Embed Size (px)
Citation preview

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL Y CÁLCULO DE
SCRAP ESTÁNDAR EN LOS PROCESOS DE ENSAMBLAJE Y EMPAQUE
EN UNA PLANTA DE PRODUCTOS DE AFEITADO, USANDO LA
FILOSOFÍA
DE MANUFACTURA ESBELTA, EN GUATIRE ESTADO MIRANDA
Andrade Rada, Luz Francis.
Coutinho Gustavo
Mayo, 2006

Trabajo Especial de Grado Ingeniería Industrial
1
INDICE DE ANEXOS
Anexo A: Otras propuestas de mejora................................................................................... 1
Anexo B: Descripción de los procesos productivos .......................................................... 11
Anexo C: Flujogramas de procesos.....................................................................................23
Anexo D: Formatos de Recolección de Datos .................................................................... 34
Anexo E: Tablas de productos presentes en el estudio...................................................... 42
Anexo F: Hojas de Recolección de Datos .......................................................................... 44
Anexo G: Datos de Operación ............................................................................................. 70
Anexo H: Estándar de Operación ........................................................................................ 71

Trabajo Especial de Grado Ingeniería Industrial
1
OTRAS PROPUESTAS DE MEJORAS
Durante el desarrollo del trabajo especial de grado se observaron y analizaron la
mayoría de los procesos del área de producción de la Planta SWS Caracas. De ese
estudio, se derivaron otras propuestas de mejora, las cuales están clasificadas por
máquinas y se muestran a continuación:
1. Bagger Machine
La Bagger Machine es una embolsadora de máquinas de afeitar. Es alimentada con
máquinas desechables Exacta, Ultrabarba y Vikingo. En la planta están ubicadas dos de
estas máquinas.
Actualmente, el operador lleva el control de la producción a través del conteo de los
corrugados, ocasionado muchas veces error en el número de golpes producidos por
turno. Ante esta situación, se debe colocar un contador en cada una de estas máquinas,
con el fin que el operador adquiera mayor control de la producción.
Por otro lado, en la Bagger Machine Nº1 se hallaba una amplia separación entre la
banda de la máquina y la banda de la descarga lo que facilitaba la caída de los productos
por este espacio. Esto a su vez, generaba que el operador invirtiera mucho tiempo al
tener que buscar la cesta con productos depositados allí. En la siguiente figura se
muestra esta situación.
Antes: Bagger Machine
Fuente propia
Figura Nº5.3. Producto en las cesta Figura Nº5.4. Abertura

Trabajo Especial de Grado Ingeniería Industrial
2
Al observar esta problemática, se sugirió instalar una banda transportadora con la
finalidad de crear un flujo entre estas dos etapas del proceso, evitando así la
acumulación de producto terminado en las cestas y el coleo de la persona encarga de
armar el corrugado. Esta propuesta se llevo a cabo en el desarrollo del proyecto, y en las
siguientes figuras se muestra la situación después de implantada la mejora.
Después: Bagger Machine
Fuente propia
2. Alloyd G
La máquina Alloyd G es aquella que empaca por calor y presión las máquinas
desechables Xtreme3 con las tarjetas respectivas a cada presentación. Básicamente, el
producto que se elabora es Xtreme 3*2.
El proceso se corre de la siguiente forma: la máquina de empaque tiene alimentación
automática de las burbujas y tarjetas, dos operarias con la operadora llenan las cavidades
(4 cavidades por nido), con un tramado de 2 afeitadoras por cavidad. Existe una persona
que alimenta el material de empaque y dos operarias en la descarga, que toman el
producto sellado y lo colocan en corrugados.
El área donde se encuentra la máquina, no está bien delimitada, lo que genera la
acumulación de cestas con material a ser empacado y una inadecuada definición de cada
espacio de trabajo. En la parte de la descarga, las operadoras tienen que laborar paradas
por un largo tiempo, colocar el corrugado inclinado para la facilidad de su llenado y
estar alertas de su conteo ya que el contador respectivo de la máquina no se encuentra en
funcionamiento. Esta situación se muestra en las siguientes figuras:
Figura Nº5.5. Banda transportadora Figura Nº5.6. Cierre de Abertura

Trabajo Especial de Grado Ingeniería Industrial
3
Fuente propia
Figura Nº5.9. Situación de la máquina Alloyd G. Fuente Propia
Con el objeto de solventar estas fallas, se plantea la siguiente propuesta:
Se debe balancear la carga de trabajo en la alimentación de cavidades. Con el
análisis de los tiempos, se estimó que eran necesarias solo 2 operarias para alimentar la
máquina de empaque. Por lo tanto el proceso debe correr de la siguiente forma: una (1)
operaria con la operadora llenando las cavidades (4 cavidades por nido), (1) una persona
que alimente el material de empaque y dos operarias en la descarga. Además, por
medio de las mediciones realizadas en la Alloyd G, se pudo obtener el estándar de
operación de la misma, por lo que debe fijarse la velocidad nominal de la máquina a 12
golpes/min en la corrida de producción de Xtreme3 *2.
Figura Nº5.7. Vista superior de la máquina Figura Nº5.8. Armado de corrugado

Trabajo Especial de Grado Ingeniería Industrial
4
Igualmente, se debe ajustar el contador de la misma y colocar un contador que
refleje la velocidad a la que se encuentra corriendo la máquina. Sumado a esto, se debe
ubicar una ayuda visual que indique: la velocidad de corrida de la máquina en cada
producto elaborado por la misma, el tiempo de sellado de la plancha y la producción
estándar en un turno de trabajo.
En él área de alimentación de cavidades la propuesta sería fijar una mesa en el
medio de las dos operadoras, para la establecimiento de las cestas de material. Además
se debe colocar depósitos a los lados de las operarias para la ubicación del desperdicio
que se genera en la corrida.
En el área de la descarga, se debe situar una mesa de trabajo más cómoda para el
trabajador y unas bases inclinadas fijadas a la misma, con el objeto que pueda llenar con
mayor destreza el producto en el corrugado y pueda estar sentado en su jornada de
trabajo. También, se requieren tres depósitos: dos (2) a los lados de la mesa para poner
los corrugados y uno (1) dividido en dos partes, donde se coloque el producto
recuperado y el desperdicio generado en la línea. El plano de la máquina con esta
propuesta se muestra a continuación en la Figura Nº5.10.
Figura Nº5.10. Propuesta de mejora de la máquina Alloyd G. Fuente Propia
Trabajo Especial de Grado Ingeniería Industrial
5
3. Área de Doble filo
El área de máquinas Doble Filo es aquella en donde se realizan operaciones de
ensobrado y encartonado de hojillas doble filo. Consiste en recubrir la hojilla doble filo
con un envoltorio de papel parafinado y luego introducirla en un sobre impreso con las
características del producto.
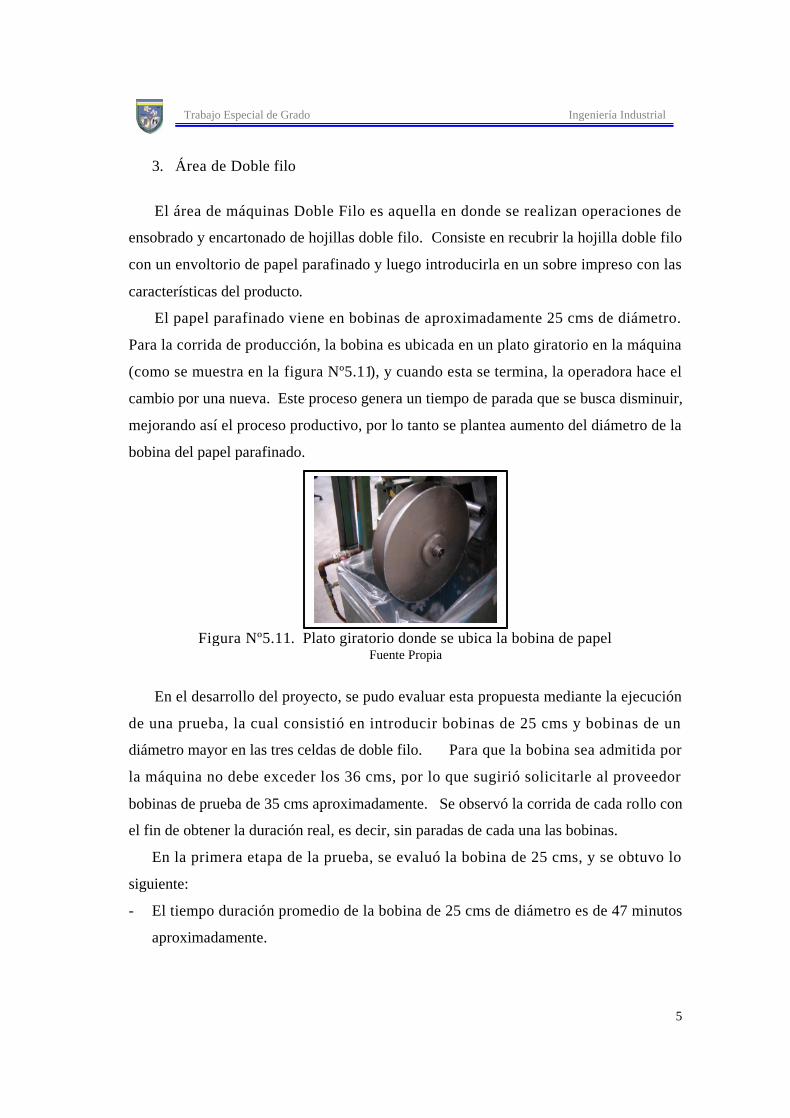
El papel parafinado viene en bobinas de aproximadamente 25 cms de diámetro.
Para la corrida de producción, la bobina es ubicada en un plato giratorio en la máquina
(como se muestra en la figura Nº5.11), y cuando esta se termina, la operadora hace el
cambio por una nueva. Este proceso genera un tiempo de parada que se busca disminuir,
mejorando así el proceso productivo, por lo tanto se plantea aumento del diámetro de la
bobina del papel parafinado.
Figura Nº5.11. Plato giratorio donde se ubica la bobina de papel Fuente Propia
En el desarrollo del proyecto, se pudo evaluar esta propuesta mediante la ejecución
de una prueba, la cual consistió en introducir bobinas de 25 cms y bobinas de un
diámetro mayor en las tres celdas de doble filo. Para que la bobina sea admitida por
la máquina no debe exceder los 36 cms, por lo que sugirió solicitarle al proveedor
bobinas de prueba de 35 cms aproximadamente. Se observó la corrida de cada rollo con
el fin de obtener la duración real, es decir, sin paradas de cada una las bobinas.
En la primera etapa de la prueba, se evaluó la bobina de 25 cms, y se obtuvo lo
siguiente:
- El tiempo duración promedio de la bobina de 25 cms de diámetro es de 47 minutos
aproximadamente.
Trabajo Especial de Grado Ingeniería Industrial
6
- Los golpes efectivos promedio = 10245 golpes
- El consumo actual de papel parafinado es de10 bobinas en un turno y el tiempo
promedio de parada en un turno por cambio de rollo es de 36 minutos
aproximadamente.
Con la finalidad de optimizar el rendimiento de la máquina, se ejecutó la prueba
descrita anteriormente pero con una bobina de 35 cms de diámetro, es decir, 10 cms de
diámetro mayor que la bobina actual. De esta prueba se obtuvo lo siguiente:
- El tiempo duración promedio es de 96 minutos aproximadamente.
- Los golpes efectivos promedio = 21705 golpes
- El consumo actual de papel parafinado es de 5 bobinas en un turno y el tiempo
promedio de parada en un turno por cambio de rollo es de 14 minutos
aproximadamente.
Al observar los resultados arrojados por la evaluación se puede decir:
- La diferencia de duración entre ambos rollos es de 49 minutos aproximadamente. En
un turno con el rollo de 35 centímetros se consumen 5 bobinas menos que el rollo de
25 cms, lo que hace que el tiempo de parada por cambio de rollo disminuya a 22
minutos.
- Con la bobina de 35 centímetros se alcanza 11460 golpes efectivos más que la
bobina actual.
Por lo resultados obtenidos esta propuesta fue implementada en la planta y
actualmente, la corrida de producción se hace bobinas de papel parafinado de 35cms de
diámetro.
Fuente propia
Figura Nº5.12. Rollo de 35 cms de papel Figura Nº5.13. Comparación de ambos rollos de papel parafinado

Trabajo Especial de Grado Ingeniería Industrial
7
Otra dificultad encontrada en esa área, es la alimentación de cera en el la máquina
ensobradora. Cuando la máquina tiene un nivel bajo en el tanque de cera, la operadora
tiene que dirigirse hasta el estante donde se encuentra la cera y extraerla de un recipiente
donde se almacena la misma. Como el material no es manejable, la operadora presenta
problemas en el momento de sacarla y pasa cierto tiempo en esa operación, que no
agrega valor al proceso.
Fuente propia
En virtud de lo antes expuesto se le solicitó al proveedor, un formato diferente al de
la cera en granel. Se sugirió un taco de cera de forma cilíndrica muy similar al
tanque de cera de la máquina. Al ejecutarse la prueba, se obtuvo que la duración del
mismo fue de dos (2) horas y 45 minutos y se puede obtener aproximadamente 19.815
hojillas.
Estos resultados expresan que el desempeño del producto en el nuevo formato es
superior al establecido, en cuanto a manejo, orden y limpieza.
4. Alloyd E
La máquina Alloyd E es aquella que empaca por calor y presión las máquinas solo
las presentaciones de Exacta II en exhibidores y los nidos con los que se trabaja son de
16 y 24 cavidades.
Con la finalidad de mejoras los puestos de trabajo se establecen las siguientes
soluciones a diversas fallas encontradas:
- Retirar el reborde del puesto de trabajo que se muestra en la figura 5.16, debido a
que no posee función alguna y ocasiona que el trabajo deba estirarse para tomar el
Figura Nº5.14. Cera Figura Nº5.15. Tanque de cera

Trabajo Especial de Grado Ingeniería Industrial
8
producto de la banda transportadora. El reborde mide aproximadamente (31*124)
cms.
Fuente propia
- El puesto de trabajo mencionado anteriormente debe moverse hacia atrás, ya que
impide la abertura de las guardas de la máquina en caso de alguna falla o limpieza.
La máquina y el puesto de trabajo se encuentran a 42 cms de distancia. Una de las
puertas mide aproximadamente 65 cms ancho y 96 cms de altura. La otra puerta
mide 76 cms ancho y 38 cms de altura y se abre horizontalmente hacia abajo, por lo
tanto, la distancia entre la máquina y el puesto debe ser aproximadamente 75 cms de
distancia.
- Se debe ubicar un tope de 2 cms aproximadamente para evitar que el producto se
quede atascado en la banda transportadora.
Fuente propia
- Disminuir el reborde del lado izquierdo de la banda transportadora, con el fin de
disminuir el movimiento de estiramiento de la operaria. El reborde posee 29 cms de
ancho.
Figura Nº5.17. Producto que se queda atascado
Figura Nº5.16. Puesto de trabajo con reborde

Trabajo Especial de Grado Ingeniería Industrial
9
Fuente propia
- Estandarizar los puestos de trabajo en la descarga, es decir, colocar los puestos a
igual distancia y con las mismas condiciones de trabajo. Se sugiere hacer un estudio
antropométrico, con el fin de hacer que el puesto sea lo más ajustable posible al
trabajador.
Fuente propia
El rediseño del puesto debe consistir en la asignación de lugares específicos para
cada uno de los materiales y herramientas utilizadas durante el proceso y la
adecuación de cada estructura a la altura necesaria para que el operador la tome con
comodidad.
- Arreglar guardas que se encuentran en la curvatura de la máquina, los reposapiés en
cada puesto de trabajo y restaurar las bandejas en donde se colocan los burros para
armar los exhibidores.
Figura Nº5.18. Descarga de Alloyd E
Figura Nº5.19. Puestos de trabajos que se presenta actualmente en área de
descarga

Trabajo Especial de Grado Ingeniería Industrial
10
Fuente propia
- Colocar las cestas identificadas para que estén siempre en su lugar
- Puede adquirirse cestas con dos compartimientos para clasificar de mejor manera las
máquinas en reproceso con las defectuosas.
- Educar al operario la manera en que debe dejar la máquina al finalizar el turno.
- Se puede como incentivo a los grupos de trabajo una competencia para observar que
grupo deja más limpia la máquina. Además se puede aprovechar las sugerencias de
los mismos operarios.
5. Limpieza general de las máquinas
Se debe crear conciencia en los operadores de planta, lo importante que es hacer la
limpieza adecuada de la máquina de trabajo al finalizar el turno.
En el espacio del estudio, se tuvo que sanear varios equipos del área de producción,
donde se encontró gran cantidad de desperdicio como se muestra en las siguientes
figuras:
Fuente propia
Figura Nº5.20. Guarda despegada, Reposapiés y Bandejas deterioradas
Figura Nº5.21. Acumulación de desperdicio en las máquinas

Trabajo Especial de Grado Ingeniería Industrial
11
DESCRIPCIÓN DE LOS PROCESOS PRODUCTIVOS
En la Planta Schick Caracas se realizan tres operaciones básicas, las cuales son:
tratamiento, ensamblaje y empaque de hojillas, existiendo para cada una de ellas un área
bien diferenciada en planta. Además se llevan a cabo operaciones de igual importancia
como el paletizado, almacenaje y despacho a los diferentes países de América Latina y
el Caribe. En el anexo A.1 se muestra un plano de planta donde se señalan las áreas
anteriormente mencionadas.
En líneas generales, la planta no fabrica ninguno de los componentes involucrados
en la elaboración de la máquina de afeitar, solo realiza el tratamiento de las hojillas que
vienen de plantas Schick del exterior, el ensamble de las partes que conforman la
máquina de afeitar y el empaque de todas las presentaciones de máquinas de afeitar que
se venden en Latinoamérica.
Su principal proveedor es Plastek de Venezuela, empresa especializada en procesos
de inyección de plástico, quien suministra todas las partes plásticas que conforman la
máquina de afeitar. Además existen otros, encargados de proveer corrugados, tarjetas
blister y burbujas.
Las áreas de la planta se clasifican de la siguiente manera:
- Área de Tratamiento
- Área de Ensamblaje
o Cartuchos Ultrex
o Máquinas Exacta II
o Máquinas Xtreme3
- Área de Empaque
o Máquinas Alloyd
o Máquina Heat Sealing
o Máquina High Frecuency
o Máquina Bagger
o Máquina New Long
- Área de Doble filo

12
Anexo B.1. Representación del piso de planta. Planta SWS CaracasFuente: Modificado de Prado, D. “Calculo de Estándares de Operaciones y Propuestas de Mejoras en las Líneas de Tratamiento, Ensamblaje y
Empaque de la Planta Schick Wilkinson Sword Caracas

Trabajo Especial de Grado Ingeniería Industrial
13
A continuación, se da una descripción general de cada una de las áreas:
- Área de Tratamiento
El proceso productivo de esta planta comienza con la recepción de las hojillas, las
cuales son importadas de Milford (Estados Unidos) y Solingen (Alemania), de donde
las mismas ya vienen inspeccionadas. Allí son divididas según la familia a la que
pertenezcan y dependiendo de esto pasarán a las siguientes etapas del proceso, es decir,
si son hojillas que serán utilizadas en el ensamblaje de las máquinas de afeitar
desechables Exacta II y cartuchos Ultrex, deben pasar por ciertos procesos previos, en
cambio las hojillas pertenecientes a la familia de Doble Filo, se colocaran en bandeja
para pasar al área de empaque.
En líneas generales, las hojillas son trasladadas de contenedores a pines especiales
para luego ejecutar el proceso de corte, cuyo resultado son dos hojillas denominadas
hojilla tapa y hojilla asiento y posteriormente ser colocadas en un túnel de lavado y
secado con el fin de garantizar la higiene y calidad de la hojilla a ensamblar; siendo el
último paso de su tratamiento la inspección de las mismas
Para el caso de las hojillas doble filo, solo se realiza el armado de bandejas y una
auditoria de las hojillas.
- Área de Ensamblaje
En esta área se le hace el perfil a la maquina de afeitar, es decir se lleva a cabo la
unión de las partes, específicamente de las hojillas con las piezas plásticas tales como:
mango, espaciadores, cover, tapas y hojillas para formar la máquina de afeitar.
Las máquinas que se encuentran en el área de ensamblaje se basan en un proceso
secuencial, el cual consta de varias tolvas alimentadoras de piezas plásticas (tapa,
espaciador y asiento), chimeneas alimentadoras de hojillas (hojilla-tapa y hojilla-
asiento) y estaciones de ensamblaje.
A continuación se describe el proceso de ensamblaje según el tipo de máquina de
afeitar o cartucho a ensamblar:

Trabajo Especial de Grado Ingeniería Industrial
14
o Ensamblaje de Cartuchos Ultrex
Los cartuchos ya ensamblados son colocados en dispositivos plásticos llamados
dispensers, que se utilizarán posteriormente para el ensamblaje de las máquinas de
afeitar Ultrabarba ó bien para el empaque directo de los mismos.
Luego que se ensamblan en planta los cartuchos ultrex, es realizado por un tercero el
ensamble de máquinas ultrabarba.
La máquina tiene la siguiente distribución:
Anexo B.2. Vista Superior de la Disposición de la Máquina Automática.Fuente: Modificado de Prado, D. “Calculo de Estándares de Operaciones y Propuestas de Mejoras en las
Líneas de Tratamiento, Ensamblaje y Empaque de la Planta Schick Wilkinson Sword Caracas
o Ensamblaje de Máquinas Exacta II
Este se lleva a cabo en el área de las máquinas Slim Twin (S.T). El proceso es
totalmente automatizado, solo se dispone de un operador de máquina encargado de
alimentar las tolvas y solventar alguna falla menor de la máquina.
A continuación se presenta una vista superior de la máquina:
Banda trasportadora
Acumulador de dispenser
s
Llenadores automáticos de
dispensers
Acumulador de cartucho
s
Tolva de tapas
Tolvas de asientos
Tolva de espaciadore
s
Hojilla asiento
Hojilla tapa
Prensa
Vista superior

Trabajo Especial de Grado Ingeniería Industrial
15
Anexo B.3. Vista Superior de la Disposición de la Máquina STFuente: Modificado de Prado, D. “Calculo de Estándares de Operaciones y Propuestas de Mejoras en las
Líneas de Tratamiento, Ensamblaje y Empaque de la Planta Schick Wilkinson Sword Caracas
o Ensamblaje de Máquinas Xtreme3
Este proceso funciona de manera similar a las máquinas ensambladoras de cartuchos
ultrex. Esta máquina está aun bajo pruebas y ajustes, por ello se dispone una de una
zona de ensamblaje manual en donde, cada operario realiza el ensamblaje, ubicado en
una mesa de trabajo provista de las piezas a ensamblar.
En la siguiente figura se muestran las partes que componen esta máquina:
Anexo B.3. Vista Superior de la Disposición de la Máquina Automática Xtreme3.Fuente Propia
Tolva de
espaciadores
Tolva de
asientosHojillas
asiento
Hojilla tapa
Tolva de
covers
Tolvas de
mangos
Zona de descarga
de máquinas
Scaner
Vista superior

Trabajo Especial de Grado Ingeniería Industrial
16
- Área de Empaque
Los productos en planta son empacados en diferentes tipos de presentaciones,
para ello se cuenta con distintas máquinas, entre ellas las selladoras: Alloyd, New
long, Heat Sealing; además las embolsadoras Bagger. A continuación se describe el
funcionamiento de cada una de estas máquinas
o Máquinas Alloyd
En la planta existen seis máquinas de este tipo, identificadas con las letras de la “A”
a la “G” y las mismas son operadas solo por el personal capacitado para tal función. El
proceso de termo sellado que se lleva a cabo, consiste en aplicar calor y presión a la
burbuja y la tarjeta del empaque.
Las selladoras poseen un canal de transporte que mueve de forma automática las
bandejas adaptables llamadas “nidos” dependiendo de la velocidad nominal a la que esté
ajustada la máquina, además una plancha que posee una superficie maquinada en relieve
con la forma de la burbuja a sellar a la que se le suministra determinada temperatura y
presión para el sellado térmico y unas estructuras metálicas llamadas “alimentadores”
donde son depositadas tanto las burbujas como las tarjetas que conforman el empaque.
Estos nidos, poseen en su interior cavidades donde son depositadas ya sea en forma
manual o automática las maquinas de afeitar y/o los cartuchos que deben ser empacados.
Alloyd Rotary: “A”, “B” y “G”
Las máquinas Alloyd Rotary constan de seis nidos en configuración circular que
pueden variar en cuanto al numero de cavidades en su interior dependiendo de la
presentación a empacar, una estación de colocación de tarjetas, una estación de
colocación de burbujas, una estación de termo sellado y la estación de descarga. En el
siguiente anexo se puede apreciar la disposición de la máquina.
Es importante señalar que en la Alloyd G es empacada solamente la presentación de
Xtreme3*2.

Trabajo Especial de Grado Ingeniería Industrial
17
Anexo B.4. Vista Superior de la Disposición de la Máquinas Alloyd A y BFuente Propia
Anexo B.5. Vista Superior de la Disposición de la Máquinas Alloyd GFuente Propia
Alloyd Carrusel: “C” y “E”
Las máquinas Alloyd Carrusel C y E se utilizan para el sellado de las máquinas
Ultrabarba y Exacta II respectivamente. Los nidos en el carrusel cuentan con 24
cavidades en el caso de la “C” y nidos de 16 y 24 cavidades en la “E”, cada una
destinada a una afeitadora y su alimentación se hace de manera automática a través de
reglas metálicas donde vienen apiladas las máquinas de afeitar y que son colocadas por
un operario en el caso de la Alloyd C, mientras que en la Alloyd E la alimentación es
manual. La plancha de sellado une la burbuja de plástico que envuelve al cartucho
de la afeitadora con la tarjeta de presentación.
Los siguientes anexos ilustran el funcionamiento de estas selladoras:

Trabajo Especial de Grado Ingeniería Industrial
18
Anexo B.6. Vista Superior de la Disposición de la Máquinas Alloyd C.Fuente Propia
Anexo B.7. Vista Superior de la Disposición de la Máquinas Alloyd E.Fuente Propia
Alloyd Lineal: “D” y “F”
Las máquinas Alloyd Lineal D y F, son selladoras que poseen nidos
configurados en forma recta. El orden en cuanto a alimentación se refiere es el siguiente:
son colocadas las burbujas en los nidos bien sea de forma automática o manual,
dependiendo el producto que se esté empacando; luego son colocadas las máquinas de
afeitar y/o cartuchos por parte de las operarias, para que posteriormente sean colocadas
las tarjetas en forma automática y así pasar a la plancha de sellado. Una vez sellados los
empaques a la temperatura recomendada, los productos finales son descargados en una
banda para su etiquetado (si fuese necesario) y su colocación en corrugados.
Es importante señalar que en la Alloyd D son empacados la mayoría de los súper
sistemas y la presentación de Xtreme3*2, mientras que la Alloyd F fue adquirida
recientemente para empacar solo la presentación de Xtreme 3*4.

Trabajo Especial de Grado Ingeniería Industrial
19
Las siguientes imágenes describen los componentes de la selladora:
Anexo B.8. Vista Superior de la Disposición de la Máquinas Alloyd D y F.Fuente Propia
o Máquinas Heat Sealing
De este tipo existen dos, constan de una mesa giratoria con dos nidos, que permite al
operador sellar los empaques en uno de los nidos, mientras prepara el siguiente. La
velocidad de producción está determinada por la operadora.
En cuanto al orden de la alimentación, primero la operadora coloca la máquina de
afeitar previamente preparada en su burbuja, luego coloca las tarjetas en ambos nidos
para así girar la mesa y activar el sellado térmico.
La siguiente figura ilustra la disposición de la máquina:
Anexo B.9. Vista Superior de la Disposición de la Máquina Heat Sealing.Fuente Propia

Trabajo Especial de Grado Ingeniería Industrial
20
o Máquinas High Frecuency
Esta máquina es operada manualmente y consta de dos nidos movibles y alternables.
Para su uso eficiente generalmente se dispone de dos operadoras en máquina con el fin
de que, mientras una de ellas está colocando el kit preparado previamente en el nido, la
otra se encuentre en el proceso de sellado. En planta se cuentan con dos máquinas de
este tipo.
La siguiente figura, da una idea de la disposición de la máquina:
Anexo B.10. Vista Superior de la Disposición de la Máquina High Frequency.Fuente Propia
o Máquinas Bagger
Estas máquinas están diseñadas y construidas para empacar máquinas de afeitar en
bolsas. Generalmente se usa para presentaciones que contienen un mayor número de
máquinas por empaque y su alimentación se hace por medio de un canal o banda
especial que permite el empuje de las máquinas al embolsado y la delimitación de las
máquinas de afeitar por bolsa.
La figura que se muestra a continuación, muestra el diseño de la máquina:
Anexo B.11. Vista Superior de la Disposición de la Máquina Bagger.Fuente Propia

Trabajo Especial de Grado Ingeniería Industrial
21
o Máquinas New Long
Existen actualmente tres máquinas de este tipo, que trabajan configuradas en una
celda de trabajo. Las selladoras New Long son utilizadas para el sellado de máquinas
individuales Xtreme 3 y la misma es operada manualmente. Consta de una correa ó
banda de teflón que se mueve a través de pequeñas poleas y por medio de las cuales se
pasa la tarjeta individual con la máquina de afeitar en su interior para el sellado.
Su principio de funcionamiento es la aplicación de calor a la tarjeta de presentación
diseñada con materiales especiales que facilitan la unión de las partes.
Anexo B.12. Vista Lateral de la Máquina New Long.Fuente Propia
- Área de Doble filo
En planta existen tres celdas Doble Filo. El proceso de empaque comienza en la
ensobradora; donde cada hojilla tomada automáticamente del alimentador es envuelta en
papel parafinado y luego colocada en un sobre de papel. De allí, las hojillas ensobradas
son colocadas por el operador en alimentadores llamados “chimeneas” ubicados en la
encartonadora, para que un dispositivo especial tome tres ó cinco sobres (dependiendo
de la presentación); para agruparlos en un mismo nido y así armar el tucks. Este sistema
es altamente automatizado, encargándose el operador solo de alimentar la máquina y
reparar fallas menores en caso de presentarse
Posee tres alimentadores principales, el de las hojillas doble filo, el de los sobre de
papel y el de los tucks o cajas de cartón; además un sistema especial que permite la toma
del papel parafinado. En la siguiente figura se señalan cada una de estas partes:

Trabajo Especial de Grado Ingeniería Industrial
22
Anexo B.13. Vista Superior de la Disposición de la Celda Doble FiloFuente Propia

Trabajo Especial de Grado Ingeniería Industrial
23
FLUJOGRAMAS DE PROCESOS DE MANUFACTURA
Anexo C.1. Flujograma del Proceso de Manufactura de Máquina Exacta II
Inspección
Almacenamiento
Operación
Fuente: Modificado de Manual de Aseguramiento de Calidad Planta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
24
Anexo C.2. Flujograma del Proceso de Manufactura de Máquina Ultrabarba
Inspección
Almacenamiento
Operación
Fuente: Modificado de Manual de Aseguramiento de Calidad Planta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
25
Anexo C.3. Flujograma del Proceso de Manufactura de Máquina Xtreme3
Fuente: Modificado de Manual de Aseguramiento de CalidadPlanta SWS Caracas.
Trabajo Especial de Grado Ingeniería Industrial
26
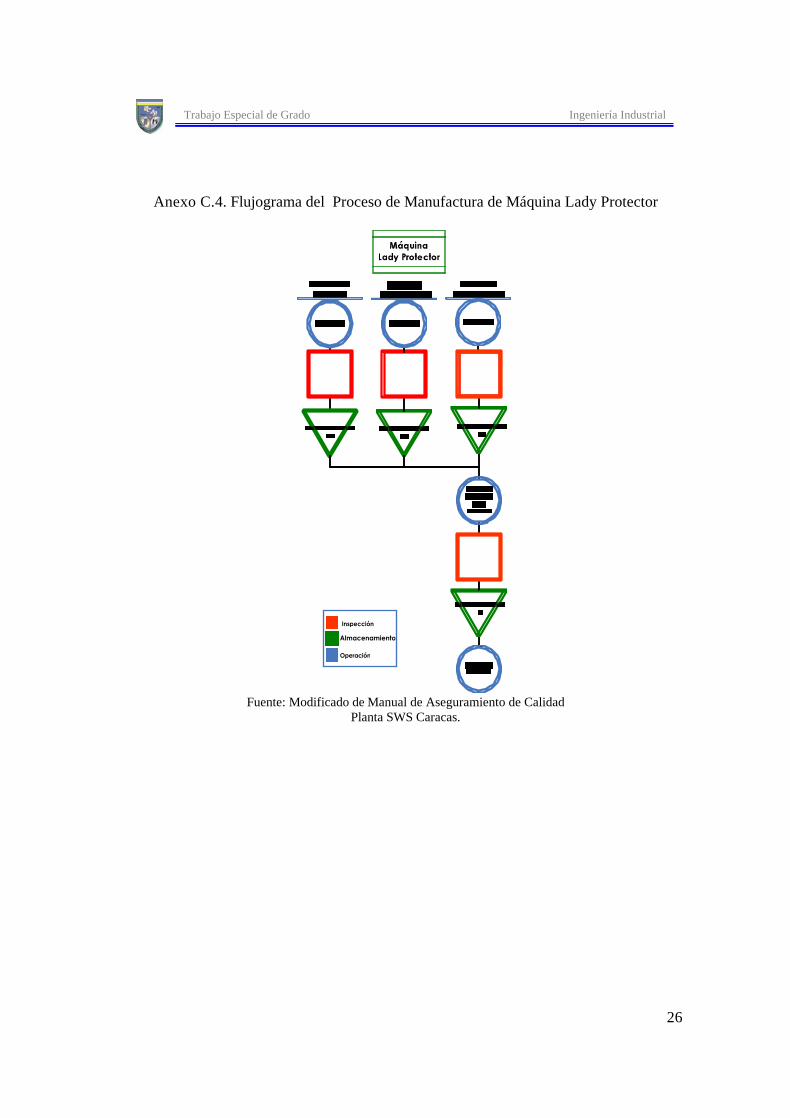
Anexo C.4. Flujograma del Proceso de Manufactura de Máquina Lady Protector
Inspección
Almacenamiento
Operación
Fuente: Modificado de Manual de Aseguramiento de CalidadPlanta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
27
Anexo C.5. Flujograma del Proceso de Manufactura de Cartuchos Lady Protector
Fuente: Modificado de Manual de Aseguramiento de CalidadPlanta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
28
Anexo C.6. Flujograma del Proceso de Manufactura de Máquina Quattro
Fuente: Modificado de Manual de Aseguramiento de CalidadPlanta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
29
Anexo C.7. Flujograma del Proceso de Manufactura de Máquina Ultrex
Fuente: Modificado de Manual de Aseguramiento de Calidad Planta SWS Caracas.

Trabajo Especial de Grado Ingeniería Industrial
30
Anexo C.8. Flujograma del Proceso de Manufactura de Máquina Vikingo
Fuente: Modificado de Manual de Aseguramiento de CalidadPlanta SWS Caracas.
ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
31
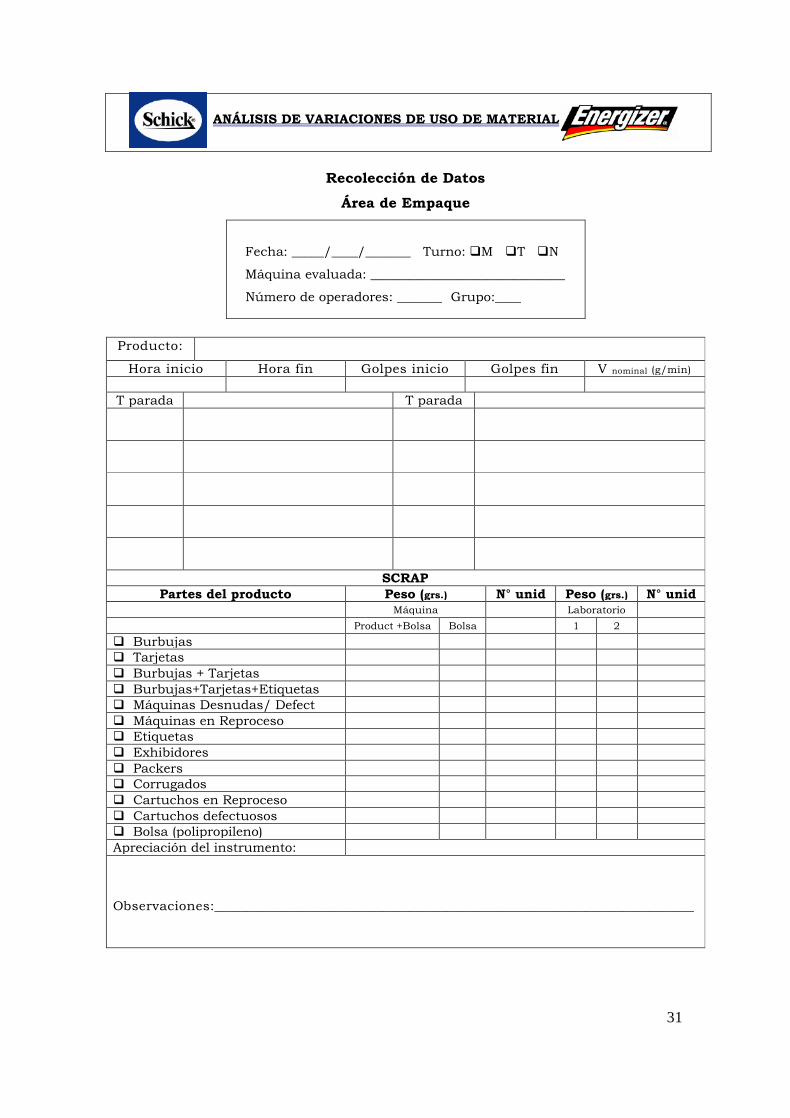
Recolección de DatosÁrea de Empaque
Fecha: _____/____/_______ Turno: M T N
Máquina evaluada: ______________________________
Número de operadores: _______ Grupo:____
Producto:
Hora inicio Hora fin Golpes inicio Golpes fin V nominal (g/min)
T parada T parada
SCRAPPartes del producto Peso (grs.) N° unid Peso (grs.) N° unid
Máquina Laboratorio Product +Bolsa Bolsa 1 2
Burbujas Tarjetas Burbujas + Tarjetas Burbujas+Tarjetas+Etiquetas Máquinas Desnudas/ Defect Máquinas en Reproceso Etiquetas Exhibidores Packers Corrugados Cartuchos en Reproceso Cartuchos defectuosos Bolsa (polipropileno)Apreciación del instrumento:
Observaciones:__________________________________________________________________________

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
32
a. Formato del Área de Empaque
Este formato posee los siguientes campos:
- Fecha: en este campo es colocado el día y el mes en que se realiza la medición.
- Turno: se rellena el turno en el cual se hace la medición.
- Máquina evaluada: esta celda es necesaria para identificar la máquina que se utiliza en
la corrida de producción.
- Numero de operarios: este espacio está destinado a colocar el valor correspondiente al
número de personas que participan en el proceso observado. El conteo se realizaba al
inicio y al final de la medición con el fin de corroborar el dato.
- Grupo: se coloca el número del grupo de trabajo que este presente en el estudio.
- Producto: en este campo es colocado el código del producto y la descripción del
mismo.
- Hora inicio: valor indicado en el reloj al momento de iniciar la medición.
- Hora fin: valor indicado en el reloj al momento de iniciar la medición.
- Golpes inicio: en este campo se indica la producción hecha hasta el momento en el que
se inicia la medición.
El nombre asignado a este campo varía dependiendo si el proceso es manual ó
semi-automático; para el caso de los procesos semi-automáticos se anota el valor
indicado en el contador de la máquina que esta dado en golpes (ciclos de máquina);
mientras que para el caso de los procesos manuales es colocado el valor de la producción
al inicio de la medición.
- Golpes fin: en este campo se indica la producción hecha hasta el momento en el que
culmina la medición.
- V nominal: debe ser anotada la producción realizada en una base de tiempo, sin haber
ocurrido interrupciones. En el caso de los procesos semi-automáticos el valor asignado
era el numero de ciclos que estaba en capacidad de dar la máquina en un minuto de
tiempo, este valor podía tomarse directamente del panel de control de la máquina ó bien
con la ayuda de un cronómetro medir la cantidad de ciclos ocurridos en un minuto, sin
interrupciones.
En el caso de los procesos manuales, se realizaron observaciones al operario ó
grupo de operarios, y se medía el tiempo que tardaba cada uno de ellos en realizar una

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
33
unidad de producción, para luego tomar el promedio resultante como velocidad nominal
del proceso.
- T parada: en este apartado se coloca el tiempo señalado en el cronómetro al ocurrir
alguna parada.
- Causa: se lo coloca el motivo de la parada con el fin de poder realizar un análisis más
extenso.
- Tabla de Scrap: es una tabla dividida en tres columnas referidas a lo siguiente:
a. Partes del producto: en este campo se encuentran los materiales asociados al
proceso de empaque en general, entre los que se encuentran: burbujas, tarjetas,
máquinas defectuosas y en reproceso, etiquetas, exhibidores, packers,
corrugados, cartuchos defectuosos y en reproceso y bolsa de polipropileno.
b. Peso del Scrap: en este campo se coloca el peso en gramos del scrap obtenido
en la medición, así como también el número de unidades de desecho.
c. Peso de los materiales: este espacio está destinado para colocar el peso muestra
de los materiales en el momento de la medición. Se tomaron dos muestras de
los pesos de los materiales que componen al producto estudiado en la medición.
- Observaciones: se coloca cualquier comentario que se halla observado en el transcurso
de la medición.
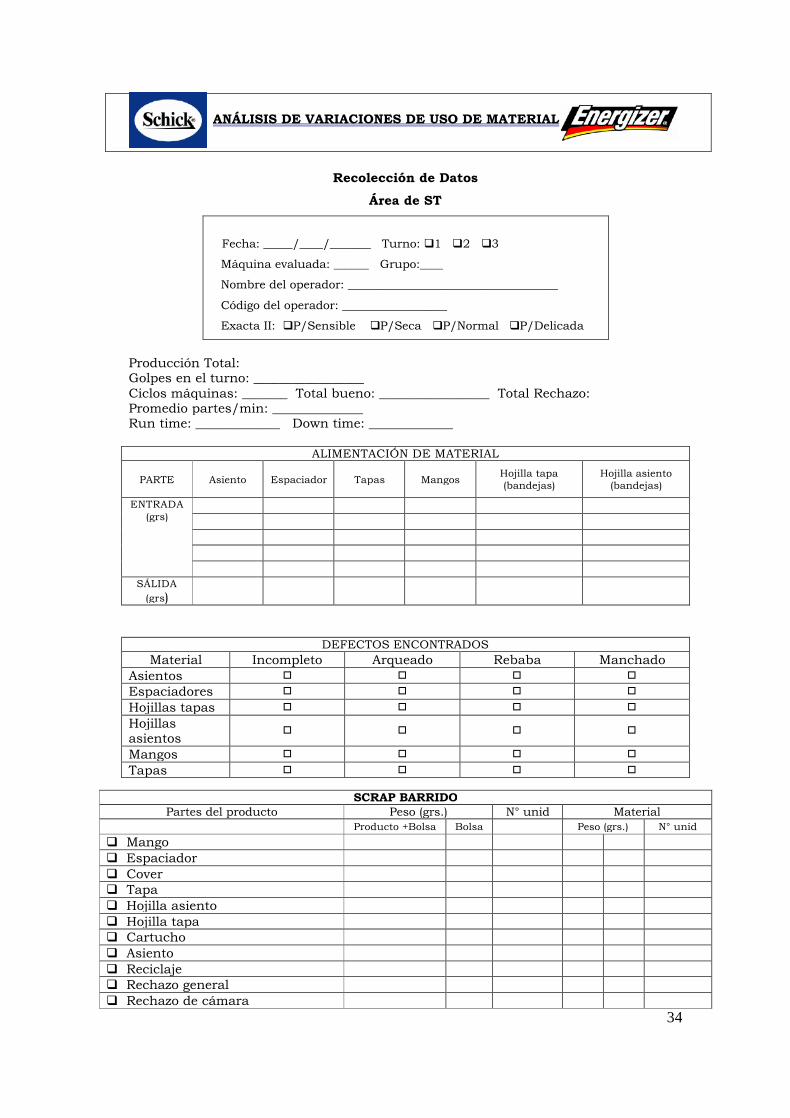
ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
34
Recolección de DatosÁrea de ST
Fecha: _____/____/_______ Turno: 1 2 3
Máquina evaluada: ______ Grupo:____
Nombre del operador: ____________________________________
Código del operador: __________________
Exacta II: P/Sensible P/Seca P/Normal P/Delicada
Producción Total:Golpes en el turno: _________________ Ciclos máquinas: _______ Total bueno: _________________ Total Rechazo: Promedio partes/min: ______________Run time: _____________ Down time: _____________
ALIMENTACIÓN DE MATERIAL
PARTE Asiento Espaciador Tapas Mangos Hojilla tapa(bandejas)
Hojilla asiento(bandejas)
ENTRADA(grs)
SÁLIDA(grs)
DEFECTOS ENCONTRADOSMaterial Incompleto Arqueado Rebaba Manchado
Asientos
Espaciadores
Hojillas tapas
Hojillas asientos
Mangos
Tapas
SCRAP BARRIDOPartes del producto Peso (grs.) N° unid Material
Producto +Bolsa Bolsa Peso (grs.) N° unid Mango Espaciador Cover Tapa Hojilla asiento Hojilla tapa Cartucho Asiento Reciclaje Rechazo general Rechazo de cámara

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
35
SCRAP REPORTADO POR LA MÁQUINAPartes del producto Nº unidades % Rechazo Rechazo de Cámara
Asiento Parte crítica: Hojilla asiento Espaciador Hojilla tapa Tapa Rechazo por Tab Pusher Cover Mango Ausencia de Pines TOTAL RECHAZO Rechazo máquinas Rechazo de cámara
Observaciones:________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
PARADAST parada Causa de la parada T parada Causa de la parada
1 8
2 9
3 10
4 11
5 12
6 13
7 14
Observaciones generales: _____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
____________________________________________________________________________________

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
36
b. Formato del Área de Ensamblaje: Área de ST
Este formato posee los siguientes campos:
- Fecha: en este campo es colocado el día y el mes en que se realiza la medición.
- Turno: se rellena el turno en el cual se hace la medición.
- Máquina evaluada: esta celda es necesaria para identificar la máquina que se utiliza en la corrida de
producción.
- Nombre y código del operador: este espacio está destinado a colocar el nombre y código
correspondiente al operador que participa en el proceso observado.
- Grupo: se coloca el número del grupo de trabajo que este presente en el estudio.
- Producto: en este campo se rellena en que presentación se está trabajando, es decir, Exacta II piel
sensible, Exacta II piel seca, Exacta II piel delicada o Exacta II piel normal.
Los siguientes son datos son tomados de la pantalla automática de la máquina:
- Golpes en el turno: en este campo se indica la producción total hecha en la medición.
- Ciclos máquinas: se coloca el número total de unidades elaborados por la máquina ST. (se incluyen
buenas y defectuosas)
- Total bueno: en este campo se indica la producción buena elaborada en la medición.
- Total Rechazo: en este campo se indica la producción defectuosa arrojada al finalizar el turno.
- Promedio de partes/min.: es el número promedio de máquinas que se ensambla en un minuto.
- Run time: es el tiempo de corrida de la máquina.
- Down time: es el tiempo total de paradas de la máquina.
- Cuadro de alimentación de material: en este espacio se coloca la entrada de todo el material en el
transcurso del turno, así como también la salida de material al momento de finalizar la medición, con
la finalidad de hace un balance de material. Posee básicamente tres filas descritas a continuación:
a. Parte: se describen todas las partes que componen al producto: asiento, espaciador, tapa,
mango, hojilla tapa y hojilla asiento.
b. Entrada: es la suma total del peso en gramos de cada uno de los materiales que se
alimentan a la máquina en el transcurso de la medición.
c. Salida: es el peso en gramos de cada uno de los materiales que quedan en los alimentadores
correspondientes al final de la medición.
- Cuadro de defectos encontrados: este espacio se señalan los defectos en cada uno de los materiales
del producto en cuestión. Es una lista de verificación de cada uno de los materiales utilizados para
elaborar la máquina Exacta II en cualquiera de sus presentaciones. Con este estudio se puede
obtener si se presentan algunos de los siguientes defectos: material incompleto, material arqueado,
con rebaba o manchado.

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
37
- Cuadro de Scrap reportado por la máquina: son los datos de rechazo arrojados por la máquina al
momento de finalizar la medición. Está compuesto básicamente por cuatro columnas que se
describen a continuación:
a. Partes del producto: en esta columna se describen cada una de las partes donde la máquina
puede reportar algún rechazo: asiento, hojilla asiento, espaciador, hojilla tapa, tapa,
rechazo por Tab Pusher, cover, mango, ausencia de pines, total rechazo, rechazo de
máquinas y rechazo de cámara.
b. Nº de unidades: en este espacio se ponen el número de unidades defectuosas reportado por
la máquina.
c. % Rechazo: en este campo se coloca el % de rechazo correspondiente a cada parte
reportado por la máquina.
d. Rechazo de cámara: se describe la parte que posee mayor rechazo reportado por la cámara,
así como también las observaciones correspondientes.
- Cuadro de Scrap barrido en la máquina: son las partes de rechazo que quedan alrededor de la
máquina y que no son reportados por la pantalla electrónica. Está compuesto básicamente por tres
columnas que se describen a continuación:
a. Partes del producto: en esta columna se describen cada una de las partes donde la máquina
puede reportar algún rechazo: asiento, hojilla asiento, espaciador, hojilla tapa, tapa, cover,
mango, cartucho, rechazo general y rechazo de cámara.
b. Peso del Scrap: en este campo se coloca el peso en gramos del scrap obtenido en la
medición, así como también el número de unidades de desecho.
c. Peso de los materiales: este espacio está destinado para colocar el peso muestra de los
materiales en el momento de la medición. Se tomaron dos muestras de los pesos de los
materiales que componen al producto estudiado en la medición.
- T parada: en este apartado se coloca el tiempo señalado en el cronómetro al ocurrir alguna parada.
- Causa: se lo coloca el motivo de la parada con el fin de poder realizar un análisis más extenso.
- Observaciones generales: se coloca cualquier comentario que se halla observado en el transcurso de
la medición.

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
38
Recolección de DatosÁrea de Automáticas
Fecha: _____/____/_______ Turno: 1 2 3
Máquina evaluada: ______ Grupo:____
Nombre del operador: ____________________________________
Código del operador: __________________
Producto: P/Sensible P/Normal
Producción Total:Golpes en el turno: _________________
ALIMENTACIÓN DE MATERIAL
PARTE Asiento Espaciador Tapas Hojilla tapa(bandejas)
Hojilla asiento(bandejas)
ENTRADA (grs)
SÁLIDA(grs)
DEFECTOS ENCONTRADOSMaterial Incompleto Arqueado Rebaba Manchado
Asientos
Espaciadores
Hojillas tapas
Hojillas asientos
Tapas
SCRAP BARRIDOPartes del producto Peso (grs.) N° unid Material
Producto +Bolsa Bolsa Peso (grs.) N° unid Espaciador Tapa Hojilla asiento Hojilla tapa Cartucho Asiento EDS Correa Piso Descarga Rechazo de cámara

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
39
SCRAP REPORTADO POR LA MÁQUINAPartes del producto Nº unidades % Rechazo Rechazo de Cámara
EDS Parte crítica:Left rejectsRight rejects
DescargaLeft rejectsRight rejects
CámaraLeft rejectsRight rejects
TOTAL RECHAZO Rechazo máquinas Rechazo de cámara
Observaciones:________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
PARADAST parada Causa de la parada T parada Causa de la parada
1 8
2 9
3 10
4 11
5 12
6 13
7 14
Observaciones generales: ________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
40
c. Formato d el Área de Ensamblaje: área de Automáticas
Este formato posee campos sumamente parecidos al formato de la ST sólo cambia en los siguientes
aspectos:
- Golpes en el turno: en este campo se indica la producción total hecha en la medición. Este dato es
tomado de la pantalla automática de la máquina.
- Cuadro de alimentación de material: en este espacio se coloca la entrada de todo el material en el
transcurso del turno, así como también la salida de material al momento de finalizar la medición, con
la finalidad de hace un balance de material. Posee básicamente tres filas descritas a continuación:
a. Parte: son describen todas las partes que componen al producto: asiento, espaciador, tapa,
hojilla tapa y hojilla asiento.
b. Entrada y salida: (igual al formato de ST)
- Cuadro de Scrap reportado por la máquina: son los datos de rechazo arrojados por la máquina al
momento de finalizar la medición. Está compuesto básicamente por cuatro columnas que se
describen a continuación:
a. Rechazo de sensores: en esta columna se describen cada uno de los sensores de la máquina
que puede reportar algún rechazo: rechazo del EDS, rechazo en la descarga, total rechazo,
rechazo de máquinas y rechazo de cámara.
b. Nº de unidades: en este espacio se ponen el número de unidades defectuosas reportado por
la máquina.
c. % Rechazo: en este campo se coloca el % de rechazo correspondiente a cada parte
reportado por la máquina.
d. Rechazo de cámara: se describe la parte que posee mayor rechazo reportado por la cámara,
así como también las observaciones correspondientes.
- Cuadro de Scrap barrido en la máquina: son las partes de rechazo que quedan alrededor de la
máquina. Está compuesto básicamente por tres columnas que se describen a continuación:
d. Partes del producto: en esta columna se describen cada una de las partes donde la máquina
puede reportar algún rechazo: asiento, hojilla asiento, espaciador, hojilla tapa, tapa,
cartucho, rechazo del EDS, correa, piso, rechazo de la descarga y rechazo de cámara.
e. Peso del Scrap: en este campo se coloca el peso en gramos del scrap obtenido en la
medición, así como también el número de unidades de desecho.
f. Peso de los materiales: este espacio está destinado para colocar el peso muestra de los
materiales en el momento de la medición. Se tomaron dos muestras de los pesos de los
materiales que componen al producto estudiado en la medición.

ANÁLISIS DE VARIACIONES DE USO DE MATERIAL
41
Recolección de DatosÁrea de Doble Filo
Fecha: _____/____/_______ Turno: M T N
Máquina evaluada: ______ Grupo:____
Nombre del operador: ______________________________________
Código del operador:_____________
Hora de inicio Hora finTipo de rollo Actual Nuevo
T parada Causa de parada T parada Causa de parada
Consumo de papel parafinado en el turno:
RolloPeso
Inicial(grs.)
Diámetro Inicial(cms)
Hora inicio
Hora fin
Golpes inicio
Golpesfin
Tiempo cambio de rollo
Peso Core(grs.)
Observaciones:______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

Trabajo Especial de Grado Ingeniería Industrial
42
TablaNº1: Productos del EstudioProducto Máquina Nº cavidades Nº hojillas
Exacta II*3 - Alloyd A
- Alloyd B 4 cavidades(3) Tres Exacta II
Exacta II*5 - Alloyd A
- Alloyd B 4 cavidades (5) Cinco Máquinas Exacta II
Exacta II 2*12Alloyd E 24 cavidades (24) Máquinas Exacta II
Exacta II*10Bagger Machine 2 (10) Máquinas Exacta II
Ultrabarba 2*12Alloyd C 24 cavidades (24) Máquinas Ultrabarba
Máquina Lady
Protector Alloyd D 6 cavidades (2) Máquinas Ultrabarba
Cartuchos Lady
Protector Alloyd D 15 cavidades (3) Cartuchos Lady Protector
Máquina QuattroHigh Frecuency 2 cavidades (1) Máquina Quattro
Xtreme3*2Alloyd G 4 cavidades (2) Dos Máquinas Xtreme3
Xtreme3*4Alloyd F 6 cavidades (4) Cuatro Máquinas Xtreme3
Xtreme3*8New Long (8) Ocho Máquinas Xtreme3
Máquina UltrexHeat Sealing 4 cavidades
(1) Una Máquina Ultrex y
(5) cinco Cartuchos Ultrex
Vikingo*5 Bagger Machine 1 (5) Cinco Máquinas Vikingo
Fuente Propia

Trabajo Especial de Grado Ingeniería Industrial
43
Anexo E.1: Imágenes de productos de la Planta SWS Caracas
Exacta II*3 Exacta II*5 Exacta II 2*12 Exacta II*10
Ultrabarba 2*12 Máquina Lady Protect Cartucho Lady Protect Máquina Quattro
Xtreme3*2 Xtreme3*4 Xtreme3*8 Máquina Ultrex
Fuente Propia

Trabajo Especial de Grado Ingeniería Industrial
44
Tabla Nº1: Datos de Exacta II*3Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd B Cálculo de Scrap Producto: Exacta II *3 Producto: Exacta II *3
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
%Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas
desnudas%Scrap Real
1 29/03/2006 1379 240 1290 174,70 3,17 605,00 91,36 0,55 3,72
2 29/03/2006 2100 440 1800 243,77 2,90 1085,00 163,85 0,65 3,55
3 30/03/2006 1461 355 1690 228,87 3,92 500,00 75,51 0,43 4,35
4 30/03/2006 2404 440 2370 320,96 3,34 595,00 89,85 0,31 3,65
5 31/03/2006 2481 480 2335 316,22 3,19 615,00 92,87 0,31 3,50
6 31/03/2006 2344 470 1990 269,50 2,87 715,00 107,97 0,38 3,26
7 04/01/2006 2190 500 1995 270,18 3,08 440,00 66,45 0,25 3,34
8 04/01/2006 800 160 790 106,99 3,34 370,00 55,87 0,58 3,93
9 04/01/2006 954 210 965 130,69 3,42 545,00 82,30 0,72 4,14
10 04/02/2006 2068 440 2520 341,28 4,13 520,00 78,53 0,32 4,44
11 04/02/2006 1350 360 1260 170,64 3,16 520,00 78,53 0,48 3,64
12 04/03/2006 2065 470 1895 256,64 3,11 635,00 95,89 0,39 3,49
13 04/04/2006 2478 505 2280 308,78 3,12 1070,00 161,58 0,54 3,66
14 04/04/2006 2225 475 2000 270,86 3,04 665,00 100,42 0,38 3,42
15 04/05/2006 2500 480 2630 356,18 3,56 765,00 115,52 0,39 3,95
16 05/04/2006 992 170 1025 138,81 3,50 390,00 58,89 0,49 3,99
17 14/04/2006 1110 209 895 121,21 2,73 375,00 56,63 0,43 3,16
18 15/04/2006 1949 450 2600 352,11 4,52 475,00 71,73 0,31 4,82
19 15/04/2006 2177 435 3090 418,47 4,81 830,00 125,34 0,48 5,29
20 16/04/2006 2146 445 1990 269,50 3,14 680,00 102,69 0,40 3,54
21 16/04/2006 2283 440 2210 299,30 3,28 585,00 88,34 0,32 3,60
Media 1878,86 3,40 0,43 3,83
DSV 564,14 0,53 0,12 0,53
Intervalo de Confianza =95%
Tamaño de muestra 21Amplitud del intervalo 0,23Limite Inferior 3,60Limite Superior 4,06
Cálculo del tamaño de muestraMedia 3,83Desviación 0,53Varianza 0,28Error relativo 10%Error absoluto ^ 2 0,15Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 21Tamaño de muestra 8
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
45
Tabla Nº2: Datos de Exacta II*5Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd B Cálculo de Scrap Producto: Exacta II *5 Producto: Exacta II *5
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
%Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas
desnudas
%Scrap Real
1 23/03/2006 2294 365 2700 312,79 3,41 1215,00 182,38 0,40 3,81
2 29/03/2006 2100 500 3200 370,71 4,41 1185,00 177,87 0,42 4,84
3 29/03/2006 1855 410 2280 264,13 3,56 1130,00 169,62 0,46 4,02
4 30/03/2006 457 120 560 64,87 3,55 290,00 43,53 0,48 4,03
5 30/03/2006 1461 355 1990 230,54 3,94 910,00 136,60 0,47 4,41
6 31/03/2006 2481 480 2435 282,09 2,84 1205,00 180,88 0,36 3,21
7 31/03/2006 2344 470 2005 232,28 2,48 1715,00 257,43 0,55 3,03
8 04/09/2006 1653 350 2070 239,81 3,63 965,00 144,85 0,44 4,06
9 04/09/2006 982 210 1250 144,81 3,69 540,00 81,06 0,41 4,10
10 04/11/2005 767 220 1020 118,16 3,85 460,00 69,05 0,45 4,30
11 04/11/2005 2197 472 2010 232,85 2,65 1355,00 203,39 0,46 3,11
12 04/12/2006 550 120 690 79,94 3,63 345,00 51,79 0,47 4,10
13 04/12/2005 2236 440 2610 302,36 3,38 970,00 145,60 0,33 3,71
14 14/04/2006 1013 255 1705 197,52 4,87 675,00 101,32 0,50 5,37
15 18/04/2005 2336 435 2560 296,57 3,17 1495,00 224,41 0,48 3,65
16 19/04/2005 1941 390 1795 207,95 2,68 1560,00 234,16 0,60 3,28
17 19/04/2006 1261 320 1900 220,11 4,36 585,00 87,81 0,35 4,71
18 21/04/2006 1921 510 2565 297,15 3,87 1005,00 150,86 0,39 4,26
19 22/04/2006 1648 435 1970 228,22 3,46 1065,00 159,86 0,49 3,95
20 22/04/2005 2041 390 2540 294,25 3,60 990,00 148,60 0,36 3,97
21 23/02/2006 1653 350 2070 239,81 3,63 965,00 144,85 0,44 4,06
Media 1675,76 3,56 0,44 4,00
DSV 620,23 0,59 0,07 0,57
Intervalo de Confianza =95%Tamaño de muestra 21Amplitud del intervalo 0,25Limite Inferior 3,75Limite Superior 4,24
Cálculo del tamaño de muestraMedia 4,00Desviación 0,57Varianza 0,33Error relativo 10%Error absoluto ^ 2 0,16Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 21Tamaño de muestra 8
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
46
Tabla Nº3: Datos de Exacta II*10Recolección de Datos
Área de EmpaqueMáquina evaluada: Bagger Machine Cálculo de Scrap Producto: Exacta II *10 Producto: Exacta II *10
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
%Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas
desnudas%Scrap Real
1 25/03/2006 1188 120 520 155,64 13,10 320,00 48,32 0,41 13,51
2 28/03/2005 1080 97 465 139,18 12,89 420,00 63,42 0,59 13,47
3 28/03/2006 2160 170 855 255,91 11,85 712,00 107,52 0,50 12,35
4 28/03/2006 1980 140 930 278,36 14,06 550,00 83,06 0,42 14,48
5 31/03/2006 864 90 365 109,25 12,64 310,00 46,81 0,54 13,19
6 04/01/2006 6048 500 2060 616,58 10,19 1190,00 179,70 0,30 10,49
7 04/02/2006 3708 347 1570 469,92 12,67 1160,00 175,17 0,47 13,15
8 04/02/2006 1260 77 450 134,69 10,69 445,00 67,20 0,53 11,22
9 04/02/2006 4356 430 1820 544,75 12,51 1065,00 160,83 0,37 12,87
10 04/03/2006 4716 290 1850 553,73 11,74 900,00 135,91 0,29 12,03
11 04/03/2006 2556 140 995 297,82 11,65 905,00 136,67 0,53 12,19
12 04/06/2006 5184 423 1480 442,98 8,55 1225,00 184,99 0,36 8,90
13 04/08/2006 1512 140 650 194,55 12,87 580,00 87,59 0,58 13,45
14 04/08/2006 3096 200 1070 320,26 10,34 665,00 100,42 0,32 10,67
15 04/09/2006 4644 440 1410 422,03 9,09 1130,00 170,64 0,37 9,46
16 04/09/2006 5544 440 1980 592,64 10,69 1270,00 191,78 0,35 11,04
17 04/10/2006 6192 505 2865 857,53 13,85 1590,00 240,11 0,39 14,24
18 04/10/2006 3348 320 1600 478,90 14,30 1190,00 179,70 0,54 14,84
19 04/12/2006 1764 175 780 233,46 13,23 465,00 70,22 0,40 13,63
20 04/12/2006 5184 430 1690 505,84 9,76 1125,00 169,89 0,33 10,09
Media 3319 11,83 0,43 12,26
DSV 1758 1,63 0,10 1,72
Intervalo de Confianza =95%Tamaño de muestra 20Amplitud del intervalo 0,75Limite Inferior 11,51Limite Superior 13,01
Cálculo del tamaño de muestraMedia 12,26Desviación 1,72Varianza 2,95Error relativo 10%Error absoluto ^ 2 1,50Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 20Tamaño de muestra 8
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
47
Tabla Nº4: Datos de Exacta II 2*12Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd E Cálculo de Scrap Producto: Exacta II 2*12 Producto: Exacta II 2*12
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
%Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas
desnudas%Scrap Real
1 27/03/2006 2853 500 1065 1308,35 1,91 1685,00 254,45 0,37 2,28
2 27/03/2006 472 95 235 288,70 2,55 190,00 28,69 0,25 2,80
3 28/03/2006 1789 300 820 1007,37 2,35 730,00 110,24 0,26 2,60
4 28/03/2006 2075 475 1025 1259,21 2,53 840,00 126,85 0,25 2,78
5 04/02/2006 2728 420 990 1216,22 1,86 1065,00 160,83 0,25 2,10
6 04/04/2006 2703 465 635 780,10 1,20 1250,00 188,76 0,29 1,49
7 04/05/2006 1170 500 460 565,11 2,01 585,00 88,34 0,31 2,33
8 04/05/2006 1375 205 745 915,23 2,77 840,00 126,85 0,38 3,16
9 04/06/2006 3127 470 935 1148,65 1,53 1395,00 210,66 0,28 1,81
10 04/07/2006 2328 380 790 970,52 1,74 1055,00 159,32 0,29 2,02
11 04/07/2006 3234 460 890 1093,37 1,41 1580,00 238,60 0,31 1,72
12 04/10/2006 2562 470 1550 1904,18 3,10 1185,00 178,95 0,29 3,39
13 04/11/2006 3243 470 1990 2444,72 3,14 1185,00 178,95 0,23 3,37
14 04/12/2006 1740 340 1030 1265,36 3,03 1005,00 151,77 0,36 3,39
15 13/04/2006 2536 435 835 1025,80 1,69 1185,00 178,95 0,29 1,98
16 16/04/2006 1246 300 630 773,96 2,59 695,00 104,95 0,35 2,94
17 16/04/2006 2159 400 1125 1382,06 2,67 1255,00 189,52 0,37 3,03
18 17/04/2006 927 140 440 540,54 2,43 405,00 61,16 0,27 2,70
19 18/04/2006 1591 270 770 945,95 2,48 940,00 141,95 0,37 2,85
20 18/04/2006 2765 470 1285 1578,62 2,38 1385,00 209,15 0,32 2,69
21 19/04/2006 3432 510 1295 1590,91 1,93 2055,00 310,33 0,38 2,31
22 19/04/2006 2852 455 1405 1726,04 2,52 1755,00 265,03 0,39 2,91
23 20/04/2006 2853 500 1065 1308,35 1,91 1685,00 254,45 0,37 2,28
24 20/04/2006 2852 455 1405 1726,04 2,52 1755,00 265,03 0,39 2,91
Media 2275 2,26 0,31 2,58
DSV 796 0,55 0,05 0,56
Intervalo de Confianza =95%Tamaño de muestra 24Amplitud del intervalo 0,22Limite Inferior 2,35Limite Superior 2,80
Cálculo del tamaño de muestraMedia 2,58Desviación 0,56Varianza 0,31Error relativo 10%Error absoluto ^ 2 0,07Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 24Tamaño de muestra 19
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
48
Tabla Nº5: Datos de Ultrabarba 2*12Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd C Cálculo de Scrap Producto: Ultrabarba 2*12 Producto: Ultrabarba 2*12
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 02/03/2006 2939 370 535 645 0,92 2530 441 0,62 1,54
2 02/04/2006 1161 200 235 284 1,02 925 161 0,58 1,60
3 02/06/2006 612 40 125 151 1,03 525 91 0,62 1,65
4 02/07/2006 3579 455 790 953 1,11 1995 347 0,40 1,51
5 02/08/2006 1297 200 230 277 0,89 1055 184 0,59 1,48
6 02/09/2006 1030 90 200 241 0,98 695 121 0,49 1,47
7 02/09/2006 1277 160 245 296 0,96 935 163 0,53 1,50
8 02/10/2006 2993 440 635 766 1,07 2035 354 0,49 1,56
9 02/10/2006 1822 160 425 513 1,17 1380 240 0,55 1,72
10 02/11/2006 2839 302 550 663 0,97 1750 305 0,45 1,42
11 02/11/2006 967 165 265 320 1,38 685 119 0,51 1,89
12 13/02/2006 3415 710 810 977 1,19 2409 419 0,51 1,70
13 13/02/2006 2296 435 555 669 1,21 2155 375 0,68 1,90
14 15/02/2006 781 75 190 229 1,22 640 111 0,59 1,82
15 15/02/2006 3901 435 920 1110 1,19 4865 847 0,90 2,09
16 16/02/2006 481 60 115 139 1,20 525 91 0,79 1,99
17 19/02/2006 4366 470 1170 1411 1,35 5050 879 0,84 2,19
18 20/02/2006 1100 115 275 332 1,26 1280 223 0,84 2,10
19 20/02/2006 1414 170 365 440 1,30 1575 274 0,81 2,11
20 21/02/2006 2699 495 625 754 1,16 3505 610 0,94 2,11
21 21/02/2006 3238 470 635 766 0,99 3550 618 0,80 1,78
22 22/02/2006 1492 140 320 386 1,08 1830 319 0,89 1,97
Media 2077 1,12 0,66 1,78
DSV 1151 0,14 0,17 0,25
Intervalo de Confianza =95%Tamaño de muestra 22Amplitud del intervalo 0,10Limite Inferior 1,67Limite Superior 1,88
Cálculo del tamaño de muestraMedia 1,78Desviación 0,25Varianza 0,06Error relativo 10%Error absoluto ^ 2 0,03Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 22Tamaño de muestra 8
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
49
Tabla Nº6: Datos de Máquina UltrexRecolección de Datos
Área de EmpaqueMáquina evaluada: Heat Sealing Cálculo de Scrap Producto: Máquina Ultrex*5 Producto: Máquina Ultrex*5
Evaluación Fecha Golpes fin
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 27/02/2006 745 270 25,00 3 1,68 0 0 0,00 1,68
2 27/02/2006 1588 445 45,00 5 1,42 0 0 0,00 1,42
3 28/02/2006 1548 500 55,00 6 1,78 0 0 0,00 1,78
4 28/02/2006 1279 470 50,00 5 1,95 0 0 0,00 1,95
5 03/02/2006 1279 495 50,00 5 1,95 0 0 0,00 1,95
6 03/02/2006 875 350 30,00 3 1,71 0 0 0,00 1,71
7 03/03/2006 426 110 15,00 2 1,76 0 0 0,00 1,76
8 03/04/2006 1509 346 45,00 5 1,49 0 0 0,00 1,49
9 27/03/2006 903 280 30,00 3 1,66 0 0 0,00 1,66
10 28/03/2006 830 293 25,00 3 1,51 0 0 0,00 1,51
11 04/02/2006 1561 500 50,00 5 1,60 0 0 0,00 1,60
12 04/02/2006 1054 440 30,00 3 1,42 0 0 0,00 1,42
13 04/03/2006 1130 330 30,00 3 1,33 0 0 0,00 1,33
14 04/03/2006 124 32 5,00 1 2,02 0 0 0,00 2,02
15 04/04/2006 2087 500 75,00 8 1,80 0 0 0,00 1,80
16 04/04/2006 660 180 20,00 2 1,52 0 0 0,00 1,52
17 04/05/2006 1548 500 50,00 5 1,61 0 0 0,00 1,61
18 04/05/2006 1279 470 40,00 4 1,56 0 0 0,00 1,56
19 04/06/2006 1509 346 50,00 5 1,66 0 0 0,00 1,66
20 04/06/2006 1054 440 30,00 3 1,42 0 0 0,00 1,42
Media 1149 1,64 0,00 1,64
DSV 453 0,19 0,00 0,19
Intervalo de Confianza =95%Tamaño de muestra 20Amplitud del intervalo 0,08Limite Inferior 1,56Limite Superior 1,73
Cálculo del tamaño de muestraMedia 1,64Desviación 0,19Varianza 0,04Error relativo 10%Error absoluto ^ 2 0,03Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 20Tamaño de muestra 6
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
50
Tabla Nº7: Datos de Vikingo*5Recolección de Datos
Área de EmpaqueMáquina evaluada: Bagger Machine 2 Cálculo de Scrap Producto: Vikingo*5 amarilla Producto: Vikingo*5 amarilla
Evaluación Fecha Golpes totales
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 02/05/2006 4560 330 1975,00 1163 25,51 325,00 82 0,36 25,87
2 02/06/2005 2880 260 1225,00 721 25,05 195,00 49 0,34 25,39
3 02/06/2006 5700 380 1985,00 1169 20,51 360,00 91 0,32 20,83
4 02/07/2006 2700 210 975,00 574 21,27 205,00 52 0,39 21,65
5 02/07/2006 2460 280 1040,00 612 24,90 185,00 47 0,38 25,28
6 23/02/2006 7200 495 2555,00 1505 20,90 475,00 120 0,33 21,23
7 23/02/2006 7260 470 2495,00 1469 20,24 405,00 103 0,28 20,52
8 24/02/2006 3600 390 1190,00 701 19,47 190,00 48 0,27 19,74
9 24/02/2006 1200 115 505,00 297 24,78 75,00 19 0,32 25,10
10 03/03/2006 5040 365 1903,00 1121 22,24 265,00 67 0,27 22,50
11 03/03/2006 960 210 325,00 191 19,94 70,00 18 0,37 20,31
12 03/04/2006 6000 495 1935,00 1140 18,99 295,00 75 0,25 19,24
13 04/10/2005 4800 170 1560,00 919 19,14 255,00 65 0,27 19,41
14 04/10/2005 2400 140 860,00 506 21,10 175,00 44 0,37 21,47
15 04/11/2006 7080 424 2545,00 1499 21,17 385,00 98 0,28 21,45
16 22/04/2006 3120 422 1255,00 739 23,69 170,00 43 0,28 23,97
17 22/04/2006 1800 200 675,00 398 22,08 105,00 27 0,30 22,38
18 23/04/2006 4860 320 1595,00 939 19,33 255,00 65 0,27 19,59
19 23/04/2006 2220 200 925,00 545 24,54 150,00 38 0,34 24,88
20 23/04/2006 1800 180 685,00 403 22,41 135,00 34 0,38 22,79
21 24/04/2006 2700 280 895,00 527 19,52 200,00 51 0,38 19,90
22 24/04/2006 2340 200 805,00 474 20,26 165,00 42 0,36 20,62
Media 3758 21,68 0,32 22,01
DSV 1975 2,16 0,05 2,17
Intervalo de Confianza g=95%Tamaño de muestra 22Amplitud del intervalo 0,91Limite Inferior 21,10Limite Superior 22,91
Cálculo del tamaño de muestraMedia 22,01Desviación 2,17Varianza 4,73Error relativo 10%Error absoluto ^ 2 4,84Nivel de confianza = g 0,95(1+g)/2 0,98k 1,96Tamaño de muestra piloto 22Tamaño de muestra 4
¿Tamaño de muestra? Suficiente
Trabajo Especial de Grado Ingeniería Industrial
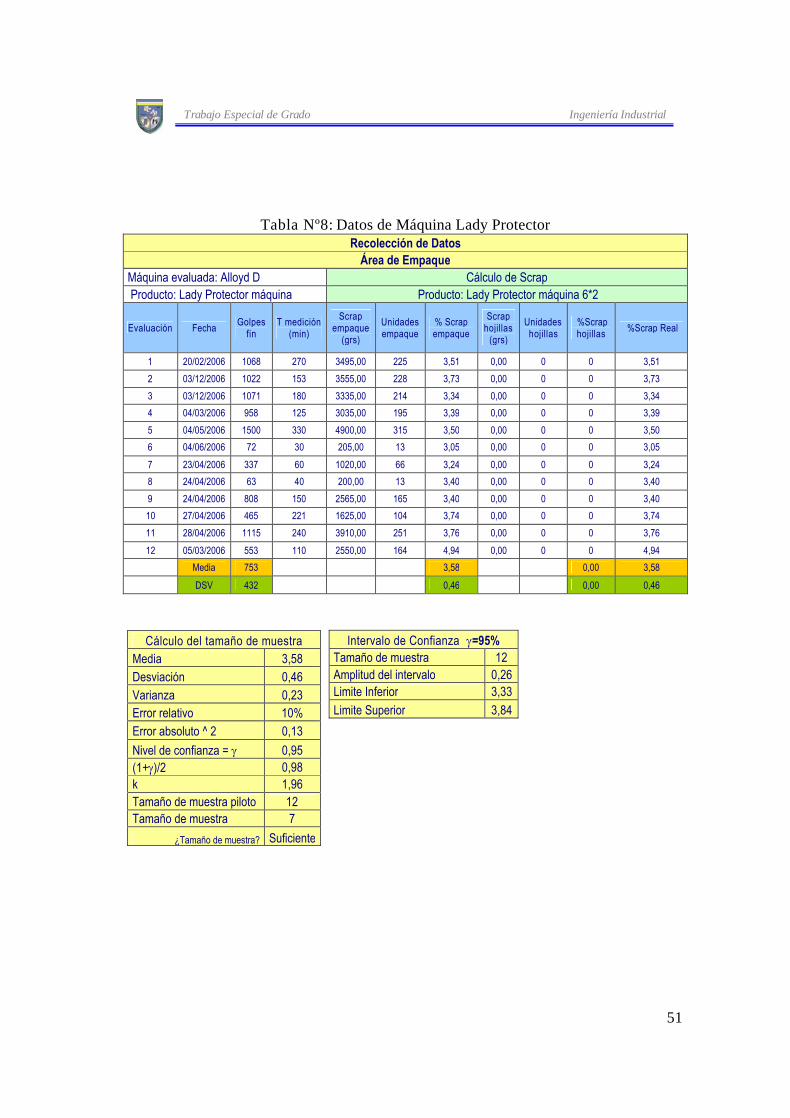
51
Tabla Nº8: Datos de Máquina Lady ProtectorRecolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd D Cálculo de Scrap Producto: Lady Protector máquina Producto: Lady Protector máquina 6*2
Evaluación Fecha Golpes fin
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 20/02/2006 1068 270 3495,00 225 3,51 0,00 0 0 3,512 03/12/2006 1022 153 3555,00 228 3,73 0,00 0 0 3,733 03/12/2006 1071 180 3335,00 214 3,34 0,00 0 0 3,344 04/03/2006 958 125 3035,00 195 3,39 0,00 0 0 3,395 04/05/2006 1500 330 4900,00 315 3,50 0,00 0 0 3,506 04/06/2006 72 30 205,00 13 3,05 0,00 0 0 3,057 23/04/2006 337 60 1020,00 66 3,24 0,00 0 0 3,248 24/04/2006 63 40 200,00 13 3,40 0,00 0 0 3,409 24/04/2006 808 150 2565,00 165 3,40 0,00 0 0 3,4010 27/04/2006 465 221 1625,00 104 3,74 0,00 0 0 3,7411 28/04/2006 1115 240 3910,00 251 3,76 0,00 0 0 3,7612 05/03/2006 553 110 2550,00 164 4,94 0,00 0 0 4,94
Media 753 3,58 0,00 3,58
DSV 432 0,46 0,00 0,46
Intervalo de Confianza =95%Tamaño de muestra 12Amplitud del intervalo 0,26Limite Inferior 3,33Limite Superior 3,84
Cálculo del tamaño de muestraMedia 3,58Desviación 0,46Varianza 0,23Error relativo 10%Error absoluto ^ 2 0,13Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 12Tamaño de muestra 7
¿Tamaño de muestra? Suficiente
Trabajo Especial de Grado Ingeniería Industrial
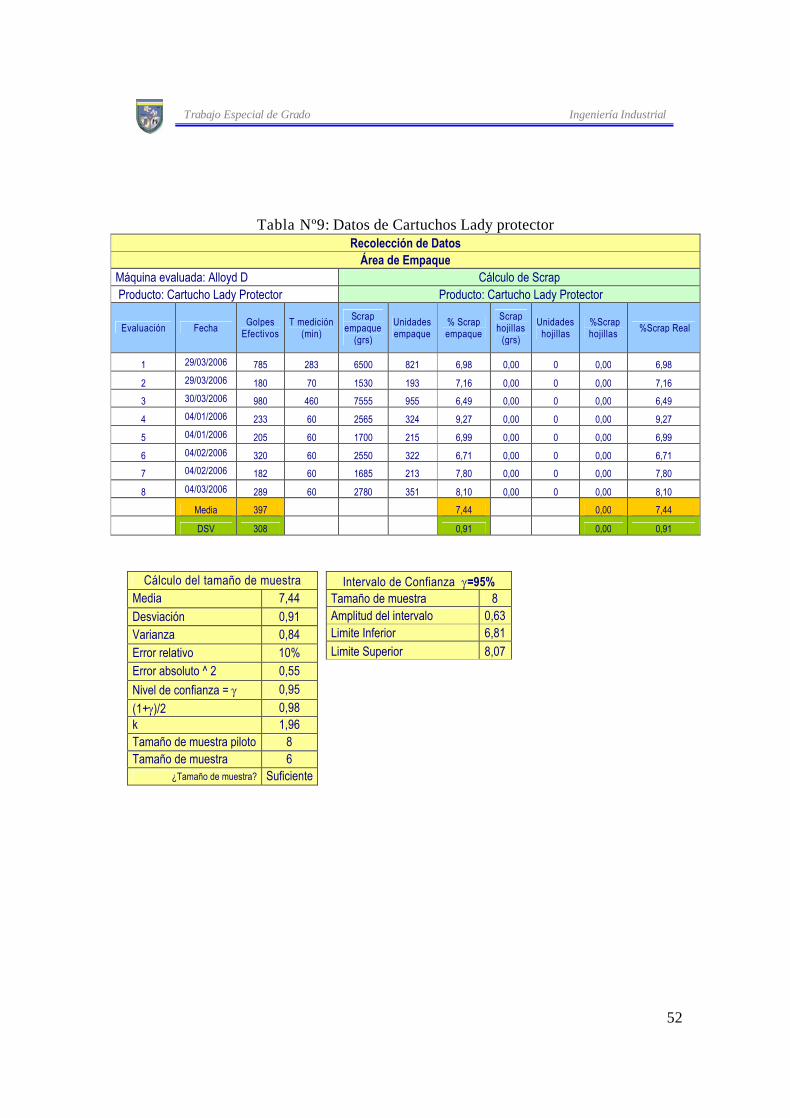
52
Tabla Nº9: Datos de Cartuchos Lady protectorRecolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd D Cálculo de Scrap Producto: Cartucho Lady Protector Producto: Cartucho Lady Protector
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 29/03/2006 785 283 6500 821 6,98 0,00 0 0,00 6,98
2 29/03/2006 180 70 1530 193 7,16 0,00 0 0,00 7,16
3 30/03/2006 980 460 7555 955 6,49 0,00 0 0,00 6,49
4 04/01/2006 233 60 2565 324 9,27 0,00 0 0,00 9,27
5 04/01/2006 205 60 1700 215 6,99 0,00 0 0,00 6,99
6 04/02/2006 320 60 2550 322 6,71 0,00 0 0,00 6,71
7 04/02/2006 182 60 1685 213 7,80 0,00 0 0,00 7,80
8 04/03/2006 289 60 2780 351 8,10 0,00 0 0,00 8,10
Media 397 7,44 0,00 7,44
DSV 308 0,91 0,00 0,91
Intervalo de Confianza =95%Tamaño de muestra 8Amplitud del intervalo 0,63Limite Inferior 6,81Limite Superior 8,07
Cálculo del tamaño de muestraMedia 7,44Desviación 0,91Varianza 0,84Error relativo 10%Error absoluto ^ 2 0,55Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 8Tamaño de muestra 6
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
53
Tabla Nº10: Datos de Máquina Quattro c/standRecolección de Datos
Área de EmpaqueMáquina evaluada: High Frecuency Cálculo de Scrap Producto: Máquina Quattro c/stand Producto: Máquina Quattro c/stand
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 28/02/2006 1005 385 750,00 27 1,33 0,00 0 0 1,33
2 28/02/2006 577 160 440,00 16 1,36 0,00 0 0 1,36
3 03/01/2006 670 375 450,00 16 1,20 0,00 0 0 1,20
4 03/01/2006 861 345 660,00 24 1,37 0,00 0 0 1,37
5 03/02/2006 776 400 560,00 20 1,29 0,00 0 0 1,29
6 18/03/2006 1086 445 920,00 33 1,51 0,00 0 0 1,51
Media 829 1,34 0,00 1,34
DSV 195 0,10 0,00 0,10
Intervalo de Confianza =95%Tamaño de muestra 6Amplitud del intervalo 0,08Limite Inferior 1,26Limite Superior 1,42
Cálculo del tamaño de muestraMedia 1,34Desviación 0,10Varianza 0,01Error relativo 10%Error absoluto ^ 2 0,02Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 6Tamaño de muestra 3
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
54
Tabla Nº11: Datos de Xtreme3*4Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd F Cálculo de Scrap Producto: Xtreme3*4 Producto: Xtreme3*4
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 02/02/2006 1122 480 1885,00 116 0,67 1490,00 119 0,17 0,84
2 02/02/2006 258 165 945,00 58 0,98 245,00 20 0,08 1,06
3 22/02/2006 720 240 1560,00 96 1,11 260,00 21 0,06 1,17
4 23/02/2006 585 212 915,00 56 0,73 1345,00 108 0,35 1,09
5 23/02/2006 608 267 1450,00 89 0,92 600,00 48 0,13 1,05
6 27/02/2006 753 475 2575,00 158 0,92 725,00 58 0,08 1,01
7 28/02/2006 364 216 990,00 61 0,78 585,00 47 0,15 0,93
8 28/02/2006 1030 470 2015,00 124 0,73 1285,00 103 0,15 0,88
9 03/07/2006 884 330 1485,00 91 0,77 2055,00 165 0,35 1,11
10 03/08/2006 484 248 1260,00 77 0,87 1290,00 103 0,29 1,15
11 03/08/2006 368 116 495,00 30 0,73 280,00 22 0,13 0,86
12 03/10/2006 190 120 720,00 44 1,02 150,00 12 0,07 1,09
13 03/12/2006 716 260 1295,00 79 0,85 1365,00 109 0,29 1,14
14 13/03/2006 622 442 1995,00 122 0,77 1500,00 120 0,19 0,96
15 17/03/2006 1142 350 1645,00 101 0,80 650,00 52 0,10 0,90
16 18/03/2006 102 50 250,00 15 0,85 110,00 9 0,12 0,97
17 25/03/2006 389 300 1755,00 108 1,00 365,00 29 0,07 1,06
18 27/03/2006 543 315 1600,00 98 0,86 610,00 49 0,11 0,97
19 30/03/2006 1258 465 2255,00 138 0,83 765,00 61 0,09 0,92
20 30/03/2006 853 470 1965,00 120 0,71 1980,00 159 0,23 0,95
21 31/03/2006 201 126 755,00 46 1,02 405,00 32 0,18 1,20
22 31/03/2006 417 153 810,00 50 0,90 380,00 30 0,14 1,04
Media 619 0,86 0,16 1,02
DSV 329 0,12 0,09 0,10
Intervalo de Confianza =95%Tamaño de muestra 22Amplitud del intervalo 0,04Limite Inferior 0,97Limite Superior 1,06
Cálculo del tamaño de muestraMedia 1,02Desviación 0,10Varianza 0,01Error relativo 10%Error absoluto ^ 2 0,01Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 22Tamaño de muestra 5
¿Tamaño de muestra? Suficiente
Trabajo Especial de Grado Ingeniería Industrial
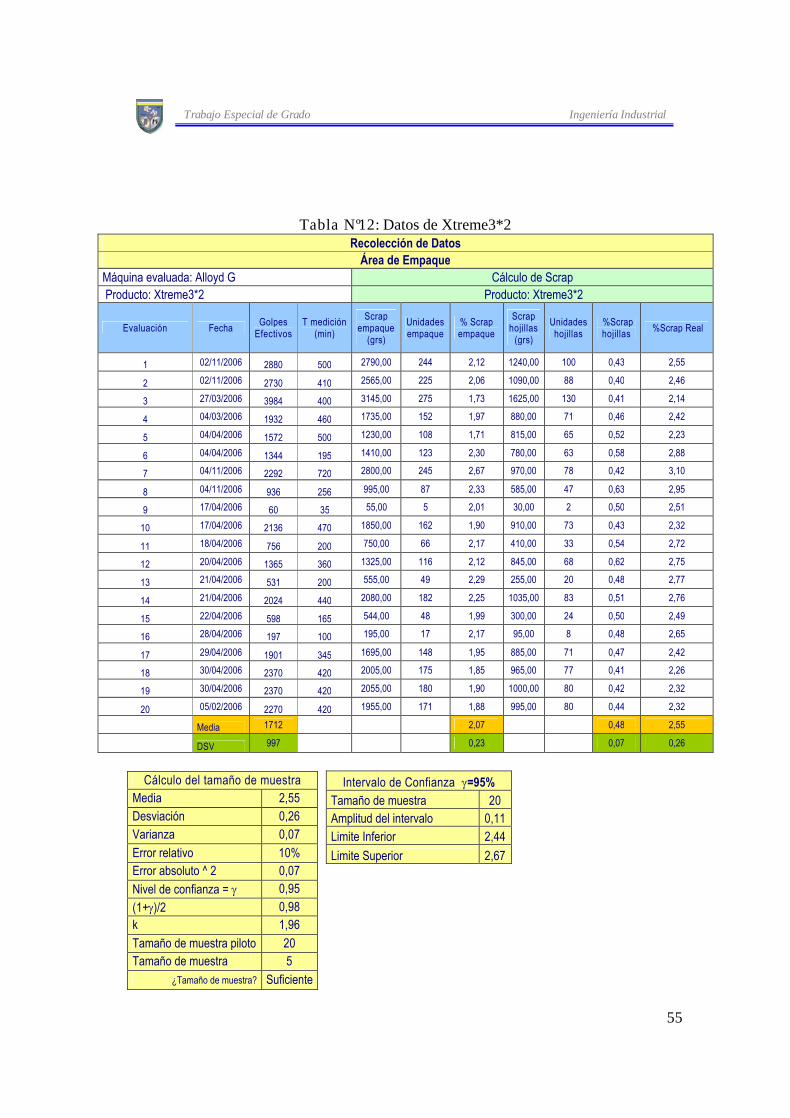
55
Tabla Nº12: Datos de Xtreme3*2Recolección de Datos
Área de EmpaqueMáquina evaluada: Alloyd G Cálculo de Scrap Producto: Xtreme3*2 Producto: Xtreme3*2
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 02/11/2006 2880 500 2790,00 244 2,12 1240,00 100 0,43 2,55
2 02/11/2006 2730 410 2565,00 225 2,06 1090,00 88 0,40 2,46
3 27/03/2006 3984 400 3145,00 275 1,73 1625,00 130 0,41 2,14
4 04/03/2006 1932 460 1735,00 152 1,97 880,00 71 0,46 2,42
5 04/04/2006 1572 500 1230,00 108 1,71 815,00 65 0,52 2,23
6 04/04/2006 1344 195 1410,00 123 2,30 780,00 63 0,58 2,88
7 04/11/2006 2292 720 2800,00 245 2,67 970,00 78 0,42 3,10
8 04/11/2006 936 256 995,00 87 2,33 585,00 47 0,63 2,95
9 17/04/2006 60 35 55,00 5 2,01 30,00 2 0,50 2,51
10 17/04/2006 2136 470 1850,00 162 1,90 910,00 73 0,43 2,32
11 18/04/2006 756 200 750,00 66 2,17 410,00 33 0,54 2,72
12 20/04/2006 1365 360 1325,00 116 2,12 845,00 68 0,62 2,75
13 21/04/2006 531 200 555,00 49 2,29 255,00 20 0,48 2,77
14 21/04/2006 2024 440 2080,00 182 2,25 1035,00 83 0,51 2,76
15 22/04/2006 598 165 544,00 48 1,99 300,00 24 0,50 2,49
16 28/04/2006 197 100 195,00 17 2,17 95,00 8 0,48 2,65
17 29/04/2006 1901 345 1695,00 148 1,95 885,00 71 0,47 2,42
18 30/04/2006 2370 420 2005,00 175 1,85 965,00 77 0,41 2,26
19 30/04/2006 2370 420 2055,00 180 1,90 1000,00 80 0,42 2,32
20 05/02/2006 2270 420 1955,00 171 1,88 995,00 80 0,44 2,32
Media 1712 2,07 0,48 2,55
DSV 997 0,23 0,07 0,26
Intervalo de Confianza =95%Tamaño de muestra 20Amplitud del intervalo 0,11Limite Inferior 2,44Limite Superior 2,67
Cálculo del tamaño de muestraMedia 2,55Desviación 0,26Varianza 0,07Error relativo 10%Error absoluto ^ 2 0,07Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 20Tamaño de muestra 5
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
56
Tabla Nº13: Datos de Xtreme3*8Recolección de Datos
Área de EmpaqueMáquina evaluada: New Long Cálculo de Scrap Producto: Xtreme3*8 Producto: Xtreme3*8
Evaluación Fecha Golpes Efectivos
T medición (min)
Scrap empaque
(grs)
Unidades empaque
% Scrap empaque
Scrap hojillas
(grs)
Unidades hojillas
%Scrap hojillas %Scrap Real
1 03/05/2006 2769 191 65,00 35 1,27 130,00 10 0,38 1,65
2 03/05/2006 4401 300 105,00 57 1,29 250,00 20 0,46 1,75
3 03/05/2006 460 30 10,00 5 1,18 25,00 2 0,44 1,61
4 03/06/2006 2182 130 50,00 27 1,24 150,00 12 0,55 1,79
5 03/07/2006 2217 220 55,00 30 1,34 150,00 12 0,54 1,89
6 03/07/2006 7325 440 175,00 95 1,29 460,00 37 0,50 1,80
7 03/08/2006 4452 330 120,00 65 1,46 120,00 10 0,22 1,67
8 03/08/2006 2572 190 75,00 41 1,58 80,00 6 0,25 1,83
9 03/09/2006 2686 280 70,00 38 1,41 80,00 6 0,24 1,65
10 03/09/2006 4100 440 115,00 62 1,52 225,00 18 0,44 1,96
11 03/10/2006 6320 500 155,00 84 1,33 300,00 24 0,38 1,71
12 03/10/2006 7412 470 175,00 95 1,28 290,00 23 0,31 1,59
13 03/11/2006 6683 440 190,00 103 1,54 155,00 12 0,19 1,72
14 03/11/2006 5590 475 150,00 81 1,45 190,00 15 0,27 1,72
15 16/03/2006 6629 500 155,00 84 1,27 515,00 41 0,62 1,89
16 16/03/2006 5890 470 150,00 81 1,38 185,00 15 0,25 1,63
17 17/03/2006 4616 360 105,00 57 1,23 125,00 10 0,22 1,45
18 18/03/2006 4200 440 115,00 62 1,48 190,00 15 0,36 1,84
19 18/03/2006 4390 431 125,00 68 1,54 195,00 16 0,36 1,90
20 19/03/2006 5720 450 150,00 81 1,42 195,00 16 0,27 1,69
21 20/03/2006 7077 500 190,00 103 1,45 360,00 29 0,41 1,86
Media 4652 1,38 0,36 1,74
DSV 1963 0,12 0,12 0,13
Intervalo de Confianza =95%Tamaño de muestra 21Amplitud del intervalo 0,05Limite Inferior 1,69Limite Superior 1,80
Cálculo del tamaño de muestraMedia 1,74Desviación 0,13Varianza 0,02Error relativo 10%Error absoluto ^ 2 0,03Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 21Tamaño de muestra 2
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
57
Tabla Nº1: Datos de Exacta II ST1Recolección de Datos
Máquina evaluada: ST1 Producto: ExactaII PN/PS/PSECA/PD
Evaluación Fecha Turno Golpes totales
Tasa prod real (g/min) Eficiencia % Total
bueno %Scrap Real
1 01/02/2006 I 31122 69,94 74% 96,45% 2,58
2 01/02/2006 II 29570 66,45 70% 97,09% 2,01
3 02/02/2006 I 34821 78,25 82% 97,50% 2,19
4 02/02/2006 II 25670 57,69 61% 96,36% 2,15
5 03/02/2006 I 36790 82,67 87% 97,85% 2,07
6 03/02/2006 II 31680 71,19 75% 97,85% 2,13
7 04/02/2006 I 33385 75,02 79% 97,98% 2,08
8 04/02/2006 II 27060 60,81 64% 98,30% 1,63
9 05/02/2006 I 33115 74,42 78% 99,08% 1,68
10 05/02/2006 II 31410 70,58 74% 98,69% 1,66
11 06/02/2006 I 25980 58,38 61% 96,96% 2,89
12 06/02/2006 II 27360 61,48 65% 97,93% 1,65
13 07/02/2006 I 41423 93,09 98% 98,63% 1,69
14 07/02/2006 II 33630 75,57 80% 98,13% 1,79
15 08/02/2006 I 31925 71,74 76% 97,23% 2,68
16 08/02/2006 II 31825 71,52 75% 97,41% 2,49
17 09/02/2006 I 35600 80,00 84% 98,31% 2,10
18 09/02/2006 II 30590 68,74 72% 98,07% 2,05
19 10/02/2006 I 35850 80,56 85% 97,63% 2,32
20 10/02/2006 II 26875 60,39 64% 96,74% 2,74
21 11/02/2006 I 27800 62,47 66% 96,33% 2,77
22 11/02/2006 II 36950 83,03 87% 97,69% 2,10
23 12/02/2006 I 30890 69,42 73% 97,12% 2,59
24 12/02/2006 II 33629 75,57 80% 98,13% 2,61
25 13/02/2006 I 27559 61,93 65% 96,16% 2,67
26 13/02/2006 II 31020 69,71 73% 96,71% 2,43
27 14/02/2006 I 32000 71,91 76% 96,88% 2,21
28 14/02/2006 II 27013 60,70 64% 95,48% 2,63
29 15/02/2006 I 20715 46,55 49% 96,55% 2,61
30 15/02/2006 II 31010 69,69 73% 95,82% 1,88
31 16/02/2006 I 25700 57,75 61% 95,54% 2,65
32 16/02/2006 II 32306 72,60 76% 97,20% 2,73
33 17/02/2006 I 38860 87,33 92% 98,09% 1,79
34 17/02/2006 II 36090 81,10 85% 95,82% 2,84
35 18/02/2006 I 35020 78,70 83% 97,09% 2,87
36 18/02/2006 II 31053 69,78 73% 97,54% 2,42
37 19/02/2006 I 31410 70,58 74% 96,92% 1,70
38 19/02/2006 II 33265 74,75 79% 97,03% 2,16
39 20/02/2006 I 38150 85,73 90% 96,99% 2,58
40 20/02/2006 II 27306 61,36 65% 97,97% 2,08
41 21/02/2006 I 31222 70,16 74% 98,08% 1,98
42 21/02/2006 II 32720 73,53 77% 97,41% 2,56
43 22/02/2006 I 38871 87,35 92% 97,76% 2,28
44 22/02/2006 II 28000 62,92 66% 96,43% 2,34
45 23/02/2006 I 35033 78,73 83% 97,05% 2,95
46 23/02/2006 II 29415 66,10 70% 96,89% 2,76
47 24/02/2006 I 35651 80,11 84% 98,22% 2,02
48 24/02/2006 II 31715 71,27 75% 97,75% 2,18
49 25/02/2006 I 37660 84,63 89% 98,56% 1,84
50 25/02/2006 II 34350 77,19 81% 94,25% 1,86
Media 31961 71,82 76% 97,27% 2,27
DSV 4133 9,00 10% 0,95% 0,39

Trabajo Especial de Grado Ingeniería Industrial
58
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,11Limite Inferior 2,16Limite Superior 2,38
Cálculo del tamaño de muestraMedia 2,27Desviación 0,39Varianza 0,15Error relativo 10%Error absoluto ^ 2 0,05Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 12
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
59
Tabla Nº2: Datos de Exacta II ST2Recolección de Datos
Máquina evaluada: ST2 Producto: ExactaII PN/PS/PSECA/PD
Evaluación Fecha Turno Golpes totales
Tasa prod real (g/min) Eficiencia % Total
bueno %Scrap Real
1 01/02/2006 I 28999 65,17 69% 94,42% 4,86
2 01/02/2006 II 26699 60,00 63% 95,24% 3,85
3 02/02/2006 I 32189 72,33 76% 96,31% 3,72
4 02/02/2006 II 28533 64,12 67% 97,83% 2,26
5 03/02/2006 I 33648 75,61 80% 97,48% 2,41
6 03/02/2006 II 23138 52,00 55% 95,30% 4,65
7 04/02/2006 I 32090 72,11 76% 96,60% 3,48
8 04/02/2006 II 28480 64,00 67% 96,56% 3,21
9 05/02/2006 I 32621 73,31 77% 98,10% 2,91
10 05/02/2006 II 31535 70,87 75% 98,30% 2,11
11 06/02/2006 I 33894 76,17 80% 97,66% 2,46
12 06/02/2006 II 28860 64,85 68% 97,02% 3,01
13 07/02/2006 I 41356 92,93 98% 96,72% 3,16
14 07/02/2006 II 35132 78,95 83% 96,78% 3,21
15 08/02/2006 I 36827 82,76 87% 95,85% 4,18
16 08/02/2006 II 31429 70,63 74% 95,45% 4,55
17 09/02/2006 I 35071 78,81 83% 96,95% 3,01
18 09/02/2006 II 32991 74,14 78% 97,00% 2,86
19 10/02/2006 I 31400 70,56 74% 95,54% 4,45
20 10/02/2006 II 32994 74,14 78% 96,99% 2,92
21 11/02/2006 I 28556 64,17 68% 95,43% 4,13
22 11/02/2006 II 30409 68,33 72% 94,53% 4,63
23 12/02/2006 I 37792 84,93 89% 94,99% 4,11
24 12/02/2006 II 31348 70,44 74% 93,69% 4,30
25 13/02/2006 I 39865 89,58 94% 93,76% 4,64
26 13/02/2006 II 29581 66,47 70% 94,21% 4,89
27 14/02/2006 I 24363 54,75 58% 94,41% 4,09
28 14/02/2006 II 28496 64,04 67% 98,12% 3,19
29 15/02/2006 I 33933 76,25 80% 96,19% 2,50
30 15/02/2006 II 35960 80,81 85% 95,13% 2,22
31 16/02/2006 I 20945 47,07 50% 93,77% 3,24
32 16/02/2006 II 33888 76,15 80% 94,58% 3,78
33 17/02/2006 I 34915 78,46 83% 94,88% 2,71
34 17/02/2006 II 33964 76,32 80% 91,08% 4,05
35 18/02/2006 I 34085 76,60 81% 96,82% 2,77
36 18/02/2006 II 32340 72,67 76% 97,40% 2,57
37 19/02/2006 I 28667 64,42 68% 97,06% 2,57
38 19/02/2006 II 41117 92,40 97% 93,31% 3,54
39 20/02/2006 I 31875 71,63 75% 94,12% 3,48
40 20/02/2006 II 25240 56,72 60% 95,52% 3,32
41 21/02/2006 I 37694 84,71 89% 95,64% 3,36
42 21/02/2006 II 34418 77,34 81% 97,45% 2,61
43 22/02/2006 I 39656 89,11 94% 98,35% 2,05
44 22/02/2006 II 31992 71,89 76% 96,90% 3,00
45 23/02/2006 I 33212 74,63 79% 96,35% 3,62
46 23/02/2006 II 36043 81,00 85% 97,11% 3,12
47 24/02/2006 I 37668 84,65 89% 97,16% 2,89
48 24/02/2006 II 34000 76,40 80% 95,59% 4,56
49 25/02/2006 I 30325 68,15 72% 95,76% 4,17
50 25/02/2006 II 30762 69,13 73% 95,87% 3,37
Media 32419 72,85 77% 95,95% 3,41
DSV 4343 9,76 10% 1,51% 0,79

Trabajo Especial de Grado Ingeniería Industrial
60
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,22Limite Inferior 3,20Limite Superior 3,63
Cálculo del tamaño de muestraMedia 3,41Desviación 0,79Varianza 0,63Error relativo 10%Error absoluto ^ 2 0,12Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 21
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
61
Tabla Nº3: Datos de Exacta II ST3Recolección de Datos
Máquina evaluada: ST3 Producto: ExactaII PN/PS/PSECA/PD
Evaluación Fecha Turno Golpes totales
Tasa prod real (g/min) Eficiencia % Total
bueno %Scrap Real
1 01/02/2006 I 35325 79,38 84% 83,03% 3,81
2 01/02/2006 II 29810 66,99 71% 96,91% 3,76
3 02/02/2006 I 37125 83,43 88% 96,99% 3,45
4 02/02/2006 II 29042 65,26 69% 95,84% 3,57
5 03/02/2006 I 32984 74,12 78% 97,02% 4,27
6 03/02/2006 II 31769 71,39 75% 96,01% 3,66
7 04/02/2006 I 32050 72,02 76% 95,79% 3,61
8 04/02/2006 II 32619 73,30 77% 96,88% 3,73
9 05/02/2006 I 31000 69,66 73% 96,77% 3,73
10 05/02/2006 II 31155 70,01 74% 96,29% 3,46
11 06/02/2006 I 34500 77,53 82% 93,91% 3,91
12 06/02/2006 II 33178 74,56 78% 96,46% 4,51
13 07/02/2006 I 40955 92,03 97% 97,67% 3,53
14 07/02/2006 II 29651 66,63 70% 97,80% 3,44
15 08/02/2006 I 32800 73,71 78% 96,80% 3,34
16 09/02/2006 I 35044 78,75 83% 97,02% 3,06
17 10/02/2006 I 32970 74,09 78% 97,06% 3,51
18 10/02/2006 II 32125 72,19 76% 96,50% 3,79
19 11/02/2006 I 34446 77,41 81% 96,00% 3,20
20 12/02/2006 I 31164 70,03 74% 96,26% 3,45
21 12/02/2006 II 29580 66,47 70% 95,84% 3,44
22 13/02/2006 I 35920 80,72 85% 94,65% 3,71
23 13/02/2006 II 34687 77,95 82% 95,14% 2,74
24 14/02/2006 I 30162 67,78 71% 94,37% 3,33
25 14/02/2006 II 29631 66,59 70% 95,72% 3,32
26 15/02/2006 I 34716 78,01 82% 97,94% 3,33
27 15/02/2006 II 22929 51,53 54% 96,04% 3,83
28 16/02/2006 I 29890 67,17 71% 95,92% 3,42
29 16/02/2006 II 32352 72,70 77% 96,24% 3,46
30 17/02/2006 I 27805 62,48 66% 95,92% 3,51
31 17/02/2006 II 29300 65,84 69% 94,20% 3,00
32 18/02/2006 I 31478 70,74 74% 96,26% 3,59
33 18/02/2006 II 31280 70,29 74% 95,91% 3,52
34 19/02/2006 I 39393 88,52 93% 97,97% 3,34
35 19/02/2006 II 38150 85,73 90% 98,34% 3,32
36 20/02/2006 I 31987 71,88 76% 96,36% 3,57
37 21/02/2006 I 39557 88,89 94% 96,46% 3,37
38 21/02/2006 II 32400 72,81 77% 94,58% 3,77
39 22/02/2006 I 36150 81,24 86% 97,13% 3,48
40 22/02/2006 II 33879 76,13 80% 97,41% 3,30
41 23/02/2006 I 34373 77,24 81% 97,03% 3,22
42 23/02/2006 II 33268 74,76 79% 97,69% 3,41
43 24/02/2006 I 39940 89,75 94% 96,62% 3,14
44 24/02/2006 II 24885 55,92 59% 96,44% 3,33
45 25/02/2006 I 33200 74,61 79% 97,73% 3,54
46 25/02/2006 II 27918 62,74 66% 96,71% 3,03
47 26/02/2006 I 31300 70,34 74% 96,81% 3,26
48 26/02/2006 II 33660 75,64 80% 97,97% 3,95
49 27/02/2006 I 32648 73,37 77% 96,26% 3,11
50 27/02/2006 II 34587 77,72 82% 97,61% 3,00
Media 32734 73,56 77% 96,21% 3,48
DSV 3543 7,96 8% 2,15% 0,32
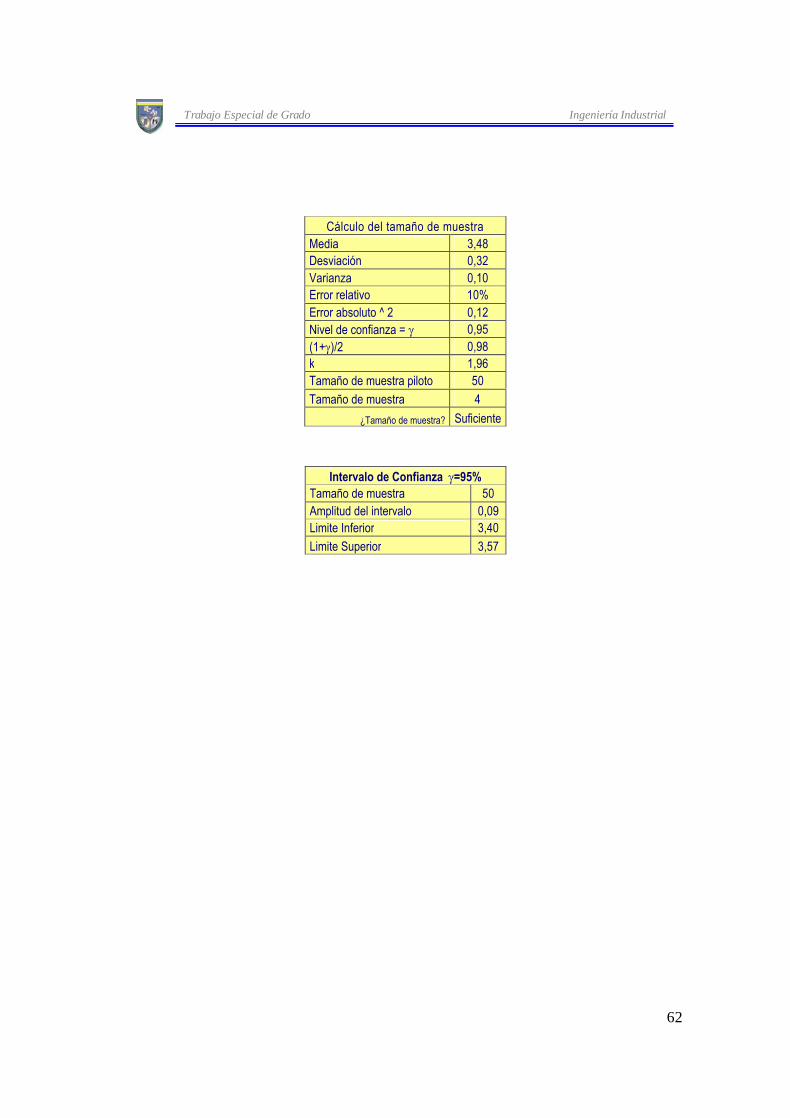
Trabajo Especial de Grado Ingeniería Industrial
62
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,09Limite Inferior 3,40Limite Superior 3,57
Cálculo del tamaño de muestraMedia 3,48Desviación 0,32Varianza 0,10Error relativo 10%Error absoluto ^ 2 0,12Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 4
¿Tamaño de muestra? Suficiente
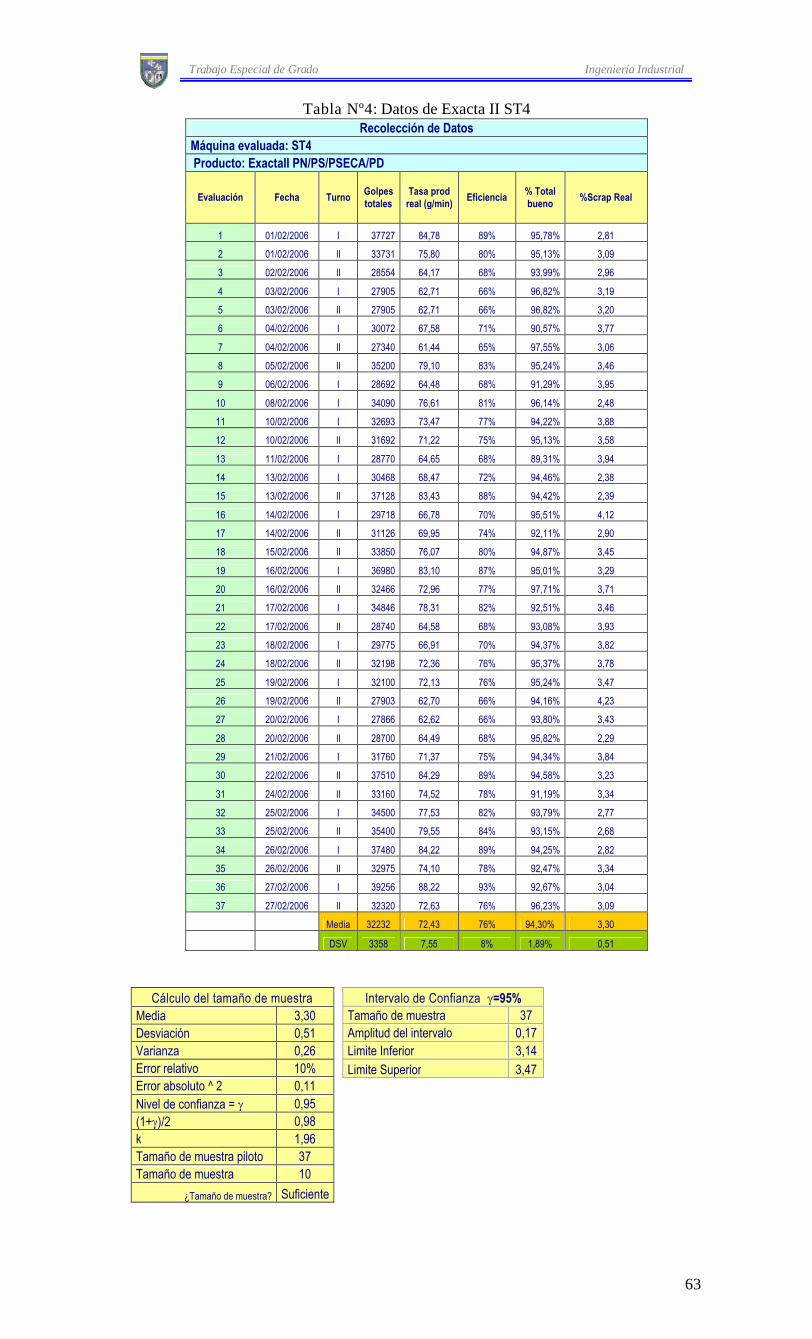
Trabajo Especial de Grado Ingeniería Industrial
63
Tabla Nº4: Datos de Exacta II ST4Recolección de Datos
Máquina evaluada: ST4 Producto: ExactaII PN/PS/PSECA/PD
Evaluación Fecha Turno Golpes totales
Tasa prod real (g/min) Eficiencia % Total
bueno %Scrap Real
1 01/02/2006 I 37727 84,78 89% 95,78% 2,81
2 01/02/2006 II 33731 75,80 80% 95,13% 3,09
3 02/02/2006 II 28554 64,17 68% 93,99% 2,96
4 03/02/2006 I 27905 62,71 66% 96,82% 3,19
5 03/02/2006 II 27905 62,71 66% 96,82% 3,20
6 04/02/2006 I 30072 67,58 71% 90,57% 3,77
7 04/02/2006 II 27340 61,44 65% 97,55% 3,06
8 05/02/2006 II 35200 79,10 83% 95,24% 3,46
9 06/02/2006 I 28692 64,48 68% 91,29% 3,95
10 08/02/2006 I 34090 76,61 81% 96,14% 2,48
11 10/02/2006 I 32693 73,47 77% 94,22% 3,88
12 10/02/2006 II 31692 71,22 75% 95,13% 3,58
13 11/02/2006 I 28770 64,65 68% 89,31% 3,94
14 13/02/2006 I 30468 68,47 72% 94,46% 2,38
15 13/02/2006 II 37128 83,43 88% 94,42% 2,39
16 14/02/2006 I 29718 66,78 70% 95,51% 4,12
17 14/02/2006 II 31126 69,95 74% 92,11% 2,90
18 15/02/2006 II 33850 76,07 80% 94,87% 3,45
19 16/02/2006 I 36980 83,10 87% 95,01% 3,29
20 16/02/2006 II 32466 72,96 77% 97,71% 3,71
21 17/02/2006 I 34846 78,31 82% 92,51% 3,46
22 17/02/2006 II 28740 64,58 68% 93,08% 3,93
23 18/02/2006 I 29775 66,91 70% 94,37% 3,82
24 18/02/2006 II 32198 72,36 76% 95,37% 3,78
25 19/02/2006 I 32100 72,13 76% 95,24% 3,47
26 19/02/2006 II 27903 62,70 66% 94,16% 4,23
27 20/02/2006 I 27866 62,62 66% 93,80% 3,43
28 20/02/2006 II 28700 64,49 68% 95,82% 2,29
29 21/02/2006 I 31760 71,37 75% 94,34% 3,84
30 22/02/2006 II 37510 84,29 89% 94,58% 3,23
31 24/02/2006 II 33160 74,52 78% 91,19% 3,34
32 25/02/2006 I 34500 77,53 82% 93,79% 2,77
33 25/02/2006 II 35400 79,55 84% 93,15% 2,68
34 26/02/2006 I 37480 84,22 89% 94,25% 2,82
35 26/02/2006 II 32975 74,10 78% 92,47% 3,34
36 27/02/2006 I 39256 88,22 93% 92,67% 3,04
37 27/02/2006 II 32320 72,63 76% 96,23% 3,09
Media 32232 72,43 76% 94,30% 3,30
DSV 3358 7,55 8% 1,89% 0,51
Intervalo de Confianza =95%Tamaño de muestra 37Amplitud del intervalo 0,17Limite Inferior 3,14Limite Superior 3,47
Cálculo del tamaño de muestraMedia 3,30Desviación 0,51Varianza 0,26Error relativo 10%Error absoluto ^ 2 0,11Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 37Tamaño de muestra 10
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
64
Tabla Nº5: Datos de Cartuchos Ultrex A3Recolección de Datos
Máquina evaluada: Automática 3 Producto: Cartuchos Ultrex/Ultrex plus
Datos de Operación Cálculo de Scrap
Evaluación Fecha Producción Total
Tasa prod real Eficiencia Scrap real
(g/min) % %
1 01/02/2006 13.183 29,30 76% 4,80
2 02/02/2006 14.500 32,22 84% 7,08
3 02/02/2006 10.600 23,56 61% 5,66
4 03/02/2006 17.180 38,18 100% 4,81
5 05/02/2006 13750 30,56 80% 6,21
6 09/02/2006 14.250 31,67 83% 7,11
7 11/02/2006 13.200 29,33 77% 6,24
8 13/02/2006 16.903 37,56 98% 5,90
9 14/02/2006 16.002 35,56 93% 7,42
10 15/02/2006 13.100 29,11 76% 7,02
11 16/02/2006 15.700 34,89 91% 6,58
12 16/02/2006 17.148 38,11 99% 7,41
13 17/02/2006 13.781 30,62 80% 7,79
14 17/02/2006 12.010 26,69 70% 6,66
15 21/02/2006 12.800 28,44 74% 5,70
16 22/02/2006 13.390 29,76 78% 7,82
17 23/02/2006 12.420 27,60 72% 7,35
18 23/02/2006 13.113 29,14 76% 4,27
19 26/02/2006 14.000 31,11 81% 7,26
20 01/03/2006 13.652 30,34 79% 5,23
21 02/03/2006 13.661 30,36 79% 7,78
22 03/03/2006 13.339 29,64 77% 4,45
23 06/03/2006 13.695 30,43 79% 7,47
24 07/03/2006 13.003 28,90 75% 7,66
25 07/03/2006 12800 28,44 74% 6,77
26 08/03/2006 12.987 28,86 75% 7,83
27 08/03/2006 12.689 28,20 74% 6,67
28 10/03/2006 17.049 37,89 99% 6,98
29 11/03/2006 14.540 32,31 84% 5,57
30 12/03/2006 13.619 30,26 79% 6,27
31 13/03/2006 17.094 37,99 99% 6,18
32 14/03/2006 13.210 29,36 77% 6,48
33 14/03/2006 13.311 29,58 77% 6,06
34 15/03/2006 14.300 31,78 83% 7,60
35 15/03/2006 16.500 36,67 96% 6,30
36 16/03/2006 15.500 34,44 90% 7,35
37 16/03/2006 14.985 33,30 87% 7,70
38 17/03/2006 17.122 38,05 99% 6,66
39 18/03/2006 14.015 31,14 81% 7,06
40 20/03/2006 13.841 30,76 80% 5,78
41 21/03/2006 12.658 28,13 73% 5,24
42 22/03/2006 12.856 28,57 75% 5,13
43 23/03/2006 16.502 36,67 96% 6,95
44 23/03/2006 15.987 35,53 93% 7,74
45 24/03/2006 17.003 37,78 99% 5,60
46 25/03/2006 13.556 30,12 79% 6,00
47 26/03/2006 12.611 28,02 73% 7,72
48 26/03/2006 15.037 33,42 87% 6,76
49 28/03/2006 13.512 30,03 78% 6,24
50 29/03/2006 16.500 36,67 96% 6,99
Media 14.283 31,74 83% 6,55
DSV 1642 3,65 10% 0,96
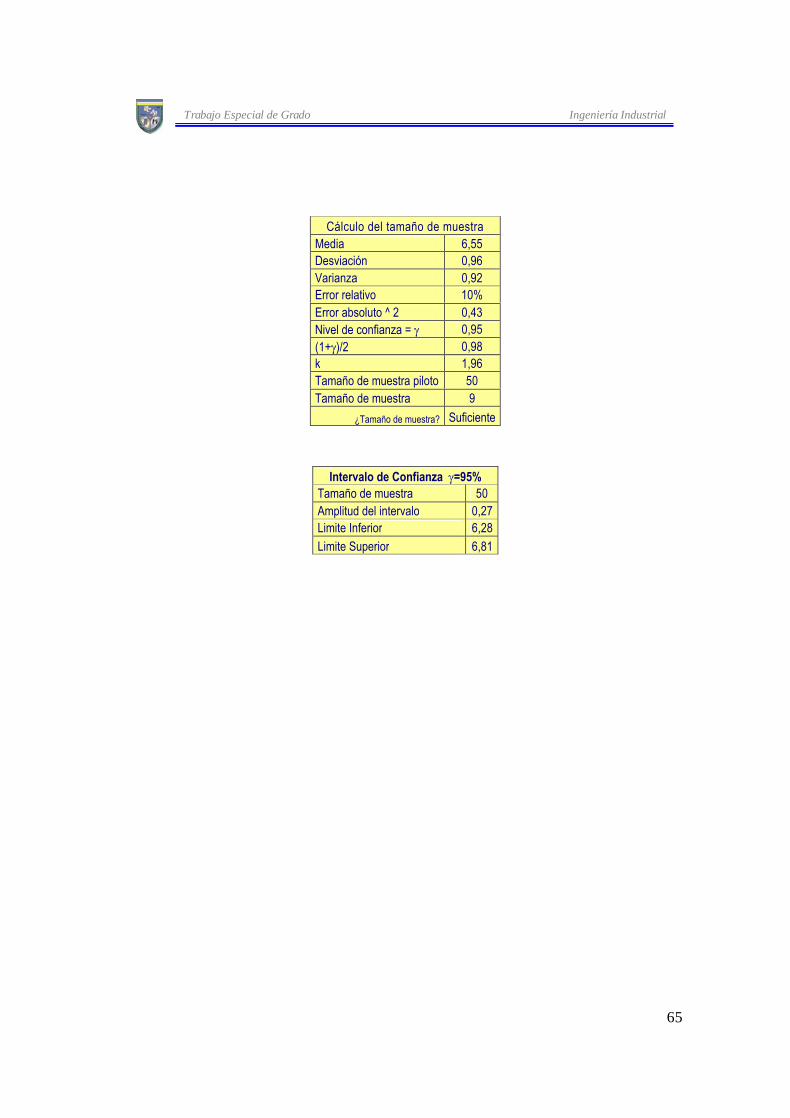
Trabajo Especial de Grado Ingeniería Industrial
65
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,27Limite Inferior 6,28Limite Superior 6,81
Cálculo del tamaño de muestraMedia 6,55Desviación 0,96Varianza 0,92Error relativo 10%Error absoluto ^ 2 0,43Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 9
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
66
Tabla Nº6: Datos de Cartuchos Ultrex A4Recolección de Datos
Máquina evaluada: Automática 4 Producto: Cartuchos Ultrex plus
Datos de Operación Cálculo de Scrap
Evaluación Fecha Producción Total
Tasa prod real Eficiencia Scrap real
(g/min) % %
1 01/02/2006 10.654 23,68 62% 8,51
2 01/02/2006 12.701 28,22 74% 7,09
3 03/02/2006 15.557 34,57 90% 6,71
4 03/02/2006 16.020 35,60 93% 8,78
5 05/02/2006 10.750 23,89 62% 6,76
6 06/02/2006 11.074 24,61 64% 8,52
7 08/02/2006 11.458 25,46 66% 8,20
8 09/02/2006 9.030 20,07 52% 8,53
9 11/02/2006 15.506 34,46 90% 6,69
10 11/02/2006 14.500 32,22 84% 6,62
11 12/02/2006 15.529 34,51 90% 6,42
12 14/02/2006 10.090 22,42 58% 7,10
13 14/02/2006 13.020 28,93 75% 6,91
14 15/02/2006 12.617 28,04 73% 7,48
15 15/02/2006 17.500 38,89 101% 5,98
16 16/02/2006 10.268 22,82 60% 6,65
17 16/02/2006 16.000 35,56 93% 5,65
18 17/02/2006 13.007 28,90 75% 7,18
19 18/02/2006 13.000 28,89 75% 7,49
20 20/02/2006 12.002 26,67 70% 5,14
21 21/02/2006 10.000 22,22 58% 6,90
22 22/02/2006 21.006 46,68 122% 7,32
23 23/02/2006 24.550 54,56 142% 7,39
24 24/02/2006 13.167 29,26 76% 7,42
25 25/02/2006 12.801 28,45 74% 8,18
26 01/03/2006 12.200 27,11 71% 6,15
27 02/03/2006 11.450 25,44 66% 8,85
28 03/03/2006 13.300 29,56 77% 6,97
29 04/03/2006 7.132 15,85 41% 8,27
30 05/03/2006 9.965 22,14 58% 7,33
31 07/03/2006 11.450 25,44 66% 7,63
32 09/03/2006 15.650 34,78 91% 5,88
33 09/03/2006 13.044 28,99 76% 5,95
34 10/03/2006 15.000 33,33 87% 6,16
35 10/03/2006 14.631 32,51 85% 5,33
36 11/03/2006 16.200 36,00 94% 8,02
37 11/03/2006 13.259 29,46 77% 9,50
38 12/03/2006 13.000 28,89 75% 7,41
39 12/03/2006 13.200 29,33 77% 8,61
40 13/03/2006 13.757 30,57 80% 7,75
41 14/03/2006 15.102 33,56 88% 7,26
42 16/03/2006 10.718 23,82 62% 7,06
43 16/03/2006 12.725 28,28 74% 7,60
44 17/03/2006 12.143 26,98 70% 6,07
45 17/03/2006 13.000 28,89 75% 6,41
46 18/03/2006 17.239 38,31 100% 6,19
47 18/03/2006 16.131 35,85 94% 6,45
48 19/03/2006 15.550 34,56 90% 6,58
49 21/03/2006 12.706 28,24 74% 6,19
50 22/03/2006 13.356 29,68 77% 7,0913474 29,94 78% 7,13
2939 6,53 17% 0,97

Trabajo Especial de Grado Ingeniería Industrial
67
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,27Limite Inferior 6,86Limite Superior 7,40
Cálculo del tamaño de muestraMedia 7,13Desviación 0,97Varianza 0,95Error relativo 10%Error absoluto ^ 2 0,51Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 8
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
68
Tabla Nº7: Datos de Cartuchos Ultrex A5Recolección de Datos
Máquina evaluada: Automática 5 Producto: Cartuchos Ultrex
Datos de Operación Cálculo de Scrap
Evaluación Fecha Producción Total
Tasa prod real Eficiencia Scrap real
(g/min) % %
1 01/02/2006 17.001 37,78 99% 5,84
2 01/02/2006 14.145 31,43 82% 6,34
3 02/02/2006 15.638 34,75 91% 7,20
4 02/02/2006 13.233 29,41 77% 6,25
5 03/02/2006 11.371 25,27 66% 6,77
6 03/02/2006 12.719 28,26 74% 4,87
7 04/02/2006 14.418 32,04 84% 8,67
8 05/02/2006 16.875 37,50 98% 5,39
9 06/02/2006 16.992 37,76 99% 5,65
10 07/02/2006 14.502 32,23 84% 8,44
11 15/02/2006 12.900 28,67 75% 6,85
12 16/02/2006 14.007 31,13 81% 5,26
13 17/02/2006 14.333 31,85 83% 6,72
14 18/02/2006 14.083 31,30 82% 5,54
15 18/02/2006 15.039 33,42 87% 5,94
16 21/02/2006 14.999 33,33 87% 6,51
17 22/02/2006 12.917 28,70 75% 5,06
18 23/02/2006 12.773 28,38 74% 6,52
19 23/02/2006 12.000 26,67 70% 6,47
20 24/02/2006 12.936 28,75 75% 4,92
21 24/02/2006 13.955 31,01 81% 4,97
22 25/02/2006 14.325 31,83 83% 5,35
23 25/02/2006 15.000 33,33 87% 5,00
24 26/02/2006 12.695 28,21 74% 5,20
25 26/02/2006 13.200 29,33 77% 5,18
26 27/02/2006 12.525 27,83 73% 7,05
27 27/02/2006 12.802 28,45 74% 5,39
28 02/03/2006 12.210 27,13 71% 5,24
29 03/03/2006 15.000 33,33 87% 5,64
30 04/03/2006 15.330 34,07 89% 7,41
31 06/03/2006 13.000 28,89 75% 5,08
32 10/03/2006 16.897 37,55 98% 7,54
33 11/03/2006 12.000 26,67 70% 6,83
34 12/03/2006 12.706 28,24 74% 5,72
35 17/03/2006 15.423 34,27 89% 6,57
36 19/03/2006 12.859 28,58 75% 7,36
37 21/03/2006 15.699 34,89 91% 6,96
38 22/03/2006 15.662 34,80 91% 5,17
39 23/03/2006 15.623 34,72 91% 4,61
40 24/03/2006 13.500 30,00 78% 7,28
41 25/03/2006 12.378 27,51 72% 5,28
42 03/03/2006 15.313 34,03 89% 5,44
43 04/03/2006 16.220 36,04 94% 5,16
44 06/03/2006 16.849 37,44 98% 5,14
45 07/03/2006 14.862 33,03 86% 6,71
46 08/03/2006 16.228 36,06 94% 5,38
47 11/03/2006 14.555 32,34 84% 7,05
48 12/03/2006 16.312 36,25 95% 5,89
49 13/03/2006 16.010 35,58 93% 5,31
50 15/03/2006 15.420 34,27 89% 5,47
14.348 31,89 83% 6,03
1.554 3,45 9% 0,97

Trabajo Especial de Grado Ingeniería Industrial
69
Intervalo de Confianza =95%Tamaño de muestra 50Amplitud del intervalo 0,27Limite Inferior 5,76Limite Superior 6,30
Cálculo del tamaño de muestraMedia 6,03Desviación 0,97Varianza 0,94Error relativo 10%Error absoluto ^ 2 0,36Nivel de confianza = 0,95(1+)/2 0,98k 1,96Tamaño de muestra piloto 50Tamaño de muestra 10
¿Tamaño de muestra? Suficiente

Trabajo Especial de Grado Ingeniería Industrial
70
DATOS DE OPERACIÓN
SUPER II
Tasa Producción Real
(g/min)MOD Vnominal
(g/min)
Producción Nominal
(g/turno)
Eficiencia (%)
Automáticas UII 31,23 1 38 17100
Alloyd C: Ultrabarba 2*12 11,35 9 11 4950 100%
Selladora (Maquina Ultrex*5) 4,10 3 6 2700 69%
EXACTA II
Ensambladoras ST: Exacta II 71,74 1 95 42750
Alloyd E: ExactaII 2*12 6,18 15 11 4950 56%
Alloyd Rotary: ExactaII *5 5,35 10 9 4050 60%
Alloyd Rotary: ExactaII *3 5,38 9 9 4050 73%
Embolsadora: Exacta II*10 12,20 9 18 8100 68%
XTREME III
Alloyd G: Xtreme3*2 7,02 6 9 4050 88%
Alloyd F: Xtreme3*4 2,65 8 7 3150 38%
New Long: Xtreme3*8 14,47 9 19 8550 76%
SUPER SISTEMAS
Alloyd D: Cartuchos Lady Protector 4,08 11 5 2250 82%
Alloyd D: Maquina Lady Protector 4,90 10 9 4050 54%High Frecuency: Máquina Quattro c/stand 2,67 7 4 1800 67%
LTD
Embolsadora: Vikingo*5 14,50 6 23 10350 63%

Trabajo Especial de Grado Ingeniería Industrial
71
ESTANDARES DE OPERACIÓN
SUPER II Hjs/7,5HR MOD % Scrap ESTÁNDAR 7,5 HRAS
Automáticas UII 28108 1 6,57% 14054 Golpes
Alloyd C: Ultrabarba 2*12 122568 9 1,78% 5107 Golpes. 24 Cavidades
Selladora (Maquina Ultrex*5) 22140 3 1,64% 1845 Golpes. 2 Cavidades
EXACTA II
Ensambladoras ST: Exacta II 32285 1 3,11% 100.000 Máquinas / día
Alloyd E: ExactaII 2*12 66780 15 2,58% 2782 Golpes. 24 Cavidades
Alloyd Rotary: ExactaII *5 48140 10 4,00% 2407 Golpes. 4 Cavidades
Alloyd Rotary: ExactaII *3 29070 9 3,83% 2422 Golpes. 4 Cavidades
Embolsadora: Exacta II*10 54900 9 12,26% 5490 Bolsas
XTREME III
Alloyd G: Xtreme3*2 25260 6 2,55% 3157 Golpes. 4 Cavidades
Alloyd F: Xtreme3*4 28608 8 1,02% 1192 Golpes. 6 Cavidades
New Long: Xtreme3*8 19530 9 1,74% 2441 Exhibidores
SUPER SISTEMAS
Alloyd D: Cartuchos Lady Protector 82665 11 7,44% 1837 Golpes. 15 Cavidades
Alloyd D: Maquina Lady Protector 26460 10 3,58% 2205 Golpes. 6 Cavidades High Frecuency: Máquina Quattro c/stand 2400 7 1,34% 1200 Golpes. 2 Cavidades
LTD
Embolsadora: Vikingo*5 32625 6 22,01% 6525 Bolsas





























