-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
1/12
Mechanical Systems and Signal Processing (2003) 17(2),
317328
doi:10.1006/mssp.2001.1462, available online at
http://www.idealibrary.com on
ARTIFICIALNEURALNETWORKBASED FAULT
DIAGNOSTICSOFROLLINGELEMENTBEARINGS
USINGTIME-DOMAINFEATURES
B. Samanta and K. R. Al-Balushi
Department of Mechanical and Industrial Engineering, College of
Engineering,Sultan Qaboos University, P.O. Box 33, PC 123, Muscat,
Sultanate of Oman
(Received 4 March 2000, accepted 17 September 2001)
A procedure is presented for fault diagnosis of rolling element
bearings through artificialneural network (ANN). The characteristic
features of time-domain vibration signals of therotating machinery
with normal and defective bearings have been used as inputs to
theANN consisting of input, hidden and output layers. The features
are obtained from directprocessing of the signal segments using
very simple preprocessing. The input layer consistsof five nodes,
one each for root mean square, variance, skewness, kurtosis and
normalisedsixth central moment of the time-domain vibration
signals. The inputs are normalised inthe range of 0.0 and 1.0
except for the skewness which is normalised between 1.0 and 1.0.The
output layer consists of two binary nodes indicating the status of
the machine}normalor defective bearings. Two hidden layers with
different number of neurons have been used.The ANN is trained using
backpropagation algorithm with a subset of the experimentaldata for
known machine conditions. The ANN is tested using the remaining set
of data.
The effects of some preprocessing techniques like high-pass,
band-pass filtration, envelopedetection (demodulation) and wavelet
transform of the vibration signals, prior to featureextraction, are
also studied. The results show the effectiveness of the ANN in
diagnosis ofthe machine condition. The proposed procedure requires
only a few features extracted fromthe measured vibration data
either directly or with simple preprocessing. The reducednumber of
inputs leads to faster training requiring far less iterations
making the proceduresuitable for on-line condition monitoring and
diagnostics of machines.
# 2003 Elsevier Science Ltd. All rights reserved.
1. INTRODUCTION
The use of vibration signals is quite common in the field of
condition monitoring anddiagnostics of rotating
machinery[17].Detection of machine faults like mass unbalance,
rotor rub, shaft misalignment, gear failures and bearing defects
is possible by comparing
the vibration signals of a machine operating with and without
faulty conditions. These
signals can also be used to detect the incipient failures of the
machine components,
through on-line monitoring system, reducing the possibility of
catastrophic damage.
The presence of a variety of noise and a wide spectrum of
bearing defect signals poses
difficulty in the detection of bearing condition using
time-domain vibration signals. This
necessitates an approach for identification and quantification
of the characteristic features
relevant to the bearing conditions[79].The procedures involved
multi-stage processing of
the vibration signal, e.g. high-pass or band-pass filtering,
demodulation, low-pass filteringof the demodulated signal and
finally processing to extract the desired characteristic
features.
Although often the visual inspection of the frequency-domain
features of the vibration
signals is adequate to identify the faults, there is a need for
a reliable, fast and automated
08883270/03/+$30.00/0 # 2003 Elsevier Science Ltd. All rights
reserved.
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
2/12
procedure of diagnostics. Artificial neural networks (ANNs) have
potential applications in
automated detection and diagnosis of machine conditions [16],
machining operations
[10, 11],industrial processes[12]and machine tool coolant system
[13].Many of the ANNs
for machine condition monitoring used the preprocessed
frequency-domain features of the
measured vibration signals. In [4], a two-stage ANN based on
vibration spectra was
proposed for diagnosis of rolling element bearings. Wavelet
transforms were proposed aspreprocessor in conjunction with ANNs in
[5]. Model-based procedures using time-
domain signals were proposed in [3, 14].
In[1, 2],the time-domain vibration signals in two orthogonal
directions representing the
orbit plot of the shaft centre were used to obtain the
probability densities of vibration
magnitude, its time derivative and time integral. Higher-order
moments of these
distributions were computed and used as inputs to the
multi-layer ANNs for detection
of mass unbalance and rotor rub in a rotating machine. Although
the success rate of both
training and test was reasonably high (98100%), the procedure
needed a relatively large
number of training epochs (30005000).
In the present work, a procedure is presented for bearing fault
diagnostics using time-domain features and ANN with fast training
capability. The vibration signals obtained
from a group of sensors are subjected to direct and simple
processing for extraction of
features that are subsequently used as inputs to the ANNs for
diagnosing bearing
condition of a rotating machine. In the present approach, sets
of normalised features are
used so that even if the signals change in magnitude due to the
change in speed or quality
of sensor mounting, the diagnostic results are unaffected as
long as the signal patterns
remain unchanged. The features are obtained from the segments of
the measured vibration
signals instead of single values like crest factor, kurtosis and
peaks for the undivided
signals [79]. The effects of different sensor locations, simple
preprocessing like high- or
band-pass filtering, envelope detection (demodulation) and
somewhat complex signalprocessing like wavelet transform are
studied. The training speed of ANN, requiring
epochs less than 50, is enhanced using the relevant features of
the signals characterising the
bearing conditions. The procedure is illustrated using the
vibration data of a submersible
pump with normal and defective bearing[15].
2. VIBRATION DATA
Reference [15] presented the measurements from two ring and one
triaxial accelero-
meter on a one-channel impeller submersible pump driven by an
electrical motor.
The impeller shaft was mounted in pump casing using a single
ball bearing on theupper end and a double bearing on the lower end
near the impeller, refer to [15] for
details. The first accelerometer was placed on top of the pump
casing to measure
axial vibration. The other ring accelerometer was placed near
the single bearing for
measuring radial vibration. The triaxial accelerometer was
placed near the double
bearing to measure vibration in three orthogonal directions.
Separate measurements
were obtained for normal and defective bearing at the upper end
with outer race
defect. The location of sensors and the direction of
acceleration measurement were as
follows: sensor 1 (top of casing}axial), 2 (upper
bearing}radial), 3 (lower bearing}
transverse), 4 (lower bearing}radial) and 5 (lower
bearing}axial). These were connected
to channels (15) of a digitiser. The samples were taken at 51.2
kSa/s for each of the fivechannels for a rotational speed of 1125
rpm (18.75 Hz). The number of samples collected
for each channel was 20 480 for a time of 0.40 s or 7.5 cycles.
In the present work, these
time-domain data have been preprocessed to extract the features
for using as inputs to the
ANN.
B. SAMANTA AND K. R. AL-BALUSHI318
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
3/12
3. FEATURE SELECTION
One set of experimental data each with normal and failed bearing
was presented in[15].
For each set, five vibration signals consisting of 20 480
samples (yi) were obtained using
accelerometers to monitor the machine condition. In the present
work, these signals, after
removing the d.c. offset, have been divided into 20 bins of 1024
(n) non-overlapping
samples each. Each of these bins has been processed using MATLAB
[16]to extract thefollowing five features: root mean square (rms),
variance (s2), skewness (normalised third
central moment, g3), kurtosis (normalised fourth central moment,
g4) and normalised sixth
central moment (g6) as follows:
%yyi yi m, the mean is estimated as: m Efyig,
rms
ffiffiffiffiffiffiffiffiffiffiffiPyy2i
n
s
s2
Ef yy2
ig;
g3
Ef yy3ig
s3 ;
g4
Ef yy4ig
s4 ;
g6
Ef yy6ig
s6
where Erepresents the expected value of the function.
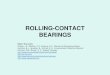
Figure 1shows the plots of features extracted from the vibration
signals of five channels,
where each row represents the features for one signal. Of these
25 plots, all are normalised
in the range of 0.01.0, except the third column (skewness)
normalised in the range of1
1. For normalisation, each feature was divided by the
corresponding maximum value. The
plot of variance (second column) shows better separation between
the normal and the
defective cases than the plot of rms (first column), especially
when the corresponding
0 10 200
0.5
1
Signal1
0 10 20 0 10 201
0
1
0 10 20
0.5
1
0 10 20
0 10 20 0 10 20 0 10 201
0
1
0 10 20 0 10 20
0 10 20 0 10 20 0 10 201
0
1
0 10 20 0 10 200
0.5
1
0 10 20 0 10 20 0 10 201
0
1
0 10 20 0 10 200
0.5
1
0 10 20Feature 1
0 10 20Feature 2
0 10 201
0
1
Feature 30 10 20
Feature 40 10 20
Feature 5
0
0.5
1
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
0.5
1
0
Signal2
Signal3
Signal4
Signal5
0
Figure 1. Time-domain features of acquired vibration signals:},
normal; ....., defective.
ANN-BASED BEARING FAULT DIAGNOSTICS 319
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
4/12
signal rms values are not very close, since for a zero-mean
signal the variance is the square
of its rms value. This justifies the use of both rms and
variance in the diagnosis process.
The features show some difference between the cases with normal
or faulty bearing,
especially for signals 24, thus making features extracted from
these signals suitable for
fault diagnosis. The variations of features of different signals
with or without the bearing
fault were used for training the ANN and diagnosing the bearing
condition. Thecontribution of the features and the signals in the
diagnosis of machine condition is
discussed in the following sections.
4. TRAINING OF ARTIFICIAL NEURAL NETWORK
The neural network consists of the input layer, two hidden
layers and the output layer,
Fig 2.The input layer has nodes representing the normalised
features extracted from the
measured vibration signals. The number of neurons in the first
hidden layer was varied
from 10 to 30 and the second one, from 5 to 10. The number of
output nodes was varied
between 1 and 2. The target values of two output nodes can have
only binary levelsrepresenting normal and failed bearing. The
inputs were normalised in the range of 0.0 and
1.0 except for skewness for which the range was 1.01.0. The ANN
was trained and
implemented using the MATLAB neural network toolbox using
backpropagation with
LevenbergMarquardt algorithm[16].For training, a target mean
square error (MSE) of
1010, a minimum gradient of 1010 and maximum iteration number
(epoch) of 5000 were
used. The training process would stop if any of these conditions
were met. The initial
weights and biases of the network were generated automatically
by the program.
5. DIAGNOSIS OF BEARING CONDITION
The vibration data representing 15 signals each with 20 480
samples were preprocessed
to obtain 20100 sets of five normalised input features each for
normal and failed bearing.
Of these total 40200 sets first 24120 sets consisting of 1260
each for normal and failed
bearing were used to train the network. The remaining 1680 sets
of input features were
used for testing. The structure of the ANN giving best results
was 5:16:10:2 where the
figures represent the numbers of nodes in the input, the first
hidden, the second hidden and
the output layers, respectively. In the training stage, the
target value of the first output
node for the normal bearing condition was set 1 and that for the
failed bearing was set 0,
similar toFig. 3(a).Similarly, the target value for the second
output node for the normalbearing was set 0 and that for the failed
bearing was 1, similar toFig. 3(b).
Figure 2. Artificial neural network.
B. SAMANTA AND K. R. AL-BALUSHI320
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
5/12
5.1. EFFECTS OF INPUT SIGNALS
Table 1shows the results of training and testing the diagnostic
capability of the ANN
for different input signals 15, both individually and groups.
All five features were used for
studying the roles of the input signals. Though each of the
individual input signals gave
rise to 100% training success, the test success varied from
93.75% (signals 2, 4) to 62.50%
0 20 40 60 80 100 120
0.2
0
0.2
0.4
0.6
0.8
1.0
1.2
Sequence no: 1_72 training data 73_120 test
Targets/netoutputs
0 20 40 60 80 100 120
0.2
0
0.2
0.4
0.6
0.8
1
1.2
Sequence no: 1_72 training data 73_120 test data
Targets/netoutputs
Figure 3. Targets and actual values of output nodes: (a) node 1,
(b) node 2: . . .. . .. . ., targets; }, outputs.
ANN-BASED BEARING FAULT DIAGNOSTICS 321
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
6/12
(signal 1). The signals with most significant contributions in
identification of the bearing
condition were found to be 2, 4 and 3 with test success of 15/16
(93.75%), 15/16 (93.75%)
and 13/16 (81.25%), respectively. These signals correspond to
the radial vibration near the
failed bearing (signal 2), radial vibration at the double
bearing (signal 4) and the transverse
vibration at the double bearing (signal 3) which were influenced
by the bearing fault. The
relatively low test success of signals 1 and 5 are due to the
fact that the outer race damage
of the ball bearing would not have significant effect on the
axial vibration of the pump at
these locations. The groups of signals, 2, 3 (case 6), and 24
(case 7) lead to 100% success
in both training and test making these suitable for diagnostics.
This also shows the
importance of using more than one signal in the diagnostic
process. However, whensignals 1 and 5 were used along with signals
24 (cases 8 and 9), the training was
terminated after some iterations (epochs), due to the minimum
gradient criterion of the
algorithm[16]. Both training and test success were low
confirming the earlier observations.
5.2. EFFECTS OF SIGNAL FEATURES
Table 2shows the relative importance of signal features in the
identification of machine
condition. For all the cases, three input signals (2,3,4) were
used with training success of
100%. The use of four signal features, namely, variance (s2),
skewness (g3), kurtosis (g4)
and normalised sixth central moment (g6) gave 100% success in
both training (72/72) andtest (48/48), case 1. In cases 24, only
three features were used and test success was 47/48
(97.92%). In these, sixth moment, g6, was common. However, when
g6 was omitted from
the input list (case 5), the test success dropped from 100 to
85.42% and the training was
completed after 177 epoch. The use of rms did not affect the
results for the signals (24)
without filtration. However, for all subsequent analysis rms was
included in the list of
features because of its positive effect on the ANN-based
diagnostic process. The use of
central moments of order more than six did not have any
significant effect on the diagnosis
results.
Figures 3(a)and(b)show the actual values of the output nodes 1
and 2, respectively, for
both training and test sets with three input signals (24) and
five input features. The actualoutputs of the nodes match quite
closely with the corresponding target values.
The procedure was repeated halving the bin size from 1024 to 512
data points and using
three input signals (24) with five input features. The training
success was 100% but the
test success dropped to 93/96 (96.88%).
Table 1
Effects of input signals on identification of machine condition
with five features (rms, s2, g3,
g4, g6)
Case no. Input signals Training success Test success Epochs
1 1 24/24 (100%) 10/16 (62.5%) 262 2 24/24 (100%) 15/16 (93.75%)
203 3 24/24 (100%) 13/16 (81.25%) 164 4 24/24 (100%) 15/16 (93.75%)
195 5 24/24 (100%) 12/16 (75.00%) 176 2,3 48/48 (100%) 32/32 (100%)
187 2,3,4 72/72 (100%) 48/48(100%) 178 1,2,3,4 95/96 (98.96%) 55/64
(85.94%) 51y
9 1,2,3,4,5 119/120 (99.17%) 61/80 (76.25%) 63y
yThe training process was terminated due to the minimum gradient
(1010) criterion[16].
B. SAMANTA AND K. R. AL-BALUSHI322
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
7/12
5.3. EFFECTS OF HIGH-FREQUENCY SIGNAL FEATURES
The effectiveness of the proposed features, in presence of
interference signals, is
discussed in this section. The acquired vibration signals were
preprocessed to obtain the
high-frequency components dominated by the bearing fault, prior
to extraction of thecharacteristic features. Three schemes were
studied for comparison: simple preprocessing
techniques like (i) high-pass or band-pass filtration, (ii)
envelope detection or
demodulation of the band-pass filtered signal and (iii) a more
elaborate signal processing
technique like wavelet transform.
5.3.1. High- and band-pass filtration
The examination of acquired vibration signals indicated the
presence of low-frequency
interference. The signals were subjected to either high-pass or
band-pass filtration to
remove the low-frequency interference components. Three
band-pass (BP1BP3) and one
high-pass (HP) filters were studied. The band-pass frequencies
(in kHz) of the BP1BP3were chosen as: BP1 (4.620.0), BP2 (4.610.0),
and BP3 (2.010.0). The cut-off frequency
of the HP filter was chosen as 4.6 kHz. These frequencies were
selected to cover the signal
components containing the majority of the rolling element
bearing energy[17].One of the
signals (4), with normal bearings, before and after filtration
(using BP1) is shown in
Fig. 4(a)and(b)and the corresponding signal, with defective
bearing, is shown inFig. 4(d)
and(e). The effects of filtration on the remaining signals were
similar.
Time-domain features (rms, s2, g3, g4 and g6) were obtained from
each of these filtered
high-frequency signals and used in the ANN-based diagnostic
procedure. Figure 5shows
the features extracted from the band-pass (BP1) filtered
signals.Table 3shows the results
for different input signals and filters. The training success
was 100% in all cases. The testsuccess varied from 100% (case 2) to
93.75% (case 1). The results of individual signals
were similar to that ofTable 1. The use of high-pass or
band-pass filtration improved
the training and test success, especially for signals 14 and 15
in comparison with that
of signals without any preprocessing,Table 1. The features
extracted from filtered signals
24, 14, 15 gave very good results (95.83100%) indicating the
influence of the bearing
defect on the signal components in the selected frequency range.
The results show
applicability of the proposed features for the signal components
in the selected frequency
band, eliminating the effects of interfering signals outside
this range.
5.3.2. Wavelet transformThe acquired vibration signals were
processed through discrete wavelet transform
(DWT) using Daubechies wavelet of order 4 (Db4) at level 6 to
obtain the coefficients
corresponding to approximate (A6) and details (D1D6) [16]. The
low-frequency
approximate (A6) and high-frequency detail signals (D1D6) were
reconstructed from
Table 2
Effects of signal features on identification of machine
condition with three input signals
(2,3,4)
Case no. Input features Test success Epochs
1 s2, g3, g4, g6 48/48 (100%) 282 g3, g4, g6 47/48 (97.92%) 183
s2, g4, g6 47/48 (97.92%) 164 s2, g3, g6 47/48 (97.92%) 145 s2, g3,
g4 41/48 (85.42%) 177
ANN-BASED BEARING FAULT DIAGNOSTICS 323
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
8/12
Figure 4. Time-domain vibration signal 4: (a) acquired (normal),
(b) band-pass filtered (normal), (c) wavelettransformed D2
(normal), (d) acquired (defective), (e) band-pass filtered
(defective), (f) wavelet transformed D2(normal).
0 10 200
0.5
1
Signal1
0 10 200
0.5
1
0 10 201
0
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 201
0
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 201
0
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 201
0
1
0 10 200
0.5
1
0 10 200
0.5
1
0 10 20
Feature 1
0 10 200
0.5
1
Signal2
0 10 200
0.5
1
Signal3
0 10 200
0.5
1
Signal4
0
0.5
1
Signal5
0 10 20
Feature 2
0
0.5
1
0 10 20
Feature 3
0
0.5
1
0 10 20
Feature 4
0
0.5
1
0 10 20
Feature 5
0
0.5
1
Figure 5. Time-domain features of band-pass (BP1) filtered
vibration signal 4: }, normal; ....., defective.
B. SAMANTA AND K. R. AL-BALUSHI324
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
9/12
these coefficients. Frequency ranges for the details were in the
descending order, i.e. D1
had highest frequency content (1225.6 kHz), and D6 had lowest
frequency content
(0.31.2 kHz).Figure 4(c)and(f)shows the time-domain signal of
the re-synthesised detail
D2 (in the frequency range of 4.610.0 kHz) for signal 4 with
normal and defective
bearing, respectively. Time-domain features, similar to that
ofFig. 1,were obtained from
each of these reconstructed high-frequency signals and used in
the ANN-based diagnostic
procedure. Table 4 shows the results for different input signals
and high-frequencycomponents. The training success was 100% in all
cases. The test success varied from
100% (case 2) to 83.33% (case 8). The features extracted from
high frequency signals D2
and D3 gave very good results (97.92100%) indicating the
influence of the bearing defect
on the signal components in this frequency band (2.010.0 kHz).
The performance of
components (D1, D5 and D6) outside this frequency range was not
satisfactory which may
be attributed to the lack of influence of bearing defect on
these signal components. The
results show applicability of the proposed features for the
signal components in the
selected frequency band obtained using DWT. However, the
application of DWT did not
offer any substantial advantage over that of simple high-pass or
band-pass filtration in
bearing condition diagnostics.
5.3.3. Demodulation
The effects of interfering signals within the selected frequency
band can be minimised
by enveloping or demodulation [8, 9, 17, 18], if necessary.
Demodulation or envelope
Table 3
Effects of filtered signals on identification of machine
condition with five input features (rms,
s2, g3, g4, g6)
Case no. Input signals Filtery Training success Test success
Epochs
1 2, 3 BP1 48/48 (100%) 30/32 (93.75%) 192 2, 3, 4 BP1 72/72
(100%) 48/48 (100%) 193 1, 2, 3, 4 BP1 96/96 (100%) 63/64 (98.44%)
174 1, 2, 3, 4, 5 BP1 120/120 (100%) 77/80 (96.25%) 265 2, 3, 4 BP2
72/72 (100%) 46/48 (95.83%) 206 2 , 3, 4 BP3 72/72 (100%) 47/48
(97.92%) 347 2 , 3, 4 HP 72/72 (100%) 46/48 (95.83%) 128 1, 2, 3,
4, 5 HP 120/120 (100%) 78/80 (97.50%) 21
yFrequencies (kHz): BP1 (4.620.0); BP2 (4.610.0); BP3 (2.010.0);
HP (4.6).
Table 4
Effects of wavelet transformed signals on identification of
machine condition with five inputfeatures (rms, s2, g3, g4, g6)
Case no. Input signals Details Training success Test success
Epochs
1 2, 3, 4 D1 72/72 (100%) 42/48 (87.50%) 202 2, 3, 4 D2 72/72
(100%) 48/48 (100%) 263 2, 3 D2 48/48 (100%) 31/32 (96.88%) 184 1,
2, 3, 4 D2 96/96 (100%) 63/64 (98.44%) 225 1, 2, 3, 4, 5 D2 120/120
(100%) 77/80 (96.25%) 156 2 , 3, 4 D3 72/72 (100%) 47/48 (97.92%)
147 2 , 3, 4 D4 72/72 (100%) 45/48 (93.75%) 18
8 2, 3, 4 D5 72/72 (100%) 40/48 (83.33%) 279 2, 3, 4 D6 72/72
(100%) 41/48 (85.42%) 34
ANN-BASED BEARING FAULT DIAGNOSTICS 325
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
10/12
detection makes the diagnostic process a little more independent
of a particular machinesince it focuses on the low-amplitude
high-frequency broadband signals characterising the
bearing condition. Another property of a demodulated signal is
that it signifies local fault
as it gets easily attenuated and does not travel well through
the machine structure because
of its high frequency. It is important to locate the
accelerometers as close as feasible to
the bearing under test to keep the measurement path as short as
possible. However,
the dependence of diagnostic results on measurement point is not
significant due to the
normalisation process used for feature extraction in the present
study, as long as the
measured vibration signals are influenced by the bearing
condition. In the present study,
the envelope of each band-pass (BP1) filtered signal was
obtained as the amplitude of a
complex signal consisting of the real signal and the
corresponding Hilbert transform as theimaginary part[16, 18]. An
analog rectification and smoothing before sampling could be
considered as an alternative option. However, the demodulation
using digital processing is
preferred because of its greater flexibility compared to its
analog form. The features
extracted from the envelopes, similar to that ofFig. 1,were used
as inputs to the ANN and
the results obtained are shown in Table 5. The training success
for each was 100%.
The results are almost similar to that of original signals
(Table 1), especially for cases 24,
6 and 7 with some improvements in cases 1 and 5. The major
improvement in cases 8 and 9
may be attributed to the better separation of the signal
envelope features with and without
fault, especially for the combination of signals, compared to
that of the original (Table 1)
and filtered signals(Table 3). However, the results for signals
24 are the same (trainingand test success of 100%) with or without
any preprocessing. This may be attributed to the
simple processing of signal segments for extraction of features
that work well even in the
presence of interfering signals.
6. CONCLUSIONS
An ANN-based procedure is presented for fault diagnosis of
rolling element bearings
using features extracted directly from time-domain vibration
signal segments through
simple processing. The ANN consists of 45 input nodes, two
hidden layers with 16 and 10neurons and two output neurons. The
effects of different input signals and features on the
success rate of training and test were studied. The most
significant group of vibration
signals and the characteristic features were identified. The
accelerometers should be so
placed that the bearing defects have effective contribution to
the accelerometer outputs.
Table 5
Effects of signal envelopes on identification of machine
condition with five features (rms, s2,
g3, g4, g6)
Case no. Input signals Training success Test success Epochs
1 1 24/24 (100%) 13/16 (81.25%) 282 2 24/24 (100%) 14/16
(87.50%) 173 3 24/24 (100%) 12/16 (75.00%) 334 4 24/24 (100%) 15/16
(93.75%) 245 5 24/24 (100%) 15/16 (93.75%) 196 2,3 48/48 (100%)
32/32 (100%) 127 2,3,4 72/72 (100%) 48/48(100%) 228 1,2,3,4 96/96
(100%) 63/64 (98.44%) 239 1,2,3,4,5 120/120 (100%) 79/80 (98.75%)
32
B. SAMANTA AND K. R. AL-BALUSHI326
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
11/12
The effects of simple preprocessing prior to feature extraction,
like high-pass or band-pass
filtration of the vibration signals, with and without
demodulation, were studied. The use of
more elaborate signal processing technique like wavelet
transform did not improve the
results significantly. The success rate for training was almost
100% and that of test was
quite high 98100%. The training was quite fast requiring
significantly small number of
epochs (less than 50). This substantial reduction in training
epochs is due to preprocessingof the vibration data and using the
substantially small number of extracted features
as inputs to the ANN. The features are effective in ANN-based
diagnosis of bearing
failures using both original signals and the high-frequency
components of the signals. The
present approach also shows the importance of using multiple
signals in the diagnostic
process.
However, the present procedure is used to classify the status of
the machine in the form
of normal or faulty bearings. There is a scope for its extension
to identify fault types, fault
combinations, and severity levels. The ANN-based approach has
its inherent short-
comings that the ANN needs to be trained for each machine
condition: normal and
defective with different fault types and severity levels. The
data acquisition and ANNtraining may be done at both installation
stage and regular operation of the machine.
Another limitation of the ANN-based approach is that the
numerical values and the ANN
structure would not probably be optimal for another machine.
This may necessitate
further ANN training and may be included in the machine test and
condition monitoring
program[13]. Since the ANN training is quite fast requiring
substantially small number of
iterations, at least for the cases considered, training and test
may be done on-line. These
issues are subjects of further study.
ACKNOWLEDGEMENTS
The dataset was acquired in the Delft Machine diagnostics by
neural network project
with help from Landustrie B.V., The Netherlands and can be
downloaded freely at the
following
web-address:http://www.ph.tn.tudelft.nl/ypma/mechanical.html. The
authors
thank Dr. Alexander Ypma of TU Delft for making the dataset
available and providing
useful clarifications. The authors would also like to thank the
reviewers for their
comments and suggestions that helped in revising the paper to
its present form.
REFERENCES
1. A. C. McCormick and A. K. Nandi 1997 Proceedings of
Institution of Mechanical Engineers,Part C 211, 439450.
Classification of the rotating machine condition using artificial
neuralnetworks.
2. A. C. McCormick and A. K. Nandi 1997IEEE Transactions on
Neural Networks, 8, 748756.Real-time classification of the rotating
shaft loading conditions using artificial neural networks.
3. A. C. McCormick, A. K. Nandi and L. B. Jack 1998Proceedings
of Institution of MechanicalEngineers, Part C212, 417428.
Application of periodic time-varying autoregressive models tothe
detection of bearing faults.
4. I. E. Alguindigue, A. Loskiewicz-Buczak and R. E. Uhrig 1993
IEEE Transactions onIndustrial Electronics, 40, 209216. Monitoring
and diagnosis of rolling element bearings using
artificial neural networks.5. B. A. Paya, I. L. Esat and M. N.
M. Badi 1997Mechanical Systems and Signal Processing 11,
751765. Artificial neural network based fault diagnostics of
rotating machinery using wavelettransforms as a preprocessor.
6. M. Chow, P. M. Mangum and S. O. Yee 1991IEEE Transactions on
Industrial Electronics, 38,448453. A neural network approach to
real-time condition monitoring of induction motors.
ANN-BASED BEARING FAULT DIAGNOSTICS 327
http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-
-
5/24/2018 Artificial Neural Network Based Fault Diagnostics of
Rolling Element Bearings Using TIME-DOMAIN FEATURES
12/12
7. J. Shiroishi, Y. Li, S. Liang, T. Kurfess and S. Danyluk 1997
Mechanical Systems andSignal Processing 11, 693705. Bearing
condition diagnostics via vibration and acousticsemission
measurements.
8. A. Barkov, N. Barkova and J. Mitchell 1995 Sound and
Vibration 28, 1017 and 2731.Condition assessment and life
prediction of rolling element bearings.
9. A. Azovtsev, A. Barkov and D. Carter 1996 Proceedings of the
20th Annual Meeting of the
Vibration Institute, 2730. Improving accuracy of rolling element
bearing condition assessment.10. T. I. Liu and K. S. Anantharaman
1994 Transactions ASME, Journal of Engineering for
Industry, 116, 392397. Intelligent classification and
measurement of drill wear.11. T. I. Liu, W. Y . Chen and K. S.
Anantharaman 1998 Mechanical Systems and Signal
Processing 12, 863873. Intelligent detection of drill wear.12.
Y. Mak i and K. A. A. Loparo 1997 IEEE Transactions on Control
Systems Technology, 5,
529541. A neural network approach to fault detection and
diagnosis in industrial processes.13. K. F. Martinand M. H. Marzi
1999Proceedings of Institution of Mechanical Engineers,Part I
213, 229241. Diagnostics of a coolant system via neural
networks.14. D. C. Baillie and J. Mathew 1994 Proceedings of
International Conference on Condition
Monitoring,University of Wales, Swansea, March 2125, 241252.
Nonlinear model-based faultdiagnosis of bearings.
15. R. Ligteringen, R . P . W . Dui n, E . E . E . Frietman and
A. Ypma 1997 Asci97Setup/paper 970120 2. Machine diagnostics by
neural networks, experimental setup.
16. Mathworks Inc. 1995 MATLAB Reference Guide. MA, U.S.A.17. D.
L. Carter1995United States Patent No. 5477730. Rolling element
bearing condition testing
method and apparatus.18. D. Ho and R. B. Randall 2000 Mechanical
Systems and Signal Processing 14, 763788.
Optimisation of bearing diagnostic techniques using simulated
and actual bearing fault signals.
B. SAMANTA AND K. R. AL-BALUSHI328