Embed Size (px)
Citation preview

AMMONIA CONDENSERS WATER TREATMENT BEST PRACTICES
PETER BRUNO JUSTIN SPRINGER
1
5/9/18
DISTRICT MANAGER – WISCONSIN AREA MANAGER – SOUTHERN WISCONSIN
Agenda
Why Treat Ammonia Condensers?
Initial Passivation
Galvanizing and White Rust Awareness
Stainless Steel Condenser Considerations
Treatment Options
Questions

Why Treat Ammonia Condensers
Ensure asset protection
Optimize energy efficiency
Manage water usage
Minimize health risk MICROBIO
CORROSION
Evaporative Cooling – Common Issues
Typically poor water distribution
- Makeup
- Circulation
- Mineral Concentration
- Small basins
Blowdown and water chemistry control
Galvanized metallurgy

Condenser Configuration - Common or Central Sump
Raw Water
Make-up
Blowdown
Trasar
• Multiple Condensers
• Common Sump
• Chemistry balance
The Common sump system makes it easier to chemically treat.
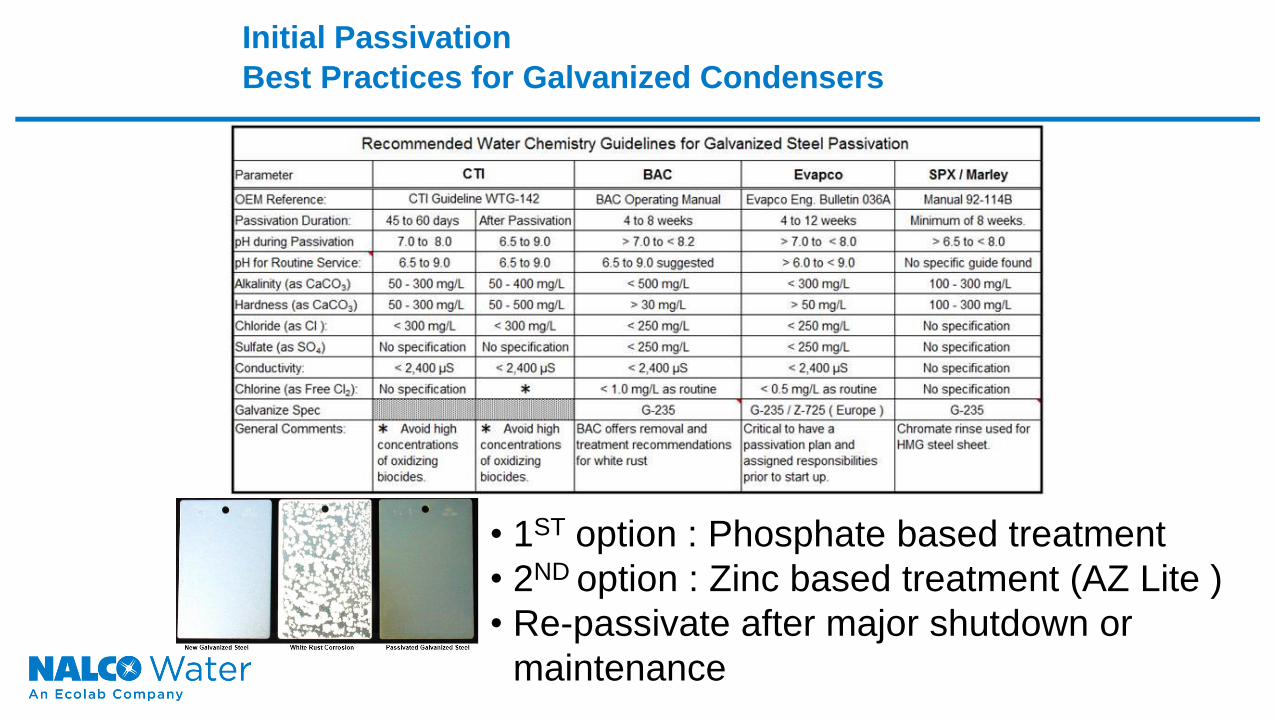
Initial Passivation
Best Practices for Galvanized Condensers
• 1ST option : Phosphate based treatment
• 2ND option : Zinc based treatment (AZ Lite )
• Re-passivate after major shutdown or
maintenance

Initial Passivation
Best Practices for Galvanized Condensers
Galvanized Condensers
Galvanize passivation is not bullet proof. Even with good control some customers still experience white rusting.
Passivation just reduces the risk of white rusting.
15
Initial Passivation Best Practices for Stainless Steel Condensers
Clean and passivate based on other metallurgy in the system – Copper, Mild Steel etc.
If only stainless Steel in system
First 72 hours of operation 1.5-2X the Scale and corrosion inhibitor
Use Surfactant (Nalprep) during the first 72
▪Removal of oils and biofilm

Scale and Corrosion
GALVANIZED CONDENSERS
17
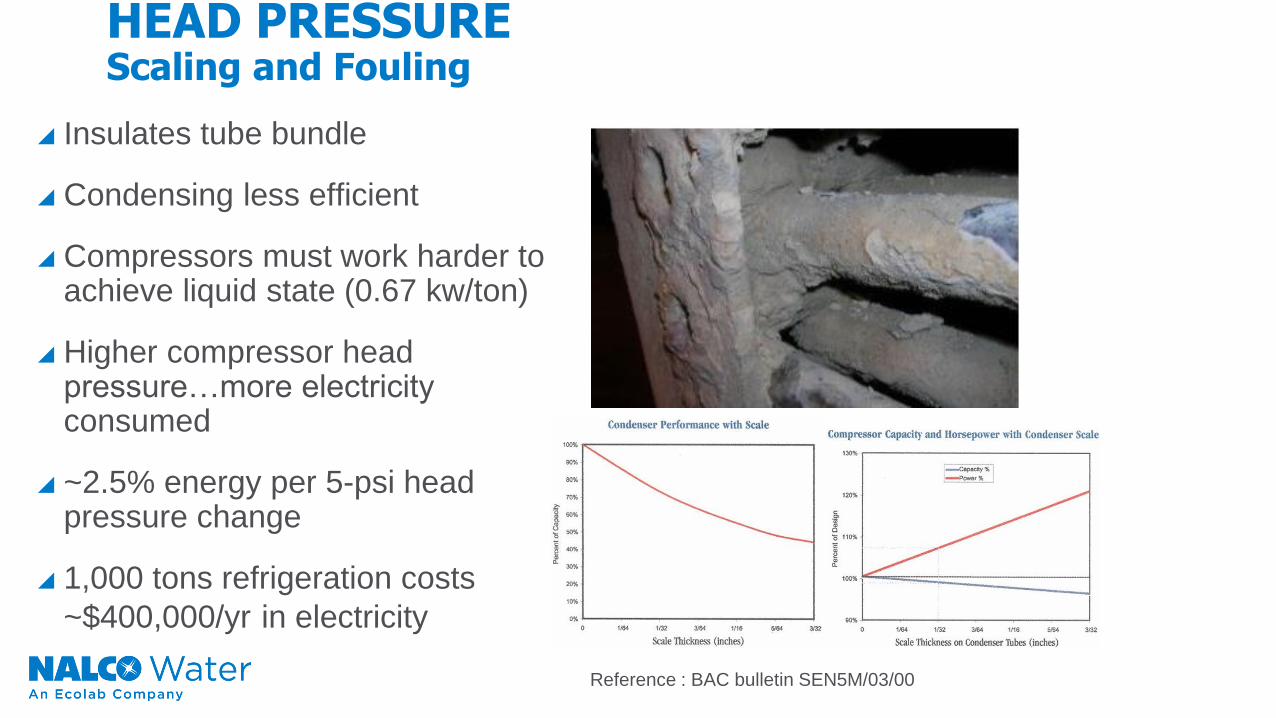
HEAD PRESSUREScaling and Fouling
Insulates tube bundle
Condensing less efficient
Compressors must work harder to achieve liquid state (0.67 kw/ton)
Higher compressor head pressure…more electricity consumed
~2.5% energy per 5-psi head pressure change
1,000 tons refrigeration costs
~$400,000/yr in electricity
Reference : BAC bulletin SEN5M/03/00
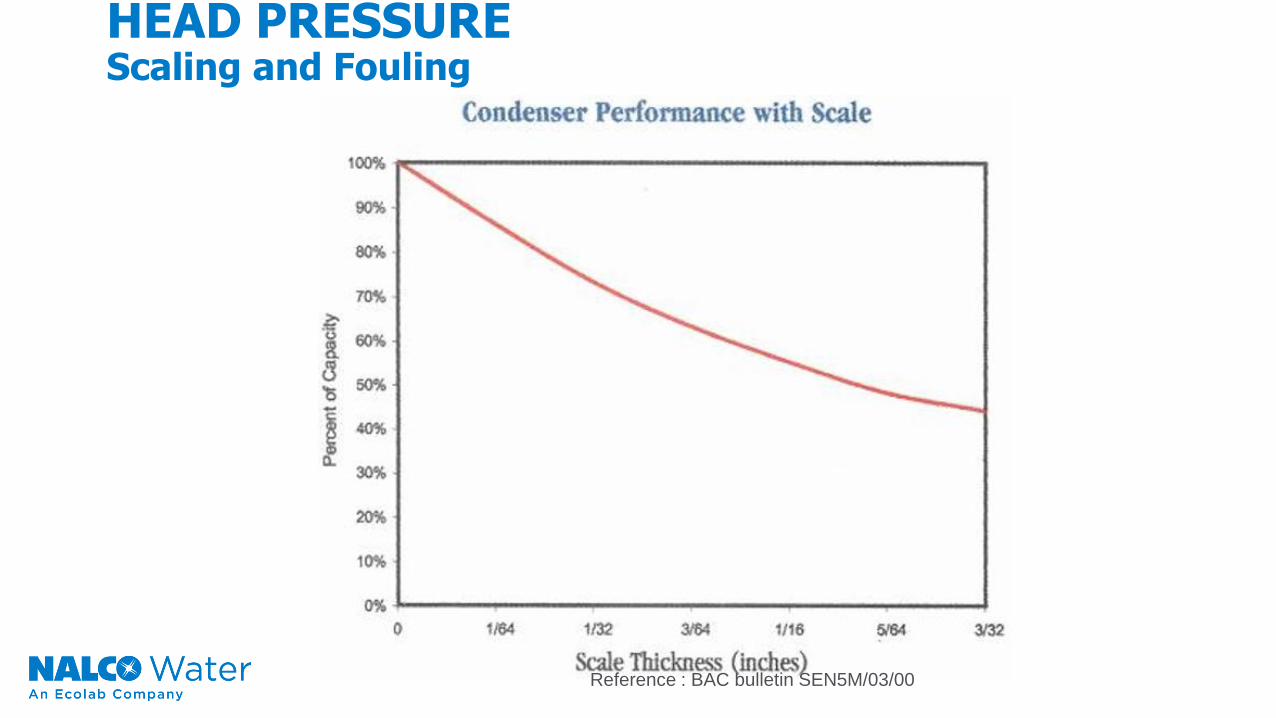
HEAD PRESSUREScaling and Fouling
Reference : BAC bulletin SEN5M/03/00

HEAD PRESSUREScaling and Fouling
Reference : BAC bulletin SEN5M/03/00
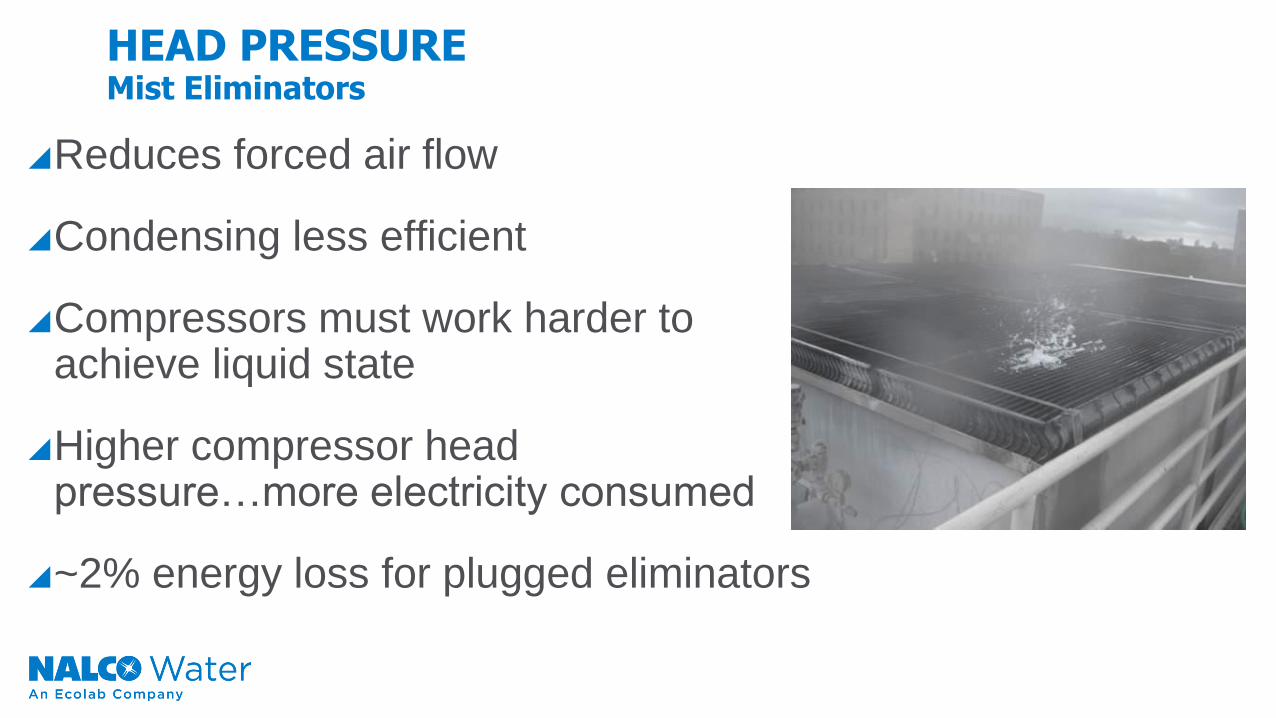
HEAD PRESSUREMist Eliminators
Reduces forced air flow
Condensing less efficient
Compressors must work harder to achieve liquid state
Higher compressor head pressure…more electricity consumed
~2% energy loss for plugged eliminators

HEAD PRESSURESpray Pattern
Reduces condensing efficiency
Increases potential for scaling
Results in more condensers than needed
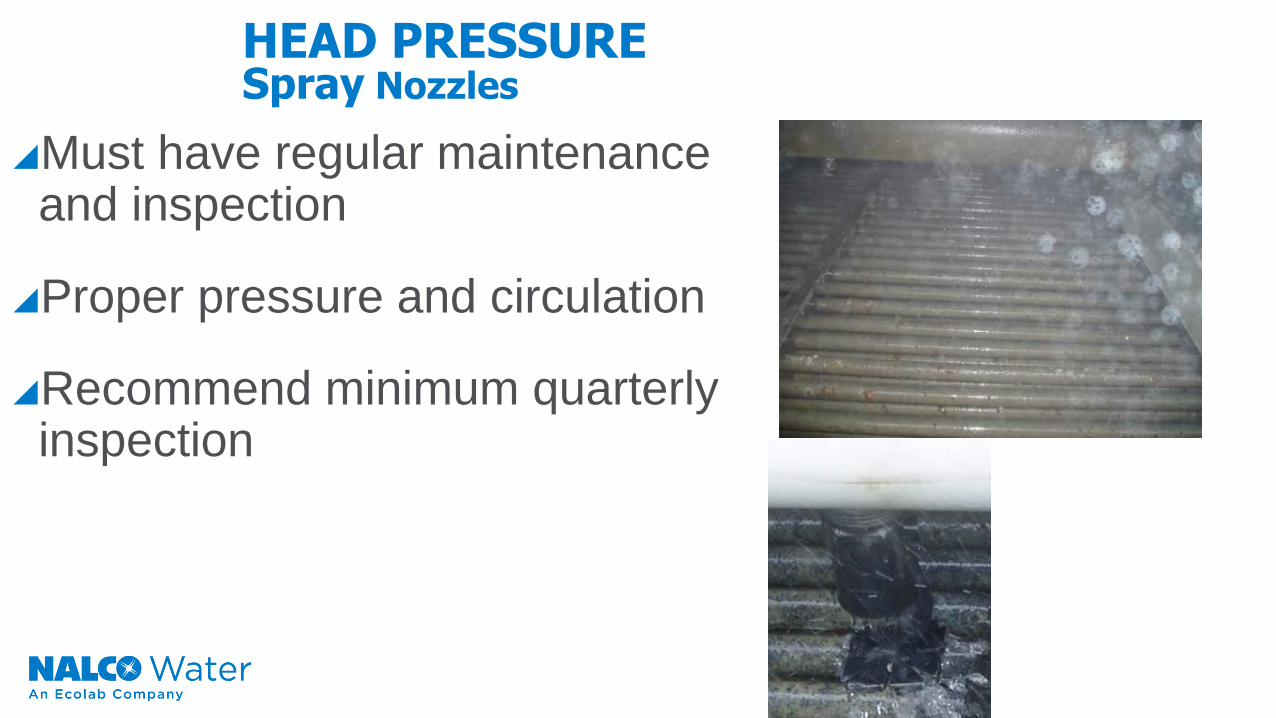
HEAD PRESSURESpray Nozzles
Must have regular maintenance and inspection
Proper pressure and circulation
Recommend minimum quarterly inspection
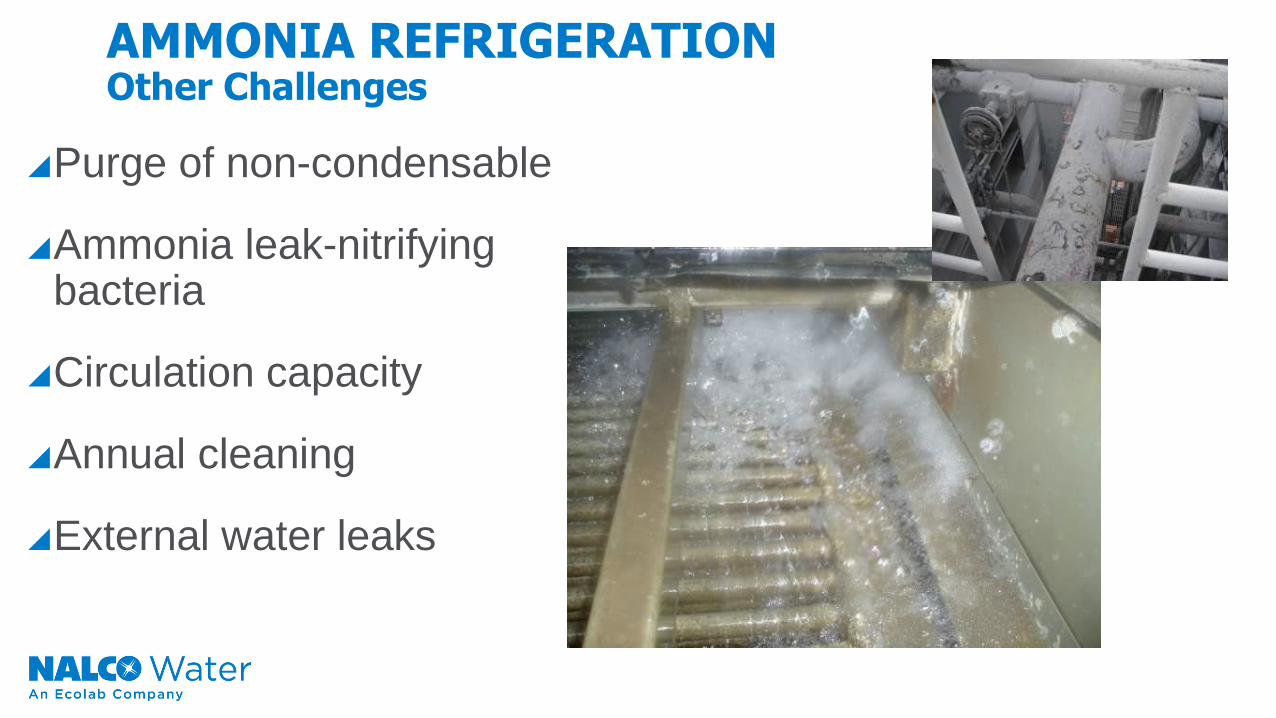
AMMONIA REFRIGERATIONOther Challenges
Purge of non-condensable
Ammonia leak-nitrifying bacteria
Circulation capacity
Annual cleaning
External water leaks
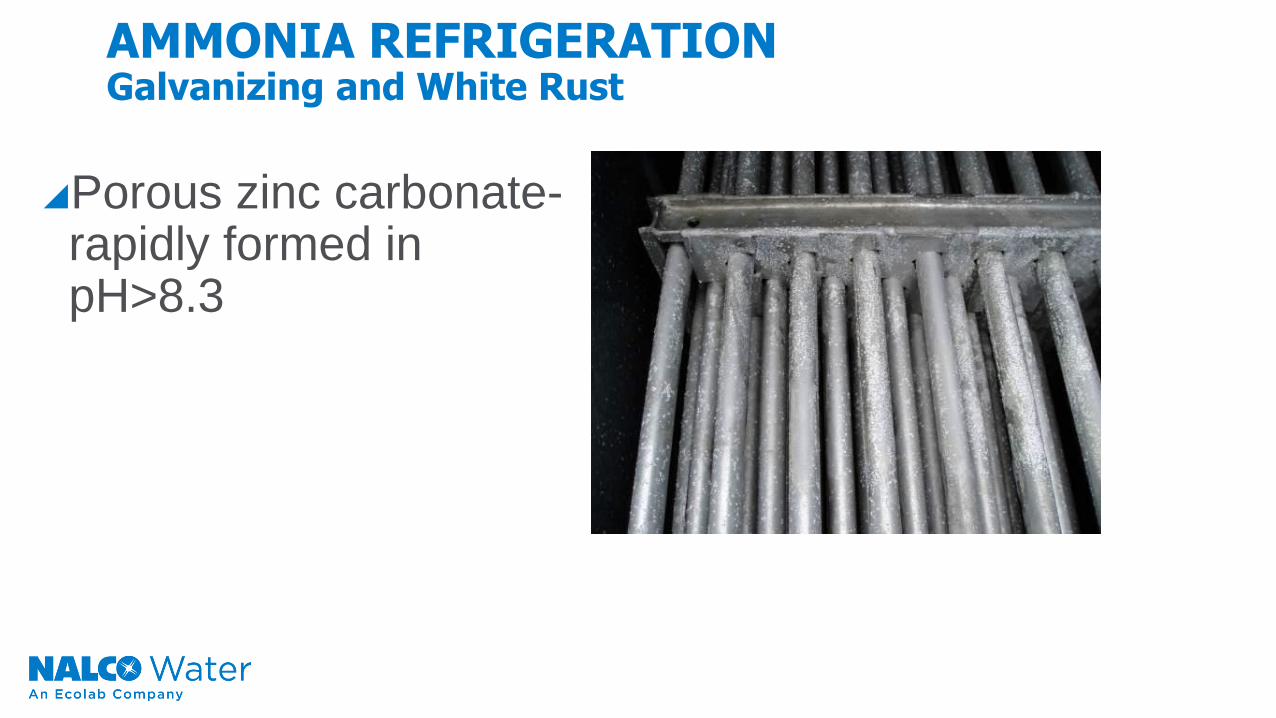
AMMONIA REFRIGERATIONGalvanizing and White Rust
Porous zinc carbonate-rapidly formed in pH>8.3

AMMONIA REFRIGERATIONGalvanizing and White Rust
White, fluffy or waxy non-protective zinc corrosion product
Can be removed mechanically
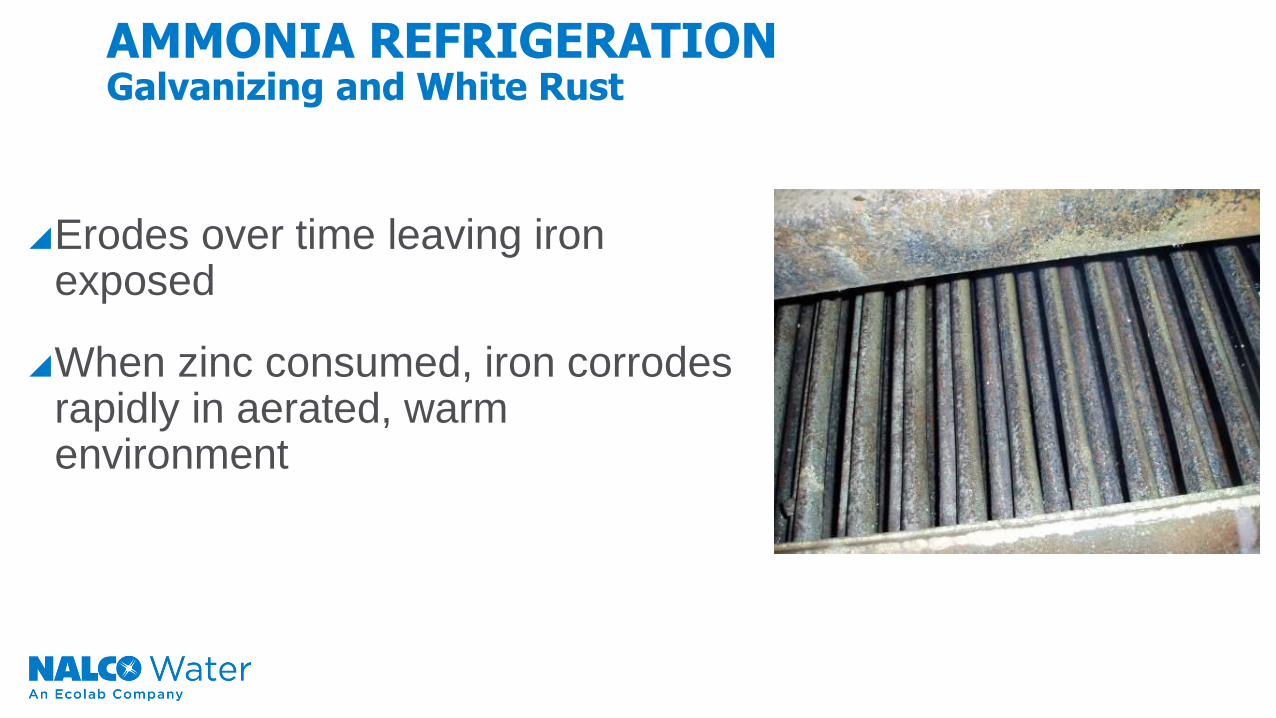
AMMONIA REFRIGERATIONGalvanizing and White Rust
Erodes over time leaving iron exposed
When zinc consumed, iron corrodes rapidly in aerated, warm environment
Stress Corrosion Cracking
STAINLESS STEEL CONDENSERS
29
Stress Corrosion Cracking
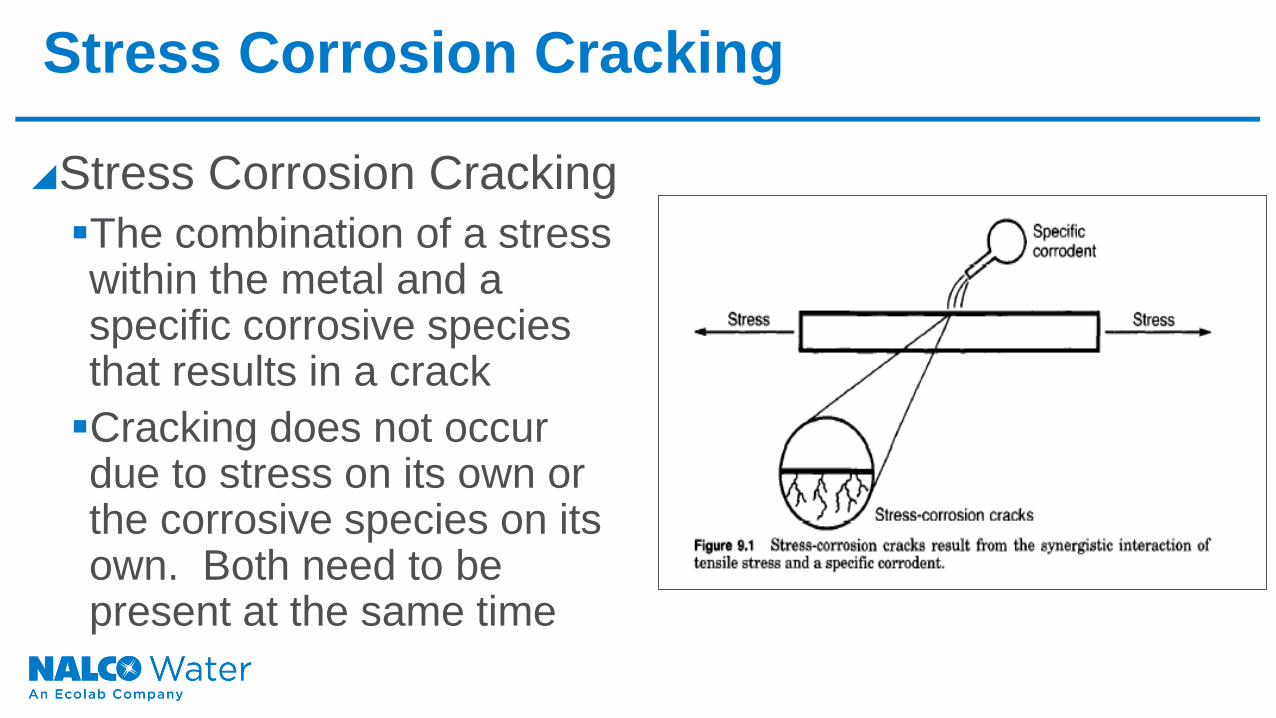
Stress Corrosion Cracking
▪The combination of a stress within the metal and a specific corrosive species that results in a crack
▪Cracking does not occur due to stress on its own or the corrosive species on its own. Both need to be present at the same time
31
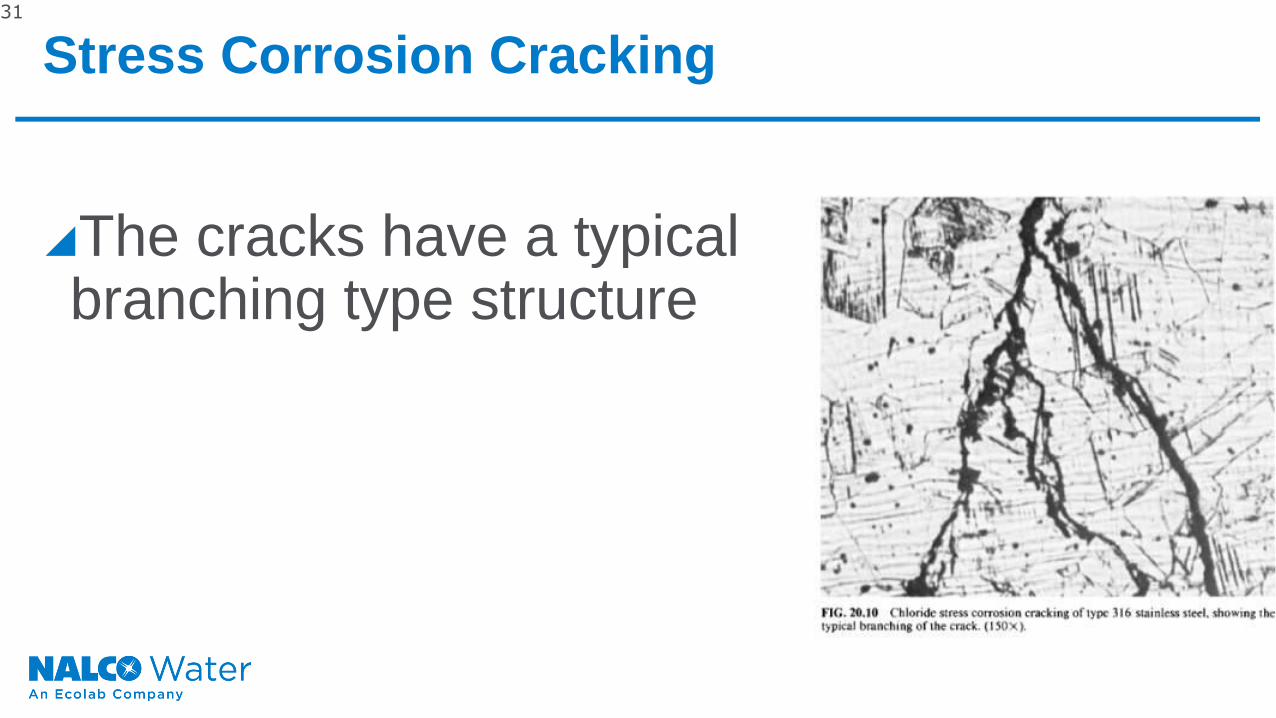
Stress Corrosion Cracking
The cracks have a typical branching type structure
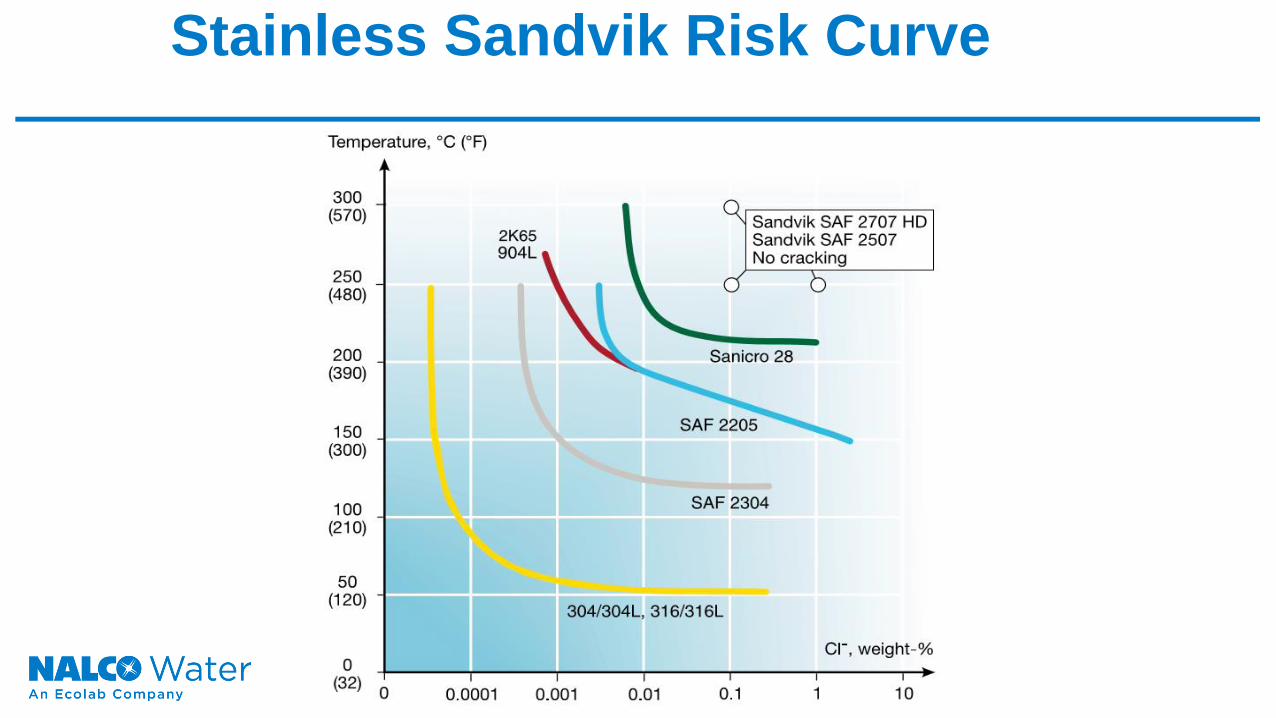
Stainless Sandvik Risk Curve
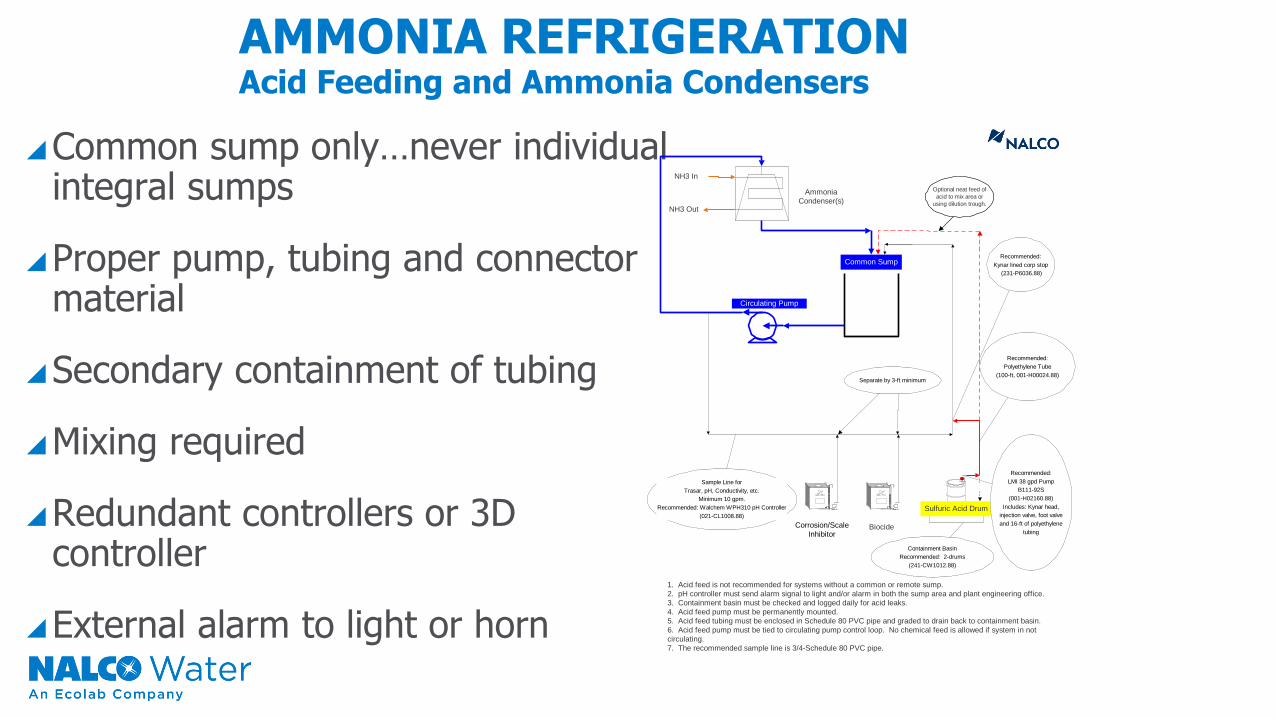
AMMONIA REFRIGERATIONAcid Feeding and Ammonia Condensers
Common sump only…never individual integral sumps
Proper pump, tubing and connector material
Secondary containment of tubing
Mixing required
Redundant controllers or 3D controller
External alarm to light or horn
Centrifugal pump
NH3 In
NH3 Out
Circulating Pump
Open tankCommon Sump
Sample Line for
Trasar, pH, Conductivity, etc.
Minimum 10 gpm.
Recommended: Walchem WPH310 pH Controller
(021-CL1008.88)
Corrosion/Scale
Inhibitor
Open tankSulfuric Acid Drum
Separate by 3-ft minimum
Recommended:
Polyethylene Tube
(100-ft, 001-H00024.88)
Biocide
Recommended:
LMI 38 gpd Pump
B111-92S
(001-H02160.88)
Includes: Kynar head,
injection valve, foot valve
and 16-ft of polyethylene
tubing
Recommended:
Kynar lined corp stop
(231-P6036.88)
Containment Basin
Recommended: 2-drums
(241-CW1012.88)
1. Acid feed is not recommended for systems without a common or remote sump.
2. pH controller must send alarm signal to light and/or alarm in both the sump area and plant engineering office.
3. Containment basin must be checked and logged daily for acid leaks.
4. Acid feed pump must be permanently mounted.
5. Acid feed tubing must be enclosed in Schedule 80 PVC pipe and graded to drain back to containment basin.
6. Acid feed pump must be tied to circulating pump control loop. No chemical feed is allowed if system in not
circulating.
7. The recommended sample line is 3/4-Schedule 80 PVC pipe.
Ammonia
Condenser(s)
Optional neat feed of
acid to mix area or
using dilution trough.
AMMONIA REFRIGERATIONIf no Acid Feed Available
White Rust Inhibitor is an option▪Base feed of 50 ppm along with scale and
corrosion inhibitor
Summary
Good passivation is a must to minimizing white rust formation.
Follow the manufacturer guidelines for passivation and chemical control.
An program that utilizes acid may be the only solution for long term control of white rust.
35
Questions
Thank You!
Peter Bruno
District Manager - Wisconsin
920-915-6618
Justin Springer
Area Manager – Southern Wisconsin
608-770-9798