Embed Size (px)
Citation preview

El aluminio es un excelente conductor de calor, por lo que es necesario la utilización de un disipador, con el fin de evitar que se deforme el aluminio, o bien que el área de trabajo se convierta en un área caliente que nos impida trabajar cómodamente. Los mejores materiales para utilizar como disipador son el bronce o aluminio.
Precalentar el aluminio.
Comenzar con el precalentamiento del aluminio hará que tengamos un trabajo de soldadura más robusto y prolijo. Precalentar el aluminio colocándolo en un horno con un termómetro o bien utilizando un soplete de propano para calentar la superficie. Es ideal calentar el metal a unos 150-200°C. Esto hará que el proceso de soldadura sea más sencillo.
Se debe asegurar que las piezas estén alineadas y al ras cuando se comienza a soldar. El aluminio tiende a dejar espacios entre las piezas que estas soldando. Puedes rellenar estos espacios o bien prestar mucha atención en las aéreas a soldar que no parecieran encajar perfectamente. Debes asegurarte que el aluminio se deslice lo más estrechamente posible cuando sueldas las piezas.
Nos han preguntado como elegir el ángulo de afilado del tungsteno para la soldadura TIG.
Para demostrar gráficamente como la selección del ángulo afectará el tamaño del charco de soldadura y la cantidad de penetración, el siguiente dibujo, demuestra las representaciones típicas de la forma del arco y del perfil resultante de la soldadura para diversos ángulos.
El perfil de la zona de fusión depende de: - Tipo de afilado- Distancia del arco- Material al soldar- Gas utilizado

La soldadura TIG por impulsos (Arco pulsado) consiste en variar periódicamente la intensidad de la corriente entre un valor A y un valor B.Esta modulación de corriente permite una regulación del ciclo térmico. En particular, es posible proceder solamente a la fusión de una pequeña parte del metal de base durante los tiempos de paso de corriente de pico A, con solidificación de base B. De esta manera, la cantidad de metal fundido es mas pequeña, y el baño de fusión menos importante, lo que facilita su mantenimiento en particular de la soldadura en posición.Con una onda de corriente pulsada a baja frecuencia, se obtiene de esta manera un cordón de soldadura formado por un seguido de puntos de soldadura solapados entre si.
Las máquinas EWM, tienen la opción de regular el tiempo que deseamos entre la corriente A y la corriente B.
Nos han preguntado acerca de los rangos de operación en el proceso MIG; es por ello que ponemos a su disposición esta tabla, estos parámetros son los sugeridos para el buen funcionamiento del proceso.
*pueden variar de acuerdo a los factores del lugar y algunos materiales.

En el año 1900 se otorgó una patente relacionada con un sistema de electrodo rodeado por un gas inerte. Las experiencias con este tipo de soldadura continuaron durante las décadas de 1920 y 1930. Sin embargo, hasta 1940 no se produjo una gran evolución del proceso TIG o GTAW.
Hasta antes que la Segunda Guerra Mundial comenzara, no se había realizado mucha experimentación porque los gases inertes eran demasiado costosos. Ya una vez iniciada la Guerra, la industria aeronáutica necesitaba un método más sencillo y rápido para realizar la soldadura del aluminio y del magnesio, metales estos empleados en la fabricación de aviones.
Por los incrementos en producción logrados con este sistema de soldadura, se justificó el incremento en costo por el empleo de este gas. Aunque la producción de este gas es ahora más económica y rápida, aún hoy representa un gasto adicional a considerar, pero ampliamente justificado por los resultados obtenidos.
El sistema MIG, fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento con un arco entre un electrodo de metal de aporte continuo y la pieza, donde la protección del arco se obtiene de un gas suministrado en forma externa, el cual protege el metal líquido de la contaminación atmosférica y ayuda a estabilizar el arco.
AplicacionesEl proceso (MIG) tiene un rango de aplicaciones muy amplio por las ventajas indicadas; en soldaduras de todo tipo de acero, aluminio, cobre, aceros inoxidables, etc. Por ejemplo en soldaduras de acero se le emplea en la fabricación de estructuras, vigas, carrocerías, tuberías, etc

El torio es un elemento radiactivo natural que se encuentra presente en pequeñas cantidades en rocas, suelo, agua, plantas y animales, y en concentraciones más elevadas, en explotaciones mineras subterráneas. En la naturaleza se halla en forma de torio-232 que tiene una vida media de 14 billones de años; sus isótopos sufren espontáneamente un proceso de desintegración emitiendo radiaciones ionizantes.
Industrialmente tiene diversas aplicaciones: se utiliza para fabricar cerámicas, cubiertas para linternas de gas, en la industria aeroespacial, como combustible para generar energía nuclear y en la fabricación de electrodos de tungsteno toriado utilizados en la soldadura TIG (soldadura de arco con electrodo de tungsteno y con protección de gas inerte). En estos electrodos, el torio es utilizado en forma de óxido y su contenido en dicha forma suele variar entre el 1% y el 4% en peso y se utilizan para soldar aluminio y aceros inoxidables, así como para el corte al plasma. Para alcanzar la máxima estabilidad del arco y conseguir una buena calidad en la soldadura, la punta del electrodo debe afilarse con el fin de conseguir una punta cónica antes de su utilización. Es importante destacar que la idoneidad de los electrodos de torio para la creación del arco de gas no se basa en la naturaleza radiactiva del torio ni en las radiaciones ionizantes emitidas por el mismo, sino en su naturaleza refractaria, ya que no funden y su consumo es mínimo, aunque, debilitados por el bombardeo electrónico del arco, deben ser periódicamente afilados para mantener la forma cónica, evitándose así la contaminación del electrodo por el metal en fusión.

En soldadura de acero inoxidable la limpieza de las partes por soldar o revestir se debe hacer de manera que se elimine absolutamente todos los restos de impureza ajenos al material base. Esta observación es de suma importancia para evitar contaminación en el cordón en el momento de aplicar el metal de aporte.Usando corriente directa, conecte el porta electrodo al polo positivo (polaridad invertida), o bien corriente alterna; aplique cordones rectos (sin oscilación) usando un arco corto, utilice el menor amperaje posible dentro del rango recomendado, limpie la escoria entre pasos, mantenga una temperatura en la placa lo más baja posible; cepille con carda de alambre de acero inoxidable.
Medidas y Corriente sugeridaPulgadas - Amperes 3/32 x 12 - 50 – 75 1/8 x 14 - 70 – 1005/32 x 14 - 95 – 130
Cuando se va a soldar con el proceso TIG, empleando Corriente Alterna, se debe utilizar una unidad de Alta Frecuencia; la cual, puede estar incluida en el mismo equipo o como dispositivo externo.
La corriente de Alta Frecuencia, se emplea especialmente para soldar Aluminio y Magnesio, ya que permite que la corriente salte entre el electrodo y la pieza; perforando la película de oxido que se forma en la superficie de estos metales; abriendo una senda para que continúe la corriente de soldadura.
La superposición de ésta corriente de alto voltaje y alta frecuencia, no solo tiene como ventaja que el arco se forma sin que el electrodo toque el material, sino que también:
- el arco es mas estable- es posible mantener el arco por más tiempo- los electrodos tienen más duración- se evita la contaminación del electrodo con el metal base.

Microplasma:La soldadura por arco plasma es conocida técnicamente como PAW (Plasma Arc Welding), y utiliza los mismos principios que la soldadura TIG, por lo que puede considerarse como un desarrollo de este último proceso. Sin embargo, tanto la densidad energética como las temperaturas son en este proceso mucho más elevadas ya que el estado plasmático se alcanza cuando un gas es calentado a una temperatura suficiente para conseguir su ionización, separando así el elemento en iones y electrones. La mayor ventaja del proceso PAW es que su zona de impacto es dos o tres veces inferior en comparación a la soldadura TIG, por lo que se convierte en una técnica óptima para soldar metal de espesores pequeños.
Soldadura microplasma, maneja corrientes de soldadura desde 0.1 Amp. hasta 20 Amp.
El precalentamiento del acero que se va a soldar disminuye la velocidad de enfriamiento en el área de soldadura. Esto puede ser necesario para evitar fisuración del metal depositado o en la zona afectada por el calor. La necesidad de precalentar aumenta con el el espesor del acero, soldaduras con dilatación restringida, el contenido de carbono/aleación del acero y el hidrógeno difusible del metal depositado. El precalentamiento se aplica comúnmente con lanzas de gas combustible o calentadores de resistencia eléctrica.
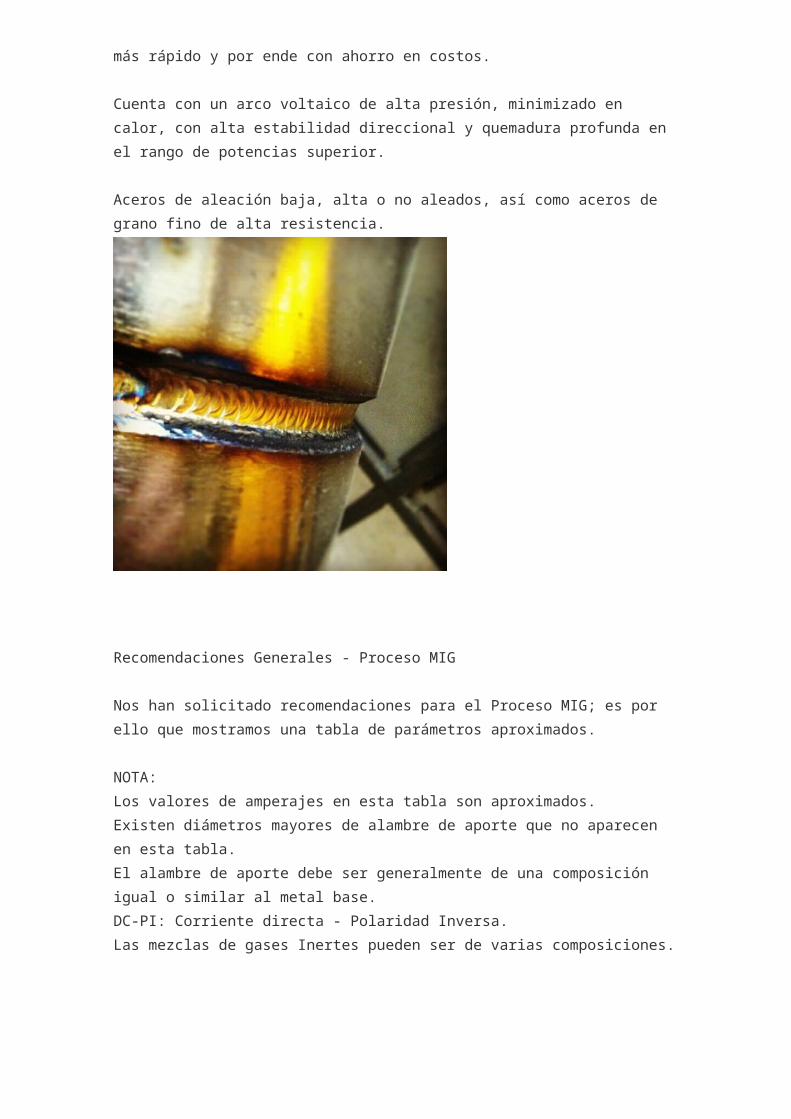
Que es forceArc ®?Este proceso de soldadura patentado por grupo EWM permite la unión de placas gruesas con poca soldadura, haciendo el proceso más rápido y por ende con ahorro en costos.
Cuenta con un arco voltaico de alta presión, minimizado en calor, con alta

estabilidad direccional y quemadura profunda en el rango de potencias superior.
Aceros de aleación baja, alta o no aleados, así como aceros de grano fino de alta resistencia.
Recomendaciones Generales - Proceso MIG
Nos han solicitado recomendaciones para el Proceso MIG; es por ello que mostramos una tabla de parámetros aproximados.
NOTA:Los valores de amperajes en esta tabla son aproximados.Existen diámetros mayores de alambre de aporte que no aparecen en esta tabla.El alambre de aporte debe ser generalmente de una composición igual o similar al metal base.DC-PI: Corriente directa - Polaridad Inversa.Las mezclas de gases Inertes pueden ser de varias composiciones.
Soldar Acero inoxidable con TIG, como un profesional!
El acero inoxidable es una aleación de acero que contiene cromo que da el brillo característico al metal. Además, el acero inoxidable no se oxida ni se corroe tan fácilmente como el acero al carbono, otra característica que lo convierte en un metal popular para muchas aplicaciones de soldadura TIG de equipo industrial, procesamiento de alimentos, aeroespacial y automotriz.
El Inoxidable puede ser difícil de soldar, pero como con la mayoría de aplicaciones de soldadura TIG, se requiere de mucha práctica, atención a los detalles y procedimientos, y se logrará tener resultados en la soldadura como un profesional.
¿Como cuidar la pieza del calor?.La regla básica es que se necesita 1 amperio de corriente de soldadura para cada milésima de pulgada de espesor del material. Se requiere además tener en cuenta la velocidad de soldadura y mantener una excelente cobertura de gas de protección.
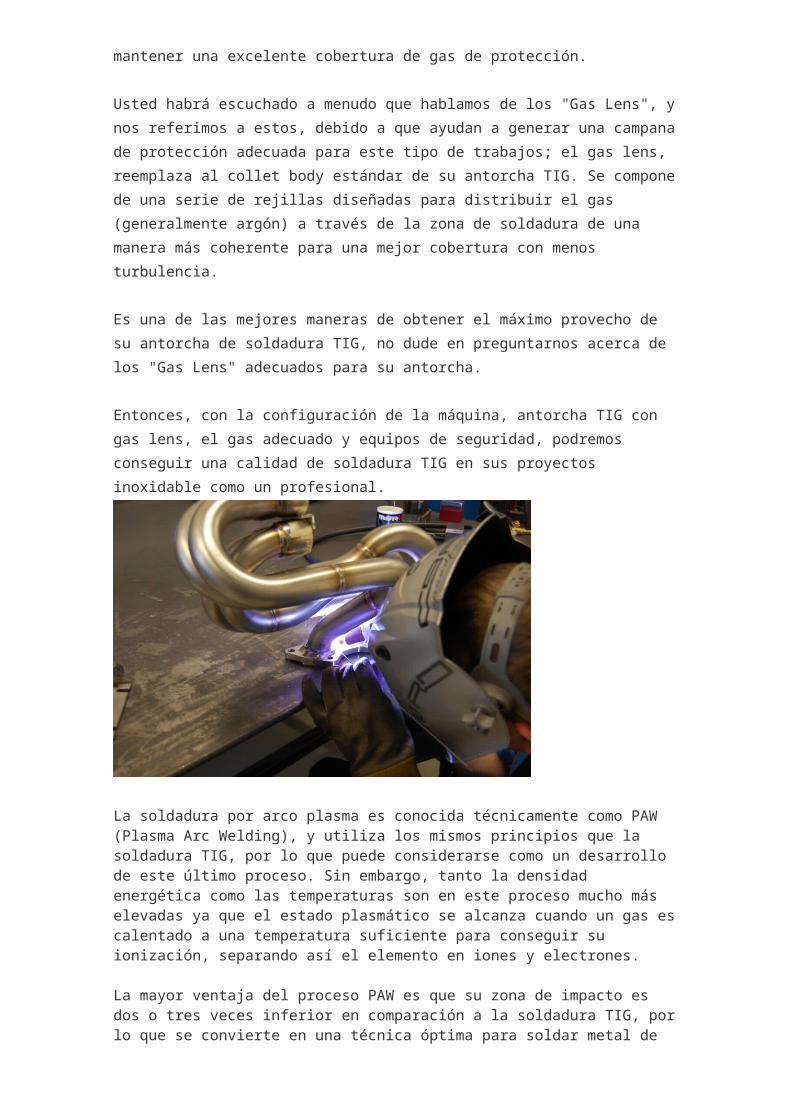
Usted habrá escuchado a menudo que hablamos de los "Gas Lens", y nos referimos a estos, debido a que ayudan a generar una campana de protección adecuada para este tipo de trabajos; el gas lens, reemplaza al

collet body estándar de su antorcha TIG. Se compone de una serie de rejillas diseñadas para distribuir el gas (generalmente argón) a través de la zona de soldadura de una manera más coherente para una mejor cobertura con menos turbulencia.
Es una de las mejores maneras de obtener el máximo provecho de su antorcha de soldadura TIG, no dude en preguntarnos acerca de los "Gas Lens" adecuados para su antorcha.
Entonces, con la configuración de la máquina, antorcha TIG con gas lens, el gas adecuado y equipos de seguridad, podremos conseguir una calidad de soldadura TIG en sus proyectos inoxidable como un profesional.
La soldadura por arco plasma es conocida técnicamente como PAW (Plasma Arc Welding), y utiliza los mismos principios que la soldadura TIG, por lo que puede considerarse como un desarrollo de este último proceso. Sin embargo, tanto la densidad energética como las temperaturas son en este proceso mucho más elevadas ya que el estado plasmático se alcanza cuando un gas es calentado a una temperatura suficiente para conseguir su ionización, separando así el elemento en iones y electrones.
La mayor ventaja del proceso PAW es que su zona de impacto es dos o tres veces inferior en comparación a la soldadura TIG, por lo que se convierte en una técnica óptima para soldar metal de espesores pequeños.
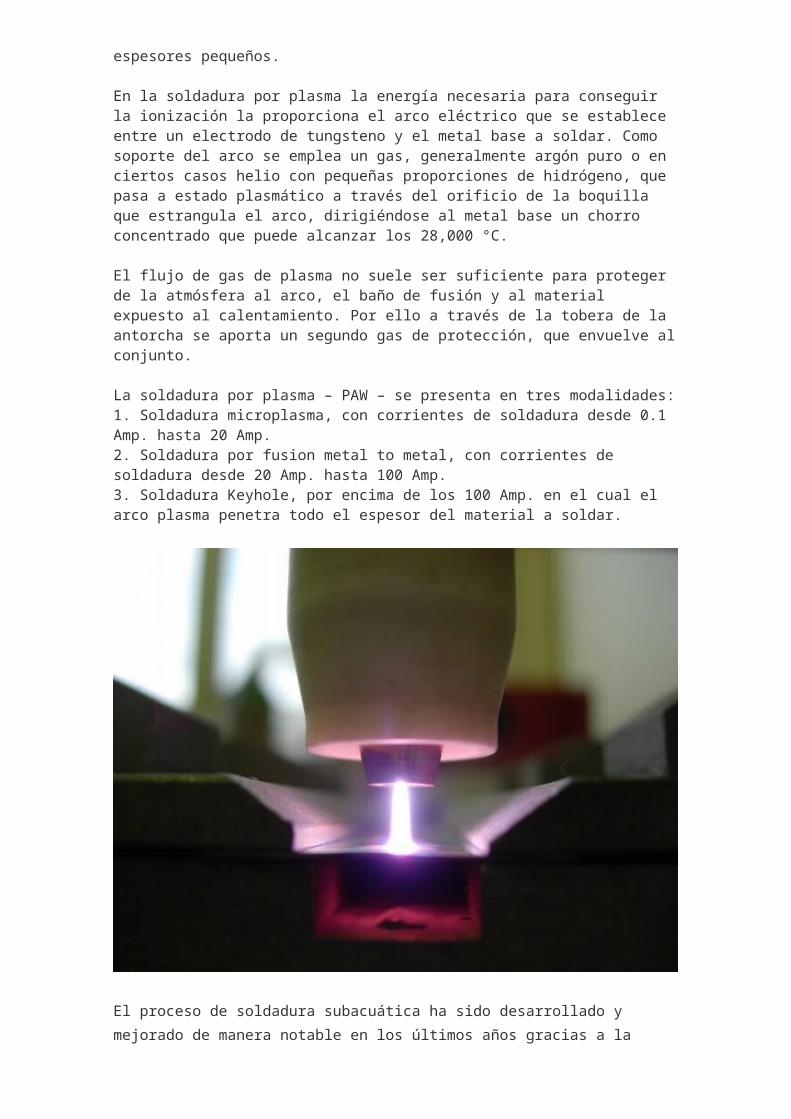
En la soldadura por plasma la energía necesaria para conseguir la ionización la proporciona el arco eléctrico que se establece entre un electrodo de tungsteno y el metal base a soldar. Como soporte del arco se emplea un gas, generalmente argón puro o en ciertos casos helio con pequeñas proporciones de hidrógeno, que pasa a estado plasmático a través del orificio de la boquilla que estrangula el arco, dirigiéndose al metal base un chorro concentrado que puede alcanzar los 28,000 °C.
El flujo de gas de plasma no suele ser suficiente para proteger de la atmósfera al arco, el baño de fusión y al material expuesto al calentamiento. Por ello a través de la tobera de la antorcha se aporta un segundo gas de protección, que envuelve al conjunto.
La soldadura por plasma – PAW – se presenta en tres modalidades:
1. Soldadura microplasma, con corrientes de soldadura desde 0.1 Amp. hasta 20 Amp.2. Soldadura por fusion metal to metal, con corrientes de soldadura desde 20 Amp. hasta 100 Amp.3. Soldadura Keyhole, por encima de los 100 Amp. en el cual el arco plasma penetra todo el espesor del material a soldar.
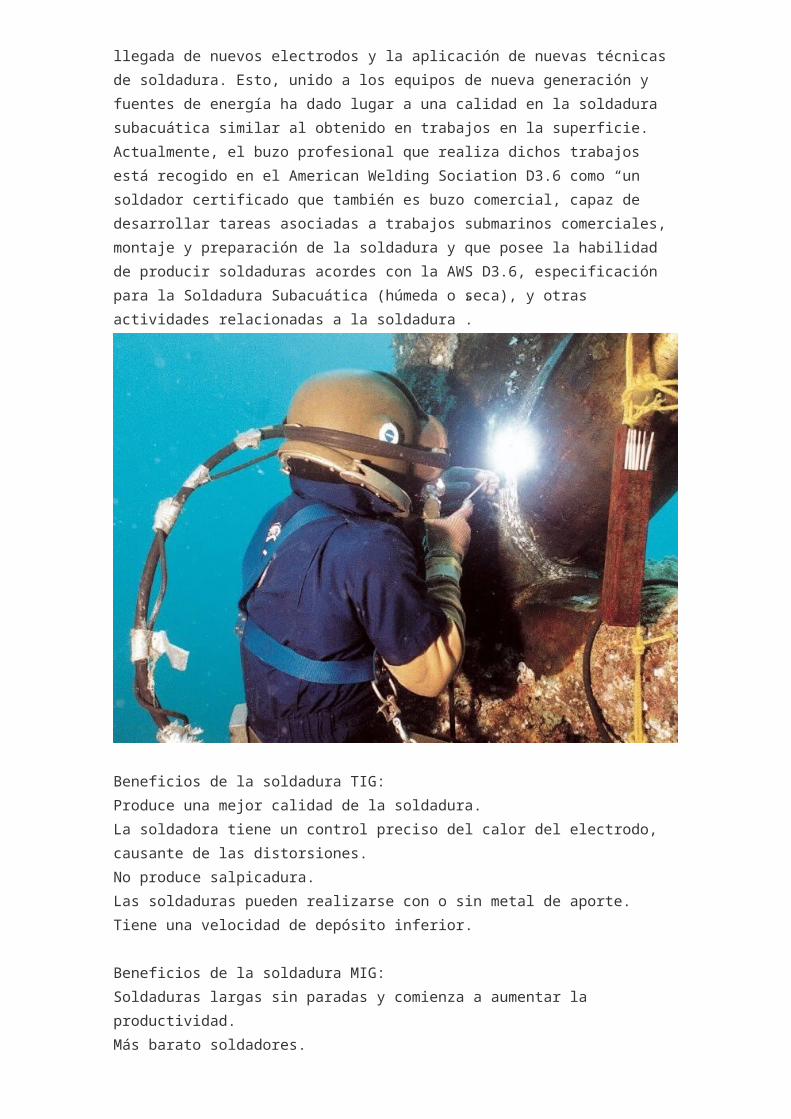
El proceso de soldadura subacuática ha sido desarrollado y mejorado de manera notable en los últimos años gracias a la llegada de nuevos electrodos y la aplicación de nuevas técnicas de soldadura. Esto, unido a los equipos de nueva generación y fuentes de energía ha dado lugar a una calidad en la soldadura subacuática similar al obtenido en trabajos en la superficie. Actualmente, el buzo profesional que realiza dichos trabajos está recogido en el American Welding Sociation D3.6 como “un soldador certificado que también es buzo comercial, capaz de desarrollar tareas asociadas a trabajos submarinos comerciales, montaje y preparación de la soldadura y que posee la habilidad de producir soldaduras acordes con la AWS D3.6, especificación para la Soldadura Subacuática (húmeda o seca), y otras actividades relacionadas a la soldadura”.
Beneficios de la soldadura TIG:Produce una mejor calidad de la soldadura.La soldadora tiene un control preciso del calor del electrodo, causante de las distorsiones.No produce salpicadura.Las soldaduras pueden realizarse con o sin metal de aporte.Tiene una velocidad de depósito inferior.
Beneficios de la soldadura MIG:Soldaduras largas sin paradas y comienza a aumentar la productividad.Más barato soldadores.Más fácil de aprender y bueno para el uso casero.Menos limpieza requerida.
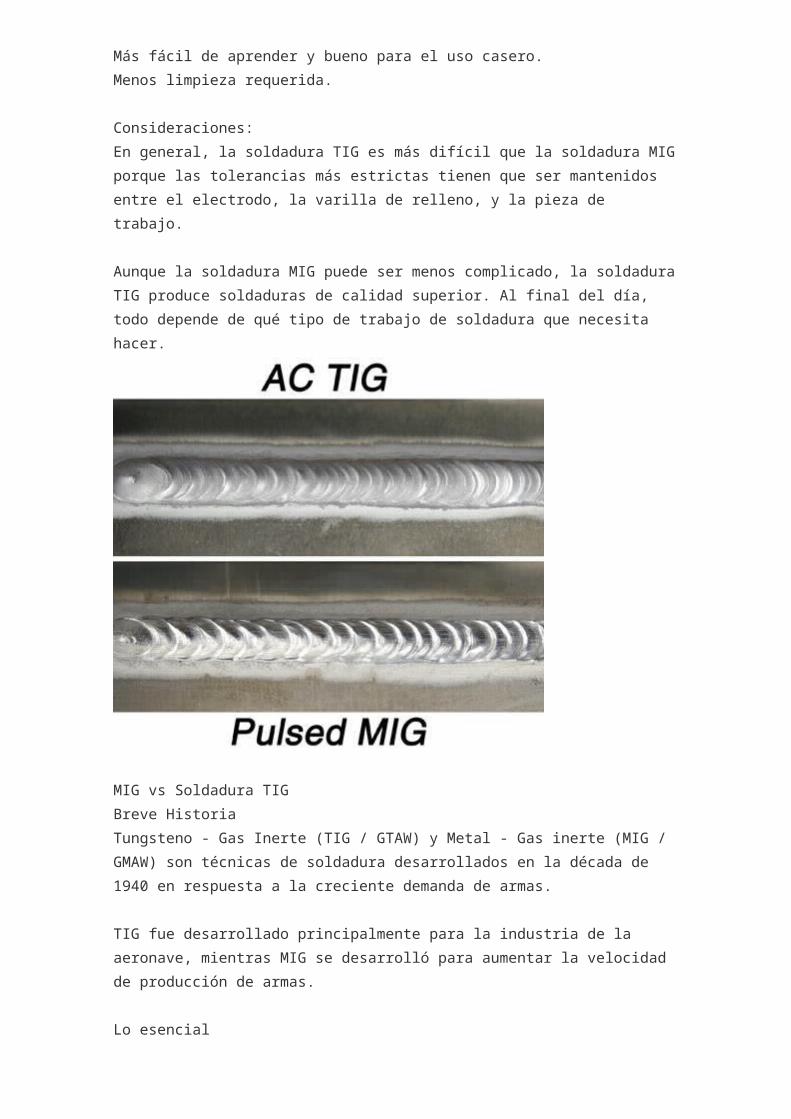
Consideraciones:En general, la soldadura TIG es más difícil que la soldadura MIG porque las tolerancias más estrictas tienen que ser mantenidos entre el electrodo, la varilla de relleno, y la pieza de trabajo.
Aunque la soldadura MIG puede ser menos complicado, la soldadura TIG produce soldaduras de calidad superior. Al final del día, todo depende de qué tipo de trabajo de soldadura que necesita hacer.
MIG vs Soldadura TIGBreve HistoriaTungsteno - Gas Inerte (TIG / GTAW) y Metal - Gas inerte (MIG / GMAW) son técnicas de soldadura desarrollados en la década de 1940 en respuesta a la creciente demanda de armas.
TIG fue desarrollado principalmente para la industria de la aeronave, mientras MIG se desarrolló para aumentar la velocidad de producción de armas.
Lo esencialLa soldadura TIG utiliza un electrodo de tungsteno que no se consume durante el proceso de soldadura. La soldadura TIG utiliza argón, una mezcla de argón y de hidrógeno, o una mezcla de argón y helio gas para proporcionar una atmósfera ideal para la soldadura.
La soldadura TIG se recomienda para materiales tales como magnesio, aluminio y aleaciones de cobre, y piezas finas de acero inoxidable.
Por otra parte, la soldadura MIG funciona bien en aceros porque es uno de los más rápidos tipos de procesos de soldadura disponibles. Soldadura MIG utiliza un electrodo de metal que se aporta como material de relleno para la soldadura y se consume durante el proceso. En la soldadura MIG, el gas argón se usa solo o en combinación con oxígeno, dióxido de carbono o helio.
Oxigeno: bueno para nosotros, malo para la soldadura.
Los soldadores TIG deben saber que existen metales altamente reactivos como el titanio o molibdeno, o acero inoxidable, estos se deben trabajar en ambientes de alta pureza, ya que una de las causas más comunes de contaminación en las soldaduras es el oxígeno.
De hecho, esta es la razón por la que en soldadura TIG se utiliza el argón, ya que es un gas más pesado y desplaza el oxígeno y permite que la soldadura se enfríe adecuadamente. Por esta razón contamos con accesorios como lentes de gas y amplias copas cerámicas, de alta ingeniería para asegurar una cobertura adecuada de gas protector.
Así que incluso si usted piensa que su soldadura está protegida con un bonito Gas, existen otras maneras de que el oxígeno pueda entrar en la zona de soldadura. Una de ellas es la "Turbulencia" y puede ser causada por un flujo inadecuado ajuste.
Una vez que haya determinado el caudal adecuado para su soldadura, tendrá que utilizar un medidor de flujo de soldadura para asegurar el caudal adecuado, y un medidor de flujo de gas de protección para medir el flujo real de gas en la antorcha.
Usted también querrá asegurarse de que su equipo está en buen estado de funcionamiento. Compruebe todas las conexiones y mangueras de gas de suministro.
Retire el tapón de la antorcha TIG y revise el estado de las juntas tóricas. Estas pueden secarse y agrietarse, creando un puerto de entrada de oxígeno. El cambio de éstas, es un dólar de inversión en reparación que bien vale la pena.

Además, verifique el aislante antorcha, que todas las piezas estén bien asentados y en forma adecuada.
Otro punto de entrada de oxigeno en su proceso; es la manguera, muchos soldadores prefieren la manguera de Caucho; sin embargo, esta, al no ser reemplazada, comienza a agrietarse, dejando pasar humedad y oxigeno; recuerde que los cambios en reparaciones no deben realizarse únicamente como emergencia, le ahorrará mucho dinero realizar mantenimientos programados.
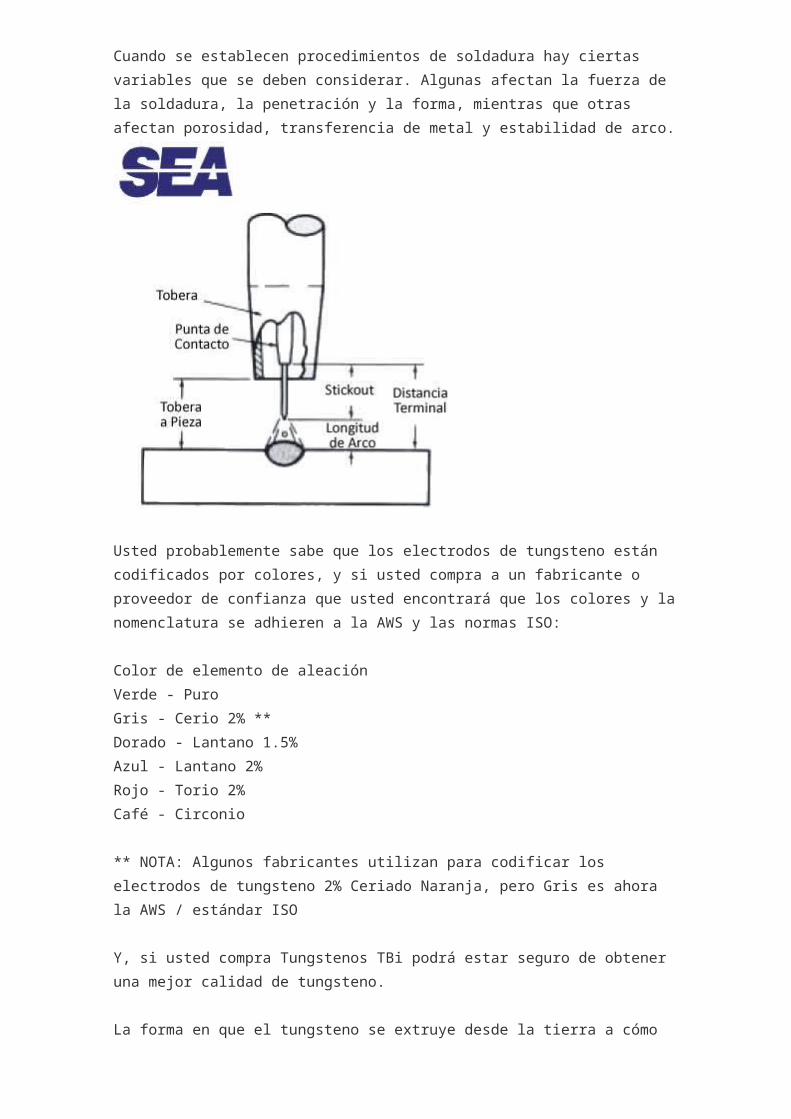
Cuando se establecen procedimientos de soldadura hay ciertas variables que se deben considerar. Algunas afectan la fuerza de la soldadura, la penetración y la forma, mientras que otras afectan porosidad, transferencia de metal y estabilidad de arco.
Usted probablemente sabe que los electrodos de tungsteno están codificados por colores, y si usted compra a un fabricante o proveedor de confianza que usted encontrará que los colores y la nomenclatura se adhieren a la AWS y las normas ISO:

Color de elemento de aleaciónVerde - PuroGris - Cerio 2% **Dorado - Lantano 1.5%Azul - Lantano 2%Rojo - Torio 2%Café - Circonio
** NOTA: Algunos fabricantes utilizan para codificar los electrodos de tungsteno 2% Ceriado Naranja, pero Gris es ahora la AWS / estándar ISO
Y, si usted compra Tungstenos TBi podrá estar seguro de obtener una mejor calidad de tungsteno.
La forma en que el tungsteno se extruye desde la tierra a cómo los distintos óxidos se añaden al tungsteno dentro del proceso de fabricación hace una gran diferencia en términos de pureza y estructura de los granos que contribuyen a la mejora de arco de arranque, una mejor calidad de la soldadura, y la duración del electrodo de tungsteno.
Composición química (%) de los Aceros Inoxidables Austeníticos y Aleaciones de Níquel.
Estés certificado o no, el hecho de que agarrar una antorcha y comenzar a soldar es lo máximo!
Desde los principiantes hasta el soldador experimentado, todos estamos en esto por el amor de la fusión del metal.
Inspirar, motivar y crear...
Recuerden que para soldar Aluminio con el proceso TIG, se requiere Corriente Alterna y Alta Frecuencia
https://www.facebook.com/groups/solucionesensoldadurasas/






























