-
8/12/2019 An Investigation Into the Preforming of Tubes
1/15
P e r g a m o n
P I I : S 0 0 2 0 - 7 4 0 3 9 6 ) 0 0 0 45 - 8
I n t J M e c h S c i Vol. 39, No. 5, pp. 507 521, 1997Copyright
1997 Elsevier Science LtdPrinted in Great Britain. All rights
reserved0020 7403/97 17.00 + 0.00
A N I N V E S T I G A T I O N I N T O T H E P R E F O R M I N G
O F T U B E SD . C O L L A * , S . B . P E T E R S E N t a n d P .
A . F . M A R T I N S
* U n i v e r s i t a d e g l i s t u d i d i P a d o v a , D i
p I n n o v a z i o n e M e c c a n i c a e G e s t io n a l e , 3
51 3 1 P a d o v a , I t a l y a n dt l n s t i t u t o S u p e r i
o r T 6 c n i c o , D e p . E n g e n h a r i a M e c ~ n i c a , A
v . R o v i sc o P a i s , 1 0 9 6 L i s b o a C o d e x , P o r t
u g a l .
Received 19 December 1995; and in revised form 8 Ma rch 1996)A b
s t r a c t - - A m a j o r d i s a d v a n t a g e o f t r a d i t
i o n a l c o l d f o r g i n g i s r e p r e s e n t e d b y t h e
i n a b i l i t y t o f o r g e s l e n d e rgeom et r i es such as
t ubes , because these t end to c ol l apse unde r axi a l for ces
. Recen t r esearch has r eveal ed tha t ,f o r t h e f o r m i n g
o f h o l l o w f l a n g e d c o m p o n e n t s f r o m t u b e s
, a c o n t r o l l e d m a t e r i a l f l o w c a n b e a c h i e
v e d b yi n j e c t io n f o r g in g . H o w e v e r i f t h e h
e i g h t o f t h e f l a n g e i s h i g h c o m p a r e d t o t h
e w a l l th i c k n e s s o f t h e t u b e ,i n s t a b i l it y
p r o b l e m s a r i s e c a u s i n g t h e t u b e t o b u c k l
e . A c c o r d i n g to p r e v i o u s w o r k b y t h e a u t h
o r s t h i s m a y b ep r e v e n t e d b y i n c r e a s in g t h
e w a l l t h i c k n e s s o f th e t u b e l o c a l l y t h r o
u g h t h e p r e f o r m i n g o f a s i m p l e i n n e r f la n
g e o nt h e t u b e . T h e s e p r e l im i n a r y i n v e s t i
g a t io n s h a v e b e e n r e s t ri c t e d t o a r e d u c e d
n u m b e r o f c o m p o n e n t g e o m e t r i e si n te r m s o
f t h e m a j o r p r o c e s s p a r a m e t e r s ; b e i n g t h
e i n n e r - to o u t e r - t u b e d i a m e t e r p r o p o r t
i o n a n d t h e f l a n g e -t o -w a l l - th i c k n e s s r a
t io . I n c o n t i n u a t i o n o f t h is w o r k t h e p r e s
e n t p a p e r f o c u s e s o n a s y s t e m a t i c m a p p i n
g o f t h eo p t i m a l p r e f o r m d e s i g n i n o r d e r t
o a l l o w a n e s t a b l i s h m e n t o f a c t u a l p r e f o
r m d e s i g n r u l e s f o r t h e i n j e c t i o nf o r g i n
g o f t u b u l a r c o m p o n e n t s f o r a w h o l e r a n g e
o f p a r a m e t e r c o m b i n a t i o n s . T h e a n a l y s i
s b u i l d s o na c o m p r e h e n s i v e f i n it e e le m e n
t a n a l y s i s i n c o n j u n c t i o n w i t h e x p e r i m e
n t a l t e s ts i n a l u m i n i u m p e r f o r m e d f o rs t
ra t e g i c a ll y im p o r t a n t p a r a m e t e r c o m b i n
a t i o n s in o r d e r t o s u p p o r t t h e t h e o r e t i c
a ll y e s ta b l i s h e d fo r m a b i l i t yl imi t d i agram s
. C opy r ight 1997 El sevier Sci ence Ltd .Keywords: t ube
forming, i n j ec t ion forg ing , f i n it e e l em ent analys i s
.
N O T A T I O Na i , a o d i m e n s i o n f o r i n n e r a n d
o u t e r d ie - c a v it y , m md l, d o i n n e r a n d o u t e r
d i a m e t e r o f t u b e , m m
le ef fec tive l ength of i n j ec t ed tube (one end) , mmIo in
i t i a l l eng th of t ube , mmt g e n e r a l d i e - c a v it y
g a p h e i g h t w h e n q = t o, m m
t i, to i n n e r a n d o u t e r d i e - c a v i ty g a p h e i
g h t , m mw wal l t h i cknes s of t ube , w = 1 /2(do - d i ),
mmeffect ive s t rain
effect ive s t ress , N /m m 2cro in i t i a l y i e ld s t r
ess , N/ m m 2
r e l a ti v e d e f o r m a t i o n o f t u b e ( ~ =
2le/t)
1. I N T R O D U C T I O NTo da te , the bu lk de fo rma t ion o
f ma te r i a l s by fo rg ing to ach ieve a com pon en t fo rm has
genera l lybeen r e s t r ic t ed to geome t r i e s w h ich do no
t co n ta in th rough-ho les [1 , 2 ] ; w hereve r a th rough -ho
le i san in teg ra l a s pec t o f a com pone n t , t h i s is ach
ieved by mach in ing o r t r imming s ubs equ en t to thema nufac
tu re o f the fo rging . F o rg ing o f ho l low b i l le t s has
been im prac t i cab le due to the in s t ab il i ty o fthe w o rk
m a te r i a l I -3-5] . Tub es ma y on ly be fo rmed w i th a fo
rm o f in t e rna l s upp or t to p r even t theco l l aps e o f
the tube w a l l. Com plex p ro f i l ed com pon en t s m ay be fo
rged from r ings th rough ups e t t ingus ing a p roces s con f igu
ra t ion in w h ich a movab le mandre l and c on ta ine r des cend
u nder the punch ,as des c r ibed in Ref s I -6 -7 ]. H ow ever on
ly r a the r l imi ted p la s t ic de fo rmat ion can be ach ieved
th i s w ayas r e s t r i c t ions on the tube he igh t have to be
r e s pec ted to no t have buck l ing p rob lems 1 ,8 -9 ] .In jec
t ion fo rg ing has enab led the fo rming o f l a rge r ad ia l f l
anges under h igh p las t ic de fo rm at ion , o fbo th s o l id
[10 -12 ] and tubu la r ma te r i a l [ -13 -15 ] .
t F o r m e r l y a t : D a n m a r k s T e k n i s k e U n i v
e r s i t e t, P I - L a b . f o r M e k a n i s k e M a t e r ia l
e - p r o c e ss e r , 2 8 00 L y n g b y , D e n m a r kA u t h o
r t o w h o m c o r r e sp o n d e n c e s h o u l d b e a d d r e
s se d .
507
-
8/12/2019 An Investigation Into the Preforming of Tubes
2/15
-
8/12/2019 An Investigation Into the Preforming of Tubes
3/15
An investigation into the preform ing of tubes 509a )
d i / d o
0 . 7
O . S
0 . 5
Q . 4 -
0 . 3 -
0 . 2S y m b o l s d e r i v e f r o m M E T A L E X P .
O . 1 ~ M E T A L E X P , - - p L A S T 2
0 0 ,, , m0 . 0 0 . 4 0 8 1 . 2 1 . 6 2 . 0 2 . 4 2 . 8 t /
W
b )r a o d e - I )t / w = l . 2 ~ ) = 1 0 0 ~ .
m o d e - - aL / w = 2 . 0 = I 0 0 ~ .
m o d e - 2 lL / w = I . 6 ~ = 6 0
E X P .
1m o d e - 4 ) 1} 1 ] 1 1 ~
~ i F
i
6.8 7.8 t / w
a i / t1.2
10
0.8
fl.fl
0.4
0.2
0.0
0.6
0.4
02
O00.0 1.2
d i /d o = 0 . 4 2 9
Ji l ) J J~ r
20 2 .8 3.6 44 52 60 6 .8 76 t /W
di /d 0 = 0 , 7 1 41.87
]
8,4I t I { } 1 i / 1 ) ) ~
12 20 28 3.6 44 52 6.0 68 7.6 t/ w 0.0 6.8 7,5 t/ w.3 20 28 3.6
44 52 6.0
b) e) d) e)
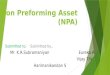
~=100 ~=98 ~---97 ~=102Fig. 8 . (a) Form ing l imit l ine
diagrams showing the mater ia l f low, as a funct ion of nomina l
gap height andpreform die incl inat ion, for the four diameter ra t
ios examined, ~ = 100 . Para meter c ombin at ions enci rc
ledrepresent the exper imenta l ly tes ted (exper imenta l result
in box). Photo graph ic deta i l s of f langes for : (b) mode3 2ai
/ t too low); (c) acceptable flow 2a~/t appropr ia te) ; (d)
non-admiss ible f low 2a~/t too high), t /w = 2.8,di/do = -0 .42 9;
and (e) defect free flange for tube with small wall thickness t /w
= 2.8, di/do = 0.714,
2al / t = 0.533).
-
8/12/2019 An Investigation Into the Preforming of Tubes
12/15
518 D. Colla et al
a) b)
~=31 ~=10 2 ~,=150 ~,=150Fig. 9. (a) Several stages of flanging
(left: pref orme d tube); (b) detail of flange reve aling no n-cr
itica l flaws,
t/w = 2.8, di/do = 0.714, 2ai/t = 0.533.
-
8/12/2019 An Investigation Into the Preforming of Tubes
13/15
An investigation nto the preforming of tubes 519t h e s a m e f
l a n g e to w a l l t h i c k n e ss r a t i o b u c k l i n g p r
o b l e m s a r e l e ss l ik e l y to o c c u r i f t h e d i a m
e t e r r a t i ois high, e.g. for t / w = 1.6.
E x p e r i m e n t a l r e s u l t sB a s e d o n t h e l o a d
r e c o r d e d d u r i n g e x p e r i m e n t s a n d p r e d i c
t e d b y t h e f i ni te e l e m e n t m o d e l f o r th ei n j e
c t io n f o r g i n g w i t h p r e f o r m i n g , t h e r e l at
i v e p u n c h p r e s s u re , p/ t ro, w a s c a l c u l a t e d
a n d p l o t t e d a sa f u n c t i o n o f th e r e l a t i v e d
e f o r m a t i o n o f t h e t u b e , ~ ( F ig . 7 ). N u m e r i
c a l a n d e x p e r i m e n t a l c u r v e scom pare we l l
.
T w o p h a s e s m a y b e d i s ti n g u i s h e d : t h e p r
e f o r m i n g s t a g e a n d t h e a c t u a l i n j e c ti o n
f o r g in g s ta g e . I nt he fo rm er t he punch p res s u re i
nc reas es s t eep l y a s t he p re fo rm i ng cav i t y i s be i
ng f i l l ed up .S u b s e q u e n t l y , a f te r r e m o v a l
o f t h e p r e f o r m i n g r i n g t o a l l o w t h e f o r m i
n g o f t h e o u t e r f la n g e , t h er e l a ti v e p u n c h
p r e s s u r e g r o w s m o d e r a t e l y f r o m a l o w e r e
d l e v e l. T h e m a i n d i f fe r e n c e b e t w e e n t h e t
w os e ts o f c u rv e s i s c a u s e d b y d e f l e c t io n o f
th e t o o l a n d m a t e r i a l e v a s i o n r e s u l t in g i
n a d e l a y o f t h e p e a ko f t h e e x p e r i m e n t a l p
r e -f i ll in g c u rv e . A s m a y b e n o t i c e d , v a l u e
s o f t h e r e l a t iv e p u n c h p r e s s u r e h i g h e rt h
a n s ix t im e s t h e i n i t i a l y i e ld s tr e s s a re r e
a c h e d . W h e n d e s i g n i n g a t o o l f o r p r o d u c i
n g a f l a n g e i n t oa a n n u l a r s p a c e , m a j o r s p
e c i f ic a t io n s a re t h e r e f o r e to b e c a l c u l a t
e d o n t h e b a s i s o f t h e p r e f o r m i n gs tage.
A m o r e d e t a i l e d r e p r e s e n t a t i o n o f th e t
h e o r e t i c a l f o r m a b i l i t y l im i t d i a g r a m ,
d i s p l a y i n g th eo b s e r v e d m a t e r i a l f l o w f o
r e a c h o f th e i n v e s t i g a t e d p a r a m e t e r c o m
b i n a t i o n s , i s g i v e n in F i g . 8 (a ).T h e s y m b o
l s u t i l is e d a r e i d e n t ic a l t o t h o s e f r o m F i
g . 2 w i t h t h e a d d i t i o n f o r t h e m a t e r i a l f
lo wprev i ous l y i den t i f i ed i n F i g . 6 (d ) . In t he s
am e d i a g ra m t he r e s u l t s o f the ex per i m en t a l t
e s t s a r ei nd i ca t ed ( i n box ) .
I n g e n e r a l , th e t h e o r e t i c a l p r e d i c t i o
n s c o m p a r e w e l l w i t h t h e e x p e r i m e n t a l r e
s u lt s . C o n s e q u e n t l y ,i t i s s e e n f r o m t h e e
x p e r i m e n t s p e r f o r m e d f o r d i a m e t e r r a t i
o dl / do = 0 .429 , t ha t fo r ob t a i n i ng anacceB p t ab l e
m a t e r i a l f l ow, t he i nc l i na t i on 2 a i / t o f t h e
p r e f o r m d i e - c a v i ty m u s t b e c h o s e n w i t h i
na m i n i m u m a n d m a x i m u m l im i t. T h u s a n o n - a
c c e p t a b le m o d e 3 m a t e r i al f lo w c a n b e i d e n
t if i ed f o ra t o o l o w v a l u e 2 a i / t = 0 .133) o f t h
i s pa ram et e r [ s ee a l s o F i g . 8 (b )] . S i m i l a r l
y a t oo h i gh i nc l i na t i on2 a i / t = 0 .933 ) r e s u l t
s i n t he f l ow fa i l u re i den t i f i ed ea r l i e r f rom f
i n i t e e l em en t ana l y s i s [ s ee a l s oFig. 8(d)].
F o r a n i n c l i n a t i o n 2 a i / t = 0 .533 ) chos en i n
be t ween t hes e l i m i t va l ues , an accep t ab l e m a t e r
i a lf l o w c a n b e o b t a i n e d [ s ee a l s o F i g . 8 (c
)] . T h e p h o t o g r a p h i c d e t a i l o f t h e f l a n g
e re v e a ls t h e o c c u r r e n c eo f s k in i n c l u s io n
s o r f l a w s o n t h e i n n e r d i a m e t e r o f t h e t u b
e . H o w e v e r a s a n t i c i p a t e d f r o m t h e f i n it
ee l e m e n t s i m u l a t i o n , F i g . 6 (c ) , t h e e x t e
n t o f th e s e f l a w s is n o t c r it ic a l . F u r t h e r m
o r e a n o n - f o r s e e nc e n t r a l f o l d, c h a r a c t e
r i s t ic f o r a m o d e 2 m a t e r i a l f l o w , m a y b e i
d e n t if i e d. H o w e v e r a s t h e e x t e n t o f th ef o l
d is r e s tr i c t e d t o r a d i i s m a l l e r t h a n t h e o
r i g i n a l in n e r d i a m e t e r o f t h e t u b e , t h e c
o m p o n e n t i s s ti llc o n s i d e r e d s o u n d .
T h e c o n c l u s i o n , m a d e f r o m f i n i te e l e m e
n t a n a l y s i s , t h a t i m p r o v e m e n t s i n f o r m a
b i l i ty b y p r e f o r m -i n g a r e h i g h e r f o r t u b e
s w i t h r e l a t iv e l y s m a l l w a l l t h i c k n e s s a
p p e a r s t o b e c o r r e c t . F o r t h e s a m ef l ange t o
wa l l t h i cknes s r a t i o , t / w = 2 .8 , a m ore s a t i s f
ac t o ry m a t e r i a l f l ow is t he re fo re ach i eve df o r
th e h i g h e s t d i a m e t e r r a t i o d~ / do = 0 . 7 1 4 c
o m p a r e d t o 0 .4 29 ), a s s e e n b y c o m p a r i n g t h
e p h o t o -g rap h i c d e t a i l s o f t he f l anges i n F i g
. 8 (e ) an d 8 (c ), r e s pec t ive l y . In t he f i rs t , no m
a t e r i a l f l aw s cou l d bed e t e c t e d f o r a re l a t
iv e d e f o r m a t i o n o f ~ = 1 0 2 a n d a c c e p t a b l e
m a t e r i a l f l o w w a s o b t a i n e d u pt o a t l eas t ~
= 1 50 [ s ee a l s o F i g . 9 (b )] . F i gu r e 9(a) s hows t he
p rog res s i ve fo rg i ng o f t he s am eflange.
I n c o n c l u s i o n s o m e g u i d e l in e s f o r th e f
l a n g i n g o f t u b e s c a n b e e s t a b li s h e d . I n g
e n e r a l a v a l u eL e x i st s so t h a t c o m p o n e n t s
f e a t u r i n g f la n g e s w i t h t h ic k n e s s :
t / w L : s h o u l d b e p r e f o r m e d p r i o r t o t h e
f o r g i n g o f t h e o u t e r f l a n g e,
whe re L = 1 .2 fo r low, and L = 1 .6 fo r h i gh d i am et e r
r a t i o s .W h e n e v e r p r e f o r m i n g i s r e q u i r e
d i t is r e c o m m e n d e d t o c h o o s e t h e s m a l l e s
t p o s s ib l e d ie i n c l i n a t i o n
2ai / t ) , , in acc o rd i n g t o t he fo rm ab i l i t y li m
i t d i ag ra m g i ven i n F i g . 8 (a ) [ r e f e r a l s o t o
F i g . 3 (b )] . F o rm o s t c a s e s a v a l u e o f 2ai/t)~,i
. = 0 .4 can be a s s um ed .
-
8/12/2019 An Investigation Into the Preforming of Tubes
14/15
520 D. Col la et al.5. C O N C L U S I O N S
In con t inu a t ion o f p r ev ious w o rk on the f l ang ing o
f tubes by in jec t ion fo rg ing numer ica l a s w e lla s exper
imen ta l inves t iga t ions have been ca r r i ed ou t to examine
the f eas ib i l ity o f p r e fo rming tubes ino rde r to ove
rcome fo rmab i l i ty l imi t s s e t by fo ld ing f a i lu r es
appea r ing in the tube w a l l due toinstabili ty.The ob jec t ive
has been to s e t up ac tua l p r e fo rm des ign ru le s fo r the
in j ec tion fo rg ing o f tubu la rcom pon en t s f ea tu r ing f
l ange geomet r i e s w i th th i cknes s h ighe r than 1 .2 -1 .6
t imes the w a l l t h i cknes so f the tube ; f o r low er va lues
o f th i s ra t io p r e fo rming i s no t r equ i r ed fo r ob ta
in ing a s o und p rodu c t i fon ly inw ard ma te r i a l f low in
s ide the d ie - cav i ty is a l low ed .
A s s um ing the r e s u lt s ob ta ine d fo r the in j ect ion
fo rg ing o f tubes in to an annu la r s pace to be va l idfo r c
lo s ed -d ie fo rg ing o f indus t r ia l com ponen t s i t ma y
be conc luded tha t the cond uc ted exper im en t sin commerc ia l
ly pu re a lum in ium p rov ide ev idence fo r the fo rming o f s
oun d tub u la r f l angedcom pon en t s up to a f l ange- to -w a
l l - th icknes s r a t io o f a t l eas t 2 .8 .
O p t i m i s a t i o n o f th e p r e f o r m g e o m e t r y c
a rr i ed o u t w i t h r e s p e c t to t h e m a j o r p r o c e
s s p a r a -me te r s has s how n tha t the cons ide red p re fo
rm des ign w h ich invo lves fo rg ing o f a geom et r i ca llys
imp le inne r f l ange on the tube r e s u lt s in a m ore s t ab
le beha v iou r o f the tube fo r a ll d i amete r r a t io sd i /
d o ) of the tube . The e ff ec t i s mo re p ron ounc ed fo r h
igh d iam ete r r a t io s an d the l a rges timprovemen ts in fo
rmab i l i ty a r e the r e fo re found to occu r fo r the f l ang
ing o f tubes w i th r e l a t ive lysmal l wal l th ickness
.Acknowledoements - -The adv ice and p rov is ion o f f ac il it ie
s by D r R . Ba lendra o f the U nivers i ty o f S t ra thc lyde ,
Glasgow,Sco t land , i s g ra te fu l ly acknowledged .
R E F E R E N C E S1. Ku do , H . , Avi tzur , B . , Yosh ika i
, T ., Luksza , J . , Mor iyasu , M . and I to , S . , Co ld fo rg
ing o f ho l low cy l indr ica l com pone n ts
hav ing an in te rm edia te f lange- - -U BE T ana lys is and
exp er iment . Annals o f the CIR P 1980, 29, 129.2 . Osen , W. ,
Var ia t ions o f the t r ansverse imp ac t ex t rus ion p rocess .
W I R E 1985, 35, 109.3 . B iswas , S . and Trav i s , F . W. ,
Defo rma t ion pa t te rns o f annu la r r ings o f va ry ing
geomet ry sub jec t to s t a t ic and d ynam ic
ax ia l compress ion . In t . J . M ach . Too l D es . Res .
1971, 2, 235.4 . D ie te r le , K . , Form at ion o f fo lds dur
ing upse t t ing o f ho l low bod ies . P ro c. o f N A M R C 1975,
179.5 . Har t l ey , P . , S tu rgess, C . E . N . , Lees , A . and
Row e, G . W . , The ax ia l compress ion o f t a l l ho l low cy l
inders wi th h igh
interfacial friction. Int . J . Mech. Sci . 1981, 23, 473.6 . T
uncer , C . and Dean , T . A . , P rec i s ion fo rg ing o f ho l
low par t s in nove l d ies . J . Mech . Work . Tech . 1988, 16,
39.7 . K ondo , K . , Ohga , K . an d Hor i , K . , Inves t iga t
ion in to fo rming o f va r ious spur gea rs. Adv. Tech. Plast.
1984, 11, 1089.8 . D ie te r le , K . , De te rmin a t ion o f
opera t iona l l imi t s fo r the u pse t t ing o f tubes b lanks .
Industrie Anzeiger 1975, 97, 1653.9 . Hendry , J . C . and Watk ins
, M . T ., The p roduc t ion o f ho l low f langed com ponen ts f
rom bar s tock by upse t t ing and
ex t rus ion . Na t . Engng . Lab . , NE L R epor t no . 68
1977) .10. Hendry , J . C . , An inves t iga t ion o f the in jec t
ion upse t t ing o f s ix s tee l s. Na t . Engng . Lab . , N EL
Repo r t no . 494 1971) .11. Pa rsons , B . , Mi lne r , P . R .
and Cole , B . N . , A s tudy o f the in jec t ion upse t t ing o f
me ta l s. J. Mech. Engny Sci . 1973, 15, 410.12. Balen dra, R.,
Process m echan ics of inject io n upsett ing. Int . J . Mac h. To
ol Des . Res. 1985, 25, 63.13. E nghave , C . , Tvaer f lydepresn
ing a f roe r f l anger. Inst . M anuf . Engng , Tech . U nivers i
ty o f Den mark , M .Sc. Thes i s M M91.08 1991).14. Andersen , B .
and A ndersen , C . B ., Rad ia l ex t rus ion o f tubu la r com
ponen ts . Ins t . M anuf . Engng , Tech . Univers i ty o f
Den mark , M.Sc . Thes i s M M 91 .27 1991) .15. A rentoft , M.,
Petersen, S. B., Rodrig ues, J . M. C., Mart ins , P. A. F., Balen
dra, R. and W anh eim , T., Rev iew of research into
the in jec t ion fo rg ing o f tubu la r ma te r ia l s . J.
Mat. Proc. Tech. 1995, 52, 460.16. Aliev, I. S., Radial e xtrusio n
processes. Kuznechno-Shtampovochnoe Proizvodstvo 1988, 6, 1.17. Co
l la , D . , Pe te r sen , S . B . , Ba lendra , R . and Mar t ins
, P . A . F . , In jec t ion fo rg ing o f indus t r i a l comp
onen ts f rom th ick-wal led
tubes . Submi t ted to Trans . ASME. J . Engng . Ind . 1995).18.
Pe ter sen , S . B . , Rodr igues , J . M. C . and Mar t ins , P .
A . F ., Ex tended fo rmabi l i ty l imi t s fo r tubu la r com
ponen ts th rou gh
com bined in jec t ion fo rming /upse t t in g- -A f in i t e e
lement ana lys is . J. Engng Manuf. 1995, 209, 107.19. Ba lendra ,
R . , Pe te r sen , S . B . and Col la , D . , P re fo rming c ons
ide ra t ions fo r the in jec t ion fo rg ing o f tubes, l l th In
t . Con f.
Computer-Aided Prod. Engng 1995 , U .K.20. Balen dra, R., Colla
, D. and Pe tersen, S. B., Sim ulat io n of prefor m design for the
inject ion forging of tubes. X I t h N a t . C o n f.
on Manuf. Res. 1995 , U .K.21 . Pe te rsen , S . B ., Ba lendra
, R . , Rodr igues , J . M. C . an d Mar t ins , P . A . F . , Anim
at ion o f f in i te e lement m ode ls o f me ta lforming
processes. Computers and Structures 1996, 58, 991.
22 . M ar t ins , P . A . F . , Rodr igues , J. M. C . and Ba ra
ta M arques , M . J . M. , Numer ic a l and exper im enta l s imula
t ion o f co ldfor gin g processes in Portuguese). XI I I t h
Semeni tr io Nat iona l de For jamento UF RG S Brazil 1993).
23 . Lee , C . H . and K obayash i , S ., New so lu t ions to r
ig id p las t ic de fo rmat ion p ro b lems us ing a mat r ix
method . T r an s . A S M EJ. Engng lnd 1973, 95, 865.
-
8/12/2019 An Investigation Into the Preforming of Tubes
15/15
An inves t iga t ion in to the p re fo rming o f tubes 52124.
Zienkiewicz, O . C. and Go dbo le, P. N., Flow of plast ic and
visco -plast ic sol ids with special reference to extru sion
and
forming processes. Int. J. Numer. Meth. Engng 1974, 8, 3.25. H
ill, R., The Mathematical Theo ry of Plasticity. Oxford Unive rs i
ty Press , Lond on 1950) .26 . Chen , C . and Koba yash i , S . , R
ig id p las t i c f in i te e lement ana lys is o f r ing compress
ion . A D M-A S M E A p pl . N u m e r. Me th .Forming Proc. 1978,
28, 163.27 . Male , A . T . and Cockcrof t , M. G . , A method fo r
de te rmina t ion o f the coeff ic ien t o f f r i c tion o f meta
l s u nder co nd i t ions o fbu lk p las t i c de fo rmat ion . J.
Inst. Metals 1964, 93, 38.