Embed Size (px)
Citation preview
DX2205Austeno-ferritic Stainless steel offergrade DX2205
Chemical composition
This grade complies with:
> Stainless Europe Material Safety Data Sheet n°1 (European Directive 2001/58/EC).
> European directive 2000/53/EC on end-of-life vehicles and later modifications.
> NFA 36 711 standard “Stainless Steel intended for use in contact with foodstuffs, products and beverages for human and animal consumption (non packaging steel).”
General characteristics
The principal features of DX2205 are:
> An excellent corrosion resistance, with a minimum PREN value of 35
> Twice as high yield strength as our grade 18-9E (1.4301, Type 304)
> Service temperature range: -40 °C to 300 °C
Applications
> Equipment and piping for the chemical industry, oil and gas industries and desalination plants
> Heat exchangers
Product range
Forms: sheet, blank, coil, strip, tubeThicknesses: 0.6 - 9 mm (>9 mm on demand)Width: up to 2000 mm (depends on thickness)Finishes: hot rolled, cold rolled
Metallurgical properties
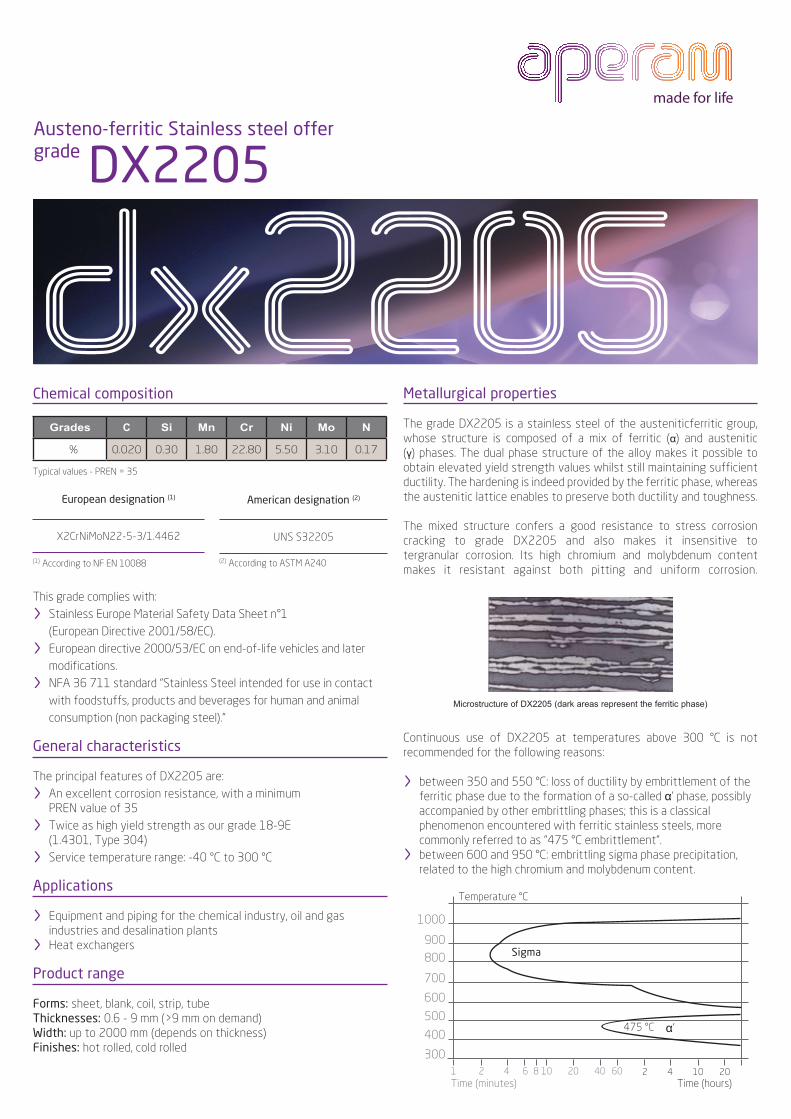
The grade DX2205 is a stainless steel of the austeniticferritic group, whose structure is composed of a mix of ferritic (α) and austenitic (γ) phases. The dual phase structure of the alloy makes it possible to obtain elevated yield strength values whilst still maintaining sufficientductility. The hardening is indeed provided by the ferritic phase, whereas the austenitic lattice enables to preserve both ductility and toughness.
The mixed structure confers a good resistance to stress corrosion cracking to grade DX2205 and also makes it insensitive to tergranular corrosion. Its high chromium and molybdenum content makes it resistant against both pitting and uniform corrosion.
Continuous use of DX2205 at temperatures above 300 °C is not recommended for the following reasons:
> between 350 and 550 °C: loss of ductility by embrittlement of the ferritic phase due to the formation of a so-called α’ phase, possibly accompanied by other embrittling phases; this is a classical phenomenon encountered with ferritic stainless steels, more commonly referred to as “475 °C embrittlement”.
> between 600 and 950 °C: embrittling sigma phase precipitation, related to the high chromium and molybdenum content.
European designation (1)
X2CrNiMoN22-5-3/1.4462
Grades C Si Mn Cr Ni Mo N
% 0.020 0.30 1.80 22.80 5.50 3.10 0.17
(1) According to NF EN 10088
Typical values - PREN = 35
American designation (2)
UNS S32205
Microstructure of DX2205 (dark areas represent the ferritic phase)
700
300
400
500
600
Sigma800
900
1000
Time (hours)Time (minutes)1 2 4 6 8 10 20 40 60 2 4 10 20
Temperature °C
α’475 °C
(2) According to ASTM A240
T° C
Concentration % H2 SO
4
10 20 30 40 50 60 70 80 90 98
20
30
40
50
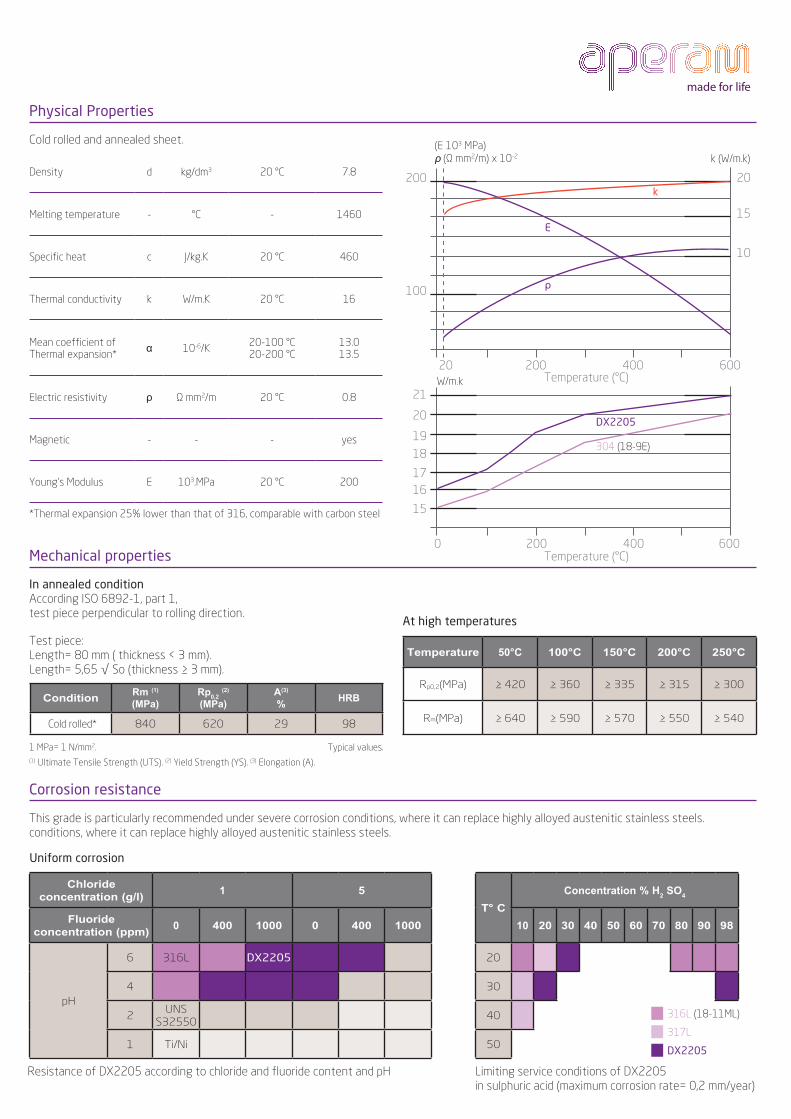
Physical Properties
Cold rolled and annealed sheet.
Density d kg/dm3 20 °C 7.8
Melting temperature - °C - 1460
Specific heat c J/kg.K 20 °C 460
Thermal conductivity k W/m.K 20 °C 16
Mean coefficient ofThermal expansion* α 10-6/K 20-100 °C
20-200 °C13.013.5
Electric resistivity ρ Ω mm2/m 20 °C 0.8
Magnetic - - - yes
Young’s Modulus E 103.MPa 20 °C 200
*Thermal expansion 25% lower than that of 316, comparable with carbon steel
(E 103 MPa)ρ (Ω mm2/m) x 10-2 k (W/m.k)
20 200 400 600
10
15
20200
100
k
E
ρ
0 200 400 600
21
17
20
16
19
15
18
W/m.k
304 (18-9E)
DX2205
Mechanical properties
In annealed conditionAccording ISO 6892-1, part 1,test piece perpendicular to rolling direction.
Test piece:Length= 80 mm ( thickness < 3 mm).Length= 5,65 √ So (thickness ≥ 3 mm).
1 MPa= 1 N/mm2. Typical values.(1) Ultimate Tensile Strength (UTS). (2) Yield Strength (YS). (3) Elongation (A).
At high temperatures
Temperature 50°C 100°C 150°C 200°C 250°C
Rp0,2(MPa) ≥ 420 ≥ 360 ≥ 335 ≥ 315 ≥ 300
Rm(MPa) ≥ 640 ≥ 590 ≥ 570 ≥ 550 ≥ 540
Corrosion resistance
This grade is particularly recommended under severe corrosion conditions, where it can replace highly alloyed austenitic stainless steels.conditions, where it can replace highly alloyed austenitic stainless steels.
Uniform corrosion
Chlorideconcentration (g/l)
1 5
Fluorideconcentration (ppm)
0 400 1000 0 400 1000
pH
6 316L DX2205
4
2UNS
S32550
1 Ti/Ni
Resistance of DX2205 according to chloride and fluoride content and pH Limiting service conditions of DX2205in sulphuric acid (maximum corrosion rate= 0,2 mm/year)
316L (18-11ML)
DX2205
317L
Temperature (°C)
Temperature (°C)
ConditionRm (1)
(MPa)Rp
0,2 (2)
(MPa)A(3)
%HRB
Cold rolled* 840 620 29 98
Forming
This grade can generally be used for forming applications. Since its yield strength is about double that of 1.4301, Type 304, the use of presses or section rolling equipment with suitable power is required.
The aptitude for stretch forming is determined by the dome height of the Erichsen test, whereas the deep drawing ability is defined by the limiting drawing ration (LDR).
BendingFor thicknesses below 0.8 mm, a minimum bending radius of 0.5 x thickness is recommended. For heavier gauges, the bending radius must be at least 1.5 x thickness.
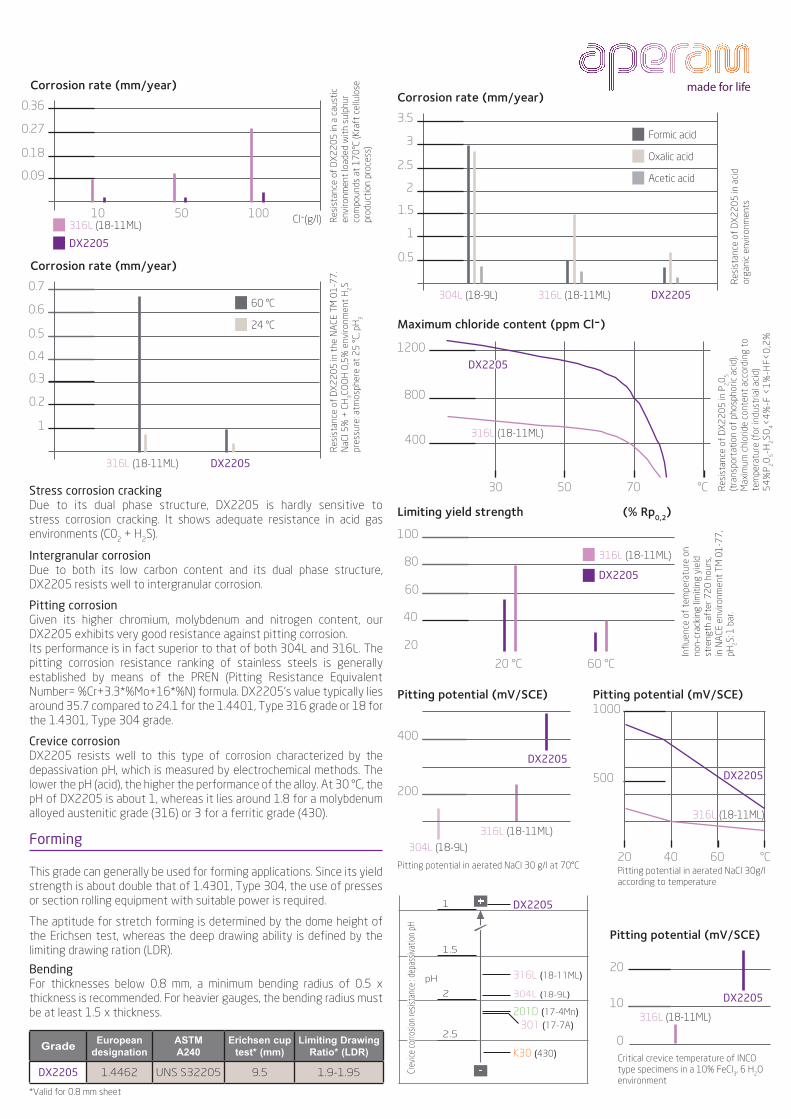
Corrosion rate (mm/year)
10 50 100
0.36
316L (18-11ML)
DX2205
0.27
0.18
0.09
Cl-(g/l) Res
ista
nce
of D
X22
05 in
a c
aust
ic
envi
ronm
ent
load
ed w
ith
sulp
hur
com
poun
ds a
t 17
0°C
(Kra
ft c
ellu
lose
pr
oduc
tion
pro
cess
)
Corrosion rate (mm/year)3.5
3
2.5
2
1.5
1
0.5
Res
ista
nce
of D
X22
05 in
aci
d or
gani
c en
viro
nmen
ts
316L (18-11ML) DX2205304L (18-9L)
Formic acid
Oxalic acid
Acetic acid
Corrosion rate (mm/year)0.7
0.6
0.5
0.4
0.3
0.2
1
Res
ista
nce
of D
X22
05 in
the
NA
CE T
M 0
1-77
. N
aCI 5
% +
CH
3COO
H 0
,5%
env
ironm
ent
H2S
pres
sure
: atm
osph
ere
at 2
5 °C
, pH
3
316L (18-11ML) DX2205
60 °C
24 °C Maximum chloride content (ppm Cl-)
Res
ista
nce
of D
X22
05 in
P20 5
(t
rans
port
atio
n of
pho
spho
ric a
cid)
.M
axim
um c
hlor
ide
cont
ent
acco
rdin
g to
te
mpe
ratu
re (f
or in
dust
rial a
cid)
54
%P
20
5-H
2SO
4<
4%
-F <
1%
-HF<
0,2
%
1200
800
400 316L (18-11ML)
DX2205
30 50 70 °CStress corrosion crackingDue to its dual phase structure, DX2205 is hardly sensitive to stress corrosion cracking. It shows adequate resistance in acid gas environments (C02 + H2S).
Intergranular corrosionDue to both its low carbon content and its dual phase structure, DX2205 resists well to intergranular corrosion.
Pitting corrosionGiven its higher chromium, molybdenum and nitrogen content, our DX2205 exhibits very good resistance against pitting corrosion.Its performance is in fact superior to that of both 304L and 316L. The pitting corrosion resistance ranking of stainless steels is generally established by means of the PREN (Pitting Resistance Equivalent Number= %Cr+3.3*%Mo+16*%N) formula. DX2205’s value typically lies around 35.7 compared to 24.1 for the 1.4401, Type 316 grade or 18 for the 1.4301, Type 304 grade.
Crevice corrosionDX2205 resists well to this type of corrosion characterized by the depassivation pH, which is measured by electrochemical methods. The lower the pH (acid), the higher the performance of the alloy. At 30 °C, the pH of DX2205 is about 1, whereas it lies around 1.8 for a molybdenum alloyed austenitic grade (316) or 3 for a ferritic grade (430).
Limiting yield strength (% Rp0,2)
Infl
uenc
e of
tem
pera
ture
on
non-
crac
king
lim
itin
g yi
eld
stre
ngth
aft
er 7
20 h
ours
,in
NA
CE e
nviro
nmen
t TM
01-
77,
pH2S:
1 b
ar.
100
80
60
20 °C 60 °C
40
20
316L (18-11ML)
DX2205
GradeEuropean
designationASTMA240
Erichsen cup test* (mm)
Limiting Drawing Ratio* (LDR)
DX2205 1.4462 UNS S32205 9.5 1.9-1.95
*Valid for 0.8 mm sheet
Pitting potential in aerated NaCI 30 g/I at 70°C
400
200
316L (18-11ML)
DX2205
304L (18-9L)
Pitting potential (mV/SCE)
500
1000
316L (18-11ML)
DX2205
Pitting potential (mV/SCE)
20 40 60 °CPitting potential in aerated NaCI 30g/I according to temperature
pH
+
-
1
1.5
2
2.5
Crev
ice co
rrosio
n re
sista
nce
: dep
assiv
atio
n pH
316L (18-11ML)
201D (17-4Mn)
301 (17-7A)
K30 (430)
DX2205
304L (18-9L)
20
316L (18-11ML)
DX2205
Pitting potential (mV/SCE)
Critical crevice temperature of INCO type specimens in a 10% FeCl3, 6 H2O environment
10
0
Welding
Welding process
No filler material With filler metal
Shielding gas*Typical thicknesses Thicknesses
Filler material
Rod Wire
Resistance:spot, seam
≤ 2 mm
TIG < 1.5 mm > 0.5 mmModified “4462”
ER 22.09Modified “4462”
ER 22.09Argon (1)
Argon + Helium (1)
PLASMA < 1.5 mm > 0.5 mmModified “4462”
ER 22.09Argon
Argon + Helium
MIG > 0.8 mmModified “4462”
ER 22.09
Argon + 2 % CO2Argon + 2 % CO2
Argon + 2% C02 + He
S.A.W. > 2 mmModified “4462”
ER 22.09
Electrode Repairs E 22.09
Laser < 5 mm Helium + Nitrogen (25%)
© J
une
2012
, Ape
ram
- S
tain
less
Eur
ope.
FT_
DX
2205
.uk.
Whi
le e
very
car
e ha
s be
en ta
ken
to e
nsur
e th
at th
e in
form
atio
n co
ntai
ned
in th
is p
ublic
atio
n is
as
accu
rate
as
poss
ible
, Ape
ram
– S
tain
less
Eur
ope,
in c
omm
on w
ithal
l Ape
ram
Gro
up c
ompa
nies
, can
not g
uara
ntee
that
it is
com
plet
e or
that
it is
free
from
err
or. K
ara®
is a
bra
nd o
f Ape
ram
– S
tain
less
Eur
ope,
regi
ster
ed in
num
erou
s co
untri
es. D
esig
n an
d co
ncep
tion
: age
ncem
bcom
.com
.
Aperam Stainless Europe1-5 rue Luigi CherubiniFR-93212 La Plaine Saint Denis Cedex
InformationTel. : +33 1 71 92 06 52Fax : +33 1 71 92 07 97www.aperam.com/[email protected]
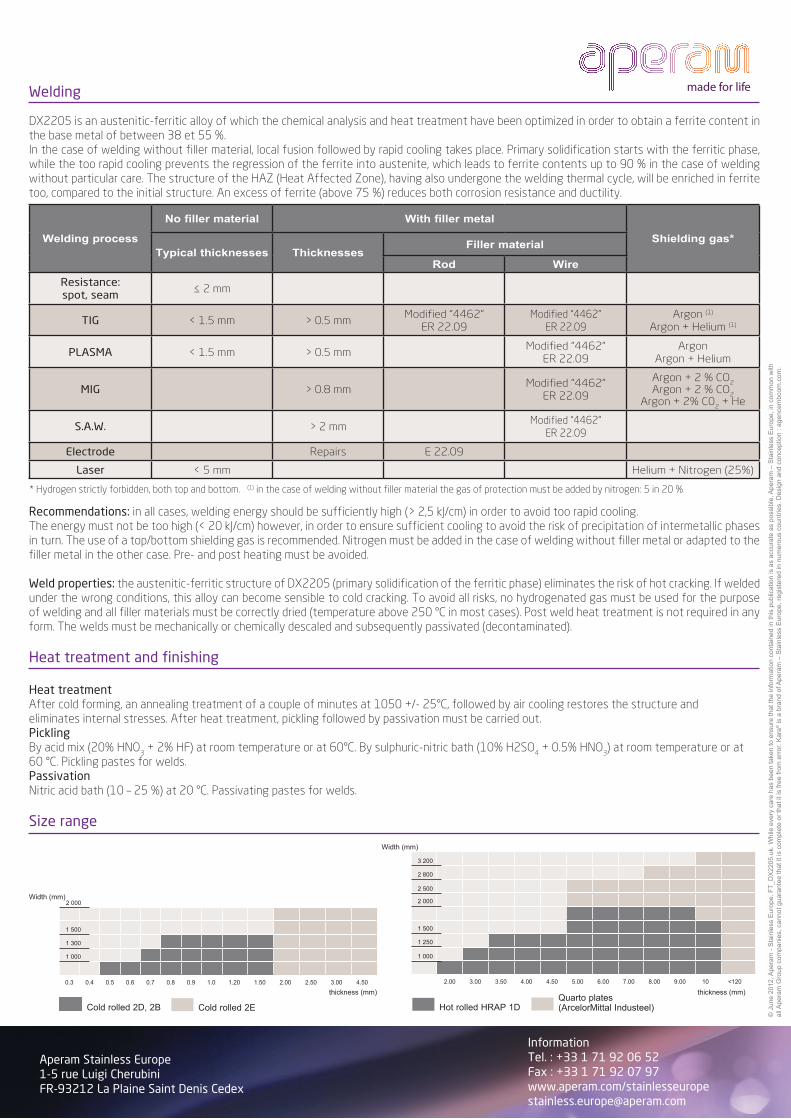
DX2205 is an austenitic-ferritic alloy of which the chemical analysis and heat treatment have been optimized in order to obtain a ferrite content in the base metal of between 38 et 55 %.In the case of welding without filler material, local fusion followed by rapid cooling takes place. Primary solidification starts with the ferritic phase, while the too rapid cooling prevents the regression of the ferrite into austenite, which leads to ferrite contents up to 90 % in the case of welding without particular care. The structure of the HAZ (Heat Affected Zone), having also undergone the welding thermal cycle, will be enriched in ferrite too, compared to the initial structure. An excess of ferrite (above 75 %) reduces both corrosion resistance and ductility.
Recommendations: in all cases, welding energy should be sufficiently high (> 2,5 kJ/cm) in order to avoid too rapid cooling.The energy must not be too high (< 20 kJ/cm) however, in order to ensure sufficient cooling to avoid the risk of precipitation of intermetallic phases in turn. The use of a top/bottom shielding gas is recommended. Nitrogen must be added in the case of welding without filler metal or adapted to the filler metal in the other case. Pre- and post heating must be avoided.
Weld properties: the austenitic-ferritic structure of DX2205 (primary solidification of the ferritic phase) eliminates the risk of hot cracking. If welded under the wrong conditions, this alloy can become sensible to cold cracking. To avoid all risks, no hydrogenated gas must be used for the purpose of welding and all filler materials must be correctly dried (temperature above 250 °C in most cases). Post weld heat treatment is not required in any form. The welds must be mechanically or chemically descaled and subsequently passivated (decontaminated).
Heat treatment and finishing
Heat treatmentAfter cold forming, an annealing treatment of a couple of minutes at 1050 +/- 25°C, followed by air cooling restores the structure andeliminates internal stresses. After heat treatment, pickling followed by passivation must be carried out.PicklingBy acid mix (20% HNO3 + 2% HF) at room temperature or at 60°C. By sulphuric-nitric bath (10% H2SO4 + 0.5% HNO3) at room temperature or at60 °C. Pickling pastes for welds.PassivationNitric acid bath (10 – 25 %) at 20 °C. Passivating pastes for welds.
Size range
Width (mm)
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.20 1.50 2.00 2.50 3.00 4.50
1 500
1 000
2.00 3.00 3.50 4.00 4.50 5.00 6.00 7.00 8.00 9.00 10 <120
Width (mm)
Quarto plates(ArcelorMittal Industeel)Hot rolled HRAP 1D
2 000
1 500
1 250
1 000
3 200
2 800
2 500
thickness (mm)
1 300
2 000
Cold rolled 2D, 2B Cold rolled 2E
thickness (mm)
* Hydrogen strictly forbidden, both top and bottom. (1) in the case of welding without filler material the gas of protection must be added by nitrogen: 5 in 20 %