Embed Size (px)
Citation preview
ANNEXURE – I
COMPANY PROFILE OF ENVISAFE
ENVIRONMENT CONSULTANTS
ANNEXURE –I
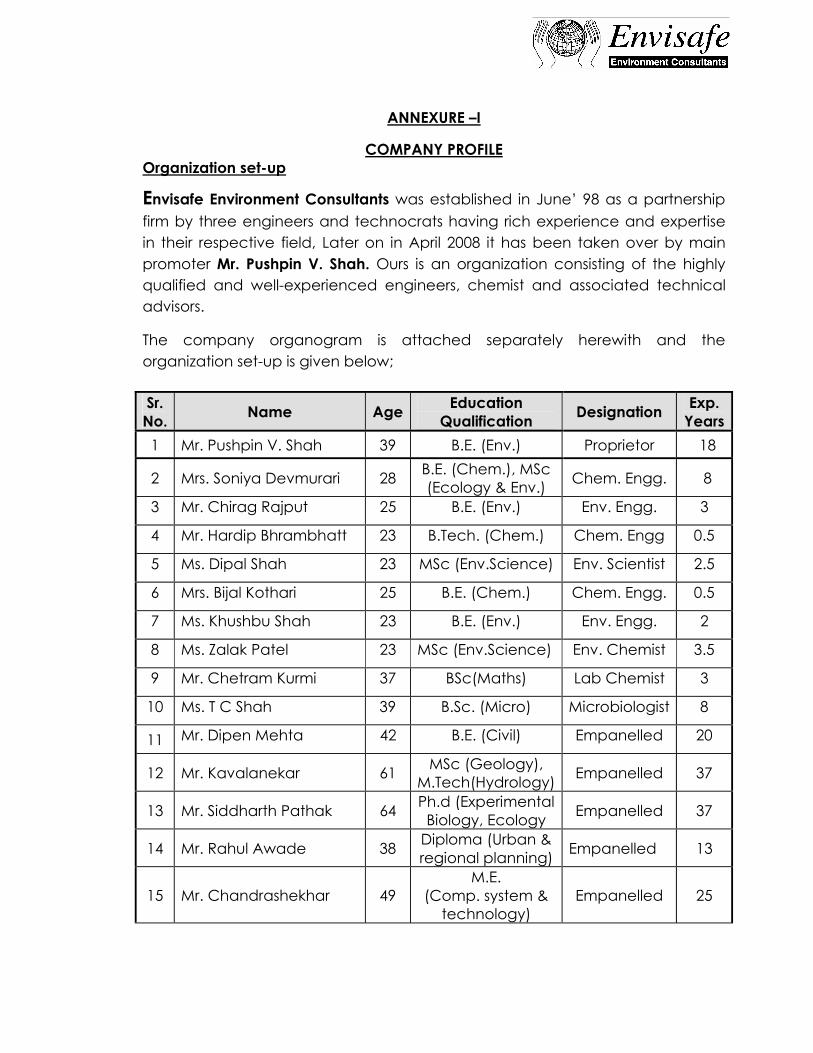
COMPANY PROFILE Organization set-up
Envisafe Environment Consultants was established in June’ 98 as a partnership firm by three engineers and technocrats having rich experience and expertise in their respective field, Later on in April 2008 it has been taken over by main promoter Mr. Pushpin V. Shah. Ours is an organization consisting of the highly qualified and well-experienced engineers, chemist and associated technical advisors.
The company organogram is attached separately herewith and the organization set-up is given below; Sr. No. Name Age Education
Qualification Designation Exp. Years
1 Mr. Pushpin V. Shah 39 B.E. (Env.) Proprietor 18
2 Mrs. Soniya Devmurari 28 B.E. (Chem.), MSc (Ecology & Env.) Chem. Engg. 8
3 Mr. Chirag Rajput 25 B.E. (Env.) Env. Engg. 3
4 Mr. Hardip Bhrambhatt 23 B.Tech. (Chem.) Chem. Engg 0.5
5 Ms. Dipal Shah 23 MSc (Env.Science) Env. Scientist 2.5
6 Mrs. Bijal Kothari 25 B.E. (Chem.) Chem. Engg. 0.5
7 Ms. Khushbu Shah 23 B.E. (Env.) Env. Engg. 2
8 Ms. Zalak Patel 23 MSc (Env.Science) Env. Chemist 3.5
9 Mr. Chetram Kurmi 37 BSc(Maths) Lab Chemist 3
10 Ms. T C Shah 39 B.Sc. (Micro) Microbiologist 8
11 Mr. Dipen Mehta 42 B.E. (Civil) Empanelled 20
12 Mr. Kavalanekar 61 MSc (Geology), M.Tech(Hydrology) Empanelled 37
13 Mr. Siddharth Pathak 64 Ph.d (Experimental Biology, Ecology Empanelled 37
14 Mr. Rahul Awade 38 Diploma (Urban & regional planning) Empanelled 13
15 Mr. Chandrashekhar 49 M.E.
(Comp. system & technology)
Empanelled 25

Office & Laboratory Setup:
We own our building admeasuring 1300 Sq.Fts. and located in the heart of the city Ahmedabad for the set-up of office-cum-laboratory. Our office is well furnished, computerized and equipped with all the necessary modern communication facilities. Our laboratory is equipped with all required instruments, equipment and library to render services in the field of environmental auditing, consulting, monitoring and analysis. List of laboratory & monitoring equipments are as below:
Laboratory Equipments
Sr.No. Name of Instrument Manufacturer/Make Type/Model
1. Single Pan Balance Shimadzu Electrical, AX200
2. pH Meter Systronics 335
3. Spectrophotometer meter Systronics
Micro controller based visiscan
167
4. Nephlometer (Turbidity Meter) EI Products Digital, 341 E
5. TDS-Conductivity Meter Chemiline Digital, Cl-210
6. BOD Incubator Remi CI-6S
7. COD Digestion Apparatus Spectralab Air Consensor,
2015 8. Muffle Furnace Erection & Instru. Engrs. --
9. Hot Air Oven YORCO YSI-930
10. Hot Plate Kumar KI-21-01
11. Heating Mantle – 2 Nos. Jaymet --
12. Distillation Apparatus – 2 Nos. Borosil --
13. Magnetic Stirrer Remi MS-500
14. Vacuum Pump Parag HL-100-II
15. Microscope Almicro 6 BI
16. Refrigerator Samsung 165 lit.

Monitoring Equipments
Sr.No. Name of Instrument Manufacturer/Make Type/Model
1. High Volume Air Sampler Envirotech APM-415
2. High Volume Air Sampler Yash Engr. NWB-21B
3. High Volume Air Sampler Yash Engr. NWB-21B
4. Respirable Dust Sampler Envirotech APM-460 BL
5. Stack Sampler Envirotech VSS1
6. Stack Sampler Envirotech SMK-620
7. Stack Velocity Monitor Envirotech SMK-602
8. Handy Sampler Envirotech APM-821
9. Handy Sampler Technovation AS2
10. Sound Level Meter LT Lutron Digital SL-4013
11. Anemometer (Cup Counter) Lawrence & Mayo Manual
12. Wind Wane Lawrence & Mayo Manual
We have established following instruments at our Ahmedabad laboratory to conduct pilot scale treatability study on industrial effluent. Sr.No. Name of Instrument Make & Model
1. Jar apparatus / Flocculator Erection & Instru. Engrs.
2. Anaerobic Digester Model FRP Drum with Stirrer (Fabricated)
3. Aerobic (ASP) Treatment Model Acrylic Sheet (Fabricated)
Environmental Services:
We are prepared and confident to render the following services in the field of environmental engineering,
New project consultancy for Environmental Management System. Carrying out Environmental Impact Assessment (EIA) Study for the proposed
industrial activity and preparing EIA & EMP reports. Designing and executing turnkey project of Effluent Treatment Plant (ETP),
Solid & Liquid Waste Incinerator and Air Pollution Control Equipment Environmental Audit as per the order and guidelines of Honorable High Court
of Gujarat and GPCB. Process study to reduce the pollution at source and to reuse / recycle
effluent. Preparing adequacy and efficacy report on Environmental management
System. Conducting laboratory scale experiments to study treatability of industrial
effluent and preparing Treatability report. Preparing Feasibility report on the Effluent Treatment Plant. Performance study of existing pollution control facility and suggesting
scheme for the optimization of the facility. Monitoring and analysis of Water, Wastewater, Air Pollution (Stack &
Ambient) and Solid Waste. Monitoring and analysis of Work Area Environment and filling-up Form-37 as
per the requirements under Factory Act-1948 and Gujarat Factory Rules. Operation and Supervision contracts of ETP. Technical consultation & assistance to ensure & assure complete Environ-
Legal compliance including liaison with statutory bodies in order to get the required permits, clearances & consents.
Aim:
Our approach is focusing on source of pollution to control the generation rather
than end-of-pipe treatment and convert the liability of pollution control into an
asset. We believe in providing techno-economical solution for the pollution
related problems to the fullest satisfaction of the client. We also commit to
provide best technical consultation & assistance for the complete enviro-legal
compliance in order to eliminate the phobia of statutory requisite.

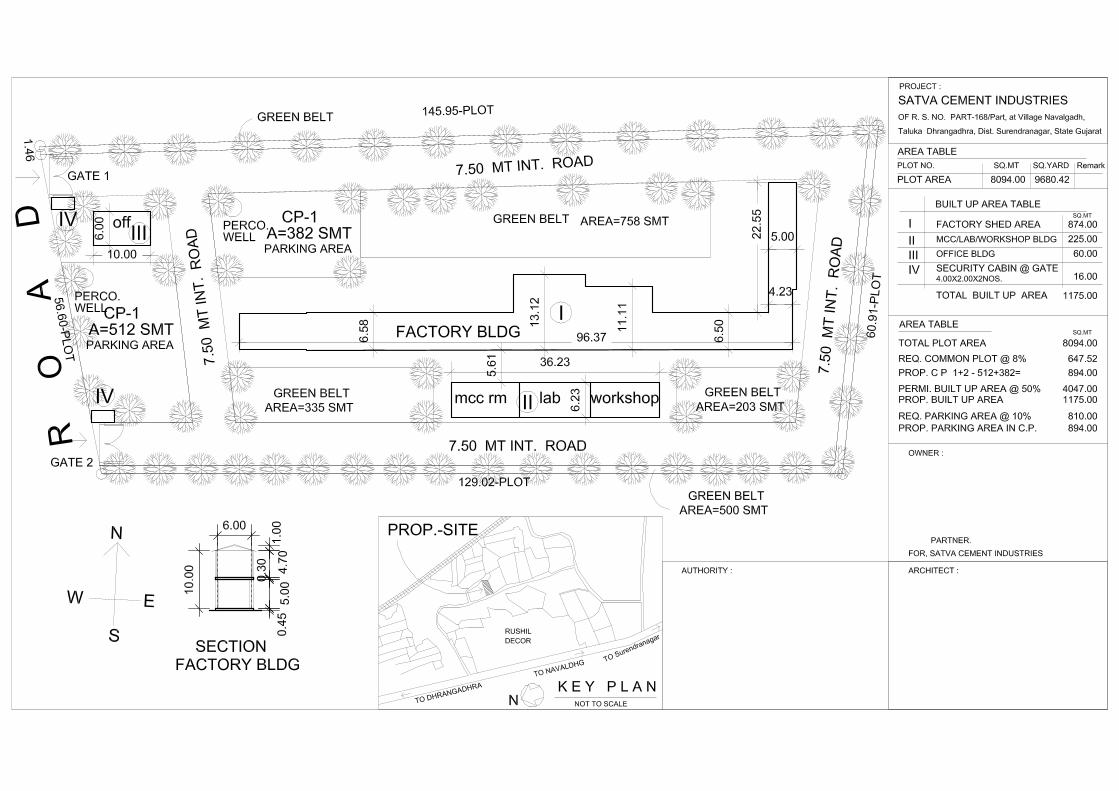
ANNEXURE – II
COPY OF FACTORY LAYOUT PLAN
ANNEXURE – IV
NATIONAL AMBIENT AIR QUALITY
STANDARDS
___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
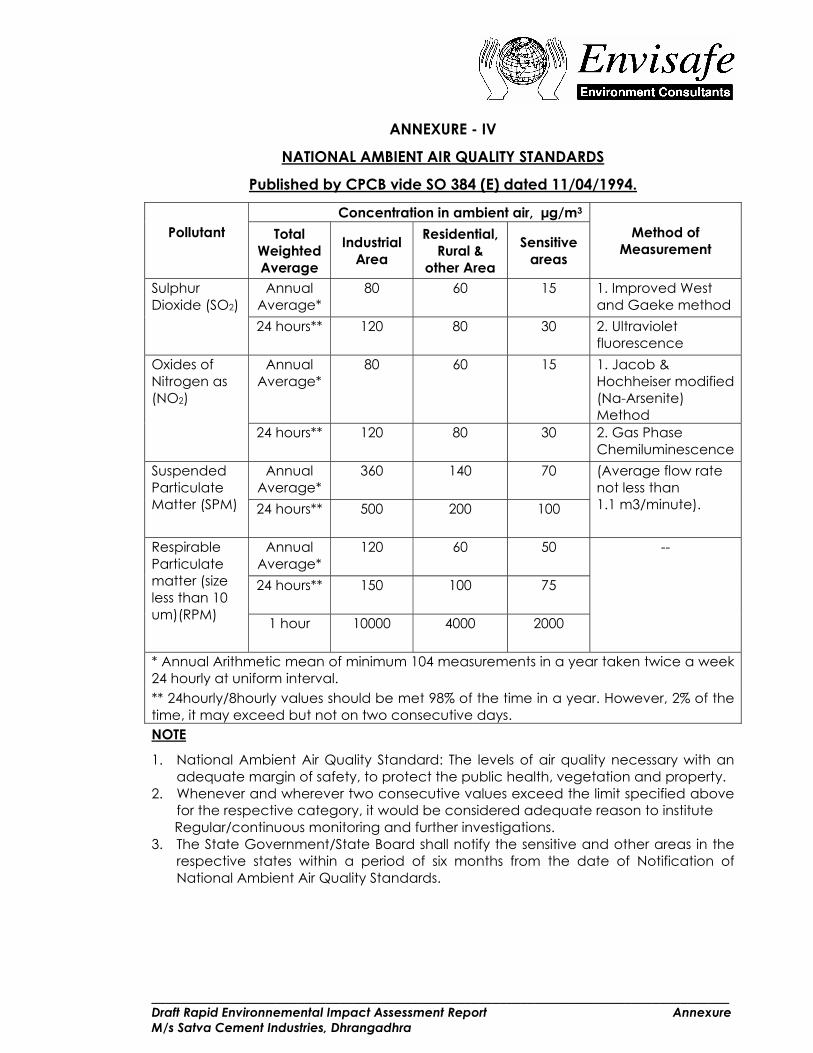
ANNEXURE - IV
NATIONAL AMBIENT AIR QUALITY STANDARDS
Published by CPCB vide SO 384 (E) dated 11/04/1994.
Concentration in ambient air, µg/m3 Pollutant
Total Weighted Average
Industrial Area
Residential, Rural &
other Area
Sensitive areas
Method of Measurement
Annual Average*
80 60 15 1. Improved West and Gaeke method
Sulphur Dioxide (SO2)
24 hours** 120 80 30 2. Ultraviolet fluorescence
Annual Average*
80 60 15 1. Jacob & Hochheiser modified (Na-Arsenite) Method
Oxides of Nitrogen as (NO2)
24 hours** 120 80 30 2. Gas Phase Chemiluminescence
Annual Average*
360 140 70 Suspended Particulate Matter (SPM) 24 hours** 500 200 100
(Average flow rate not less than 1.1 m3/minute).
Annual Average*
120 60 50
24 hours** 150 100 75
Respirable Particulate matter (size less than 10 um)(RPM) 1 hour 10000 4000 2000
--
* Annual Arithmetic mean of minimum 104 measurements in a year taken twice a week 24 hourly at uniform interval. ** 24hourly/8hourly values should be met 98% of the time in a year. However, 2% of the time, it may exceed but not on two consecutive days. NOTE
1. National Ambient Air Quality Standard: The levels of air quality necessary with an adequate margin of safety, to protect the public health, vegetation and property.
2. Whenever and wherever two consecutive values exceed the limit specified above for the respective category, it would be considered adequate reason to institute
Regular/continuous monitoring and further investigations. 3. The State Government/State Board shall notify the sensitive and other areas in the
respective states within a period of six months from the date of Notification of National Ambient Air Quality Standards.

___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
NATIONAL AMBIENT AIR QUALITY STANDARDS
Published By MOEF, New Delhi Vide G.S.R. 826 (E), Dated 16/11/2009.
Published By CPCB, New Delhi Vide 25016/20/50/7/CI-L, Dated 18/11/2009.
Concentration in ambient air, µg/m3
Pollutant
Total Weighted Average
Industrial, Residential, Rural
& other Area
Ecologically Sensitive
areas
Method of Measurement
Annual Average* 50 20
1. Improved West and Gaeke method
Sulphur Dioxide (SO2)
24 hours** 80 80 2. Ultraviolet fluorescence
Annual Average* 40 30
1. Jacob & Hochheiser modified (Na-Arsenite) Method
Oxides of Nitrogen as (NO2)
24 hours** 80 80 2. Gas Phase Chemiluminescence
Annual Average* 60 60
Particulate Matter (Size less than 10µm) or PM10
24 hours** 100 100
1. Gravimetric 2. TOEM 3. Beta Attenuation
Annual Average* 40 40
Particulate Matter (Size less than 2.5µm) or PM2.5
24 hours** 60 60
1. Gravimetric 2. TOEM 3. Beta Attenuation
8 hours** 100 100 Ozone (O3)
1 hours** 180 180
1. UV photometric 2. Chemiluminescence 3. Chemical Method
Annual Average* 0.5 0.5
Lead (Pb) 24 hours** 1.0 1.0
1. AAS/ICP method after sampling on EPM 2000 or equivalent filter paper
2. ED-XRF using Teflon Filter
8 hours** 02 02 Carbon Monoxide (CO) 1 hours** 04 04
1. Non Dispersive Infrared (NDIR)
spectroscopy
Ammonia (NH3)
Annual Average* 100 100 1. Chemiluminescence
2. Indophenol blue

___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
Concentration in ambient air, µg/m3
Pollutant
Total Weighted Average
Industrial, Residential, Rural
& other Area
Ecologically Sensitive
areas
Method of Measurement
24 hours** 400 400 method
Benzene (C6H6)
Annual Average* 05 05
1. Gas Chromatography based continuous analyzer
2. Adsorption & Desorption followed by GC analysis
Benzol a Pyrene(BaP)-Particulate phase only
Annual Average* 01 01
1. Solvent extraction followed by HPLC/GC analysis
Arsenic (As) Annual Average* 06 06
1. AAS/ICP method after sampling on EPM 2000 or equivalent filter paper
Nickel (Ni) Annual Average* 20 20
1. AAS/ICP method after sampling on EPM 2000 or equivalent filter paper
* Annual Arithmetic mean of minimum 104 measurements in a year taken twice a week 24 hourly at uniform interval. ** 24 hourly/8 hourly/1hourly monitored values should be met 98% of the time in a year. However, 2% of the time, it may exceed but not on two consecutive days. NOTE Whenever and wherever two consecutive values exceed the limit specified above for the respective category, it would be considered adequate reason to institute Regular/continuous monitoring and further investigations.

ANNEXURE – V
DRINKING WATER STANDARDS

___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
ANNEXURE-V
DRINKING WATER STANDARDS : IS-10500
Sr. No. Parameters Desirable Limit
Maximum Permissible Limit In
Absence of Alternate Source
Remarks
1 Alkalinity (as CaCO3), 200 600 ---
2 Aluminum (as Al) 0.03 0.02
3 Anionic Detergents (as MBAS)
0.2 1 To be tested when pollution is suspected
4 Arsenic (as As) 0.05 No relaxation To be tested when
pollution is suspected
5 Boron (as B) 1 5 ---
6 Colour, Hazen unit 5 25
Extended up to 50 only if toxic substances are
not suspected in absence of alternate
Source.
7 Chlorides (as Cl-) 250 1000 ---
8 Calcium (as Ca) 75 200 ---
9 Copper (as Cu) 0.05 1.5 ---
10 Cadmium (as Cd) 0.01 No relaxation To be tested when
pollution is suspected
11 Cyanide (as CN) 0.05 No relaxation To be tested when
pollution is suspected
12 Chromium (as Cr+6) 0.05 No relaxation To be tested when
pollution is suspected
13 Dissolved Solids 500 2000 ---
14 Fluoride (as F) 1.0 1.5
Low fluoride levels are linked with dental
caries. Above 1.5 it may cause fluorosis.
15 Iron (as Fe) 0.3 1 ---
16 Lead (as Pb) 0.05 No relaxation
To be tested when pollution
plumbosolvency is suspected
___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
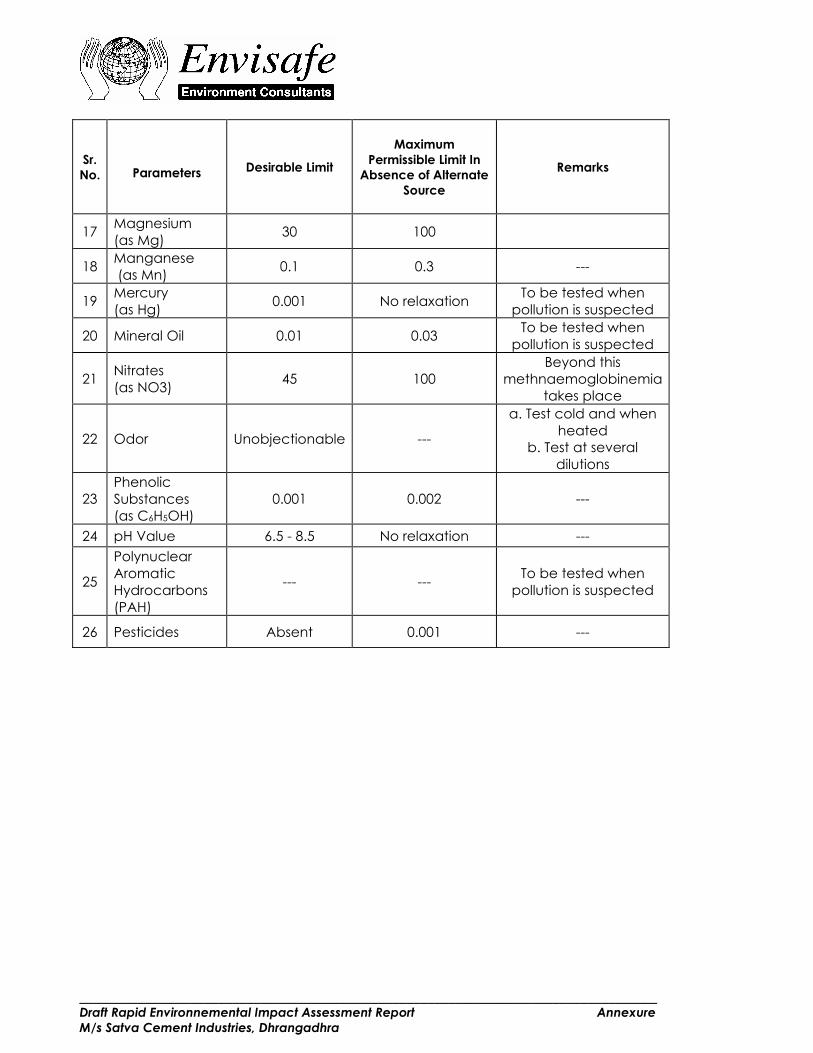
Sr. No. Parameters Desirable Limit
Maximum Permissible Limit In
Absence of Alternate Source
Remarks
17 Magnesium (as Mg) 30 100
18 Manganese (as Mn) 0.1 0.3 ---
19 Mercury (as Hg) 0.001 No relaxation To be tested when
pollution is suspected
20 Mineral Oil 0.01 0.03 To be tested when pollution is suspected
21 Nitrates (as NO3) 45 100
Beyond this methnaemoglobinemia
takes place
22 Odor Unobjectionable ---
a. Test cold and when heated
b. Test at several dilutions
23 Phenolic Substances (as C6H5OH)
0.001 0.002 ---
24 pH Value 6.5 - 8.5 No relaxation ---
25
Polynuclear Aromatic Hydrocarbons (PAH)
--- --- To be tested when pollution is suspected
26 Pesticides Absent 0.001 ---

ANNEXURE - VI
NOISE LEVEL STANDARDS
___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
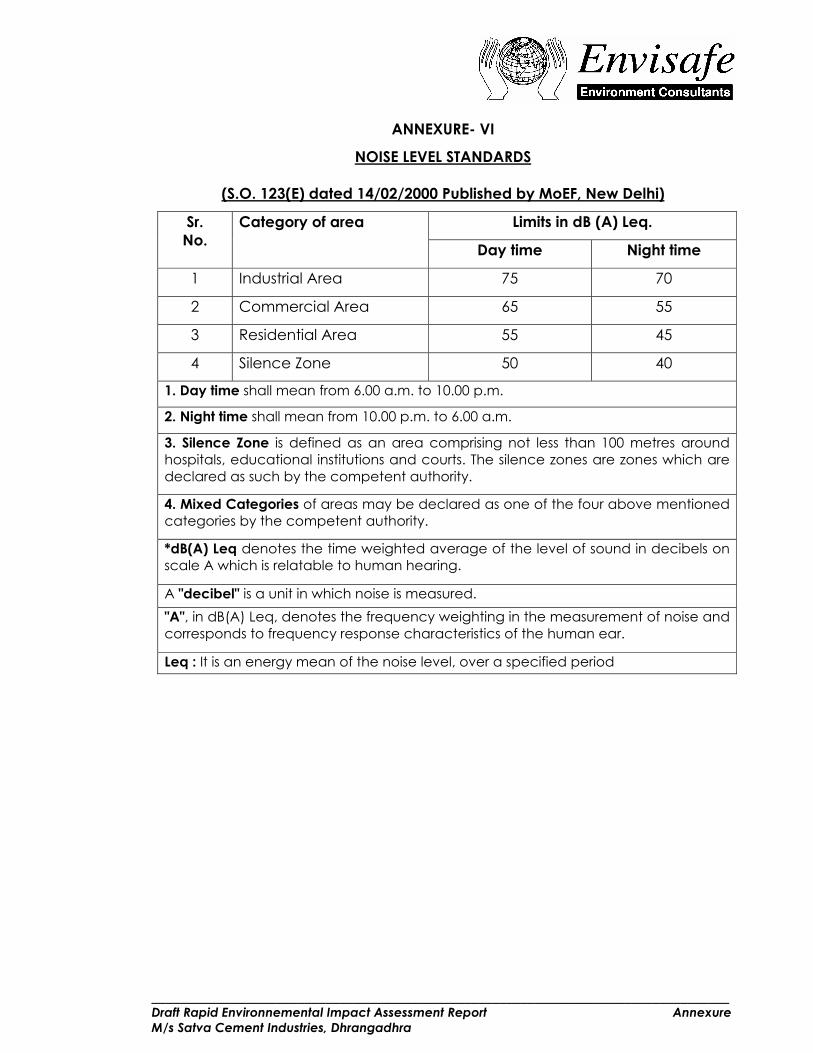
ANNEXURE- VI
NOISE LEVEL STANDARDS
(S.O. 123(E) dated 14/02/2000 Published by MoEF, New Delhi)
Limits in dB (A) Leq. Sr. No.
Category of area
Day time Night time
1 Industrial Area 75 70
2 Commercial Area 65 55
3 Residential Area 55 45
4 Silence Zone 50 40
1. Day time shall mean from 6.00 a.m. to 10.00 p.m.
2. Night time shall mean from 10.00 p.m. to 6.00 a.m.
3. Silence Zone is defined as an area comprising not less than 100 metres around hospitals, educational institutions and courts. The silence zones are zones which are declared as such by the competent authority.
4. Mixed Categories of areas may be declared as one of the four above mentioned categories by the competent authority.
*dB(A) Leq denotes the time weighted average of the level of sound in decibels on scale A which is relatable to human hearing.
A "decibel" is a unit in which noise is measured. "A", in dB(A) Leq, denotes the frequency weighting in the measurement of noise and corresponds to frequency response characteristics of the human ear.
Leq : It is an energy mean of the noise level, over a specified period

___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
DAMAGE RISK CRITERIA FOR HEARING LOSS Prescribed by: Occupational Safety and Health Administration
(OSHA)
Maximum Allowable Duration per Day (hr.)
Noise level dBA, Slow response
8 90
6 92
4 95
3 97
2 100
1.5 102
1 105
0.5 110
0.25 or less 115
ANNEXURE - VII
ACTION PLAN FOR PROPOSED
ACTIVITIES TO COMPLY WITH THE
CREP GUIDELINES ISSUED BY THE
CPCB FOR CEMENT SECTOR
___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
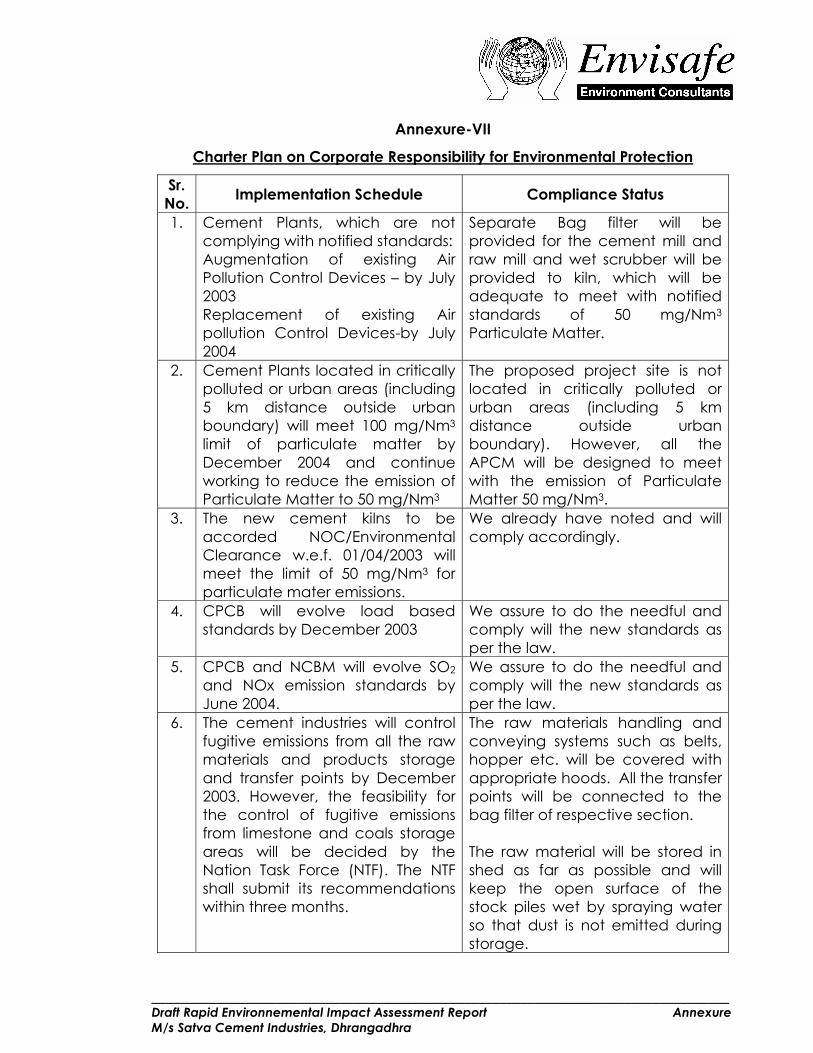
Annexure-VII
Charter Plan on Corporate Responsibility for Environmental Protection
Sr. No. Implementation Schedule Compliance Status
1. Cement Plants, which are not complying with notified standards: Augmentation of existing Air Pollution Control Devices – by July 2003 Replacement of existing Air pollution Control Devices-by July 2004
Separate Bag filter will be provided for the cement mill and raw mill and wet scrubber will be provided to kiln, which will be adequate to meet with notified standards of 50 mg/Nm3
Particulate Matter.
2. Cement Plants located in critically polluted or urban areas (including 5 km distance outside urban boundary) will meet 100 mg/Nm3 limit of particulate matter by December 2004 and continue working to reduce the emission of Particulate Matter to 50 mg/Nm3
The proposed project site is not located in critically polluted or urban areas (including 5 km distance outside urban boundary). However, all the APCM will be designed to meet with the emission of Particulate Matter 50 mg/Nm3.
3. The new cement kilns to be accorded NOC/Environmental Clearance w.e.f. 01/04/2003 will meet the limit of 50 mg/Nm3 for particulate mater emissions.
We already have noted and will comply accordingly.
4. CPCB will evolve load based standards by December 2003
We assure to do the needful and comply will the new standards as per the law.
5. CPCB and NCBM will evolve SO2 and NOx emission standards by June 2004.
We assure to do the needful and comply will the new standards as per the law.
6. The cement industries will control fugitive emissions from all the raw materials and products storage and transfer points by December 2003. However, the feasibility for the control of fugitive emissions from limestone and coals storage areas will be decided by the Nation Task Force (NTF). The NTF shall submit its recommendations within three months.
The raw materials handling and conveying systems such as belts, hopper etc. will be covered with appropriate hoods. All the transfer points will be connected to the bag filter of respective section. The raw material will be stored in shed as far as possible and will keep the open surface of the stock piles wet by spraying water so that dust is not emitted during storage.

___________________________________________________________________________________ Draft Rapid Environnemental Impact Assessment Report Annexure M/s Satva Cement Industries, Dhrangadhra
Sr. No. Implementation Schedule Compliance Status
7. CPCB, NCBM, BIS and oil refineries will jointly prepare the policy on use of petroleum coke as fuel in cement kiln by July 2003.
We will also use the coke as fuel along with the coal.
8. After performance evaluation of various types of continuous monitoring equipment and feed back from the industries and equipment manufacturers, NTF will decide feasible unit operations/sections for installation of continuous monitoring equipment. The industry will install the continuous monitoring systems (SMS) by December 2003.
We will be conducting monitoring of all the stack emission monthly through GPCB approved laboratory /consultant.
9. Tripping in kiln ESP to be minimized by July 2003 as per the recommendation of NTF.
Instead of ESP, we are going to install wet scrubber for the Vertical Shat Kiln.
10. Industries will submit the target date to enhance the utilization of waste material by April 2003.
We are ready to use waste material as recommended by the authority.
11. NCBM will carry out a study on hazardous waste utilization in cement kiln by December 2003.
We are ready to follow and observe the suggestions & recommendation made by NCBM in this regards.
12. Cement industries will carry out feasibility study and submit target dates to CPCB for co-generation of power by July 2003.
Ours is the small scale industry and power requirement will be satisfied by GEB. However we will explore such opportunity of co-generation of power if technologies are feasible and economical.

ANNEXURE - VIII
ADEQUACY CERTIFICATE

DESIGN & ADEQUACY REPORT OF
AIR POLLUTION CONTROL MEASURES
FOR
M/S. SATVA CEMENT INDUSTRIES
R.S. No: 168/Part, Village: Navalgadh, Ta: Dhrangadhra, Dist: Surendranagar, Gujarat.
Prepared By
22 - Sapnay, Opp. Suvidha Shopping Centre,
Paldi, Ahmedabad – 380 007. Tele/Fax: (079) 26650473, 26650878
August, 2010

LIST OF CONTENTS
SR. NO. DESCRIPTION PAGE NO.
1.0 OVERVIEW 1
2.0 SOURCES OF AIR POLLUTION AND CONTROL MEASURES 1-3
2.1 WATER SCRUBBER 2
2.2 BAG FILTER 2
3.0 DESIGNING OF AIR POLLUTION CONTROL MEASURES 3-5
3.1 WATER SCRUBBER 3
3.2 BAG FILTER 4
4.0 DESCRIPTION OF COMPONENTS 5-7
4.1 WATER SCRUBBER 5
4.2 BAG FILTER 6
5.0 CONCLUSION 7
FIGURE-1 SCHEMATIC PROCESS FLOW DIAGRAM WITH APCM 8
____________________________________________________________________ Design & Adequacy Report of APCE Page 1 of 8 M/s. Satva Cement Industries, Dhrangadhra.
1.0 OVERVIEW: M/s. Satva Cement Industries is a proposed small scale unit to be located at
R.S. No. 168/P of Village Navalgadh in Dhrangadhra Taluka of Surendranagar
District and will be engaged in manufacturing of Portland Cement (Pozzolana
& Ordinary) with the installed capacity of 3000 MT/Month.
The unit proposes to install the adequate air pollution control measures to
control dust emission from various sources during the manufacturing of
Portland Cement and hence in this regards he has assigned responsibility to
M/s. Envisafe Environmental Consultants, Ahmedabad with the specific scope
as given below;
To study and evaluate the manufacturing process and to identify
potential source of pollution.
To work out pollution load particularly dust emission likely to be generated
from the various industrial activity.
To suggest and design adequate air pollution control measures in order to
achieve the emission norms of GPCB.
2.0 SOURCES OF AIR POLLUTION & CONTROL MEASURES:
The unit proposes to adopt dry process technology based on Vertical Shaft Kiln
for the manufacturing Portland cement. The primary sources of emission
involve three main operating sections in the cement plant, which are
summarized in following texts.
Vertical Shaft Kiln: Waste Gas and Flue gases due to combustion of fossil
fuel
Raw Mill: The raw mill will be used to grind lime stone in order that it can
be used as kiln feed. The dust will be generated during the grinding of
lime stone and form various conveyance and transfer points.
Cement Mill: Like raw mill, cement mill will be another operation which will
generate considerable amount of dust during Clinker grinding and from
various conveyance and transfer points.

____________________________________________________________________ Design & Adequacy Report of APCE Page 2 of 8 M/s. Satva Cement Industries, Dhrangadhra.
Many types of equipments are used to control dust emission in cement
industry. The criteria for the selection of Air Pollution Control Equipments in
cement industry are as follow:
Size of Dust Particles
Flue Gas Characteristic
Collection Efficiency
Emission Standards
Techno Economic Feasibility of Air Pollution Control Equipments
Considering all the above factors, the air pollution control equipments for the
proposed unit have been selected. It is suggested to provide Water Scrubber
as an air pollutant control measure for Vertical Shaft Kiln and individual Bag
Filter for Raw Mill section and Cement Mill section. The working principle of
proposed air pollution control measures are described here below.
2.1 Water Scrubber:
One of the simplest devices for wet collection of particulate is the circular or
rectangular spray towers. The polluted gas flows upward and the particles
colloids with liquid droplets produced by suitable nozzles located across the
flow passage.
A mist eliminator is usually placed at the top of the tower to remove both
excess clean water droplets and dirty droplets which are very small and thus
are carried upward by the gas flow. The water is sprayed from the top of the
chamber and the polluted gas flows horizontally across the chamber. The
particulate is captured by inertial impingement or diffusion and the resulting
larger droplets fall to the bottom by gravity settling.
2.2 Bag Filter:
The bag filter is made of a metallic housing designed for continuous operation
and automatic cleaning.
The dirty gas enters through the collector in the bottom part of the body,
being sent to the baffle, where the heavier particle is separated and the
____________________________________________________________________ Design & Adequacy Report of APCE Page 3 of 8 M/s. Satva Cement Industries, Dhrangadhra.
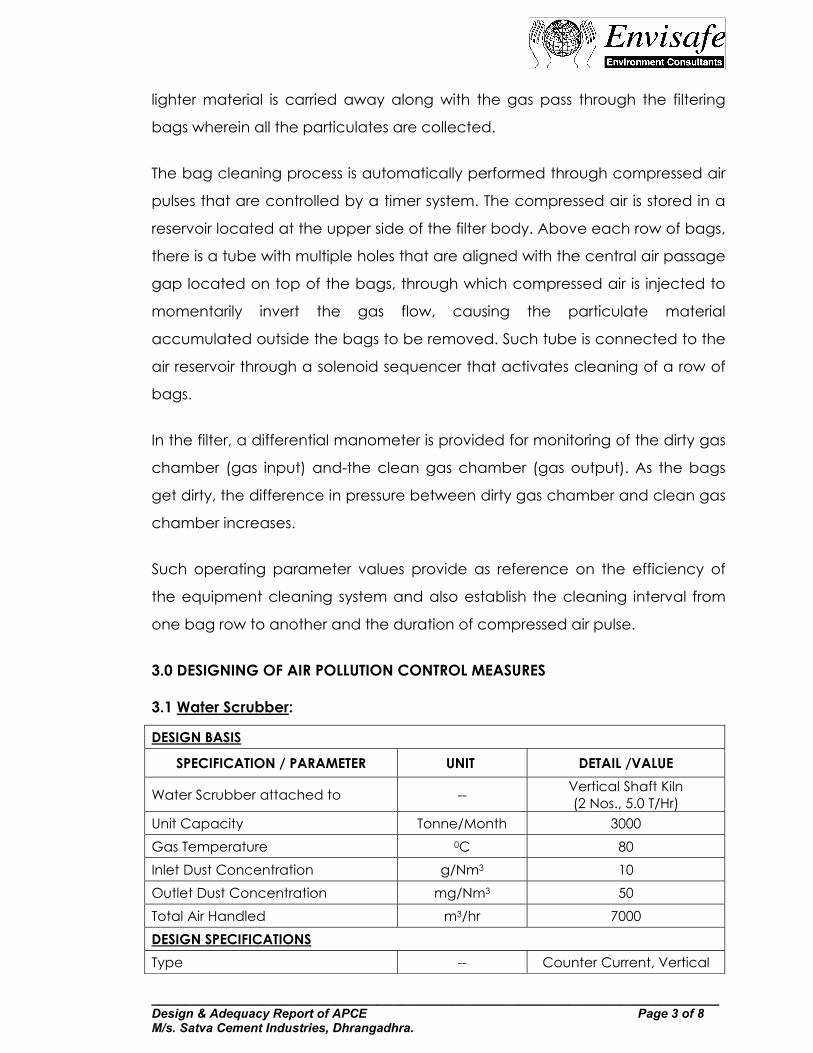
lighter material is carried away along with the gas pass through the filtering
bags wherein all the particulates are collected.
The bag cleaning process is automatically performed through compressed air
pulses that are controlled by a timer system. The compressed air is stored in a
reservoir located at the upper side of the filter body. Above each row of bags,
there is a tube with multiple holes that are aligned with the central air passage
gap located on top of the bags, through which compressed air is injected to
momentarily invert the gas flow, causing the particulate material
accumulated outside the bags to be removed. Such tube is connected to the
air reservoir through a solenoid sequencer that activates cleaning of a row of
bags.
In the filter, a differential manometer is provided for monitoring of the dirty gas
chamber (gas input) and-the clean gas chamber (gas output). As the bags
get dirty, the difference in pressure between dirty gas chamber and clean gas
chamber increases.
Such operating parameter values provide as reference on the efficiency of
the equipment cleaning system and also establish the cleaning interval from
one bag row to another and the duration of compressed air pulse.
3.0 DESIGNING OF AIR POLLUTION CONTROL MEASURES 3.1 Water Scrubber:
DESIGN BASIS
SPECIFICATION / PARAMETER UNIT DETAIL /VALUE
Water Scrubber attached to -- Vertical Shaft Kiln (2 Nos., 5.0 T/Hr)
Unit Capacity Tonne/Month 3000 Gas Temperature 0C 80 Inlet Dust Concentration g/Nm3 10 Outlet Dust Concentration mg/Nm3 50 Total Air Handled m3/hr 7000 DESIGN SPECIFICATIONS Type -- Counter Current, Vertical
____________________________________________________________________ Design & Adequacy Report of APCE Page 4 of 8 M/s. Satva Cement Industries, Dhrangadhra.
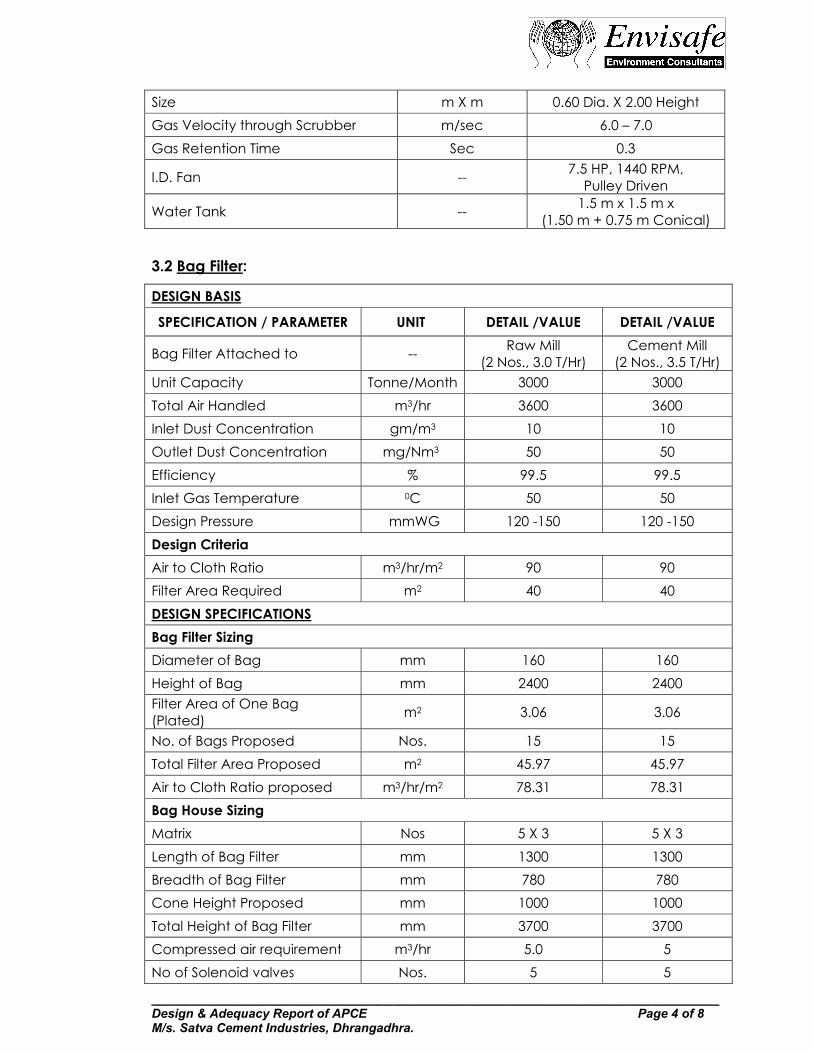
Size m X m 0.60 Dia. X 2.00 Height Gas Velocity through Scrubber m/sec 6.0 – 7.0 Gas Retention Time Sec 0.3
I.D. Fan -- 7.5 HP, 1440 RPM, Pulley Driven
Water Tank -- 1.5 m x 1.5 m x (1.50 m + 0.75 m Conical)
3.2 Bag Filter:
DESIGN BASIS
SPECIFICATION / PARAMETER UNIT DETAIL /VALUE DETAIL /VALUE
Bag Filter Attached to -- Raw Mill (2 Nos., 3.0 T/Hr)
Cement Mill (2 Nos., 3.5 T/Hr)
Unit Capacity Tonne/Month 3000 3000 Total Air Handled m3/hr 3600 3600 Inlet Dust Concentration gm/m3 10 10 Outlet Dust Concentration mg/Nm3 50 50 Efficiency % 99.5 99.5 Inlet Gas Temperature 0C 50 50 Design Pressure mmWG 120 -150 120 -150 Design Criteria
Air to Cloth Ratio m3/hr/m2 90 90 Filter Area Required m2 40 40 DESIGN SPECIFICATIONS Bag Filter Sizing Diameter of Bag mm 160 160 Height of Bag mm 2400 2400 Filter Area of One Bag (Plated) m2 3.06 3.06
No. of Bags Proposed Nos. 15 15 Total Filter Area Proposed m2 45.97 45.97 Air to Cloth Ratio proposed m3/hr/m2 78.31 78.31 Bag House Sizing Matrix Nos 5 X 3 5 X 3 Length of Bag Filter mm 1300 1300 Breadth of Bag Filter mm 780 780 Cone Height Proposed mm 1000 1000 Total Height of Bag Filter mm 3700 3700 Compressed air requirement m3/hr 5.0 5 No of Solenoid valves Nos. 5 5

____________________________________________________________________ Design & Adequacy Report of APCE Page 5 of 8 M/s. Satva Cement Industries, Dhrangadhra.
Material of Construction -- MS-EP MS-EP General Specifications Type of Bag Filter -- Pulse Jet Pulse Jet Type of Dust Handled -- Raw Mill Dust Cement Dust Cleaning Time Sec 0.5 0.5 Cleaning Cycle Sec 5-120 Continuously Adjustable
Type / Material of Bag fabric -- Polyester non-woven needle felt with antistatic and anti-adhesive treated
Bag Cleaning Mechanism -- Solid state timer controlled pulse jet cleaning by compressed air at the
pressure of 6-7 Kg/cm2 Details of Stack Material of Construction of Stack -- MS MS
Stack Height m 20 20 Stack Diameter m 0.5 0.5 4.0 DESCRIPTION OF COMPONENT 4.1 Water Scrubber:
Swinging Inlet Damper:
This is the inlet portion of Water Scrubber, from which dirty gas enters into the
Water Scrubber. After entering into vertical cylinder its flows counter currently
into upward direction.
Spray Manifold:
The water as a scrubbing media is introduced through an axially located
multiple nozzle, which is called Spray Manifold, which throws the water radially
outward across the spiraling gas flow. If there is enough height above the
spray region, the upper section of the cylinder can act as demister, obviating
the need for further demister equipment at the outlet.
Straightening Vanes:
This is the outlet portion of the Water Scrubber from which cleaned gas passes
into the stack for dispersion into the atmosphere.

____________________________________________________________________ Design & Adequacy Report of APCE Page 6 of 8 M/s. Satva Cement Industries, Dhrangadhra.
Water Tank:
This component works as water reservoir from which water circulates into the
scrubber as a scrubbing media.
4.2 Bag Filter:
Filtering Bags:
These are filtering elements made in needled felt through which the air and
dust separation takes place. As the air goes through the filtering elements,
solid particles are retained on their external wall.
After some time (period), all the bags get impregnated with dust and the
need is felt to clean the bags. Such cleaning is performed with a very short
blast of compressed air.
Pleated bags have advantage of higher collection area per linear foot of
element. This allows a more compact bag house for an original design, or
allows the air to cloth ratio of an older pulse-jet bag house retrofit with
cartridges to be decreased.
Cages :
These are metallic frameworks used to support the filtering basis by forming a
rigid cylindrical assembly. The inner part is closed while the top part is open,
containing a ventury ejector.
Ventury:
Ventury are accelerator metallic tubes that change the energy from injected
compressed air into pressure energy, inducing the air through the filtering bag
and as a result from its magnitude to standard air flow, it sends a shock wave
to the bag, as a result cleaning it and dislodging impregnated material.
Solenoid Valve and Sequential Timer:
A solenoid valve is an electromechanical valve used to control gas flow rate.
By either passing or stopping an electric current through a solenoid, which
consists of coil of wire, the state of the valve can be changed conveniently.

____________________________________________________________________ Design & Adequacy Report of APCE Page 7 of 8 M/s. Satva Cement Industries, Dhrangadhra.
The cleaning cycle of bags is regulated by a remote timer connected to a
solenoid valve. The burst of air is controlled by the solenoid valve and is
released into blow pipes that have nozzle located above the bags. The bags
are cleaned in a sequential manner row by row.
Compressed Air Reservoir:
A reservoir accumulates the needed compressed air which in turn is used to
clean the bags. The reservoir capacity should be enough so that throughout
the air blowing time of cleaning operation.
5.0 CONCLUSION:
Based on the study of manufacturing process and past experience, it is being
certified that design of Air Pollution Control Measures discussed and
delineated above shall be adequate to achieve the desired norms for the
gaseous emission prescribed by GPCB/CPCB for the manufacturing of Portland
Cement (Pozzolana & Ordinary) with the installed capacity of 3000 MT/Month
as proposed by M/s. Satva Cement Industries.

____________________________________________________________________ Design & Adequacy Report of APCE Page 8 of 8 M/s. Satva Cement Industries, Dhrangadhra.
Figure - 1: Schematic Process Flow Diagram with Air Pollution Control Measures





























