fernanda A.R. Oliveira: Journal of Food Engineering.
Vol. 85(2008), p.163.
http://dx.doi.org/10.1016/j.jfoodeng.2007.06.034 [4] W.J.N. Fernando, H.C. Low and A.L. Ahmad: Journal of Food Engineering. Vol. 102 (2011), p.310.
http://dx.doi.org/10.1016/j.jfoodeng.2010.09.004 [6] Ratiya Thuwapanichayanan, Somkiat Prachayawarakorn, Jaruwan Kunwisawa and Somchart
Soponronnarit: LWT - Food Science and Technology. Vol. 44 (2011), p.1502.
http://dx.doi.org/10.1016/j.lwt.2011.01.003 [7] Angélique Léonard, Silvia Blacher, Chatchai Nimmol and Sakamon Devahastin: Journal of Food
Engineering. Vol. 85 (2008), p.154.
http://dx.doi.org/10.1016/j.jfoodeng.2007.07.017 [8] J. Laverse, M. Mastromatteo, P. Frisullo and M.A. Del Nobile: Journal of Dairy Science. Vol. 94, (2011),
p.43.
http://dx.doi.org/10.3168/jds.2010-3524 [9] P. Frisullo, J. Laverse, M. Barnabà, L. Navarini and M.A. Del Nobile: Journal of Food Engineering. Vol.
109 (2012), p.175.
http://dx.doi.org/10.1016/j.jfoodeng.2011.09.015