Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
PATRICIA SAXER
APLICAÇÃO DA FMEA PARA ANÁLISE DE RISCOS NA
QUALIDADE DO PROCESSO DE EMBALAGENS EM UMA
MULTINACIONAL DE AGROQUÍMICOS
Lorena
2015
PATRICIA SAXER
APLICAÇÃO DA FMEA PARA ANÁLISE DE RISCOS NA
QUALIDADE DO PROCESSO DE EMBALAGENS EM UMA
MULTINACIONAL DE AGROQUÍMICOS
Monografia apresentada a Escola de
Engenharia de Lorena da Universidade de
São Paulo como requisito parcial para
obtenção do título de Engenheiro Químico.
Área de Concentração: Qualidade
Orientador: Prof. Dr. Eduardo Ferro dos
Santos
Lorena
2015
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE

DEDICATÓRIA
Dedico este trabalho aos meus pais Silvia e
William, meus maiores exemplos.
AGRADECIMENTOS
À Deus por todas as bênçãos recebidas e pelo seu amor infinito.
Aos meus pais, Silvia e William, e a toda minha família por me apoiarem em todos os
momentos da minha vida e se preocuparem que eu estivesse sempre andando pelo
caminho correto. Obrigada por cada palavra, incentivo, orientação e pelas orações
em meu favor.
Ao professor Eduardo Ferro que, com muita paciência e atenção, dedicou do seu
valioso tempo para me orientar em cada passo deste trabalho.
À Débora, porque em você encontrei uma verdadeira irmã.
Às minhas amigas e companheiras de casa Fernanda, Izabela, Jacqueline, Mayra,
Natalya, Raissa e Sara por todo apoio e cumplicidade. Espero que nossa harmonia
nunca acabe, que nossa amizade seja eterna e que nossos encontros sejam
constantes.
Aos meus grandes amigos Gabriel, Rodrigo, Maria Clara, Marina, Arthur e Ana por
cada momento que passamos juntos. Porque mesmo quando distantes, estavam
presentes em minha vida.
Aos meus mentores Edvaldo, Marcelo e Wagner pela contribuição e
desenvolvimento tanto na minha vida pessoal quanto profissional. Obrigada por cada
ensinamento e principalmente por acreditarem em mim.
Obrigada a todos que, mesmo não estando citados aqui, tanto contribuíram para a
conclusão desta etapa e para a Patricia Saxer que sou hoje.
EPÍGRAFE
“Que os vossos esforços
desafiem as impossibilidades,
lembrai-vos de que as grandes
coisas do homem foram
conquistadas do que parecia impossível.”
(Charles Chaplin)
RESUMO
SAXER, P. (2015). Aplicação da FMEA para Análise de Riscos na
Qualidade do Processo de Embalagens em uma Multinacional de
Agroquímicos. Monografia, Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2015.
Na atualidade, com o avanço da tecnologia e da facilidade de acesso a
informações, as indústrias estão se tornando cada vez mais competitivas e ávidas
para conquistar uma parcela maior do mercado, atendendo as necessidades dos
clientes e os tornando fieis ao seu produto. De forma a enfrentar este grande
desafio, faz-se necessário concentrar esforços para promover o desenvolvimento de
produtos diferenciados e a otimização de processos, proporcionando uma redução
nos custos e aperfeiçoando os processos para garantir a funcionalidade do produto
oferecido. Para alcançar um produto com qualidade, é necessário acompanhar o seu
ciclo de vida, desde o projeto até a utilização, de forma a realizar uma gestão de
ameaças e vulnerabilidades que possam ocorrer devido a falhas no projeto ou
processo produtivo. Este trabalho apresenta a utilização do método de Análise dos
Modos de Falhas e seus Efeitos (FMEA) no gerenciamento de riscos de qualidade
do processo de embalagens de formulações sólidas em uma multinacional de
agroquímicos e a implementação das ações corretivas e preventivas para eliminação
ou mitigação dos modos de falhas priorizados nesse processo. Este método mostra
ser um artifício eficiente para a realização de análises de riscos de qualidade na
indústria química, controlando a probabilidade e impacto de eventos indesejados,
atuando na eliminação dos riscos, além de maximizar a realização de oportunidades
propiciando maior confiabilidade ao processo.
Palavras-chave: Gerenciamento de riscos. Análise de Falhas. Otimização de
processos.

ABSTRACT
SAXER, P. (2015). FMEA Application for Quality Risk Analysis in
Packaging Process in an Agrochemicals Multinational. Monografia, Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
Nowadays, with all the technological advances and the easy access to
information, industries are becoming increasingly competitive and eager to gain a
larger share of the market, meeting the customer´s needs and making them faithful to
their product. In order to meet this challenge, it is necessary to concentrate efforts
aiming to promote the development of both differentiated products and processes
optimization, thus providing a cost reduction and improving processes to ensure the
product functionality that is offered. To achieve product with high quality, it is
necessary to monitor its life cycle, from design to use in order to carry out a threat
management and vulnerabilities that may occur due to flaws in the design or
production process. This monograph presents the use of the analysis method of
Failure Mode and Effects (FMEA) in risk management of quality Dry product
packaging process in a multinational agrochemical and the implementation of
corrective and preventive actions to eliminate or mitigate the prioritezed failure
modes in this process.
. This method proves to be an efficient device for carrying out quality risk
analysis in the chemical industry, controlling the likelihood and impact of undesirable
events, working on risks elimination and maximizing the realization of opportunities
providing greater reliability to the process.
Keywords: Risk management. Quality. FMEA. Process Optimization. Packaging line.
LISTA DE FIGURAS
Figura 1 - Estágios do gerenciamento de riscos ....................................................... 19
Figura 2 - Processo de gestão de risco proposto na norma AS/NZS 4360 ............... 20
Figura 3 - Fluxo para elaboração da FMEA .............................................................. 29
Figura 4 - Tipos de FMEAs........................................................................................ 30
Figura 5 - Princípios da gestão de qualidade ............................................................ 35
Figura 6 - Descrição da QS 9000 .............................................................................. 37
Figura 7 - Modelo de sistema de gestão ambiental para ISO 14001 ......................... 38
Figura 8 - Lista dos problemas e frequências nos estudos selecionados para revisão
sistemática ................................................................................................................ 41
Figura 9 - Esquematização da linha de embalagens de formulações sólidas ........... 46
Figura 10 - Critérios de priorização de incidentes de qualidade ................................ 47
Figura 11 - Matriz de priorização de incidentes de qualidade ................................... 48
Figura 12 - Evidência de instalação do sensor difuso ............................................... 55
Figura 13 - Lógica de funcionamento de um sensor difuso ....................................... 56
Figura 14 - Correlação entre o tamanho do lote e o nível de inspeção a ser utilizado
.................................................................................................................................. 57
Figura 15 - Planos de amostragem individuais para inspeção normal ...................... 58
Figura 16 - Alteração na alça da caixa para 50 mm do vinco superior ...................... 60
Figura 17 - Alteração na alça para o topo da caixa ................................................... 61
Figura 18 – Estudo de compressão e coluna ............................................................ 61
LISTA DE QUADROS
Quadro 1 - Técnicas de análise de risco ................................................................... 23
Quadro 2 - Tabela de severidade para FMEA de processo ...................................... 26
Quadro 3 - Tabela de ocorrência para FMEA de processo ....................................... 27
Quadro 4 - Tabela de detecção para FMEA de processo ......................................... 28
Quadro 5 - Relação entre os requisitos das normas e a FMEA ................................ 33
Quadro 6 - Resumo das condições para uso do estudo de caso .............................. 43
Quadro 7 - Componentes, modos de falha e seus efeitos ........................................ 49
Quadro 8 - Componentes, modos de falha e suas causas ........................................ 51
Quadro 9 - Critérios de severidade ........................................................................... 52
Quadro 10 - Probabilidade de ocorrência .................................................................. 52
Quadro 11 - Probabilidade de detecção .................................................................... 53
LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
AMFE Análise dos Modos de Falha e seus Efeitos
ANVISA Agência Nacional de Vigilância Sanitária
APP Análise Preliminar de Perigos
APR Análise Preliminar de Riscos
AQR Análise de Efeitos e Consequências
FMEA Failure Mode and Effects Analysis
FMECA Análise Crítica de Modos de Falha e Efeitos
FTA Fault Tree Analysis
HACCP Hazard Analysis of Critical Control Points
HAZID Hazard Identification Study
HAZOP Hazard and Operability Study
IBAMA Instituto Brasileiro do Meio Ambiente e dos Recursos Naturais Renováveis
IBGE Instituto Brasileiro de Geografia e Estatística
ISO International Organization for Standardization
MAPA Ministério da Agricultura, Pecuária e Abastecimento
NASA National Aeronautics and Space Administration
NBR Norma Brasileira
NPR Número de Prioridade de Risco
PIB Produto Interno Bruto
SAE Society of Automotive Engineers
SGQ Sistema de gestão da qualidade
SIL Avaliação do Nível de Integridade e Segurança
SWOT Strengths, Weaknesses, Opportunities and Threats
SUMÁRIO
1 INTRODUÇÃO .............................................................................................................................14
1.1 Contextualização ......................................................................................................................14
1.2 Justificativa ................................................................................................................................15
1.3 Objetivo geral ............................................................................................................................16
1.4 Objetivos específicos ...............................................................................................................16
2 REVISÃO DA LITERATURA .....................................................................................................17
2.1 Gerenciamento de riscos .........................................................................................................17
2.1.1 Origem e aplicação ...............................................................................................................17
2.1.2 Estágios do gerenciamento de riscos ................................................................................19
2.2 FMEA ..........................................................................................................................................24
2.2.1 Origem e aplicação ...............................................................................................................24
2.2.2 Conceito e etapas para realização da FMEA....................................................................25
2.2.3 Formulário de FMEA .............................................................................................................30
2.2.4 Tipos de FMEAs ....................................................................................................................30
2.2.5 Equipe de FMEA ....................................................................................................................32
2.2.6 Normas que orientam a FMEA ............................................................................................32
2.2.6.1 Normas ISO 9000 ..............................................................................................................34
2.2.6.2 Norma QS 9000 ..................................................................................................................36
2.2.6.3 Normas ISO 14000 ............................................................................................................37
2.2.7 Benefícios de utilização da FMEA ......................................................................................39
2.2.8 Problemas e melhorias da FMEA .......................................................................................40
3 METODOLOGIA ..........................................................................................................................42
3.1 Método de Pesquisa .................................................................................................................42
3.2 A empresa ..................................................................................................................................44
3.3 Cronograma de Execução ........................................................... Erro! Indicador não definido.
4 RESULTADOS E DISCUSSÕES .............................................................................................45
4.1 Identificação das causas dos modos de falha......................................................................50
4.2 Modos de falha priorizados ................................................................................................53
4.3 Ações tomadas no processo a partir da elaboração da FMEA .........................................54
4.3.1 Insumos de embalagens fora de especificação................................................................54
4.3.2 Peso incorreto ........................................................................................................................54
4.3.3 Aplicação incorreta de bulas ................................................................................................56
4.3.4 Pacote faltante .......................................................................................................................58
4.3.5 Caixa faltante .........................................................................................................................59
4.3.6 Desalinhamento / queda de caixas .....................................................................................59
4.3.7 Pallet avariado .......................................................................................................................59
4.3.8 Caixa avariada .......................................................................................................................60
5 CONCLUSÃO ...................................................................................................................................63
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................................64
APÊNDICE A – Formulário da FMEA do processo em estudo ....................................................71
ANEXO A – Formulário para realização da FMEA ........................................................................83
14
1 INTRODUÇÃO
1.1 Contextualização
O agronegócio, no ano de 2014, marcou o cenário econômico brasileiro
representando cerca de 23% do Produto Interno Bruto (PIB) nacional de acordo com
dados coletados pelo Instituto Brasileiro de Geografia e Estatística (IBGE, 2014),
contribuindo de modo significativo para o crescimento econômico recente do país,
que em 2015 passa por um momento de crise, enquanto o setor de agronegócio se
encontra fortalecido e ajuda a alavancar as estatísticas de crescimento econômico
do Brasil. Isso se deve ao fato da desvalorização da taxa de câmbio pressionar os
custos de alguns insumos, porém aumentar a renatbilidade dos setores exportadores
como o agronegócio (SERIGATI et al., 2014).
Tendo em vista esse panorama favorável para as atividades comerciais e
industriais da cadeia produtiva agrícola, Silva et al. (2012) destaca que existem
diversas oportunidades de desenvolvimento da indústria de defensivos agrícolas
brasileira, que dispõe de um mercado amplo, aprimorado e capaz de se consolidar
como o principal do mundo nos próximos dois anos.
Diante da dinâmica global do setor e o constante avanço da tecnologia e do
acesso a informações, as indústrias estão se tornando cada vez mais competitivas
para que possam conquistar uma parcela maior do mercado, atender as
necessidades de seus clientes e torná-los fiéis aos seus produtos. Desta forma,
torna-se necessário para a empresa escolher entres os seguintes modelos de
atuação: desenvolvimento de um produto diferenciado frente aos concorrentes ou
comercialização de um produto que possua preços abaixo do valor de mercado.
Visando alcançar esse segundo pilar, deve-se focar na otimização de processos que
promova a redução de custos e obtenção da excelência na qualidade do processo, e
consequentemente do produto.
De acordo com Lins (2005), para se alcançar um produto com qualidade, é
necessário acompanhar o seu ciclo de vida, desde o projeto até a utilização,
identificando as características que irão determinar a qualidade do produto de forma
a projetá-lo adequadamente, produzi-lo dentro das especificações e por meio da
15
utilização do produto final verificar se todos os parâmetros anteriormente definidos
foram atendidos e se não houve falhas durante esse processo.
O gerenciamento de riscos surge como alternativa para realizar a gestão de
ameaças e vulnerabilidades que podem ocorrer devido a falhas no projeto ou
processo produtivo. Ele identifica, avalia e prioriza os riscos através da aplicação
coordenada e econômica dos recursos para minimizar, monitorar e controlar a
probabilidade e impacto de eventos ou para maximizar a realização de
oportunidades. Deste modo, para a US Food and Drug Administration (2006) torna-
se evidente que a gestão dos riscos de qualidade é um componente valioso de um
sistema de qualidade eficaz.
Existem diversos métodos de análise de riscos de qualidade. Dentre eles, a
FMEA (Failure Mode and Effects Analysis) foi escolhida por ser o método que melhor
se adequa às necessidades do estudo de caso realizado em uma indústria
multinacional de agroquímicos que será apresentado neste trabalho.
1.2 Justificativa
Apesar de haver uma ampla bibliografia disponível para consulta acerca do
tema gerenciamento de riscos, nota-se grande complexidade na implementação
dessa gestão em empresas e universidades. O tema “Aplicação da FMEA para
Análise de Riscos na Qualidade do Processo de Embalagens em uma Indústria
Multinacional de Agroquímicos” abordado nessa monografia foi escolhido por fazer
parte do estudo e da aplicação desta ferramenta durante o estágio na empresa.
Em se tratando de gerenciamento de riscos existem diversos métodos que
podem ser utilizados, tais como: Análise de Árvore de Falhas – FTA, Estudo do
Perigo e da Operabilidade – HAZOP, Análise de Modos de Falha e Efeitos – FMEA e
What-if.
Entretanto, considerando as características e peculiaridades de cada uma
dessas técnicas, tem-se que a FMEA é aquela que melhor se ajusta ao estudo dos
modos de falha da linha de embalagem de formulações sólidas por ser uma análise
focada nos modos de falha dos equipamentos e seus efeitos no produto, identificado
e avaliando sistematicamente a origem dessas falhas, suas consequências e
16
propondo ações que poderão ser tomadas para a mitigação dos riscos levantados
(PALADY, 2004).
1.3 Objetivo geral
Esta monografia tem a finalidade de apresentar as ações corretivas e
preventivas implementadas na linha de embalagens de formulações sólidas para
eliminação ou mitigação dos modos de falhas priorizados empregando a
metodologia de Análise de Modos de Falha e Efeitos – FMEA.
1.4 Objetivos específicos
Para tanto, pretende-se:
Revisar a bibliografia acerca do gerenciamento de riscos tendo como ponto de
referência o método de análise e prevenção de falhas conhecido por FMEA;
Demonstrar como realizar o gerenciamento de riscos de qualidade por meio
da FMEA, de forma a organizar os conhecimentos fundamentais adquiridos relativos
a esse assunto e acrescentá-los ao âmbito de atuação dos profissionais inseridos na
engenharia para utilização no processo de vida de um determinado produto.
Relatar a sua aplicação na linha de embalagens de formulações sólidas de
uma indústria multinacional de agroquímicos.
17
2 REVISÃO DA LITERATURA
Neste capítulo serão abordados temas importantes do ponto de vista teórico
para a elaboração e execução do projeto, dentre eles estão a revisão bibliográfica
acerca do gerenciamento de riscos e o principal método utilizado para realizar essa
gestão.
2.1 Gerenciamento de riscos
2.1.1 Origem e aplicação
De acordo com a US Food and Drug Administration (2006), princípios de
gestão de riscos são efetivamente utilizados em muitas áreas de negócio e de
governo, incluindo finanças, seguros, segurança no trabalho, saúde pública, indústria
farmacêutica e por agências que regulam estas indústrias.
Enquanto algumas empresas aceitam riscos passivamente, outras tentam
criar uma vantagem competitiva pela exposição a riscos de forma prudente e
fundamentada. Jorion (2007) elucida em seu livro que em ambos os casos, no
entanto, os riscos devem ser cuidadosamente monitorados devido ao seu potencial
de danos.
Moraes (2013) descreve que em meados do século XX, a concepção de risco
adquiriu amplo destaque social e industrial, constituindo um conceito operacional
amplamente utilizado na engenharia e na gestão de produtos necessários à tomada
de decisões associadas às atividades tecnológicas.
Em uma perspectiva popular, o risco simboliza a possibilidade de perda, dano,
desvantagem ou impacto negativo, bem como um perigo ou uma ameaça. Já em
uma perspectiva técnica, está associado a um evento ou acontecimento e é definido
pela Associação Brasileira de Normas Técnicas (ABNT) na norma NBR ISO 31000
(2009) como uma grandeza que resulta da combinação da probabilidade e
severidade de consequências devido a falhas potenciais.
Nesse contexto, segundo Rausand e Oien (1996), as falhas constituem uma
concepção primordial para a avaliação de confiabilidade, sendo definidas como a
finalização da habilidade de um item para a execução de uma requerida
18
incumbência. Elas são consideradas eventos não planejados e indesejados que
podem ocorrer em um processo causando um efeito, podendo gerar
indisponibilidade e/ou perdas na qualidade do produto e dependendo de sua
magnitude, até mesmo acarretar em danos à imagem e reputação da companhia.
A fabricação e utilização de um produto agroquímico, incluindo seus
componentes, ocasionalmente implica em um certo grau de risco devido a sua
potencial toxicidade.
Freitas (2003, p.212) comenta sobre o assunto afirmando que:
[...] a discussão sobre os agrotóxicos vem crescendo, fortificando-se não apenas em termos de segurança no trabalho no uso de equipamentos de proteção individual, mas na adoção de medidas de educação, proteção coletiva, fiscalização, implantação de alternativas, prevenção e gerenciamentos de riscos, obrigando-nos a refletir e a desenvolver estratégias que não só possam lidar com os riscos e as incertezas relacionadas ao problema, mas que também contribuam para uma sociedade democrática e sustentável.
É importante compreender que a qualidade do produto deve ser mantida
durante todo o ciclo de vida do produto (LINS, 2005), de tal modo que os atributos
que são importantes para a qualidade do agroquímico permaneçam consistentes
com os utilizados nos estudos toxicológicos.
Uma abordagem eficaz de gestão de riscos de qualidade pode garantir ainda
mais a qualidade do produto para o cliente, fornecendo uma forma dinâmica para
identificar e controlar possíveis problemas de qualidade durante as etapas de
desenvolvimento e fabricação. Além disso, o uso da gestão de riscos de qualidade
pode melhorar o poder de decisão do fabricante se surgir um problema de qualidade
que necessite de um veredito. Uma gestão dos riscos de qualidade eficiente pode
facilitar a tomada de decisões e fazer com estas sejam melhores e mais informadas,
pode fornecer aos órgãos reguladores uma maior garantia da capacidade de uma
empresa para lidar com riscos potenciais de seus produtos e até mesmo afetar
beneficamente a extensão e nível de supervisão reguladora direta, que no caso da
indústria de agroquímicos, é realizada pela Agência Nacional de Vigilância Sanitária
(ANVISA), pelo Ministério da Agricultura, Pecuária e Abastecimento (MAPA) e pelo
Instituto Brasileiro do Meio Ambiente e dos Recursos Naturais Renováveis (IBAMA).
19
2.1.2 Estágios do gerenciamento de riscos
A elaboração do gerenciamento de riscos pode ser realizada através de
diferentes tipos e números de etapas de acordo com a preferência de cada autor
(OLIVEIRA, 2009), porém em todos os casos, é fundamentada essencialmente nas
atividades de detecção dos perigos existentes e de suas causas, cálculo dos riscos
evidenciados por estes perigos e criação e emprego de medidas de redução destes
riscos com a posterior verificação da eficiência das medidas adotadas (JONES et al.,
2002).
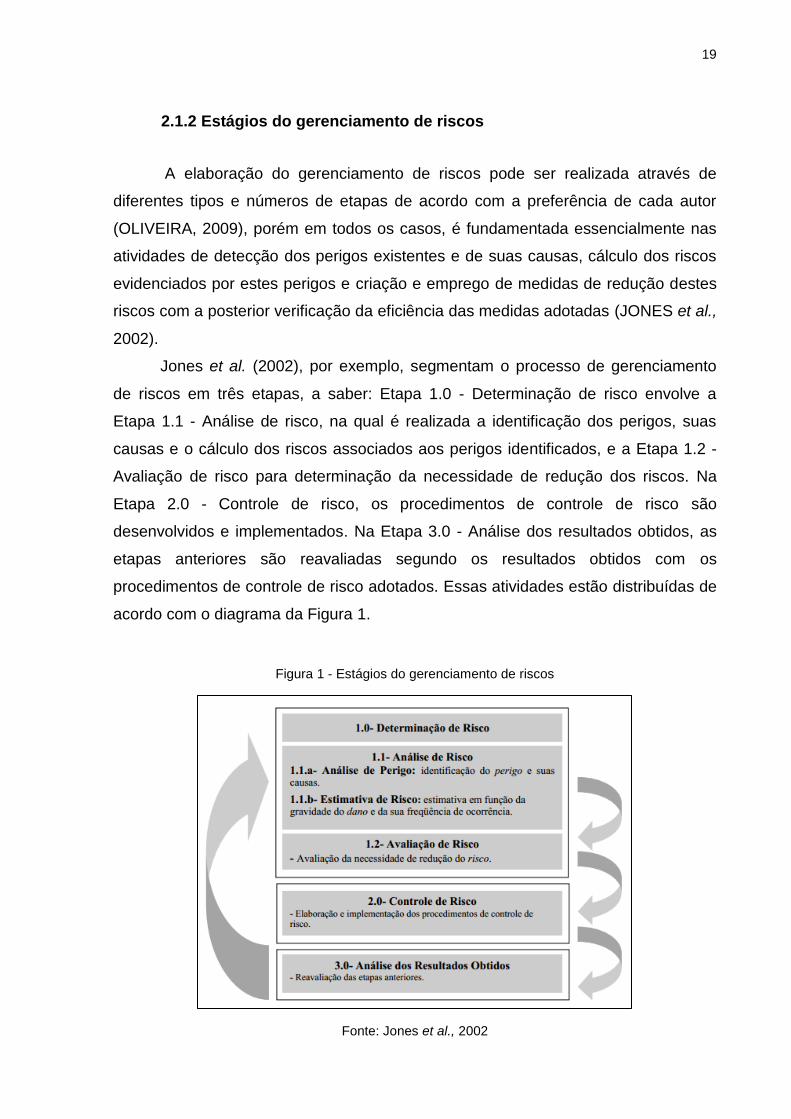
Jones et al. (2002), por exemplo, segmentam o processo de gerenciamento
de riscos em três etapas, a saber: Etapa 1.0 - Determinação de risco envolve a
Etapa 1.1 - Análise de risco, na qual é realizada a identificação dos perigos, suas
causas e o cálculo dos riscos associados aos perigos identificados, e a Etapa 1.2 -
Avaliação de risco para determinação da necessidade de redução dos riscos. Na
Etapa 2.0 - Controle de risco, os procedimentos de controle de risco são
desenvolvidos e implementados. Na Etapa 3.0 - Análise dos resultados obtidos, as
etapas anteriores são reavaliadas segundo os resultados obtidos com os
procedimentos de controle de risco adotados. Essas atividades estão distribuídas de
acordo com o diagrama da Figura 1.
Figura 1 - Estágios do gerenciamento de riscos
Fonte: Jones et al., 2002
20
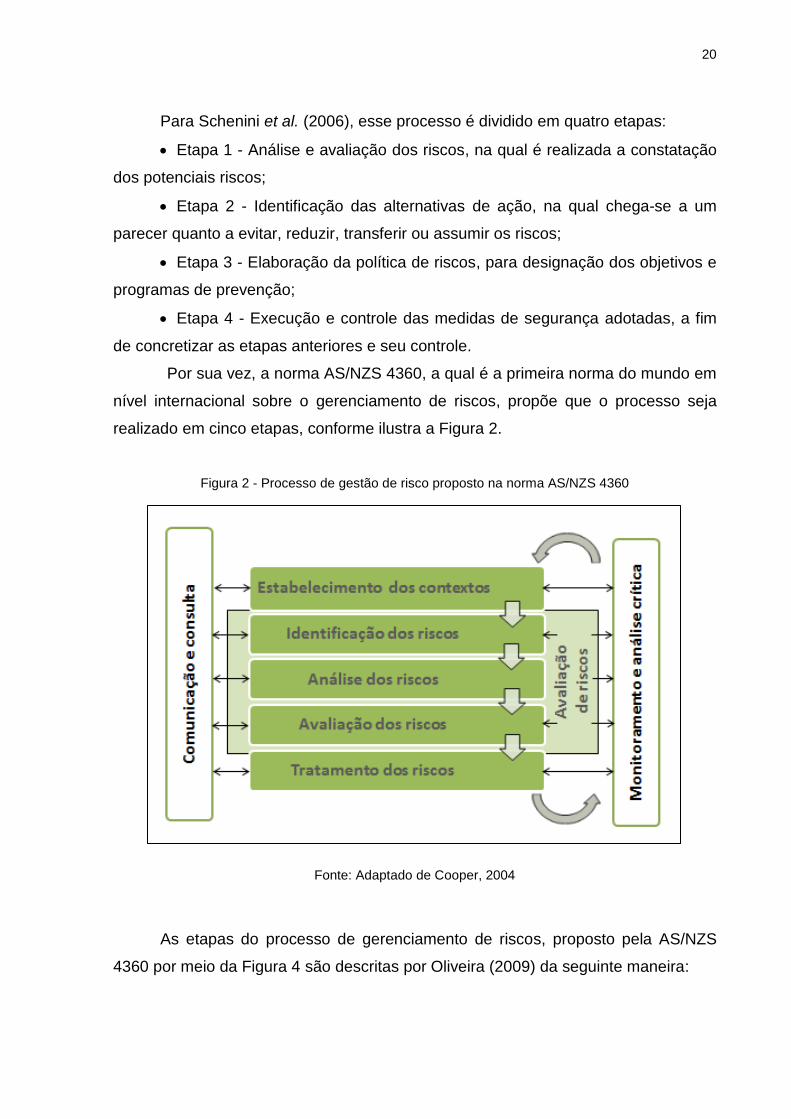
Para Schenini et al. (2006), esse processo é dividido em quatro etapas:
Etapa 1 - Análise e avaliação dos riscos, na qual é realizada a constatação
dos potenciais riscos;
Etapa 2 - Identificação das alternativas de ação, na qual chega-se a um
parecer quanto a evitar, reduzir, transferir ou assumir os riscos;
Etapa 3 - Elaboração da política de riscos, para designação dos objetivos e
programas de prevenção;
Etapa 4 - Execução e controle das medidas de segurança adotadas, a fim
de concretizar as etapas anteriores e seu controle.
Por sua vez, a norma AS/NZS 4360, a qual é a primeira norma do mundo em
nível internacional sobre o gerenciamento de riscos, propõe que o processo seja
realizado em cinco etapas, conforme ilustra a Figura 2.
Figura 2 - Processo de gestão de risco proposto na norma AS/NZS 4360
Fonte: Adaptado de Cooper, 2004
As etapas do processo de gerenciamento de riscos, proposto pela AS/NZS
4360 por meio da Figura 4 são descritas por Oliveira (2009) da seguinte maneira:
21
Comunicação e consulta - informar e consultar as partes internas e
externas envolvidas em cada etapa do processo de gestão de riscos e em relação
ao processo como um todo;
Estabelecimento dos contextos - estipular o contexto interno, o externo e
o da gestão de riscos, bem como os critérios em relação aos quais os riscos serão
avaliados e a estrutura da análise;
Identificação de riscos - identificar conjunturas, combinações de
conjunturas e estados de um sistema que possam levar a um episódio indesejável;
Análise de riscos - identificar e analisar os riscos e controles existentes.
Envolve determinar o nível de risco considerando as consequências potenciais, da
ocorrência e da probabilidade dos eventos;
Avaliação de riscos – quantificar os riscos por meio de sua probabilidade e
das possíveis consequências expressas em danos pessoais, materiais ou
financeiros para que sejam tomadas decisões quanto à extensão, natureza e
prioridade das ações necessárias para mitigação desses eventos indesejados;
Tratamento de riscos - elaborar e colocar em prática estratégias e planos
de ação referentes aos riscos detectados, com o intuito de aumentar os benefícios e
diminuir os custos potenciais. Para Alberton (1996), essa etapa aborda somente um
dos seguintes caminhos: eliminação, redução, retenção ou transferência dos riscos
detectados nas etapas anteriores;
Monitoramento e análise crítica - monitorar e, caso necessário, proceder
as modificações necessárias para garantir a melhoria continua do processo. Essa
fase monitora a eficácia de todas as etapas do processo de gestão de riscos.
2.1.3 Técnicas para realização de análise de riscos
Aven (2008) descreve em seu livro que a análise de risco deve produzir um
quadro amplo de risco, com destaque para as incertezas para além dos valores e
probabilidades esperados. O objetivo da análise de risco é detectar ameaças,
particularidades e desvios de processo que possam afetar a saúde e segurança dos
empregados, o meio ambiente e a qualidade dos produtos, bem como prever
quantidades físicas desconhecidas tais como pressão de uma explosão, o número
de vítimas mortais, custos, e assim por diante, e avaliar as incertezas relacionadas a
esses eventos.
22
Chopra (2012) explicita que interrupções nos fluxos de materiais em qualquer
parte da cadeia de abastecimento são imprevisíveis e raras, mas muitas vezes
bastante prejudiciais para as empresas. Nesse contexto, é de suma importância a
aplicação de técnicas de análise de riscos para identificação dos riscos relativos a
projetos, aquisição, sistemas, propriedade intelectual, recebimento, estoques e de
capacidade.
Segundo Duarte Junior (2011), existe uma gama de ferramentas e
metodologias de análise de riscos que podem ser utilizadas para esses propósitos.
Dentre elas pode-se citar a Análise da Árvore de Falhas (FTA – Fault Tree Analysis),
Análise de Efeitos e Conseqüências (AQR), Análise de Modos de Falha e Efeitos
(FMEA - Failure Mode and Effect Analysis), Análise Preliminar de Perigos (APP),
Análise Preliminar de Riscos (APR), Análise SWOT (Strengths, Weaknesses,
Opportunities, and Threats), Árvore de Decisão, Avaliação do Nível de Integridade e
Segurança (SIL), Estudo do Perigo e da Operabilidade (HAZOP – Hazard and
Operability Study), HACCP – Hazard Analysis of Critical Control Points, HAZID –
Hazard Identification Study, Matriz Probabilidade-Impacto, What-if, entre outras.
Estas técnicas já são amplamente empregadas nos programas de controle de
qualidade, sendo escolhidas e adotadas baseando-se nas características e
peculiaridades de cada uma delas. A FTA analisa efeitos indesejados causados por
problemas no produto escolhido e identifica as possíveis razões ou modos
defeituosos que provocaram este efeito de maneira dedutiva (ERICSON, 1999;
GEYMAR et al., 1995). HAZOP é uma metodologia indutiva voltada para a
identificação de perigos, problemas e/ou desvios operacionais nos processos,
compreendendo uma revisão detalhada da operação do produto (KLETZ, 1999). A
FMEA é uma técnica indutiva pela qual os efeitos dos modos de falha de um projeto,
processo, sistema ou serviço analisado são identificados e avaliados
sistematicamente (MCDERMOTT,1996). Quando o nível de severidade e
probabilidade de ocorrência dos modos de falha são analisados, a técnica passa a
ser chamada de Análise Crítica de Modos de Falha e Efeitos – FMECA (BOUTI,
1994) .
De acordo com Calixto (2006, p. 5), as técnicas de análise de risco podem ser
caracterizadas como dedutivas ou indutivas:
23
´As técnicas dedutivas partem do perigo, aspecto ambiental ou desvio de processo para as causas e consequências com objetivo de propor ações mitigadoras. As técnicas indutivas são o contrario, investigam os possíveis efeitos de um evento desejado partindo de um desvio de processo ou evento indesejado para avaliar as causas e consequências para propor ações mitigadoras. ´
Para Pedroso (2006), as técnicas dedutivas e indutivas, por sua vez, podem
ser divididas em qualitativas e quantitativas. As técnicas qualitativas são
fundamentadas na vivência e conhecimento dos envolvidos do processo a ser
averiguado, podendo-se fazer o uso de bancos de dados para se definir a
probabilidade de ocorrência dos acontecimentos indesejados caso haja
necessidade, entretanto, a severidade de tais acontecimentos não é calculada.
Já as técnicas quantitativas têm por objetivo quantificar a fragilidade da área
analisada e o efeito em termos de danos materiais, ambientais e físicos aos
indivíduos dentro e fora da organização, podendo utilizar-se de modelos
matemáticos e simuladores (CALIXTO, 2006).
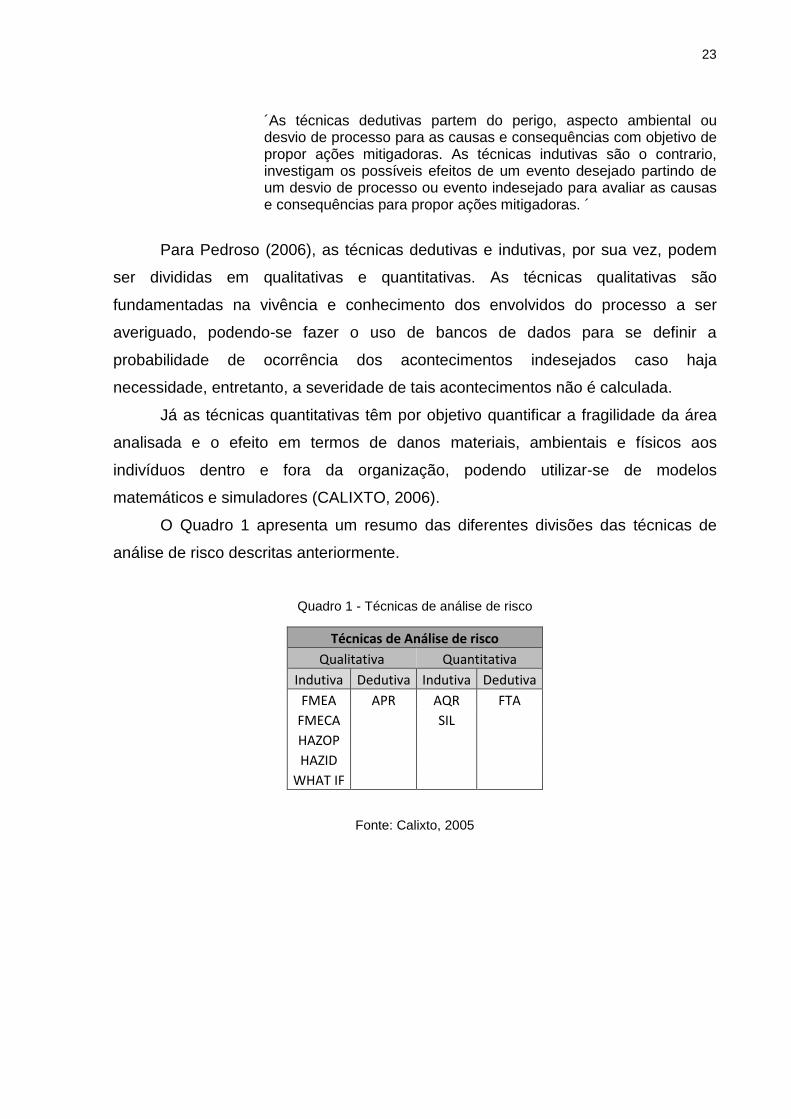
O Quadro 1 apresenta um resumo das diferentes divisões das técnicas de
análise de risco descritas anteriormente.
Quadro 1 - Técnicas de análise de risco
Técnicas de Análise de risco
Qualitativa Quantitativa
Indutiva Dedutiva Indutiva Dedutiva
FMEA APR AQR FTA
FMECA SIL
HAZOP
HAZID
WHAT IF
Fonte: Calixto, 2005

24
2.2 FMEA
2.2.1 Origem e aplicação
A Análise dos Modos de Falha e seus Efeitos (AMFE) é a tradução adotada
pela Associação Brasileira de Norma Técnicas na norma NBR 5462 (1994), para a
sigla originária do inglês FMEA (Failure Mode and Effects Analysis).
Desenvolvido na década de 1960 pela agência norte-americana NASA
(National Aeronautics and Space Administration) durante a missão Apollo, esse
método tem por objetivo identificar falhas potenciais em sistemas, projetos,
processos ou serviços, bem como seus efeitos e causas e a partir disso, definir
ações para reduzir ou eliminar o risco associado a essas falhas (PUENTE et al.,
2002).
Clarke (2005) relata que após sua aplicação no setor espacial, a FMEA foi
utilizada em 1975 na tecnologia nuclear. Após 1977, passou a ser utilizada de forma
mais abrangente na indústria automobilística, uma vez que a Ford Motors Company
incorporou a FMEA em seu conceito de garantia da qualidade na fabricação de
automóveis (GILCHRIST,1993).
O uso da FMEA tem se difundido amplamente por ser exigência contratual de
fornecimento de todas as montadoras automobilísticas, sendo referenciada na QS
9000 como manual complementar. Além disso, essa metodologia é cada vez mais
utilizada em todos os campos que envolvam o processo de desenvolvimento de
bens de consumo e de capital (BERENS,1989; SCHUBERT, 1993). Ao longo dos
anos, o FMEA tem sido empregado nas mais diversas áreas, tais como:
Administração (COUTO et al., 2015);
Área médica (CAIXEIRO, 2011; DUWE et al., 2005);
Circuitos elétricos (PRICE, 1996);
Desenvolvimento de reator termonuclear (PINA et al., 1998);
Equipamentos semicondutores (VILLACOURT, 1992);
Ergonomia (SANTOS, 2003);
Indústria siderúrgica e metalúrgica (CASTRO, 2005; ARAUJO, 2015);
Indústria química (THIVEL, BULTEL e DELPECH, 2008);
Indústria alimentícia (TSAROUHAS, ARVANITOYANNIS e AMPATZIS,
2009);
25
Sistema de gestão integrado (SILVA,1997);
Sistemas hidráulicos e pneumáticos (BULL et al., 1995; LATINO,1996).
2.2.2 Conceito e etapas para realização da FMEA
A Análise de Modos de Falha e Efeitos é uma análise aprofundada que
permite identificar e explorar os modos de falha individuais de equipamentos ou
componentes de um sistema, ou seja, as maneiras pelas quais esses elementos
podem falhar, além de propiciar um estudo das causas e os efeitos que poderão
originar-se devido a tais falhas (MATOS, 2009).
Esse método surgiu da necessidade de se determinar a confiabilidade de
produtos complexos. A confiabilidade é definida por Hammer (1993) como a
probabilidade de uma missão ser concluída com sucesso dentro de um determinado
tempo e segundo condições específicas. Visando alcançar esse propósito, a FMEA
determina como, quando e porque os componentes do produto podem falhar, avalia
as consequências e as taxas de falha e propõe alternativas que possibilitem uma
diminuição das probabilidades de falha, gerando um aumento na confiabilidade do
sistema.
A FMEA é aplicada incialmente de forma qualitativa, durante o levantamento
sistemático dos modos de falha, a determinação de seus efeitos e dos componentes
cujas falhas têm efeito crítico na operação do sistema. Em seguida, pode-se realizar
uma análise quantitativa para estabelecer a probabilidade de falha ou confiabilidade
do sistema através do cálculo do Número de Prioridade de Risco (NPR), que é
obtido por meio da multiplicação dos valores definidos para os critérios de
severidade, ocorrência e detecção:
NPR = severidade x ocorrência x detecção
A severidade é considerada como o resultado do efeito potencial das falhas
de cada componente em um sistema e pode ser definida através da utilização do
Quadro 2 abaixo que é dividido entre Efeito no Cliente externo e Efeito na
Fabricação/Montagem, referente ao cliente interno. É necessário somente ler todos
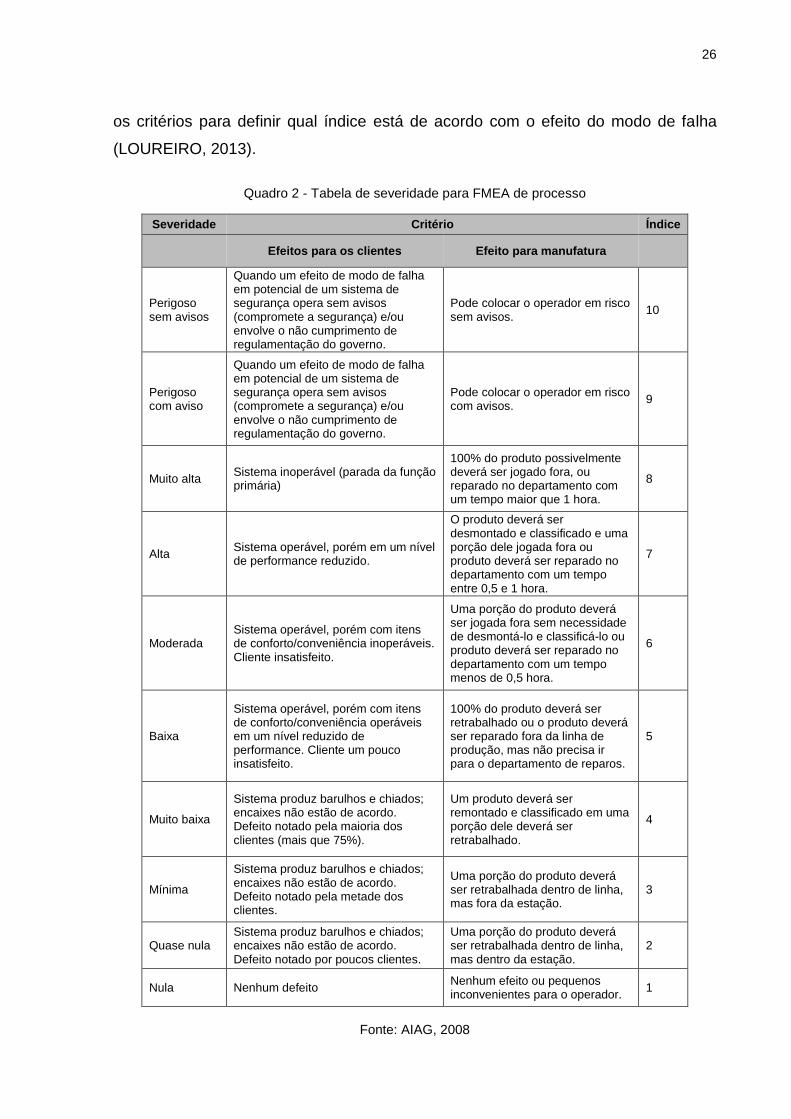
26
os critérios para definir qual índice está de acordo com o efeito do modo de falha
(LOUREIRO, 2013).
Quadro 2 - Tabela de severidade para FMEA de processo
Severidade Critério Índice
Efeitos para os clientes Efeito para manufatura
Perigoso sem avisos
Quando um efeito de modo de falha em potencial de um sistema de segurança opera sem avisos (compromete a segurança) e/ou envolve o não cumprimento de regulamentação do governo.
Pode colocar o operador em risco sem avisos.
10
Perigoso com aviso
Quando um efeito de modo de falha em potencial de um sistema de segurança opera sem avisos (compromete a segurança) e/ou envolve o não cumprimento de regulamentação do governo.
Pode colocar o operador em risco com avisos.
9
Muito alta Sistema inoperável (parada da função primária)
100% do produto possivelmente deverá ser jogado fora, ou reparado no departamento com um tempo maior que 1 hora.
8
Alta Sistema operável, porém em um nível de performance reduzido.
O produto deverá ser desmontado e classificado e uma porção dele jogada fora ou produto deverá ser reparado no departamento com um tempo entre 0,5 e 1 hora.
7
Moderada Sistema operável, porém com itens de conforto/conveniência inoperáveis. Cliente insatisfeito.
Uma porção do produto deverá ser jogada fora sem necessidade de desmontá-lo e classificá-lo ou produto deverá ser reparado no departamento com um tempo menos de 0,5 hora.
6
Baixa
Sistema operável, porém com itens de conforto/conveniência operáveis em um nível reduzido de performance. Cliente um pouco insatisfeito.
100% do produto deverá ser retrabalhado ou o produto deverá ser reparado fora da linha de produção, mas não precisa ir para o departamento de reparos.
5
Muito baixa
Sistema produz barulhos e chiados; encaixes não estão de acordo. Defeito notado pela maioria dos clientes (mais que 75%).
Um produto deverá ser remontado e classificado em uma porção dele deverá ser retrabalhado.
4
Mínima
Sistema produz barulhos e chiados; encaixes não estão de acordo. Defeito notado pela metade dos clientes.
Uma porção do produto deverá ser retrabalhada dentro de linha, mas fora da estação.
3
Quase nula Sistema produz barulhos e chiados; encaixes não estão de acordo. Defeito notado por poucos clientes.
Uma porção do produto deverá ser retrabalhada dentro de linha, mas dentro da estação.
2
Nula Nenhum defeito Nenhum efeito ou pequenos inconvenientes para o operador.
1
Fonte: AIAG, 2008
27
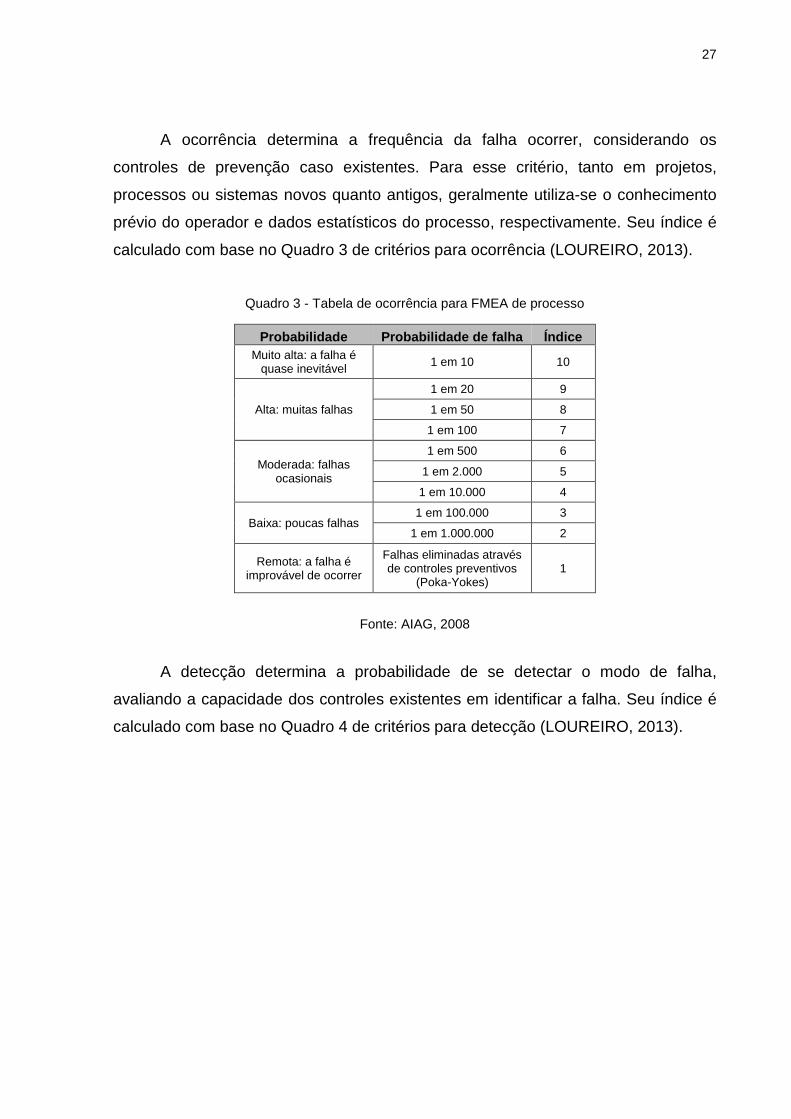
A ocorrência determina a frequência da falha ocorrer, considerando os
controles de prevenção caso existentes. Para esse critério, tanto em projetos,
processos ou sistemas novos quanto antigos, geralmente utiliza-se o conhecimento
prévio do operador e dados estatísticos do processo, respectivamente. Seu índice é
calculado com base no Quadro 3 de critérios para ocorrência (LOUREIRO, 2013).
Quadro 3 - Tabela de ocorrência para FMEA de processo
Probabilidade Probabilidade de falha Índice
Muito alta: a falha é quase inevitável
1 em 10 10
Alta: muitas falhas
1 em 20 9
1 em 50 8
1 em 100 7
Moderada: falhas ocasionais
1 em 500 6
1 em 2.000 5
1 em 10.000 4
Baixa: poucas falhas 1 em 100.000 3
1 em 1.000.000 2
Remota: a falha é improvável de ocorrer
Falhas eliminadas através de controles preventivos
(Poka-Yokes) 1
Fonte: AIAG, 2008
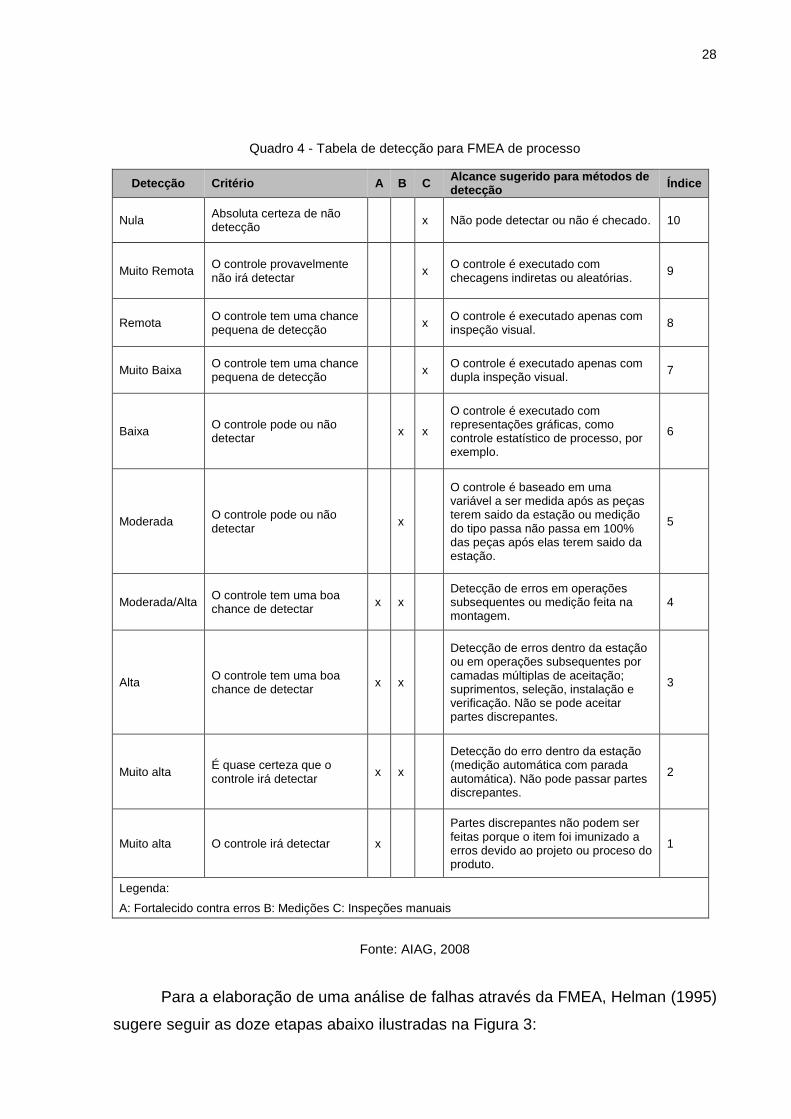
A detecção determina a probabilidade de se detectar o modo de falha,
avaliando a capacidade dos controles existentes em identificar a falha. Seu índice é
calculado com base no Quadro 4 de critérios para detecção (LOUREIRO, 2013).
28
Quadro 4 - Tabela de detecção para FMEA de processo
Detecção Critério A B C Alcance sugerido para métodos de detecção
Índice
Nula Absoluta certeza de não detecção
x Não pode detectar ou não é checado. 10
Muito Remota O controle provavelmente não irá detectar
x O controle é executado com checagens indiretas ou aleatórias.
9
Remota O controle tem uma chance pequena de detecção
x O controle é executado apenas com inspeção visual.
8
Muito Baixa O controle tem uma chance pequena de detecção
x O controle é executado apenas com dupla inspeção visual.
7
Baixa O controle pode ou não detectar
x x
O controle é executado com representações gráficas, como controle estatístico de processo, por exemplo.
6
Moderada O controle pode ou não detectar
x
O controle é baseado em uma variável a ser medida após as peças terem saido da estação ou medição do tipo passa não passa em 100% das peças após elas terem saido da estação.
5
Moderada/Alta O controle tem uma boa chance de detectar
x x Detecção de erros em operações subsequentes ou medição feita na montagem.
4
Alta O controle tem uma boa chance de detectar
x x
Detecção de erros dentro da estação ou em operações subsequentes por camadas múltiplas de aceitação; suprimentos, seleção, instalação e verificação. Não se pode aceitar partes discrepantes.
3
Muito alta É quase certeza que o controle irá detectar
x x
Detecção do erro dentro da estação (medição automática com parada automática). Não pode passar partes discrepantes.
2
Muito alta O controle irá detectar x
Partes discrepantes não podem ser feitas porque o item foi imunizado a erros devido ao projeto ou proceso do produto.
1
Legenda:
A: Fortalecido contra erros B: Medições C: Inspeções manuais
Fonte: AIAG, 2008
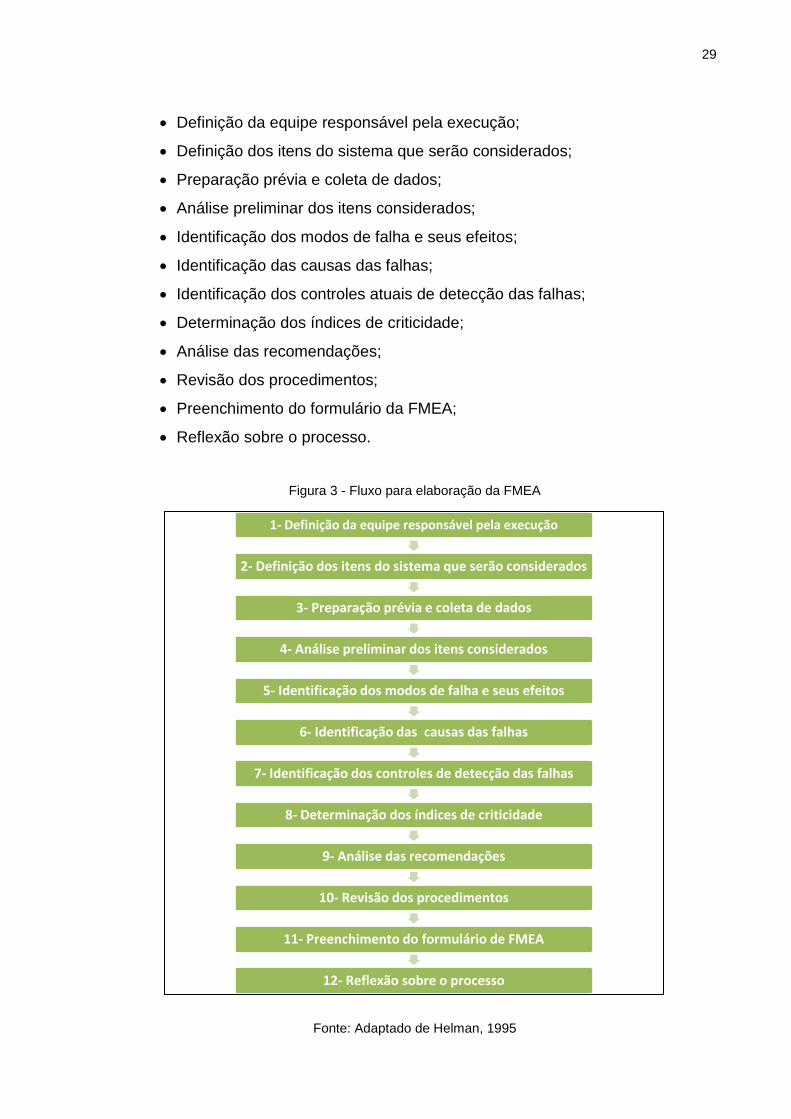
Para a elaboração de uma análise de falhas através da FMEA, Helman (1995)
sugere seguir as doze etapas abaixo ilustradas na Figura 3:
29
Definição da equipe responsável pela execução;
Definição dos itens do sistema que serão considerados;
Preparação prévia e coleta de dados;
Análise preliminar dos itens considerados;
Identificação dos modos de falha e seus efeitos;
Identificação das causas das falhas;
Identificação dos controles atuais de detecção das falhas;
Determinação dos índices de criticidade;
Análise das recomendações;
Revisão dos procedimentos;
Preenchimento do formulário da FMEA;
Reflexão sobre o processo.
Figura 3 - Fluxo para elaboração da FMEA
Fonte: Adaptado de Helman, 1995
1- Definição da equipe responsável pela execução
2- Definição dos itens do sistema que serão considerados
3- Preparação prévia e coleta de dados
4- Análise preliminar dos itens considerados
5- Identificação dos modos de falha e seus efeitos
6- Identificação das causas das falhas
7- Identificação dos controles de detecção das falhas
8- Determinação dos índices de criticidade
9- Análise das recomendações
10- Revisão dos procedimentos
11- Preenchimento do formulário de FMEA
12- Reflexão sobre o processo

30
2.2.3 Formulário de FMEA
Conforme manual de referencia do SAE – Society of Automotive Engineers, a
condução do trabalho a ser desenvolvido deve ser baseada em um formulário de
FMEA para a aplicação da metodologia, conforme Anexo A. O formulário é
extensível para todos os tipos de FMEA.
2.2.4 Tipos de FMEAs
Existem quatro tipos de FMEAs utilizados globalmente. Dentre eles, todos
possuem como objetivo identificar falhas que possam causar danos em potencial ou
prejuízo para o consumidor do produto ou serviço oferecido e diferem entre si na
forma de classificar os riscos e nomear os elementos envolvidos. De acordo com
Silveira (2012), os tipos mais comuns são a FMEA de produto e a FMEA de
processo. A Figura 4 apresenta as relações entre os tipos de FMEA.
Figura 4 - Tipos de FMEAs
Fonte: Adaptado de Stamatis, 2003
A seguir a descrição, foco e objetivo de cada um segundo Stamatis (2003):
31
FMEA de Sistema: utilizada para analisar sistemas e subsistemas, desde o
conceito inicial até o estágio de projeto. Seu foco é explorar os modos de falha
potenciais entre as funções de um sistema devido a deficiências no modelo e
minimizar o efeito dessas falhas. A FMEA de sistema tem como objetivo maximizar a
qualidade, a confiança, o custo e a manutenção de um sistema. Ele auxilia na
escolha da melhor alternativa de projeto de um sistema, na determinação de
redundâncias, na definição da base para os procedimentos de diagnóstico em nível
de um sistema, no aumento da probabilidade de que os problemas potenciais sejam
considerados e na identificação das falhas potenciais do sistema e suas interações
com outros sistemas ou subsistemas.
FMEA de Projeto ou FMEA de produto: utilizada para analisar produtos
antes de serem liberados para a fabricação. Concentra-se em modos de falhas
causados por deficiências de projeto, analisando as especificações do produto e
focando em componentes e subsistemas de forma a minimizar o efeito dessas
falhas. A FMEA de projeto tem como objetivo maximizar a qualidade, a confiança, o
custo e a manutenção de um projeto. Ela auxilia no estabelecimento de prioridades
de ações de melhoria no projeto, na identificação de características críticas ou
significativas bem como falhas nas fases de desenvolvimento de um produto, na
avaliação dos requerimentos e alternativas de um projeto, na identificação e
posterior eliminação de problemas potenciais de segurança e na documentação das
razões para as mudanças.
FMEA de Processo: utilizada para analisar processos de fabricação e
montagem. Concentra-se em modos de falhas causados nas etapas de
planejamento e execução de forma a minimizar o efeito dessas falhas e melhorar o
processo como um todo. A FMEA de processo tem por objetivo maximizar a
qualidade, a confiança, o custo, a manutenção e a produtividade de um processo.
Ela identifica as deficiências no processo e as características críticas e/ou
significativas, oferece um plano de ações corretivas e estabelece uma prioridade
para elas, ajuda no desenvolvimento dos planos de controle, auxilia na análise dos
processos de manufatura e montagem e na documentação das razões para as
mudanças.
FMEA de Serviço: utilizada para analisar serviços antes que eles atinjam
os clientes. Concentra-se em modos de falha (tarefas, erros e equívocos) causados
32
por deficiências no sistema ou processos, de forma a minimizar o efeito dessas
falhas. A FMEA de serviço tem por objetivo maximizar a satisfação do cliente através
de qualidade, confiança e serviços. Ela auxilia nas análises dos fluxos de trabalho,
sistemas e processos, identifica as deficiências das tarefas, detecta as tarefas
críticas ou significativas, ajuda no desenvolvimento dos planos de controle,
estabelece uma prioridade para as ações de melhoria e documenta as razões para
as mudanças.
2.2.5 Equipe de FMEA
Embora seja necessário que a responsabilidade pela execução da FMEA seja
delegada a um indivíduo, Huang (1999) descreve que a FMEA deve ser um
resultado de um trabalho em equipe. Cada membro pode fazer as suas próprias
contribuições de forma independente ou com base em trabalhos anteriores
realizados pelos outros membros da equipe.
Um time de especialistas com experiência no tema a ser analisado deve ser
formado incluindo, por exemplo, engenheiros de projeto, manufatura, montagem,
assistência técnica, qualidade, confiabilidade, operadores e responsáveis por
manutenção, conforme a necessidade.
Esse time tem como responsabilidades a abordagem de trabalho em equipe,
a coordenação da equipe pelo engenheiro responsável pelo produto, processo ou
manutenção, o envolvimento de representantes de todas as atividades efetuadas,
bem como a atualização do formulário utilizado para realização da FMEA com as
mudanças ocorridas ou com informações adicionais obtidas, uma vez que se trata de
um documento vivo.
2.2.6 Normas que orientam a FMEA
Atualmente existem diversas normas que abordam a gestão da qualidade
(ISO 9000 e QS9000), gestão ambiental (ISO 14000) e gestão de segurança e
saúde do trabalho (BS8800).
A elaboração e posterior propagação dessas normas têm por objetivo
estabelecer e regulamentar procedimentos que procuram atenuar prejuízos
33
provenientes de deficiências habituais do âmbito de planejamento, de forma a
garantir uma gestão mais eficiente e completa em relação às temáticas citadas
acima.
Nesse contexto, Silva (1997) considera que se a metodologia da FMEA for
empregada de forma adequada, ela poderá atender aos requisitos específicos
dessas normas, como por exemplo, na realização de uma análise e priorização de
impactos, bem como na determinação de ações corretivas e preventivas para sanar
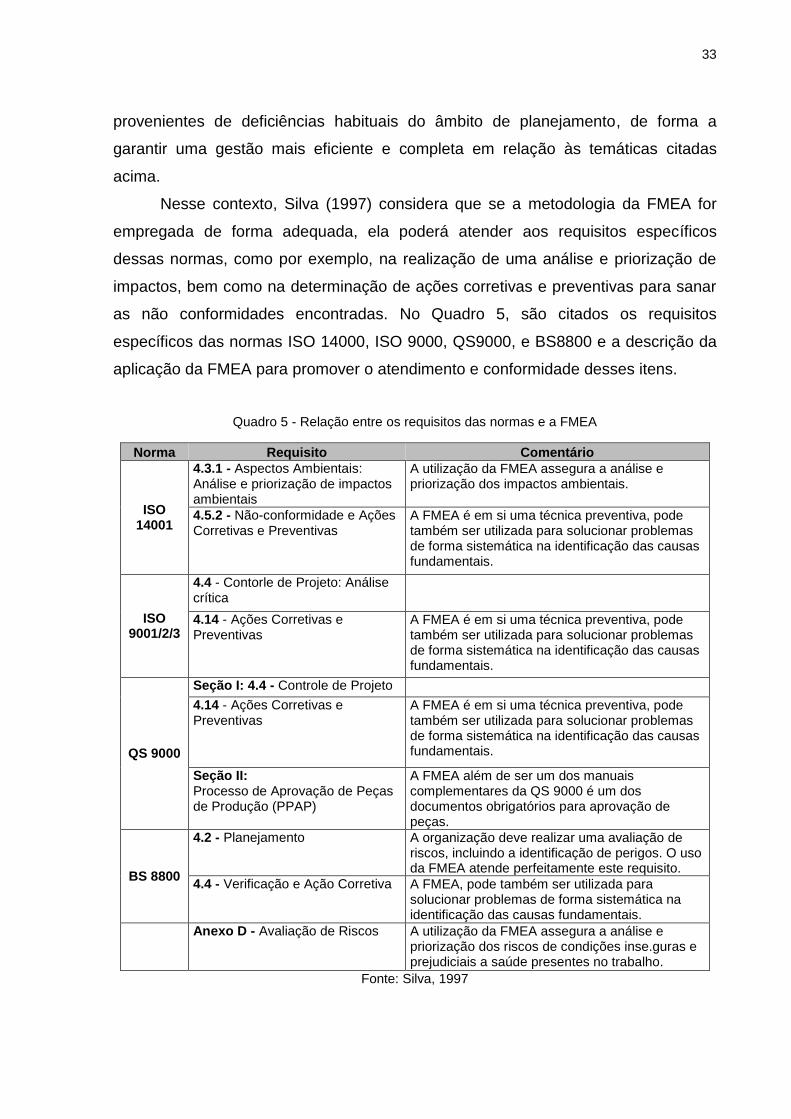
as não conformidades encontradas. No Quadro 5, são citados os requisitos
específicos das normas ISO 14000, ISO 9000, QS9000, e BS8800 e a descrição da
aplicação da FMEA para promover o atendimento e conformidade desses itens.
Quadro 5 - Relação entre os requisitos das normas e a FMEA
Norma Requisito Comentário
ISO 14001
4.3.1 - Aspectos Ambientais: Análise e priorização de impactos ambientais
A utilização da FMEA assegura a análise e priorização dos impactos ambientais.
4.5.2 - Não-conformidade e Ações Corretivas e Preventivas
A FMEA é em si uma técnica preventiva, pode também ser utilizada para solucionar problemas de forma sistemática na identificação das causas fundamentais.
ISO 9001/2/3
4.4 - Contorle de Projeto: Análise crítica
4.14 - Ações Corretivas e Preventivas
A FMEA é em si uma técnica preventiva, pode também ser utilizada para solucionar problemas de forma sistemática na identificação das causas fundamentais.
QS 9000
Seção I: 4.4 - Controle de Projeto
4.14 - Ações Corretivas e Preventivas
A FMEA é em si uma técnica preventiva, pode também ser utilizada para solucionar problemas de forma sistemática na identificação das causas fundamentais.
Seção II: Processo de Aprovação de Peças de Produção (PPAP)
A FMEA além de ser um dos manuais complementares da QS 9000 é um dos documentos obrigatórios para aprovação de peças.
BS 8800
4.2 - Planejamento A organização deve realizar uma avaliação de riscos, incluindo a identificação de perigos. O uso da FMEA atende perfeitamente este requisito.
4.4 - Verificação e Ação Corretiva A FMEA, pode também ser utilizada para solucionar problemas de forma sistemática na identificação das causas fundamentais.
Anexo D - Avaliação de Riscos A utilização da FMEA assegura a análise e priorização dos riscos de condições inse.guras e prejudiciais a saúde presentes no trabalho.
Fonte: Silva, 1997
34
Nos subitens a seguir será apresentado um resumo das normas, bem como
suas características e peculiaridades.
2.2.6.1 Normas ISO 9000
A ISO – International Organization for Standardization, é uma organização
criada em 1946 com o intuito de facilitar a coordenação internacional e a unificação
dos padrões industriais (SOARES, 2013).
Em 1987, a organização publicou uma série de cinco normas que estabelece
um método para gestão e garantia da qualidade de forma a assegurar a estabilidade
e uniformidade de um processo produtivo, tanto para produtos quanto para serviços.
A família ISO 9000 foi concebida a principio, para ser o sistema comum da qualidade
na Europa Unificada, entretanto devido a sua abrangência, essa tendência se
irradiou para os demais países participantes da ISO, os Estados Unidos através da
Q-90, o Japão, os Tigres Asiáticos entre outros. No Brasil, essa nova ordem mundial
foi adotada através da família ABNT NBR ISO 9001. Por conseguinte, o certificado
ISO 9000 é documento imprescindível para empresas que desejam comercializar
seus produtos internacionalmente, principalmente nos países que adotam a norma
ISO (SILVA, 1997).
Em resumo, a ISO 9000 é um sistema de gestão da qualidade (SGQ)
concebido através de normas que descrevem requisitos de sistemas de qualidade
que pode ser utilizado como instrumento pelas empresas para desenvolver, manter e
documentar um portfólio de serviços, melhorar seu desempenho e se beneficiar com
a implementação para fins de garantia de qualidade externa. De acordo com Soares
(2013, apud GRAEL, 2009), a gestão da qualidade pode ser apresentada em oito
princípios contidos na Figura 5:

35
Figura 5 - Princípios da gestão de qualidade
Fonte: Soares, 2013
Segundo Reocities (2015), a família ISO 9000 é constituída pelas seguintes
normas básicas:
ISO 9000:2005 – indica conceitos e terminologias utilizados nas normas.
Essa não é uma norma certificável, sendo utiliza apenas para consulta;
ISO 9001:2005 - indica requisitos para a implementação de um sistema de
gestão da qualidade e é utilizada quando a conformidade com requisitos
especificados tiver que ser garantida pelo fornecedor durante projeto,
desenvolvimento, produção, instalação e serviços associados. Essa norma é
certificável pelos organismos certificadores. Segundo INMETRO (2015):
[...] a ISO 9001 é a versão brasileira da norma internacional ISO 9001 que estabelece requisitos para o Sistema de Gestão da Qualidade (SGQ) de uma organização, não significando, necessariamente, conformidade de produto às suas respectivas especificações. O objetivo da ISO 9001 é lhe prover confiança de que o seu fornecedor poderá fornecer, de forma consistente e repetitiva, bens e serviços de acordo com o que você especificou.
36
ISO 9002:1994 – indica requisitos para a garantia da qualidade em
produção, instalação e serviços associados e era certificável pelos organismos
certificadores. No ano 2000, ela foi cancelada e absorvida pela ISO 9001;
ISO 9003:1994 – indica requisitos para a garantia da qualidade em
inspeção e ensaios finais e era certificável pelos organismos certificadores. No ano
2000, ela foi cancelada e absorvida pela ISO 9001;
ISO 9004:2008 – indica diretrizes para melhoria de desempenho e eficácia
da organização. Essa norma não é certificável.
2.2.6.2 Norma QS 9000
Nos Estados Unidos, em 1980, desencadeou-se uma corrida em busca da
qualidade na indústria automotiva e a criação de uma gama de programas
individualizados para melhorar o produto, a satisfação do cliente e as relações com
os fornecedores, gerando consequentemente certa opressão da rede de
fornecedores devido a quantidade de informações diferenciadas disponíveis (SILVA,
1997).
Nesse contexto, as grandes companhias da época Chrysler, Ford e General
Motors se uniram para formar um grupo tarefa com o objetivo de desenvolver
sistemas harmonizados para a indústria automotiva que satisfizessem os padrões
internacionais e os requisitos individuais de seus produtos (KARTHA, 2004).
O sistema de qualidade é encontrado no Quality System Requirement, QS-
9000 (HOYLE, 1997) e baseado na estrutura da ISO 9001:1994 em letras itálicas,
mas também possui requisitos adicionais que estão escritos em letras normais
(FORD, 1994). A aplicabilidade da QS 9000 estende-se a todos os fornecedores
internos e externos de produção, serviços, materiais e projetos (SILVA, 1997).
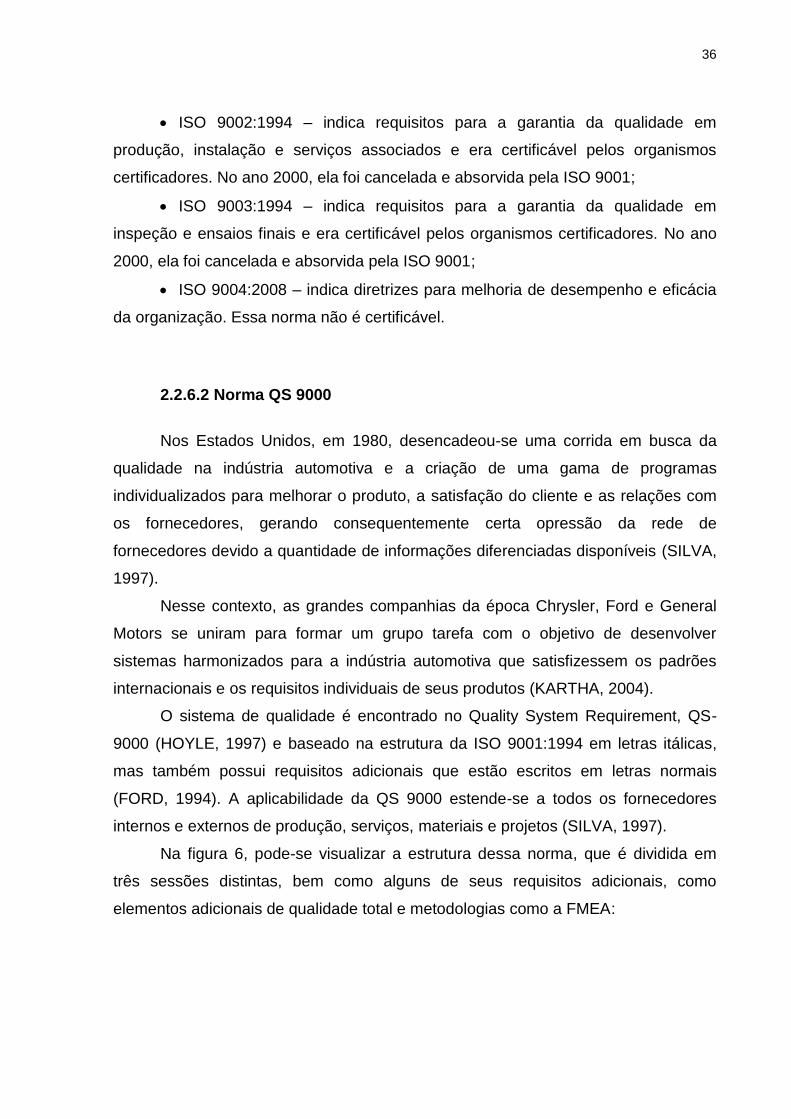
Na figura 6, pode-se visualizar a estrutura dessa norma, que é dividida em
três sessões distintas, bem como alguns de seus requisitos adicionais, como
elementos adicionais de qualidade total e metodologias como a FMEA:
37
Figura 6 - Descrição da QS 9000
Fonte: Silva, 1997
2.2.6.3 Normas ISO 14000
A família ISO 14000 é uma serie de normas que regulamenta métodos e
análises e possibilita certificar produtos e organizações, que estejam de acordo com
a legislação ambiental (SILVA, 1997). Soledade (2007, p.06) salienta que:
A série ISO 14000 tem como objetivo um Sistema de Gestão Ambiental que auxilie as empresas a cumprirem suas responsabilidades em relação ao meio ambiente que permeia a organização dentro de conceitos e procedimentos sem perder de vista características e valores regionais. As normas ISO 14000 se aplicam às atividades industriais, extrativas, agroindustriais e de serviços certificando as instalações da empresa, linhas de produção e produtos que satisfaçam os padrões de qualidade ambiental.
De acordo com Silva (1997), a norma ISO 14000 possui áreas de abrangência
que podem ser distribuídas nos grupos de processo produtivo e de produto, são
elas: sistemas de gestão ambiental, auditorias ambientais, selos verdes, avaliação
de desempenho ambiental, análise do ciclo de vida do produto e termos e definições.
Abaixo segue resumo da norma de maneira simplificada:
ISO 14001- indica requisitos para a implementação de um sistema de
gestão ambiental às empresas. Essa norma é certificável pelos organismos
certificadores;
38
ISO 14004 - é um guia de princípios, sistemas e técnicas de suporte para
que as empresas possam se enquadrar e, no futuro, conseguir a certificação;
ISO 14010 a 14012 – indica diretrizes para a realizacao de auditorias dos
métodos produtivos das empresas;
ISO 14020 a 14024 - normaliza objetos, princípios, termos e definições
para a rotulagem ambiental;
ISO 14040 a 14043 - define a avaliação do ciclo de vida dos produtos
seguindo padrões de gestão ambiental;
ISO 14050 - indica conceitos e terminologias utilizados nas normas.
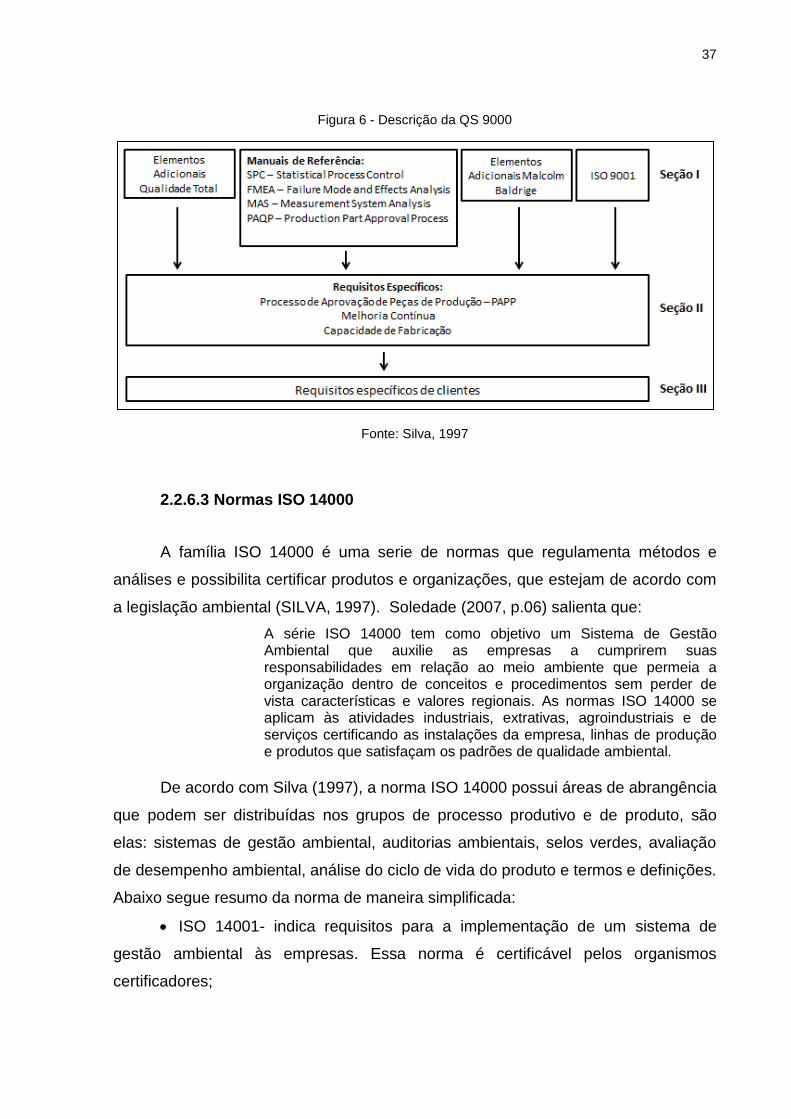
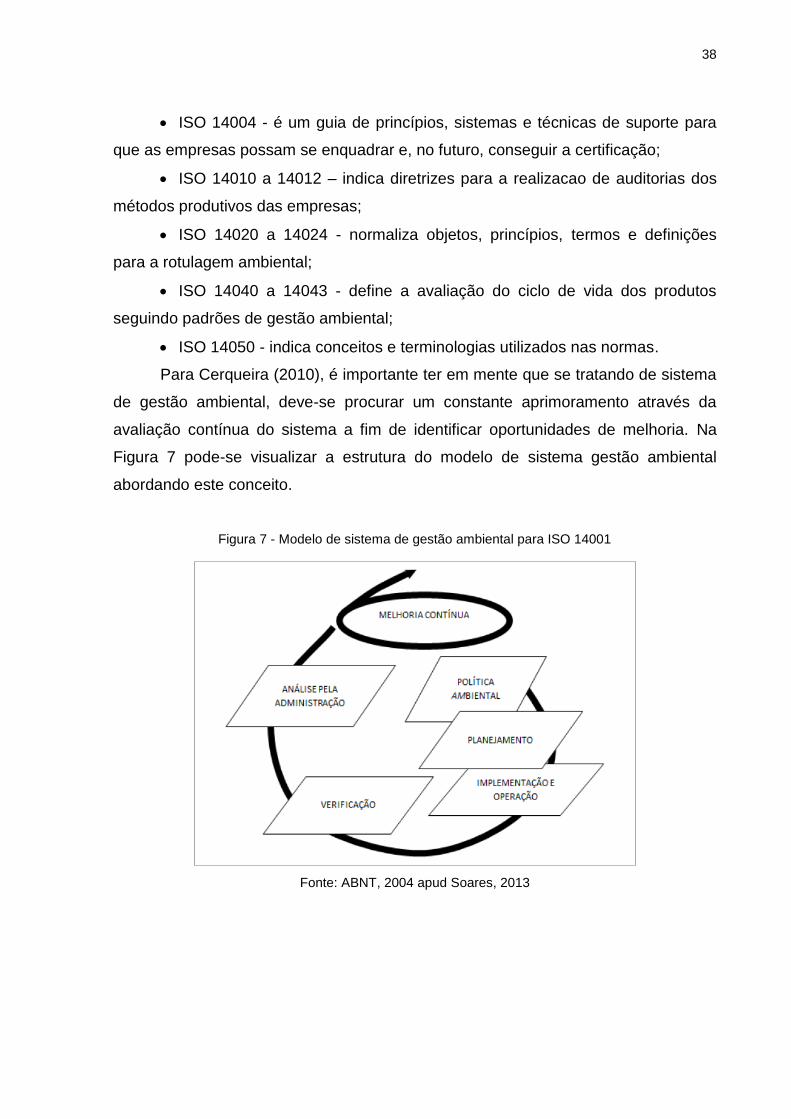
Para Cerqueira (2010), é importante ter em mente que se tratando de sistema
de gestão ambiental, deve-se procurar um constante aprimoramento através da
avaliação contínua do sistema a fim de identificar oportunidades de melhoria. Na
Figura 7 pode-se visualizar a estrutura do modelo de sistema gestão ambiental
abordando este conceito.
Figura 7 - Modelo de sistema de gestão ambiental para ISO 14001
Fonte: ABNT, 2004 apud Soares, 2013
39
2.2.6.4 Norma BS 8800
Na Inglaterra, em 1996, foi publicada a norma britânica BS 8800 (BSI, 1996)
que estabelece um sistema para gestão e garantia da Segurança e Saúde do
Trabalho, podendo ser aplicada tanto para indústrias de grande porte e altos riscos,
como para organizações de pequeno porte e baixos riscos. As diretrizes dessa
norma foram elaboradas com base no guia HSG 65 - Successful Health and Safety
Management e na ISO 14001 sobre Sistemas de Gestão Ambiental (SILVA, 1997).
Em 1999, a BS8800 serviu como base para o desenvolvimento da norma
OHSAS 18001 (Occupational Health and Safety Assessement Series) que também
estabelece requisitos para o um Sistema de Gestão de Saúde e Segurança
Ocupacional, sendo desenvolvida com a cooperação de diversas associações e
órgãos de certificação internacionais. Essa norma tem por objetivo auxiliar na
minimização dos riscos para os trabalhadores através da gestão de prevenção de
acidentes e doenças ocupacionais, melhorar o desempenho dos negócios e
estabelecer uma imagem responsável perante o mercado (ARAÚJO et al., 2007).
2.2.7 Benefícios de utilização da FMEA
Um dos pontos mais importantes para o sucesso da implementação da FMEA
é utilizá-la no momento adequado, agindo sempre de maneira preventiva, antes que
o modo de falha de projeto, processo, sistema ou serviço seja incorporado ao
produto. Uma FMEA desenvolvida na época apropriada é capaz de proporcionar
menores gastos com mudanças nos produtos, processos, sistemas ou serviços e
maior facilidade na efetivação das modificações necessárias, além de evitar a
utilização de medidas corretivas, pelo fato do sistema já ter suas ameaças e
vulnerabilidades monitoradas e mitigadas. Abaixo segue uma lista de benefícios
gerais desta metodologia segundo Stamatis (2003):
Melhorar a qualidade, confiabilidade e segurança dos produtos fabricados
e ou serviços oferecidos;
Reduzir a variabilidade do processo;
Melhorar a competitividade e a imagem da empresa;
Integrar as áreas e os funcionários dentro de uma empresa;
40
Promover uma melhor compreensão do projeto, processo, sistema ou
serviço;
Promover atividades preventivas do ponto de vista de qualidade;
Ajudar a alcançar e superar a expectativas dos clientes;
Documentar e acompanhar as ações tomadas com o objetivo de reduzir
riscos.
2.2.8 Problemas e melhorias da FMEA
Apesar da popularidade da metodologia da FMEA, alguns indivíduos e
organizações tem se defrontado com certas adversidades para atingir os benefícios
que esse método disponibiliza de maneira integral e alguns contratempos
relacionados com a sua aplicação têm sido apontados na literatura, como por
exemplo, falta de termos bem definidos (KARAZAITRI et al., 1991 apud LAURENTI
et al., 2012) e problemas na identificação de falhas chave (BEDNARZ et al.,1988
apud LAURENTI et al., 2012).
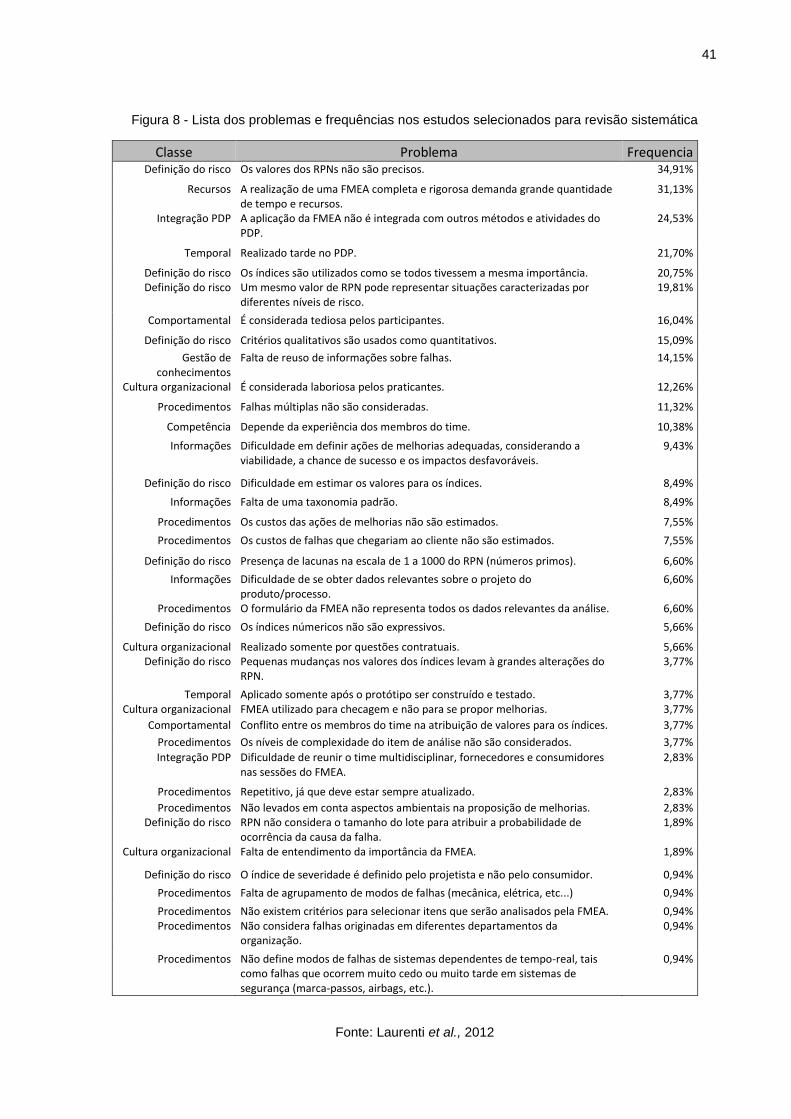
Por meio de uma revisão bibliográfica sistemática Laurenti et al. (2012)
analisaram 106 publicações, encontrando um total de 37 problemas e 153 propostas
de melhoria para a FMEA. A Figura 8 apresenta os problemas identificados pelos
autores ordenados por frequência de aparecimento e suas respectivas classes:
41
Figura 8 - Lista dos problemas e frequências nos estudos selecionados para revisão sistemática
Classe Problema Frequencia Definição do risco Os valores dos RPNs não são precisos. 34,91%
Recursos A realização de uma FMEA completa e rigorosa demanda grande quantidade de tempo e recursos.
31,13%
Integração PDP A aplicação da FMEA não é integrada com outros métodos e atividades do PDP.
24,53%
Temporal Realizado tarde no PDP. 21,70%
Definição do risco Os índices são utilizados como se todos tivessem a mesma importância. 20,75% Definição do risco Um mesmo valor de RPN pode representar situações caracterizadas por
diferentes níveis de risco. 19,81%
Comportamental É considerada tediosa pelos participantes. 16,04%
Definição do risco Critérios qualitativos são usados como quantitativos. 15,09%
Gestão de conhecimentos
Falta de reuso de informações sobre falhas. 14,15%
Cultura organizacional É considerada laboriosa pelos praticantes. 12,26%
Procedimentos Falhas múltiplas não são consideradas. 11,32%
Competência Depende da experiência dos membros do time. 10,38%
Informações Dificuldade em definir ações de melhorias adequadas, considerando a viabilidade, a chance de sucesso e os impactos desfavoráveis.
9,43%
Definição do risco Dificuldade em estimar os valores para os índices. 8,49%
Informações Falta de uma taxonomia padrão. 8,49%
Procedimentos Os custos das ações de melhorias não são estimados. 7,55%
Procedimentos Os custos de falhas que chegariam ao cliente não são estimados. 7,55%
Definição do risco Presença de lacunas na escala de 1 a 1000 do RPN (números primos). 6,60%
Informações Dificuldade de se obter dados relevantes sobre o projeto do produto/processo.
6,60%
Procedimentos O formulário da FMEA não representa todos os dados relevantes da análise. 6,60%
Definição do risco Os índices númericos não são expressivos. 5,66%
Cultura organizacional Realizado somente por questões contratuais. 5,66% Definição do risco Pequenas mudanças nos valores dos índices levam à grandes alterações do
RPN. 3,77%
Temporal Aplicado somente após o protótipo ser construído e testado. 3,77% Cultura organizacional FMEA utilizado para checagem e não para se propor melhorias. 3,77%
Comportamental Conflito entre os membros do time na atribuição de valores para os índices. 3,77%
Procedimentos Os níveis de complexidade do item de análise não são considerados. 3,77%
Integração PDP Dificuldade de reunir o time multidisciplinar, fornecedores e consumidores nas sessões do FMEA.
2,83%
Procedimentos Repetitivo, já que deve estar sempre atualizado. 2,83%
Procedimentos Não levados em conta aspectos ambientais na proposição de melhorias. 2,83% Definição do risco RPN não considera o tamanho do lote para atribuir a probabilidade de
ocorrência da causa da falha. 1,89%
Cultura organizacional Falta de entendimento da importância da FMEA. 1,89%
Definição do risco O índice de severidade é definido pelo projetista e não pelo consumidor. 0,94%
Procedimentos Falta de agrupamento de modos de falhas (mecânica, elétrica, etc...) 0,94%
Procedimentos Não existem critérios para selecionar itens que serão analisados pela FMEA. 0,94% Procedimentos Não considera falhas originadas em diferentes departamentos da
organização. 0,94%
Procedimentos Não define modos de falhas de sistemas dependentes de tempo-real, tais como falhas que ocorrem muito cedo ou muito tarde em sistemas de segurança (marca-passos, airbags, etc.).
0,94%
Fonte: Laurenti et al., 2012
42
Durante a confecção de seu trabalho Laurenti et al. (2012) chegaram a
conclusão que muitas das adversidades da FMEA descritas na literatura podem ser
causadas pela utilização incorreta da metodologia e que se aplicada da maneira
correta, a FMEA pode trazer diversos benefícios aos envolvidos. Além disso, para
ajudar nesse processo, diversas propostas de melhorias estão sendo desenvolvidas
em diferentes tipos de indústrias almejando alcançar o máximo proveito do FMEA.
3 METODOLOGIA
3.1 Método de Pesquisa
Dentro das abordagens empregadas para análise de resultados o estudo de caso é caracterizado pelo estudo profundo e exaustivo de um ou de poucos objetos, de maneira que permita seu amplo e detalhado conhecimento, tarefa praticamente impossível mediante os outros delineamentos considerados (GIL,1996 apud FERREIRA, 2001, p. 60).
De acordo com Turrioni (2002), na história da metodologia de pesquisa, o
estudo de caso é considerado uma dos instrumentos mais antigos de pesquisa,
sendo utilizado pela primeira vez na Europa no início do Século XX, particularmente
na área da Medicina, com o método clínico.
Nos Estados Unidos, esse princípio foi associado ao departamento de
sociologia da Universidade de Chicago na década de 20, quando Robert Park
introduziu técnicas de reportagem ao método. Para ele o sociólogo era um repórter
meticuloso e empenhado, visando a descrição profunda dos eventos, de forma a
levantar as grandes tendências sociais de uma era, regidas por leis dinâmicas e com
a constante possibilidade de mudança (TURRIONI, 2002).
Ferreira (2001) descreve que no decorrer das décadas de 30 e 40, o anseio
dos pesquisadores por leis mais estáveis e generalizáveis para a ciência levou o
estudo de caso a enfrentar um período de decadência, proporcionando espaço para
a ascensão das metodologias positivistas e do enfoque na pesquisa quantitativa, que
propiciavam por descrições objetivas e maior confiabilidade nos resultados ao olhar
dos estudiosos.
43
Somente nas décadas de 50 e 60 o estudo de caso voltou a ser utilizado, na
área educativa, como técnica de ensino na Escola de Administração da Universidade
de Harvard (Harvard Business School) e na área de pesquisa, após a percepção das
limitações dos métodos quantitativos (TURRIONI, 2002).
Com o estudo de caso, é possível experimentar a realidade de forma genuína,
e considerar dados de forma integral através da observação, reconstrução dos fatos
e análise dos dados, reunindo o entendimento dos participantes do caso em estudo
(FERREIRA, 2001).
Essencialmente existem três tipos de estudo de caso (YIN,1993):
O estudo de caso exploratório tem por objetivo testar as perguntas
norteadoras do projeto, hipóteses, e principalmente os instrumentos e procedimentos
e funciona como um estudo piloto. O estudo de caso descritivo tem por objetivo
descrever uma situação, apresentando ao leitor uma realidade que ele não conhece,
sem estabelecer relações de causa e efeito ou realizar generalizações. Já o estudo
de caso explanatório tem por objetivo descrever uma realidade e estabelecer
relações de causa e efeito aos fatos.
Segundo Yin (2001), com o intuito de determinar qual método de pesquisa
será empregado para a realização de um projeto, deve-se atentar às seguintes
condições: (a) a natureza da questão de pesquisa proposta; (b) a amplitude do
controle que o pesquisador tem sobre eventos comportamentais efetivos; (c) o nível
de enfoque em acontecimentos históricos em oposição a acontecimentos
contemporâneos. Dessa forma, o estudo de caso é o método adotado quando se
determinam questões de pesquisa do tipo “como” e “por que” e se exploram eventos
contemporâneos sem poder manipular comportamentos relevantes. Seu diferencial
frente às outras metodologias está relacionado à capacidade de trabalhar com uma
vasta variedade de evidências, como documentos, artefatos, entrevistas e
observações. O quadro 6 apresenta uma síntese das conjunturas citadas acima para
o uso do estudo de caso.
Quadro 6 - Resumo das condições para uso do estudo de caso
Fonte: Yin, 2001
44
Ferreira (2001) descreve que hoje em dia, o estudo de caso é empregado na
averiguação de eventos das mais diversas áreas do conhecimento e pode ser
considerado um método psicoterápico, didático ou até mesmo um método de
pesquisa. Neste último entendimento, pode ser elucidado como:
[...] um conjunto de dados que descrevem uma fase ou a totalidade de um processo social de uma unidade, em suas varias relações internas e nas suas fixações culturais, quer seja esta unidade uma pessoa, uma família, um profissional, uma instituição social, uma comunidade ou uma nação (Young, 1960, apud FERREIRA, 2001, p. 62).
O método de pesquisa denominado estudo de caso descritivo baseado em
análise prática acerca do gerenciamento de riscos de qualidade premeia o
desenvolvimento deste projeto. Essa metodologia foi escolhida com o intuito de
contemplar a existência de relações sobre os conceitos teóricos descritos na
literatura e os resultados práticos e demonstrar ao leitor uma situação existente e
que está em desenvolvimento na atualidade.
3.2 A empresa
A empresa na qual o estudo foi realizado é uma multinacional da indústria do
agronegócio e biotecnologia, de capital aberto. No Brasil, a empresa conta com duas
áreas produtivas de herbicidas, sendo uma delas responsável apenas pela produção
do produto intermediário, que também é comercializado, e a outra pela produção do
produto final localizada no Vale do Paraíba – SP.
É uma empresa agrícola que procura, por meio da inovação e da tecnologia,
ajudar os agricultores de todo o mundo a aumentar a sua produção de forma
sustentável, para que eles possam produzir alimentos mais saudáveis, oferecer
melhor ração animal e mais fibra, como também diminuir o impacto da agricultura no
meio ambiente.
45
4 RESULTADOS E DISCUSSÕES
Neste capítulo é relatado um estudo de caso concernente ao uso da FMEA:
uma aplicação sobre o processo de embalagens de formulações sólidas em uma
multinacional de agroquímicos.
O grupo de trabalho responsável pela realização da FMEA de processo foi
composto pelo engenheiro de qualidade, especialista técnico de qualidade,
estagiária de qualidade, engenheiro de embalagens, especialista de produção,
engenheiro elétrico e engenheiro de manutenção. O conhecimento da equipe era
essencialmente oriundo de experiências profissionais relacionadas à linha de
embalagens de formulações sólidas, participações em outras análises de falha e
levantamento das reclamações de clientes associadas ao produto final
comercializado. No decurso do estudo de caso, serão detalhadas as etapas
primordiais utilizadas para a realização desta análise.
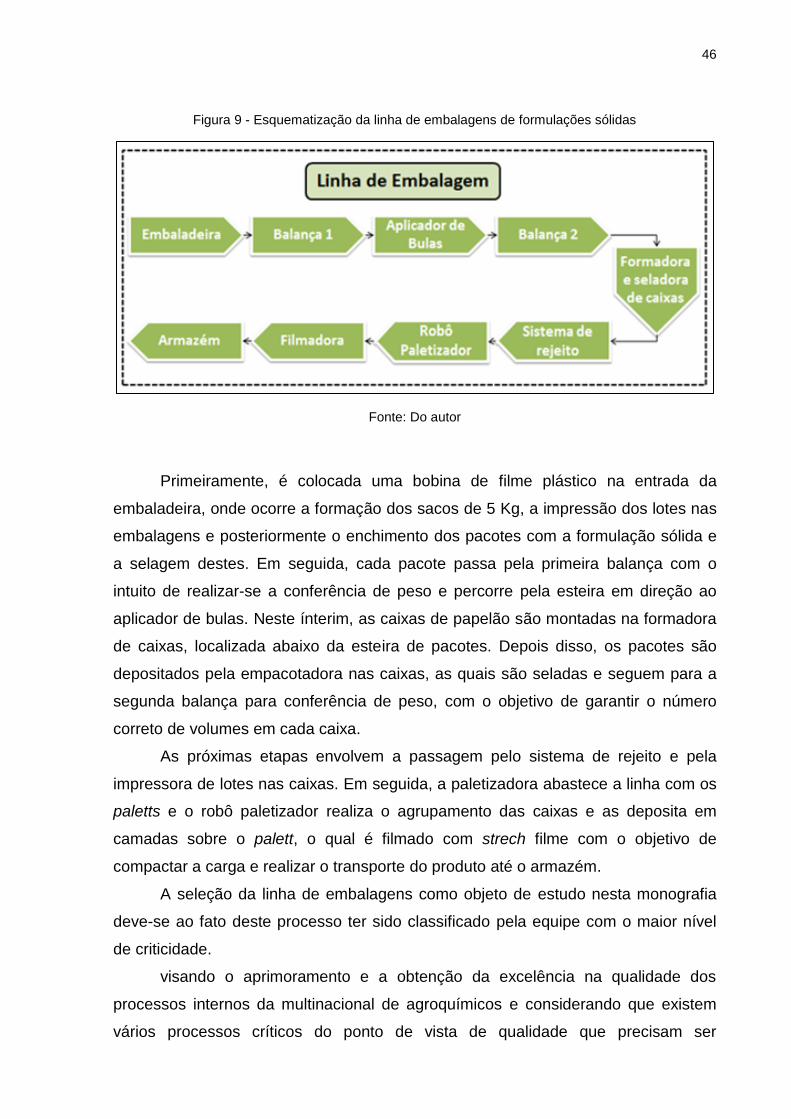
O processo de embalagem é composto por nove componentes principais: a
embaladeira, a primeira balança, o aplicador de bulas, a segunda balança, a
formadora e seladora de caixas, o sistema de rejeito de caixas, o robô paletizador, a
filmadora e o armazém, de acordo com o diagrama exemplificado na Figura 9:
46
Figura 9 - Esquematização da linha de embalagens de formulações sólidas
Fonte: Do autor
Primeiramente, é colocada uma bobina de filme plástico na entrada da
embaladeira, onde ocorre a formação dos sacos de 5 Kg, a impressão dos lotes nas
embalagens e posteriormente o enchimento dos pacotes com a formulação sólida e
a selagem destes. Em seguida, cada pacote passa pela primeira balança com o
intuito de realizar-se a conferência de peso e percorre pela esteira em direção ao
aplicador de bulas. Neste ínterim, as caixas de papelão são montadas na formadora
de caixas, localizada abaixo da esteira de pacotes. Depois disso, os pacotes são
depositados pela empacotadora nas caixas, as quais são seladas e seguem para a
segunda balança para conferência de peso, com o objetivo de garantir o número
correto de volumes em cada caixa.
As próximas etapas envolvem a passagem pelo sistema de rejeito e pela
impressora de lotes nas caixas. Em seguida, a paletizadora abastece a linha com os
paletts e o robô paletizador realiza o agrupamento das caixas e as deposita em
camadas sobre o palett, o qual é filmado com strech filme com o objetivo de
compactar a carga e realizar o transporte do produto até o armazém.
A seleção da linha de embalagens como objeto de estudo nesta monografia
deve-se ao fato deste processo ter sido classificado pela equipe com o maior nível
de criticidade.
visando o aprimoramento e a obtenção da excelência na qualidade dos
processos internos da multinacional de agroquímicos e considerando que existem
vários processos críticos do ponto de vista de qualidade que precisam ser
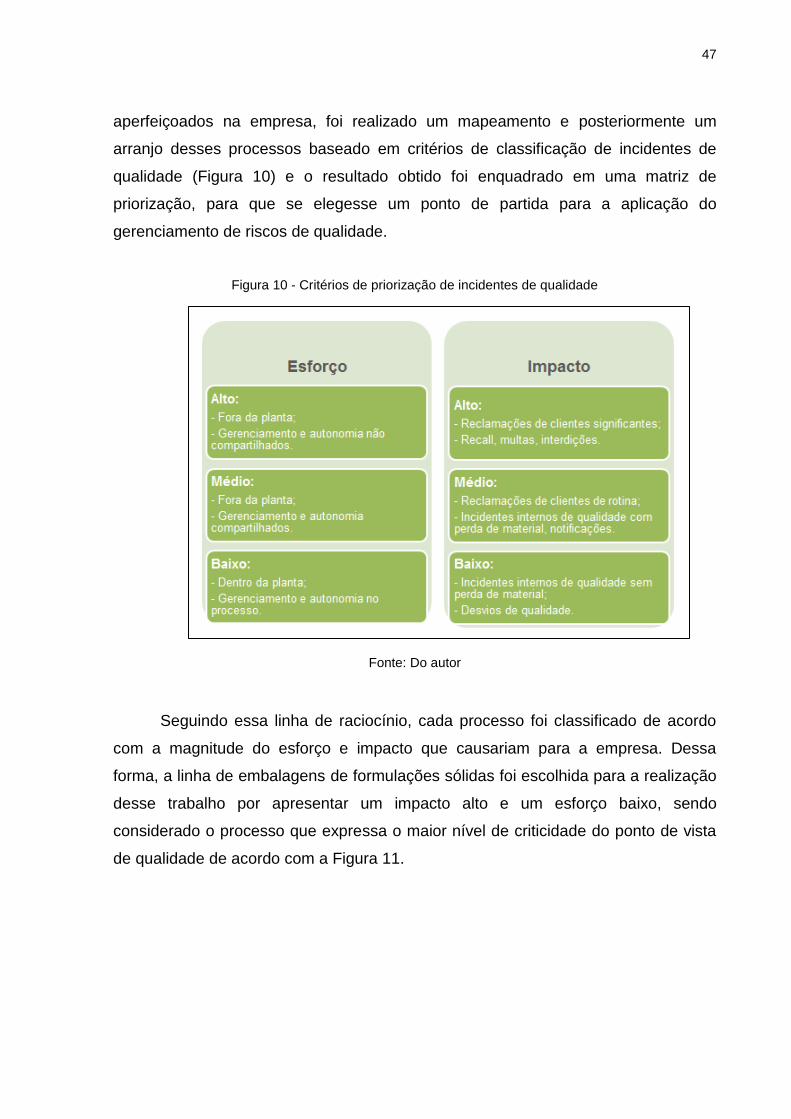
47
aperfeiçoados na empresa, foi realizado um mapeamento e posteriormente um
arranjo desses processos baseado em critérios de classificação de incidentes de
qualidade (Figura 10) e o resultado obtido foi enquadrado em uma matriz de
priorização, para que se elegesse um ponto de partida para a aplicação do
gerenciamento de riscos de qualidade.
Figura 10 - Critérios de priorização de incidentes de qualidade
Fonte: Do autor
Seguindo essa linha de raciocínio, cada processo foi classificado de acordo
com a magnitude do esforço e impacto que causariam para a empresa. Dessa
forma, a linha de embalagens de formulações sólidas foi escolhida para a realização
desse trabalho por apresentar um impacto alto e um esforço baixo, sendo
considerado o processo que expressa o maior nível de criticidade do ponto de vista
de qualidade de acordo com a Figura 11.
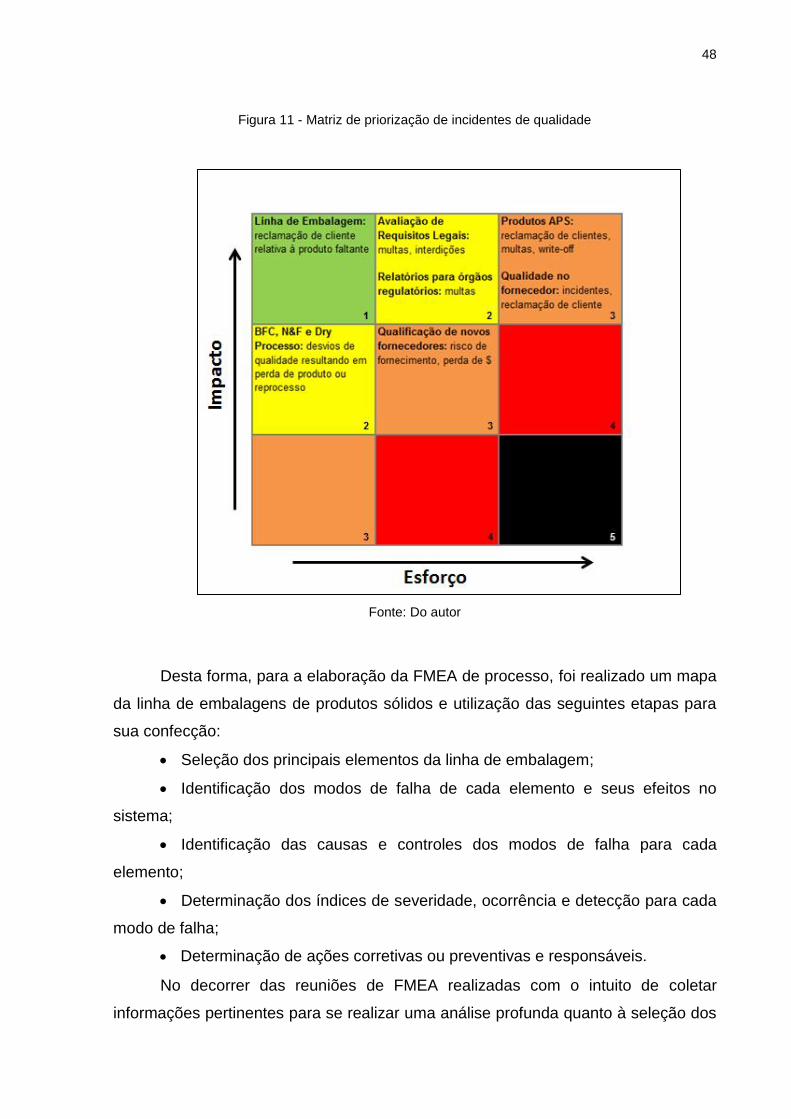
48
Figura 11 - Matriz de priorização de incidentes de qualidade
Fonte: Do autor
Desta forma, para a elaboração da FMEA de processo, foi realizado um mapa
da linha de embalagens de produtos sólidos e utilização das seguintes etapas para
sua confecção:
Seleção dos principais elementos da linha de embalagem;
Identificação dos modos de falha de cada elemento e seus efeitos no
sistema;
Identificação das causas e controles dos modos de falha para cada
elemento;
Determinação dos índices de severidade, ocorrência e detecção para cada
modo de falha;
Determinação de ações corretivas ou preventivas e responsáveis.
No decorrer das reuniões de FMEA realizadas com o intuito de coletar
informações pertinentes para se realizar uma análise profunda quanto à seleção dos
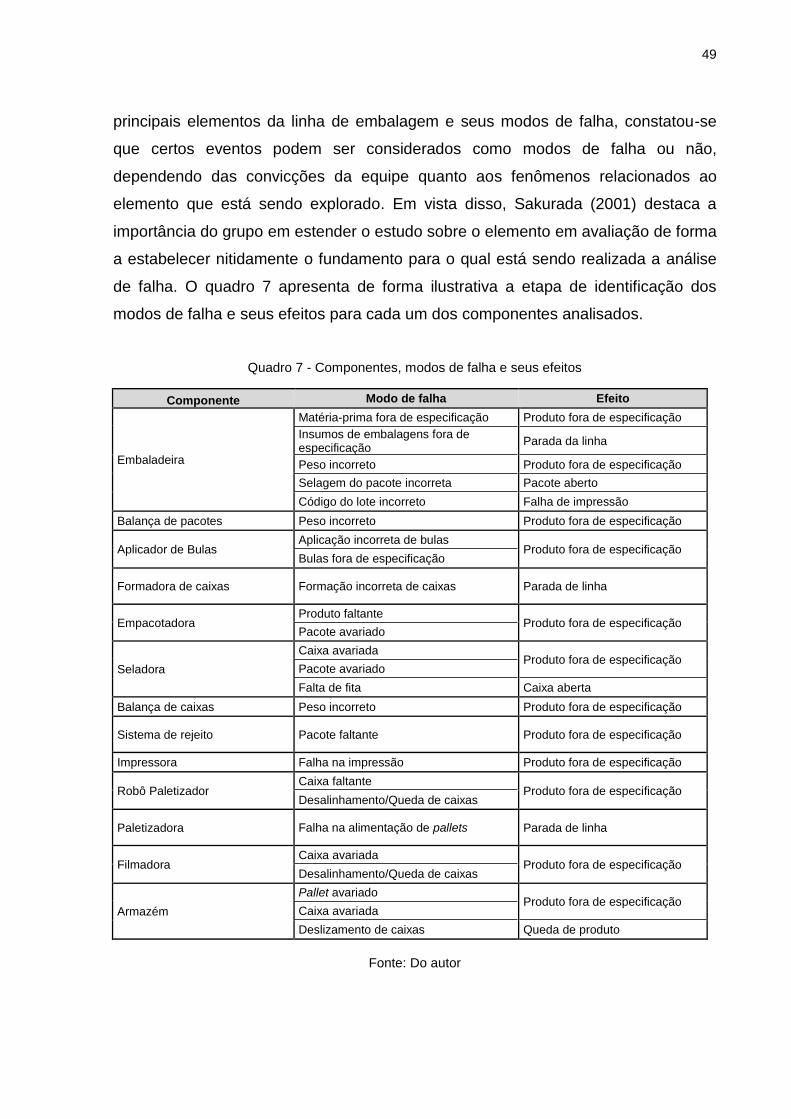
49
principais elementos da linha de embalagem e seus modos de falha, constatou-se
que certos eventos podem ser considerados como modos de falha ou não,
dependendo das convicções da equipe quanto aos fenômenos relacionados ao
elemento que está sendo explorado. Em vista disso, Sakurada (2001) destaca a
importância do grupo em estender o estudo sobre o elemento em avaliação de forma
a estabelecer nitidamente o fundamento para o qual está sendo realizada a análise
de falha. O quadro 7 apresenta de forma ilustrativa a etapa de identificação dos
modos de falha e seus efeitos para cada um dos componentes analisados.
Quadro 7 - Componentes, modos de falha e seus efeitos
Componente Modo de falha Efeito
Embaladeira
Matéria-prima fora de especificação Produto fora de especificação
Insumos de embalagens fora de especificação
Parada da linha
Peso incorreto Produto fora de especificação
Selagem do pacote incorreta Pacote aberto
Código do lote incorreto Falha de impressão
Balança de pacotes Peso incorreto Produto fora de especificação
Aplicador de Bulas Aplicação incorreta de bulas
Produto fora de especificação Bulas fora de especificação
Formadora de caixas Formação incorreta de caixas Parada de linha
Empacotadora Produto faltante
Produto fora de especificação Pacote avariado
Seladora
Caixa avariada Produto fora de especificação
Pacote avariado
Falta de fita Caixa aberta
Balança de caixas Peso incorreto Produto fora de especificação
Sistema de rejeito Pacote faltante Produto fora de especificação
Impressora Falha na impressão Produto fora de especificação
Robô Paletizador Caixa faltante
Produto fora de especificação Desalinhamento/Queda de caixas
Paletizadora Falha na alimentação de pallets Parada de linha
Filmadora Caixa avariada
Produto fora de especificação Desalinhamento/Queda de caixas
Armazém
Pallet avariado Produto fora de especificação
Caixa avariada
Deslizamento de caixas Queda de produto
Fonte: Do autor
50
4.1 Identificação das causas dos modos de falha
Após a realização de análises profundas de forma a detectar todos os
modos de falha potenciais de cada um dos componentes da linha, é possível então
prosseguir para as próximas etapas e itens contidos no formulário da FMEA, ou
seja, na identificação das causas e controles dos modos de falha para cada
elemento e determinação dos índices de severidade, ocorrência e detecção para
cada modo de falha. O quadro 8 apresenta o conjunto das causas dos modos de
falha identificados.
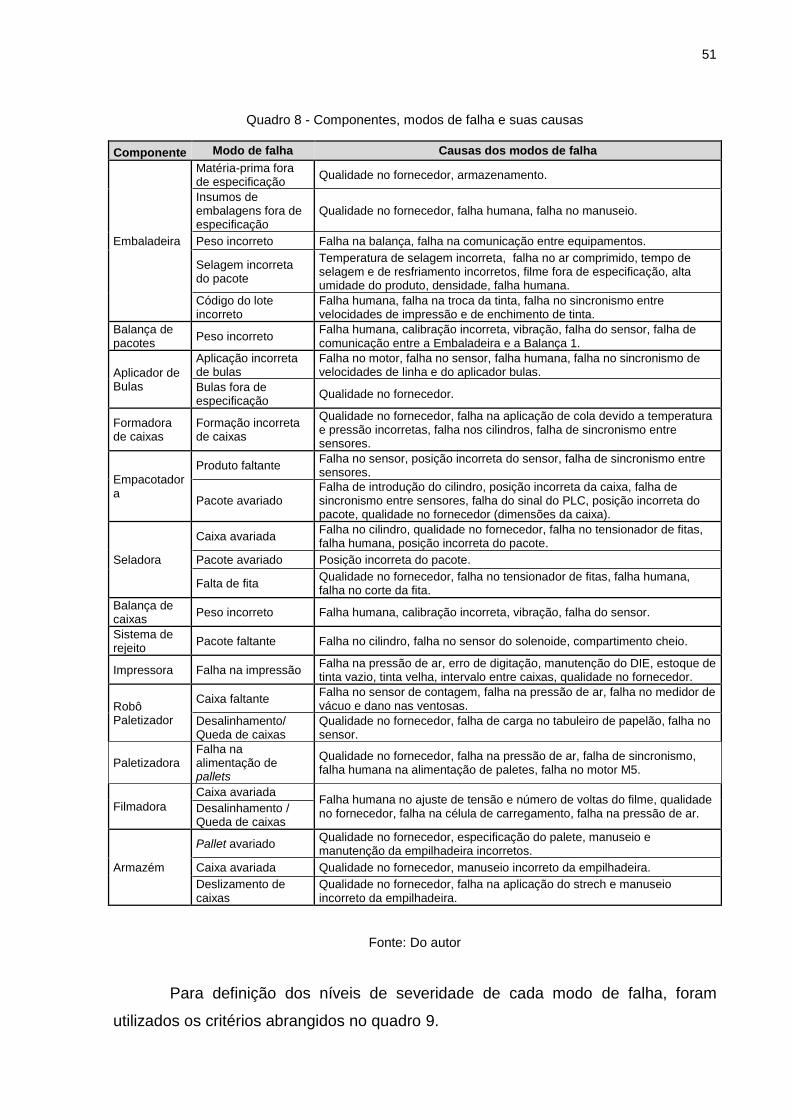
51
Quadro 8 - Componentes, modos de falha e suas causas
Componente Modo de falha Causas dos modos de falha
Embaladeira
Matéria-prima fora de especificação
Qualidade no fornecedor, armazenamento.
Insumos de embalagens fora de especificação
Qualidade no fornecedor, falha humana, falha no manuseio.
Peso incorreto Falha na balança, falha na comunicação entre equipamentos.
Selagem incorreta do pacote
Temperatura de selagem incorreta, falha no ar comprimido, tempo de selagem e de resfriamento incorretos, filme fora de especificação, alta umidade do produto, densidade, falha humana.
Código do lote incorreto
Falha humana, falha na troca da tinta, falha no sincronismo entre velocidades de impressão e de enchimento de tinta.
Balança de pacotes
Peso incorreto Falha humana, calibração incorreta, vibração, falha do sensor, falha de comunicação entre a Embaladeira e a Balança 1.
Aplicador de Bulas
Aplicação incorreta de bulas
Falha no motor, falha no sensor, falha humana, falha no sincronismo de velocidades de linha e do aplicador bulas.
Bulas fora de especificação
Qualidade no fornecedor.
Formadora de caixas
Formação incorreta de caixas
Qualidade no fornecedor, falha na aplicação de cola devido a temperatura e pressão incorretas, falha nos cilindros, falha de sincronismo entre sensores.
Empacotadora
Produto faltante Falha no sensor, posição incorreta do sensor, falha de sincronismo entre sensores.
Pacote avariado Falha de introdução do cilindro, posição incorreta da caixa, falha de sincronismo entre sensores, falha do sinal do PLC, posição incorreta do pacote, qualidade no fornecedor (dimensões da caixa).
Seladora
Caixa avariada Falha no cilindro, qualidade no fornecedor, falha no tensionador de fitas, falha humana, posição incorreta do pacote.
Pacote avariado Posição incorreta do pacote.
Falta de fita Qualidade no fornecedor, falha no tensionador de fitas, falha humana, falha no corte da fita.
Balança de caixas
Peso incorreto Falha humana, calibração incorreta, vibração, falha do sensor.
Sistema de rejeito
Pacote faltante Falha no cilindro, falha no sensor do solenoide, compartimento cheio.
Impressora Falha na impressão Falha na pressão de ar, erro de digitação, manutenção do DIE, estoque de tinta vazio, tinta velha, intervalo entre caixas, qualidade no fornecedor.
Robô Paletizador
Caixa faltante Falha no sensor de contagem, falha na pressão de ar, falha no medidor de vácuo e dano nas ventosas.
Desalinhamento/ Queda de caixas
Qualidade no fornecedor, falha de carga no tabuleiro de papelão, falha no sensor.
Paletizadora Falha na alimentação de pallets
Qualidade no fornecedor, falha na pressão de ar, falha de sincronismo, falha humana na alimentação de paletes, falha no motor M5.
Filmadora
Caixa avariada Falha humana no ajuste de tensão e número de voltas do filme, qualidade no fornecedor, falha na célula de carregamento, falha na pressão de ar. Desalinhamento /
Queda de caixas
Armazém
Pallet avariado Qualidade no fornecedor, especificação do palete, manuseio e manutenção da empilhadeira incorretos.
Caixa avariada Qualidade no fornecedor, manuseio incorreto da empilhadeira.
Deslizamento de caixas
Qualidade no fornecedor, falha na aplicação do strech e manuseio incorreto da empilhadeira.
Fonte: Do autor
Para definição dos níveis de severidade de cada modo de falha, foram
utilizados os critérios abrangidos no quadro 9.
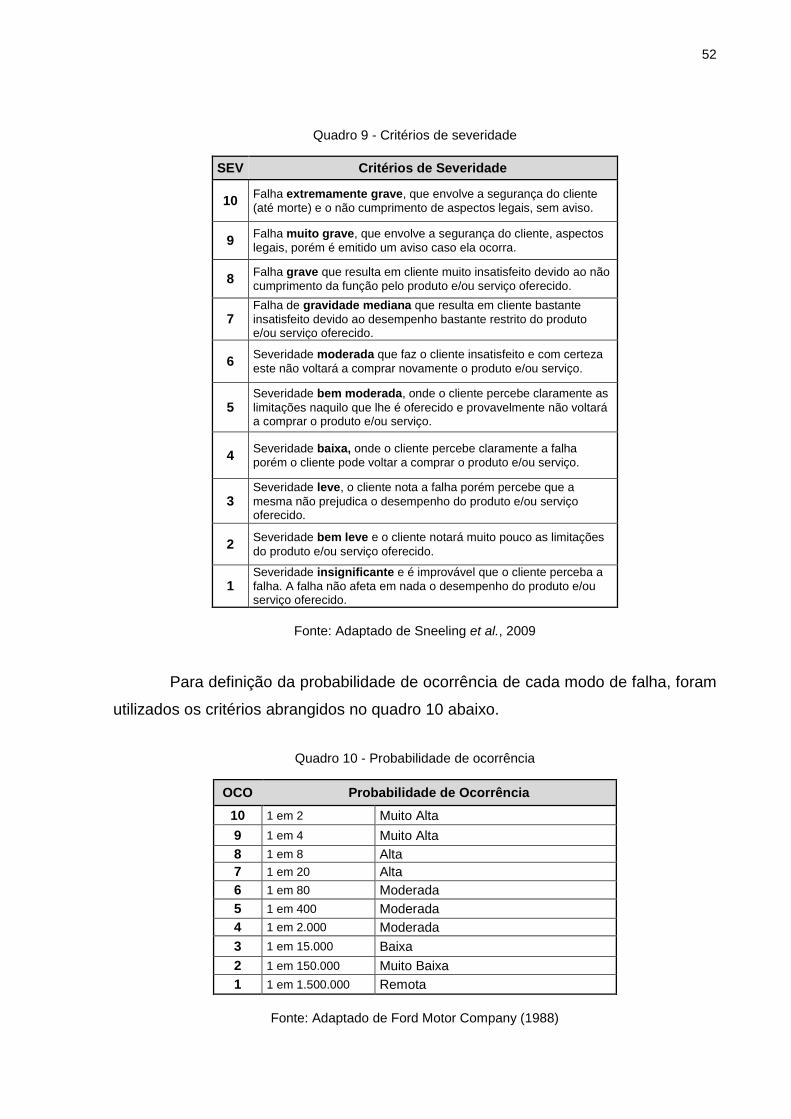
52
Quadro 9 - Critérios de severidade
SEV Critérios de Severidade
10 Falha extremamente grave, que envolve a segurança do cliente
(até morte) e o não cumprimento de aspectos legais, sem aviso.
9 Falha muito grave, que envolve a segurança do cliente, aspectos
legais, porém é emitido um aviso caso ela ocorra.
8 Falha grave que resulta em cliente muito insatisfeito devido ao não
cumprimento da função pelo produto e/ou serviço oferecido.
7 Falha de gravidade mediana que resulta em cliente bastante
insatisfeito devido ao desempenho bastante restrito do produto e/ou serviço oferecido.
6 Severidade moderada que faz o cliente insatisfeito e com certeza
este não voltará a comprar novamente o produto e/ou serviço.
5 Severidade bem moderada, onde o cliente percebe claramente as
limitações naquilo que lhe é oferecido e provavelmente não voltará a comprar o produto e/ou serviço.
4 Severidade baixa, onde o cliente percebe claramente a falha
porém o cliente pode voltar a comprar o produto e/ou serviço.
3 Severidade leve, o cliente nota a falha porém percebe que a
mesma não prejudica o desempenho do produto e/ou serviço oferecido.
2 Severidade bem leve e o cliente notará muito pouco as limitações
do produto e/ou serviço oferecido.
1 Severidade insignificante e é improvável que o cliente perceba a
falha. A falha não afeta em nada o desempenho do produto e/ou serviço oferecido.
Fonte: Adaptado de Sneeling et al., 2009
Para definição da probabilidade de ocorrência de cada modo de falha, foram
utilizados os critérios abrangidos no quadro 10 abaixo.
Quadro 10 - Probabilidade de ocorrência
OCO Probabilidade de Ocorrência
10 1 em 2 Muito Alta
9 1 em 4 Muito Alta
8 1 em 8 Alta
7 1 em 20 Alta
6 1 em 80 Moderada
5 1 em 400 Moderada
4 1 em 2.000 Moderada
3 1 em 15.000 Baixa
2 1 em 150.000 Muito Baixa
1 1 em 1.500.000 Remota
Fonte: Adaptado de Ford Motor Company (1988)
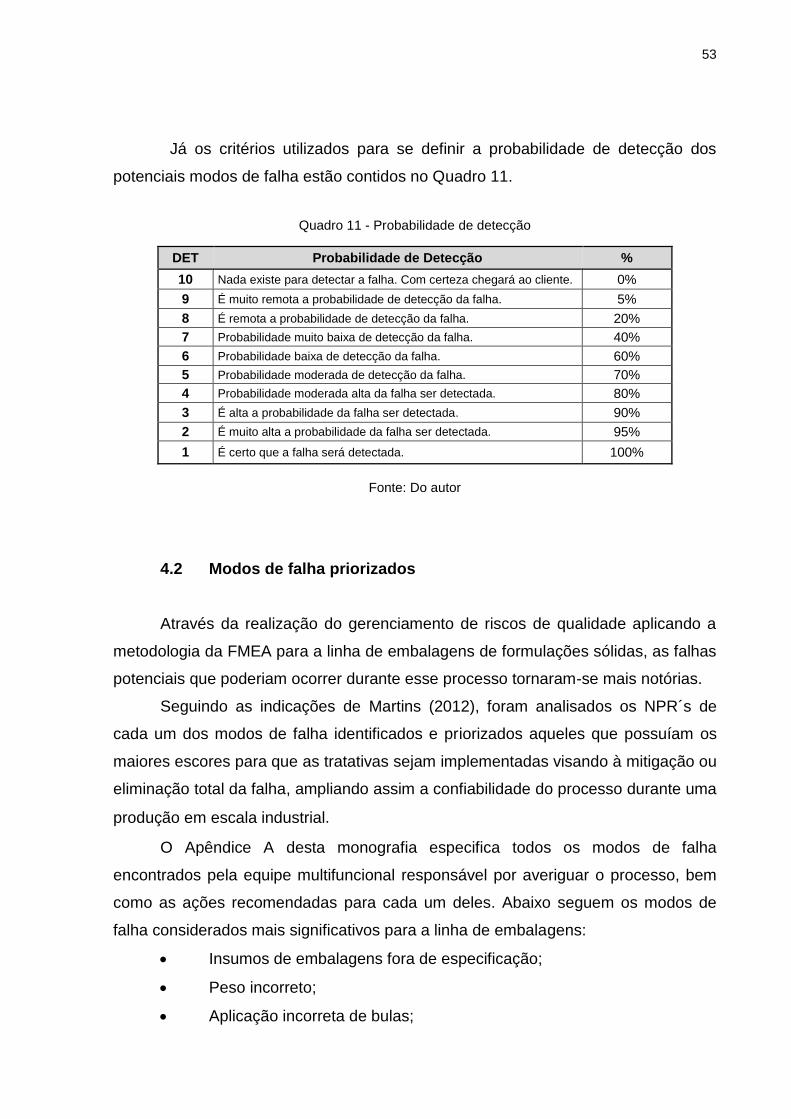
53
Já os critérios utilizados para se definir a probabilidade de detecção dos
potenciais modos de falha estão contidos no Quadro 11.
Quadro 11 - Probabilidade de detecção
DET Probabilidade de Detecção %
10 Nada existe para detectar a falha. Com certeza chegará ao cliente. 0%
9 É muito remota a probabilidade de detecção da falha. 5%
8 É remota a probabilidade de detecção da falha. 20%
7 Probabilidade muito baixa de detecção da falha. 40%
6 Probabilidade baixa de detecção da falha. 60%
5 Probabilidade moderada de detecção da falha. 70%
4 Probabilidade moderada alta da falha ser detectada. 80%
3 É alta a probabilidade da falha ser detectada. 90%
2 É muito alta a probabilidade da falha ser detectada. 95%
1 É certo que a falha será detectada. 100%
Fonte: Do autor
4.2 Modos de falha priorizados
Através da realização do gerenciamento de riscos de qualidade aplicando a
metodologia da FMEA para a linha de embalagens de formulações sólidas, as falhas
potenciais que poderiam ocorrer durante esse processo tornaram-se mais notórias.
Seguindo as indicações de Martins (2012), foram analisados os NPR´s de
cada um dos modos de falha identificados e priorizados aqueles que possuíam os
maiores escores para que as tratativas sejam implementadas visando à mitigação ou
eliminação total da falha, ampliando assim a confiabilidade do processo durante uma
produção em escala industrial.
O Apêndice A desta monografia especifica todos os modos de falha
encontrados pela equipe multifuncional responsável por averiguar o processo, bem
como as ações recomendadas para cada um deles. Abaixo seguem os modos de
falha considerados mais significativos para a linha de embalagens:
Insumos de embalagens fora de especificação;
Peso incorreto;
Aplicação incorreta de bulas;

54
Pacote faltante;
Caixa faltante;
Desalinhamento / queda de caixas;
Pallet avariado;
Caixa avariada.
4.3 Ações tomadas no processo a partir da elaboração da FMEA
4.3.1 Insumos de embalagens fora de especificação
Implementado SLA (Service Level of Agreement) no contrato de fornecimento
de filmes com o objetivo de se mensurar a qualidade dos produtos recebidos através
de um indicador que apresenta a quantidade fornecida e o volume de defeitos
detectados mensalmente. Foi estabelecido o número máximo de defeitos permitidos
e caso a meta seja ultrapassada, o fornecedor deverá pagar multas ao cliente.
Realizada a inclusão de medida de capabilidade para parâmetros críticos de
filme como espessura e falhas de impressão nos certificados de análise de cada lote
enviado pelo fornecedor à empresa.
De forma a mitigar potenciais falhas de arte nos filmes plásticos, foi avaliada a
implementação de um sistema de inspeção através de câmeras para instalação em
linha custando aproximadamente R$ 300.000. Esta iniciativa foi incluída na lista de
projetos da planta e deverá ser implementada até 2017.
4.3.2 Peso incorreto
Revisados os planos de manutenção das balanças, nos quais uma empresa
externa segue o plano de calibração a cada seis meses e avalia se tem existem
críticos para a manutenção destas, após isso emite um certificado. Foram incluídos
os transportadores das balanças no plano de manutenção preventivo para inspeção
rolamentos, roletes e esteiras. Devido ao fato das balanças possuírem rotação baixa
e intermitente, não foi possível incluí-las na manutenção preditiva de forma a
monitorar vibrações que poderiam causar erros de leituras, entretanto caso aconteça
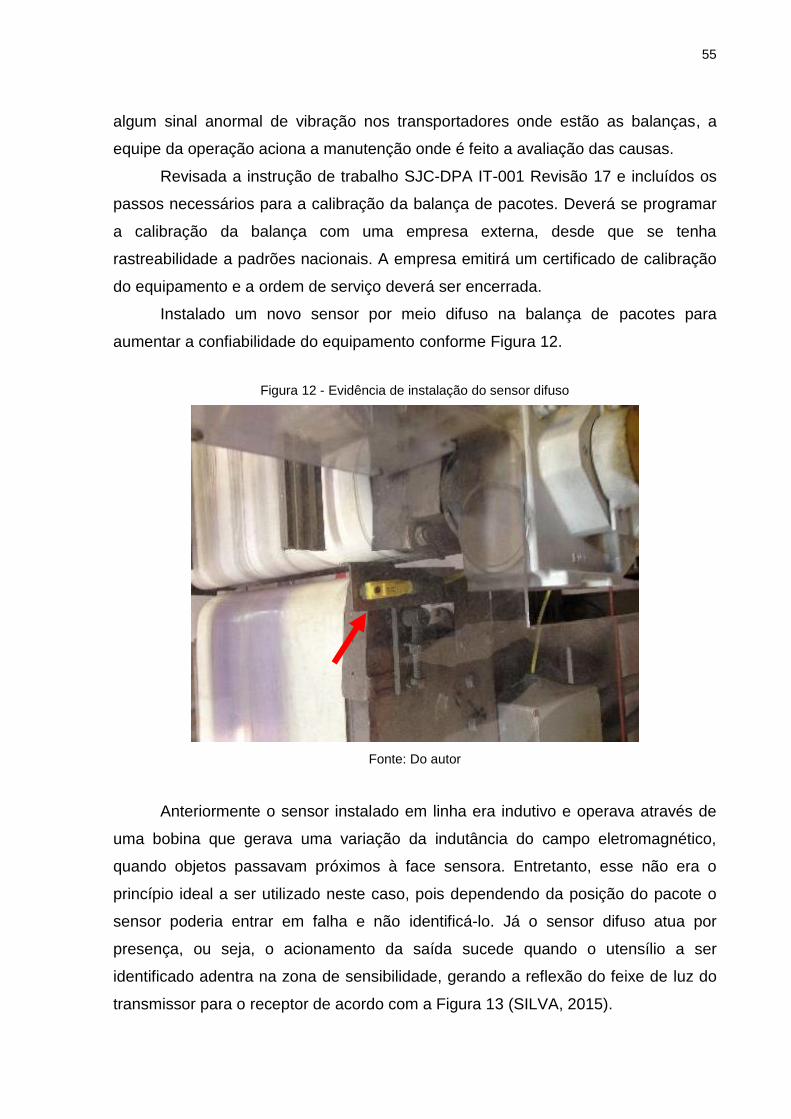
55
algum sinal anormal de vibração nos transportadores onde estão as balanças, a
equipe da operação aciona a manutenção onde é feito a avaliação das causas.
Revisada a instrução de trabalho SJC-DPA IT-001 Revisão 17 e incluídos os
passos necessários para a calibração da balança de pacotes. Deverá se programar
a calibração da balança com uma empresa externa, desde que se tenha
rastreabilidade a padrões nacionais. A empresa emitirá um certificado de calibração
do equipamento e a ordem de serviço deverá ser encerrada.
Instalado um novo sensor por meio difuso na balança de pacotes para
aumentar a confiabilidade do equipamento conforme Figura 12.
Figura 12 - Evidência de instalação do sensor difuso
Fonte: Do autor
Anteriormente o sensor instalado em linha era indutivo e operava através de
uma bobina que gerava uma variação da indutância do campo eletromagnético,
quando objetos passavam próximos à face sensora. Entretanto, esse não era o
princípio ideal a ser utilizado neste caso, pois dependendo da posição do pacote o
sensor poderia entrar em falha e não identificá-lo. Já o sensor difuso atua por
presença, ou seja, o acionamento da saída sucede quando o utensílio a ser
identificado adentra na zona de sensibilidade, gerando a reflexão do feixe de luz do
transmissor para o receptor de acordo com a Figura 13 (SILVA, 2015).
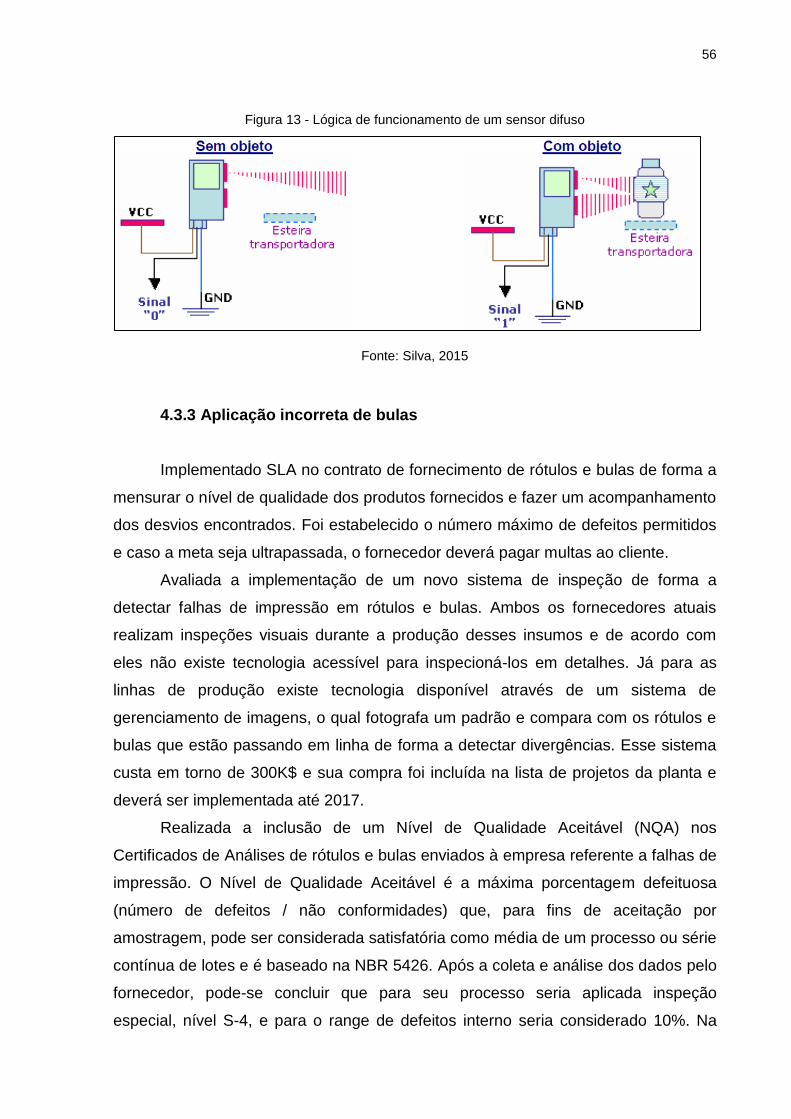
56
Figura 13 - Lógica de funcionamento de um sensor difuso
Fonte: Silva, 2015
4.3.3 Aplicação incorreta de bulas
Implementado SLA no contrato de fornecimento de rótulos e bulas de forma a
mensurar o nível de qualidade dos produtos fornecidos e fazer um acompanhamento
dos desvios encontrados. Foi estabelecido o número máximo de defeitos permitidos
e caso a meta seja ultrapassada, o fornecedor deverá pagar multas ao cliente.
Avaliada a implementação de um novo sistema de inspeção de forma a
detectar falhas de impressão em rótulos e bulas. Ambos os fornecedores atuais
realizam inspeções visuais durante a produção desses insumos e de acordo com
eles não existe tecnologia acessível para inspecioná-los em detalhes. Já para as
linhas de produção existe tecnologia disponível através de um sistema de
gerenciamento de imagens, o qual fotografa um padrão e compara com os rótulos e
bulas que estão passando em linha de forma a detectar divergências. Esse sistema
custa em torno de 300K$ e sua compra foi incluída na lista de projetos da planta e
deverá ser implementada até 2017.
Realizada a inclusão de um Nível de Qualidade Aceitável (NQA) nos
Certificados de Análises de rótulos e bulas enviados à empresa referente a falhas de
impressão. O Nível de Qualidade Aceitável é a máxima porcentagem defeituosa
(número de defeitos / não conformidades) que, para fins de aceitação por
amostragem, pode ser considerada satisfatória como média de um processo ou série
contínua de lotes e é baseado na NBR 5426. Após a coleta e análise dos dados pelo
fornecedor, pode-se concluir que para seu processo seria aplicada inspeção
especial, nível S-4, e para o range de defeitos interno seria considerado 10%. Na
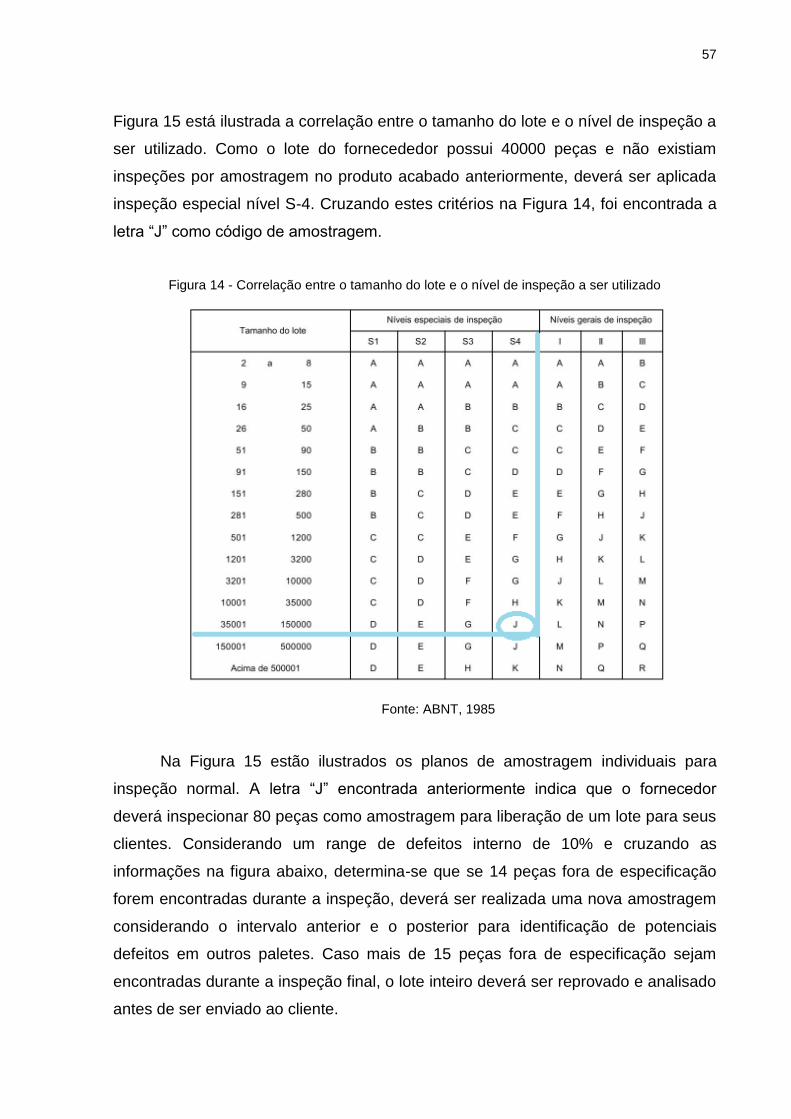
57
Figura 15 está ilustrada a correlação entre o tamanho do lote e o nível de inspeção a
ser utilizado. Como o lote do fornecededor possui 40000 peças e não existiam
inspeções por amostragem no produto acabado anteriormente, deverá ser aplicada
inspeção especial nível S-4. Cruzando estes critérios na Figura 14, foi encontrada a
letra “J” como código de amostragem.
Figura 14 - Correlação entre o tamanho do lote e o nível de inspeção a ser utilizado
Fonte: ABNT, 1985
Na Figura 15 estão ilustrados os planos de amostragem individuais para
inspeção normal. A letra “J” encontrada anteriormente indica que o fornecedor
deverá inspecionar 80 peças como amostragem para liberação de um lote para seus
clientes. Considerando um range de defeitos interno de 10% e cruzando as
informações na figura abaixo, determina-se que se 14 peças fora de especificação
forem encontradas durante a inspeção, deverá ser realizada uma nova amostragem
considerando o intervalo anterior e o posterior para identificação de potenciais
defeitos em outros paletes. Caso mais de 15 peças fora de especificação sejam
encontradas durante a inspeção final, o lote inteiro deverá ser reprovado e analisado
antes de ser enviado ao cliente.
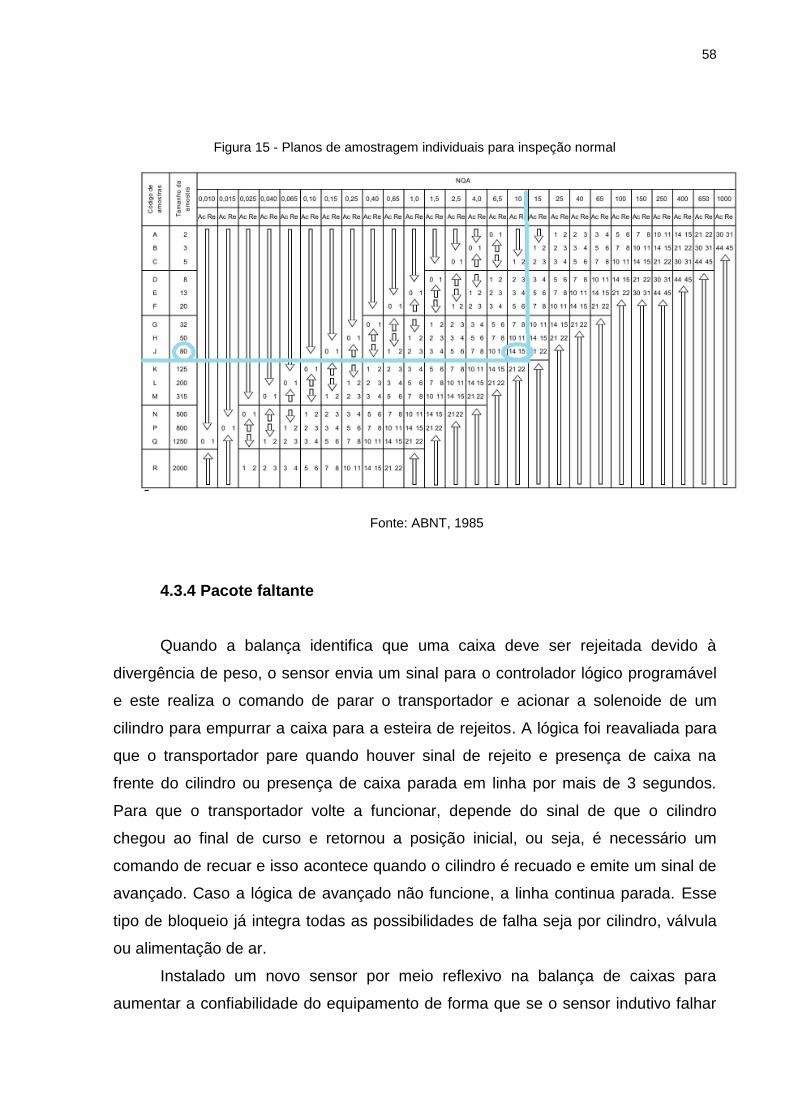
58
Figura 15 - Planos de amostragem individuais para inspeção normal
Fonte: ABNT, 1985
4.3.4 Pacote faltante
Quando a balança identifica que uma caixa deve ser rejeitada devido à
divergência de peso, o sensor envia um sinal para o controlador lógico programável
e este realiza o comando de parar o transportador e acionar a solenoide de um
cilindro para empurrar a caixa para a esteira de rejeitos. A lógica foi reavaliada para
que o transportador pare quando houver sinal de rejeito e presença de caixa na
frente do cilindro ou presença de caixa parada em linha por mais de 3 segundos.
Para que o transportador volte a funcionar, depende do sinal de que o cilindro
chegou ao final de curso e retornou a posição inicial, ou seja, é necessário um
comando de recuar e isso acontece quando o cilindro é recuado e emite um sinal de
avançado. Caso a lógica de avançado não funcione, a linha continua parada. Esse
tipo de bloqueio já integra todas as possibilidades de falha seja por cilindro, válvula
ou alimentação de ar.
Instalado um novo sensor por meio reflexivo na balança de caixas para
aumentar a confiabilidade do equipamento de forma que se o sensor indutivo falhar
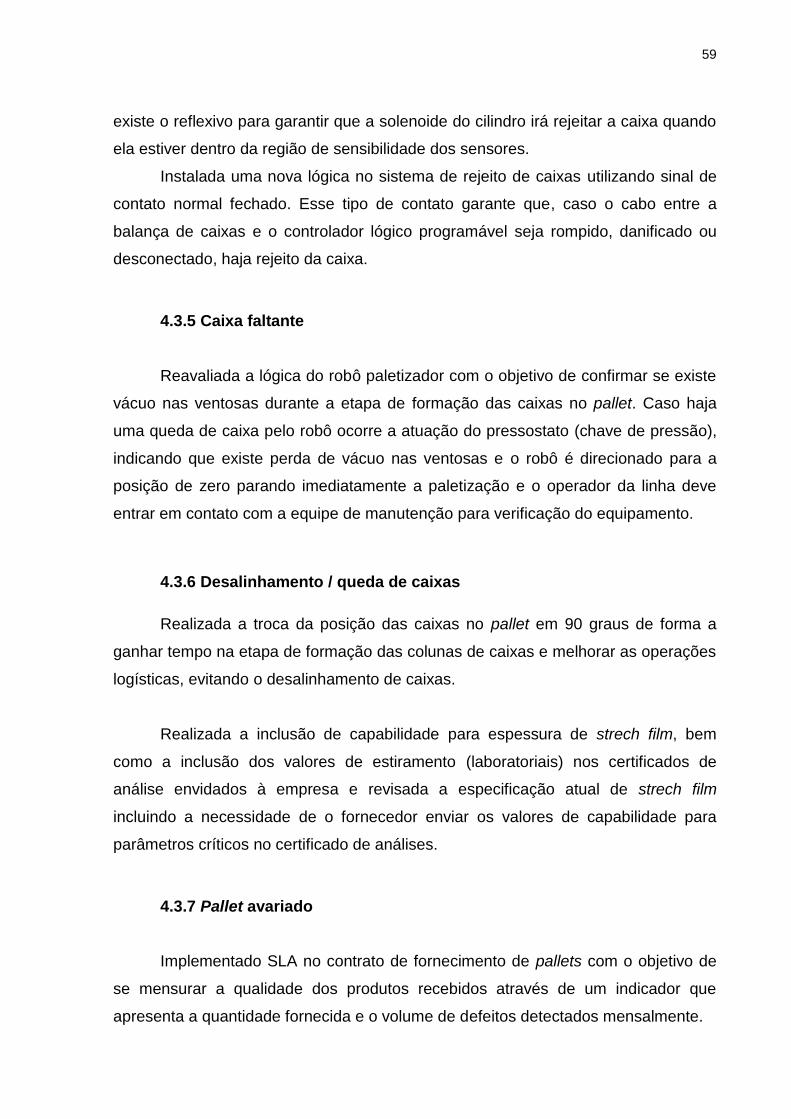
59
existe o reflexivo para garantir que a solenoide do cilindro irá rejeitar a caixa quando
ela estiver dentro da região de sensibilidade dos sensores.
Instalada uma nova lógica no sistema de rejeito de caixas utilizando sinal de
contato normal fechado. Esse tipo de contato garante que, caso o cabo entre a
balança de caixas e o controlador lógico programável seja rompido, danificado ou
desconectado, haja rejeito da caixa.
4.3.5 Caixa faltante
Reavaliada a lógica do robô paletizador com o objetivo de confirmar se existe
vácuo nas ventosas durante a etapa de formação das caixas no pallet. Caso haja
uma queda de caixa pelo robô ocorre a atuação do pressostato (chave de pressão),
indicando que existe perda de vácuo nas ventosas e o robô é direcionado para a
posição de zero parando imediatamente a paletização e o operador da linha deve
entrar em contato com a equipe de manutenção para verificação do equipamento.
4.3.6 Desalinhamento / queda de caixas
Realizada a troca da posição das caixas no pallet em 90 graus de forma a
ganhar tempo na etapa de formação das colunas de caixas e melhorar as operações
logísticas, evitando o desalinhamento de caixas.
Realizada a inclusão de capabilidade para espessura de strech film, bem
como a inclusão dos valores de estiramento (laboratoriais) nos certificados de
análise envidados à empresa e revisada a especificação atual de strech film
incluindo a necessidade de o fornecedor enviar os valores de capabilidade para
parâmetros críticos no certificado de análises.
4.3.7 Pallet avariado
Implementado SLA no contrato de fornecimento de pallets com o objetivo de
se mensurar a qualidade dos produtos recebidos através de um indicador que
apresenta a quantidade fornecida e o volume de defeitos detectados mensalmente.
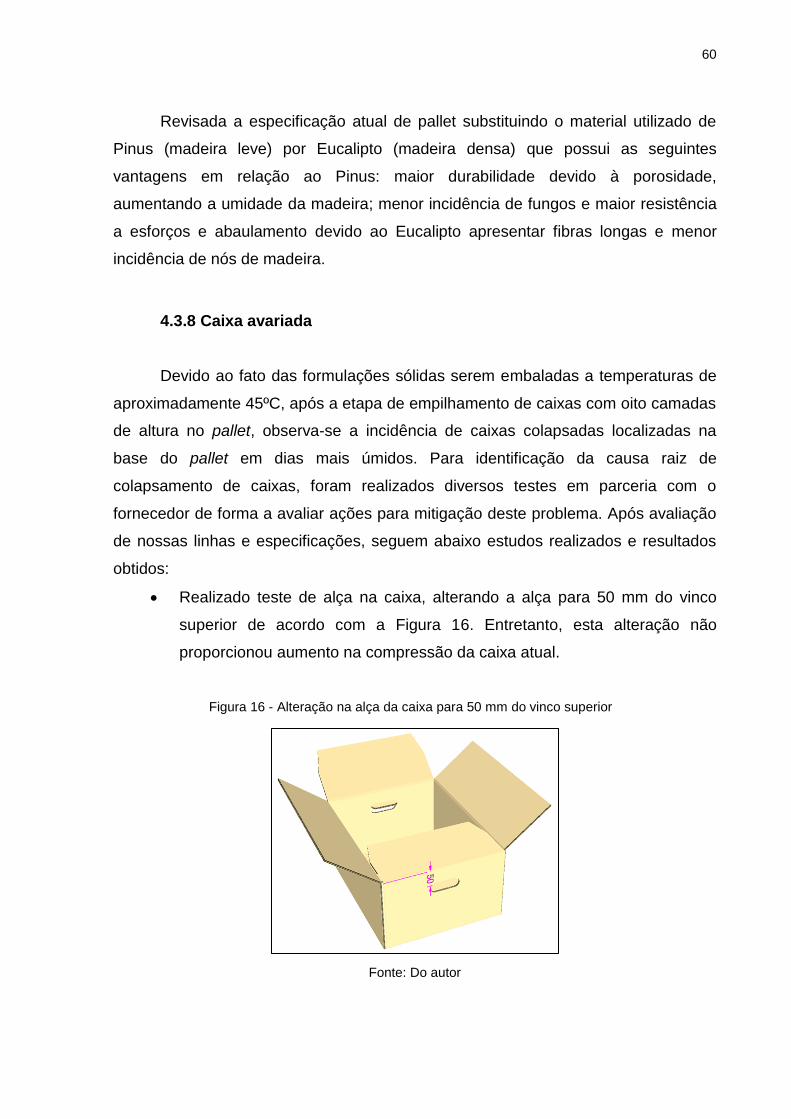
60
Revisada a especificação atual de pallet substituindo o material utilizado de
Pinus (madeira leve) por Eucalipto (madeira densa) que possui as seguintes
vantagens em relação ao Pinus: maior durabilidade devido à porosidade,
aumentando a umidade da madeira; menor incidência de fungos e maior resistência
a esforços e abaulamento devido ao Eucalipto apresentar fibras longas e menor
incidência de nós de madeira.
4.3.8 Caixa avariada
Devido ao fato das formulações sólidas serem embaladas a temperaturas de
aproximadamente 45ºC, após a etapa de empilhamento de caixas com oito camadas
de altura no pallet, observa-se a incidência de caixas colapsadas localizadas na
base do pallet em dias mais úmidos. Para identificação da causa raiz de
colapsamento de caixas, foram realizados diversos testes em parceria com o
fornecedor de forma a avaliar ações para mitigação deste problema. Após avaliação
de nossas linhas e especificações, seguem abaixo estudos realizados e resultados
obtidos:
Realizado teste de alça na caixa, alterando a alça para 50 mm do vinco
superior de acordo com a Figura 16. Entretanto, esta alteração não
proporcionou aumento na compressão da caixa atual.
Figura 16 - Alteração na alça da caixa para 50 mm do vinco superior
Fonte: Do autor
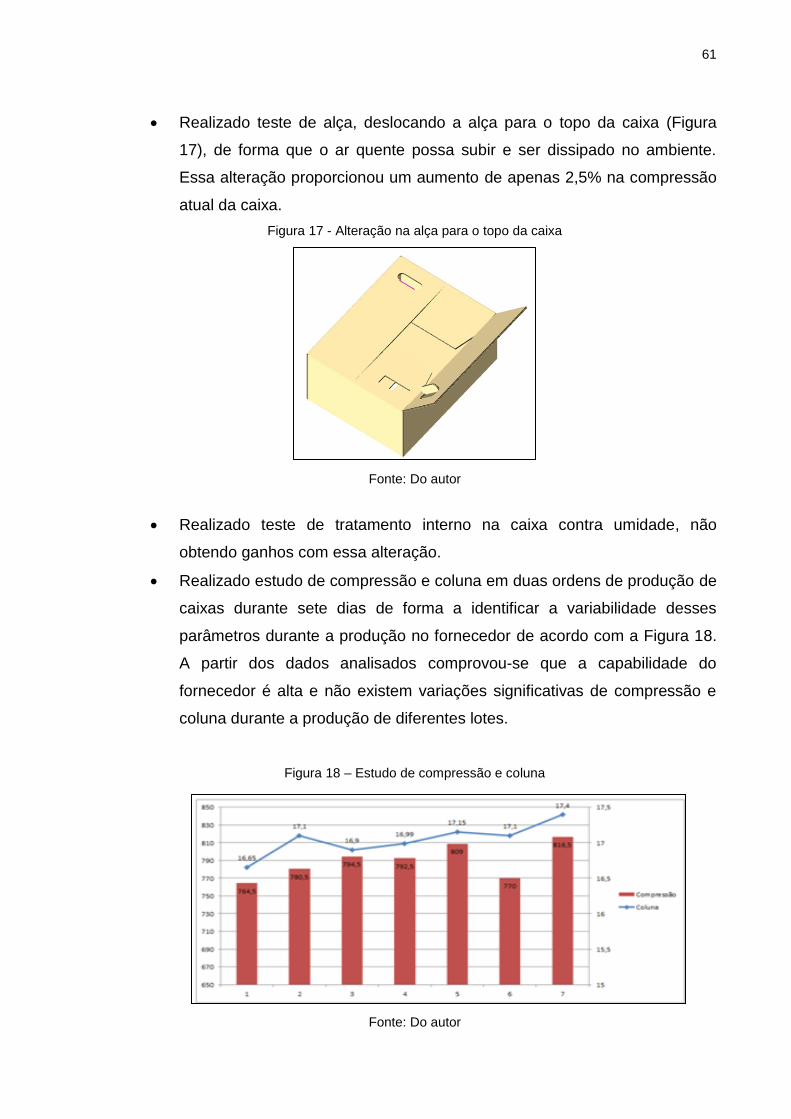
61
Realizado teste de alça, deslocando a alça para o topo da caixa (Figura
17), de forma que o ar quente possa subir e ser dissipado no ambiente.
Essa alteração proporcionou um aumento de apenas 2,5% na compressão
atual da caixa.
Figura 17 - Alteração na alça para o topo da caixa
Fonte: Do autor
Realizado teste de tratamento interno na caixa contra umidade, não
obtendo ganhos com essa alteração.
Realizado estudo de compressão e coluna em duas ordens de produção de
caixas durante sete dias de forma a identificar a variabilidade desses
parâmetros durante a produção no fornecedor de acordo com a Figura 18.
A partir dos dados analisados comprovou-se que a capabilidade do
fornecedor é alta e não existem variações significativas de compressão e
coluna durante a produção de diferentes lotes.
Figura 18 – Estudo de compressão e coluna
Fonte: Do autor
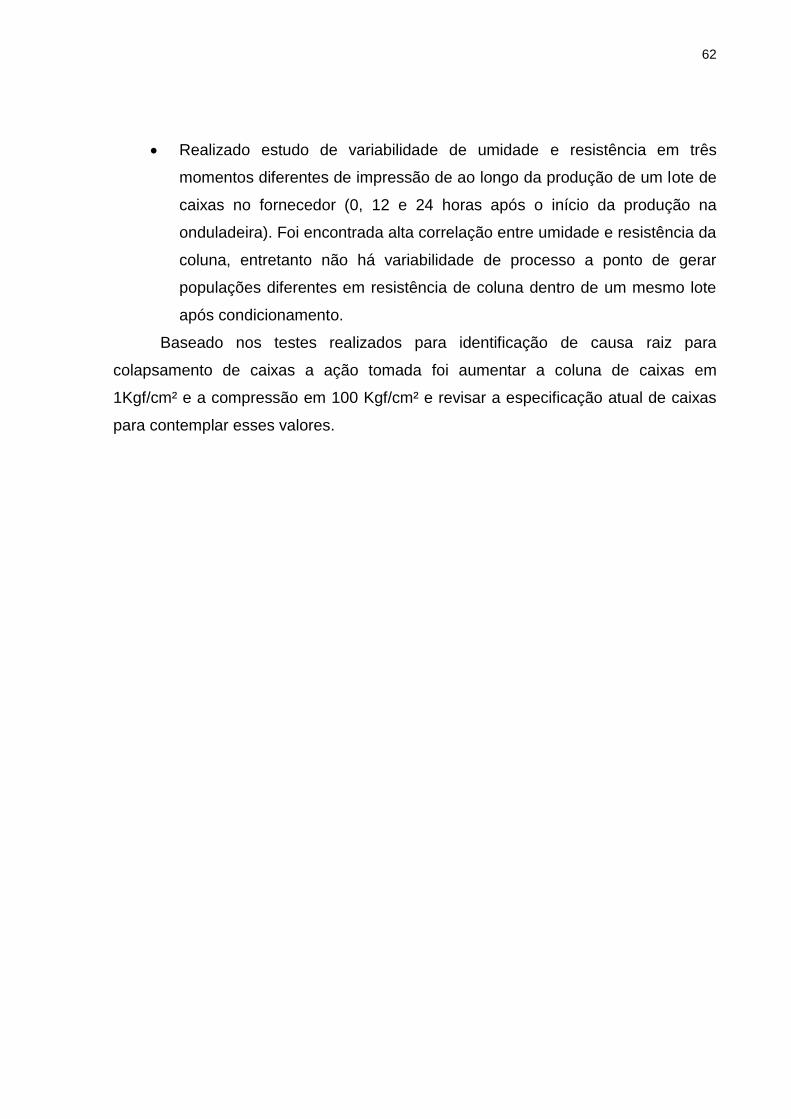
62
Realizado estudo de variabilidade de umidade e resistência em três
momentos diferentes de impressão de ao longo da produção de um lote de
caixas no fornecedor (0, 12 e 24 horas após o início da produção na
onduladeira). Foi encontrada alta correlação entre umidade e resistência da
coluna, entretanto não há variabilidade de processo a ponto de gerar
populações diferentes em resistência de coluna dentro de um mesmo lote
após condicionamento.
Baseado nos testes realizados para identificação de causa raiz para
colapsamento de caixas a ação tomada foi aumentar a coluna de caixas em
1Kgf/cm² e a compressão em 100 Kgf/cm² e revisar a especificação atual de caixas
para contemplar esses valores.
63
5 CONCLUSÃO
O estudo de caso exposto neste trabalho apresentou a utilização prática do
método FMEA empregado no gerenciamento de riscos de qualidade do processo
produtivo de embalagens de formulações sólidas em uma multinacional do setor de
agroquímicos. Através do presente trabalho, foi demonstrada a elaboração e
preenchimento do formulário da FMEA, realizada a eliminação ou mitigação de
modos de falha encontrados no processo e a implementação de ações corretivas e
preventivas para desvios que poderiam gerar no futuro não conformidades na
qualidade do produto final fornecido ao mercado, além de possibilitar a redução de
potenciais custos com retrabalho, atrasos na produção e reclamações de clientes.
Diante das evidências apresentadas, conclui-se que sem a realização de uma
análise de riscos do processo, a ocorrência de modos de falha identificados pela
aplicação da FMEA sucederia em grande escala, por esse motivo, esta metodologia
mostra ser um artifício eficiente para a realização de análises de riscos de qualidade
na indústria química.
Como sugestão para trabalhos futuros, poderá ser realizada uma reanálise da
FMEA realizada para a linha de embalagens de formulações sólidas de forma a
avaliar os novos índices de risco para os modos de falha encontrados depois da
implementação de todas as ações corretivas e preventivas nesse processo.
64
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 14001: 2004. Sistemas de gestão ambiental – Especificações e diretrizes para uso. Rio de Janeiro: ABNT, 2004.
ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9001/2000: Sistemas de Gestão da Qualidade. Rio de Janeiro: ABNT, 2001. ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 31000: Gestão de Riscos – Princípios e Diretrizes. Rio de Janeiro: ABNT, 2009. ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5426: Planos de amostragem e procedimentos na inspeção por atributos. Rio de Janeiro: ABNT, 1985. ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462: Confiabilidade e maneabilidade. Rio de Janeiro: ABNT, 1994. AIAG. Manual de referência FMEA 4ª edição. AIAG - Automotive Industry Action Group - AIAG Reference guide - Potential Failure Mode and Effect Analysis (FMEA), 4th Edition STANDARD published by AIAG, 2008. ALBERTON, A. Uma metodologia para auxiliar no gerenciamento de riscos e na seleção de alternativas de investimentos em segurança. Dissertação de (Mestrado em Engenharia de Produção) - Universidade Federal de Santa Catarina, Florianópolis, 1996. ARAÚJO, G. D., SILVA, M. D., VAZ, T. R. D., SILVA, C. D., & EDUARDO, A. O processo de certificação das normas internacionalmente reconhecidas: um caminho para a sustentabilidade empresarial. SEMINÁRIOS EM ADMINISTRAÇÃO FEA-USP, 10. 2007. ARAÚJO, L. A. D. Controle de refugos e retrabalhos no processo produtivo de uma indústria metalúrgica por meio da metodologia FMEA Análise dos Modos e Efeitos de Falhas: um estudo de caso. 2015. AVEN, T. Risk analysis: assessing uncertainties beyond expected values and probabilities. John Wiley & Sons, 2008. BEDNARZ, S.; MARRIOTT, D. Efficient analysis for FMEA. Reliability and Maintainability Symposium, Los Angeles, USA, 1988. IEEE Press. 416-421, 1988. BERENS, N. Anwendung der FMEA in Entwicklung und Produktion; Verlag Moderne Industrie, Landsberg 1989. ISBN 3-478-41490-3. BOUTI, A.; KADI, D. A. A state-of-the-art review of FMEA/FMECA.

65
International Journal of reliability, quality and safety engineering, v. 1, n. 04, p. 515-543, 1994. BSI, British Standards Institution. BS 8800. London, 1996. BULL, D. R. et al. Approaches to automated FMEA of hydraulic systems. 1995. CAIXEIRO, F. T. O. Aplicação do método análise dos modos de falha e seus efeitos (FMEA) para a prospecção de riscos nos cuidados hospitalares no Brasil. 2011. 86 p. Tese de Mestrado. Escola Nacional de Saúde Pública Sergio Arouca, Rio de Janeiro, 2011. CALIXTO, E.; SCHMITT, W. Análise Ram do projeto Cenpes II. Petrobrás. Rio de Janeiro, 2005. CALIXTO, E. Uma metodologia para gerenciamento de risco em
empreendimentos: Um estudo de caso na Indústria de petróleo. Anais do XXVI
Encontro Nacional de Engenharia de Produção–XXVI ENEGEP, Fortaleza, 2006. CASTRO, E. C. de; FIGUEIREDO, P. N. Does technological learning pay off?: implications of capability accumulation for techno-economic performance improvement in a steelmaking unit in Brazil (1997-2001). BAR-Brazilian Administration Review, v. 2, n. 1, p. 38-56, 2005. CERQUEIRA, J. P. Sistemas de Gestão Integrado: ISO 9001, ISO 14001, OHSAS 18001, SA 8000 e NBR 16001: Conceitos e Aplicações. Rio de Janeiro: Qualitymark, 2010. CHOPRA, S.; SODHI, M. S. Managing risk to avoid supply-chain breakdown. MIT Sloan Management Review (Fall 2004), 2012. CLARKE, C. Automotive Production Systems and Standardisation: From Ford to the Case of Mercedes-Benz. Physica-Verlag Heidelberg, 2005. COOPER, D. F. The Australian and New Zealand standard on risk management, AS/NZS 4360: 2004. Tutorial Notes: Broadleaf Capital International Pty Ltd, 2004. COUTO, M. P. P.; CARVALHO, A. L. Utilização do FMEA para análise de processos administrativos em uma instituição de ensino superior. Percurso Acadêmico, 2015. DUARTE JUNIOR, N. de S. F. A Gestão de Riscos do Ponto de Vista da Complexidade. Banas Qualidade, n. 233, Ano XXI, out. 2011. Mensal. DUWE, B.; FUCHS, B. D.; HANSEN-FLASCHEN, J. Failure mode and effects analysis application to critical care medicine. Critical care clinics, v. 21, n. 1, p. 21-30, 2005.
66
ERICSON, C. A.; LL, Clifton. Fault tree analysis. In: System Safety Conference, Orlando, Florida. 1999. p. 1-9. FERREIRA, A. dos S. Aplicação de Planejamento e Controle de Projetos para o Desenvolvimento de Um Novo Produto – Estudo de Caso: APQP. 2001. 113p. Monografia (MBA em Gerência de Produção e Tecnologia) – Departamento de Economia, Contabilidade, Administração e Secretariado, Universidade de Taubaté, Taubaté, 2001. FORD MOTOR COMPANY. Potential Failure Mode and Effects Analysis (FMEA). Reference Manual, 1988. FORD. Quality System Requirements - QS-9000. USA, 1994. FREITAS, C. M. de; DE BRITO SÁ, I. M. Por um gerenciamento de riscos integrado e participativo na questão dos agrotóxicos. É veneno ou é remédio?: Agrotóxicos, saúde e ambiente, p. 211, 2003. GEYMAYR, J. A. B.; EBECKEN, Nelson Francisco Favilla. Fault-tree analysis: a knowledge-engineering approach. Reliability, IEEE Transactions on, v. 44, n. 1, p. 37-45, 1995. GIL, A. C. Como Elaborar Projetos de Pesquisa, 3ª Edição. São Paulo: Editora Atlas, 1996. GILCHRIST, W. Modeling failure modes and effects analysis. International Journal of Quality & Reliability Management, Bradford, v. 10, n. 5, p. 16-24, 1993. GRAEL, P. F. F. Modelo de Integração de Sistemas de Gestão da Qualidade e Gestão Ambiental. Dissertação. ed. Bauru: UNESP, 2009. HAMMER, W. Product safety management and engineering. Amer Society of Safety Engineers, 1993. HELMAN, H.; ANDERY, P. R. P. Análise de falhas: (Aplicação dos métodos de FMEA e FTA). UFMG, Escola de Engenharia, 1995. HOYLE, D. QS-9000 quality systems handbook. Avon Books. 1997. HUANG, G. Q.; MAK, K. L. Web-based collaborative conceptual design. Journal of Engineering Design, v. 10, n. 2, p. 183-194, 1999. INMETRO. O que significa a ABNT NBR ISO 9001 para quem compra? Disponível em: <http://www.inmetro.gov.br/qualidade/pdf/CB25docorient.pdf>. Acesso em: 03. 05. 2015. INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Estatísticas da produção agrícola. Disponível em: <http://www.ibge.gov.br/home/download/estatisticas.htm>. Acesso em: 11. 04. 2015.
67
JONES, P. L.; JORGENS III, J.; TAYLOR, A. R.; WEBER, M. Risk Management in The Design of Medical Device Software Systems. Biomedical Instrumentation & Technology, v.36, n.4, p. 237-266, jul./aug. 2002. JORION, P. Value at risk: the new benchmark for managing financial risk. New York: McGraw-Hill, 2007. KARA-ZAITRI, C.; KELLER, A. Z.; BARODY, I.; FLEMING, P. V. An improved FMEA methodology. Reliability and Maintainability Symposium, Orlando, FL - USA, 1991. IEEE press. 248-252, 1991. KARTHA, C. P. A comparison of ISO 9000: 2000 quality system standards, QS9000, ISO/TS 16949 and Baldrige criteria. The TQM magazine 16, no. 5 .2004. 331-340. 2004. KLETZ, T. A. HAZOP and HAZAN: identifying and assessing process industry hazards. IChemE, 1999. LAURENTI, R., VILLARI, B. D., & ROZENFELD, H. Problemas e melhorias do método FMEA: uma revisão sistemática da literatura. P&D em Engenharia de Produção, Itajubá, v. 10, n. 1, p. 59-70, 2012. LATINO, C. J. “Hidden Treasures: Eliminating Chronic Failures Can Cut Maintenance Costs Up to 60%”, Plant Engineering, Cahners Publishing Co., November, 1996. LINS, B. E. Breve história da engenharia da qualidade. Cadernos Aslegis, v. 4, n. 12, p. 53-65, 2005. Loureiro, R. G. Aplicação das ferramentas a prova de falha" Poka-Yoke" como ações resultantes de FMEA de processo em unidades produtivas do setor automobilístico. 2013. 71 p. Monografia (Engenharia de Produção) - Fundação Eurípides Soares da Rocha, Marília, 2013. MATOS, Juliana Schmitz Guarilha Costa. Aplicação do HazOp Dinâmico na Avaliação de Perigo Operacional em uma Coluna de Destilação de uma Planta de Separação de Ar. 2009. Dissertação (Mestrado em Tecnologia de Processos Químicos e Bioquímicos) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2009. MARTINS, C. P. Aplicação da ferramenta FMEA no desenvolvimento do processo e cadastro de um produto rodoviário. 2012. 82 p. Monografia (Engenharia Mecânica) - Universidade Regional do Noroeste do Estado do Rio Grande do Sul, Panambi, 2012. MCDERMOTT, R. E.; MIKULAK, R. J.; BEAUREGARD, M. R. The basics of FMEA. New York: Quality Resources, 1996. MORAES, G. Sistema de Gestão de Riscos: Estudos de Análises de Riscos "Offshore e Onshore". Gerenciamento Verde Editora, 2013. 640 p. 2 v.
68
OLIVEIRA, U. R. Tomada de Decisão em Flexibilidade de Manufatura para Gerenciamento de Riscos Operacionais no Processo Produtivo Industrial. 2009. 246 f. Tese (Doutorado em Engenharia Mecânica) – Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2009. PALADY, P. FMEA: análise dos modos de falha e efeitos: prevendo e prevenindo problemas antes que ocorram. Imam, 2004. PEDROSO, L. H. T. R. Uma sistemática para a identificação, análise qualitativa e análise quantitativa dos riscos em projetos. 2006. Tese de Doutorado - Universidade de São Paulo, 2006. PINNA, T. et al. Failure mode and effect analysis on ITER heat transfer systems. Fusion Engineering and Design, v. 42, n. 1, p. 431-436, 1998. PRICE, C. J. Effortless incremental design FMEA. In: Reliability and Maintainability Symposium, 1996 Proceedings. International Symposium on Product Quality and Integrity., Annual. IEEE, 1996. p. 43-47. PUENTE, J.; PINO, R.; PRIORE, P.; FOUENTE, D de L. A decision support system for applying failure mode and effects analysis. International Journal of Quality & Reliability Management, Bradford, v. 19, n. 2, p. 137-151, 2002. RAUSAND, M. & OIEN, K. The basic concepts of failure analysis. Reliability Engineering and System Safety, 1996. REOCITIES. NBR ISO 9002/1994: Sistemas da qualidade - Modelo para garantia da qualidade em produção, instalação e serviços associados. Disponível em: <http://reocities.com/ResearchTriangle/Campus/8915/nbr_iso_9002.html>. Acesso em: 03.05.2015. SAE. SOCIETY OF AUTOMOTIVE ENGINEERS - SAE J1739, Potential Failure Mode and Effects Analysis in Design (Design FMEA) and Potential Failure Mode and Effects Analysis in Manufacturing and Assembly Processes (Process FMEA), Reference Manual, 2000. SAKURADA, E. Y. As Técnicas de Análise dos Modos de Falhas e seus Efeitos e Análise da Árvore de Falhas no Desenvolvimento e na Avaliação de Produtos. 2001. 124 f. Dissertação (Mestrado em Engenharia Mecânica) -Universidade Federal de Santa Catarina, Florianópolis, 2001. SANTOS, E. F.; SANCHES, C. E. Priorização de ações ergonômicas a partir de uma análise de riscos através da adaptação do FMEA como ferramenta de
avaliação e gerenciamento. Jornada de Ergonomia, Juiz de Fora, 2003. SCHENINI, P. C.; NEUENFELD, D. R. & ROSA, A. L. M. O gerenciamento de riscos no transporte de produtos perigosos. In: Anais do XIII Simpósio de Engenharia de Produção – a XIII SIMPEP, Bauru, 2006.
69
SCHUBERT, M., FMEA – Fehler-möglichkeitsund Einflußanalyse; Deutsche Gesellschaft für Qualität e. V., Frankfurt am Main. 1993. SERIGATI, F; POSSAMAI, R. Ajustes da política econômica. Agronegócio será pouco afetado. AgroANALYSIS, v. 34, n. 10, p. 13-14. 2014. SILVA, C. E. S. da; TIN, J. V.; OLIVEIRA, V.C. de. Uma Análise da Aplicação da FMEA nas Normas de: Sistema de Gestão pela Qualidade (ISO9000 e QS9000), Sistema de Gestão Ambiental (ISO14000) e Sistema de Gestão da Segurança e Saúde do trabalho (BS8800-futura ISO18000). Encontro Nacional de Engenharia de Produção, v. 17, 1997. SILVA, C. Sensores industriais. 2010. Disponível em: <http://www.clubeda eletronica.com.br/Automacao/PDF/Apoio%20001%20-%20Sensores%20industriais .pdf>. Acesso em 07.11.2015. SILVA, M. F. de O.; COSTA, L. M. da. A indústria de defensivos agrícolas. BNDES Setorial, n. 35, mar. 2012, p. 233–276, 2012. SILVEIRA, C. B. FMEA – Análise dos Modos de Falha e seus Efeitos. 2012. Disponível em: <http://www.citisystems.com.br/fmea-processo-analise-modos-falhas-efeitos/>. Acesso em: 25 fev. 2015.
SNELLING, S; ALAM, S. Root Cause Analysis Techniques Used at The Boeing Co.(Presentation). IIE Annual Conference. Proceedings. Institute of Industrial Engineers-Publisher, 2009. p. 1. SOARES, M. F. (2013). Análise de integração em sistemas de gestão baseados nas normas ISO 9001, ISO 14001 e OHSAS 18001 em empresas de construção civil. 2013. 137f. Dissertação (Pós-graduação em Engenharia Civil) - Universidade Federal do Ceará, Fortaleza. 2013. SOLEDADE, M. D. G. M., NAPRAVNIK, M. L. A. F. K., SANTOS, J. N., SILVA, M. de A. M. D. ISO 14000 e a Gestão Ambiental: uma reflexão das praticas ambientais corporativas. IX ENGEMA – Encontro Nacional sobre Gestão Empresarial e Meio Ambiente, Curitiba. 2007. STAMATIS, D. H. Failure Mode and Effect Analysis: FMEA from theory to execution. 494 p. 2. ed. ASQC, Milwaukee: Quality Press, 2003. THIVEL, P. X.; BULTEL, Y.; DELPECH, F. Risk analysis of a biomass combustion process using MOSAR and FMEA methods. Journal of Hazardous Materials, v.151, n.1, p.221-231, 2008. TSAROUHAS, P. H.; ARVANITOYANNIS, I. S.; AMPATZIS, Z. D. A case study of investigating reliability and maintainability in a Greek juice bottling medium size enterprise (MSE). Journal of Food Engineering, v.95, n.3, p.479-488, 2009. TURRIONI, J. B.; MELLO, C. H. P. Metodologia de pesquisa em engenharia de produção. 2002.
70
US FOOD AND DRUG ADMINISTRATION et al. Guidance for industry: Q9 Quality risk management. Bethesda, MD, 2006. VILLACOURT, M. Failure mode and effects analysis (fmea): A guide for continuous improvement for the semiconductor equipment industry. International Semetech Inc., Austin, USA, 1992. YIN, R. Applications of case study research. Newbury Park, CA: Sage Publishing, 1993. YIN, R. Estudo de caso. Planejamento e métodos. 2ª edição, Porto Alegre/RS: Bookman, 2001.

71
APÊNDICE A – Formulário da FMEA do processo em estudo
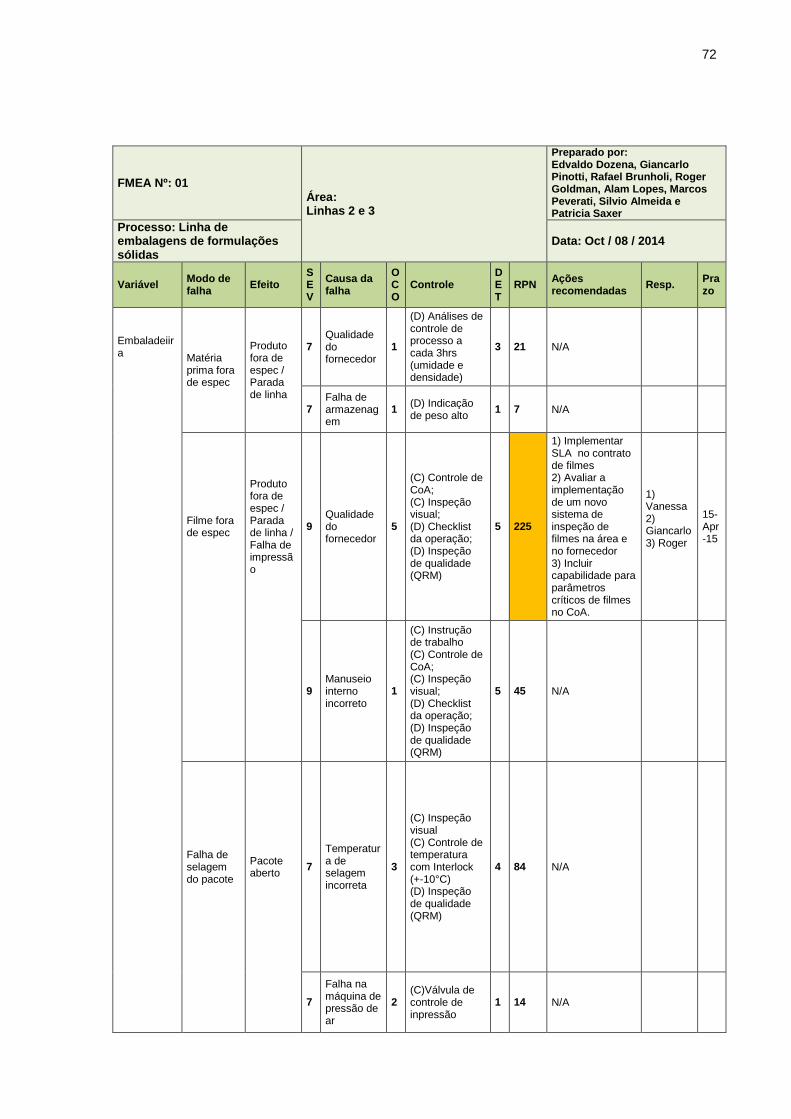
72
FMEA Nº: 01
Área: Linhas 2 e 3
Preparado por: Edvaldo Dozena, Giancarlo Pinotti, Rafael Brunholi, Roger Goldman, Alam Lopes, Marcos Peverati, Silvio Almeida e Patricia Saxer
Processo: Linha de embalagens de formulações sólidas
Data: Oct / 08 / 2014
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Embaladeiira Matéria
prima fora de espec
Produto fora de espec / Parada de linha
7 Qualidade do fornecedor
1
(D) Análises de controle de processo a cada 3hrs (umidade e densidade)
3 21 N/A
7 Falha de armazenagem
1 (D) Indicação de peso alto
1 7 N/A
Filme fora de espec
Produto fora de espec / Parada de linha / Falha de impressão
9 Qualidade do fornecedor
5
(C) Controle de CoA; (C) Inspeção visual; (D) Checklist da operação; (D) Inspeção de qualidade (QRM)
5 225
1) Implementar SLA no contrato de filmes 2) Avaliar a implementação de um novo sistema de inspeção de filmes na área e no fornecedor 3) Incluir capabilidade para parâmetros críticos de filmes no CoA.
1) Vanessa 2) Giancarlo 3) Roger
15-Apr-15
9
Manuseio interno incorreto
1
(C) Instrução de trabalho (C) Controle de CoA; (C) Inspeção visual; (D) Checklist da operação; (D) Inspeção de qualidade (QRM)
5 45 N/A
Falha de selagem do pacote
Pacote aberto
7
Temperatura de selagem incorreta
3
(C) Inspeção visual (C) Controle de temperatura com Interlock (+-10°C) (D) Inspeção de qualidade (QRM)
4 84 N/A
7
Falha na máquina de pressão de ar
2 (C)Válvula de controle de inpressão
1 14 N/A
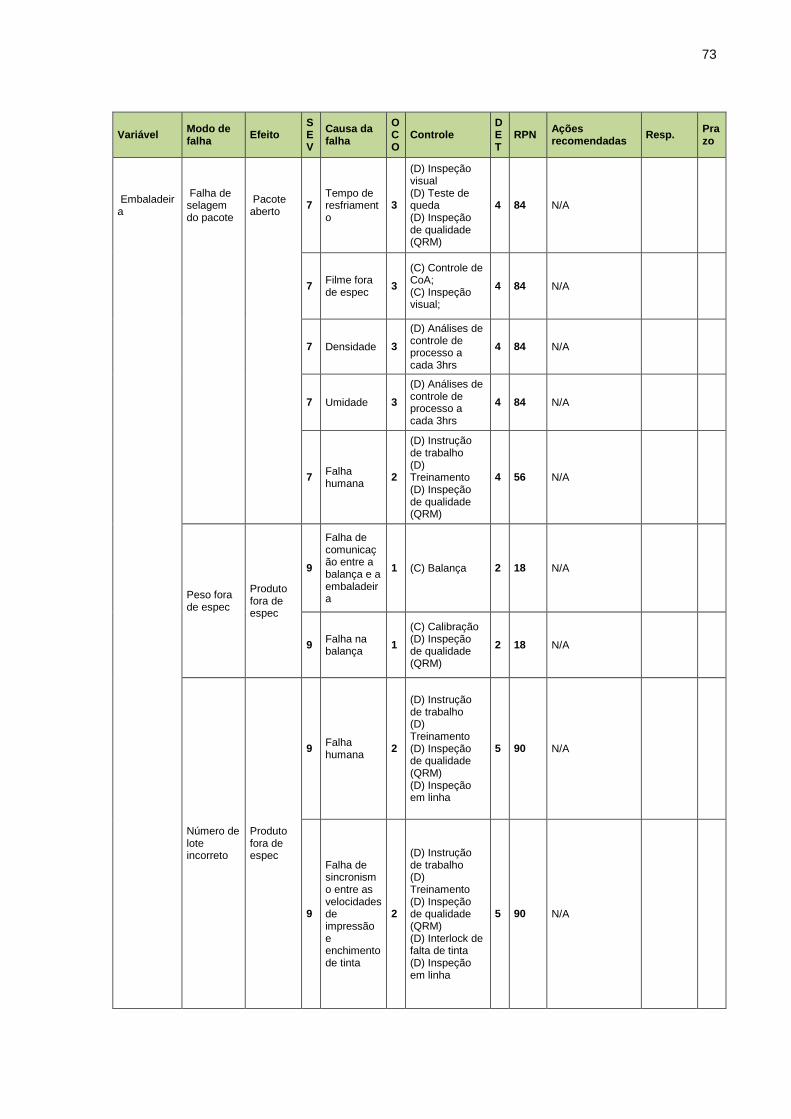
73
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Embaladeira
Falha de selagem do pacote
Pacote aberto
7 Tempo de resfriamento
3
(D) Inspeção visual (D) Teste de queda (D) Inspeção de qualidade (QRM)
4 84 N/A
7 Filme fora de espec
3
(C) Controle de CoA; (C) Inspeção visual;
4 84 N/A
7 Densidade 3
(D) Análises de controle de processo a cada 3hrs
4 84 N/A
7 Umidade 3
(D) Análises de controle de processo a cada 3hrs
4 84 N/A
7 Falha humana
2
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM)
4 56 N/A
Peso fora de espec
Produto fora de espec
9
Falha de comunicação entre a balança e a embaladeira
1 (C) Balança 2 18 N/A
9 Falha na balança
1
(C) Calibração (D) Inspeção de qualidade (QRM)
2 18 N/A
Número de lote incorreto
Produto fora de espec
9 Falha humana
2
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM) (D) Inspeção em linha
5 90 N/A
9
Falha de sincronismo entre as velocidades de impressão e enchimento de tinta
2
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM) (D) Interlock de falta de tinta (D) Inspeção em linha
5 90 N/A
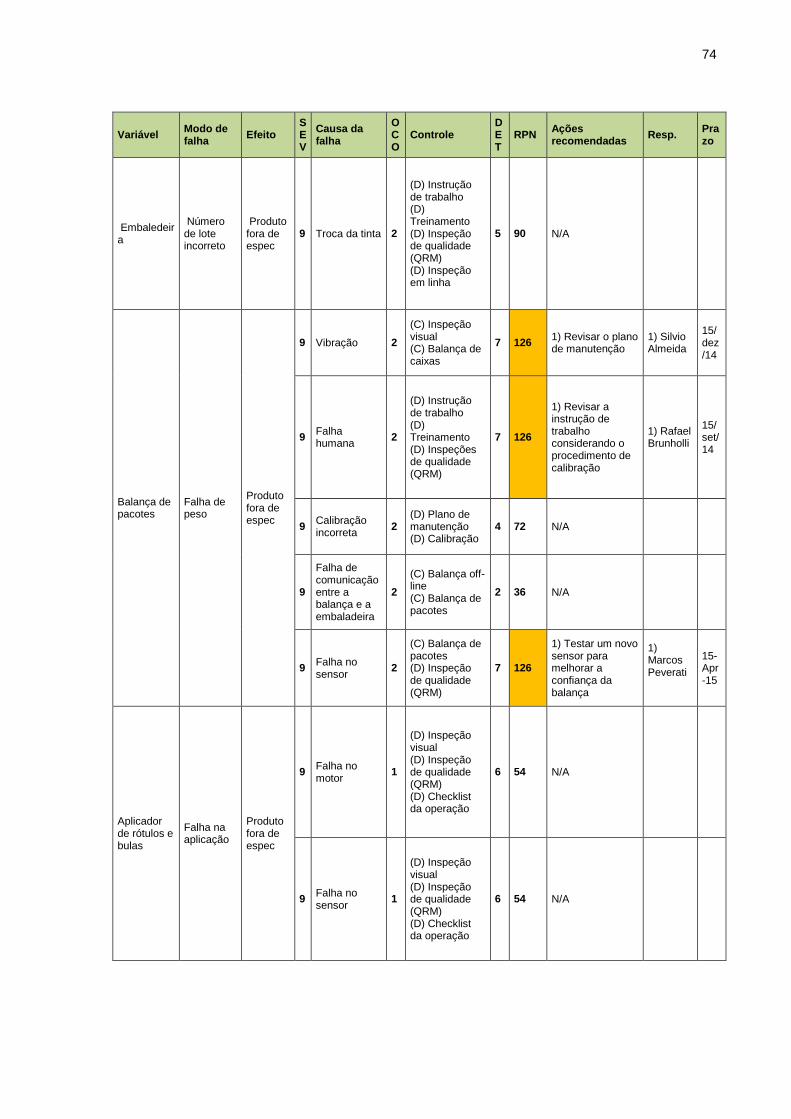
74
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Embaledeira
Número de lote incorreto
Produto fora de espec
9 Troca da tinta 2
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM) (D) Inspeção em linha
5 90 N/A
Balança de pacotes
Falha de peso
Produto fora de espec
9 Vibração 2
(C) Inspeção visual (C) Balança de caixas
7 126 1) Revisar o plano de manutenção
1) Silvio Almeida
15/dez/14
9 Falha humana
2
(D) Instrução de trabalho (D) Treinamento (D) Inspeções de qualidade (QRM)
7 126
1) Revisar a instrução de trabalho considerando o procedimento de calibração
1) Rafael Brunholli
15/set/14
9 Calibração incorreta
2 (D) Plano de manutenção (D) Calibração
4 72 N/A
9
Falha de comunicação entre a balança e a embaladeira
2
(C) Balança off-line (C) Balança de pacotes
2 36 N/A
9 Falha no sensor
2
(C) Balança de pacotes (D) Inspeção de qualidade (QRM)
7 126
1) Testar um novo sensor para melhorar a confiança da balança
1) Marcos Peverati
15-Apr-15
Aplicador de rótulos e bulas
Falha na aplicação
Produto fora de espec
9 Falha no motor
1
(D) Inspeção visual (D) Inspeção de qualidade (QRM) (D) Checklist da operação
6 54 N/A
9 Falha no sensor
1
(D) Inspeção visual (D) Inspeção de qualidade (QRM) (D) Checklist da operação
6 54 N/A
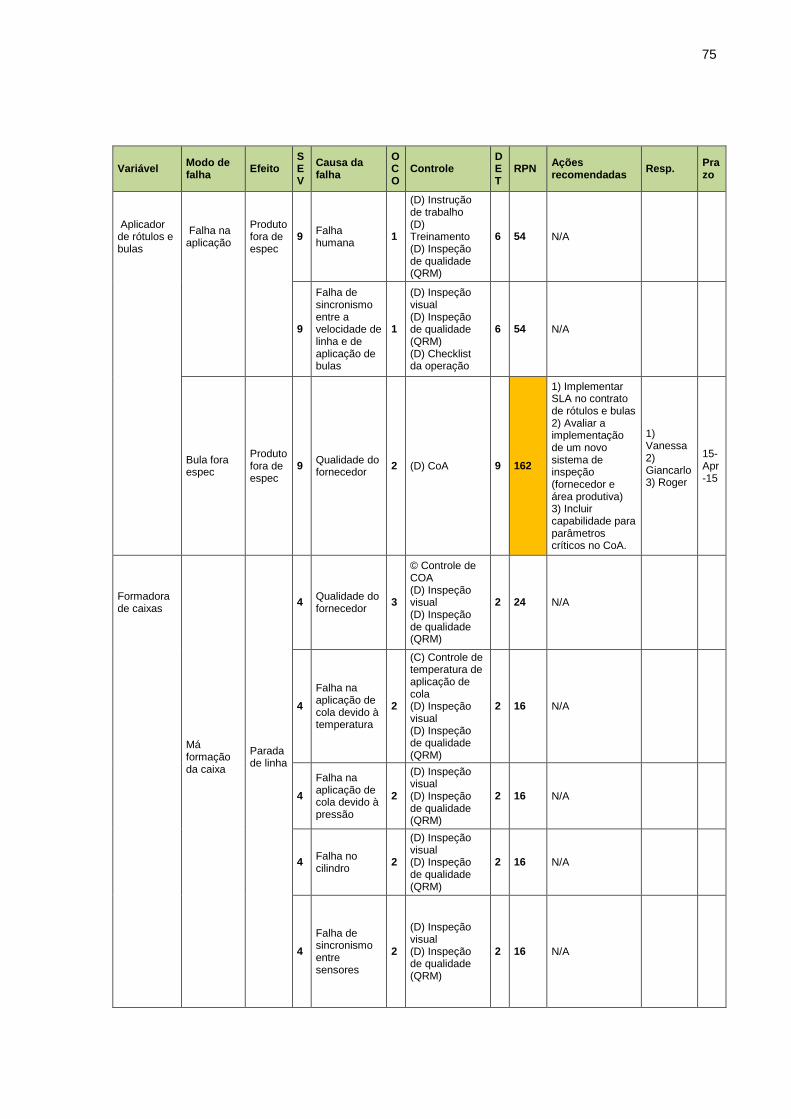
75
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Aplicador de rótulos e bulas
Falha na aplicação
Produto fora de espec
9 Falha humana
1
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM)
6 54 N/A
9
Falha de sincronismo entre a velocidade de linha e de aplicação de bulas
1
(D) Inspeção visual (D) Inspeção de qualidade (QRM) (D) Checklist da operação
6 54 N/A
Bula fora espec
Produto fora de espec
9 Qualidade do fornecedor
2 (D) CoA 9 162
1) Implementar SLA no contrato de rótulos e bulas 2) Avaliar a implementação de um novo sistema de inspeção (fornecedor e área produtiva) 3) Incluir capabilidade para parâmetros críticos no CoA.
1) Vanessa 2) Giancarlo 3) Roger
15-Apr-15
Formadora de caixas
Má formação da caixa
Parada de linha
4 Qualidade do fornecedor
3
© Controle de COA (D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 24 N/A
4
Falha na aplicação de cola devido à temperatura
2
(C) Controle de temperatura de aplicação de cola (D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 16 N/A
4
Falha na aplicação de cola devido à pressão
2
(D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 16 N/A
4 Falha no cilindro
2
(D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 16 N/A
4
Falha de sincronismo entre sensores
2
(D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 16 N/A
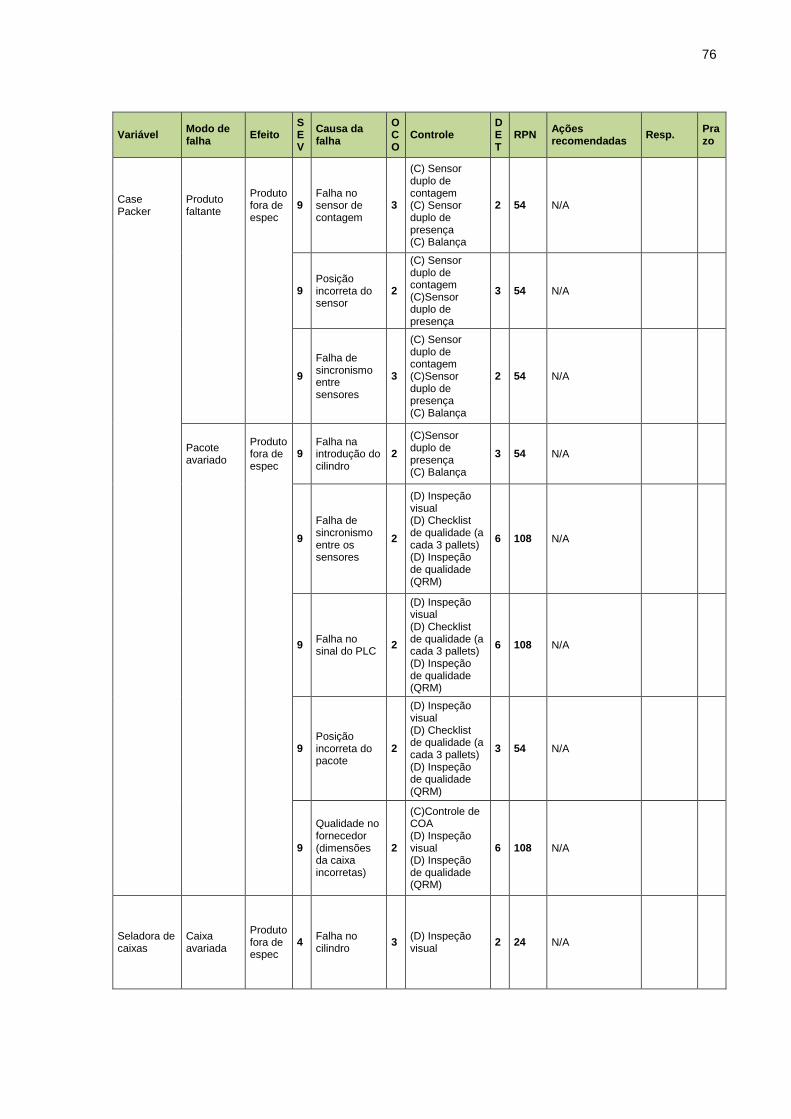
76
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Case Packer
Produto faltante
Produto fora de espec
9 Falha no sensor de contagem
3
(C) Sensor duplo de contagem (C) Sensor duplo de presença (C) Balança
2 54 N/A
9 Posição incorreta do sensor
2
(C) Sensor duplo de contagem (C)Sensor duplo de presença
3 54 N/A
9
Falha de sincronismo entre sensores
3
(C) Sensor duplo de contagem (C)Sensor duplo de presença (C) Balança
2 54 N/A
Pacote avariado
Produto fora de espec
9 Falha na introdução do cilindro
2
(C)Sensor duplo de presença (C) Balança
3 54 N/A
9
Falha de sincronismo entre os sensores
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 108 N/A
9 Falha no sinal do PLC
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 108 N/A
9 Posição incorreta do pacote
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
3 54 N/A
9
Qualidade no fornecedor (dimensões da caixa incorretas)
2
(C)Controle de COA (D) Inspeção visual (D) Inspeção de qualidade (QRM)
6 108 N/A
Seladora de caixas
Caixa avariada
Produto fora de espec
4 Falha no cilindro
3 (D) Inspeção visual
2 24 N/A
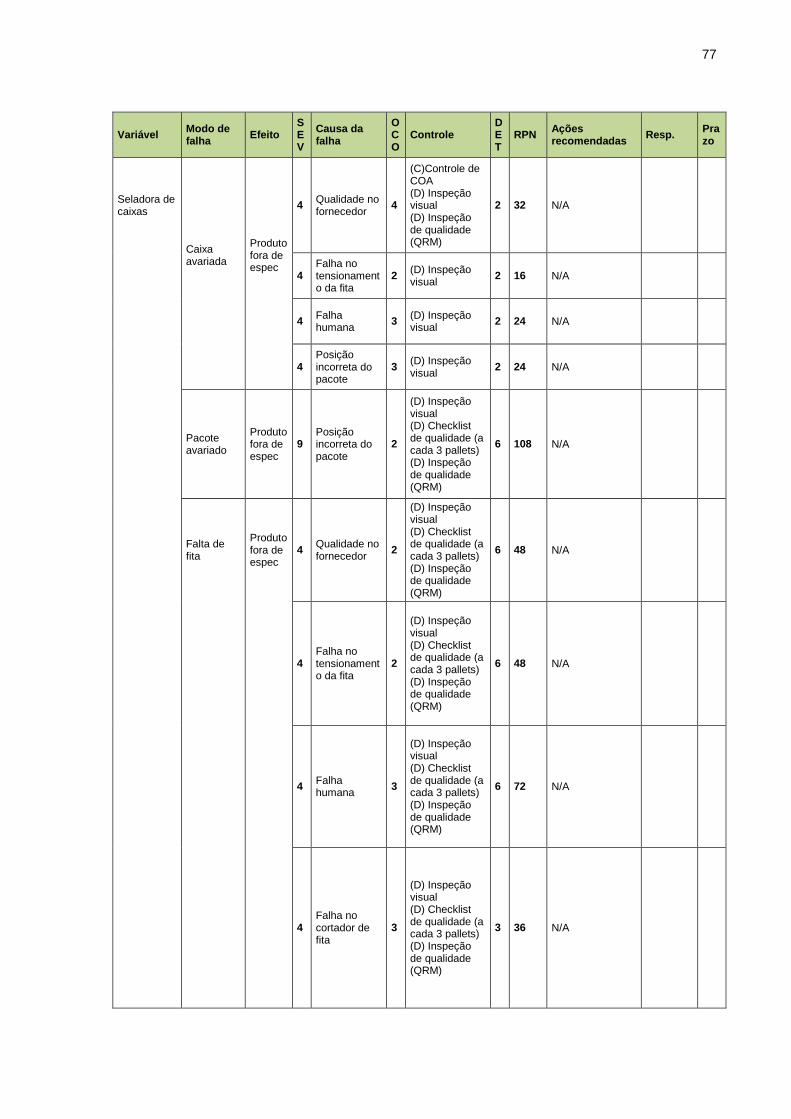
77
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Seladora de caixas
Caixa avariada
Produto fora de espec
4 Qualidade no fornecedor
4
(C)Controle de COA (D) Inspeção visual (D) Inspeção de qualidade (QRM)
2 32 N/A
4 Falha no tensionamento da fita
2 (D) Inspeção visual
2 16 N/A
4 Falha humana
3 (D) Inspeção visual
2 24 N/A
4 Posição incorreta do pacote
3 (D) Inspeção visual
2 24 N/A
Pacote avariado
Produto fora de espec
9 Posição incorreta do pacote
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 108 N/A
Falta de fita
Produto fora de espec
4 Qualidade no fornecedor
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 48 N/A
4 Falha no tensionamento da fita
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 48 N/A
4 Falha humana
3
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 72 N/A
4 Falha no cortador de fita
3
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
3 36 N/A
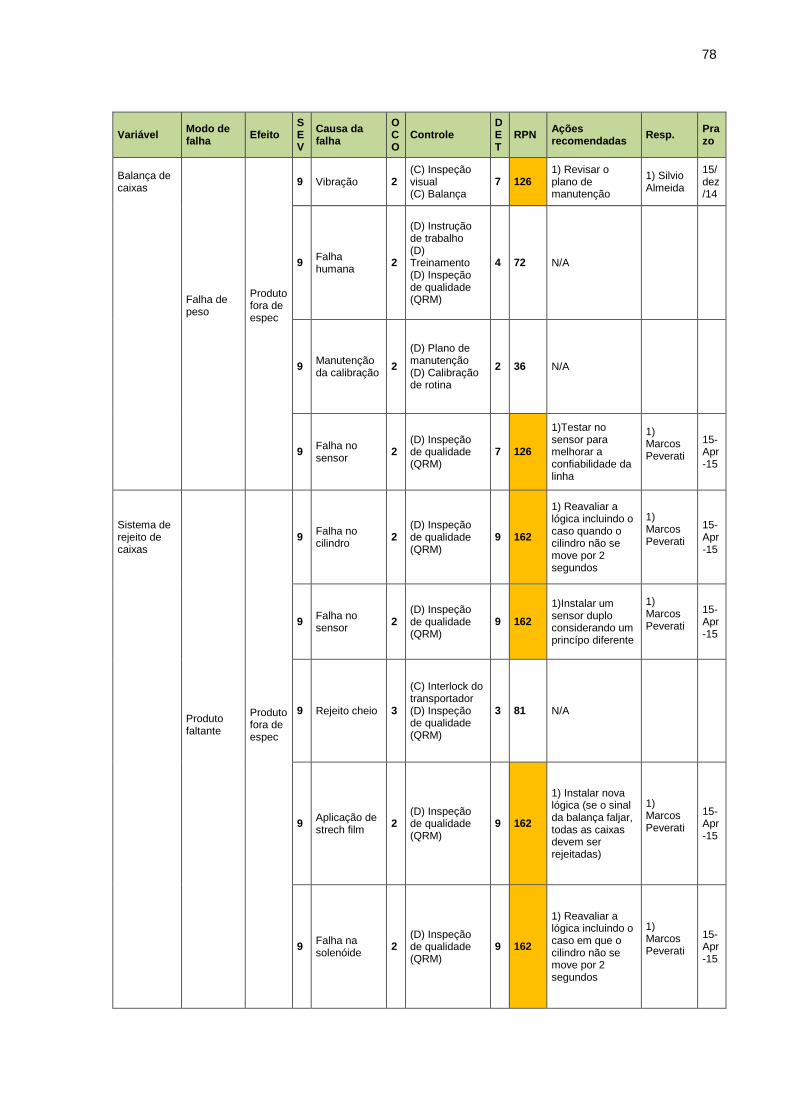
78
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Balança de caixas
Falha de peso
Produto fora de espec
9 Vibração 2 (C) Inspeção visual (C) Balança
7 126 1) Revisar o plano de manutenção
1) Silvio Almeida
15/dez/14
9 Falha humana
2
(D) Instrução de trabalho (D) Treinamento (D) Inspeção de qualidade (QRM)
4 72 N/A
9 Manutenção da calibração
2
(D) Plano de manutenção (D) Calibração de rotina
2 36 N/A
9 Falha no sensor
2 (D) Inspeção de qualidade (QRM)
7 126
1)Testar no sensor para melhorar a confiabilidade da linha
1) Marcos Peverati
15-Apr-15
Sistema de rejeito de caixas
Produto faltante
Produto fora de espec
9 Falha no cilindro
2 (D) Inspeção de qualidade (QRM)
9 162
1) Reavaliar a lógica incluindo o caso quando o cilindro não se move por 2 segundos
1) Marcos Peverati
15-Apr-15
9 Falha no sensor
2 (D) Inspeção de qualidade (QRM)
9 162
1)Instalar um sensor duplo considerando um princípo diferente
1) Marcos Peverati
15-Apr-15
9 Rejeito cheio 3
(C) Interlock do transportador (D) Inspeção de qualidade (QRM)
3 81 N/A
9 Aplicação de strech film
2 (D) Inspeção de qualidade (QRM)
9 162
1) Instalar nova lógica (se o sinal da balança faljar, todas as caixas devem ser rejeitadas)
1) Marcos Peverati
15-Apr-15
9 Falha na solenóide
2 (D) Inspeção de qualidade (QRM)
9 162
1) Reavaliar a lógica incluindo o caso em que o cilindro não se move por 2 segundos
1) Marcos Peverati
15-Apr-15
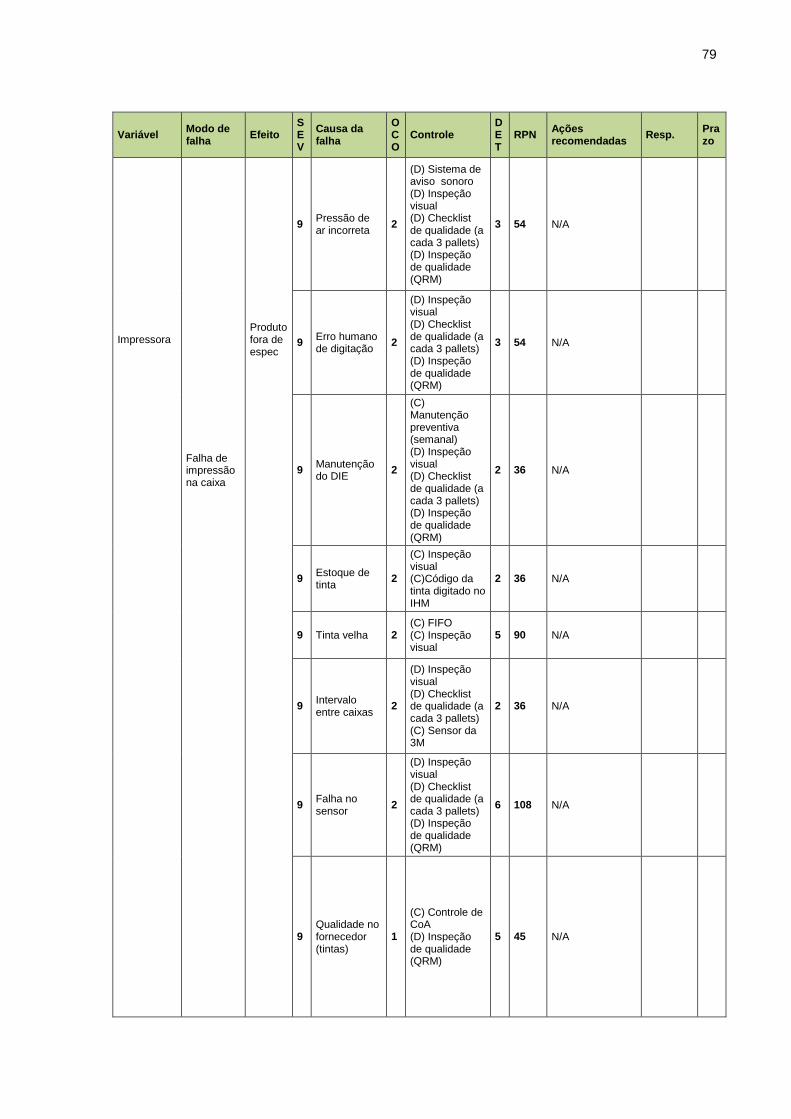
79
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Impressora
Falha de impressão na caixa
Produto fora de espec
9 Pressão de ar incorreta
2
(D) Sistema de aviso sonoro (D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
3 54 N/A
9 Erro humano de digitação
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
3 54 N/A
9 Manutenção do DIE
2
(C) Manutenção preventiva (semanal) (D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
2 36 N/A
9 Estoque de tinta
2
(C) Inspeção visual (C)Código da tinta digitado no IHM
2 36 N/A
9 Tinta velha 2 (C) FIFO (C) Inspeção visual
5 90 N/A
9 Intervalo entre caixas
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (C) Sensor da 3M
2 36 N/A
9 Falha no sensor
2
(D) Inspeção visual (D) Checklist de qualidade (a cada 3 pallets) (D) Inspeção de qualidade (QRM)
6 108 N/A
9 Qualidade no fornecedor (tintas)
1
(C) Controle de CoA (D) Inspeção de qualidade (QRM)
5 45 N/A

80
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Robô paletizador
Caixa faltante
Produto fora de espec
9 Falha no sensor de contagem
2
(D) Inspeção de qualidade (QRM) (C) Controle de vácuo
3 54 N/A
9 Falha na pressão de ar
2
(D) Inspeção de qualidade (QRM) (C) Controle de vácuo
3 54 N/A
9 Falha no medidor de vácuo
2 (D) Inspeção de qualidade (QRM)
9 162
1) Reavaliar a lógica para confirmar a presença de vácuo na etapa de paletização
1) Marcos Peverati
15/abr/15
9 Avaria na membrana do robô
2
(D) Inspeção de qualidade (QRM) (C) Controle de vácuo
3 54 N/A
Desalinhamento / queda de caixas
Produto fora de espec
3 Qualidade no fornecedor (pallet)
5
(C) Controle de CoA (D) Inspeção de qualidade (QRM)
9 135
1) Mudar a posição de caixas no pallet em 90 graus 2) Revisar especificação de pallet
1) Alam Lopes 2) Giancarlo Pinotti
15-Dec-14 15-Apr-15
3 Qualidade no fornecedor (caixas)
5
(C) Controle de CoA (D) Inspeção de qualidade (QRM) (D) Checklist de qualidade (a cada 3 pallets)
6 90 N/A
3
Falha no carregamento das chapas de papelão
5
(C) Sensor de presença (D) Inspeção de qualidade (QRM) (D) Checklist de qualidade (a cada 3 pallets)
2 30 N/A
3 Falha no sensor de pallets
4
(C) Sincronismo entre robô e pallet
2 24 N/A
Paletizadora
Falha na alimentação de pallets
Parada de linha
1 Qualidade no fornecedor (pallet)
5 (C) Controle de CoA
2 10 N/A
1 Falha na pressão de ar
2 (D) Inspeção visual
3 6 N/A
1 Falha no sincronismo da máquina
5 (D) Inspeção visual
3 15 N/A
1
Falha humana na alimentação de pallets
1 (D) Inspeção visual
3 3 N/A
1 Falha no motor
1 (D) Inspeção visual
3 3 N/A
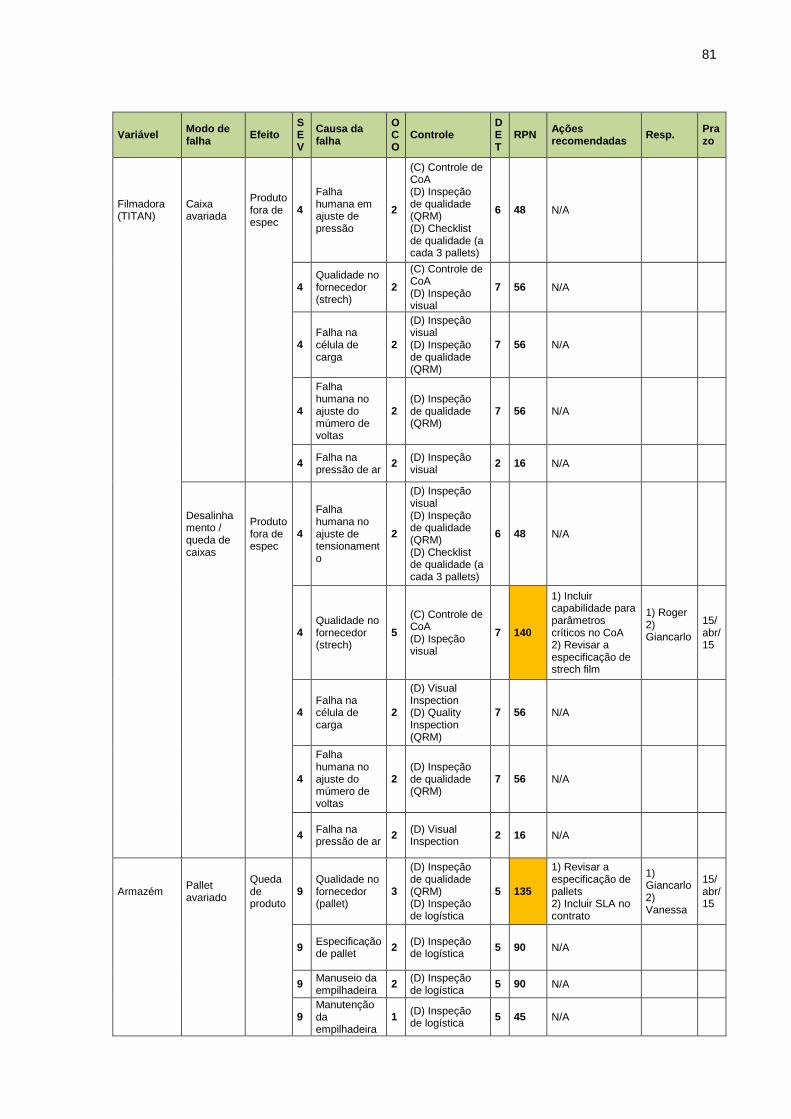
81
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Filmadora (TITAN)
Caixa avariada
Produto fora de espec
4
Falha humana em ajuste de pressão
2
(C) Controle de CoA (D) Inspeção de qualidade (QRM) (D) Checklist de qualidade (a cada 3 pallets)
6 48 N/A
4 Qualidade no fornecedor (strech)
2
(C) Controle de CoA (D) Inspeção visual
7 56 N/A
4 Falha na célula de carga
2
(D) Inspeção visual (D) Inspeção de qualidade (QRM)
7 56 N/A
4
Falha humana no ajuste do múmero de voltas
2 (D) Inspeção de qualidade (QRM)
7 56 N/A
4 Falha na pressão de ar
2 (D) Inspeção visual
2 16 N/A
Desalinhamento / queda de caixas
Produto fora de espec
4
Falha humana no ajuste de tensionamento
2
(D) Inspeção visual (D) Inspeção de qualidade (QRM) (D) Checklist de qualidade (a cada 3 pallets)
6 48 N/A
4 Qualidade no fornecedor (strech)
5
(C) Controle de CoA (D) Ispeção visual
7 140
1) Incluir capabilidade para parâmetros críticos no CoA 2) Revisar a especificação de strech film
1) Roger 2) Giancarlo
15/abr/15
4 Falha na célula de carga
2
(D) Visual Inspection (D) Quality Inspection (QRM)
7 56 N/A
4
Falha humana no ajuste do múmero de voltas
2 (D) Inspeção de qualidade (QRM)
7 56 N/A
4 Falha na pressão de ar
2 (D) Visual Inspection
2 16 N/A
Armazém Pallet avariado
Queda de produto
9 Qualidade no fornecedor (pallet)
3
(D) Inspeção de qualidade (QRM) (D) Inspeção de logística
5 135
1) Revisar a especificação de pallets 2) Incluir SLA no contrato
1) Giancarlo 2) Vanessa
15/abr/15
9 Especificação de pallet
2 (D) Inspeção de logística
5 90 N/A
9 Manuseio da empilhadeira
2 (D) Inspeção de logística
5 90 N/A
9 Manutenção da empilhadeira
1 (D) Inspeção de logística
5 45 N/A
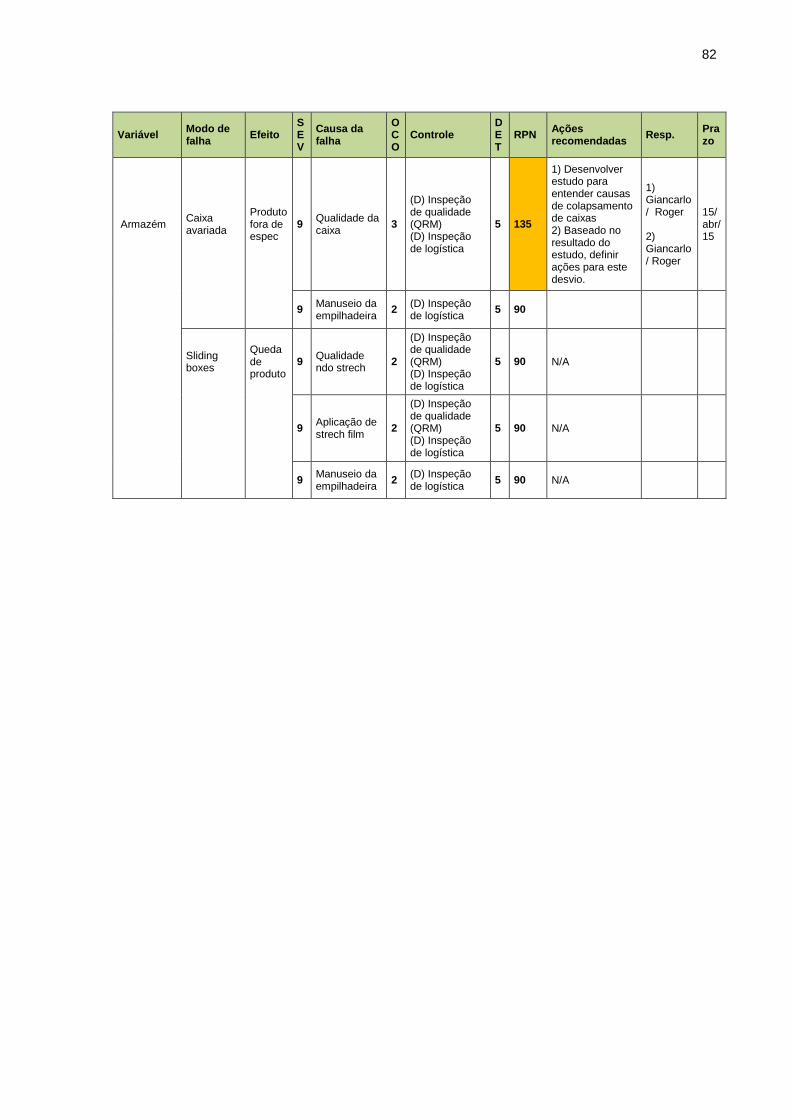
82
Variável Modo de falha
Efeito SEV
Causa da falha
OCO
Controle D E T
RPN Ações recomendadas
Resp. Prazo
Armazém Caixa avariada
Produto fora de espec
9 Qualidade da caixa
3
(D) Inspeção de qualidade (QRM) (D) Inspeção de logística
5 135
1) Desenvolver estudo para entender causas de colapsamento de caixas 2) Baseado no resultado do estudo, definir ações para este desvio.
1) Giancarlo / Roger 2) Giancarlo / Roger
15/abr/15
9 Manuseio da empilhadeira
2 (D) Inspeção de logística
5 90
Sliding boxes
Queda de produto
9 Qualidade ndo strech
2
(D) Inspeção de qualidade (QRM) (D) Inspeção de logística
5 90 N/A
9 Aplicação de strech film
2
(D) Inspeção de qualidade (QRM) (D) Inspeção de logística
5 90 N/A
9 Manuseio da empilhadeira
2 (D) Inspeção de logística
5 90 N/A

83
ANEXO A – Formulário para realização da FMEA
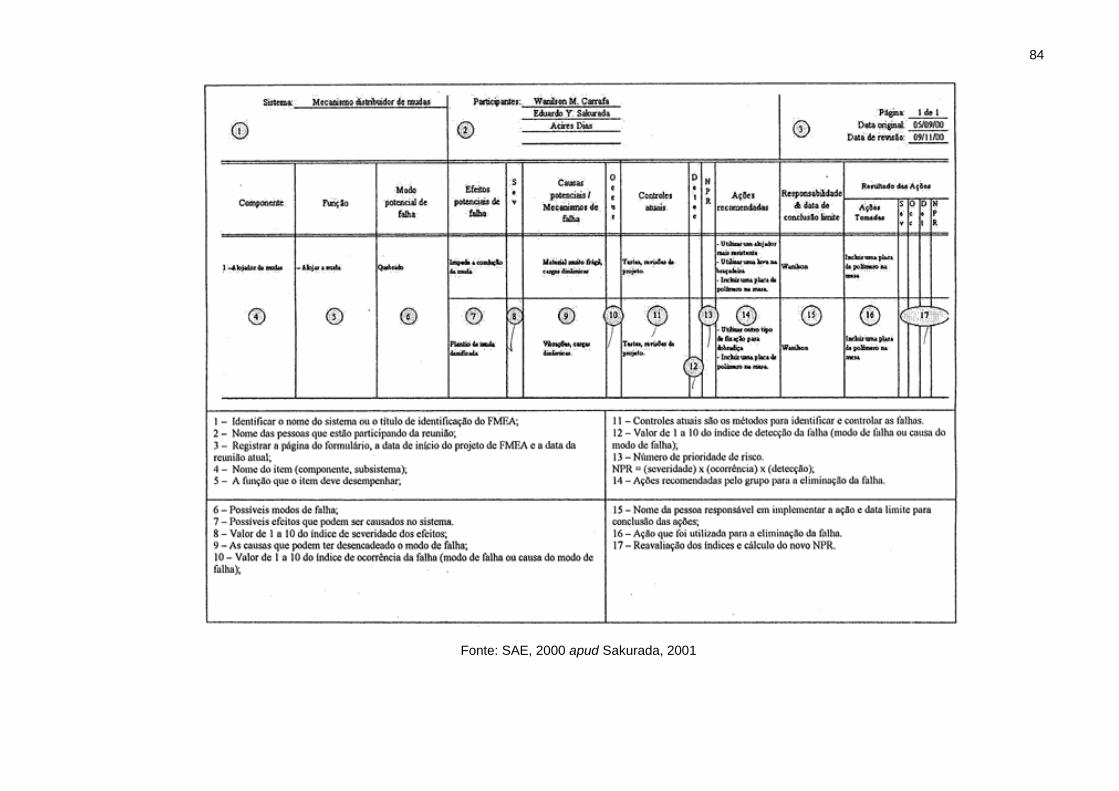
84
Fonte: SAE, 2000 apud Sakurada, 2001




















![[Gestão de Riscos nos SERVIÇOS DE SAÚDE - Aplicação da ISO 31000] POCKET GUIDE](https://img.dokumen.tips/doc/110x75/55617108d8b42ade208b4716/gestao-de-riscos-nos-servicos-de-saude-aplicacao-da-iso-31000-pocket-guide.jpg)








