Embed Size (px)
Citation preview
Aplicación del Método GAMM en equipos críticos de una planta de procesado
de cobre.
Alumno: Caraballo García, Antonio Ramón Director Proyecto: Don Adolfo Crespo Márquez
Especialidad: Ingeniería de Organización Industrial Convocatoria: Junio 2014

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
2
Índice
Índice de figuras .................................................................................................... 5
Índice de Tablas ..................................................................................................... 6
CAPÍTULO I. INTRODUCCIÓN Y OBJETO DEL PROYECTO ................................. 7
1.1-Objeto del proyecto ......................................................................................... 7
1.2-Introducción .................................................................................................... 8
1.2.1-Planteamiento del problema ..................................................................... 8
1.3-Sumario del Proyecto .................................................................................... 10
CAPÍTULO II. ANTECEDENTES. ............................................................................... 11
2.1-Cobre las Cruces ........................................................................................... 11
2.1.1-Claves del Complejo Las Cruces ............................................................ 11
2.1.2-Fases del Complejo Minero .................................................................... 12
2.1.2.1-Fase preliminar: ............................................................................ 12
2.1.2.2-Fase de construcción .................................................................... 13
2.1.2.3-Fase de producción ....................................................................... 13
2.1.2.4-Fase de clausura ........................................................................... 13
2.1.2.5-Hidrometalurgia ........................................................................... 14
2.1.3-Etapas del Proceso Hidrometalúrgico .................................................... 15
2.2-Hidrometalurgia ............................................................................................ 15
2.2.1-Aspectos generales de procesos hidrometalúrgicos ............................... 16
2.2.1.1-Lixiviación ................................................................................... 16
2.2.1.2-Extracción por solventes .............................................................. 17
2.2.1.3-Proceso de electroobtención ......................................................... 18
2.3-Localización .................................................................................................. 19
2.4-Ingeniería de Mantenimiento ........................................................................ 20
2.4.1- ¿Qué es el mantenimiento? .................................................................... 20
2.4.2- Evolución del Mantenimiento ............................................................... 20
2.4.3- El valor del mantenimiento ................................................................... 21
2.4.4- La importancia del mantenimiento en nuestros días ............................. 21
2.4.5- Tipos de Mantenimiento ........................................................................ 22
2.4.6- Fiabilidad y mantenimiento ................................................................... 23

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
3
2.4.7- El ingeniero de mantenimiento .............................................................. 24
2.5-Descripción del Método GAMM .................................................................. 26
2.5.1-Introducción ............................................................................................ 26
2.5.2-Diagrama de Nelson Aalen original ....................................................... 27
2.5.3-Propuesta de mejora: Diagrama de Nelson-Aalen modificado .............. 29
2.5.4-Aportaciones y mejoras obtenidas que dan soporte a la toma de decisiones para la gestión óptima del mantenimiento ..................................... 33
2.6-Metodología de Ejecución ............................................................................. 35
2.6.1-Datos Históricos: .................................................................................... 35
2.6.2-Obtención de ecuaciones ........................................................................ 38
2.6.3-Obtención de gráficos ............................................................................. 41
2.6.3.1-Gráfico 1 del método GAMM: ..................................................... 42
2.6.3.2-Gráfico 2 del método GAMM: ..................................................... 43
2.6.3.3-Gráfico 3 del método GAMM: ..................................................... 44
2.6.3.4-Gráfico de tipo de modo de fallos del método GAMM: .............. 45
2.6.4-Análisis ................................................................................................... 47
2.6.5-Toma de decisiones y solución de problemas ........................................ 48
CAPÍTULO III-DESARROLLO DEL PROYECTO ..................................................... 49
3.1-Aplicación a Bomba Metso HR-250 32010-PP-002 ..................................... 49
3.1.1-Contexto ................................................................................................. 49
3.1.2-Histórico de Intervenciones .................................................................... 50
3.1.3-Obtención de gráficos GAMM ............................................................... 54
3.1.3.1- Gráfico 1 del método GAMM desde el punto de vista general ... 54
3.1.3.2- Gráfico 2 del método GAMM desde el punto de vista general ... 54
3.1.3.3- Gráfico 3 del método GAMM desde el punto de vista general ... 55
3.1.3.4- Gráfico 1 del método GAMM para las intervenciones MEC...... 56
3.1.3.5--Gráfico 2 del método GAMM para las intervenciones MEC ..... 56
3.1.3.6- Gráfico 3 del método GAMM para las intervenciones MEC..... 57
3.1.3.7- Gráfico 1 del método GAMM para las intervenciones de EIC .. 57
3.1.3.8-Gráfico 2 del método GAMM para las intervenciones de EIC ... 58
3.1.3.9- Gráfico 3 del método GAMM para las intervenciones de EIC .. 58
3.1.3.10-Representación de modos de fallos ............................................ 59
3.2-Aplicación a Bomba Metso Vasa HD-507 33070-PP-001: ........................... 62
Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
4
3.2.1-Contexto: ................................................................................................ 62
3.2.2-Histórico de Intervenciones: ................................................................... 63
3.2.3-Obtención de gráficos GAMM ............................................................... 65
3.2.3.1- Gráfico 1 del método GAMM desde el punto de vista general ... 65
3.2.3.2- Gráfico 2 del método GAMM desde el punto de vista general ... 66
3.2.3.3- Gráfico 3 del método GAMM desde el punto de vista general ... 66
3.2.3.4- Gráfico 1 del método GAMM para las intervenciones MEC...... 67
3.2.3.5- Gráfico 2 del método GAMM para las intervenciones MEC...... 67
3.2.3.6- Gráfico 3 del método GAMM para las intervenciones MEC...... 68
3.1.3.7- Gráfico 1 del método GAMM para las intervenciones de EIC .. 68
3.1.3.8-Gráfico 2 del método GAMM para las intervenciones de EIC ... 69
3.1.3.9- Gráfico 3 del método GAMM para las intervenciones de EIC .. 69
3.2.3.10-Representación de modos de fallo .............................................. 70
CAPÍTULO IV-ANÁLISIS DE RESULTADOS .......................................................... 74
4.1-Análisis de resultados en bomba 32010-PP-002 ........................................... 74
4.1.1-Aplicación de las 5 reglas de la metodología GAMM ........................... 74
4.1.2-Discusión de resultados para bomba 32010-PP-002: ............................. 76
4.1.3-Propuestas y recomendaciones extraídas del método ............................. 76
4.1.4-Conclusiones finales del caso ................................................................. 78
4.2-Análisis de resultados en bomba 33070-PP-001 ........................................... 79
4.2.1-Aplicación de las 5 reglas de la metodología GAMM ........................... 79
4.2.2-Discusión de resultados para bomba 33070-PP-001 .............................. 80
4.2.3-Propuestas y recomendaciones extraídas del método ............................. 81
4.2.5-Conclusiones finales del caso ................................................................. 82
CAPÍTULO V- CONCLUSIONES ................................................................................ 83
5.1-Mejoras introducidas en la metodología ....................................................... 83
5.2-Alcance de objetivos ..................................................................................... 84
5.3- Conclusiones personales .............................................................................. 86
CAPÍTULO VI-BIBLIOGRAFÍA .................................................................................. 87

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
5
Índice de figuras
Figura 1-Diagrama de proceso de Hidrometalurgia ....................................................... 14
Figura 2-Ubicación ......................................................................................................... 19
Figura 3-Diagrama de Nelson-Aalen original ................................................................ 26
Figura 4-Diagrama de Nelson-Aalen modificado (Diagrama GAMM 1) ...................... 28
Figura 5-Diagrama GAMM 2 (Fiabilidad estimada antes de las intervención) ............ 30
Figura 6-Diagrama GAMM 3 (Representación fiabilidad estimada) ............................ 31
Figura 7- Diagrama Dispersión para ejemplo de aplicación de Método GAMM .......... 38
Figura 8- Ejemplo del Gráfico 1 del método GAMM .................................................... 43
Figura 9- Ejemplo del Gráfico 2 del método GAMM .................................................... 44
Figura 10- Ejemplo del Gráfico 3 del método GAMM .................................................. 45
Figura 11- Ejemplo del gráfico de Modo de Fallos del método GAMM ....................... 46
Figura 12-Partes de Bomba Metso-HR250 .................................................................... 49
Figura 13-P&ID 32010-PP-002 ...................................................................................... 50
Figura 14- Gráfico 1 desde el punto de vista general para bomba 32010-PP-002 ......... 54
Figura 15- Gráfico 2 desde el punto de vista general para bomba 32010-PP-002 ......... 55
Figura 16- Gráfico 3 desde el punto de vista general para bomba 32010-PP-002 ......... 55
Figura 17- Gráfico 1 desde el punto de vista mecánico para bomba 32010-PP-002 ..... 56
Figura 18- Gráfico 2 desde el punto de vista mecánico para bomba 32010-PP-002 ..... 56
Figura 19- Gráfico 3 desde el punto de vista mecánico para bomba 32010-PP-002 ..... 57
Figura 20- Gráfico 1 desde el punto de vista de EIC para bomba 32010-PP-002 .......... 57
Figura 21- Gráfico 2 desde el punto de vista de EIC para bomba 32010-PP-002 .......... 58
Figura 22- Gráfico 3 desde el punto de vista de EIC para bomba 32010-PP-002 .......... 58
Figura 23- Gráfico GAMM de Modo de Fallo 1 para bomba 32010-PP-002 ................ 59
Figura 24- Gráfico GAMM de Modo de Fallo 2 para bomba 32010-PP-002 ................ 60
Figura 25- Gráfico GAMM de Modo de Fallo 3 para bomba 32010-PP-002 ................ 61
Figura 26-P&ID de la bomba 33070-PP-001 ................................................................. 62
Figura 27- Gráfico 1 desde el punto de vista general para bomba 33070-PP-001 ......... 65
Figura 28- Gráfico 2 desde el punto de vista general para bomba 33070-PP-001 ......... 66
Figura 29- Gráfico 3 desde el punto de vista general para bomba 33070-PP-001 ......... 66
Figura 30- Gráfico 1 desde el punto de vista mecánico para bomba 33070-PP-001 ..... 67

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
6
Figura 31- Gráfico 2 desde el punto de vista mecánico para bomba 33070-PP-001 ..... 67
Figura 32- Gráfico 3 desde el punto de vista mecánico para bomba 33070-PP-001 ..... 68
Figura 33- Gráfico 1 desde el punto de vista de EIC para bomba 33070-PP-001 .......... 69
Figura 34-Gráfico 2 desde el punto de vista de EIC para bomba 33070-PP-001 ........... 69
Figura 35-Gráfico 3 desde el punto de vista de EIC para bomba 33070-PP-001 ........... 70
Figura 36- Gráfico GAMM de Modo de Fallo 1 para bomba 33070-PP-001 ................ 71
Figura 37- Gráfico GAMM de Modo de Fallo 2 para bomba 33070-PP-001 ................ 72
Figura 38- Gráfico GAMM de Modo de Fallo 3 para bomba 33070-PP-001 ................ 73
Figura 39-Frecuencia intervención Plan Maestro para bomba 32010-PP-002 ............... 75
Figura 40- Frecuencia intervención Plan Maestro para bomba 33070-PP-001 .............. 80
Índice de Tablas
Tabla 1- Historial de Intervenciones Nelson-Aalen original .......................................... 27
Tabla 2- Historial de Intervenciones Nelson-Aalen Modificado ................................... 29
Tabla 3- Estimadores de Nelson-Aalen con MTBF ....................................................... 31
Tabla 4- Datos históricos para ejemplo de aplicación de Método GAMM .................... 37
Tabla 5- Tabla ordenada en base a T0i para ejemplo de Método GAMM ..................... 39
Tabla 6- Tabla de obtención de parámetros para ejemplo de Método GAMM .............. 40
Tabla 7- Tabla para preparar las gráficas para ejemplo de Método GAMM ................. 41
Tabla 8-Datos ejemplo modo de fallos ........................................................................... 46
Tabla 9- Datos históricos año 2013 de bomba 32010-PP-002 ....................................... 53
Tabla 10- Datos históricos año 2013 para bomba 33070-PP-001 .................................. 64

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
7
CAPÍTULO I. INTRODUCCIÓN Y OBJETO DEL
PROYECTO
1.1-Objeto del proyecto El presente Proyecto Fin de Carrera se redacta para la obtención del título de Ingeniero de Organización Industrial, de la Escuela Técnica Superior de Ingeniería de la Universidad de Sevilla, y tiene como objeto estudiar la fiabilidad operacional de varios equipos en una planta de procesado de cobre mediante la técnica de hidrometalurgia. El objetivo principal del presente proyecto es conseguir el aumento de la fiabilidad en un equipo industrial a través de una metodología basada en el análisis gráfico de las intervenciones de mantenimiento. Por otra parte, se busca encontrar todas las posibles mejoras que la metodología pudiera tener. Para conseguir estos objetivos se procederá a aplicar la metodología a dos bombas ubicadas en diferentes partes de la planta industrial mencionada anteriormente. La metodología que usaremos será el método GAMM. Las siglas en inglés GAMM son tomadas de “Graphical Analysis for Maintenance Management” (análisis gráfico para la gestión del mantenimiento) y es un método que nos permite visualizar y analizar la fiabilidad de los equipos de una manera gráfica y sencilla. Este método utiliza el estimador y diagrama de Nelson-Aalen para realizar un análisis claro y rápido del mantenimiento del equipo (correctivo y preventivo) y de las paradas de operación. Gracias a esto, se pueden identificar tanto oportunidades de mejorar la gestión del mantenimiento como potenciales inversiones de capital con objeto de optimizar la producción. También se puede visualizar fácilmente varios parámetros de operación del equipo, tales como el número de acciones correctivas entre las intervenciones de mantenimiento preventivo, la acumulación de fallos en cortos periodos de tiempo, la duración de las intervenciones y la secuencia de paradas de corta duración. Además, este método nos permite identificar a priori comportamientos anómalos del equipo, que pueden ser resultado de su propia función, actividades de mantenimiento, mal uso o incluso errores de diseño.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
8
1.2-Introducción La posibilidad de obtención de herramientas gráficas que puedan dar apoyo a la toma de decisiones en el área de la fiabilidad operacional es una tarea crítica para la consecución de una gestión de los recursos óptima dentro de una organización, siendo más importante si cabe en el caso de que exista un elevado número de equipos cuya configuración es compleja. Para conseguir una aplicación práctica de modelos que nos permitan el análisis de los datos que obtenemos, se deben conseguir herramientas innovadoras y simples que puedan ayudar en la toma de decisiones cuyo objetivo final sea la maximización de beneficios. Para poder gestionar de una manera óptima todos los activos físicos de un determinado proceso, es necesario que se produzca una cultura de mejora continua en todos los niveles. Por ello, es fundamental poder disponer de una fuente de información fiable que permita el correcto estudio de parámetros como la fiabilidad y la mantenibilidad, ya que ayudará a la organización a la toma de decisiones a nivel táctico y operativo. Además de todo esto, si nos centramos en las actividades de mantenimiento, las herramientas simples que nos facilitan un rápido y fácil acceso a los datos de las intervenciones realizadas, proporcionan un buen punto de salida para el correcto seguimiento de todos los planes de acción que se llevan a cabo. Este estudio propone una nueva herramienta gráfica basada en una modificación del diagrama de Nelson-Aalen tradicional, que muestra la secuencia de intervenciones de mantenimiento a un equipo en un tiempo determinado. Esta versión modificada del gráfico Nelson-Aalen agrega información útil que permite obtener patrones de apoyo a la gestión de mantenimiento en el corto, medio y largo plazo. 1.2.1-Planteamiento del problema El principal problema que se presenta a la hora de la realización y seguimiento de planes de acción para la mejora de la fiabilidad y mantenibilidad de los equipos, a la vez que se mejora los resultados globales del negocio, es la falta de mecanismos de apoyo a la gestión del mantenimiento. Especialmente, son necesarias herramientas que nos permitan visualizar de una manera fácil patrones de fallos en el comportamiento de los equipos. Los indicadores más importantes en la gestión del mantenimiento (tiempo medio entre fallos [MTBF]), tiempo medio de reparación (MTTR), disponibilidad (A), fiabilidad (R), forman, junto a la consecuencia o impacto del fallo, la base para determinar los equipos críticos. Estos equipos críticos nos proporcionarán las directrices para la óptima asignación de los recursos técnicos y económicos de la empresa. Sin embargo, estos índices no muestran los problemas derivados de la propia ejecución de las tareas de mantenimiento u operación.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
9
Por ello, es necesario diseñar herramientas de control cuyo objetivo sea la mejora en la detección de problemas que afecten a la fiabilidad y mantenibilidad, permitiendo a su vez dar respuesta, por ejemplo, a las siguientes preguntas:
1. ¿Cuántas intervenciones correctivas (frecuencia) se realizan entre las intervenciones preventivas planificadas?
2. ¿Se realizan de manera correcta las tareas de mantenimiento?
3. ¿Se realiza la operación de los equipos de manera adecuada?
4. ¿Qué tendencia temporal presentan las intervenciones?
5. ¿Cuál es la desviación entre las frecuencias óptimas de ejecución del
mantenimiento preventivo?
6. ¿Son coherentes los tiempos de reparación en relación a la carga de trabajo asociada a las mismas?
7. ¿Es coherente el número de intervenciones con la etapa en la que se
encuentra el equipo dentro su ciclo de vida?
8. ¿De qué manera inciden los tiempos de espera de repuestos en los tiempos de reparación?
9. ¿Es adecuada la capacitación del personal de mantenimiento para
implementar la estrategia de mantenimiento?
10. ¿Cuál es el impacto de los servicios externos en la fiabilidad y mantenibilidad de los equipos?
Además, en bastantes ocasiones la falta de calidad en la información recibida supone un hándicap a la hora de realizar un análisis de fiabilidad. Por todo lo comentado anteriormente, el diseño de herramientas que nos permitan una fácil y rápida interpretación de los resultados es clave para poder mejorar el rendimiento operativo y maximizar los beneficios de la organización.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
10
1.3-Sumario del Proyecto
En el Capítulo II-Antecedentes, se tratará de dar una visión general del tema del que tratará el presente proyecto, así como una descripción de la planta industrial dónde se aplicará.
En el Capítulo III-Desarrollo del Proyecto, aplicaremos la metodología a diferentes equipos de la planta industrial anteriormente comentada, obteniendo toda la información que necesitamos para su análisis.
En el Capítulo IV-Análisis de Resultados, se estudiará el programa de mantenimiento de los equipos mediante el análisis de la información previamente extraída, averiguando si las intervenciones correctivas y preventivas se realizan de una manera satisfactoria desde el punto de vista de la metodología. Una vez determinado si el programa de mantenimiento es adecuado, se propondrán mejoras para mejorar dicho programa.
En el Capítulo V-Conclusiones se analizarán los resultados del proyecto, remarcando si se han conseguido los objetivos propuestos y comentando las mejoras que se han realizado en el mismo.
En el Capítulo VI-Bibliografía se enumerarán todas las fuentes que se han usado para la ejecución del presente proyecto.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
11
CAPÍTULO II. ANTECEDENTES.
2.1-Cobre las Cruces
Las Cruces es un nuevo complejo minero de producción de cobre por vía hidrometalúrgica y uno de los proyectos industriales más significativos de Andalucía, resultado de investigaciones y estudios con una fuerte inversión económica desde su descubrimiento en 1994. El complejo minero Cobre Las Cruces se encuentra en los municipios sevillanos de Gerena, Guillena y Salteras (Andalucía, España).
CLC dispone de una mina a cielo abierto y una planta hidrometalúrgica anexa a la mina, cuya construcción finalizó en el año 2008. También están terminadas una serie de nuevas infraestructuras tales como líneas eléctricas, sistemas de protección de acuíferos, balsa de abastecimiento y conducciones de agua. El yacimiento permitirá una producción de más de 1 millón de toneladas de cobre durante un periodo de 15 años.
Además de conceptos avanzados de la industria extractiva, presidida por la innovación tecnológica y medioambiental, por la implantación de garantías y avales económicos de restauración, la visión empresarial de CLC engloba también conceptos de seguridad y salud, trabajo en equipo y responsabilidad social corporativa.
El complejo minero Las Cruces se remonta a 1990 cuando Riomin Exploraciones, S.A., empresa subsidiaria del Grupo Río Tinto, solicita varios derechos mineros para explorar la zona, otorgados en 1992, en uno de los cuales, se descubriría dos años más tarde el yacimiento de Las Cruces.
2.1.1-Claves del Complejo Las Cruces
• Descubrimiento del yacimiento de Las Cruces en 1994.
• Inversión realizada en fase de investigaciones y estudios: más de 70 millones de euros.
• Reservas extraíbles: 17,6 millones de toneladas de mineral cuprífero con
una ley de cobre del 6,2% (para la definición de Reservas y Recursos Minerales).

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
12
• Explotación a cielo abierto y recuperación del cobre por vía hidrometalúrgica.
• Inversión de construcción: 504 millones de euros.
• Inicio de construcción: 2006.
• Inicio de producción: 2009.
• Producción media anual: 72.000 toneladas de cobre.
• Producción total estimada: 1 millón de toneladas de cobre.
• Vida productiva de la operación: 15 años.
• Sistema de protección de las aguas subterráneas del acuífero profundo.
• Reutilización de aguas residuales urbanas depuradas para el proceso
hidrometalúrgico, con lo que se consigue un uso responsable del agua.
• Inversión de clausura: en torno a los 40 millones de euros.
• Empleo durante la fase de construcción: media de 400 empleos; 1.500 en momentos de máxima actividad.
• Empleo durante la fase de producción: más de 300 empleos permanentes
incluyendo el contratista minero; más de 1.400 empleos asociados al nivel de actividad económica generada por CLC.
2.1.2-Fases del Complejo Minero
2.1.2.1-Fase preliminar:
La fase preliminar del complejo minero Las Cruces se inicia a finales del año 1992, con el otorgamiento de varios permisos de investigación por la Junta de Andalucía. A partir de ese momento, comienzan los trabajos de exploración minera que conducen, en mayo de 1994, al descubrimiento del yacimiento cuprífero. A continuación se acometen investigaciones y estudios para la evaluación de las reservas del recurso mineral y los estudios de viabilidad técnica, ambiental y económica.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
13
Se comienza a principios de 2001 la tramitación de los múltiples permisos administrativos (competencia de las Administraciones Públicas de rango estatal, autonómico y municipal), así como la adquisición de los terrenos necesarios para el desarrollo de la explotación minera.
2.1.2.2-Fase de construcción
Las actividades de la fase de construcción, con una duración de dos años, incluyen la construcción de la planta hidrometalúrgica y sus instalaciones asociadas, y de las infraestructuras y los servicios necesarios para el desarrollo de la actividad minera. Esta fase comprende la apertura de la corta, tras la retirada y acopio del suelo vegetal, así como la excavación del recubrimiento de margas hasta alcanzar el mineral. Abarca la instalación, puesta en marcha y operación del sistema de drenaje y reinyección de las aguas subterráneas. El desvío de arroyos y la reubicación parcial de una vía pecuaria también se realizan en esta fase. Además, comienzan las actuaciones medioambientales de restauración.
2.1.2.3-Fase de producción
La fase de producción, de 15 años de duración, consiste en la extracción del mineral de la corta, seguida de la recuperación del metal en la planta hidrometalúrgica para la producción de cátodos de cobre metal de alta pureza. Abarca la gestión de los estériles de mina y de tratamiento, manteniéndose la restauración ambiental progresiva y la operación del sistema de drenaje y reinyección del agua subterránea.
2.1.2.4-Fase de clausura
Las actividades de restauración empiezan desde la fase de construcción. La duración de la fase de clausura se estima en dos años. Comprende la restauración final de la corta (sellado con margas y acondicionamiento para relleno con materiales inertes), así como el desmantelamiento de la planta hidrometalúrgica, instalaciones auxiliares e infraestructuras. Abarca la restauración y revegetación final de los depósitos de inertes (margas) y el encapsulamiento, sellado final y restauración de los depósitos de estériles no-inertes (de mina y de tratamiento).

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
14
2.1.2.5-Hidrometalurgia
La tecnología de tratamiento de mineral seleccionada es la hidrometalurgia, considerado por la industria minera internacional como la tecnología limpia de obtención del cobre, y emergente en Europa (ya ha sido aplicada en otros países como Estados Unidos, Australia, Perú o Chile). Esta tecnología ofrece claras ventajas de rendimiento técnico, económico y medio ambiental, entre las que cabe citar:
• La obtención directa del producto final, el cobre metal en cátodos (planchas de cobre) en la planta hidrometalúrgica integrada en la explotación minera, lo que evita el transporte a fundiciones y otros aspectos ambientales asociados a la producción de cobre por otras vías, como es la generación de SO2. Este tratamiento producirá directamente cobre metal de alta pureza (LME Grado "A": 99,9935% Cu).
• La supresión de la tradicional balsa de lodos, un importantísimo avance en la protección del medio ambiente, y su sustitución por un residuo seco, aplicando las mejores tecnologías disponibles promovidas por los documentos de referencia de la Unión Europrea.
• Mayor recuperación del metal con respecto a la tecnología convencional
de flotación.
Figura 1-Diagrama de proceso de Hidrometalurgia

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
15
2.1.3-Etapas del Proceso Hidrometalúrgico El mineral de cobre extraído de la mina es transportado a la planta, donde es tratado para extraer el cobre del mineral produciendo cobre catódico de alta calidad. La planta hidrometalúrgica, anexa e integrada a la mina, comprende las instalaciones necesarias para las siguientes etapas básicas del tratamiento del mineral de cobre:
• Trituración y molienda: El mineral procedente de la mina se tritura en seco y, posteriormente pasa a un circuito de molienda húmeda, con molino de bolas, para producir una pulpa de mineral fino, con un tamaño de partícula < 105 micras.
• Lixiviación: la pulpa pasa al circuito de lixiviación produciéndose la disolución del cobre contenido en el mineral, pasando el cobre a la solución acuosa. El residuo de lixiviación, que contiene los componentes no lixiviados, es filtrado obteniéndose un residuo sólido seco (estériles de tratamiento).
• Extracción por disolventes orgánicos: la solución acuosa con cobre disuelto pasa al circuito de extracción con disolventes, donde, por medio de un agente de extracción selectivo para el cobre, se logra su purificación y concentración.
• Electrodeposición: la solución acuosa con cobre, concentrada y purificada, pasa a las celdas de electrodeposición, en donde el cobre se deposita sobre los cátodos de acero inoxidable. Los cátodos de cobre de alta pureza (LME Grado "A": 99,9935% Cu) resultantes son desplazados y enviados directamente a la industria de transformación.
2.2-Hidrometalurgia
La hidrometalurgia es la rama de la metalurgia que cubre la extracción y
recuperación de metales usando soluciones líquidas, acuosas y orgánicas. Se basa en la concentración de soluciones en uno a varios elementos de interés,
presentes como iones, que por reacciones reversibles y diferencias físicas de las
soluciones son separados y aislados de forma específica. Como resultado se
obtiene una solución rica en el ion de interés y con características propicias para
la próxima etapa productiva. En general los metales extraídos por esta técnica son provenientes de los
minerales anteriormente lixiviados en medios sulfato, cloruro, amoniacal, etc.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
16
Los procesos hidrometalúrgicos normalmente operan a temperaturas bajas (en el
rango de 25 a 250 °C). Las presiones de operación pueden variar de unos
pocos kPa (kilopascales) (vacío) hasta presiones tan altas como 5000 kPa. El punto fuerte de la hidrometalurgia radica en la gran variedad de técnicas y
combinaciones que pueden ser usadas para separar metales una vez que han sido
disueltos a la forma de iones en solución acuosa. 2.2.1-Aspectos generales de procesos hidrometalúrgicos
Se denominan hidrometalúrgicos los procesos de extracción de los metales que se realizan con métodos físico-químicos en fase líquida.
La hidrometalurgia se desarrolla en general en tres etapas sucesivas:
• La primera etapa es conocida como lixiviación y consta de la disolución selectiva de los metales en una solución acuosa, desde los minerales que los contienen.
• En la segunda etapa se realiza el procesamiento y transformación de los metales disueltos en el medio acuoso producido en la etapa anterior, mediante agentes externos que permiten la purificación y concentración de los metales que se busca producir.
• En la tercera etapa se recuperan selectivamente las especies metálicas disueltas en el medio acuoso generado. Esta etapa es conocida como precipitación, la cual genera como producto final el metal, ya sea en forma pura o como parte de un compuesto que lo contiene.
2.2.1.1-Lixiviación
La lixiviación , o extracción sólido-liquido, es un proceso en el que un disolvente líquido se pone en contacto con un sólido pulverizado para que se produzca la disolución de uno de los componentes del sólido. El método de lixiviación que se usará será el de lixiviación por agitación.
La lixiviación por agitación se utiliza en los minerales de leyes más altas, cuando los minerales generan un alto contenido de finos en la etapa de chancado, o cuando el mineral deseado está tan bien diseminado que es necesario molerlo para liberar sus valores y exponerlos a la solución lixiviante.
Se recurre a la agitación mediante burbujeo o bien a la agitación mecánica para mantener la pulpa en suspensión hasta que se logra la disolución completa,

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
17
siendo el tiempo de contacto de los sólidos con la solución del orden de horas comparado con el proceso de lixiviación en pilas que requiere meses
Sus ventajas comparativas con otros métodos de lixiviación son:
• Alta extracción del elemento a recuperar
• Tiempos cortos de procesamiento (horas)
• Proceso continuo que permite una gran automatización
• Facilidad para tratar menas alteradas o generadoras de finos
Sus desventajas son:
• Un mayor costo de inversión y operación
• Necesita una etapa de molienda y una etapa de separación sólido-líquido
2.2.1.2-Extracción por solventes
La extracción por solventes es uno de los procesos más efectivos y económicos para purificar, concentrar y separar los metales valiosos que se encuentran en las soluciones enriquecidas provenientes de procesos de lixiviación.
Fundamentalmente, la extracción por solventes es una operación de transferencia de masas en un sistema de dos fases líquidas. Se le llama también intercambio iónico líquido y se basa en el principio por el cual un soluto o ion metálico puede distribuirse en cierta proporción entre dos solventes inmiscibles, uno de los cuales es usualmente acuoso y el otro un solvente orgánico que sea inmiscible en agua.
Lo anterior es posible debido a que ciertos reactivos químicos orgánicos tienen un alto grado de afinidad selectiva con determinados iones metálicos, con los que forman compuestos organometálicos, y simultáneamente, casi ninguna afinidad con iones contaminantes tales como iones de hierro, calcio, etc.Por esta razón, la principal aplicación de la extracción por solventes se encuentra en la separación selectiva de metales, para la posterior obtención de éstos mediante un proceso adecuado, como es el de electroobtención aplicada a soluciones de sulfato de cobre.
Podemos nombrar los siguientes objetivos para la extracción por solventes:

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
18
• Separación y purificación de uno o más metales de interés de las soluciones que los contienen, las cuales suelen tener impurezas. La separación consiste en extraer el o los metales deseados desde las soluciones, o a la inversa, extraer las impurezas de la solución, dejando el o los metales deseados en ella.
• Concentración de los metales disueltos para disminuir los volúmenes a procesar y así reducir los costos del proceso siguiente.
• Transferencia de los metales disueltos desde una solución acuosa compleja a otra solución acuosa diferente, que simplifique el proceso siguiente.
En el ejemplo del cobre, la extracción por solventes se realiza en las soluciones de lixiviación diluidas e impuras, con el fin de traspasar el cobre a una solución de electrolito puro y concentrado, que permita realizar la electroobtención. Mediante la extracción por solventes se extraen las impurezas dañinas o contaminantes de una solución para dejarla limpia como solución de partida. Por ejemplo, este método se aplica en la purificación de los descartes de electrolitos de refinería de cobre, al eliminar Fe y otras impurezas, permitiendo devolver la solución limpia al circuito principal.
2.2.1.3-Proceso de electroobtención
La precipitación por reducción electrolítica, comúnmente conocida como electroobtención o electrodepositación, es uno de los procedimientos actuales más sencillos para recuperar en forma pura y selectiva los metales que se encuentren en solución.
Básicamente, este proceso consiste en recuperar el metal desde una solución de lixiviación debidamente acondicionada para depositarlo en un cátodo, utilizando un proceso de electrólisis.
Para ello se hace circular, a través de la solución electrolito, una corriente eléctrica de baja intensidad entre un ánodo (la solución misma) y un cátodo. De esta manera, los iones del metal de interés (cationes) son atraídos por el cátodo (polo de carga negativa) depositándose en él, quedando las impurezas disueltas en el electrolito y también precipitan en residuos o barros anódicos.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
19
2.3-Localización
La zona del proyecto se sitúa en el cuadrante noroccidental de la provincia de Sevilla, que corresponde a la franja de la campiña sevillana, con una altitud de entre 20 y 50 m.s.n.m. Al norte del proyecto comienza las estribaciones montañosas de la sierra norte de Sevilla y al sur se sitúa la llanura aluvial del valle del Guadalquivir. La zona del proyecto se sitúa en los términos municipales de Gerena, Salteras y Guillena.
Se encuentra a 15 Km. de Sevilla. La red de carreteras está formada por la autovía A-66 y la carretera N-630, con la que enlaza la comarcal SE-520 a Gerena y la SE-181 hacia Guillena. Esta prevista la construcción de la circunvalación S-40, que quedará al sureste del proyecto.
Figura 2-Ubicación

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
20
2.4-Ingeniería de Mantenimiento
2.4.1- ¿Qué es el mantenimiento? Se conoce como Mantenimiento al conjunto de conocimientos y técnicas que permitirán la aplicación del saber científico a la utilización de distintos recursos (humanos, materiales y fuentes de energía), mediante invenciones útiles para satisfacer las necesidades de mantenimiento de nuestros activos. Es interesante destacar que esta definición extiende el concepto de ingeniería de mantenimiento a la fase de operación de los equipos, mientras que otras, se limitan a la fase de preparación de los equipos. Según la UNE EN 13306:2002, por mantenimiento se entiende una combinación de todas las acciones técnicas, administrativas y de gestión durante el ciclo de vida de un elemento, destinadas a conservarlo o devolverlo a un estado en el cual puede desarrollar una función requerida. La norma UNE 13306:2002 define la gestión del mantenimiento como todas las actividades de gestión que determinan los objetivos del mantenimiento, las estrategias y las responsabilidades, y las realizan por medio de planificación del mantenimiento, control y supervisión del mantenimiento, mejora de los métodos en la organización incluyendo los aspectos económicos. 2.4.2- Evolución del Mantenimiento
El área del Mantenimiento Industrial es de gran importancia en el ámbito de la ejecución de las operaciones en la industria. Un buen sistema de mantenimiento no sólo debe ser capaz de proveer un funcionamiento eficiente de las instalaciones, sino que necesariamente debe hacerlo sin disparar el presupuesto para tal fin.
A lo largo de la historia, se ha ido cambiando de paradigma en el mundo del Mantenimiento. En el pasado era válido esperar a que se produjese el fallo para reparar, mientras que en la actualidad se conoce que esperar a que se produzca la avería para intervenir produce unos costes inadmisibles en muchas ocasiones. La evolución del mantenimiento se puede dividir en cuatro generaciones:
• 1ª generación: Mantenimiento correctivo total. Siempre se espera a que se produzca la avería para intervenir en el equipo.
• 2ª generación: Se empiezan a introducir tareas de mantenimiento preventivo. Se tratan de trabajos con una frecuencia estipulada que permiten prevenir fallos.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
21
• 3ª generación: Aparición del mantenimiento predictivo. Es este tipo de mantenimiento, se interviene en los equipos en relación a la observación continua o discreta de diversos parámetros, como pueden ser las vibraciones o el calor emitido por el equipo.
• 4ª generación: Se implantan sistemas de mejora continua de los planes de mantenimiento preventivo, surgiendo disciplinas de mantenimiento total provenientes de Japón en su mayoría. Se establece que la gestión del mantenimiento sea seguido desde todos los niveles del organigrama de la empresa.
2.4.3- El valor del mantenimiento
Aunque en la industria se ha considerado tradicionalmente que el mantenimiento es un coste, un mínimo análisis objetivo nos demuestra que el mantenimiento genera valor, incremento de producción, mejora de competitividad, etc. lo que hacen de él una de los departamentos claves en cualquier organización.
Es obvio que una vez finalizadas las fases de diseño y construcción, todas las instalaciones del proceso presentan unas determinadas condiciones de fiabilidad. Al ser el mantenimiento precisamente el encargado de mejorar esta fiabilidad, hace que se convierta en un Centro de Beneficios muy potente, al lograr que desaparezcan los costes extras asociados a los fallos y averías de los equipos. Es obvio que el mantenimiento es un coste en origen, pero en realidad es una inversión que produce que se pueda producir más en la organización.
Por lo tanto, el intentar reducir el presupuesto para el mantenimiento al mínimo posible, creyendo que se trata exclusivamente de un Centro de Costes, hace que se pueda poner en peligro el funcionamiento de los equipos y finalmente la continuidad de los niveles de producción.
2.4.4- La importancia del mantenimiento en nuestros días
De acuerdo con el informe de la Asociación Española de Mantenimiento (AEM,2010), el coste directo de este conjunto de actividades en España (en concreto se estima en el citado informe el número de recursos destinados por empresas, entidades, administraciones públicas y particulares a la compra de recambios, repuestos y accesorios, al pago de los trabajos contratados a terceros –materiales y mano de obra- originados por la reparación de averías, desgastes y roturas, y a la retribución del personal de plantilla de las empresas o entidades,

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
22
dedicado a realizar su propio mantenimiento) fue de 55.894 millones de euros en el año 2010, lo que supone aproximadamente un 9’4% del Producto Interior Bruto del año en cuestión.
Obviamente, los costes indirectos del mantenimiento, es decir, aquellos resultados que se producen en empresas y entidades, medidos como ahorros o incrementos de costes de operación a consecuencia de la buena o mala gestión del mantenimiento exceden a buen seguro los datos ofrecidos con anterioridad. Sin embargo, tal y como se indica en el informe AEM, son datos difícilmente cuantificables, de manera que los costes directos de mantenimiento son quizás la única variable susceptible de ser cuantificada con razonable fiabilidad.
La magnitud de estos valores da una clara idea de la importancia del mantenimiento en nuestra sociedad actual, de lo fundamental que puede resultar para un país como el nuestro en el que exista una mayor cultura de mantenimiento a todos los niveles y en todos los ámbitos. Estos valores justifican, por tanto, la inversión que podamos hacer, en el mundo de la ingeniería, para el desarrollo de metodologías, técnicas, modelos y herramientas en general, que nos permitan mejorar la eficacia y eficiencia cotidianas en la gestión del mantenimiento.
2.4.5- Tipos de Mantenimiento
Tradicionalmente, se han distinguido 5 tipos de mantenimiento, que se diferencian entre sí por el carácter de las tareas que incluyen: • Mantenimiento Correctivo: Es el conjunto de tareas destinadas a corregir los defectos que se van presentando en los distintos equipos y que son comunicados al departamento de mantenimiento por los usuarios de los mismos. • Mantenimiento Preventivo: Es el mantenimiento que tiene por misión mantener un nivel de servicio determinado en los equipos, programando las intervenciones de sus puntos vulnerables en el momento más oportuno. Suele tener un carácter sistemático, es decir, se interviene aunque el equipo no haya dado ningún síntoma de tener un problema. • Mantenimiento Predictivo: Es el que persigue conocer e informar permanentemente del estado y operatividad de las instalaciones mediante el conocimiento de los valores de determinadas variables, representativas de tal estado y operatividad.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
23
Para aplicar este mantenimiento, es necesario identificar variables físicas (temperatura, vibración, consumo de energía, etc.) cuya variación sea indicativa de problemas que puedan estar apareciendo en el equipo. Es el tipo de mantenimiento más tecnológico, pues requiere de medios técnicos avanzados, y en ocasiones, de fuertes conocimientos matemáticos, físicos y/o técnicos. • Mantenimiento Cero Horas (Overhaul): Es el conjunto de tareas cuyo objetivo es revisar los equipos a intervalos programados bien antes de que aparezca ningún fallo, bien cuando la fiabilidad del equipo ha disminuido apreciablemente de manera que resulta arriesgado hacer previsiones sobre su capacidad productiva. Dicha revisión consiste en dejar el equipo a Cero horas de funcionamiento, es decir, como si el equipo fuera nuevo. En estas revisiones se sustituyen o se reparan todos los elementos sometidos a desgaste. Se pretende asegurar, con gran probabilidad un tiempo de buen funcionamiento fijado de antemano. • Mantenimiento En Uso: es el mantenimiento básico de un equipo realizado por los usuarios del mismo. Consiste en una serie de tareas elementales (tomas de datos, inspecciones visuales, limpieza, lubricación, reapriete de tornillos) para las que no es necesario una gran formación, sino tal solo un entrenamiento breve. 2.4.6- Fiabilidad y mantenimiento
Como hemos ido observando, el objeto del mantenimiento es reducir la incidencia negativa que los fallos tienen en los equipos, ya sea disminuyendo el número de fallos que se producen o atenuando sus consecuencias. Todo lo que existe se deteriora y finalmente falla con una determinada frecuencia y probabilidad. Esta probabilidad que estudiamos para minimizar su impacto es precisamente la fiabilidad. Coloquialmente podemos decir que algo es fiable si podemos confiar en él o ello. El que un sistema tenga una determinada fiabilidad llevará cierto esfuerzo y coste asociado, siendo esto clave para una buena gestión del mantenimiento.
La ingeniería de fiabilidad es el estudio de la longevidad y el fallo de los equipos. Para la investigación de las causas por las que los dispositivos envejecen y fallan se aplican principios científicos y matemáticos. El objetivo estriba en que una mayor comprensión de los fallos de los dispositivos ayudará en la identificación de las mejoras que pueden introducirse en los diseños de los productos para aumentar su vida o por lo menos para limitar las consecuencias adversas de los fallos.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
24
La palabra fiabilidad tiene una definición técnica precisa y no totalmente equivalente a la entendida como fiabilidad humana. Esta es:
Definición: Fiabilidad es la probabilidad de que un dispositivo realice adecuadamente su función prevista a lo largo del tiempo, cuando opera en el entorno para el que ha sido diseñado.
Debe observarse que hay cuatro atributos específicos de esta definición. Estos son:
• (1) probabilidad; • (2) un funcionamiento adecuado; • (3) calificación con respecto al entorno; • (4) tiempo.
Lo importante es que los equipos y sistemas que diseñamos y adquirimos para satisfacer nuestras necesidades nos den las prestaciones que de ellos esperamos con un elevado nivel de seguridad y confianza en su correcto funcionamiento, que dependerá siempre tanto de la importancia que para nosotras tenga la función desempeñada por ese equipo o sistema como las consecuencias de los fallos que puedan presentarse. Y aquí es donde entra en acción la disciplina de la fiabilidad. Por ello, es necesario considerar la fiabilidad como una disciplina más en el diseño de cualquier sistema, desde el análisis de la necesidad identificada hasta la retirada de servicio del sistema diseñado, y de forma integrada con el resto de disciplinas de apoyo logístico.
2.4.7- El ingeniero de mantenimiento
Desde hace más de una década, el ingeniero de mantenimiento se ha convertido en una figura fundamental del mantenimiento moderno. Según Furlanetto (1991) las funciones del ingeniero de mantenimiento actual pueden sintetizarse en los dos siguientes apartados:
• Proyectar el mantenimiento.
• Promover la mejora continua y la formación en mantenimiento.
El significado del primer apartado, proyectar el mantenimiento, está ligado sobre todo a escoger el enfoque más conveniente para el mantenimiento de una determinada instalación, en relación a los objetivos fijados de fiabilidad, disponibilidad, mantenibilidad, costes, etc. (objetivos estratégicos de la organización).

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
25
Significa, por tanto, determinar para cada elemento de las instalaciones, y en función de las consecuencias que origina su fallo sobre el sistema total, cuáles deben ser: su tasa admisible de fallo, su mantenibilidad requerida, y proyectar los instrumentos y recursos necesarios para lograr lo anterior.
El proyecto de una organización de mantenimiento coherente con la política de la organización, y con los instrumentos operativos a su disposición, llevará al ingeniero de mantenimiento al diseño, entre otras cosas, de:
• Los planes básicos de mantenimiento aplicando metodologías adecuadas.
• Los estándares y procedimientos para las intervenciones de mantenimiento.
• El sistema de información de mantenimiento.
• Los criterios para la gestión de los repuestos y materiales de mantenimiento, etc.
La ingeniería de mantenimiento, además de optimizar las decisiones actuales, debe ocuparse igualmente de mejorar el mantenimiento futuro de las instalaciones.
Son éstas, tareas más costosas de sistematizar, y que requieren del desarrollo de una alta sensibilidad en la organización a la recepción de todas aquellas ideas innovadoras que puedan aparecer y que contribuyan a la mejora de la eficacia y eficiencia del mantenimiento. El ingeniero de mantenimiento debe ser, en este sentido, punto de referencia de la organización, principal promotor de la formación continua y de la sensibilización sobre la problemática del mantenimiento.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
26
2.5-Descripción del Método GAMM
2.5.1-Introducción
El uso de herramientas gráficas para ayudarnos en la gestión y toma de decisiones en el campo de la fiabilidad operacional es una tarea clave para poder administrar los recursos de una organización de la manera más eficiente posible, siendo aún más importante si intervienen en el proceso equipos de alta complejidad.
El método que presentamos en este proyecto cuyas siglas “GAMM” corresponden a “Graphical Analysis for Maintenance Management” es una herramienta de carácter gráfico que se basa en los datos recogidos en las revisiones de mantenimiento realizadas a los distintos equipos que intervienen en un determinado proceso productivo. Gracias a este método podemos utilizar estos datos para visualizar de una manera rápida y práctica algunos patrones de conducta en dichos equipos, siendo un buen punto de partida para análisis posteriores que nos puedan ayudar a tomar decisiones en la gestión del mantenimiento.
Algunos ejemplos de los datos que nos permiten realizar la metodología GAMM son:
• Número de revisiones de mantenimiento realizadas en un determinado periodo.
• Tipo de mantenimiento aplicado (preventivo o correctivo).
• Duración de la revisión.
• Fallos durante el tiempo de servicio del equipo.
• Fiabilidad estimada del equipo antes del fallo.
Con todos estos datos, el método GAMM nos facilita una representación visual de las acciones correctivas o preventivas realizadas a un equipo durante un determinado periodo, obteniendo diferentes patrones de análisis que nos permitirá tomar decisiones respecto a los planes de mantenimiento de nuestros equipos.
Para una mejor interpretación de los datos, este método necesitará información adicional, como por ejemplo:

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
27
• Condiciones operativos del equipo.
• Plan de mantenimiento.
• Especificaciones técnicas de los equipos.
• Cualificación del personal.
Para ejecutar de manera correcta esta metodología, es importante tener un cierto nivel de conocimiento en mantenimiento, debido a que hay que realizar un análisis cualitativo que dependerá directamente de los resultados cuantitativos. Para procesar la información se puede hacer uso de las típicas herramientas de cálculo, tales como programación en VBA para generar un algoritmo que permita la elaboración de las gráficas que se necesitan en el método.
2.5.2-Diagrama de Nelson Aalen original Para proceder con nuestra metodología, partiremos del diagrama de Nelson Aalen original. Este diagrama representa el número acumulado de intervenciones N frente al tiempo ��. Este diagrama es básico para empezar cualquier análisis de fiabilidad, ya que nos permite observar la distribución temporal y la tendencia de las intervenciones en función del tiempo N(��). Para realizar este gráfico podemos utilizar tanto un histórico de datos completo como uno censurado. Esto es importante debido a que las intervenciones de mantenimiento preventivo corresponden a datos censurados por la derecha, ya que el equipo es intervenido antes de que se produzca el fallo interrumpiendo el intervalo de mantenimiento real del equipo. La Tabla 1 muestra una parte del historial real completo de intervenciones en un equipo, indicando con un asterisco si la intervención ha sido de mantenimiento preventivo o correctivo.
Tabla 1- Historial de Intervenciones Nelson-Aalen original

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
28
Si representamos estos datos frente al tiempo, podemos generar el gráfico de dispersión que mencionábamos anteriormente, obteniendo el diagrama de dispersión de Nelson Aalen original (Figura 4).
Figura 3- Diagrama Nelson-Aalen Original
Podemos observar que la información que nos ofrece este gráfico hace referencia a la tendencia de la función N����. Particularmente, observamos que los datos representan una tendencia lineal, por lo que los tiempos entre intervenciones tienen el mismo valor esperado. Por otra parte, esta tendencia lineal es condición necesaria pero no suficiente de que se cumpla la hipótesis i.i.d (tiempos entre intervenciones independientes e idénticamente distribuidos). Esta hipótesis permite la utilización de métodos de análisis paramétricos si se cumple. Un análisis de tipo paramétrico supone que la función pertenece a una clase de funciones a la que es posible asignarle una distribución de probabilidad en base a consideraciones de tipo teórico. Por otro lado, un análisis de tipo no paramétrico supone normalmente que la función pertenece a un conjunto infinito dimensional de funciones debido a la escasez de datos por ejemplo, siendo necesario particularizar la curva a cada caso concreto. Si observamos la curva de la función N���� es cóncava o convexa no podrían aplicarse método paramétricos debido a que es necesario que exista linealidad en la función. Resumiendo, el diagrama de Nelson-Aalen original sólo nos ofrece información gráfica de la tendencia de la función N����, observando su comportamiento lineal o no lineal y determinando finalmente si se cumple la hipótesis i.i.d.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
29
Sin embargo, no podemos obtener de este diagrama información adicional para la toma de decisiones a nivel operativo. En el siguiente punto mostraremos una propuesta de mejora de este diagrama, donde intentaremos obtener gráficos que nos permitan profundizar en el comportamiento de cada de uno de los equipos a los que se aplique la metodología. 2.5.3-Propuesta de mejora: Diagrama de Nelson-Aalen modificado Para conseguir profundizar en el comportamiento de los equipos como hemos indicado anteriormente, el diagrama que se propone en el presente proyecto integra las siguientes variables al diagrama original: tipo de intervención, duración de la intervención y estado del equipo durante la intervención. Hay que tener en cuenta que en este punto realizaremos un acercamiento teórico al modelo, explicando detalladamente todos los pasos a seguir en el punto 2.6 Al combinar estas variables con la visualización gráfica de la tendencia de las intervenciones que nos ofrecía el diagrama original obtenemos una nueva forma de análisis de la información, permitiéndonos profundizar en el comportamiento de los equipos. En la tabla 2 mostramos como quedaría el historial de las intervenciones con las nuevas variables que hemos introducido:
Tabla 2- Historial de Intervenciones Nelson-Aalen Modificado
• “N����”: Número acumulado de intervenciones. -Los datos con un asterisco representan intervenciones preventivas. -Los datos sin asterisco representan intervenciones correctivas.
• “��”: Tiempo acumulado, expresado en horas. Es el tiempo total sin
descontar tiempos de intervenciones.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
30
• “∆�”: Duración de la intervención, expresada en horas.
• “Det” Nos indica si el equipo se ha parado o no durante la intervención. -Valor 1: El equipo se detiene durante la intervención. -Valor 0: El equipo no se detiene durante la intervención.
Teniendo en cuanta las nuevas variables, se obtiene el nuevo diagrama de Nelson-Aalen gracias a un algoritmo, constituyendo este una modificación del diagrama original en el que se reemplaza la gráfica de dispersión por una gráfica con burbujas, siguiendo las siguientes consideraciones:
• La dispersión de las burbujas sigue exactamente el mismo patrón que en el diagrama de Nelson-Aalen original.
• Con el diámetro de las burbujas se representa la duración de la
intervención (a mayor diámetro, mayor tiempo de intervención).
• Dependiendo de si la línea de contorno esté sombreada o no podemos determinar si en la intervención se produce parada del equipo o no. Así, si la burbuja tiene un borde sombreado querrá decir que la intervención necesita parada para realizarse, mientras que si no tiene el borde sombreadO no la necesitará. Por lo tanto, podemos decir que borde sombreado equivale a Det=1 y borde no sombreado a Det=0.
En la figura 5 podemos observar un diagrama de Nelson-Aalen modificado de ejemplo:
Figura 4- Diagrama Nelson-Aalen Modificado (Diagrama GAMM 1)

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
31
Este diagrama correspondería al primer diagrama de nuestra metodología GAMM. Para proceder con los siguientes diagramas, primero necesitamos calcular el tiempo de funcionamiento entre fallos (MTBF).
En la tabla 3 podemos observar un ejemplo de datos de intervenciones con el MTBF calculado. El MTBF es simplemente la diferencia de tiempo entre una intervención y la siguiente producida.
Tabla 3- Estimadores de Nelson-Aalen con MTBF
Gracias a este MTBF y aplicando el estimador de Nelson-Aalen podemos calcular la tasa de fallos acumulada y la función de fiabilidad gracias a las ecuaciones (1) y (2). El estimador de Nelson-Aalen responde a la siguiente fórmula: 1� � 1
Dónde:
• n es el número total de intervenciones registradas en el histórico.
• i representa el orden secuencial numérico de cada intervención. Este número es una estimación del parámetro λ, por lo que sirve para calcular la tasa de fallos acumulada, teniendo en cuenta que si la intervención es preventiva no se sumará a la anterior Z(t).
Para aplicar el estimador de Nelson-Aalen primero tenemos que ordenar las intervenciones en base a su MTBF, teniendo en cuenta que si la intervención es preventiva la tasa de fallos acumulada no aumentará.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
32
Dónde:
• Z(t) es la tasa de fallos acumulada.
• N es el número total de intervenciones registradas en el histórico.
• v es igual al parámetro “i”, que representa el orden secuencial numérico de cada intervención.
• R(t) es la función de fiabilidad.
Para realizar el diagrama número 2 de nuestro método asumiremos que cuando se le realiza una intervención de mantenimiento a un equipo, este recupera la máxima fiabilidad, es decir, una fiabilidad R(t) igual a 1. Con estos datos obtenemos el diagrama de la figura 6, en el que observamos la fiabilidad del equipo justo antes de la intervención. Observamos que también en este caso podemos observar el tipo de intervención realizada.
Figura 5- Diagrama GAMM número 2 (Fiabilidad estimada antes de la intervención)
Podemos observar que existen valores de fiabilidad muy cambiantes en función del tiempo.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
33
Hay varias hipótesis para este comportamiento, como podría ser una mala planificación del plan maestro de los equipos, destinado a determinar las intervenciones preventivas en los mismos. Existen, además, otros motivos que introducen dispersión en los valores temporales de la fiabilidad de un equipo, por ejemplo, las intervenciones correctivas. Dichas intervenciones no son programables, si bien es cierto que pueden minimizarse sustancialmente con un programa de mantenimiento preventivo optimizado. Por último, para la obtención del tercer gráfico de nuestro método GAMM representaremos la fiabilidad R(t) frente al MTBF. Esto nos permitirá observar como la fiabilidad va cayendo conforme avanza el tiempo de funcionamiento del equipo. Podemos observar un ejemplo en la figura 7.
Figura 6- Diagrama GAMM número 3 (Representación Fiabilidad Estimada)
2.5.4-Aportaciones y mejoras obtenidas que dan soporte a la toma de decisiones para la gestión óptima del mantenimiento Resumiento, los patrones que podemos visualizar gracias al diagrama de Nelson- Aalen modificado son los siguientes: Tendencia en el comportamiento de las intervenciones: En el diagrama modificado podemos seguir observando la tendencia del número de intervenciones frente al tiempo del calendario. El comportamiento aproximado de la función N����, dependiendo de si es lineal, cóncavo o convexo determinará si el equipo se encuentra en una fase de operación estacionaria o no.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
34
Desviación del mantenimiento preventivo: Con una simple observación de los distintos diagramas, se puede extraer la desviación en la frecuencia del mantenimiento preventivo programado. Esto es así gracias a haber incluido como variable el tipo de mantenimiento realizando, separando el mantenimiento correctivo del preventivo programado o no programado. Calidad de operación y/o mantenimiento preventivo: Podemos determinar estas características mirando el número de intervenciones correctivas entre las intervenciones del plan maestro. Muchas intervenciones no programadas nos pueden hacer pensar que los trabajos no se están realizando de la manera correcta, aunque no se podrá determinar con exactitud que esta es la causa principal, ya que podría haber otras muchas razones para que se produzca una intervención de mantenimiento correctivo. En cualquier caso, el estudio proporciona una buena base para identificar posibilidades de mejora, siendo necesario investigar posteriormente las causas exactas de las averías en el equipo, como pudieran ser problemas de diseño, malos repuestos, entornos agresivos para el equipo Función de supervivencia: En el diagrama 2 de Nelson Aalen modificado representa la fiabilidad del sistema justo antes de producirse el fallo. Esto hace que podamos observar con que fiabilidad estimada se realizaron las intervenciones, permitiéndonos pensar que si una intervención correctiva se realizó tras un preventivo programado, podría suceder que las tareas de mantenimiento no sean las adecuadas o que los repuestos o equipo no estén en buen estado. Así mismo, el hecho de realizar mantenimiento preventivo con alta fiabilidad estimada nos muestra que no estamos realizando un plan de mantenimiento óptimo, ya que se está desperdiciando tiempo y dinero en un sistema que presumiblemente no tendrá problemas en ese momento. Eficiencia y calidad en la realización de las intervenciones: Gracias a la observación directa que nos permite obtener el tamaño de las burbujas representada, podemos identificar aquellas intervenciones que está fuera del tiempo promedio de intervención, lo que nos permite centrarnos en estas intervenciones para poder determinar la razón del tiempo empleado en las mismas. Impacto en la producción: Gracias a la representación de los bordes gruesos o no en las burbujas, podemos determinar con un simple vistazo cuantas intervenciones han necesitado parada de los equipos, lo que supone una parada de la producción en algunos casos.
Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
35
2.6-Metodología de Ejecución
Una vez explicada la metodología de una manera teórica, procederemos a explicarla desde un punto de vista práctico, añadiendo además información adicional para la mejora de la aplicación del método a la planta objeto del proyecto.
Para aplicar la metodología en nuestro proyecto, partiremos de una serie de datos históricos necesarios para determinar algunos parámetros que usaremos para la ejecución de los gráficos. Una vez tengamos estos datos, gracias a una hoja de cálculo iremos determinando todas las variables necesarias para alcanzar nuestro objetivo.
A continuación, se explica paso a paso cómo se ejecuta la metodología GAMM.
2.6.1-Datos Históricos:
Para realizar el método GAMM, necesitamos los siguientes datos de partida:
* �����: Número acumulado de intervenciones (tanto preventivas como correctivas).
����� � ∗ ��: Tiempo de funcionamiento acumulado en horas. Es el tiempo total sin descontar el tiempo de las intervenciones en el equipo.
�� �� ����
���
*∆�: Duración de la intervención, expresado en horas.
*Det: Estado del equipo o sistema durante la intervención.
• Parado (Det=1).
• No parado (Det=0).
*��: Tiempo acumulado (tiempo de calendario en horas).
�� �� ��� �∆���� ��

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
36
*���: Tiempo de operación entre intervenciones, expresado en horas.
��� ��� ����
*Modo de fallo: Nos indica la razón por la cual el equipo ha fallado.
*Tipo de mantenimiento (ci): Nos indica si el mantenimiento es preventivo o correctivo. Estos son los tipos de mantenimiento que se tienen en cuenta en la metodología original, nosotros además dividiremos el mantenimiento preventivo en programado y no programado, como veremos posteriormente.
*Disciplina (Disc.): Nos indica si el problema del equipo se ha debido a un fallo eléctrico o mecánico. Las diferentes siglas usadas en este parámetro corresponden a:
• M: Mantenimiento mecánico.
• MPM: Mantenimiento mecánico plan maestro (programado).
• MP: Mantenimiento mecánico en parada de planta total.
• MS: Mantenimiento Seguridad.
• MM: Mantenimiento mecánico modificativo.
• E: Mantenimiento eléctrico.
• EPM: Mantenimiento Eléctrico plan maestro (programado).
• IPM: Mantenimiento Instrumental plan maestro (programado).
• EP: Mantenimiento eléctrico en parada de planta total.
• EM: Mantenimiento eléctrico modificativo.
• M+E: Intervención conjunta de mantenimiento mecánico y eléctrico.
A continuación mostramos como ejemplo una tabla con los datos históricos de las revisiones de mantenimiento realizadas a un equipo en concreto, comentando si el mantenimiento fue preventivo (programado o no) o correctivo:

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
37
N(ti) Modo de fallo Disc. Horas (��) Tipo de
Mant. (ci) MTTR �∆��
Estado de
Equipo (Det)
1 Cuadro en mal
estado E 360 P 1 0
2 Cuadro en mal
estado E 912 P 2 0
3 Cuadro en mal
estado E 1920 C 1,5 1
4 - EPM 2214 P 6 1
5 Válvula no
actúa en panel E 2752 C 1 0
6 Válvula
admisión no abre
E 3332 C 1,5 0
7 - EM 3940 P 1 0
8 Válvula
impulsión queda abierta
E 3947 C 2 1
9 Válvula en
indefinido en panel
E 4560 P 1 0
10 - EP 6297 P 2 1
11 - E 6657 P 1 0
12 - EP 7765 P 5,5 1
13 Válvula
admisión no cierra
E 8029 C 3 1
Tabla 4- Datos históricos para ejemplo de aplicación de Método GAMM
Considerando los datos referentes al número de intervenciones podremos realizar el diagrama de dispersión.
Este diagrama es una representación gráfica del número de intervenciones ����� frente al tiempo ��:

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
38
Figura 7- Diagrama Dispersión para ejemplo de aplicación de Método GAMM
Este diagrama debería ser el punto de partida de cualquier análisis de fiabilidad, al mostrar la distribución espacial y la tendencia de los datos respecto al tiempo. En este proyecto no se usará este diagrama directamente, ya que con el diagrama de burbujas que mostraremos posteriormente obtendremos la misma información respecto a la tendencia de las intervenciones.
2.6.2-Obtención de ecuaciones
Una vez que tenemos todos los datos, podemos pasar a calcular la fiabilidad del equipo con el método paramétrico de Nelson-Aalen.
Basándose en el método paramétrico de Nelson-Aalen, el método GAMM es capaz de estimar la función de fiabilidad evaluada en el tiempo �� en el momento anterior a la intervención de mantenimiento. El método de estimación puede considerar tanto el histórico completo como incompleto para hallar la función de fiabilidad.
Por lo tanto, este método se basa en que si una intervención es preventiva, la fiabilidad del equipo no se verá disminuida.
El estimador del método GAMM para el ratio de fallos acumulados es expresado en la siguiente ecuación:
����� � �������� � 1� � 1 �� �!���"�#$�%& "�������'$& ($�)"�)"*&#"
0
2
4
6
8
10
12
14
0 2000 4000 6000 8000
Dispersion

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
39
Dónde:
• �����: Tasa de fallos acumulativo
• n: Número total de intervenciones en el histórico.
• i: Número secuencial de cada intervención.
Para hallar estos valores, se ha creado una hoja de cálculo con la posibilidad de ordenar las distintas intervenciones en base al MTTR (T0i (k) en este caso).
i(k) Disc. ti (k) ci (k) ∆+ Det (k) T0i (k)
8 E 3947 C 2 1 7
13 E 8029 C 3 1 264
4 EPM 2214 P 6 1 294
1 E 360 P 1 0 360
11 E 6657 P 1 0 360
5 E 2752 C 1 0 538
2 E 912 P 2 0 552
6 E 3332 C 1,5 0 580
7 EM 3940 P 1 0 608
9 E 4560 P 1 0 613
3 E 1920 C 1,5 1 1008
12 EP 7765 P 5,5 1 1108
10 EP 6297 P 2 1 1737
Tabla 5- Tabla ordenada en base a T0i para ejemplo de aplicación de Método GAMM
Una vez tenemos ordenadas las distintas intervenciones según TOi (k), podemos comenzar a aplicar el método. Esto es así debido a que el estimador de Nelson-Aalen agrega una fiabilidad estimada dependiendo del tiempo que lleva el equipo en funcionamiento, incrementando más la Z(t) estimada si el equipo lleva más tiempo en funcionamiento.
A continuación mostramos la tabla con la que calculamos los distintos parámetros necesarios para la aplicación de la metodología, posteriormente explicaremos cual es el significado exacto de cada uno de estos parámetros.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
40
i(k) ci (k) 1/(n-i+1) Coef. Z(ti) Z(mod.) R(ti)
8 C 0,077 0,077 0,077 0,077 0,926
13 C 0,083 0,083 0,160 0,160 0,852
4 P 0,091 0,091 0,160 0,160 0,852
1 P 0,100 0,111 0,160 0,160 0,852
11 P 0,111 0,111 0,160 0,160 0,852
5 C 0,125 0,125 0,285 0,285 0,752
2 P 0,143 0,143 0,285 0,285 0,752
6 C 0,167 0,167 0,452 0,452 0,636
7 P 0,200 0,200 0,452 0,452 0,636
9 P 0,250 0,250 0,452 0,452 0,636
3 C 0,333 0,333 0,785 0,785 0,456
12 P 0,500 0,500 0,785 0,785 0,456
10 P 1,000 1,000 0,785 0,785 0,456
Tabla 6- Tabla de obtención de parámetros para ejemplo de aplicación de Método GAMM
A continuación explicamos el significado de cada una de las columnas:
Las dos primeras columnas ya han sido explicadas anteriormente.
La tercera columna nos permite calcular el estimador de Nelson Aalen para cada n, obteniendo una estimación del parámetro λ:
1� � 1
Dónde:
• n es el número total de intervenciones registradas en el histórico.
• i representa el orden secuencial numérico de cada intervención. La cuarta columna (Coef.) es necesaria para solventar el problema de que varias intervenciones se hayan realizado con el mismo tiempo transcurrido entre ellas. Lo que hacemos es igualar el mismo parámetro para todas las intervenciones con el mismo MTBF, usando el valor más alto del mismo.
La quinta columna [Z(ti)] nos permite calcular la función acumulada de fallos mediante la siguiente fórmula:

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
41
����� � �������� � 1� � 1 �� �!���"�#$�%& "�������'$& ($�)"�)"*&#"
La sexta columna (Zmod.) es necesaria para igualar la distribución de fallos acumulada de todas las intervenciones con el mismo MTBF, tal y como sucede en la segunda columna. Usaremos en este caso el valor más alto también,
Con la séptima columna calculamos la fiabilidad del sistema en ese instante con la siguiente ecuación que relación la distribución acumulada de fallos con la fiabilidad:
,���� � ��-�.�� Gracias a esta tabla, hemos calculado la fiabilidad en el momento anterior a cada intervención.
2.6.3-Obtención de gráficos El siguiente paso consiste en generar los gráficos necesarios para el posterior análisis de los equipos. Para ello, utilizamos de nuevo una hoja de cálculo para poder determinar los parámetros necesarios para su ejecución.Un ejemplo de la tabla que hemos utilizado sería la siguiente:
Prepara valores para poder hacer las gráficas del Gráfico
GAMM 1
Prepara valores para poder hacer las gráficas del Gráfico GAMM 2
Mdet Corr Prev PM Mdet Corr Prev PM R
2 2
0,93 0,93
0,85
3 3
0,85 0,85
0,75
6
6
0,85
0,85
0,46
1
0,85 0,85
1
0,85
0,75
1
0,75
0,64
2
0,75
0,64
1,5
0,64
0,93
1
0,64
0,64
1
0,64
0,46
1,5 1,5
0,46 0,46
0,85
5,5
5,5
0,46
0,46
0,46
2
2
0,46
0,46
0,85
Tabla 7- Tabla para preparar las gráficas para ejemplo de aplicación de Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
42
Mediantes funciones lógicas, determinamos el color, grosor y tipo de borde de las distintas intervenciones.
• Mdet determina si en la intervención ha habido parada o no.
• Corr determina si la intervención ha sido correctiva.
• Prev determina si la intervención ha sido preventiva.
• PM determina si la intervención ha formado parte del plan maestro de mantenimiento (mantenimiento programado).
Una vez tenemos estos datos, podemos obtener los 3 gráficos necesarios para nuestra metodología.
Como hemos indicado anteriormente, se ha decidido que para un mejor análisis del comportamiento del equipo, se dividido el mantenimiento preventivo en mantenimiento preventivo programado del plan maestro (dando color amarillo a las burbujas de este tipo de intervenciones), y mantenimiento preventivo basado en la opinión de los expertos de la planta (color azul). La diferencia radica en que el primero se realiza con unas fechas establecidas de antemano, mientras que el segundo se realiza cuando algún experto advierte algún indicio de que un equipo pueda estar funcionando de una manera incorrecta, procediendo a revisarlo antes de que se produzca el fallo.
Para diferenciar estos dos tipos de mantenimiento se ha optado por utilizar funciones lógicas para determinar de qué tipo estamos hablando.
2.6.3.1-Gráfico 1 del método GAMM: Primero obtenemos el primer gráfico del GAMM, con la dispersión de las intervenciones y el tipo de mantenimiento que se le aplica. Este gráfico representa las intervenciones realizadas frente al tiempo operativo transcurrido en el equipo.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
43
Figura 8- Ejemplo del Gráfico 1 del método GAMM
• La dispersión de la burbuja representa la misma distribución que el diagrama del número acumulado de intervenciones N(ti).
• El diámetro de las burbujas representa la duración de la intervención.
• El color de las burbujas representa el tipo de mantenimiento realizado en el equipo: rojo (mantenimiento correctivo), azul (mantenimiento preventivo) y amarillo (mantenimiento preventivo del plan maestro).
• El borde de cada burbuja representa el estado del equipo mientras se le realiza la intervención de mantenimiento. Así, si la burbuja tiene el borde remarcado, significa que el valor de la variable “Det” es 0, por lo que la intervención requiere de una parada del equipo. Por otro lado, si la burbuja no tiene el borde remarcado, el valor de la variable “Det” es 1 y la intervención no requiere parada del equipo.
2.6.3.2-Gráfico 2 del método GAMM: En el segundo gráfico observamos la fiabilidad que tenía el sistema justo antes de realizar la intervención, detallando también el tipo de intervención que se realizó.
0
2
4
6
8
10
12
14
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
44
Figura 9- Ejemplo del Gráfico 2 del método GAMM
• La dispersión de la burbuja representa la misma distribución que el diagrama del número acumulado de intervenciones N(ti).
• El color de las burbujas representa el tipo de mantenimiento realizado en el equipo: rojo (mantenimiento correctivo), azul (mantenimiento preventivo) y amarillo (mantenimiento preventivo del plan maestro).
2.6.3.3-Gráfico 3 del método GAMM: Con el tercer gráfico se representa el cambio de la fiabilidad (R) frente al tiempo operativo (MTBF). También representamos la estimación de λ o
�
/��0� respecto al tiempo.
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
45
Figura 10- Ejemplo del Gráfico 3 del método GAMM
2.6.3.4-Gráfico de tipo de modo de fallos del método GAMM:
También se ha optado por prestar especial atención a los modos de fallos más frecuentes, asignándoles en la tabla de cálculo una nomenclatura que nos permita luego filtrar y observar de una manera gráfica el número de intervenciones que se le han realizado al equipo por esa razón. A continuación se presenta un ejemplo de este gráfico, donde gracias a la variable Num podemos determinar qué tipo de fallo se ha producido.
N(ti) Modo de fallo Num Horas (��) Tipo de
Mant. (ci) MTTR �∆��
Estado de
Equipo (Det)
1 Cuadro en mal
estado 1 360 P 1 0
2 Cuadro en mal
estado 1 912 P 2 0
3 Cuadro en mal
estado 1 1920 C 1,5 1
4 - - 2214 P 6 1
5 Válvula no 2 2752 C 1 0
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
7 360 552 613 1737
Pro
ba
bil
ida
d e
stim
ad
a R
Tiempo Operativo
Gráfico 3 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
46
N(ti) Modo de fallo Num Horas (��) Tipo de
Mant. (ci) MTTR �∆��
Estado de
Equipo (Det)
actúa en panel
6 V. admisión
no abre 2 3332 C 1,5 0
7 - - 3940 P 1 0
8 Válvula
impulsión queda abierta
2 3947 C 2 1
9 Válvula en
indefinido en panel
2 4560 P 1 0
10 - - 6297 P 2 1
11 - - 6657 P 1 0
12 - - 7765 P 5,5 1
13 Válvula
admisión no cierra
2 8029 C 3 1
Tabla 8-Datos ejemplo modo de fallos
En este caso el modo de fallo 1 correspondería a un fallo en el cuadro, mientras que el 2 se correspondería con un fallo en la válvula.
Usando el diagrama número 1 del método GAMM sólo con el tipo de fallo en cuestión obtenemos el siguiente diagrama:
Figura 11- Ejemplo del gráfico de Modo de Fallos del método GAMM
0
5
10
15
20
25
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
47
2.6.4-Análisis
Una vez obtenidos los gráficos de la metodología, se puede proceder a analizarlos siguiendo las siguientes reglas diseñadas para el método: Regla 1:
Si el gráfico 1 del método GAMM muestra un comportamiento del número de intervenciones N (��) vs tiempo (t) con una pendiente aproximadamente constante y un rango de R entre 1 y 0,7 se puede determinar que el programa de mantenimiento es adecuado. Si por el contrario, el comportamiento de N (��) no presenta una pendiente constante o la evolución de R (��) tiene grandes oscilaciones, el programa de mantenimiento podría no ser el óptimo.
Regla 2:
Dependiendo del porcentaje de mantenimiento preventivo que se le realiza al equipo, podremos determinar si el plan maestro es adecuado o no:
• Si el número de intervenciones de mantenimiento preventivo es superior al 80% del total de intervenciones se puede considerar que el plan maestro es adecuado.
• Si el número de intervenciones de mantenimiento preventivo es superior al 95% del total de intervenciones se puede estudiar la posibilidad de aumentar el intervalo entre las actuaciones de mantenimiento preventivo.
• Si el número de intervenciones fuera menor al 80% se debería evaluar la calidad y la frecuencia de las intervenciones del plan maestro.
Regla 3:
Si se producen intervenciones correctivas en periodos de alta fiabilidad (R>0,85) o muy cercanas a otras intervenciones de mantenimiento preventivo, podría suceder que las tareas de mantenimiento preventivo se realicen de manera incorrecta, que el fallo sea resultado de una mala operación del equipo u otras razones que son necesarias que sean evaluadas.
Regla 4:
Si las duraciones de las intervenciones de mantenimiento preventivo son constantes, se puede determinar que el plan maestro está bien diseñado.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
48
Si por el contrario, observamos una alta variabilidad en las duraciones de las tareas de mantenimiento preventivo, debemos observar si esta variabilidad se produce por factores externos (falta de herramientas, tiempos de espera de los repuestos, falta del entrenamiento del equipo de mantenimiento, problemas de accesibilidad, etc.).
Regla 5:
Si el patrón de tiempo entre intervenciones de mantenimiento preventivo no es constante, podría suceder que el programa de mantenimiento no esté bien planificado.
Gracias al análisis de los gráficos, algunas de las determinaciones a las que podremos llegar son:
• Tendencia del comportamiento de las revisiones técnicas.
• Desvío del plan de mantenimiento preventivo.
• Calidad de la operación y del mantenimiento preventivo.
• Función de fiabilidad.
• Eficiencia y calidad en la ejecución de las intervenciones.
• Impacto en la producción.
2.6.5-Toma de decisiones y solución de problemas
Una vez que tenemos los gráficos analizados con las reglas anteriormente descritas, el siguiente paso es determinar las soluciones necesarias para intentar mejorar los planes de mantenimiento del equipo. Estas soluciones serán determinadas con la ayuda de varias metodologías de mantenimiento tales como RCM o FMECA. Con estas sugerencias propuestas alcanzamos el fin de la metodología GAMM que no es otro que aportar una serie de posibles soluciones para aumentar la fiabilidad del equipo.
En el capítulo III profundizaremos más en la metodología al verla aplicada a un par de equipos de la planta de procesado de cobre objeto del proyecto.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
49
CAPÍTULO III-DESARROLLO DEL PROYECTO
3.1-Aplicación a Bomba Metso HR-250 32010-PP-002
3.1.1-Contexto
El modelo de la bomba 32010-PP-002 es la Metso HR-250. Estas bombas son idóneas para trabajar con lodos abrasivos de alta resistencia.
Figura 12-Partes de Bomba Metso-HR250
Las características técnicas de este modelo de bombas son las siguientes:
Dimensiones de conexión (mm.) Dimensiones generales
(mm.) Peso total
Entrada Salida H L W 250 200 1125 1550 830 2110

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
50
En el proceso hidrametalúrgico esta bomba junto a su gemela 32010-PP-001 se encarga de mandar la pulpa desde el tanque colector del rebose del molino hasta el ciclón clasificador.
A continuación se muestras el P&ID de la bomba y del área dónde está ubicada:
Figura 13-P&ID 32010-PP-002
Las condiciones de operación estimadas son las siguientes:
Caudal Potencia Presión
695 45 67 200 kW 550 Kpa
El fluido que impulsa la bomba es la pulpa que sale del molino de bolas, en las que muchas veces van mezclados elementos que pueden dañar la bomba tales como las bolas del propio molino.
Se disponen de 4 bombas, 2 de ellas en funcionamiento y 2 como repuestos en caso de rotura. Ha habido momentos en los que las 4 bombas se han encontrado en reparación. 3.1.2-Histórico de Intervenciones
Tal y como observamos en la descripción de la metodología de ejecución, lo primero que necesitamos son los datos de partida para comenzar a realizar el método GAMM.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
51
A continuación incluimos el histórico de intervenciones que se le realizaron al equipo en el año 2013:
OT Modo de fallo Disc. Hora Tipo de Mant.
Tiempo de Intervención
Estado de
Equipo 851697 - MPM 168 P 1 0
861798 Cuadro en mal
estado E 360 P 1 0
833666 - EPM 360 P 1 0
867208 - MM 528 P 1 1
873208 - MPM 648 P 0,5 0
882753 Cuadro en mal
estado E 912 P 2 0
895961 Sello roto M 1080 P 1 1
894407 - MPM 1152 P 1 0
896792 Fuga por los
testigos M 1176 C 9 1
895061 - EPM 1200 P 1 0
908080 Ruido raro en
zona de correas
M 1536 P 2 1
912745 - MPM 1704 P 0,5 0
916298 Brida
impulsión desajustada
M 1741 C 3 1
916324 No hay caudal
suficiente M 1750 C 8,5 1
921143 No hay caudal
suficiente M 1755 C 3 1
921954 Bomba no funciona
M 1791 C 5 1
921980 No hay caudal
suficiente M 1806 C 3 1
922001 Bomba no funciona
M 1812 C 5,5 1
922353 Cuadro en mal
estado E 1920 C 1,5 1
928496 No hay caudal
suficiente M 1992 C 4 1
930025 - MPM 2190 P 1 0
895907 - EP 2214 P 6 1
867075 - MP 2214 P 3 1
930025 - MP 2238 P 6 1
936287 Válvula no
cierra M 2526 P 1 1
946714 - MPM 2694 P 0,5 0
941226 - EPM 2712 P 1 0
948429 Fuga entre carrete y admisión
M 2742 C 5 1
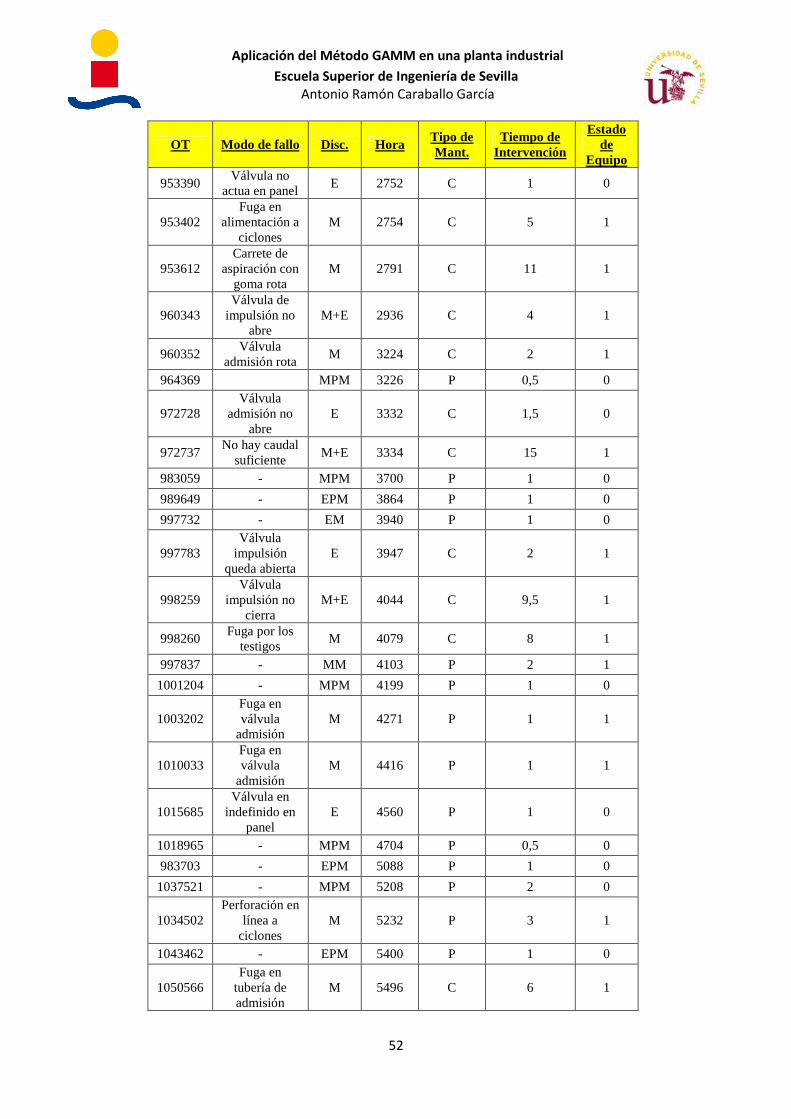
Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
52
OT Modo de fallo Disc. Hora Tipo de Mant.
Tiempo de Intervención
Estado de
Equipo
953390 Válvula no
actua en panel E 2752 C 1 0
953402 Fuga en
alimentación a ciclones
M 2754 C 5 1
953612 Carrete de
aspiración con goma rota
M 2791 C 11 1
960343 Válvula de
impulsión no abre
M+E 2936 C 4 1
960352 Válvula
admisión rota M 3224 C 2 1
964369
MPM 3226 P 0,5 0
972728 Válvula
admisión no abre
E 3332 C 1,5 0
972737 No hay caudal
suficiente M+E 3334 C 15 1
983059 - MPM 3700 P 1 0
989649 - EPM 3864 P 1 0
997732 - EM 3940 P 1 0
997783 Válvula
impulsión queda abierta
E 3947 C 2 1
998259 Válvula
impulsión no cierra
M+E 4044 C 9,5 1
998260 Fuga por los
testigos M 4079 C 8 1
997837 - MM 4103 P 2 1
1001204 - MPM 4199 P 1 0
1003202 Fuga en válvula
admisión M 4271 P 1 1
1010033 Fuga en válvula
admisión M 4416 P 1 1
1015685 Válvula en
indefinido en panel
E 4560 P 1 0
1018965 - MPM 4704 P 0,5 0
983703 - EPM 5088 P 1 0
1037521 - MPM 5208 P 2 0
1034502 Perforación en
línea a ciclones
M 5232 P 3 1
1043462 - EPM 5400 P 1 0
1050566 Fuga en
tubería de admisión
M 5496 C 6 1

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
53
OT Modo de fallo Disc. Hora Tipo de Mant.
Tiempo de Intervención
Estado de
Equipo
1050582 Carrete de
aspiración en mal estado
M 5568 C 6 1
1056213 Bomba no funciona
M 5625 C 8 1
1054319 - MPM 5712 P 1 0
1056210 Correas en mal
estado M 5736 P 10 1
1068679 - M 5961 P 10 1
1072130 - MPM 6225 P 1,5 0
1074575 - EP 6297 P 2 1
1080917 Fuga por los
testigos M 6489 C 6 1
1080787 Testigo no marca bien
E 6657 P 1 0
1091734 - MPM 6729 P 0,5 0
1101840 Fuga en línea
envío a ciclones
M 6810 C 5 1
1092396 - EPM 6888 P 1 0
1102711 Codo de
impulsión en mal estado
M 6993 P 8 1
1114844
Perforación rejilla
aspiración molino
M 7149 C 6 1
1115508 Fuga en línea
envío a ciclones
M 7196 C 1 1
1112657 - MPM 7257 P 1 0
1128716 Bomba no funciona
M 7484 C 9 1
1094232 - EP 7765 P 5,5 1
1080921 - MP 7770 P 7 1
1144132 Válvula
admisión no cierra
E 8029 C 3 1
1144657 Fuga por los
testigos M 8108 C 8 1
1144795 No hay caudal
suficiente M 8128 C 8 1
1142243 - EPM 8304 P 1 0
1147416 - MPM 8320 P 1,5 0
1163526 Válvula de admisión no
cierra M 8527 C 3 1
1163987 No hay caudal
suficiente M 8634 C 11 1
1166752 - MPM 8776 P 1 0
Tabla 9- Datos históricos año 2013 de bomba 32010-PP-002

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
54
3.1.3-Obtención de gráficos GAMM
Una vez tenemos los datos de las intervenciones realizadas, podemos proceder a realizar la metodología para obtener el gráfico de Nelson-Aalen modificado descrita en los apartados 2.6.2 y 2.6.3 para poder determinar la fiabilidad del equipo. Debido a los diferentes impactos que tienen las intervenciones mecánicas y de EIC (Electricidad, Instrumentación y Sistemas de Control), se ha decidido representar los gráficos de nuestra metodología desde un punto de vista exclusivamente de EIC y mecánico, aparte del general, para poder observar mejor el comportamiento del equipo.
Para obtener los gráficos, utilizaremos la hoja de cálculo comentada en el punto 2.6.2. En este caso pondremos directamente los gráficos resultantes, para evitar la tediosa tarea de pegar las tablas en la memoria. No obstante, la hoja de cálculo estará disponible como anexo para poder ser revisada.
3.1.3.1- Gráfico 1 del método GAMM desde el punto de vista general
Figura 2- Gráfico 1 desde el punto de vista general para bomba 32010-PP-002
0
10
20
30
40
50
60
70
80
90
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
55
3.1.3.2- Gráfico 2 del método GAMM desde el punto de vista general
Figura 15- Gráfico 2 desde el punto de vista general para bomba 32010-PP-002
3.1.3.3- Gráfico 3 del método GAMM desde el punto de vista general
Figura 3- Gráfico 3 desde el punto de vista general para bomba 32010-PP-002
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
0 5
10
24
24
37
72
72
87
10
6
14
2
15
6
16
8
19
2
22
7
28
8
Fia
bil
ida
d e
stim
ad
a R
Tiempo Operativo
Gráfico 3 del método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
56
3.1.3.4- Gráfico 1 del método GAMM para las intervenciones mecánicas
Figura 4- Gráfico 1 desde el punto de vista mecánico para bomba 32010-PP-002
3.1.3.5--Gráfico 2 del método GAMM para las intervenciones mecánicas
Figura 18- Gráfico 2 desde el punto de vista mecánico para bomba 32010-PP-002
0
10
20
30
40
50
60
70
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
57
3.1.3.6- Gráfico 3 del método GAMM para las intervenciones mecánicas
Figura 19- Gráfico 3 desde el punto de vista mecánico para bomba 32010-PP-002
3.1.3.7- Gráfico 1 del método GAMM para las intervenciones de EIC
Figura 20- Gráfico 1 desde el punto de vista de EIC para bomba 32010-PP-002
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
2 15 24 37 61 87 142 168 198 264 288 360
Fia
bil
ida
d e
stim
ad
a R
Tiempo Operativo
Gráfico 3 del Método GAMM
0
5
10
15
20
25
30
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
58
3.1.3.8-Gráfico 2 del método GAMM para las intervenciones de EIC
Figura 21- Gráfico 2 desde el punto de vista de EIC para bomba 32010-PP-002
3.1.3.9- Gráfico 3 del método GAMM para las intervenciones de EIC
Figura 22- Gráfico 3 desde el punto de vista de EIC para bomba 32010-PP-002
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
0 97 288 396 552
Pro
ba
bil
ida
de
s
Tiempo Operativo
Gráfico 3 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
59
3.1.3.10-Representación de modos de fallos
Con el fin de mejorar el estudio de la fiabilidad del equipo, procederemos a realizar el gráfico GAMM de la dispersión de las intervenciones en los modos de fallo más comunes
Estos gráficos nos permitirán mejorar el mantenimiento del equipo, ya que podremos ver la frecuencia con que estos fallos se producen, y el tipo de intervenciones que se les realiza.
Los 3 modos de fallo más notables que hemos encontrado son los siguientes:
• Fallo 1: No hay caudal suficiente.
• Fallo 2: Fugas.
• Fallo 3: Válvula no funciona.
*Fallo 1: No hay caudal suficiente
Este fallo hace referencia a la falta de caudal por distintos motivos, como puede ser atoramiento de la bomba o de las tuberías de impulsión o aspiración. La distribución de los fallos es la siguiente:
Figura 23- Gráfico GAMM de Modo de Fallo 1 para bomba 32010-PP-002
0
2
4
6
8
10
12
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
60
Podemos observar que no hay ninguna intervención de mantenimiento preventivo del plan maestro para este modo de fallos, mientras que se han realizado 11 intervenciones no programadas.
*Fallo 2: Fugas.
Con este modo de fallos hacemos referencia a aquellas fugas que se dan tanto en la propia bomba como en las tuberías de alimentación.
Figura 24- Gráfico GAMM de Modo de Fallo 2 para bomba 32010-PP-002
Podemos observar que se realizan bastantes intervenciones de mantenimiento preventivo programado para prevenir este modo de fallo.
Aun así, se han producido algunas intervenciones correctivas de alta duración.
0
5
10
15
20
25
30
35
40
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
61
*Fallo 3: Válvula no funciona.
En este modo de fallos englobamos todas las averías por distintos motivos que se han dado tanto en la válvula de admisión como en la de aspiración.
Figura 25- Gráfico GAMM de Modo de Fallo 3 para bomba 32010-PP-002
Podemos observar que no hay ninguna intervención de mantenimiento preventivo del plan maestro para este modo de fallos, mientras que se han realizado 12 intervenciones de mantenimiento no programado.
0
2
4
6
8
10
12
14
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
62
3.2-Aplicación a Bomba Metso Vasa HD-507 33070-PP-001:
3.2.1-Contexto: La bomba 33070-PP-001 se trata de una bomba Metso Vasa HD-507.
Las características técnicas de las bombas son las siguientes:
Dimensiones de conexión (mm.) Dimensiones generales (mm.)
Peso total (kg)
Entrada Salida H L W 200 150 1220 1720 980 1800
En el proceso hidrametalúrgico esta bomba junto a su gemela 33070-PP-002 se encarga de mandar el PLS hasta el clarificador.
Figura 26-P&ID de la bomba 33070-PP-001
Las condiciones de operación estimadas son las siguientes:
Caudal Potencia Presión
350 45 67 160 kW 400 Kpa

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
63
3.2.2-Histórico de Intervenciones:
Tal y como observamos en la metodología, lo primero que necesitamos son los datos de partida para comenzar a realizar la metodología GAMM.
A continuación incluimos el histórico de intervenciones que se le realizaron al equipo en el año 2013:
OT Modo de
fallo Disc.
Tiempo de Calendario
Tipo de Mant.
Tiempo de Int.
Estado de Equipo
856694 - MPM 432 P 0,5 0
866582 - IPM 528 P 8 1
868783 - E 552 C 1 1
868804 Válvula
Rota M+E 600 C 3 1
874181 - EPM 672 P 1 0
878678 - MPM 936 P 0,5 0
868471 Cambio Bomba
M+E 1176 C 6 1
898707 - MPM 1440 P 0,5 0
907171 - IPM 1536 P 8 1
921633 Cambio Bomba
M+E 1920 C 6 1
917982 - MPM 1944 P 0,5 0
932294 - MPM 2448 P 1 0
942055 - IPM 2712 P 8 1
947591 Picaje
impulsión roto
M 2736 P 1,5 1
954084
Brida ciega
impulsión fuga
M+E 2928 C 6 1
950417 - MPM 2952 P 0,5 0
966065 - E 3312 P 3 0
970860 - EPM 3360 P 1 0
973118
Bomba atascada en línea
de admisión
M 3408 C 3 1
968849 - MPM 3456 P 0,5 0
978380 - IPM 3552 P 8 1
991080 - E 3816 P 4 1
987612 - MPM 3960 P 0,5 0
991459 - E 4056 P 2 0
997987 Estado válvula erróneo
E 4224 P 2,5 0

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
64
OT Modo de
fallo Disc.
Tiempo de Calendario
Tipo de Mant.
Tiempo de Int.
Estado de Equipo
1003260 Bomba no da caudal
M+E 4440 C 5 1
1005945 - MPM 4608 P 0,5 0
1014730 - IPM 4704 P 8 1
983703 - EPM 5088 P 1 0
1023129 - MPM 5184 P 0,5 0
1049738 - IPM 5664 P 8 1
1041698 - MPM 5688 P 0,5 0
1056382 Bomba no da caudal
M+E 5832 C 4 1
1043714 - IPM 5856 P 2 0
1061841 Cambio Bomba
M+E 5928 C 4 1
1068701 - M 6048 P 2 1
1058556 - MPM 6072 P 0,5 0
1062531 Bomba no da caudal
M 6244 C 2 1
1033734 - MM 6336 P 1 1
1076065 - MPM 6576 P 0,5 0
1086569 - IPM 6672 P 8 1
1096100 - MPM 6984 P 0,5 0
1114874
Apertura para
limpieza líneas
M 7163 C 3 1
1114898 Bomba no da caudal
M+E 7320 C 5 1
1115474 - MM 7368 P 3 1
1117784 - MPM 7584 P 0,5 0
1127738 - IPM 7680 P 8 1
1120103 - IPM 7704 P 0,5 0
1128832 Bomba no da caudal
M 7728 P 6 1
1130818 Picaje
impulsión roto
M 7896 P 2 1
1132736 - MPM 8040 P 0,5 0
1150179
Bomba no da caudal por eje
roto
M+E 8214 C 10 1
1152304 - MPM 8472 P 0,5 0
1161730 - EPM 8568 P 1 0
1163983 - M 8664 P 0,25 0
1168726 - E 8736 P 1 1
1168423 - M 8760 P 6 1
Tabla 10- Datos históricos año 2013 para bomba 33070-PP-001

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
65
3.2.3-Obtención de gráficos GAMM Una vez tenemos los datos de las intervenciones realizadas, podemos proceder a realizar la metodología del gráfico de Nelson-Aalen modificado descrita en los apartados 2.6.2 y 2.6.3 para poder determinar la fiabilidad del equipo. Debido a los diferentes impactos que tienen las intervenciones mecánicas y de EIC, se ha decidido representar los gráficos de nuestra metodología desde un punto de vista exclusivamente eléctrico y mecánico, aparte del general, para poder observar mejor el comportamiento del equipo.
Para obtener los gráficos, utilizaremos la hoja de cálculo comentada en el punto 2.6.2.
En este caso pondremos directamente los gráficos resultantes, para evitar la tediosa tarea de pegar las tablas de la hoja de cálculo en la memoria. No obstante, la hoja de cálculo estará disponible como anexo para poder ser revisada.
3.2.3.1- Gráfico 1 del método GAMM desde el punto de vista general
Figura 27- Gráfico 1 desde el punto de vista general para bomba 33070-PP-001
0
10
20
30
40
50
60
70
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
66
3.2.3.2- Gráfico 2 del método GAMM desde el punto de vista general
Figura 28- Gráfico 2 desde el punto de vista general para bomba 33070-PP-001
3.2.3.3- Gráfico 3 del método GAMM desde el punto de vista general
Figura 29- Gráfico 3 desde el punto de vista general para bomba 33070-PP-001
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
24 24 24 48 96 96 120 168 179 240 264 432
Fia
bil
ida
d E
stim
ad
a R
Tiempo Operativo
Gráfico 3 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
67
3.2.3.4- Gráfico 1 del método GAMM para las intervenciones mecánicas
Figura 30- Gráfico 1 desde el punto de vista mecánico para bomba 33070-PP-001
3.2.3.5- Gráfico 2 del método GAMM para las intervenciones mecánicas
Figura 31- Gráfico 2 desde el punto de vista mecánico para bomba 33070-PP-001
0
5
10
15
20
25
30
35
40
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
R
Tiempo operativo del equipo
Gráfico 2 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
68
3.2.3.6- Gráfico 3 del método GAMM para las intervenciones mecánicas
Figura 32- Gráfico 3 desde el punto de vista mecánico para bomba 33070-PP-001
3.1.3.7- Gráfico 1 del método GAMM para las intervenciones de EIC
En los gráficos de la metodología GAMM para las intervenciones de EIC, nos encontramos ante la disyuntiva de no saber si la metodología acierta cuando incluimos las intervenciones de muchas partes diferentes del sistema. En este caso, tenemos un gran número de intervenciones preventivas de la instrumentación asociada a la bomba (válvulas y transmisores de presión), mientras que existen pocas intervenciones preventivas en la propia bomba o motor asociado.
Esto hace que el gráfico no muestre realmente la fiabilidad de la bomba desde el punto de vista de EIC en sí, sino que esta fiabilidad está alterada por la instrumentación asociada a la misma.
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
24 48 96 144 157 168 179 216 258 336 456 504 576
Fia
bil
ida
d E
stim
ad
a R
Tiempo Operativo
Gráfico 3 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
69
Figura 33- Gráfico 1 desde el punto de vista de EIC para bomba 33070-PP-001
3.1.3.8-Gráfico 2 del método GAMM para las intervenciones de EIC
Figura 34-Gráfico 2 desde el punto de vista de EIC para bomba 33070-PP-001
0
5
10
15
20
25
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2000 4000 6000 8000
Fia
bil
iad
ad
Est
ima
da
Tiempo operativo del equipo
Gráfico 2 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
70
3.1.3.9- Gráfico 3 del método GAMM para las intervenciones de EIC
Figura 35-Gráfico 3 desde el punto de vista de EIC para bomba 33070-PP-001
3.2.3.10-Representación de modos de fallo
Con el fin de mejorar el estudio de la fiabilidad del equipo, procederemos a realizar el gráfico GAMM de la dispersión de las intervenciones en los modos de fallo más comunes. Los 3 modos de fallo más notables que hemos encontrado son los siguientes:
• Fallo 1: No hay caudal suficiente.
• Fallo 2: Fugas.
• Fallo 3: Válvula no funciona.
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
24 48 168 240 480 600 864
Pro
ba
bil
ida
de
s
Tiempo Operativo
Gráfico 3 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
71
*Fallo 1: No hay caudal suficiente
Con este tipo de fallo hacemos referencia a los problemas en los que la bomba o los equipos circundantes no pueden proporcionar el caudal adecuado. Este tipo de fallo se puede producir por muchas causas distintas, siendo una de las más comunes la naturaleza del fluido, ya que tiene una densidad muy alta, además de portar en algunas ocasiones elementos como las propias bolas del molino.
Figura 36- Gráfico GAMM de Modo de Fallo 1 para bomba 33070-PP-001
Podemos observar que no hay ninguna intervención de mantenimiento preventivo del plan maestro para este modo de fallos, mientras que se han realizado 10 intervenciones no programadas.
0
2
4
6
8
10
12
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos)

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
72
*Fallo 2: Fugas.
Con este modo de fallos hacemos referencia a aquellas fugas que se dan tanto en la propia bomba como en las tuberías de alimentación o impulsión. Este tipo de fallo se produce principalmente por la naturaleza corrosiva del fluido que impulsan las bombas y que provoca el desgaste y corrosión de las tuberías, bombas e instrumentación asociada a esta.
Figura 37- Gráfico GAMM de Modo de Fallo 2 para bomba 33070-PP-001
Podemos observar que se realizan bastantes intervenciones de mantenimiento preventivo programado para prevenir este modo de fallo.
Aun así, se han producido algunas intervenciones correctivas de alta duración.
0
5
10
15
20
25
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos
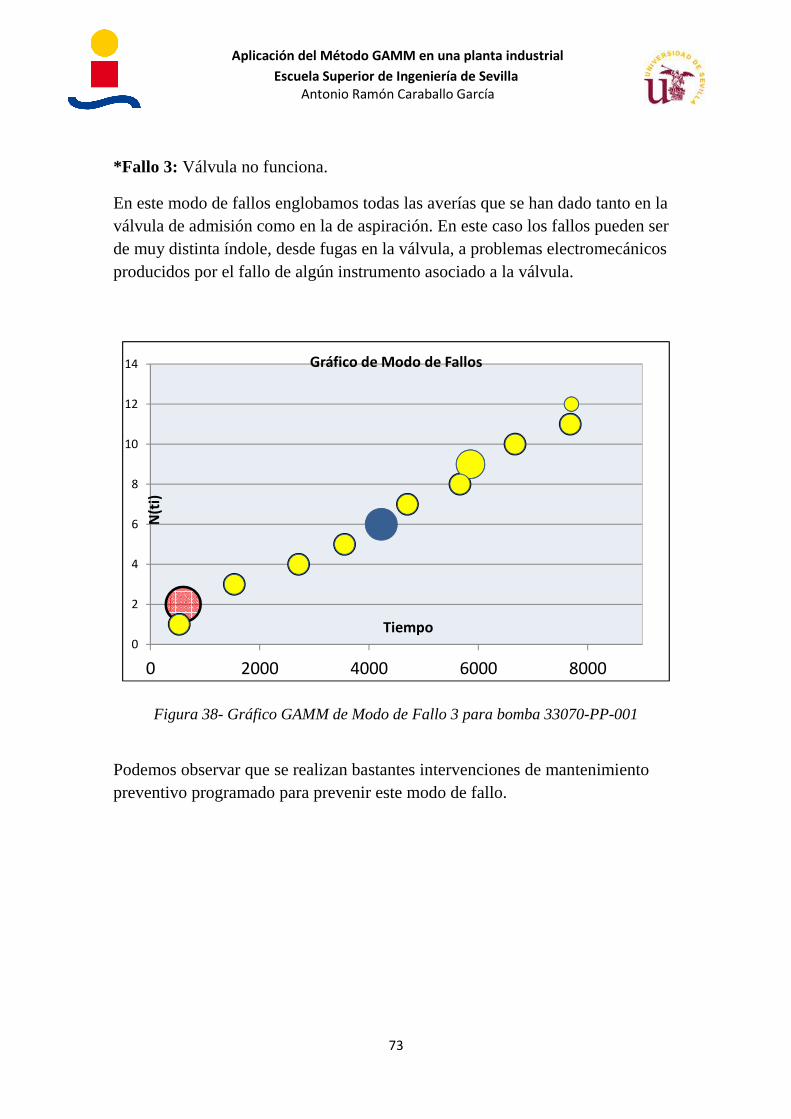
Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
73
*Fallo 3: Válvula no funciona.
En este modo de fallos englobamos todas las averías que se han dado tanto en la válvula de admisión como en la de aspiración. En este caso los fallos pueden ser de muy distinta índole, desde fugas en la válvula, a problemas electromecánicos producidos por el fallo de algún instrumento asociado a la válvula.
Figura 38- Gráfico GAMM de Modo de Fallo 3 para bomba 33070-PP-001
Podemos observar que se realizan bastantes intervenciones de mantenimiento preventivo programado para prevenir este modo de fallo.
0
2
4
6
8
10
12
14
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico de Modo de Fallos

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
74
CAPÍTULO IV-ANÁLISIS DE RESULTADOS
4.1-Análisis de resultados en bomba 32010-PP-002
4.1.1-Aplicación de las 5 reglas de la metodología GAMM
A continuación aplicaremos las 5 reglas que hemos enunciado anteriormente a la bomba 32010-PP-002, incluyendo todas las intervenciones realizadas:
Regla 1:
En este caso tenemos una pendiente aproximadamente constante, pero observamos en el gráfico de fiabilidad estimada (gráfico 6) que la función de fiabilidad alcanza valores inferiores al 70% a partir de las 72 horas de funcionamiento.
Regla 2:
Para este caso observamos que 17 de las 72 (23,6%) intervenciones son mantenimiento preventivo programado, siendo 39 de las 72 (54,1%) de mantenimiento preventivo total (incluyendo otras intervenciones de mantenimiento preventivo fuera del plan maestro).
Regla 3:
Observamos en el gráfico 2 que hay algunos casos de intervenciones de mantenimiento correctivo en periodos de alta fiabilidad estimada. Por ejemplo:
• Tras las tareas de mantenimiento preventivo programado realizadas con la orden de trabajo número 912745, hubo varias intervenciones de urgencia como la realizada con la orden de trabajo número 916298 debido a que era necesario ajustar la brida de impulsión de la bomba.
• Gran cantidad de intervenciones de mantenimiento correctivo alrededor de las 1800 horas.
• Gran cantidad de intervenciones de mantenimiento correctivo alrededor de las 2750 horas.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
75
• Para un tiempo operativo de 3226 horas observamos una intervención de mantenimiento preventivo programado realizada en un período de alta fiabilidad estimada, a la que sigue un cambio de bomba tras un fallo en la válvula de admisión para un tiempo operativo de 3334 horas.
Regla 4:
Podemos observar en las intervenciones del plan maestro, que la duración es aproximadamente la misma (entre 30 minutos y 2 horas).
Regla 5:
El plan maestro está diseñado para intervenir en el equipo cada 3 semanas, frecuencia que se cumple en la mayoría de las ocasiones como podemos observar en el siguiente gráfico.
Figura 39-Frecuencia intervención Plan Maestro para bomba 32010-PP-002
0
2
4
6
8
10
12
14
16
18
20
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
76
4.1.2-Discusión de resultados para bomba 32010-PP-002:
A la vista de los resultados, podría ser conveniente revisar el plan de mantenimiento de esta bomba, debido a:
R1: El equipo parece alcanzar una situación de baja fiabilidad estimada en poco tiempo.
R2: El mantenimiento preventivo programado pudiese ser insuficiente y conviene ser estudiado.
R3: Al existir algunas intervenciones de mantenimiento correctivo en período de alta fiabilidad estimada, sería recomendable estudiar el modo en que se realizan las tareas de operación y mantenimiento.
R4: Al tener las intervenciones del plan maestro duración similar durante todo el año, podemos decir que en un principio no hay problemas con factores externos a las reparaciones, como pudieran ser faltas de herramientas o problemas de accesibilidad.
R5: Al cumplirse la frecuencia de las intervenciones del plan maestro podemos determinar que se tiene un buen control sobre la programación de mantenimiento preventivo.
4.1.3-Propuestas y recomendaciones extraídas del método Podemos reseñar como posibles causas del mal funcionamiento de los equipos las siguientes causas:
• Deficiencias en el diseño del programa de mantenimiento, causando un elevado número de revisiones de mantenimiento preventivo.
• Falta de análisis para los componentes más críticos de la bomba.
• Falta de entrenamiento técnico para el personal responsable de la operación y mantenimiento de las bombas y problemas debido a la falta de espacio y falta de herramientas necesarias para la ejecución de las revisiones. Todos estos factores propician perder demasiado tiempo en las actuaciones.
• Entorno de trabajo muy agresivo, propiciando el deterioro muy rápido de los equipos.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
77
• Plan de mantenimiento preventivo que no interviene en algunas partes críticas de las bombas.
• Imposibilidad de realizar un mantenimiento adecuado, debido a la criticidad del equipo (no es posible parar los equipos siempre que se desee).
Una vez que comparamos la información sacada del método GAMM con la información técnica del equipo, el mantenimiento existente y las mal prácticas encontradas, podemos proceder a redefinir el programa de mantenimiento basado en la metodología RCM, considerando las condiciones de trabajo del equipo con los siguientes objetivos:
• Definir y justificar las intervenciones de mantenimiento.
• Redefinir las acciones programadas.
• Asegurar e incrementar la eficiencia del equipo.
Para conseguir estos objetivos convendría realizar un análisis FMECA basado en la criticidad de cada subsistema. De este estudio podría surgir un nuevo plan de mantenimiento basado en la metodología RCM, considerando las condiciones de trabajo de cada equipo.
Revisando el plan maestro, observamos que en un principio no se realizan tareas específicas para algunos de los modos de fallo más comunes. Por ejemplo, no hemos encontrado con la información que disponemos ninguna tarea específica para evitar el atoramiento de las bombas con pulpa y otros elementos indeseables, por lo sería interesante incluir alguna tarea que incluyera la limpieza y el desatasco de la bomba.
Otro de los modos de fallos más comunes es el que involucra a las válvulas de la bomba. Al no tener estas válvulas un mantenimiento específico, se propone estudiar la inclusión de un plan de trabajo con tareas específicas para dichas válvulas.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
78
4.1.4-Conclusiones finales del caso
Como resumen, las prácticas que podrían ayudar a mejorar la disponibilidad del equipo serían las siguientes:
• Estudiar el posible desarrollo de un nuevo plan de mantenimiento para cada equipo, eliminando las posibles deficiencias encontradas en el plan de mantenimiento anterior tanto en las tareas realizadas, como en la frecuencia de los trabajos. En el caso de la bomba 32010-PP-002, se han sugerido anteriormente las mejoras que podrían incrementar la fiabilidad del equipo, centrando las modificaciones en los modos de fallos más comunes y en la frecuencia de las tareas de mantenimiento.
• Posible jerarquización de los componentes de cada equipo basados en su criticidad, remarcando las acciones de mantenimiento preventivo de los componentes críticos del equipo, mejorando la disponibilidad de cada uno de ellos y eliminando revisiones innecesarias. En este caso, se ha sugerido la posibilidad de prestar especial atención a las válvulas de entrada y salida del equipo.
• Estudiar la conveniencia de un programa de formación técnica específica para las bombas Metso HR-250, corrigiendo todos los posibles fallos detectados en la operación y mantenimiento de las bombas por parte de los operarios, así como concienciando al staff de la importancia de cumplir con los plazos del mantenimiento preventivo programado.
• Revisar el estado de las hojas de instrucciones para cada uno de las revisiones de mantenimiento preventivo del plan maestro e implementación de un registro de las revisiones ya realizadas, por si pudieran ser mejoradas.
• Estudio de un plan de mejora para el tiempo de envío de las piezas de recambio y mejora del acceso a las herramientas necesarias para las revisiones.
• Posibilidad de mejora de los procedimientos de reparación de bombas en taller externo, de manera que el tiempo medio de reparación MTTR pueda disminuir, con el consiguiente impacto positivo en la disponibilidad.
• Estudiar la posibilidad del cambio de modelo del equipo si ninguna de las mejoras anteriormente sugeridas provocan un incremento de la fiabilidad operacional.
Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
79
4.2-Análisis de resultados en bomba 33070-PP-001
4.2.1-Aplicación de las 5 reglas de la metodología GAMM
Regla 1: El comportamiento del número de intervenciones frente al tiempo parece ser constante y el equipo alcanza una fiabilidad estimada del 70% cuando pasan 144 horas desde la última intervención.
Regla 2:
Haciendo un recuento del número de intervenciones del plan maestro en los equipos, observamos que 25 de las 37 (67%) intervenciones de mantenimiento preventivo programado, siendo 17 de las 37 (46%) el mantenimiento preventivo total (incluyendo otras intervenciones preventivas fuera del plan maestro).
Regla 3:
Se puede observar en el gráfico 2 que se han realizado algunas intervenciones correctivas en períodos de alta fiabilidad estimada, como por ejemplo alrededor de las 6000 horas de tiempo transcurrido.
Regla 4:
Observamos una gran regularidad en el tiempo de ejecución del mantenimiento preventivo programado aplicado a la bomba, ya que la mayoría de las intervenciones tienen una duración de media hora.
Regla 5:
En el gráfico 4.2 podemos observar la gran regularidad que hay en la frecuencia de las intervenciones del mantenimiento preventivo programado.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
80
Figura 40- Frecuencia intervención Plan Maestro para bomba 33070-PP-001 4.2.2-Discusión de resultados para bomba 33070-PP-001
A la vista de los resultados, podría ser conveniente revisar el plan de mantenimiento de esta bomba, debido a:
R1: Según la primera regla se podría determinar que el mantenimiento es adecuado, debido a que tarda un tiempo aceptable en alcanzar una fiabilidad estimada del 70%.
R2: El mantenimiento preventivo programado pudiese ser insuficiente y conviene ser estudiado.
R3: Al existir algunas intervenciones de mantenimiento correctivo en período de alta fiabilidad estimada, sería recomendable estudiar el modo en que se realizan las tareas de operación y mantenimiento.
R4: Al tener las intervenciones del plan maestro duración similar durante todo el año, podemos decir que en un principio no hay problemas con factores externos a las reparaciones, como pudieran ser faltas de herramientas o problemas de accesibilidad.
0
2
4
6
8
10
12
14
16
18
20
0 2000 4000 6000 8000
N(t
i)
Tiempo
Gráfico 1 del Método GAMM

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
81
R5: Al cumplirse la frecuencia de las intervenciones del plan maestro podemos determinar que se tiene un buen control sobre la programación de mantenimiento preventivo.
4.2.3-Propuestas y recomendaciones extraídas del método
Podemos reseñar como posibles causas del mal funcionamiento de los equipos las siguientes causas:
• Deficiencias en el diseño del programa de mantenimiento, causando un elevado número de revisiones de mantenimiento preventivo.
• Falta de análisis para los componentes más críticos de la bomba
• Falta de entrenamiento técnico para el personal responsable de la operación y mantenimiento de las bombas y problemas debido a la falta de espacio y falta de herramientas necesarias para la ejecución de las revisiones. Todos estos factores propician perder demasiado tiempo en las actuaciones.
• Entorno de trabajo muy agresivo, propiciando el deterioro muy rápido de los equipos.
Una vez que comparamos la información sacada del método GAMM con la información técnica del equipo, el mantenimiento existente y las mal prácticas encontradas, podemos proceder a redefinir el programa de mantenimiento basado en la metodología RCM, considerando las condiciones de trabajo del equipo con los siguientes objetivos:
• Definir y justificar las intervenciones de mantenimiento.
• Redefinir las acciones programadas.
• Asegurar e incrementar la eficiencia del equipo.
Para conseguir estos objetivos convendría realizar un análisis FMECA basado en la criticidad de cada subsistema. De este estudio podría surgir un nuevo plan de mantenimiento basado en la metodología RCM, considerando las condiciones de trabajo de cada equipo.
Revisando el plan maestro, observamos que en un principio no se realizan tareas específicas para algunos de los modos de fallo más comunes.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
82
Por ejemplo, no hemos encontrado con la información que disponemos ninguna tarea específica para evitar el atoramiento de las bombas con pulpa y otros elementos indeseables, por lo sería interesante incluir alguna tarea que incluyera la limpieza y el desatasco de la bomba.
4.2.5-Conclusiones finales del caso
Como resumen, las prácticas que podrían ayudar a mejorar la disponibilidad del equipo serían las siguientes:
• Estudiar el posible desarrollo de un nuevo plan de mantenimiento para cada equipo, eliminando las posibles deficiencias encontradas en el plan de mantenimiento anterior tanto en las tareas realizadas, como en la frecuencia de los trabajos.
• Estudiar la conveniencia de un programa de formación técnica específica para las bombas Metso Vasa HD-570, corrigiendo todos los posibles fallos detectados en la operación y mantenimiento de las bombas por parte de los operarios, así como concienciando al staff técnico de la importancia de cumplir con los plazos del mantenimiento preventivo programado.
• Revisar el estado de las hojas de instrucciones para cada uno de las revisiones de mantenimiento preventivo del plan maestro e implementación de un registro de las revisiones ya realizadas, por si pudieran ser mejoradas.
• Estudio de un plan de optimización para el tiempo de envío de las piezas de recambio y mejora del acceso a las herramientas necesarias para las revisiones.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
83
CAPÍTULO V- CONCLUSIONES
5.1-Mejoras introducidas en la metodología Al principio del presente proyecto, comentamos que uno de los objetivos del mismo era el de encontrar posibles mejoras en la metodología GAMM. Mientras se ha ido aplicando la metodología, se han encontrado algunas dificultades que se han intentado solucionar o minimizar. A continuación, se resumen los problemas que hemos encontrado en la metodología:
• El primero de ellos, es la confusión que puede producir generar los gráficos GAMM con todos los tipos de intervenciones (mecánicas o de EIC) juntos. Esto puede generar problemas para estimar la fiabilidad del conjunto, por lo que se han estudiado los casos desde el punto de vista general y desde el punto de vista específico de cada especialidad, con el fin de determinar de la manera más fiable posible la calidad del plan de mantenimiento aplicado.
• Por otra parte, para el presente proyecto hemos diferenciado el
mantenimiento preventivo programado (plan maestro) del mantenimiento preventivo no programado, diferenciación que no se hacía en la metodología original. Esto nos ha permitido estudiar de una manera más cómoda los intervalos de ejecución del plan maestro, y nos ha facilitado el análisis gráfico del mismo.
• También se han encontrado algunos casos que no están definidos en la
metodología del estimador de Nelson Aalen. Como hemos comentado anteriormente, esto ocurre cuando 2 intervenciones han tenido el MTBF, surgiendo la posibilidad de que 2 intervenciones con la misma diferencia de horas respecto a la intervención precedente tengan fiabilidades estimadas distintas. Se ha decidido solventar esta dificultad eligiendo la función de distribución de fallos mayor para todas las intervenciones con el mismo MTBF.
• Otro de los principales problemas con el que nos hemos encontrado, es el de los diferentes modos de fallo que tienen lugar en el equipo, y a las partes en los que afecta. Por ejemplo, en la bomba 33070-PP-001 no suele

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
84
fallar la instrumentación, mientras que la bomba ha tenido algunos fallos mecánicos.
• El realizar la metodología GAMM desde el punto de vista de todas las disciplinas puede hacer que no encuentren resultados fidedignos, pero no podemos olvidar que un fallo de una especialidad, puede generar el fallo de otra, por lo que no siempre se pueden aislar los sistemas desde el punto de vista de diferentes disciplinas. En el caso de la bomba 33070-PP-001 se ha decidido a realizar el análisis de la parte mecánica, debido a que la mayoría de los fallos provienen de esta disciplina.
• Otro de los problemas que tiene la metodología es la imposibilidad de representar de una forma correcta la tasa de fallo de los primeros instantes de funcionamiento de los equipos, por lo que curva de la bañera no puede ser representada, obviando por lo tanto la mortalidad infantil en los equipos.
• Por último, aunque en un principio hacen falta pocos datos para realizar la metodología, la calidad de estos debe ser fidedigna y completa, ya que si la descripción de las tareas no está clara, no se podrá determinar de una manera segura el tipo de intervención que se ha realizado desde el punto de vista de la disciplina o modo de mantenimiento (preventivo o correctivo).
5.2-Alcance de objetivos En relación a los objetivos planteados, se puede concluir que la herramienta gráfica propuesta, que corresponde a una modificación del diagrama de Nelson Aalen tradicional, representa una función de apoyo para la gestión de mantenimiento de corto y medio plazo, ya que proporciona información útil en cuanto a la confiabilidad y mantenibilidad de los equipos/ sistemas, al agregar nuevas variables de análisis al diagrama: Tipo de intervención, duración de la intervención y detención del equipo/sistema al momento de intervenir. Con esto se amplía el espectro de visualización, obteniendo nuevos parámetros de evaluación y determinando de manera gráfica fuentes de posibles mejoras. En el diagrama modificado se puede observar la tendencia de las intervenciones, que corresponde a la finalidad original del diagrama Nelson Aalen, la desviación en la frecuencia de intervenciones preventivas, función de supervivencia, eficiencia, impacto en la producción, calidad en la realización de los trabajos y calidad de operación y/o mantenimiento preventivo. Sin embargo, se debe

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
85
considerar estos dos últimos parámetros de análisis con una mayor atención, pues pueden haber más variables involucradas como: equipo en rodaje, problemas de diseño, falta de capacitación del personal, etc. De esta manera, extrayendo información del diagrama modificado se puede monitorear cualitativamente las actividades de mantenimiento implementadas y las implicaciones operacionales sobre la confiabilidad y mantenibilidad de los equipos, dentro del proceso de aplicación de una estrategia de mantenimiento definida. Con esta metodología se puede contestar a algunas de las 10 preguntas clásicas del mantenimiento, por ejemplo:
• Pregunta 1: “El número de intervenciones entre las intervenciones de mantenimiento preventivo” se puede contestar observando los gráficos números 1 y 2.
• Preguntas 2 y 3: “Si la ejecución del mantenimiento y de la operación del
equipo fueron correctas” puede ser contestada analizando el tiempo entre fallos MTBF y la fiabilidad (R) en el momento de la intervención. La idea principal es identificar si estos indicadores son normales (cercanos a la media de los MTBF con un nivel aceptable de fiabilidad).
• Pregunta 4: “La existencia de una tendencia es la escala de las
intervenciones” puede ser identificada a través de un análisis visual de los gráficos 1 e 2.
En general, las otras preguntas se pueden responder de manera parcial con el análisis de los gráficos del GAMM y algunos indicadores característicos del mantenimiento. Para asegurar el éxito en este análisis, es estrictamente necesario la experiencia y el conocimiento avanzado en mantenimiento industrial. Respecto de la aplicabilidad, se puede decir que se necesitan bases de datos relativamente simples para la elaboración del diagrama, considerando las variables involucradas: tiempo acumulado de la intervención, duración de la intervención y estado del equipo sistema durante la intervención; y utilizando herramientas comunes, como programación VBA en Excel, se puede generar un algoritmo sencillo para conseguir el gráfico de Nelson Aalen modificado. Así, se produce un mecanismo de obtención simple, de fácil interpretación y análisis. En resumen, podemos concluir que se trata de una herramienta potente y versátil en conjunción con otras metodologías de análisis, permitiéndonos conocer y mejorar la gestión del mantenimiento de cualquier equipo.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
86
5.3- Conclusiones personales
Mi opinión personal sobre la realización del presente proyecto no puede ser más positiva. La posibilidad de poder ejecutar una herramienta novedosa en la gestión de la planta donde he estado trabajando, me ha permitido adquirir una nueva visión sobre la misma, pudiendo aplicar los conocimientos de la ingeniería de fiabilidad a los problemas diarios del mantenimiento industrial.
Todos los comentarios realizados en este proyecto son obtenidos a través de un ejercicio académico bajo una metodología científica, fruto de mi estudio personal, por lo que los comentarios y resultados no han sido contrastados con la dirección técnica de la empresa. Por lo tanto, pido disculpas de antemano por si algún comentario pudiese haber sido erróneo.
No me gustaría terminar el proyecto sin agradecer toda la ayuda que me ha sido prestada a lo largo del proyecto, en especial a mi tutor en el mismo, D. Adolfo Crespo Márquez, y a todo el staff de mantenimiento de Cobre las Cruces. Muchas gracias a todos, sin vosotros, este proyecto no podría haber sido realizado.

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
87
CAPÍTULO VI-BIBLIOGRAFÍA
[1] L. Barberá, A. Crespo, V.González, R. Stegmaier, P.Viveros, “Análisis del gráfico Nelson-Aalen Modificado como soporte a la toma de decisiones en la gestión global del mantenimiento”. Revista Ingeniería y Gestión del Mantenimiento.
[2] L. Barberá, A. Crespo, R. Stegmaier, P.Viveros, “A case study of GAMM (graphical analysis for maintenance management) in the mining industry”. Reliability Engineering and System Safety 121 (2014) 113-120.
[3] L. Barberá, A. Crespo, R. Stegmaier, P.Viveros, “A case study of GAMM (graphical analysis for maintenance management) applied to water pumps in a sewage treatment plant, Chile”. Quality and Reliability Engineering International (DOI: 10.1002/qre.1549).
[4] L. Barberá, A. Crespo, P.Viveros, A. Arata “The graphical analysis for maintenance management method: A quantitative graphical analysis to support maintenance management decision making”. Quality and Reliability Engineering International (DOI: 10.1002/qre.1296).
[5] Arata, A. (2009). “Ingeniería y gestión de la confiabilidad operacional en plantas industriales”. 1º Ed. Santiago, Ril editores.
[6] Crespo Marquez, A. “The maintenance management framework: models and methods for complex systems maintenance”. Springer-Verlag London Limited. ISBN: 9781846288203 (2007).
[7] Nelson, W. “Hazard Plotting For Incomplete Failure Data, Journal of Quality Technology 1, pp. 27-52. (1969).
[8] Rausand, M. & Hoyland, A. “System Reliability Theory: Models, Statistical Methods, And Applications”. Wiley-Interscience, 644p. (2004).
[9] Arata, A. & Furlanetto, L. “Manual de Gestión de Activos y Mantenimiento”, c.4, p. 201-220. RIL Editores. (2005).
[10] Birolini A. “Reliability Engineering”. 5th ed. Springer Berlin Heidelberg NewYork. ISBN 978-3-540-49388-4. (2007).

Aplicación del Método GAMM en una planta industrial
Escuela Superior de Ingeniería de Sevilla
Antonio Ramón Caraballo García
88
[11] Crespo Márquez A., Gupta J. “Contemporary Maintenance Management. Process, Framework and Supporting Pillars”. Omega. The international journal of management science. 34(3). 325-338. (2006).
[12] Crespo Márquez, A., Moreu de León, P. y Sánchez Herguedas, A. “Ingeniería de mantenimiento. Técnicas y métodos de aplicación a la fase operativa de los equipos”, Editorial AENOR. (2004).
[13] Mobley, R. Keith. “Introduction to Predictive Maintenance”, Butterworth–Heinemann, 2nd Edition, ISBN 0-7506753- 1-4. (2002).
[14] Nicholas, J., and Young, R. Keith. “Predictive Maintenance Management”, Maintenance Quality Systems LLC, 1st Edition, ISBN 0-9719801-3-6. (2003).
[15] A. Crespo, P. Moreu, J. Gómez, C. Parra, V. González Díaz. “The maintenance management framework: A practical view to maintenance management.” Taylor & Francis Group, London, ISBN 978-0-415- 48513-5. (2009).
[16] Crespo Márquez A, Ignizio J, Gupta J, “Improving Preventive Maintenance Scheduling In Semiconductor Fabrication Facilities”. Production Planning and Control. 17(7), 742-754. (2005).
[17] Yañez M Joglar F, Modarres M, “Generalized Renewal Process for analysis of Repairable Systems with limited failure experience”. Reliability Engineering and System Safety 77, 167-180. (2002).