Embed Size (px)
Citation preview

1414 http://www.journal-imab-bg.org / J of IMAB. 2016, vol. 22, issue 4/
APPLICATION OF SELECTIVE LASER MELTINGIN MANUFACTURING OF FIXED DENTALPROSTHESES
Dzhendo Dzhendov, Tsanka Dikova,Department of Prosthetic Dental Medicine, Faculty of Dental Medicine, MedicalUniversity of Varna, Bulgaria
Journal of IMAB - Annual Proceeding (Scientific Papers) 2016, vol. 22, issue 4Journal of IMABISSN: 1312-773Xhttp://www.journal-imab-bg.org
ABSTRACTThe additive technologies characterize with the
building of one layer at a time from a powder or liquid thatis bonded by means of melting, fusing or polymerization.They offer a number of advantages over traditional meth-ods: production of complex personalized objects withoutthe need of complex machinery; manufacturing of partswith dense as well as the porous structure and predeterminedsurface roughness; controllable, easy and relatively quickprocess. The methods, mostly used in prosthetic dentistry,include stereolithography, selective laser sintering, and se-lective laser melting. The aim of the present paper is to re-view the features of the Selective Laser Melting (SLM) proc-ess and the possibilities of its application for productionof fixed dental prostheses.
The features of the SLM process, the microstructureand mechanical characteristics of dental alloys as well asthe properties of fixed dental prostheses, fabricated viaSLM, were discussed. It was revealed that the SLM Co-Crdental alloys possess higher mechanical and tribo-corro-sion properties, comparatively good fitting ability andhigher adhesion strength of the porcelain comparing to thecast alloys. All this is a good precondition for successfulapplication of the SLM process in the production of fixeddental prostheses, mainly of frameworks for metal-ceramicand constructions covered with polymer/composite, in-tended for areas with high loading.
Key words: fixed dental prostheses, Co-Cr alloys,selective laser melting
INTRODUCTIONIn the late 1980’s a radically new approach in the
production technologies has been developed - manufactur-ing of objects by addition of material layer by layer, or socalled “additive technologies“. These technologies are al-ternative of the technologies, operating on the principleof material removal. Using additive technologies, the ob-jects are manufactured by polymerization, melting orsintering of materials in consecutive layers with prelimi-
nary set thickness with no need of additional tools. Thus,complex geometrical shapes and volumes can be producedwithout a large amount of waste material, which is impos-sible to be done by other technological processes. The ad-ditive technologies, mostly used in the dental medicine,include stereolithography, fused deposition modeling, se-lective electron beam melting, selective laser sintering, se-lective laser melting and ink-jet printing [1-4].
The aim of the present paper is to reveal the featuresof the selective laser melting process and the possibilitiesof its application for production of fixed dental prosthe-ses.
1. Selective laser sintering / selective laser meltingThe technology for manufacturing of objects from
powder using a laser consists of two processes: selectivelaser sintering and selective laser melting. In this technol-ogy layers of powder material are melted and layered overeach other using a laser until the real part is fabricated [2,5]. The term “Selective Laser Sintering” (SLS) is used inthe processing of polymers and ceramics, while in themanufacturing of metals and alloys the terms “SelectiveLaser Melting” (SLM) or “Direct Metal Laser Sintering”are used [1, 6].
SLS/SLM technology is very suitable for applicationin dental medicine, especially in prosthetic dentistry, be-cause the whole range of dental materials can be used formanufacturing of dental constructions – thermoplasticpolymers, waxes, metals and alloys (Ti and Ti alloys, Co-Cr alloys, stainless steel), ceramics and thermoplastic com-posites. Using SLS the maxilla-facial prostheses, functionalskeletons and individual scaffolds for tissue engineeringcan be fabricated of polymers and composites. When themetals and alloys are processed by SLM, bulk as well asporous orthopedic and dental implants [1, 7, 8], dentalcrowns, bridges and frameworks for partial prostheses canbe produced (Fig. 1) [5, 6, 9-15]. During the manufactur-ing process, a large amount of various dental constructionscan be fabricated on the machine table, which consider-ably increases the productivity of this kind of technology.
https://doi.org/10.5272/jimab.2016224.1414
/ J of IMAB. 2016, vol. 22, issue 4/ http://www.journal-imab-bg.org 1415
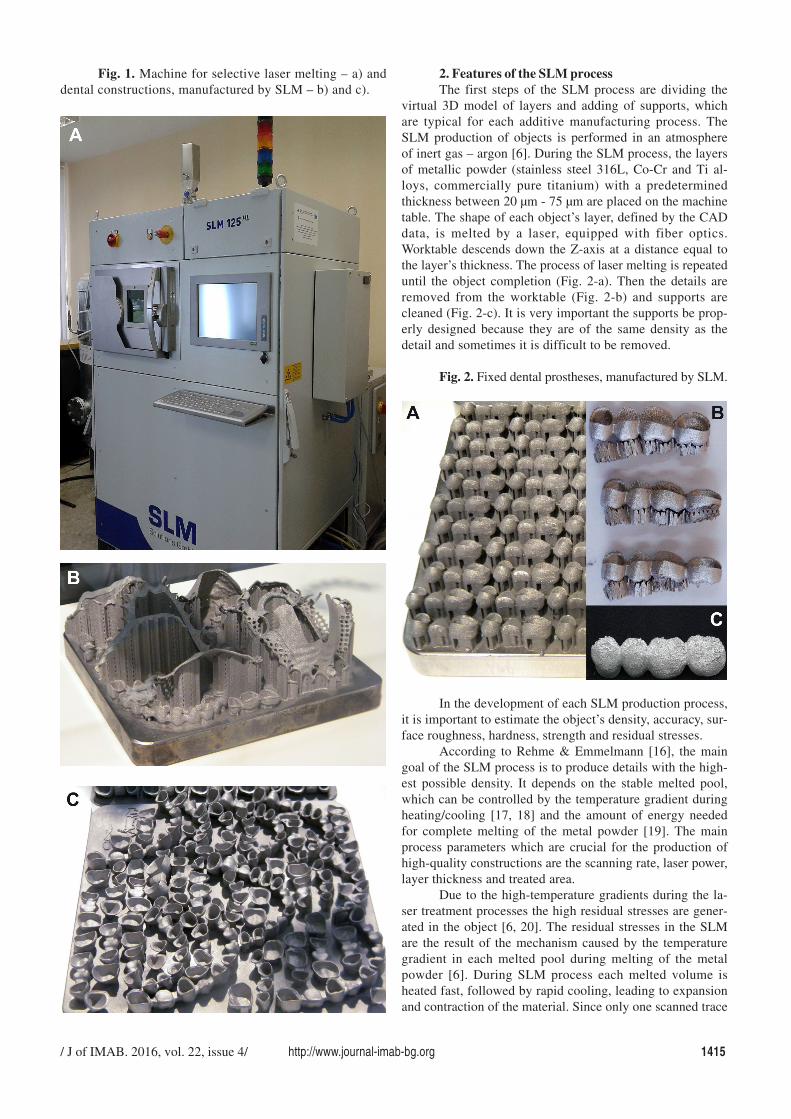
Fig. 1. Machine for selective laser melting – a) anddental constructions, manufactured by SLM – b) and c).
2. Features of the SLM processThe first steps of the SLM process are dividing the
virtual 3D model of layers and adding of supports, whichare typical for each additive manufacturing process. TheSLM production of objects is performed in an atmosphereof inert gas – argon [6]. During the SLM process, the layersof metallic powder (stainless steel 316L, Co-Cr and Ti al-loys, commercially pure titanium) with a predeterminedthickness between 20 µm - 75 µm are placed on the machinetable. The shape of each object’s layer, defined by the CADdata, is melted by a laser, equipped with fiber optics.Worktable descends down the Z-axis at a distance equal tothe layer’s thickness. The process of laser melting is repeateduntil the object completion (Fig. 2-a). Then the details areremoved from the worktable (Fig. 2-b) and supports arecleaned (Fig. 2-c). It is very important the supports be prop-erly designed because they are of the same density as thedetail and sometimes it is difficult to be removed.
Fig. 2. Fixed dental prostheses, manufactured by SLM.
In the development of each SLM production process,it is important to estimate the object’s density, accuracy, sur-face roughness, hardness, strength and residual stresses.
According to Rehme & Emmelmann [16], the maingoal of the SLM process is to produce details with the high-est possible density. It depends on the stable melted pool,which can be controlled by the temperature gradient duringheating/cooling [17, 18] and the amount of energy neededfor complete melting of the metal powder [19]. The mainprocess parameters which are crucial for the production ofhigh-quality constructions are the scanning rate, laser power,layer thickness and treated area.
Due to the high-temperature gradients during the la-ser treatment processes the high residual stresses are gener-ated in the object [6, 20]. The residual stresses in the SLMare the result of the mechanism caused by the temperaturegradient in each melted pool during melting of the metalpowder [6]. During SLM process each melted volume isheated fast, followed by rapid cooling, leading to expansionand contraction of the material. Since only one scanned trace

1416 http://www.journal-imab-bg.org / J of IMAB. 2016, vol. 22, issue 4/
melts and the all other melt volumes cool and contract sepa-rately, tensile stresses generate between the melt volume andthe already scanned traces and rows. Because the objectbuilds along Z-axis, its thickness increases. This protects itfrom destruction but generates stresses that can affect the ge-ometry and mechanical properties. They can occur as imme-diately after removing the object from the worktable and ata later stage.
3. Microstructure and properties of dental alloysfabricated via SLM
The features of the SLM technological process definethe specific microstructure and higher mechanical proper-ties of as treated dental alloys.
Meacock et al. [21] established that details of Co-Cr-Mo alloy, produced by laser sintering, characterize with ho-mogenous microstructure and higher hardness (460 HV0,2)comparing to that of objects, manufactured by other tech-nologies. The investigations of Jevremovic D. et al. [22] andLin Wu et al. [23] showed the considerably higher tensilestrength of Co-Cr-Mo samples, fabricated via SLM (about1300 MPa), while this property of cast samples is about 760MPa. Dolgov et al. [24] confirmed that the samples of Co-Cr alloys, produced by SLM, has higher yield strength (R0.2=720 MPa) and module of elasticity comparing to the castsamples (R0.2= 410 MPa). Yanjin Lu et al. [25] investigatedthe microstructure, mechanical properties and electro-chemi-cal behavior of Co-Cr-W alloys, manufactured by SLM intwo different scanning strategies – linear and zonal. Theirresults showed that the density, tensile strength, hardness andelectro-chemical behavior do not depend on the scanningstrategy and the samples of the both types meet the require-ments of the standard for dental constructions ISO22764:2006.
4. Properties of fixed dental prostheses manufac-tured by SLM
The team of Dikova Ts. et al. [19] confirmed the higherhardness of Co-Cr dental bridges, produced by SLM (356HV-407HV) in comparison with that of the cast bridges (327HV-343HV). The hardness distribution along the depth of eachelement of the SLM bridges is more even, characterizing withlower values’ deviations comparing the hardness distribu-tion in the cast bridges. The higher hardness and morehomogenious microstructure of SLM Co-Cr dental alloysdetermine their higher wear and corrosion resistance in tribo-corrosion tests in artificial saliva [26].
Concerning to the surface quality, it was established
1. van Noort R. The future of dentaldevices is digital. Dent Mater. 2012Jan;28(1):3-12. [PubMed] [CrossRef]
2. Torabi K, Farjood E, Hamedani S.Rapid Prototyping Technologies andtheir Applications in Prosthodontics, aReview of Literature. J Dent (Shiraz).2015 Mar;16(1):1-9. [PubMed]
3. Dikova T, Panova N, Simov M.
REFERENCES:Application of Laser Technologies inDental Prosthetics, Int. Journal “Ma-chines, Technologies, Materials”. 2011;6:32-35.
4. Dikova T, Dzhendov D, Simov M,Katreva-Bozukova I, Angelova S, Pav-lova D, et al. Modern Trends in the De-velopment of the Technologies for Pro-duction of Dental Constructions. J of
IMAB. 2015 Oct-Dec;21(4):974-981.[CrossRef]
5. Kruth J-P, Mercelis P, VanVaerenbergh J, Froyen L, Rombouts M.Binding mechanisms in selective lasersintering and selective laser melting.Rapid Prototyp J. 2005; 11(1):26-36.[CrossRef]
6. Thomas D. The Development of
that the surface roughness of Co-Cr dental bridges, manufac-tured by SLM, is nearly 4 times higher than that of the castconstructions [27]. This promotes 23% higher adhesionstrength of the ceramic coating to Co212-f alloy, fabricatedby SLM, comparing that of the ceramic to the cast alloy BiosilF (83,1 MPa and 67,5 MPa accordingly) [24]. Considerablyhigher roughness and partially melted powder on the surfaceof the SLM samples lead to increase the mechanical as well asthe chemical components of the adhesion of the porcelain tothe alloys. The high roughness and inability for good finish-ing and shaping of the occlusal surfaces (Fig. 2-c) are obsta-cles for application of this technology for manufacturing offull metal constructions. But they could be an advantage inmetalceramic and dental constructions, covered with com-posites or polymers, intended especially for areas with highloading [23, 24].
In the investigation the adjusting of 4-part dentalbridges, produced of Ni-Cr alloy by standard lost-wax cast-ing technology, milled of zirconia and manufactured of Co-Cr alloy by SLM, Pompa G. et al. [28] established that theSLM bridges possess the best marginal fitting. The researchof Dzhendov D. et al. [27] showed that in adjusting tests of4-part SLM Co-Cr bridges there is 0.05-0.20 mm gap betweenthe gypsum model and the crown-retainers, which is in therange needed for cementation of the construction.
The present study shows that Co-Cr dental alloys,manufactured by SLM, characterize with higher mechanicaland tribo-corrosion properties as well as higher adhesionstrength of the ceramic coating comparing to the cast alloys.Thus they meet the requirements of the standards for dentalconstructions.
The higher properties of the SLM dental alloys aredue to the fine and more homogeneous microstructure andthe rougher surface, determined by the specific features ofthe SLM process. This demonstrates that the SLM processcan be successfully applied for manufacturing of metalframeworks for fixed dental prostheses mainly of metal-ce-ramic or covered with polymer/composite.
CONCLUSIONThe SLM Co-Cr dental alloys possess higher me-
chanical and tribo-corrosion properties, comparatively goodfitting ability and higher adhesion strength of the porcelaincomparing to the cast alloys. All this is a good preconditionfor successful application of the SLM process in the produc-tion of fixed dental prostheses, mainly of frameworks formetal-ceramic and constructions covered with polymer/com-posite, intended for areas with high loading.

/ J of IMAB. 2016, vol. 22, issue 4/ http://www.journal-imab-bg.org 1417
Design Rules for Selective Laser Melt-ing [Ph.D. thesis]. [Cardiff]: Universityof Wales Institute; 2009 Oct. 318p.
7. Traini T, Mangano C, SammonsRL, Mangano F, Macchi A, Piattelli A.Direct laser metal sintering as a new ap-proach to fabrication of an isoelastic func-tionally graded material for manufactureof porous titanium dental implants. DentMater. 2008 Nov;24(11):1525-33.[PubMed] [CrossRef]
8. Furumoto T, Koizumi A, AlkahariMR, Anayama R, Hosokawa A, TanakaR, et al. Permeability and strength of aporous metal structure fabricated by ad-ditive manufacturing. J Mater ProcessTechnol. 2015 May;219:10–16.[CrossRef]
9. Bibb R, Eggbeer D, Williams R.Rapid manufacture of removable partialdenture frameworks. Rapid PrototypingJ. 2006; 12:95-99.
10. Abou Tara M, Eschbach S,Bohlsen F, Kern M. Clinical outcome ofmetal-ceramic crowns fabricated with la-ser-sintering technology. Int JProsthodont. 2011 Jan-Feb;24(1):46-8.[PubMed]
11. Averyanova M, Bertrand P,Verquin B. Manufacture of Co-Cr dentalcrowns and bridges by selective laserMelting technology. Virtual PhysPrototyp. 2011 Sep;6(3): 179-185.[CrossRef]
12. Averyanova M. Quality controlof dental bridges and removable pros-theses manufactured using Phenix sys-tems equipment. Proceedings ofAEPR’12, 17th European Forum onRapid Prototyping and Manufacturing,Paris, France, 2012 June.
13. Akova T, Ucar Y, Tukay A,Balkaya MC, Brantley WA. Comparisonof the bond strength of laser-sinteredand cast base metal dental alloys to por-celain. Dent Mater. 2008 Oct;24(10):1400-4. [PubMed] [CrossRef]
14. Quante K, Ludwig K, Kern M.Marginal and internal fit of metal–ce-
ramic crowns fabricated with a new la-ser melting technology. Dent Mater.2008 Oct;24(10):1311-5. [PubMed][CrossRef]
15. Ucar Y, Akova T, Akyil MS,Brantley WA. Internal fit evaluation ofcrowns prepared using a new dentalcrown fabrication technique: laser-sintered Co-Cr crowns. J Prosthet Dent.2009 Oct;102(4):253-9. [PubMed][CrossRef]
16. Rehme O, Emmelmann C. Repro-ducibility for properties of selective la-ser melting products. In Lasers in Manu-facturing 2005, LIM, International WLT-Conference on Lasers in Manufacturing,3; 227-232.
17. Childs THC, Hauser C. Raster scanselective laser melting of the surface layerof a tool steel powder bed. Proceedingsof the Institution of Mechanical Engi-neers, Part B: Journal of EngineeringManufacture (SAGE Publications). 2005Apr;219(4):379-384.
18. Wright C, Youseffi M, Akhtar S,Childs T, Hauser C, Fox P, et al. Selectivelaser melting of prealloyed high alloysteel powder beds. Material Science Fo-rum. 2006; 514:516-523. [CrossRef]
19. Dikova Ts, Dzhendov Dzh, SimovM. Microstructure and Hardness of FixedDental Prostheses Manufactured by Ad-ditive Technologies. JAMME. 2015 Aug;71(2):60-69.
20. Shiomi M, Osakada K, NakamuraK, Yamashita T, Abe F. Residual stresswithin metallic model made by selectivelaser melting process. CIRP Annals-Manufacturing Technology. 2004;53(1):195–198. [CrossRef]
21. Meacock CG, Vilar R. Structure,and properties of a biomedical Co–Cr–Mo alloy produced by laser powdermicrodeposition. J Laser Appl. 2009;21(2):88–95. [CrossRef]
22. Jevremovic D, Puskar T, Kosec B,Vukelic D, Budak I, Aleksandrovic S, etal. The analysis of the mechanical prop-erties of F75 Co-Cr alloy for use in selec-
tive laser melting (SLM) manufacturingof removable partial dentures (RPD).Metalurgija. 2012:51(2):171-174.
23. Wu L, Zhu H, Gai X, Wang Y.Evaluation of the mechanical propertiesand porcelain bond strength of cobalt-chromium dental alloy fabricated by se-lective laser melting. J Prosthet Dent.2014 Jan;111(1):51-5. [PubMed][CrossRef]
24. Dolgov NA, Dikova Ts,Dzhendov Dzh, Pavlova D, Simov M.Mechanical properties of dental Co-Cralloys fabricated via casting and selec-tive laser melting. Materials Science.Non-equilibrium Phase Trasformations.2016;3:3-7.
25. Lu Y, Wu S, Gan Y, Li J, Zhao C,Zhuo D, et al. Investigation on the micro-structure, mechanical property and cor-rosion behavior of the selective lasermelted CoCrW alloy for dental applica-tion. Mater Sci Eng C Mater Biol Appl.2015 Apr;49:517-25. [PubMed][CrossRef]
26. Atapek H, Dikova Ts, Aktas G,Polat S, Dzhendov Dzh, Pavlova D.Tribo-Corrosion Behavior of Cast andSelective Laser Melted Co-Cr Alloy forDental Applications. Int. Journal “Ma-chines, Technologies, Materials”. 2016;10(12):61-64.
27. Dzhendov Dzh, Pavlova D, SimovM, Marinov N, Sofronov Y, Dikova Ts, etal. [Geometrical accuracy of fixed dentalconstructions, manufactured by additivetechnologies] [in Bulgarian] Proceedingsof the 8th International conference “Tech-nical Science and Industrial Manage-ment”, Varna, Bulgaria, 2014 Sep.;1:13-17.
28. Pompa G, Di Carlo S, De AngelisF, Cristalli MP, Annibali S. Comparisonof Conventional Methods and Laser-As-sisted Rapid Prototyping for Manufac-turing Fixed Dental Prostheses: An InVitro Study. BioMed Research Interna-tional. 2015 (2015), ID 318097, pp7.[CrossRef]
Corresponding author:Assoc. Prof. Dr. Tsanka DikovaVice Dean, Faculty of Dental Medicine, Medical University - Varna84 “Tsar Osvoboditel” Blvd., Varna 9000, Bulgariamob. tel.: +359 899 883 125E-mail: [email protected]
Please cite this article as: Dzhendov D, Dikova T, Application of selective laser melting in manufacturing of fixeddental prosteses. J of IMAB. 2016 Oct-Dec;22(4):1414-1417. DOI: https://doi.org/10.5272/jimab.2016224.1414
Received: 07/10/2016; Published online: 29/12/2016









![University of Birmingham Selective laser melting of AlSi10Mg alloy: Process … · 2018. 11. 29. · laser fabrication (DLF), and selective laser melting (SLM) [5, 6]. Aerospace manufacturers](https://img.dokumen.tips/doc/110x75/606f2d4d983f986eb3388e9a/university-of-birmingham-selective-laser-melting-of-alsi10mg-alloy-process-2018.jpg)





![Surface Morphology in Selective Laser Melting of Metal Powders · 2017. 1. 23. · selective laser melting. Based on previously experimental results [8], the laser irradiation parameters](https://img.dokumen.tips/doc/110x75/60b33a662dca0e345c03e8ff/surface-morphology-in-selective-laser-melting-of-metal-powders-2017-1-23-selective.jpg)













