Embed Size (px)
DESCRIPTION
control de lectura de tema 1 de automatismos
Citation preview

Control de lectura del Tema 1curso 2013/2014
Índice de extractos de documentos:
Extracto del Capítulo 1 "INTRODUCCIÓN” del libro: “CONTROL AUTOMÁTICO DEPROCESOS. Teoría y Práctica” de Carlos A. Smith y Armando B. Corripio.
Extracto de Norma ISA 5.1 y 5.3.- Símbolos para Diagramas de Proceso e Instrumentación (P&ID)
Extracto del Capítulo 5 “Sistemas de Regulación Industriales” del libro “Sistemas de Medida yRegulación” de Antonio Rodríguez Mata.
Características de lazos típicos de control de procesos. Documento del profesor Galaz Castillo dela Facultad de Ciencias de la universidad de Chile. NOTA:- Los apartados 5.2.3 (pág. 18), 5.3.3 (pág. 20), y 5.4.2 (pág. 22) de la documentación publicada noconstituyen materia objeto del control.

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 1
El propósito principal de este capítulo es demostrar al lector la necesidad del control automático deprocesos y despertar su interés para que lo estudie. El objetivo del control automático de procesoses mantener en determinado valor de operación las variables del proceso tales como: temperaturas,presiones, flujos y compuestos. Como se verá en las páginas siguientes, los procesos son denaturaleza dinámica, en ellos siempre ocurren cambios y si no se emprenden las acciones pertinentes,las variables importantes del proceso, es decir, aquellas que se relacionan con la seguridad, la calidaddel producto, y los índices de producción, no cumplirán con las condiciones de diseño.
En este capítulo se presentan asimismo, dos sistemas de control, se examinan algunos de suscomponentes, se definen algunos de los términos que se usan en el campo del control de procesosy finalmente, se exponen las bases necesarias para su estudio.
l-l. EL SISTEMA DE CONTROL DE PROCESOSPara aclarar más las ideas expuestas aquí, considérese un intercambiador de calor en el cual lacorriente en proceso se calienta mediante vapor de condensación, como se ilustra en la figura l-l.
El propósito de la unidad es calentar el fluido que se procesa, de una temperatura dada de entrada
iT (t), a cierta temperatura de salida, T(t), que se desea. Como se dijo, el medio de calentamiento esvapor de condensación y la energía que gana el fluido en proceso es igual al calor que libera el vapor,siempre y cuando no haya pérdidas de calor en el entorno, esto es, el intercambiador de calor y latubería tienen un aislamiento perfecto; en este caso, el calor que se libera es el calor latente en lacondensación del vapor. En este proceso existen muchas variables que pueden cambiar, lo cualocasiona que la temperatura de salida se desvíe del valor deseado, si esto llega a suceder, se debenemprender algunas acciones para corregir la desviación; esto es, el objetivo es controlar latemperatura de salida del proceso para mantenerla en el valor que se desea.
Una manera de lograr este objetivo es primero, medir la temperatura T(t), después comparar ésta conel valor que se desea y, con base en la comparación, decidir qué se debe hacer para corregir cualquierdesviación. Se puede usar el flujo del vapor para corregir la desviación, es decir, si la temperaturaestá por arriba del valor deseado, entonces se puede cerrar la válvula de vapor para cortar el flujo delmismo (energía) hacia el intercambiador de calor. Si la temperatura está por abajo del valor que se

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 2
desea, entonces se puede abrir un poco más la válula de vapor para aumentar el flujo de vapor(energía) hacia el intercambiador. Todo esto lo puede hacer manualmente el operador y puesto queel proceso es bastante sencillo no debe representar ningún problema.
Sin embargo, en la mayoría de las plantas de proceso existen cientos de variables que se debenmantener en algún valor determinado y con este procedimiento de corrección se requeriría unacantidad tremenda de operarios, por ello, sería preferible realizar el control de manera automática,es decir, contar con instrumentos que controlen las variables sin necesidad de que intervenga eloperador. Esto es lo que significa el control automático de proceso.
Para lograr este objetivo se debe diseñar e implementar un sistema de control. En la figura 2 semuestra un sistema de control y sus componentes básicos. (En el apéndice A se presentan lossimbolos e identificación de los diferentes instrumentos utilizados en el sistema de controlautomático).
El primer paso es medir la temperatura de salida de la corriente del proceso, esto se hace medianteun sensor (termopar, dispositivo de resistencia térmica, termómetros de sistema lleno, termistores,etc.). El sensor se conecta físicamente al transmisor, el cual capta la salida del sensor y la convierteen una señal lo suficientemente intensa como para transmitirla al controlador, El controlador recibela señal, que está en relación con la temperatura, la compara con el valor que se desea y, según elresultado de la comparación, decide qué hacer para mantener la temperatura en el valor deseado. Conbase en la decisión, el controlador envía otra señal al elemento de control, el cual, a su vez, manejael flujo de vapor.
En el parrafo anterior se presentan los cuatro componentes básicos de todo sistema de control, éstosson:
1. Sensor, que también se conoce como elemento primario.2. Transmisor, el cual se conoce como elemento secundario.3. Controlador, que es el “cerebro” del sistema de control.4. Elemento final de control, frecuentemente se trata de una válvula de control aunque no
Figura 2

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 3
siempre. Otros elementos finales de control comúnmente utilizados son las bombas develocidad variable, los transportadores y los motores eléctricos.
La importancia de estos componentes estriba en que realizan las tres operaciones básicasque deben estar presentes en todo sistema de control; estas operaciones son:
1. Medición (M): la medición de la variable que se controla se hace generalmente mediantela,combinación de sensor y transmisor.2. Decisión (D): con base en la medición, el controlador decide qué hacer para mantener lavariable en el valor que se desea.3. Acción (A): como resultado de la decisión del controlador se debe efectuar una acción enel sistema, generalmente ésta es realizada por el elemento final de control.
Como se dijo, estas tres operaciones, M, D y A son obligatorias para todo sistema de control.En,.algunos sistemas, la toma de decisión es sencilla, mientras que en otros es más compleja: en estelibro se estudian muchos de tales sistemas. El ingeniero que diseña el sistema de control debeasegurarse que las acciones que se emprendan tengan su efecto en la variable controlada, es decir,que la acción emprendida repercuta en el valor que se mide; de lo contrario el sistema no controlay puede ocasionar más perjuicio que beneficio.
1-2 TÉRMINOS IMPORTANTES Y OBJETIVO DEL CONTROL AUTOMATICO DEPROCESOAhora es necesario definir algunos de los téminos que se usan en el campo del control automáticode proceso. El primer témino es variable controlada, ésta es la variable que se debe mantener o controlar dentrode algún valor deseado. En el ejemplo precedente la variable controlada es la temperatura de salidadel proceso T(t).
El segundo término es punto de control, el valor que se desea tenga la variable controlada.
La variable manipulada es la variable que se utiliza para mantener a la variable controlada en elpunto de control (punto de fijación o de régimen o set point); en el ejemplo la variable manipuladaes el flujo de vapor.
Finalmente, cualquier variable que ocasiona que la variable de control se desvíe del punto de controlse define como perturbación o trastorno; en la mayoría de los procesos existe una cantidad deperturbaciones diferentes, por ejemplo, en el intercambiador de calor que se muestra en la figura 2,
ilas posibles perturbaciones son la temperatura de entrada en el proceso, T (t), el flujo del proceso,q(t), la calidad de la energía del vapor, las condiciones ambientales, la composjción del fluido quese procesa, la contaminación, etc. Aquí lo importante es comprender que en la industria de procesos,estas perturbaciones son la causa mas común de que se requiera el control automático de proceso;si no hubiera alteraciones prevalecerían las condiciones de operación del diseño y no se necesitaría

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 4
supervisar continuamente el proceso.
Los siguientes términos también son importantes. Circuito abierto o lazo abierto, se refiere a la situación en la cual se desconecta el controlador delsistema, es decir, el controlador no realiza ninguna función relativa a cómo mantener la variablecontrolada en el punto de control; otro ejemplo en el que existe control de circuito abierto es cuandola acción (A) efectuada por el controlador no afecta a la medición (M). De hecho, ésta es unadeficiencia fundamental del diseño del sistema de control.
Control de circuito cerrado se refiere a la situación en la cual se conecta el controlador al proceso;el controlador compara el punto de control (la referencia) con la variable controlada y determina laacción correctiva.
Con la definición de estos términos, el objetivo del control automático de proceso se puedeestablecer como sigue:
El objetivo del sistema de control automático de proceso es utilizar la variable manipulada paramantener a la variable controlada en el punto de control a pesar de las perturbaciones.
1-3 CONTROL, REGULADOR Y SERVOCONTROL En algunos procesos la variable controlada se desvía del punto de control a causa de lasperturbaciones. El término control regulador se utiliza para referirse a los sistemas diseñados paracompensar las perturbaciones. A veces la perturbación más importante es el punto de control mismo,esto es, el punto de control puede cambiar en función del tiempo (lo cual es típico de los procesospor lote), y en consecuencia, la variable controlada debe ajustarse al punto de control; el términoservocontrol se refiere a los sistemas de control que han sido diseñados con tal propósito.
En la industria de procesos, el control regulador es bastante más común que el servocontrol, sinembargo, el método básico para el diseño de cualquiera de los dos es esencialmente el mismo y portanto, los principios que se exponen en este libro se aplican a ambos casos.
1-4 SEÑALES DE TRANSMISIÓNEnseguida, se hace una breve mención de las señales que se usan para la comunicación entre losinstrumentos de un sistema de control. Actualmente se usan tres tipos principales de señales en laindustria de procesos. La primera es la señal neumática o presión de aire, que normalmente abarcaentre 3 y 15 psig , con menor frecuencia se usan señales de 6 a 30 psig ó de 3 a 27 psig; surepresentación usual en los diagramas de instrumentos y tubería, (DI&T) (P&ID, por su nombre ,eninglés) es . La señal eléctrica o electrónica, normalmente, toma valores entre 4 y 20 mA;
el uso de 10 a 50 mA, de 1 a 5 V ó de 0 a l0 V es menos frecuente; la representación usual de estaseñal en los DI&T es -------. El tercer tipo de señal, el cual se esta convirtiendo en el más común, esla señal digital o discreta (unos y ceros); el uso de los sistemas de control de proceso concomputadoras grandes, minicomputadoras o microprocesadores está forzando el uso cada vez mayor

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 5
de este tipo de señal.
Frecuentemente es necesario cambiar un tipo de señal por otro, esto se hace mediante un transductor,por ejemplo, cuando se necesita cambiar de una señal eléctrica, mA, a una neumática, psig, se utilizaun-transductor (I/P) que transforma la señal de corriente (I) en neumática (P), como se ilustragráficamente en la figura 3; la señal de entrada puede ser de 4 a 20 mA y la de salida de 3 a 15 psig.Existen muchos otros tipos de transductores: neumático a corriente (P/I), voltaje a neumático (E/P),neumático a voltaje (P/E), etcétera.
1-5. ESTRATEGIAS DE CONTROLControl por retroalimentaciónEl esquema de control que se muestra en la figura 2 se conoce como control por retroalimentación,también se le llama circuito de control por retroalimentación. Esta técnica la aplicó por primera vezJames Watt hace casi 200 años, para controlar un proceso industrial;
consistía en mantener constante la velocidad de una máquina de vapor con carga variable; se tratabade una aplicación del control regulador. En ese procedimiento se toma la variable controlada y seretroalimenta al controlador para que este pueda tomar una decisión. Es necesario comprender elprincipio de operación del control por retroalimentación para conocer sus ventajas y desventajas;para ayudar a dicha comprensión se presenta el circuito de control del intercambiador de calor en lafigura 2.
Si la temperatura de entrada al proceso aumenta y en consecuencia crea una perturbación, su efectose debe propagar a todo el intercambiador de calor antes de que cambie la temperatura de salida. Unavez que cambia la temperatura de salida, también cambia la señal del transmisor al controlador, enese momento el controlador detecta que debe compensar la perturbación mediante un cambio en elflujo de vapor, el controlador señala entonces a la válvula cerrar su apertura y de este modo decreceel flujo de vapor. En la figura 4 se ilustra gráficamente el efecto de la perturbación y la acción delcontrolador.
Figura 3

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 6
Es interesante hacer notar que la temperatura de salida primero aumenta a causa del incremento enla temperatura de entrada, pero luego desciende incluso por debajo del punto de control y oscilaalrededor de este hasta que finalmente se estabiliza. Esta respuesta oscilatoria demuestra que laoperación del sistema de control por retroalimentación es esencialmente una operación de ensayoy error, es decir, cuando el controlador detecta que la temperatura de salida aumentó por arriba delpunto de control, indica a la válvula que cierre, pero ésta cumple con la orden más allá de lonecesario, en consecuencia, la temperatura de salida desciende por abajo del punto de control; alnotar esto, el controlador señala a la válvula que abra nuevamente un tanto para elevar latemperatura. El ensayo y error continua hasta que la temperatura alcanza el punto de control dondepermanece posteriormente.
La ventaja del control por retroalimentación consiste en que es una técnica muy simple, como semuestra en la figura 2, que compensa todas las perturbaciones. Cualquier perturbación puede afectara la variable controlada, cuando ésta se desvía del punto de control, el controlador cambia su salidapara que la variable regrese al punto de control.
El circuito de control no detecta qué tipo de perturbación entra al proceso, únicamente trata demantener la variable controlada en el punto de control y de esta manera compensar cualquierperturbación. La desventaja del control por retroalimentación estriba en que únicamente puedecompensar la perturbación hasta que la variable controlada se ha desviado del punto de control, estoes, la perturbación se debe propagar por todo el proceso antes de que la pueda compensar el controlpor retroalimentación.
El trabajo del ingeniero es diseñar un sistema de control que pueda mantener la variable controlada
Figura 4

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 7
en el punto de control. Cuando ya ha logrado esto, debe ajustar el controlador de manera que sereduzca al mínimo la operación de ensayo y error que se requiere para mantener el control. Parahacer un buen trabajo, el ingeniero debe conocer las características o “personalidad” del proceso quese va a controlar, una vez que se conoce la “personalidad del proceso“ ’ el ingeniero puede diseñarel sistema de control y obtener la “personalidad del controlador” que mejor combine con la delproceso. El significado de “personalidad” se explica en los próximos capítulos, sin embargo, paraaclarar lo expuesto aquí se puede imaginar que el lector trata de convencer a alguien de que secomporte de cierta manera, es decir, controlar el comportamiento de alguien; el lector es elcontrolador y ese alguien es el proceso. Lo más prudente es que el lector conozca la personalidadde ese alguien para poder adaptarse a su personalidad. si pretende efectuar un buen trabajo depersuasión o de control. Esto es lo que significa el “ajuste del controlador”, es decir, el controladorse adapta o ajusta al proceso. En la mayoría de los controladores se utilizan hasta tres parámetrospara su ajuste, como se verá en los capítulos 5 y 6.
Control por acción precalculadaEl control por retroalimentación es la estrategia de control más común en las industrias de proceso,ha logrado tal aceptación por su simplicidad; sin embargo, en algunos procesos el control porretroalimentación no proporciona la función de control que se requiere, para esos procesos se debendiseñar otros tipos de control. En el capitulo 8 se presentan estrategias de control que handemostrado ser útiles; una de tales estrategias es el control por acción precalculada. El objetivo delcontrol por acción precalculada es medir las perturbaciones y compensarlas antes de que la variablecontrolada se desvíe del punto de control; si se aplica de manera correcta, la variable controlada nose desvía del punto de control.
Un ejemplo concreto de control por acción precalculada es el intercambiador de calor que aparece
ien la figura l-l. Supóngase que las perturbaciones “más serias” son la temperatura de entrada, T (t),y el flujo del proceso, q(t); para establecer el control por acción precalculada primero se deben medirestas dos perturbaciones y luego se toma una decisión sobre la manera de manejar el flujo de vaporpara compensar los problemas.
En la figura 5 se ilustra esta estrategia de control; el controlador por acción precalculada decidecómo manejar el flujo de vapor para mantener la variable controlada en el punto de control, enfunción de la temperatura de entrada y el flujo del proceso.

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 8
En la sección 1-2 se mencionó que existen varios tipos de perturbaciones; el sistema de control poracción precalculada que se muestra eh la figura 5, sólo compensa a dos de ellas, si cualquier otraperturbación entra al proceso no se compensará con esta estrategia y puede originarse una desviaciónpermanente de la variable respecto al punto de control.
Para evitar esta desviación se debe añadir alguna retroalimentación de compensación al control poracción precalculada; esto se muestra en la figura 6. Ahora el control por acción precalculada
icompensa 1as perturbaciones más serias, T (t) y q(t), mientras que el control por retroalimentacióncompensa todas las demás.
En el capítulo 8 se presenta el desarrollo del controlador por acción precalculada y los instrumentosque se requieren, para su establecimiento. En el estudio de esta importante estrategia se utilizan casosreales de la industria.
Es importante hacer notar que en esta estrategia de control más “avanzada” aún están presentes lastres operaciones básicas: M, D y A. Los sensores y los transmisores realizan la medición; la decisiónla toman el controlador por acción precalculada y el controlador por retroalimentación, TIC-10; laacción la realiza la válvula de vapor.
En general, las estrategias de control que se presentan en el capítulo 8 son más costosas, requieren
Figura 5
Figura 6

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 9
una mayor inversión en el equipo y en la mano de obra necesarios para su diseño, implementacióny mantenimiento que el control por retroalimentación. Por ello debe justificarse la inversión decapital antés de implementar algún sistema. El mejor procedimiento es diseñar e implementarprimero una estrategia de control sencilla, teniendo en mente que si no resulta satisfactoria entoncesse justifica una estrategia más “avanzada”, sin embargo, es importante estar consciente de que enestas estrategias avanzadas aún se requiere alguna retroalimentación de compensación.
1-6. RAZONES PRINCIPALES PARA EL CONTROL DE PROCESOEn este capítulo se definió el control automático de proceso como “una manera de mantener lavariable controlada en el punto de control, a pesar de las perturbaciones”. Ahora es convenienteenumerar algunas de las razones por las cuales esto es importante, estas razones son producto de laexperiencia industrial, tal vez no sean las únicas, pero sí las más importantes.
1. Evitar lesiones al personal de la planta o daño al equipo. La seguridad siempre debe estaren la mente de todos, ésta es la consideración más importante.2. Mantener la calidad del producto (composición, pureza, color, etc:) en un nivel continuoy con un costo mínimo.3. Mantener la tasa de producción de la planta al costo mínimo .
Por tanto, se puede decir que las razones de la automatización de las plantas de proceso sonproporcionar un entorno seguro y a la vez mantener la calidad deseada del producto y alta eficienciade la planta con reducción de la demanda de trabajo humano.

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 10
Diagramas de Proceso e Instrumentación (P&ID). Normas ISA S5.1 - S5.3
Líneas de instrumentación (se dibujan más finas que las de proceso)
Conexión a proceso, o enlace mecánico o alimentación de instrumentos.
Señal neumática
Señal eléctrica
Señal eléctrica (alternativo)
Tubo capilar
Señal sonora o electromagnética guiada (incluye calor, radio, nuclear, luz)
Señal sonora o electromagnética no guiada
Conexión de software o datos
Conexión mecánica
Señal hidráulica
Designación de instrumentos por círculos:
Montado localmente
Detrás de la consola (no accesible)
En tablero
En tablero auxiliar
Instrumentos para dos variables medidas o instrumentos de una variable con más de unafunción.
Fuentes de alimentaciónAS: Air Supply. Ejemplo: SA-100: Aire a 100 psiES: Electric Supply. Ejemplo: ES-24CD: Alimentación de 24V de corriente continua.GS: Gas SupplyHS: Hydraulic SupplyNS: Nitrogen Supply

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 11
SS: Steam SupplyWS: Water Supply
Identificación de instrumentos: (Ver tabla siguiente)1ª letra: Variable medida o modificante2ª y 3ª letras: Función de salida, de presentación de datos o modificante.Adicionales: Identificación de lazo de control (Asociado a área o equipo)Ejemplo:
Designa a un Controlador de Temperatura con capacidad de Indicación asociado allazo de control Nº 60.

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 12
Ejemplo de representación de un lazo de control: Lazo de control de presión
AlarmasLAH Alarma de nivel altoLSL Alarma de nivel bajoLAHH Alarma de nivel alto altoLSLL Alarma de nivel bajo bajoLSH Interruptor (switch) por nivel altoLDA Desviación de set point
Simbología usada en el control digital y distribuido1. Accesible al operador1.1 Visualización compartida1.2 Visualización y control compartidos1.3 Acceso a la red de comunicaciones1.4 Interfase del operador en la red de comunicaciones
2. Interfase auxiliar2.1 Montado en panel2.2 Estación manual
3. No accesible normalmente al operador3.1 Controlador3.2 Visualización compartida instalada en campo3.3 Cálculo, acondicionamiento de señal en controlador compartido

Curso 2013/2014. Documentación para el 1er. control de lectura.
Pág. 13
Simbología para ordenadores (computadores) cuando son elementos aislados, no parte de unsistema de control distribuido general.
Normalmente accesible. Usado habitualmente para designar la pantalla devideo.
Normalmente no accesible.Interfase entrada/salida; Cálculo y acondicionamiento de señal; puede ser uncontrolador digital o un módulo de cálculo de software.
Símbolos para control lógico y secuencial
Para elementos no definidos interconectando control lógico o secuencial.
Control distribuido interconectando controladores lógicos con funcioneslógicas binarias o secuenciales.No accesible al operador
Idem al anterior accesible al operador
Cálculo o acondicionamiento de señal.







I,a expresión de la salida es (13):
p') Pr ¡ ¡v =¡- j: ¡M - PC)r- -:j:r+ ¡_ ____: I- R_l Rl' R4.C;
1- Ii ¡¡4 - p6, ¿¡' '-
3L,,- 3L, =R] Rl RI
r /Dt* rv - rc) - -----* 1 lql - et;at
R' I ¡= =
((M- Pc) + --: J rM - pc)dr)
Al integ¡ar la señal de enor multiplicad¿ por la gan¿nciadel efecto proporcional lo que ajustaremos con R4 es el tiem-po de reajuste, tal como vemos en las ecuaciones (14) y (15):
R3
TR =R4 cLa Figura 5.19 muestra un regulador PI rcalizado con tec-
nología neumática.
lle da lugar a üna fmción de retardo con una cierta constantede tiempo. Esto provoca que el tuelle integral suba lentamen-te hacia la presión de salida, moviendo con ello la lengueta y,por lo tanto, cambiando la p¡esión de salida.
Este Foceso continúE basta que la causa que lo había ori-ginado desaparece. Esto es cuando M se iguala a PC.
5.4. Rezulador con acc¡ónde?ivativa
Etr un regulador con acción derivativa la salida det misnoes proporcional a la derivada con respecto al tiempo de laseñal de e¡¡or Es decí (16):
dev:T^ -'"dt
A TD se le denomina ¡ienp o derivartuo y cüanto mayor sea,más efecto t€ndní la acció¡ derivariva.
La expresión (16) nos dice que la salida por efecto de¡iva-tivo no depende del valor absoluto del error sino de la veloci-dad de cambio del mismo. Lá acción derivativa tiene q&¿¡oan¡ícipativo;es decir,lieltd€ a corregil el eíor en el momen-to en que se detecta que éste tiende a cambiar,
A modo de ejenplo, la Figura 5.20 muesta cómo va¡ía lasalida del regulador para difer€ntes señales de errot supo-niendo u¡ regulador con acción derivativa solarnen&.
4 \3
fiFm 5.19. Régul¡dor Pl neumálico.
Una diferencia de presión e¡tre PC y M da lwar a unmovimiento inst¿nnineo de la lengueta obturadora. Esto cam-bia la presión en el tuelle proporcional. La tu€rza ejercida po¡éste s€ni tal qu€ equilibre el efecto de la diferencia de pr€siónen los tuelles M y PC.
El fuelle integral, juitrto con la rcstricción, realirnent¡nDositivamente la señal de salida. El coniDnto ¡estricción-tue-
FB¡r¡ 5.AI [f€c!o d€¡iv¡tiro.
En €1 tmmo II la salida es constante y posiiiva por te!€r elerror un secimiento lineal positivo. En el tramo IV la salidaiambien es constante, p€ro negativa, por te¡er el error undecrecimiento lircal. En los tamos \4, VII y VIII podemosapreciar que, aun siendo el eror pequeño, la salidal se satü-ra, dando el valor máximo o mínimo, d€bido a que dicho errorcambi¿ rcpentinamente y la velocidad de cambio tiene ünvalor que tiende a inñnito.
Por lo dicho anterio.mente, si se pr€vé que la medida va atener ruido tro es aconsejable usar la acción de¡iv¿tiva.

=
En ciertos casos nos interesa que la acción derivativa no
t€nga ofeclo si se produce un cambio en el punto de consig¡aPara ello, dich¿ acción deberá tener en cuenta solamente los
cambios en la medida. Un regulador que actúe d€ esta formatend¡á Lma salida de la forma (17):
dMY: To -?f
5.4.1. Regulador proporcional-derivativo
Un regül¿dor PD responde a la siguiente ecuación (18):
100 deY: RP e+rD
-Sacando factor común 100 / BP (19):
100 - de.' BP ^ dt-
A TA se le ¿enomina rt¿lnpo de awnce y srt rcl^ciód coíTD y BP es (20):
RP
'a l0o 'D
El significado de TA se explica en la Figwa 5.21.
M
4un sJa drcuito diferenci¡dor.
La sálida del circuito viene dada por (21):
de R2 dey=( C Rl
-l t-
-)-C Rl
-dr R2 dt
El tiempo derivativo viene dado por (22):
TD=c Rl
Un regulador PD se puede realizar combinando ambas
acciones en un circuito sumador (Figura 5 23)
fi8r¿5l3. R"8ülador PD
La expresión de la salida es (23):
R3 dey:-(e+R4.C-)
F
I
R2
ir¡iñt¡|n 5.21. A(ción pmporcio¡¡l y derivativa.
¡nente en el tiempo- Es decir, ii€ne que transcurri el tiempo
a para que el efecto proporcional iguale al derivalivo cuan-el error varla lin€almente
* E-9 el tiempo en que se avanza la salida por el efecto deri_valivo a la acción propo¡cional cuando el error varía lineal-
Con R3 ajustamos la ga¡anci¿ y con R4 el tiempo de ¿vance.
La Figu¡a 5.24 muestra ün regulador PD con tecnologia
A1 tuelle P le llega el ai¡€ a tavés d€ una restricción varia-
ble. Elo significa que no pued€ responder rápidamente a cam-
bios en la presión del aire.
Al existir una diferencia de presión enle PC v M la lengüe-
ta se mueve casi instantáneamente (efecto de¡ivatrvo) provo-
cando un cambio nápido en la salida. Posteriomente, el aireque va entando at tuelle proporcional dará lugar a una tuerzaque compense la ejercida po¡ la diferencia de pr€siones e¡trePCyM.
El aiuste en la restricción de la ll¡ea de alime¡tación del
tuelle ;roporcional det€rmina el tienpo derivativo. Cuanto
n¡ris cerada esté, mayor será TD-
.4.2. lmplementación del regulador PD
Con un circuito diferenciador con operacional es posjbte
ir la acción d€rivativa (Figua 5.22)

5,4.3. Regulador PID
Un regulador que tenga las tres acciones vistas responde ala ecuación (24):
roo¡idcy -==(e¡ --;-J e.dr ,T" tl )
La acción derivativa no se debe utilizar en procesos en losque la señal de medida tenga ruido, ya que este ruido no esmrás que ün cambio nípido en dicha señal que será detectadoy amplificado por el elernento derivador. La acción derivativadebe utilizaffe en procesos lentos en Ios que haya variacionesde carga, con el obj€to de que la medida se recupere antes(efecto anticipativo de la acción dedvativa).
Para ajustar manualmente un regulador PID podemosseguir los siguientes métodos:
MÉToDo r:
a Poner T^ al minimo y ajustar el reguladbr como si fuemujl PI, tal corno se descdbió en el apartado 5.3.2.
a Ir aumentando TA y observado la respuesta. Si vemosque va mejorando seguimos aumentando Ta, ha"sb queno seá asi. Si aun con TA muy pequeño, Ia respuestaempeon" se elinina la acción derivativa y nos queda-mos con un regulador PL
. Sj se ha dejado la acción derivativa, se debe intentarreducir algo rn¡Ás BP y TR.
MÉToDo II:
Disminuimos BP hasta que empieza a oscilar el siste-ma. Aumentamos Ta hasta que desaparezcan los ciclos.Volvemos a reducir BP basta que, de nuevo, l,uelv¿ aciclar y seguidament€ aumentamos T^ para que d€sa-parezcan los mismos- Seguiremos de esta forma hastaque un aumento de TA no hace desaparecer las oscila-ciones. Llegados a este punto, aumentamos BP y dis-minuimos TA un paso de su escala-
Reducü TR basla que sea un paso malor que l¡.Con tecnología neumática, un regulador PID es como elindicado en la Figura 5.19, colocando un estrangula-miento va¡iable (ajuste de TJ en el conducto de ali-mentación del fuelle proporcioral.
Realizado con ope¡acionales, un regulador PID podriaser corno el indicado en la Figura s.25.
Étün 5¿5. Regulador PlD.
Los parámetros de este regulador vi€nen d¿dos por:
R3K:-R2
TR=R4.Cl
TA: R5 C2
5.5. Sintonización decontroladores
Aparte de los procedimientos de ta¡teo para el ajuste deun controlador estudiados en los apartados 5.3.2 y ,5.3.existen mótodos experimentales que permiten calcular detbrma aproximada los valores óptimos de los parámetros quedebe tener un regulador cuando se inserta en un lazo d€ con-trol. l,o que se pe¡sigue es que, ante una perturbación, se
obtenga una curva de variación de la medida que se recupe-re Épidamente y que no prodüzcan demasiadas oscilacion€s.Normalmente se adopta el criterio que ya se comentó en5.3.2 consistente en que el factor de amortiguamiento dedichas oscilaciones sea 4:1.
fi8u1¡ 5"za. Régül¡dor PD n€umáfco.
. AjusumoslqlBPal máx'mo) TAal m,oimo.

,5.2. Método de curua de reacción
Consiste en abrir el lazo colocando el regulador en manoalaplicar un escalón di¡ectamenle a la váhula. Se obtiene la
)uesta temporal del proceso, siedo su aspecto como elicado en la Fisura 4.16 d€l aDartado 4.5.3. Las camcteris-
". = ,oo It
PI:
sp 1lo fll
Controlador PID:
T,, 02BP : 83 -----:
-T_ 01
T.,
^ 0,5
TA:0,5 Tu
Si el rcgulado¡ se sintoniza correctamente consegui¡emosque el sistema reaccione de fo¡ma conecta ante cualquier per-tubación o cambio en la co¡sisna. La Fieura 5.26 muestra elefecto de los diferentes reguladores ante una pertwbaciónextema, siempre que se enflrentren ajustados correctamente,
Caben destacar dos procedimientos, desarrouados por Zie-gler y Nichols, que son el método de ganancia límite y el méto-do de curva de reacción, que Fsar¡os a describir a continuación.
5.5.1. Método de ganancia límite
Consist€ en ir disminuyerdo la banda proporcioral delr€guladot una vez anuladas las acciones integal y derivativa,Íientras se prodücetr cambios en la consiena- Lleeañi unmomento €n que €l proceso empiece a oscilar de fo¡ma €onti-nua. A esta banda proporcional se le denonina ód"da p/o-porcional líüite (PBJ. Se debe tomar nota del PBc y delperiodo de las oscilaciones (TJ.
Los ajustes que p€rmiten una respuesta óptima son:
BP=2 BPc
BP:2,2 BPC
T.,* ',
. Controlador PI:
BP = 1,7 BPc
T
Si lo que pretendemos es que el proceso se recupere rápi-damente pero con una amplitud de la oscilación, por encimad€ PC, mínina (üiterio de minimo rebasamiento), debería-mos obrener BP. l Ry TA aplc¿bdo las sigv ient e\ ex pres iones:
fi¡ur¡ 5J6. Efeioe de los quladorcs.
Podemos apreciar lo siguiente:
. Sin regulador, la salida pe¡manece en el nuevo valoralcanzado después de la perturbación, ya que la váhu-la de conhol no puede vanar de posición por sí mrsma.
. Con reculador P, el sistem¿ ¡eacciona de fo¡ma que loscambios en M hacen que la váh.rla de control se ajustea un nuevo valor. La salid¿ alcanzada en esta nuevasituación no se situa en el PC, es decn, siempre habráun cre¡to e¡¡or que será tanto m€nor cuanto mayo¡ seala BP
a Con regulador PI, el regulado¡ achra de fon¡a similarpero haciendo que el sistema se compoIte mejor, ya queno hay tanto sobr€pas¿mi€nto por encima de PC y,sob¡e lodo. l¿ medidd ¿lca¡za de nuevo a la consig¡a.es decir, el error acaba valiendo cero.
. Si añadimos acción derivativa (r€gulador PID), se pro-ducen dos mejoras: menor sobrepasami€nto sobre PC yrecuperación más Épida.
TrR=t'
BP: 1,25 BPC
TR:0,6 . Tc
Ta = =,19 Tc
que describen el compon¿mienlo del proceso soo R. TuTg. El escalón aplicado a la entrada es el y el incremento
medida es e2. A oartir de estos datos Dodemos calcularr€gulador como sigue:
e2
0t Los regul¿dores son instrumentos que podemos encoDtraren el comercio con difer€ntes fo¡mas. La Figura 5.27 ilustr¿tres nodelos diferentes, el (a) y (b) están coDsÍuidos con tec-nolosia elecirónica analósica (anplificado*s operacionales)y están prácticamente en de$so, mientras qüe el (c) es de tipodigital.
02
Pc ¡ -,2 ¡\\ ^
I oqñrq'eJ\^r._t: _.^
01

TEMA 6 - B
CARACTERÍSTICAS DE LAZOS TÍPICOS EN CONTROL DE PROCESOS
Introducción
Prácticamente casi todos los lazos de control de procesos caen dentro de las siguientes categorías:
• Caudal: importante para conocer el balance de materia. Raramente se mantiene constante,generalmente fluctúa y es una variable ruidosa cuando se mide.
• Presión: es la única que puede ser a su vez clasificada en tres categorías (líquido, gas y vaporesen equilibrio), cada una con características bien diferenciadas.
• Nivel: es la integral del caudal durante el tiempo que esta dura y da una medida de laacumulación de materia en el sistema considerado.
• Temperatura: es una propiedad intensiva asociada al balance de energía.• Composición: determina la proporción de cada componente en la mezcla. Está asociada con el
balance de materia. No necesariamente se mide directamente la composición, también se lapuede inferir a partir de medidas de conductividad, viscosidad, etc.
Para comprender cómo se comportan (la "personalidad") los distintos Sistemas de control, seanalizarán:
• Cada componente del lazo, empezando por el proceso y el elemento de medición transmisión.• La característica de flujo del elemento final de control.• El tipo de controlador más apropiado.
y se verá finalmente qué puede esperarse de la dinámica del lazo de control.
Gc Gv GP
GT
(-)
r
y
u m
Figura 1: Diagrama en bloques con los elementos típicos de un lazo de Control de Procesos
Control de caudal
Este es una caso muy especial ya que la variable manipulada es la controlada y por lo tanto laganancia del proceso resulta igual a 1. Dos de las configuraciones más difundidas se muestran en lasFiguras 2 y 3. La dinámica del proceso puede modelarse como un elemento de primer orden,haciendo un balance de cantidad de movimiento (fuerzas) que considere a la cantidad de fluido quehay en la línea entre el sensor y elemento final de control (válvula, bomba centrífuga o ventilador) yque aparece rayado en los dos esquemas..
FT FC
Figura 2: Lazo de caudal manipulando lapérdida de carga en la línea
FT FC
Figura 3: Lazo de caudal manipulando laenergía entregada al fluido

La constante de tiempo varía con el flujo en forma diferente según que se manipule elestrangulamiento del flujo (directamente proporcional) o que se maneje la velocidad de la bombacentrífuga o ventilador, en cuyo caso la constate de tiempo es inversamente proporcional al caudal.En cualquier caso, los valores de constante de tiempo en general no superan los 2 segundos.
FT
FC
Figura 4: Control de caudal manipulando lacorriente de reciclo
Cuando se emplea una bomba dedesplazamiento positivo, la única posibilidadde controlar el caudal es mediante el manejode una corriente de reciclo tal como se muestraen la Fig. 4. En este caso, la ganancia es iguala -1 (mayor caudal derivado por la corriente dereciclo representa una disminución equivalentede la corriente principal) y la dinámica tambiénpuede ser asimilada a un primer orden como enlos casos anteriores.Existen muchos dispositivos de medición-transmisión lineales (ganancia constante) comoel caso de medidores magnéticos o dedesprendimiento de vórtices.
Sin embargo están bastante difundidos los dispositivos diferenciales como placas de orificios, ótubos de Venturi que generan salidas que son proporcional al cuadrado del caudal. En estos casos, laganancia del transmisor varía con el caudal, introduciendo una no linealidad que debe seradecuadamente analizada a efectos de compensarla.Cuando lo que se controla son caudales que fluyen en canales y la medición se realiza convertederos, la señal del medidor es proporcional a la potencia 2/3; si se emplean canaletas Parshallla medición es proporcional del caudal elevado a la 2/5.En cualquiera de los casos, los dispositivos de medición convencionales y especialmente losbasados en microprocesador presentan la opción de linealizar la medición si fuera necesario.La dinámica del transmisor en general se puede asimilar con buena aproximación a un primer ordencon constante de tiempo en el orden de 0.1 a 0.2 segundos. El ruido es un fenómeno que aparecesiempre en la medición de caudal, sobre todo por efecto de turbulencias del flujo asociadas a codos,válvulas y otros dispositivos de la línea. Por esta razón es común que los transmisores de caudalvengan con un filtro (dispositivo de primer orden) cuya constante de tiempo se puede ajustar para"filtrar" la intensidad del ruido. Es por esto que la acción derivativa resulta inadecuada para este tipode lazo.La característica de flujo del elemento final de control determinará si hay no linealidades estáticas,las que a su vez podrán servir para compensar las no linealidades del sistema de transmisión. Laprincipal dinámica del elemento final de control está asociada al actuador que generalmente esneumático (cabezal o pistón) y que proporciona una constante de tiempo en el orden de 1 a 4segundos con lo que resulta la de dinámica dominante. En el caso de válvulas actuadasneumáticamente se introducen algunos efectos no lineales severos tales como limitación develocidad de apertura-cierre (que hace la constante de tiempo sea variable con la magnitud delcambio de la señal de control) y la histéresis asociada al rozamiento del vástago en los sellos.Si se consideran los elementos del lazo se concluye que:
• el sistema es siempre autoregulado,• la dinámica está caracterizada por tres o más capacidades (sistemas de primer orden) que
son no interactuantes,• las constantes de tiempo son del mismo orden (segundos) y

• la ganancia del proceso es constante, pero tanto la del transmisor como la del elementofinal de control pueden ser variables.
Así resulta que la dinámica de los lazos de caudal es bastante rápida, con períodos naturales en elorden de unos pocos segundos. Al tener varias capacidades del mismo orden, es sistema tiene unacontrolabilidad pobre. Esto determina que el controlador deba sintonizarse con ganancias bajas.Debe emplearse entonces acción integral para asegurar error de estado estacionario cero.Existe otra razón por la que los controladores PI (y a veces integrales puros) se emplean en lazos decaudal. Normalmente estos sistemas no se implementan para mantener el set point constante(operación regulatoria) sino que más bien integran otras estrategias de control más elaboradas (lazosecundario en cascada, control selectivo, control de relación, etc.). En éstas se requiere que el caudalsiga cambios permanentes del set point. Para asegurar que la ganancia entre set point y caudalmedido sea constante (un cambio en la referencia genere un cambio proporcional en el flujomedido) es imprescindible la acción integral. Sólo puede lograrse esto si hay acción integral y elmedidor es lineal:
en estado estacionario r y kF= = ⇒ = = ∂∂
∂∂
Fr
Fy k
1
Además, como son lazos ágiles, el retardo adicional por efecto de la acción integral no resultarelevante.Los controladores de caudal son sintonizados con bandas proporcionales en el rango de 100 a 300 %cuando se manipulan válvulas (Fig. 2), mientras que si se maneja la velocidad de una bomba oventilador (Fig. 3) se pueden asignar bandas más reducidas que pueden llegar hasta un 30 %.
Lazos de control de presión de líquidos
Los líquidos al ser fluidos incompresibles producen respuestas similares a las de caudal. Controlarla presión de un líquido es esencialmente controlar el caudal. La dinámica de los elementos del lazoson análogas a las ya vistas, pero hay algunas diferencias importantes en las características estáticas.
PTPC
P Po
C
Figura 5: Lazo de control de presión de líquido
El proceso en este caso (variable de entrada → caudal, variable de salida → presión) ya no tiene unaganancia adimensional igual a 1 ó (-1) si es reciclo. Si p es la variable controlada y suponemos queel líquido circula a través de una línea con una resistencia de coeficiente de flujo C y que descarga auna contra-presión constante p0, para flujo turbulento y en estado estacionario vale:
p pFC
= +0
2
2
con lo que la ganancia del proceso resulta:
KpF
FC
p pFp = = =−∂
∂2 2
20( )

Como Kp varía inversamente con el caudal F y los dispositivos de medición de presión son lineales(KT constante) la característica más apropiada para el elementos final de control sería igualporcentaje. Esto no es válido si p0 no permanece constante y resulta ser la principal perturbación.En este caso Kp varía en forma proporcional con el caudal (C es constante) y la mejor característicade flujo instalada resultaría ser la de apertura rápida.Esta variable también es ruidosa como el caudal, por lo que el controlador recomendado es PI queasegure la eliminación del off set. Las bandas proporcionales con la que se ajustan estoscontroladores rondan el 50 %. La diferencia respecto al de caudal radica en los alcances que suelenemplearse para medir presión por lo que rara vez el set point está en el término medio del rango.
Control de presión de gases
La masa de un gas almacenada en un recipiente de volumen fijo tiene una relación directa con lapresión, de modo que esta variable es un indicador de la acumulación de materia. Un incremento enel flujo de gas que ingresa se traducirá en un aumento de la presión del gas.
PT
Flujo másico degas saliente
Flujo másico degas entrante
VT
We
Ws
Figura 6: Presión del gas indicativa de laacumulación de materia
Para el caso del recipiente de la Figura 6,suponiendo válida la ecuación de estado:
p V = Z mM
R T
p: presión del gasV: volumen del recipiente (constante)Z: factor de compresibilidad (asumido
constante en el ámbito de operación)m: masa de gas en el volumen VM: masa molecular relativaR: constante universal de los gasesT: temperatura absoluta (supuesta constante)
El balance de masa en estado transitorioresulta:
M VZ R T
p t
= We - Ws∂∂
Este sistema es eminentemente autoregulado ya que, si crece la presión en el interior, tiende adisminuir el caudal de ingreso y a aumentar el caudal de salida. El elemento de medición ytransmisión es lineal y solo aporta un retardo de primer orden con constante de tiempo del orden dela fracción de segundo.Cuando el sistema es un colector el volumen donde se acumula gas es relativamente pequeño ydistribuido La dinámica tiende a parecerse a la de presión de líquido, con parámetros delcontrolador y períodos de oscilación parecidos. También la característica de flujo de las válvulas ausar sería la misma.Si por el contrario, existe algún recipiente con gran capacidad (como el mostrado en la Figura 6),entonces hay una constante de tiempo preponderante y otras mucho menos significativas(transmisor, cabezal de la válvula, etc.). Esto determina que el sistema sea mucho más controlable, yel controlador se puede ajustar con ganancias mucho mayores (bandas proporcionales tan estrechascomo 5 %). Es así que un controlador simplemente proporcional podría asegurar una buenaperformance con valores de off set bajos.

Control de presión de vapores
En los sistemas donde líquido y vapor están en equilibrio (columnas de destilación, evaporadores,calderas, etc.), el fluido cambia de fase con transferencia de calor. Cuando la presión se controla poradición o remoción directa del vapor se espera que la respuesta sea idéntica a la de presión de gases.Un ejemplo se ve en la Figura 7.
PT
vapor
PC
vapor
condensado
líquido
Figura 7: Control de presión de vapormanipulando el egreso de vapor
PT
vapor
PC
vapor
condensado
líquido
Figura 8: Control de presión de vapormanipulando el ingreso de energía
Si la presión se controla manipulando la transferencia de energía (caso de la Figura 8), entonces lascaracterísticas son similares a la de lazos de temperatura, ya que en este caso el balance de materiaestá acoplado con el de energía.
Control de nivel de líquidos
El nivel de líquido fue presentado hasta ahora en forma muy simplificada, con una dinámicacaracterizada fundamentalmente por un integrador. Considerando un balance de masa:
h
LT
Fe
caudal volumétricode entrada
Fscaudal volumétrico
de salida
Sección transversal A
Figura 9: Sistema de nivel de líquido
A ∂∂ht
= Fe - Fs
Sin embargo hay otras característicasdinámicas que complican el comportamientode la variable. Una de ellas es la ResonanciaHidráulica.En la ecuación de balance anterior, realmente hrepresenta el nivel promedio en el tanque.Cualquier superficie de líquido, por efecto dealguna perturbación, como sería el flujo delíquido que cae sobre ella, genera unmovimiento ondulante.

Este fenómeno, que por otra parte se manifiesta tanto en un lago como en un tanque, se lo denominaresonancia hidráulica. El nivel que "realmente" mide el transmisor, es el nivel medio más (o menos)la altura (o depresión) de la ola de líquido como se ve en la Figura 9. La resonancia puede sermodelada en forma aproximada con un sistema de segundo orden subamortiguado. La función detransferencia entre el caudal alimentado o extraído y el nivel será de la forma:
G sK
s s sP
P
n n
( )( )
= 1 212
2
ωξ
ω+ +
donde KP es la constante del integrador tal como resultaría de un modelado simplificado con laecuación de balance de masa (inversa de la sección transversal con el signo que corresponda segúnel caudal considerado).
h medio
LT
Fe
Fs
D diámetro
Figura 10: Esquema del efecto de resonanciahidráulica
La frecuencia natural de resonancia ωndepende de factores geométricos y delparticular sistema analizado. Para tanques desección circular, se encontró teóricamente:
ωn = g
2 DEl coeficiente de amortiguamiento estárelacionado con las fuerzas viscosas del fluidoque tienden a atenuar la fluctuación de lasuperficie líquida.Los transmisores de nivel son lineales (laganancia se puede considerar constante) yaportan a lo sumo un retardo de primer ordencon constante de tiempo de menos de unsegundo.
El elemento final de control, dinámicamente aportará una constante de tiempo que a lo sumo estaráen el orden de los pocos segundos. La característica de flujo más apropiada para la válvula deberáser aquella que mantenga el producto de las ganancias del lazo constante. Como se vio. KP y KT sonconstantes, entonces KV debe ser constante. Por lo tanto el elemento final de control debe tener uncomportamiento lineal (característica instalada).De lo anterior se puede concluir que la función de transferencia de los elementos del lazo cerradopodría ser de la forma:
G s s sK K K
s ( s s s sV P T
V P T
n nT
( ) ( ) ( ))( )( )
G G = Vτ
ωξ
ωτ+ + + +1
1 21 12
2
lo que permite concluir que la frecuencia natural del lazo, si se desprecian las constantes de tiempode la válvula y del transmisor será igual a la frecuencia natural de resonancia hidráulica.Considerando las dimensiones de los tanques y los retardos de transmisores y actuadores que seemplean en la industria de procesos, se puede concluir que el periodo natural de oscilación de loslazos de nivel estará en el rango de 2 a 20 segundos.Otro fenómeno que puede aparecer en la dinámica de nivel es la Respuesta Inversa. Se da cuandohay un líquido en ebullición como en el nivel de domo de una caldera acuotubular o en elreevaporador de una columna de destilación. Se debe a la interacción del balance de materia con el

de energía. La respuesta inversa en nivel significa que, ante un cambio escalón en el caudal deentrada, el nivel tiende a disminuir inicialmente antes de seguir la tendencia que se espera para unintegrador como se ve en la Figura 11.La representación matemática de la respuesta inversa es con un retardo de primer ordenacompañado de una constante de tiempo negativa en el numerador. De esta forma, un proceso denivel con esta dinámica tendrá una función de transferencia de la forma:
G ss
s sP ( )( )( )
= K P − +
+τ
τ1
2
11
Aplicando los conocimientos de la Teoría de Control de Procesos, se puede deducir que la respuestainversa deteriora la performance acrecentando los períodos de oscilación y produciendo mayoressobrevalores cuando el sistema corrige perturbaciones. Además, el proceso de ebullición es unafuente de ruido debido al constante burbujeo de vapor sobre la interfase.
0
tiempo
nivel
tiempo
Caudal
Integrador puro
Respuesta inversa
Figura 11: Respuesta de nivel como integrador puro y con respuesta inversa
El tipo de controlador a emplear dependerá de que clase de respuesta se necesita para la variablecontrolada. Existen fundamentalmente dos situaciones bien diferenciadas:• Control Promediante (Averaging): es el caso de niveles de tanques que actúan como "pulmones",
en donde la variable en sí misma no es importante y solo se requiere que se mueva dentro decierto ámbito más o menos holgado. En este caso es suficiente con un controlador proporcionalcon una banda ancha, por ejemplo del 100 %.
• Control estricto (Tight): corresponde a unidades donde la interfase debe mantenerse en un rangoacotado por necesidades del proceso en sí. Tal es el caso del nivel de líquido en un evaporador detubos cortos, en donde la altura de la masa hirviente tiene enorme influencia en el coeficiente detransferencia del calor. El controlador que se deberá emplear es PI. La acción derivativa estáexpresamente vedada por el ruido y la resonancia hidráulica.

Control de Temperatura
La variable temperatura es un indicador de la energía acumulada en el sistema y su control se hacegeneralmente manipulando el flujo de calor gobernado por mecanismos de conducción, conveccióny/o radiación. El proceso de transferencia de energía entre dos fluidos implica al menos trescapacidades térmicas (sistemas de primer orden) en serie interactuantes (ver Figura 12):
• Capacidad del fluido caliente• Capacidad de la pared que separa ambos fluidos• Capacidad del fluido frío
TA TB
Capacidad delfluido de bajatemperatura
Capacidad delfluido de altatemperatura
Capaci
dad de la
pare
d d
ese
para
ción
Flujo de Calor(variable. manipulada)
Figura 12: Esquema de las capacidades en serie involucradas en la dinámica de temperaturas
El sensor, que se encuentra del lado del fluido cuya temperatura se desea controlar, actúa como otracapacidad. Su constante de tiempo puede ser importante, a pesar que en sí mismo el dispositivoalmacene mucha menos energía que las otras capacidades. Usualmente las constantes de tiempo sonde tal magnitud que "filtran" las fluctuaciones de alta frecuencia, lo que transforma a la temperaturaen una variable virtualmente exenta de ruido.Como la temperatura es una propiedad transportada por el fluido, si el elemento de medición estáubicado en la corriente de salida, hay un retardo distancia-velocidad asociado a la posición en la quese encuentra el sensor y que es variable con el caudal.La dinámica de la válvula puede despreciarse en estos lazos ya que la constante de tiempo es de unorden de magnitud menor que las asociadas a las capacidades térmicas.La manipulación del flujo de energía se hace manejando el caudal de la corriente (la fría o lacaliente) ó el flujo de combustible según la unidad considerada. Como el proceso de transferencia esno lineal, cabe esperarse que la ganancia del proceso sea no lineal. Los transmisores de temperaturason lineales, lo que asegura que su ganancia sea constante. La característica de flujo del elementofinal de control debe analizarse para cada situación particular. En la mayoría de los casos unacaracterística igual porcentaje (o similar) es la mejor opción.Cuando la variable temperatura es controlada es por que se requiere que se mantenga dentro de unrango muy acotado. Esto hace imprescindible la acción integral en el controlador. Teniendo presenteque estos lazos pueden ser relativamente lentos (períodos naturales que pueden llegar a la decena deminutos), que no presentan ruido y que son sistemas multicapacitivos, se espera que la acción

derivativa produzca una sustancial mejora de la performance. Estas razones avalan el uso decontroladores PID en estos lazos.Debe recordase que los lazos de presión de vapores, donde se manipula el flujo de calor, secomportan en manera análoga a los lazos de temperatura como el caso de columnas de destilación ygeneradores de vapor.
Control de composición
Los lazos de composición son probablemente los más importantes en la industria de procesos ya queregulan la calidad del producto. Sin embargo, están poco difundidos porque suelen ser de difícilcontrol. La composición de los productos está vinculada al balance de masa de componentes. Comose dijo, la mayoría de las veces no se mide directamente la composición sino se la infiere a partir dealguna propiedad relacionada con ella como densidad, viscosidad, conductividad, índice derefracción, etc.Como la composición es una propiedad transportada por las corrientes en las que viaja el productosiempre aparece tiempo muerto (retardo distancia-velocidad). Si para medir la composición se deberecurrir a muestreo (caso de un cromatógrafo en línea), la información de la composición se disponea intervalos regulares (tiempo de muestreo). Surge por esta causa un tiempo muerto adicionalequivalente a 1.5 veces dicho tiempo de muestreo.Hay una fuente adicional de tiempo muerto: la agitación imperfecta. En muchas de las unidadesdonde se debe controlar composición, se mantiene una agitación vigorosa a afectos de asegurar uncomportamiento próximo a la mezcla perfecta. Esto es especialmente cierto en tanques como elmostrado en la Figura 13, donde el agitador genera una corriente dentro del recipiente que favorecenel denominado retromezclado (back mixing).
Fa F
F
producto
alimentación
V
Figura 13: Esquema de la corrientes deretromezclado en un reactor tanque
Se ha propuesto un modelo para tener encuenta la dinámica del mezclado que consideracasualmente el caudal volumétrico internodesplazado por el agitador (Fa) en relación alflujo externo de alimentación (F). Según estemodelo, la dinámica de composición puede serdescripta simplificadamente con la Función deTransferencia:
G sP ( ) = K e s + 1P
-LS
τdonde L es un tiempo muerto que aparececomo consecuencia del mezclado imperfecto.
Los parámetros dinámicos se vinculan con un parámetro α definido como:
α = Fa
Fa + Fque casualmente mide la discrepancia entre el grado real de mezcla y el mezclado perfecto.Si Fa >> F, significa que α es igual 1, o sea mezcla perfecta, mientras que α nulo implica la carenciatotal de mezclado, equivalente a flujo pisón. L y τ se evalúan con las expresiones:
L = V
2 (F + Fa) =
V F
(1 - )2
α τ α = V
- L = V F
(1 + )F 2

Como se ve, si hay mezclado perfecto, L = 0 y la constante de tiempo τ coincide con el tiempo deresidencia como se puede deducir a partir de las ecuaciones de balance de materia.En la Figura 14 se puede apreciar la respuesta de la composición para el caso de mezcla perfecta ycon un grado de mezclado α igual a 0.4.Se pueden usar los siguientes valores extraídos de experiencias en plantas reales:
− Tanques con muy buena agitación α = 0.95− Mezcladores estáticos α = 0.40
o bien estimar el valor de Fa en base a las características del agitador y su potencia.Debe quedar claro que, cuanto menor es el tiempo muerto (α ≈ 1), mayor será la controlabilidad delproceso y la performance obtenible por el lazo será mejor. Para lograr esto, se deben seguir lossiguientes consejos:
• Altura y diámetro de los tanques deben ser aproximadamente iguales• Usar mezcladores de alta velocidad• Evitar la formación de vórtices colocando apropiadamente deflectores• Introducir el flujo por arriba y extraer la corriente de salida por el fondo en el lado
opuesto a la alimentación
tiempo
Mezcla perfecta
Mezclado con α = 0.4
Compo-sición
Figura 14: Transitorio de la composición en respuesta a un escalón con distintos grados de mezcla
No puede afirmarse que exista algo así como un "lazo típico de composición", ya que la dinámicaglobal del proceso puede variar desde una capacidad preponderante (como el caso de un únicoreactor tanque) a muchas capacidades en serie e interactuantes (equipos en etapas como columnas,evaporadores múltiples, etc.). La ganancia estática del proceso por lo general es no lineal yrelacionada inversamente con el caudal que circula. Como habitualmente no se mide composiciónsino otra variable relacionada con ella, si tal relación no es proporcional, surge otra no linealidadasociada al elemento de medición.Por último los retardos del elemento final de control resultan en la mayoría de los lazosdespreciables frente a las otras dinámicas y la característica de flujo se debe elegir para compensarno linealidades del proceso y del transmisor.Como el control de composición presupone la necesidad de mantener acotada la variable en unrango exigente de especificación, el controlador deberá incluir acción integral y por la naturalezageneralmente lenta de la dinámica, sería deseable disponer de acción derivativa, siempre que laseñal medida no sea excesivamente ruidosa.

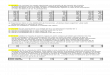
Tabla Resumen
Característicasdinámicas
Caudal ypresión delíquidos
Presiónde gas
Nivel delíquido
Temperatura ypresión de
vaporComposición
Tiempo muerto No No No Normalmente Siempre
Capacidad Múltiples nointeractuantes
una dominante Integrador Múltiplesinteractuantes
Una o variasinteractuantes
Período natural 1 - 10 seg 0.1 - 2 min 2 - 20 seg 20 seg - 1 h 1 min - 8 hKVKPKT 1 - 5 2 - 10 ---- 1 - 10 10 - 1000Ruido Siempre Ninguno Siempre Ninguno Generalmente
Controlador PI P o PI P o PI PID PI o PID