Embed Size (px)
DESCRIPTION
Tratamiento de Hierros Nodulares para obtención de hierro CADI
Citation preview

Wear 290–291 (2012) 99–105
Contents lists available at SciVerse ScienceDirect
Wear
0043-16
http://d
n Corr
Tel.: þ1
E-m
journal homepage: www.elsevier.com/locate/wear
Study of the effects of austempering temperature and time on scuffingbehavior of austempered Ni–Mo–Cu ductile iron
J.M. Han a,b,n, Q. Zou a, G.C. Barber a, T. Nasir c, D.O. Northwood c, X.C. Sun d, P. Seaton d
a Oakland University, Rochester Hills, MI, USAb University of Turabo, Gurabo, PR, USAc University of Windsor, Ontario, Canadad Chrysler LLC Group, Auburn Hills, MI, USA
a r t i c l e i n f o
Article history:
Received 29 September 2011
Received in revised form
22 May 2012
Accepted 23 May 2012Available online 5 June 2012
Keywords:
Scuffing test
Scuffing mechanism
Plastic deformation
Austempered ductile iron
48/$ - see front matter & 2012 Elsevier B.V. A
x.doi.org/10.1016/j.wear.2012.05.003
esponding author at: University of Turabo, G
787 743 7979; fax: þ1 787 744 5476.
ail address: [email protected] (J.M. Han).
a b s t r a c t
Scuffing can occur in various engineering components, including engine cylinders and liners, camshafts,
crankshafts, and gears. Austempered ductile iron (ADI) is finding increasing application in these
components due to its self-lubricating characteristics and excellent mechanical properties. The
objective of this research is to study the scuffing behavior of an austempered ductile iron material
austempered at different temperatures and for varying periods of time. Rotational ball-on-disk tests
were run with white mineral oil as the lubricant at two sliding speeds. A step load was applied until
scuffing occurred. The scuffed specimens were studied using optical and scanning electron microscopy
to determine their scuffing mechanisms. Improved scuffing resistance, as evidenced by a higher
scuffing load, is related to a decreased hardness and higher level of retained austenite which produce a
more ductile material.
& 2012 Elsevier B.V. All rights reserved.
1. Introduction
As noted by Qu et al. [1]: ‘‘The term ‘scuffing’ has been used todescribe surface damage in various contexts throughout the fieldof engineering’’. Scuffing is associated with a sharp rise in frictionand surface temperature, usually accompanied by a rise in noiseand vibration [2,3]. There has been no general agreement on adefinition for scuffing. This has, to a large extent, been due to thecomplexity of the process. However, one definition that hascaptured many of the features of scuffing is: ‘‘Scuffing is a formof sliding-induced contact damage to a bearing surface, usuallyassociated with asperity-scale plastic deformation that results inlocalized and perceptible changes in roughness or appearancewithout significantly altering the geometric form of the part onwhich the damage occurs [1].’’
Usually scuffing damage is catastrophic and not self-healing sothat the scuffed part must be replaced. Scuffing may be delayed orprevented by selecting materials with appropriate microstructureand hardness. However due to the complexity of the scuffingprocess, there is a need to conduct a variety of experiments tobetter understand the scuffing mechanism, and to evaluate theinfluence of material microstructure and hardness on scuffing.
ll rights reserved.
urabo, PR, USA.
Austempered ductile iron (ADI) has recently appeared as asignificant engineering material owing to its exceptional combi-nation of high strength, ductility, toughness, machinability andwear and fatigue resistance [4]. The attractive properties arerelated to its unique microstructure that includes ferrite (a) andhigh carbon austenite (gHC), called ausferrite. This is differentfrom the austempered steels where the microstructure involvesferrite and carbide. The products of ADI can be molded, whichallows cost reduction compared to conventional steels. Castabilityremoves unnecessary forging and assembly requirements savingcost and weight [5,6]. Therefore, it appears that ADI can besubstituted for forged and cast steels in many engineeringapplications such as camshafts, crankshafts, and piston rings, aswell as other applications in the rail and heavy engineeringindustries [5–7]. A two stage heat treatment is used for ADI,austenitization (815–950 1C) and austempering (230–400 1C)[4,7–9].
Mechanical properties of ADI vary over a wide range of values,mostly controlled by the microstructure which depends on theheat treatment parameters, such as the austenitizing and aus-tempering temperature/times [4,9–11]. A significant number ofstudies have been carried out on the tribological behavior of ADI[12–19], but few studies have examined scuffing. Magalh~aes andSeabra [20] found that the properties of ADI may help it resistscuffing. However there is little published research dealing withthe effect of both microstructure and hardness on the scuffingbehavior of ADI.

J.M. Han et al. / Wear 290–291 (2012) 99–105100
The objectives of the present investigation were to examinethe effect of heat treatment schedules, and resulting microstruc-ture and hardness of ADI, on its scuffing performance and todetermine the mechanisms involved in the scuffing process.
2. Experiment details
2.1. ADI material and heat treatment
The ADI was an alloyed nodular ductile cast iron with acomposition of 1.61% Ni, 0.11% Mo, 0.78% Cu, 3.76% C, 0.24%Mn, 2.51% Si, 0.057% Mg, and traces of S and P. This Ni–Mo–Cuductile cast iron was initially heat treated in a salt bath at 890 1Cfor 20 min for austenitization, then quenched directly in anothersalt bath down to the austempering temperature of either 275 1C,300 1C, 325 1C, 350 1C, or 375 1C for different periods of time,namely 10 min, 60 min, or 150 min. After austempering, thesamples were immediately cooled in air to ambient temperature.The detailed heat treatment process is shown schematically inFig. 1.
To determine the volume fraction of retained austenite foreach heat treatment process, an X-ray diffraction (XRD) methodwas used with monochromatic Cr–Ka radiation (wave lengthl¼2.29 A) at 20 kV and 20 mA. The recorded profiles wereanalyzed to obtain the precise diffraction peak positions andintegrated intensities. The volume fraction of retained austenitewas determined by the direct comparison method using theintegrated intensities of the (200)aand (211)a peaks of ferrite,and the (200)g and (220)g peaks of austenite [21,22].
2.2. Scuffing test
A ball-on-disk tribometer (shown in Fig. 2) was used to carryout the tests at room temperature. The ball sample was made of52100 steel with a diameter of 7.94 mm and a hardness of 66HRC. The ADI disk specimens had a diameter of 75 mm and athickness of 10 mm. The disk surface was finished by grindingafter the heat treatment, producing an average roughness ofRa ¼ 0:399 mm. During the test, the rotational speed of disk is700 rpm. The ball was located at two different radii, which
890ºC/20min
10min 60min 150min
Air cooling
350ºC325ºC300ºC275ºC
375ºC
Fig. 1. Ni–Mo–Cu ductile cast iron austenitization and austempering process
chart.
Normal Load
Disc Specimen
Steel Ball Wear Track
Rotation Direction
Strain Gauge
Fig. 2. Schematic view of the ball-on-disk test rig.
resulted in two wear tracks and two linear velocities. One weartrack had a diameter of 0.045 m and a linear velocity of 1.649 m/s,and the other one had a diameter of 0.037 m and a linear velocityof 1.356 m/s. The applied normal load was increased by 22 Nevery 120 s and the test was terminated when there was a suddenincrease of the coefficient of friction, noise level and severevibration, which usually -occurred simultaneously with the onsetof scuffing. The load at this time was defined as the scuffing load.The friction force was measured with a strain gage mounted onthe sample holder. The disk specimen was lubricated by whitemineral oil with a viscosity of 53 cP at room temperature. All testswere repeated 4 times and the average coefficient of friction(COF) and scuffing load were recorded. Typically the coefficient offriction was approximately 0.1 before scuffing and increasedrapidly to approximately 0.25 when scuffing occurred.
3. Results
3.1. Microstructure of austempered ADI
The microstructures of the ADI austempered at 5 differenttemperatures and 3 time periods are shown in Table 1. Distinctdifferences in microstructure were observed for different austemper-ing temperatures and times. For short austempering times (10 min),the microstructure consists of nodular graphite and a very smallamount of ausferrite (ferrite and austenite) in a martensitic matrix.Martensite was detected for all 5 austempering temperatures. Withan increase in the austempering temperature, more ausferrite isdeveloped and the fine needle ausferrite becomes coarser. For longaustempering times (60 min, 150 min), the microstructure consistsof nodular graphite in an ausferrite matrix without martensite. Longaustempering times result in the martensite being transformed intohigh carbon austenite. The fine ausferrite needles grow larger withan increase in austempering temperature. A coarse feathery ausfer-rite is produced at the higher austempering temperatures, as shownin Table 1 (350 1C/60 min, 150 min and 375 1C/60 min, 150 min).Increasing the austempering temperature results in higher quantitiesand coarser ausferrite.
The measured volume fractions of retained austenite are shownin Table 2. It can be seen that the volume fraction of retainedaustenite is lower for the 10 min austempering time than for the60 min and 150 min austempering times. The volume fraction ofretained austenite is slightly higher for the 60 min austemperingprocess than in the 150 min austempering time. This can beexplained by a 2 stage transformation during the austemperingprocess. In the first stage during the austempering process, austenitewhich was developed during the austenitization process, decom-poses into ferrite (a) and carbon enriched austenite ðgHCÞ:
g-aþgHC ð1Þ
If the material is austempered for longer times, then thecarbon enriched austenite ðgHCÞ further decomposes into ferriteand carbide:
gHC-aþcarbide ð2Þ
It can be assumed that the 60 min duration had produced thehighest amount of stable enriched austenite. When kept for alonger period (150 min), the 2nd stage process occurred, reducingthe amount of stable austenite [4,7,10].
3.2. Hardness of austempered ADI
The influence of austempering temperature and time on thehardness of ADI is shown in Table 3. It is found that lowaustempering temperature and short time cause ADI to have high

Table 1Microstructure of austempered ADI.
Time Austempering Temperature 10(min) 60(min) 150(min)
275°C
300°C
325°C
350°C
375°C
AF (fine needle)
AF (feathery-shape)
J.M. Han et al. / Wear 290–291 (2012) 99–105 101
hardness value, with the highest hardness of HRC 55.8 for 275 1C/10 min. Hardness decreases with increasing austempering tem-perature and time: the lowest hardness of HRC 27.6 occurs at375 1C/60 min and 150 min. It can be seen that hardness values at350 1C/10 min and 375 1C/10 min are similar to those at 275 1C/60 min and 275 1C/150 min. All five principal hardness grades(I–V) of ADI can be developed by choice of austempering tem-perature and time [23].
3.3. Scuffing resistance of ADI
Fig. 3 shows the scuffing load at two different sliding speedsfor all the austempered ADI samples. From the comparison ofscuffing load, it can be seen that the scuffing load decreases withthe increase of sliding speed, except for two cases at 325 1C/60 min and 350 1C/150 min. There is larger variation in scuffingloads at a sliding speed of 1.649 m/s for all austempered ADIs,

Table 2Volume fraction (vol %) of retained austenite in austempered ductile iron.
Austempering
temperature (1C)
Time (min)
10 60 150
275 12 15 14
300 18 28 27
325 23 33 33
350 27 35 34
375 29 36 35
Table 3Hardness (HRC) of austempered ADI.
Austempering
temperature (1C)
Time (min)
10 60 150
275 55.8 (V) 46.0 (IV) 45.1 (III)
300 51.0 (V) 42.1 (III) 42.4 (III)
325 45.7 (III) 35.2 (II) 36.7 (III)
350 45.4 (III) 32.0 (II) 32.0 (II)
375 45.2 (III) 27.6 (I) 27.6 (I)
Fig. 4. Relationship between (a) % retained austenite and scuffing resistance,
(b) hardness and scuffing resistance, (c) hardness and retained austenite %.
Table 4Coefficient of determination R2.
Relations Speed 1 (1.649 m/s) Speed 2 (1.356 m/s)
Load vs. % g 0.749 0.586
Load vs. hardness 0.728 0.540Fig. 3. Comparison of average scuffing load at two sliding speeds.
J.M. Han et al. / Wear 290–291 (2012) 99–105102
than at a sliding speed of 1.356 m/s. This suggests that scuffingresistance at the higher sliding speed is more sensitive to themicrostructure of the austempered ADI. The maximum scuffingload was obtained at the austempering temperature of 375 1C for60 min with a scuffing load of 176 N at 1.649 m/s and 183 N at1.356 m/s. The main reason for this is thought to be the presenceof a large volume fraction of feathery ausferrite that has highcarbon content (see Table 1). The lowest scuffing load wasobserved for the sample austempered at 275 1C/10 min and testedat 1.649 m/s (88 N) due to the lowest fraction of ausferrite in themartensitic matrix. The values of the scuffing load for theaustempered ADI indicate that a large volume fraction of featheryausferrite has greater scuffing resistance than a small volumefraction of needle-like ausferrite.
3.4. Effect of hardness and percentage of retained austenite on
scuffing
The scuffing load is plotted against the hardness and thevolume percentage of retained austenite in Fig. 4(a) and (b),respectively.
For both sliding speeds, the trend shows a higher scuffing loadwith higher percentage retained austenite and lower hardness.The experimental data were fitted using polynomial, logarithmic,exponential, power law and linear relationships. Generally, thepolynomial relationships gave the best fit in terms of R2 valueswith R2 values in the range 0.540–0.749 (Table 4). The equationsrelating scuffing load (L) to either hardness (HRC) or % retainedaustenite (RA) were as follows:
L¼ 235�2:561H�0:0H2ð1:649 m=sÞ ð3Þ
L¼ 294:6�5:685H�0:054H2ð1:356 m=sÞ ð4Þ
L¼ 138�4:496RA�0:144ðRAÞ2ð1:649 m=sÞ ð5Þ
L¼ 138�4:496RA�0:110ðRAÞ2ð1:356 m=sÞ ð6Þ
The higher speed data (1.649 m/s) has a higher R2 compared tothe lower speed values. This indicates that the scuffing loadfailure was more regular and predictable for the higher slidingspeed. Fig. 4c illustrates the inverse relationship between hard-ness and % retained austenite. The relation is best described witha linear curve fitting, with a coefficient determination of 0.7687.
J.M. Han et al. / Wear 290–291 (2012) 99–105 103
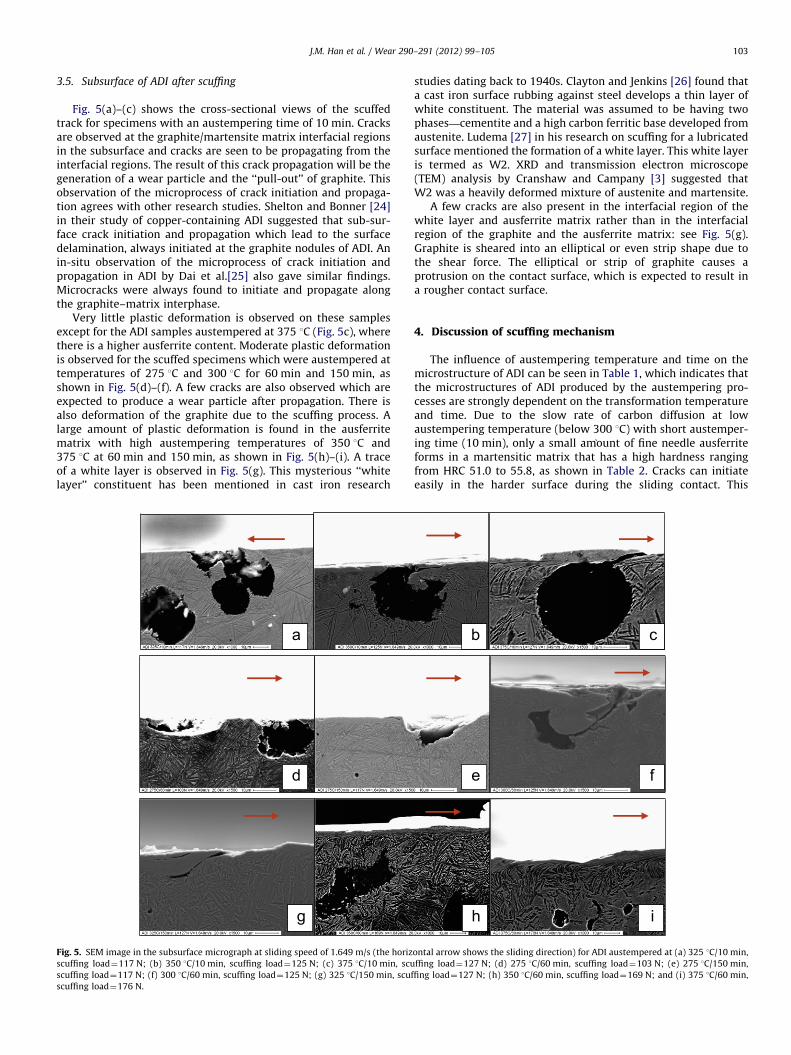
3.5. Subsurface of ADI after scuffing
Fig. 5(a)–(c) shows the cross-sectional views of the scuffedtrack for specimens with an austempering time of 10 min. Cracksare observed at the graphite/martensite matrix interfacial regionsin the subsurface and cracks are seen to be propagating from theinterfacial regions. The result of this crack propagation will be thegeneration of a wear particle and the ‘‘pull-out’’ of graphite. Thisobservation of the microprocess of crack initiation and propaga-tion agrees with other research studies. Shelton and Bonner [24]in their study of copper-containing ADI suggested that sub-sur-face crack initiation and propagation which lead to the surfacedelamination, always initiated at the graphite nodules of ADI. Anin-situ observation of the microprocess of crack initiation andpropagation in ADI by Dai et al.[25] also gave similar findings.Microcracks were always found to initiate and propagate alongthe graphite–matrix interphase.
Very little plastic deformation is observed on these samplesexcept for the ADI samples austempered at 375 1C (Fig. 5c), wherethere is a higher ausferrite content. Moderate plastic deformationis observed for the scuffed specimens which were austempered attemperatures of 275 1C and 300 1C for 60 min and 150 min, asshown in Fig. 5(d)–(f). A few cracks are also observed which areexpected to produce a wear particle after propagation. There isalso deformation of the graphite due to the scuffing process. Alarge amount of plastic deformation is found in the ausferritematrix with high austempering temperatures of 350 1C and375 1C at 60 min and 150 min, as shown in Fig. 5(h)–(i). A traceof a white layer is observed in Fig. 5(g). This mysterious ‘‘whitelayer’’ constituent has been mentioned in cast iron research
Fig. 5. SEM image in the subsurface micrograph at sliding speed of 1.649 m/s (the horiz
scuffing load¼117 N; (b) 350 1C/10 min, scuffing load¼125 N; (c) 375 1C/10 min, scu
scuffing load¼117 N; (f) 300 1C/60 min, scuffing load¼125 N; (g) 325 1C/150 min, scuf
scuffing load¼176 N.
studies dating back to 1940s. Clayton and Jenkins [26] found thata cast iron surface rubbing against steel develops a thin layer ofwhite constituent. The material was assumed to be having twophases—cementite and a high carbon ferritic base developed fromaustenite. Ludema [27] in his research on scuffing for a lubricatedsurface mentioned the formation of a white layer. This white layeris termed as W2. XRD and transmission electron microscope(TEM) analysis by Cranshaw and Campany [3] suggested thatW2 was a heavily deformed mixture of austenite and martensite.
A few cracks are also present in the interfacial region of thewhite layer and ausferrite matrix rather than in the interfacialregion of the graphite and the ausferrite matrix: see Fig. 5(g).Graphite is sheared into an elliptical or even strip shape due tothe shear force. The elliptical or strip of graphite causes aprotrusion on the contact surface, which is expected to result ina rougher contact surface.
4. Discussion of scuffing mechanism
The influence of austempering temperature and time on themicrostructure of ADI can be seen in Table 1, which indicates thatthe microstructures of ADI produced by the austempering pro-cesses are strongly dependent on the transformation temperatureand time. Due to the slow rate of carbon diffusion at lowaustempering temperature (below 300 1C) with short austemper-ing time (10 min), only a small am�ount of fine needle ausferriteforms in a martensitic matrix that has a high hardness rangingfrom HRC 51.0 to 55.8, as shown in Table 2. Cracks can initiateeasily in the harder surface during the sliding contact. This
ontal arrow shows the sliding direction) for ADI austempered at (a) 325 1C/10 min,
ffing load¼127 N; (d) 275 1C/60 min, scuffing load¼103 N; (e) 275 1C/150 min,
fing load¼127 N; (h) 350 1C/60 min, scuffing load¼169 N; and (i) 375 1C/60 min,

Fig. 6. Feathery ausferrite produced by austempering temperature at (a.) 350 1C–60 min (medium feathery), (b.) 350 1C–150 min (highly feathery), (c.) 375 1C–60 min
(medium feathery), (d.) 375 1C–150 min (highly feathery) and (e.) higher magnification of (d).
J.M. Han et al. / Wear 290–291 (2012) 99–105104
microstructure with a hard martensitic matrix cannot ‘‘protect’’the graphite nodules. The graphite is prone to pull out duringsliding because of its weak strength; consequently, cracks can bepropagated (see Fig. 5(a)–(c)). After a low critical number ofcycles, a large amount of wear particles are produced. Theseparticles destroy the lubricant film, leading to metal-to-metalcontact and eventually, catastrophic failure. Consequently, thisleads to a low scuffing resistance.
With higher austempering temperature, the carbon diffusion rateis faster. Consequently, a larger volume fraction of ausferrite matrixis developed without martensite. The ausferrite becomes coarserwith a lower hardness with increase of austempering temperatureand time. The feathery ausferrite produced by 350 1C/60 min,150 min and 375 1C/60 min, 150 min austempering heat treatments(see Fig. 6(a)–(e)) protects grap hite from being pulled out andexhibits a good combination of high strength and ductility. Duringthe sliding contact under these cases, more plastic deformationoccurs due to the shear stress created by frictional force between thecontacting surfaces (see Fig. 5 (h)–(i). Plastic deformation results in alarge amount of heat which changes the material properties, softensthe material and facilitates further plastic flow with a resultingincrease in roughness. This roughening creates high localized stressand the onset of scuffing with an abrupt rise in the coefficient offriction and severe adhesion between the contacting surfaces. This is
typically accompanied by sudden noise and vibration. The influenceof ausferrite matrix on the tribological properties was also observedby Sahin et al. [18], who found that the wear resistance of ADI washigher with an increase of the ausferrite volume fraction.
5. Conclusions
In order to better understand the scuffing mechanism, ADIsamples were austempered at five austempering temperatures forthree austempering time periods and tested in a ball-on-disk riglubricated by white mineral oil. The different microstructures andhardnesses give rise to different scuffing behaviors. The mainconclusions were:
1)
Scuffing is initiated by plastic deformation for ADI austem-pered at high austempering temperatures (Z350 1C) and thelong austempering times (60 min and 150 min), and by cracksfor ADI austempered at low austempering temperatures(r325 1C) and short austempering times (10 min).2)
A feathery-ausferrite produced at high austempering tempera-tures and long austempering times (350 1C/60 min, 150 min and375 1C/60 min, 150 min) exhibits higher scuffing resistance than
J.M. Han et al. / Wear 290–291 (2012) 99–105 105
the fine needle-like ausferrite produced at low austemperingtemperatures (o325 1C) and short austempering times (10 min).
3)
The improvement in scuffing resistance of austempered ADIwith the increase of austempering temperature and time isrelated to an increase in % retained austenite, a decrease inhardness and hence improved ductility.4)
The samples austempered at 3751/60 min had the highest scuff-ing resistance due to the feathery ausferrite microstructure.References
[1] J. Qu, J.J. Truhan, P.J. Blau, R. Ott, The development of a ‘‘pin-on-twin’’ scuffingtest to evaluate materials for heavy-duty diesel fuel injectors, TribologyTransactions 50 (2007) 50–57.
[2] T.E. Cranshaw, R.G. Campany, The study of scoring and scuffing on lubricatedsliding surfaces by Mossbauer spectrography, Journal De Physique C2 (1979)589–591.
[3] P.J. Blau, J. Qu, Transient Scuffing of Candidate Diesel Engine Materials atTemperatures up to 6001 C, Project Milestone Report, March 31st, Oak RidgeNational Library, Oak Ridge, TN, 2003.
[4] V. Kilicli, M. Erdogan, Effect of ausferrite volume fraction and morphology ontensile properties of partially austenitized and austempered ductile ironswith dual matrix structures, International Journal of Cast Metals Research 20(2007) 202–214.
[5] A design study in austempered ductile iron, Smith Foundry Drive Wheel,Copyright 2005 by the American Foundry Society. /http://www.sfsa.org/tutorials/drive_wheel/Drive%20Wheel.pdfS (D.O.A: 1/18/2010).
[6] /http://www.gearshub.comS, Leading supplier, manufacturer and exporterof industrial gears and custom made gears, /http://www.gearshub.com/ductile-iron-gears.htmlS (D.O.A: 1/17/2010).
[7] B. Radulovic, B. Bosnjak, The influence of austenitising temperature on themicrostructure and mechanical properties of low-alloyed Ni–Mo–Cu aus-tempered ductile iron, Materiali in Tehnologije 35 (5) (2000) 207–212.
[8] Y.J. Kim, H. Shin, Investigation into mechanical properties of austemperedductile cast iron (ADI) in accordance with austempering temperature,Materials Letters 62 (2008) 357–360.
[9] D. Myszka, Austenite–martensite transformation in austempred ductile iron,Archives of Metallurgy and Materials 52 (3) (2007) 475–480.
[10] B. Radulovic, B. Bosnjak, The influence of austenitising temperature onaustempering kinetics of Ni–Mo alloyed ductile iron, Materiali in Tehnologije28 (6) (2004) 307–312.
[11] O. Eric, M. Jovanovic, Microstructure and mechanical properties of Cu–Ni–Moaustempered ductile iron, Journal of Mining and Metallurgy 40B (1) (2004)11–19.
[12] J. Yang, S.K. Putatunda, Effect of microstructure on abrasion wear behavior ofaustempered ductile cast iron (ADI) processed by a novel two-step austem-pering process, Materials Science and Engineering A406 (2005) 217–228.
[13] L. Magalh~aes, J. Seabra, C. Sa, Experimental observations of contact fatiguecrack mechanisms for austempered ductile iron (ADI) discs, Wear 246 (2000)134–148.
[14] U.R. Kumari, P.P. Rao, Study of wear behavior of austempered ductile iron,Journal of Material Science 44 (2009) 1082–1093.
[15] R.C. Dommarco, P.C. Bastias, H.A. Dall’O, G.T. Hahn, C.A. Rubin, Rolling contactfatigue (RCF) resistance of austempered ductile iron (ADI), Wear 221 (1998)69–74.
[16] M.C. Cakir, A. Bayram, Y. Isik, B. Salar, The effect of austempering tempera-ture and time onto the machinability of austempered ductile iron, MaterialsScience and Engineering A 407 (2005) 147–153.
[17] A.S.M.A. Haseeb, M.A. Islam, M.M.A. Bepari, Tribological behavior ofquenched and tempered, and austempered ductile iron at the same hardnesslevel, Wear 244 (2000) 15–19.
[18] Y. Sahin, M. Erdogan, V. Kilicli, Wear behavior of austempered ductile iron withdual matrix structures, Materials Science and Engineering A 444 (2007) 31–38.
[19] M.J. Perez, M.M. Cisneros, H.F. Lopez, Wear resistance of Cu–Ni–Mo austem-pered ductile iron, Wear 260 (2006) 879–885.
[20] L. Magalh~aes, J. Seabra, Wear and scuffing of austempered ductile iron gears,Wear 215 (1998) 237–246.
[21] Diffraction Notes, Lambda Technologies, No. 33, Fall 2006, pp. 1–3.[22] ASTM Standard (E975-03), Standard Practice for X-Ray Determination of
Retained Austenite in Steel with Near Random Crystallographic Orientation,American Society for Testing and Materials, November 1, 2003.
[23] 10th edition,Metals Handbook, 1, ASM International, 1990.[24] P.W. Shelton, A.A. Bonner, The effect of copper additions to the mechanical
properties of austempered ductile iron (ADI), Journal of Materials ProcessingTechnology 173 (2006) 269–274.
[25] P.Q. Dai, Z.R. He, C.M. Zheng, Z.Y. Mao, In-situ SEM observation of the fractureof austempered ductile iron, Material Science and Engineering A319–321(2001) 531–534.
[26] D. Clayton, C.H.M. Jenkins, Physical changes in rubbing surfaces on scuffing,British Journal of Applied Physics 2 (1951) 69–78.
[27] K.C. Ludema, A review of scuffing and running-in of lubricated surfaces, withasperities and oxides in perspective, Wear 100 (1984) 315–331.





























